3.1. Construction of Finite Element Models
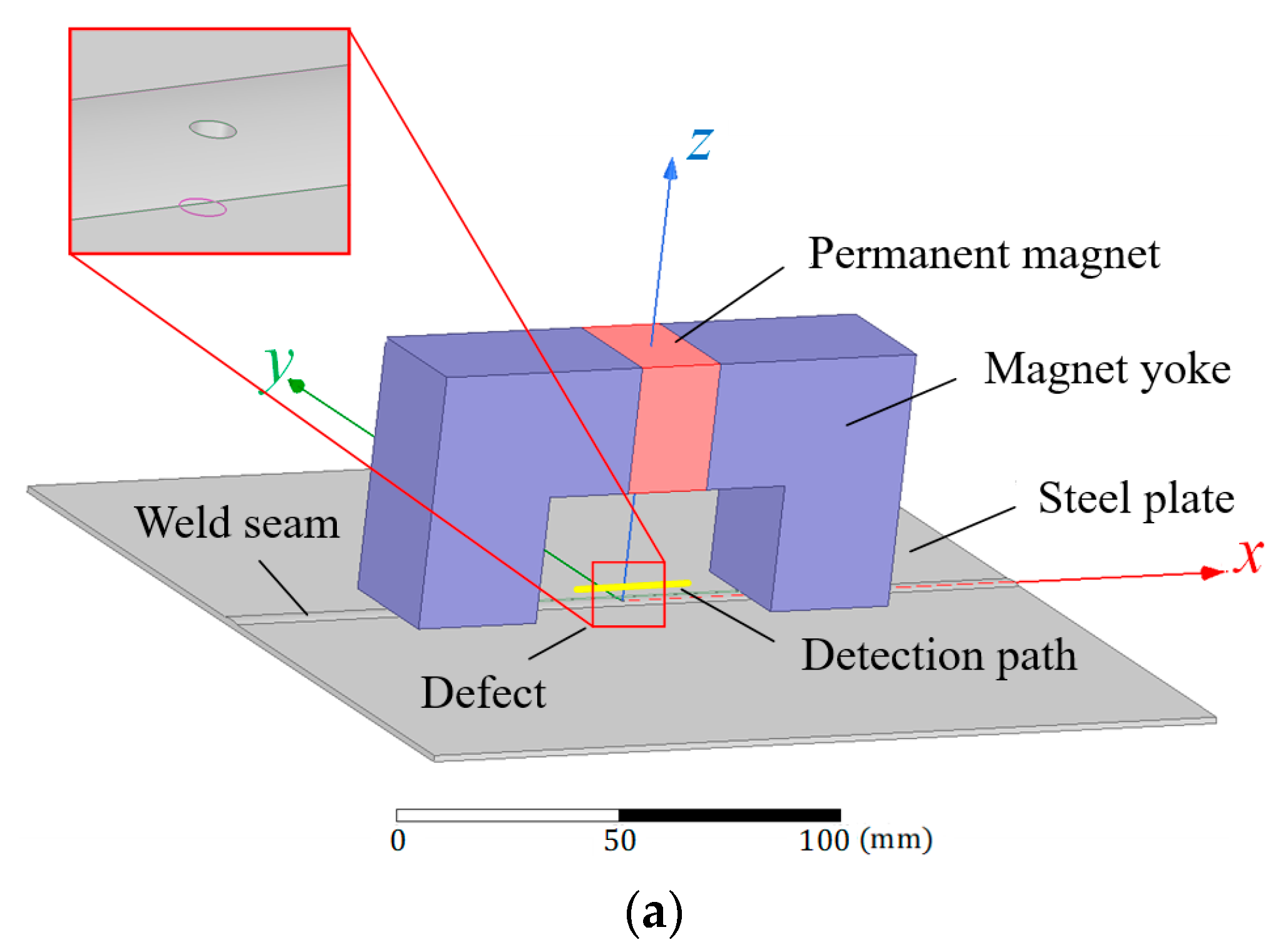
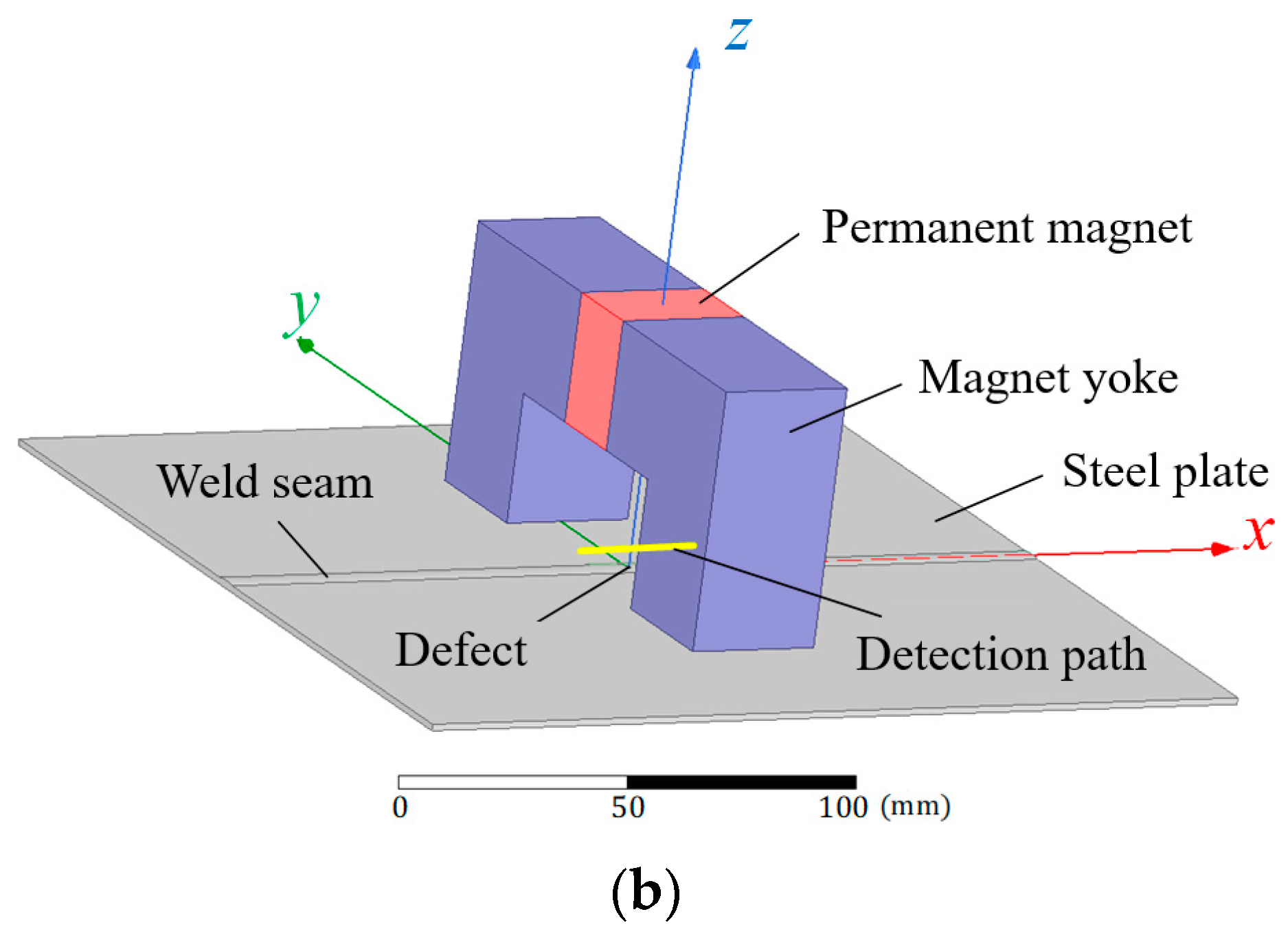
The magnetic field distribution of the weld is computed using the ANSYS Maxwell finite element simulation. Ansys is based in Pittsburgh, Pennsylvania, and the simulation used in this article is version 16.0. A three-dimensional static magnetic field model is utilized using the weld detection structure model. The structure model is shown in
Figure 2.
The magnetic field model in this study assumes that the weld is aligned along the x-axis, while the weld perpendicular to the sheet steel plane is assumed to be aligned along the y-axis and the sheet steel plane’s outward normal direction is assumed to be aligned along the z-axis. Two magnetization models, respectively oriented along the x- and y-axes, are established. The magnetic flux density is represented by the x-, y -, and z- components are denoted as , , and . The magnetic sensing is measured at x-coordinate points between −10 and 10 mm (where y = 0 mm, z = 1 mm, and x = −10 to 10 mm), using a detection line 20 mm long that is positioned at the middle of the weld and 1 mm from the sheet steel surface.
