
Moisture Sensitivity Evaluation of the Asphalt Mortar-Aggregate Filler Interface Using Pull-Out Testing and 3-D Structural Imaging

 ,
,
Abstract
:1. Introduction
2. Raw Materials and Test Methods
2.1. Test Materials
2.1.1. Asphalt (Asphalt-Binder, Binder, Bitumen)
2.1.2. Filler Materials, Chemical Composition, and Packaging Density
2.1.3. Preparation of the Asphalt Mortar (Asphalt Slurry)
2.2. Test Methods
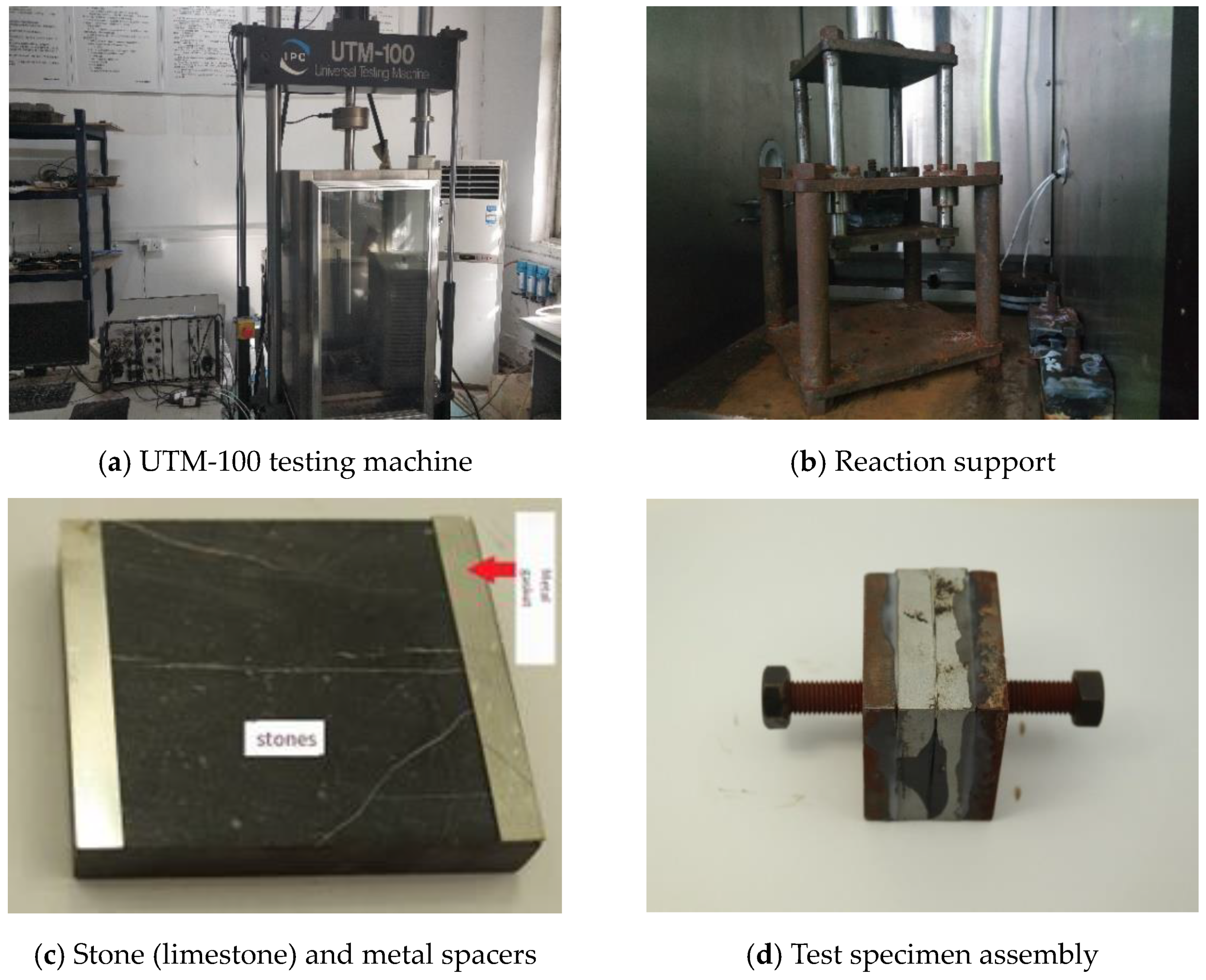
2.2.1. The Pull-Out Test
2.2.2. The Peeling Rate Test: Structured Light 3-D Scanning
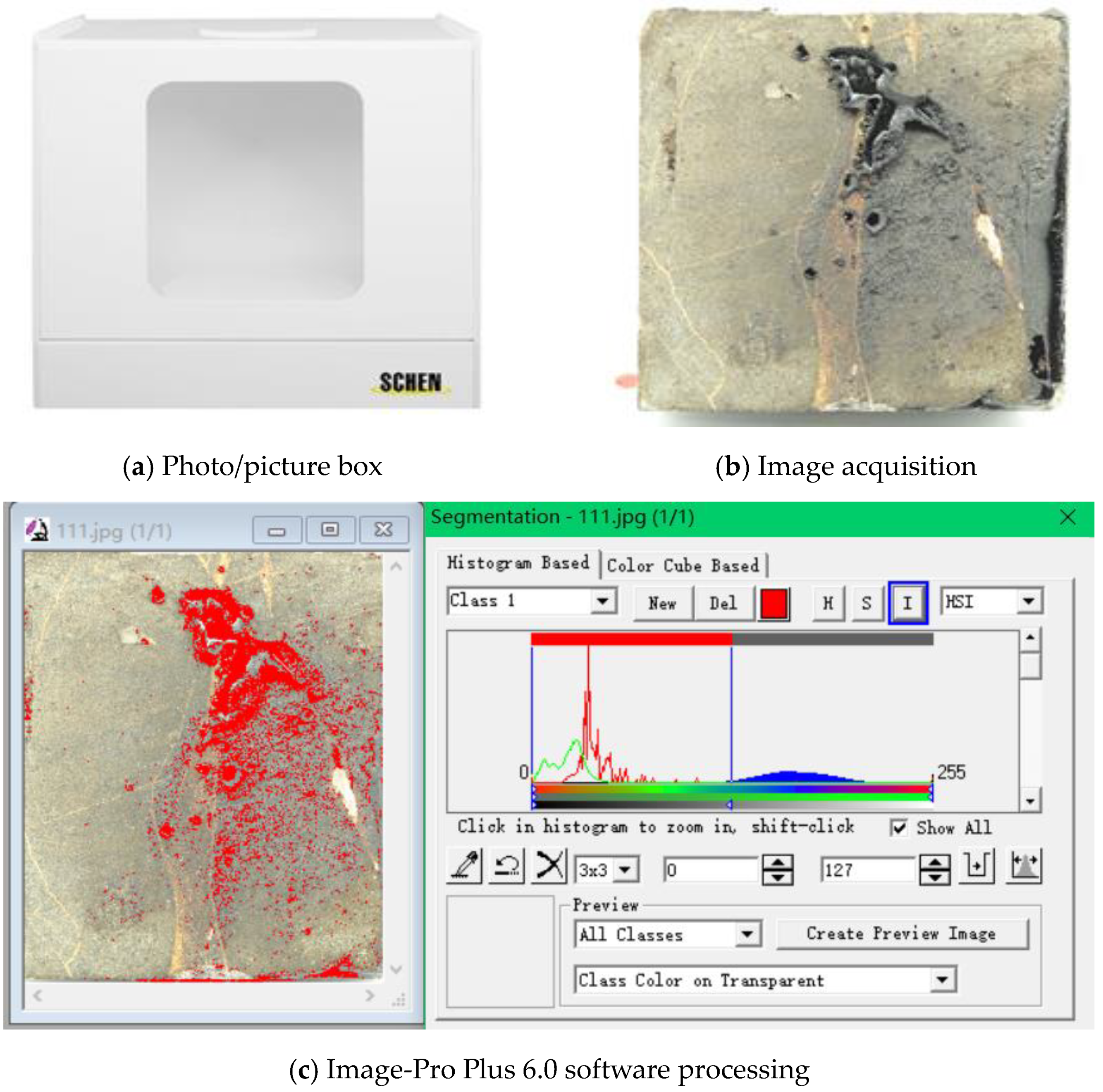