Table 1 presents the model parameters based on the actual dimensions of the sheet and weld. The butt weld is made with a cross-section that is shaped like an arc, with a surface width of 6 mm and a height of 0.3 mm. The butt weld’s material properties are chosen to be consistent with those of the base metal, in this instance Q235 steel. A permanent magnet positioned in the middle of the magnetic yoke arm produces the magnetic field. With a 1 mm air gap, the magnetic yoke magnetizes both the sheet steel and the weld. The permanent magnet is composed of NdFe30 with a coercivity of 838 kA/m, while the magnetic yoke is made of ferrite material to achieve the saturation magnetization of the sheet steel and weld. The simulation calculates the magnetic field
for various sizes of circular hole and rectangular groove defects at a lift-off distance of 1 mm.
3.2. Analysis of Simulation Results
(1) The distribution characteristics of a defect-free flux leakage field
Simulations are performed for the two models to obtain the flux leakage fields
and
above a defect-free weld with a lift-off value of 1 mm.
Figure 3 displays a magnetic induction contour map in a 12 mm by 12 mm area, with the surface position of the weld indicated in a 12 mm by 6 mm area by the black dashed box.
As depicted in
Figure 3a, due to the structure of the U-shaped magnet yoke, the variation of the flux leakage field in the
x direction is only 16%, and the magnetic field is the weakest at the center position of the magnet yoke. Meanwhile, the change in the flux leakage field inside and outside the weld surface is negligible in the
y direction. Generally speaking, the leakage magnetic field distribution of the weld seam using parallel magnetization is uniform, only including the background magnetic field, and the magnetic induction intensity is about 150 Gs.
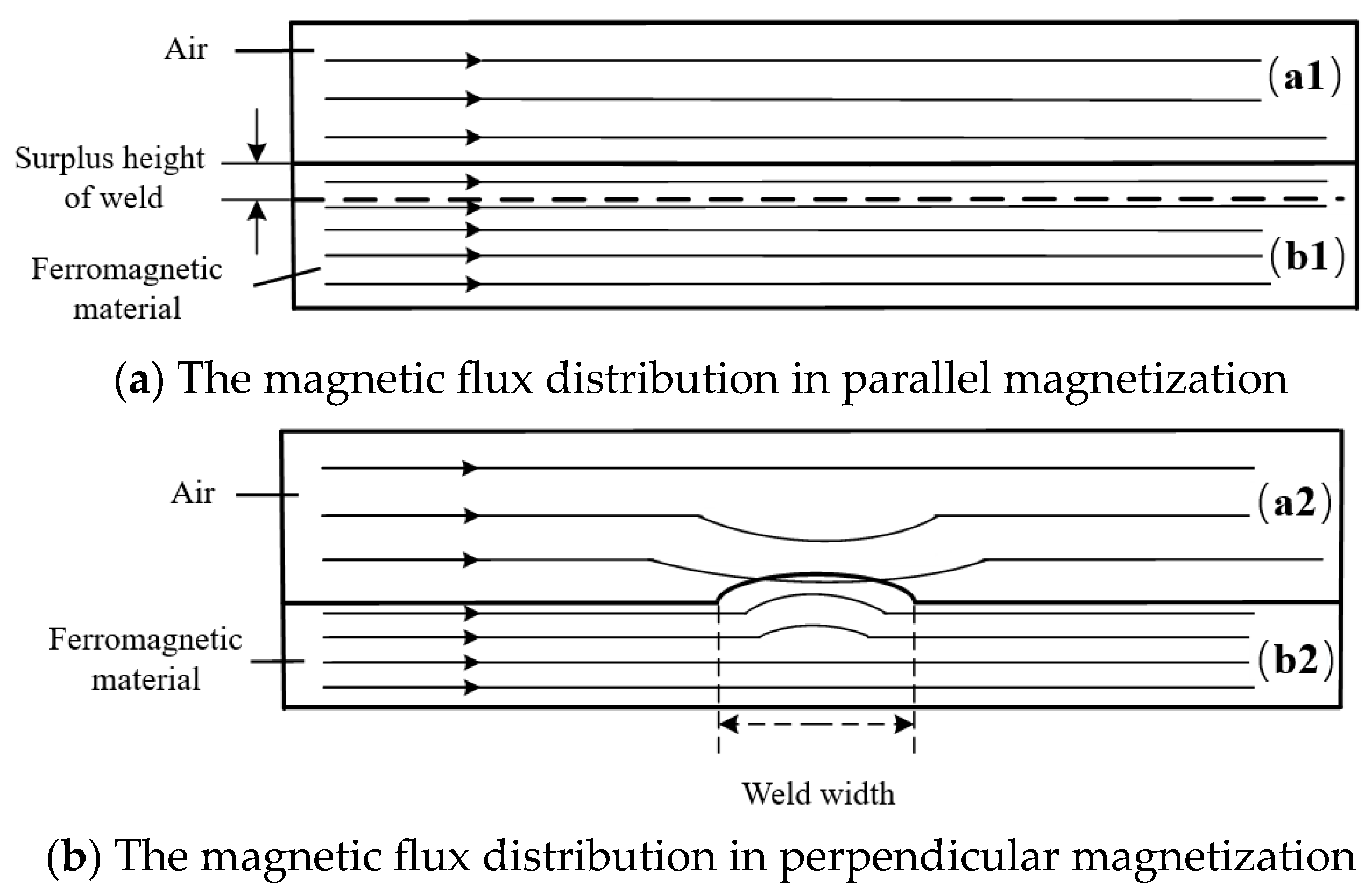
Figure 3b indicates that when magnetized in the perpendicular direction, the flux leakage field in the
y direction towards the center of the weld descends rapidly, and the flux leakage field at the edge of the weld decreases from 220 to 70 Gs at the position of the centerline of the weld. At the edge of the weld, the flux leakage field begins to decrease, which is consistent with the theoretical study outlined in the previous section.