2.2.3. The Peeling Rate Test: Image-Pro Plus Software Treatment
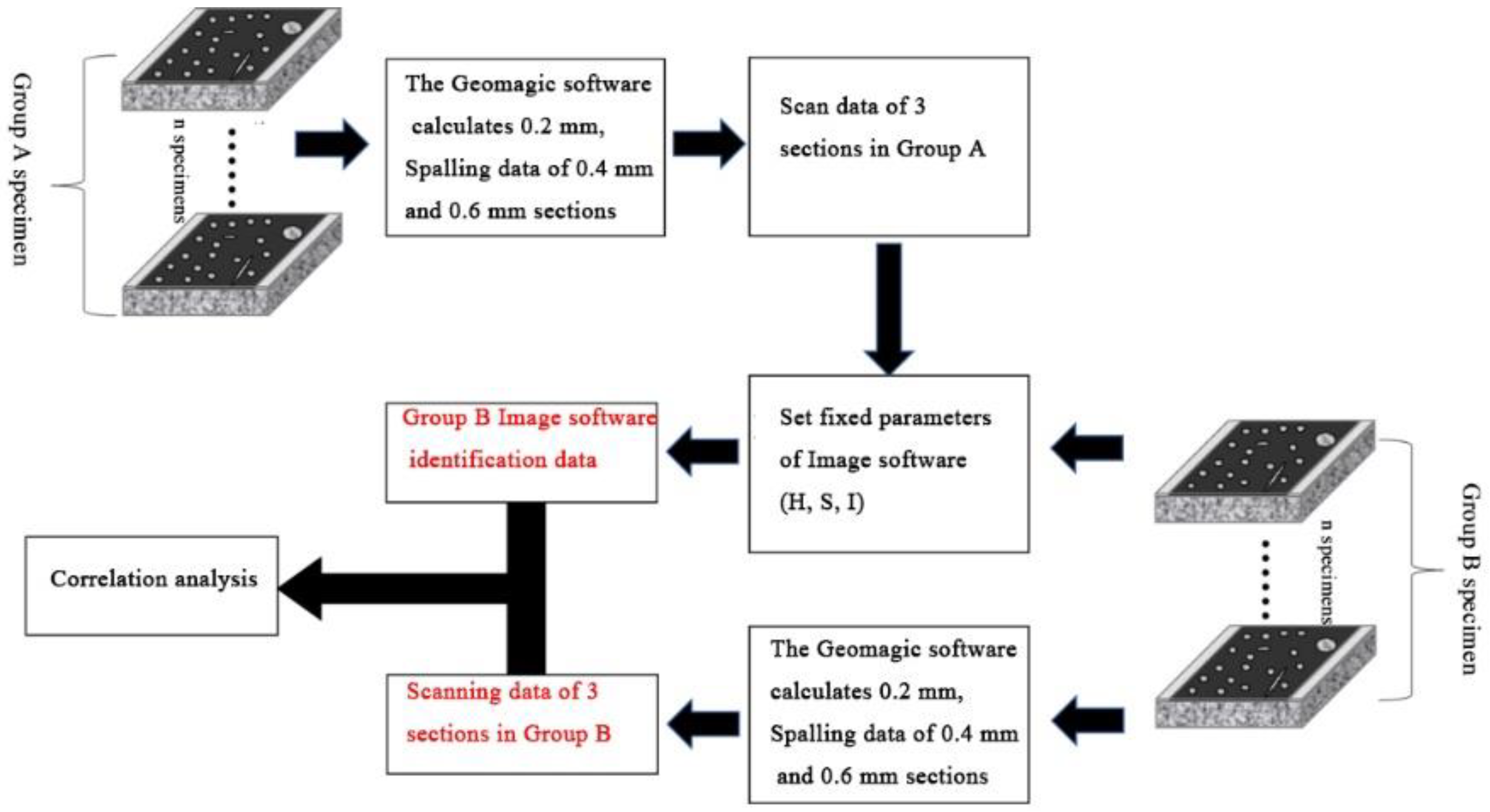
2.2.4. The Peeling Rate Test: Parametric Modifications and Pearson Statistical Correlations
2.2.5. Scanning Electron Microscope (SEM) Imaging Analysis