When the weld is magnetized in the parallel direction, the magnetic field distribution is akin to that of a flat surface material. In contrast, magnetization of the weld in the perpendicular direction leads to “bumps” on the magnetization path and a reduction in magnetic resistance at that location. This decrease results in a decline of the flux leakage field above the weld. To obtain the flux leakage field caused by defects, the flux leakage field components should be subtracted from the corresponding magnetic field components, without defects ( or ), for quantitative analysis.
(2) Flux leakage field comparison of circular hole defects
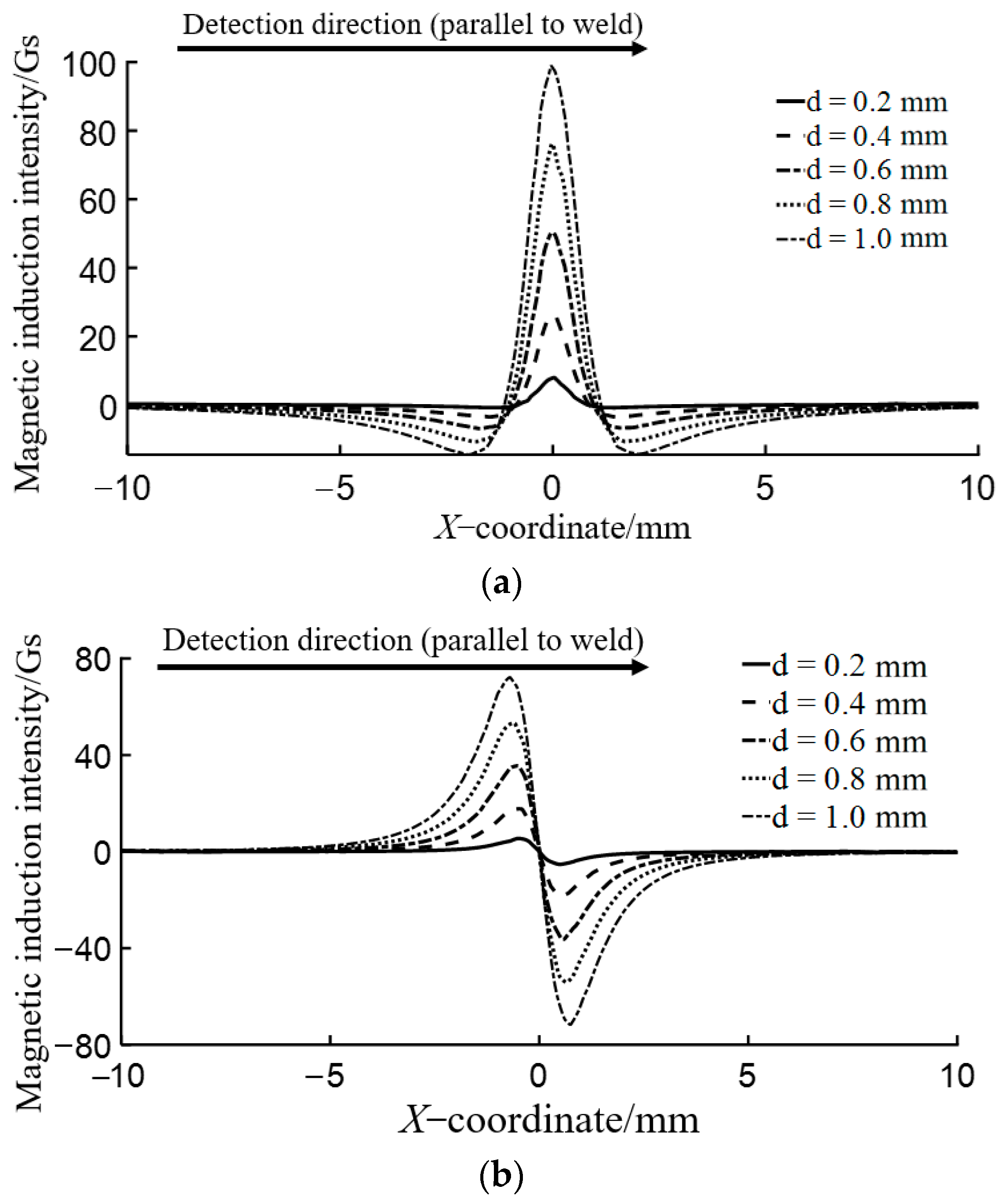
Crack-like defects and volumetric defects, which resemble rectangular grooves and round holes, respectively, make up the majority of typical weld flaws. Therefore, this study primarily focuses on the simulation and analysis of these two types of defects to compare the flux leakage fields under two different magnetization directions. For circular hole defects, when the depth is fixed at 1.8 mm (passing through the weld), simulations are carried out for different diameters (0.2, 0.4, 0.6, 0.8, and 1.0 mm), and the flux leakage field caused by the defect at the detection line is calculated using Equation (2). Among them, the amplitude of the parallel magnetic field component and the perpendicular magnetic field components and are negligible, so no analysis is performed.
The flux leakage fields of defects with parallel magnetization in the
and
components are illustrated in
Figure 4. The
component of the leakage field exhibits a single-peak signal with negative side lobes, whereas the
component shows a double-peak signal with positive and negative lobes.
Figure 5 depicts the
component of the leakage field for defects with perpendicular magnetization, which exhibits a single-peak signal without side lobes.
The peak values of the flux leakage field components for defects with various dimension in
Figure 4 and
Figure 5, are compared in
Figure 6 as follows. The comparison is drawn between the two magnetization directions. As the diameter of the circular hole defect increases, the amplitude of the
component gradually increases. Furthermore, the
and
components of the parallel magnetization field are greater than the
component of the perpendicular magnetization field. The flux leakage field induced by parallel magnetization is therefore stronger than that excited by perpendicular magnetization for circular hole defects of the same size.
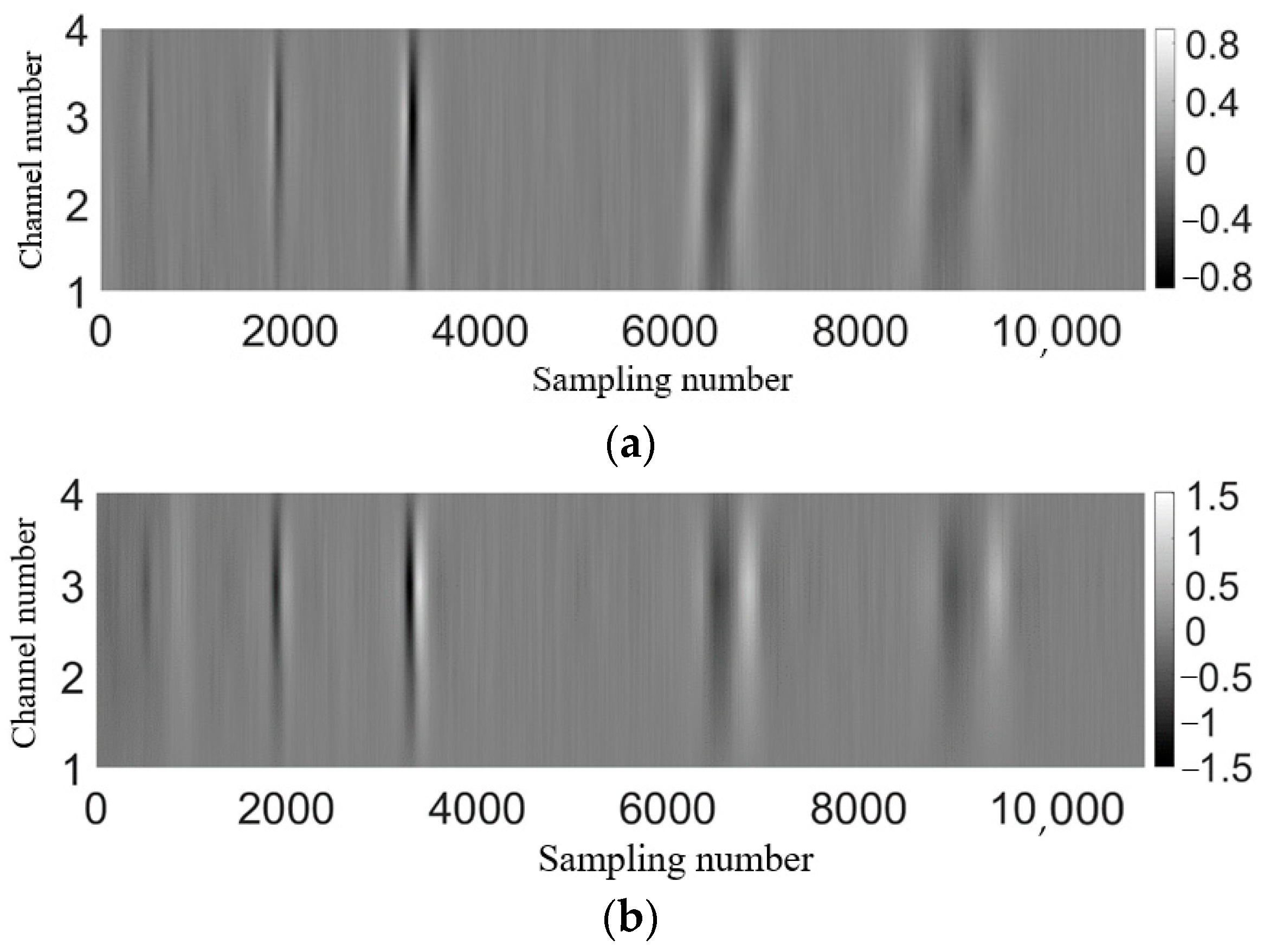
(3) Comparison of flux leakage fields for rectangular groove defects
For rectangular groove defects with a fixed length of 5 mm and a width of 0.5 mm, researchers in this study conducted simulations for defects of varying depths to calculate the magnetic induction intensity at the detection line position. The depth D is set to 0.36, 0.72, 1.08, 1.44, and 1.80 mm (20%t, 40%t, 60%t, 80%t, and 100%t), respectively, based on the weld thickness (sheet thickness + weld reinforcement height) t = 1.8 mm. The flux leakage field of the defect at the detection line position is calculated using Equation (2).
The flux leakage field components in the parallel direction of magnetization,
and
, are illustrated in
Figure 7. Specifically, the
component is characterized by a dual-peak signal with negative side lobes, and the spacing between the peaks is almost the same as the length of the crack (5 mm). Conversely, the
component is represented by a dual-peak signal with both positive and negative values, and the spacing between the peaks is almost the same as the length of the crack. On the other hand,
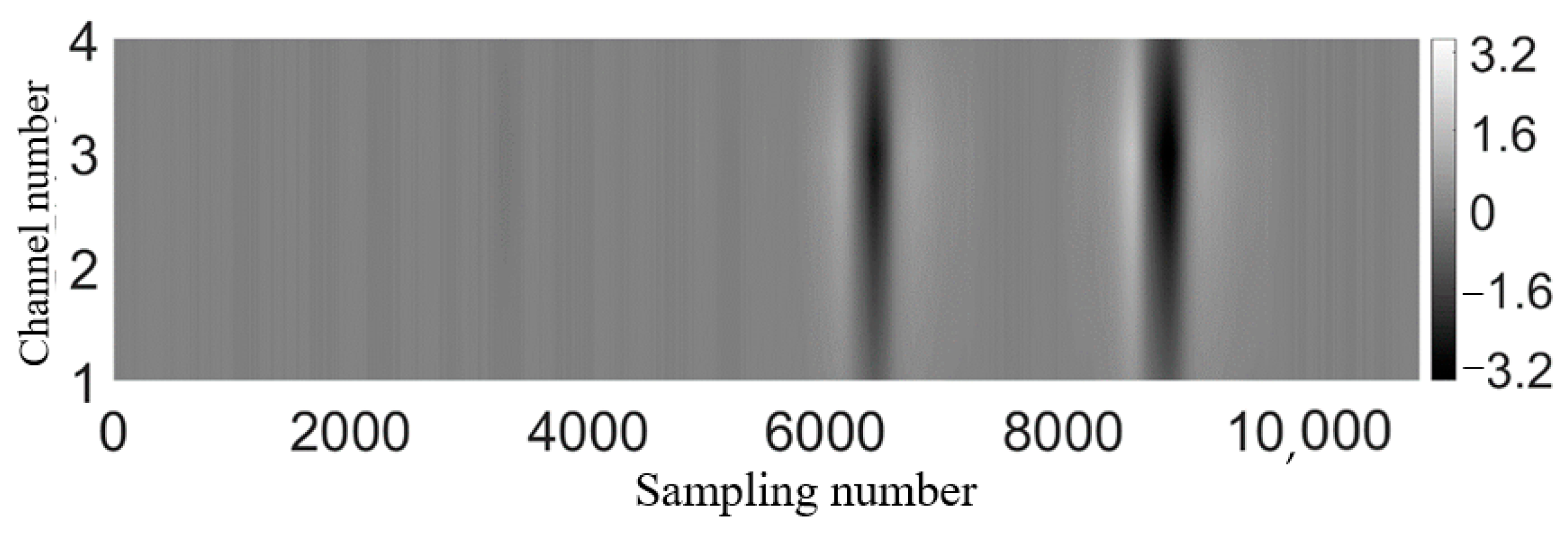
Figure 8 displays the
component of the flux leakage field in the perpendicular direction of magnetization. It is a single-peak signal with no side lobes, and the width of the peak approximates the length of the crack.
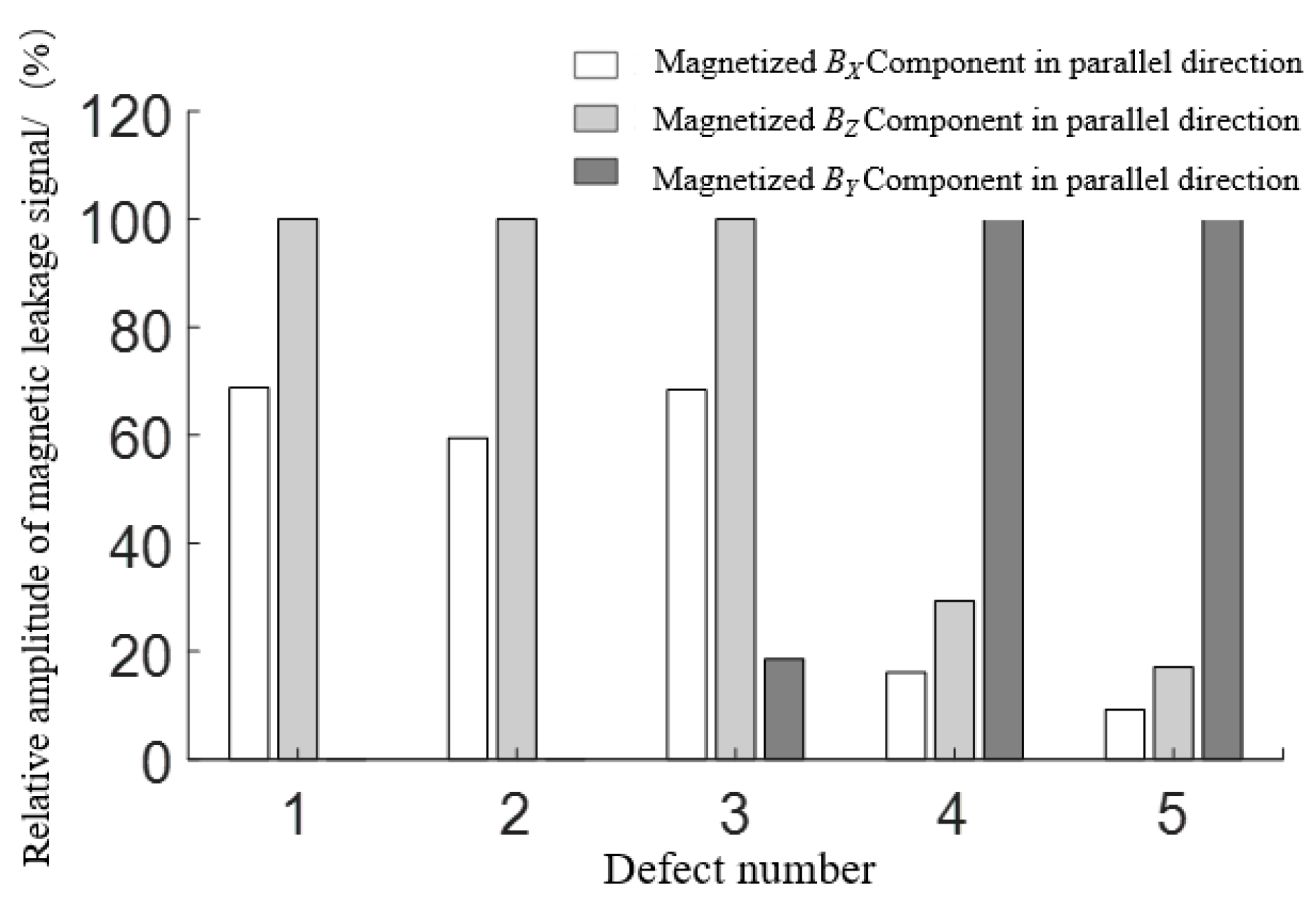
Figure 9 illustrates a comparison between the peak values of the flux leakage field components for different depths of rectangular groove defects (as shown in
Figure 7 and
Figure 8) and two different magnetization directions. As the depth of the rectangular groove defect, D, increases, the amplitude of the
component gradually increases. Moreover, the
component detected under the perpendicular magnetization direction is much larger than the
and
components detected under the parallel magnetization direction. Thus, when the aspect ratio of the rectangular groove defect reaches a certain level (the aspect ratio of 10 in this simulation), the excitation of the defect flux leakage field under the perpendicular magnetization direction is stronger than that under the parallel magnetization direction.
3.3. Analysis of Influence of Magnetization Direction on Flux Leakage Field
Based on the theoretical analysis and simulation results presented above, the magnetization direction has the following influences on the flux leakage field in weld defect detection:
(1) Due to the central symmetry of circular hole defects, the cross-sectional features of the defects along the magnetization path are the same regardless of the magnetization direction. Based on the simulated results of flux leakage fields for different sizes of circular hole defects, it is found that the weld affects the flux leakage field’s distribution and that the defect flux leakage field excited by perpendicular magnetization is always weaker than the defect flux leakage field excited by parallel magnetization. According to Equations (5) and (6), the flux leakage field in any direction is the vector sum of the parallel and perpendicular components of the flux leakage field generated by magnetization. Based on the above analysis, it can be concluded that the defect flux leakage field gradually decreases when the magnetization angle α increases.
To confirm the above conclusion, a simulation calculation of the peak variation of the flux leakage
and its components is performed for magnetic direction angles ranging from 0° to 90° (with a 10° interval) and for a circular hole defect with a diameter of 1 mm and a depth of 1.8 mm, as shown in
Figure 10.
As the magnetic direction angle α increases, the peak values of the flux leakage field, , and the and components both gradually decrease. Meanwhile, the peak value of the component initially increases followed by a decline after reaching its maximum at = 60°. At α = 90°, ≈ . Consequently, the optimal angle for detecting circular hole defects is α = 0°, where the peak values of , and are at their zenith.
(2) Based on the 3D magnetic dipole model [
13] of rectangular groove defect extending along the
x-axis; when the surface is flat without welds, as the angle α between the magnetization direction and the defect extension direction increases (0°−90°); the flux leakage field component
of the defect gradually decreases and the
component increases. Moreover, when the aspect ratio of the rectangular groove reaches a certain level, the peak value of the
component of the flux leakage field in the perpendicular direction of magnetization (α = 90°) is greater than that of any component of the flux leakage field
and
for any magnetization direction. Therefore, the main concern for the rectangular groove defect is the flux leakage field component
perpendicular to the length direction of the rectangular groove. According to the simulation results of the flux leakage field for rectangular groove defects of different sizes with welds, the peak value of the flux leakage field
excited by perpendicularly oriented magnetization is greater than that of any component of the parallel-oriented flux leakage field, which is consistent with the results of the flat surface without welds. Based on the above analysis, it can be inferred that when the angle α of the magnetization direction reaches a certain level, the peak value of the flux leakage field component
of the rectangular groove defect is greater than that of any component of the flux leakage field
and
for any magnetization direction.
To verify the aforementioned conclusion, this study performs simulation calculations for the flux leakage field of a rectangular groove defect with a depth of 1.8 mm and a width of 0.5 mm, at magnetization angles ranging from 0° to 90° (in intervals of 10°).
Figure 11 shows the peak variations of
and its components.
As the angle α between the magnetization direction and the defect elongation direction increases, the peak values of both and exhibit an increasing trend. Moreover, when α ≥ 20°, the component exceeds any component of and in any magnetization direction; when α = 60°, both and reach the maximum values; and when α > 60°, ≈ , while both and components gradually decrease to zero. Therefore, at a magnetization angle of 60°, the defect detection capability reaches the highest level.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}