3. Test Results and Discussions
3.1. Pull-Out Test Results and Analysis
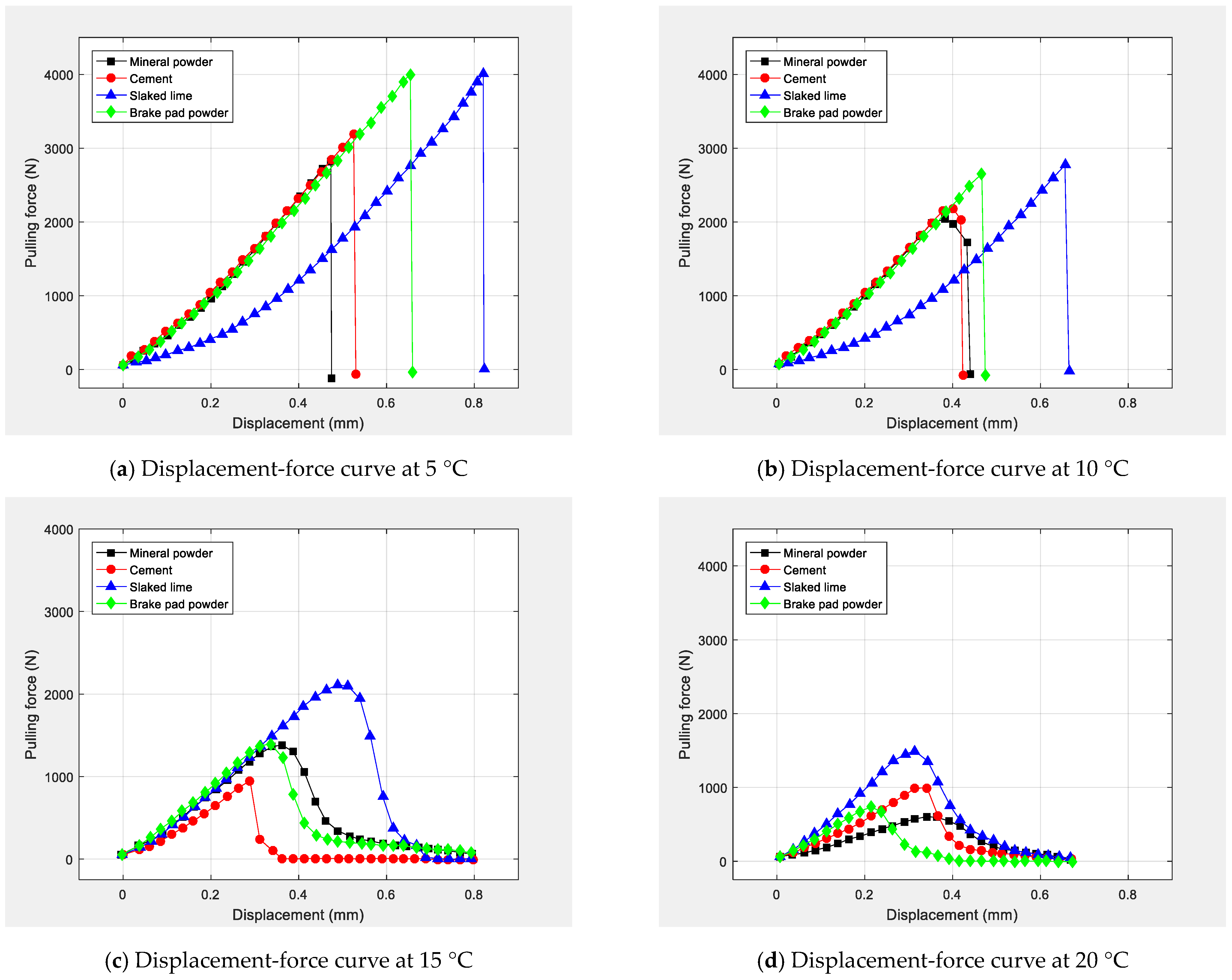
3.1.1. Temperature and Filler Effects on the Pull-Out Force and Displacement
3.1.2. Water-Temperature Coupling Effects on the Interfacial Bonding Performance
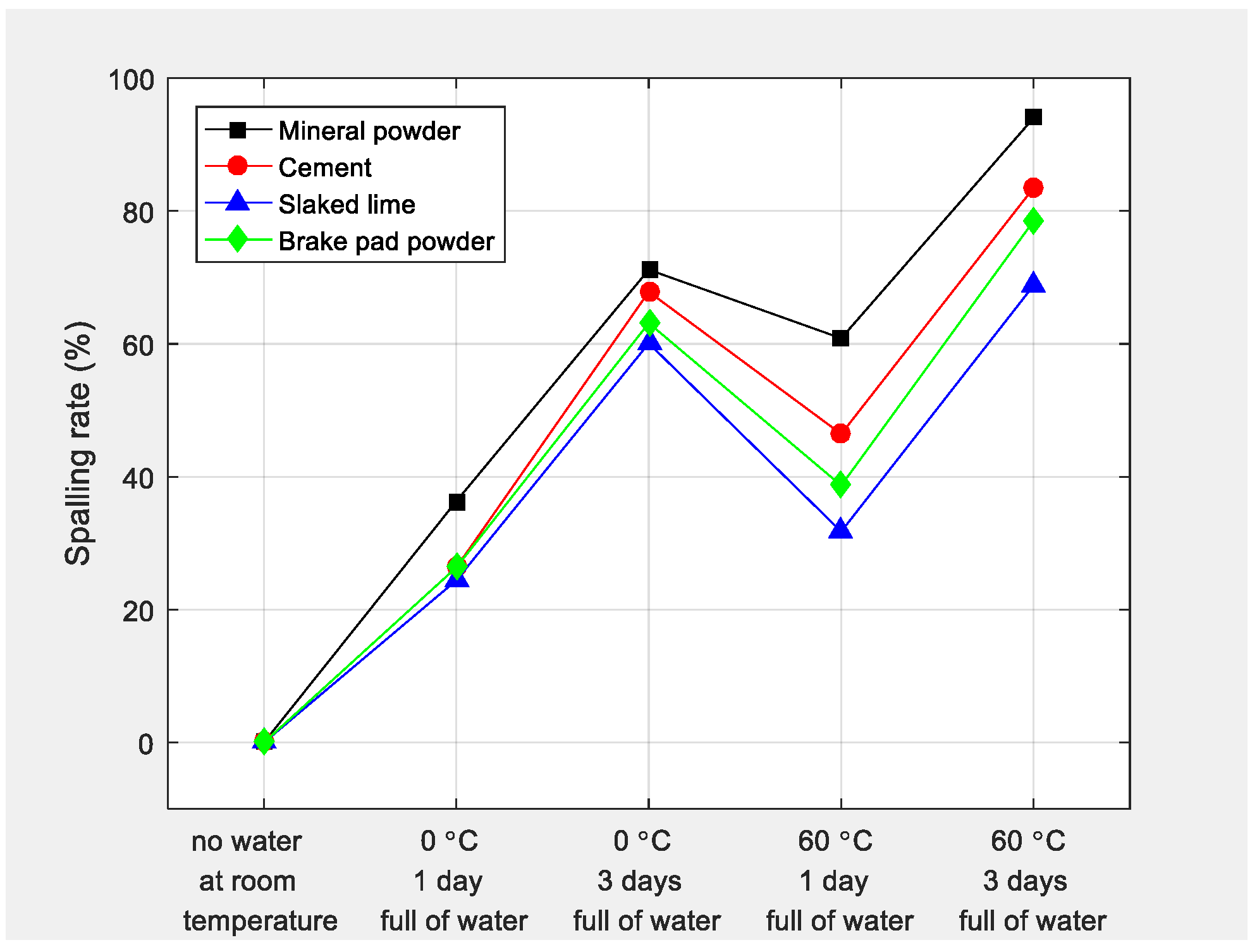
3.2. Spalling Rate Test Results and Analysis
3.2.1. Structured Light 3-D Scanning of the Interface and Peeling Characterization
3.2.2. Image-Pro Plus Software Treatment and Spalling Characterization
3.2.3. Image-Pro Plus Software Treatment and Spalling Characterization
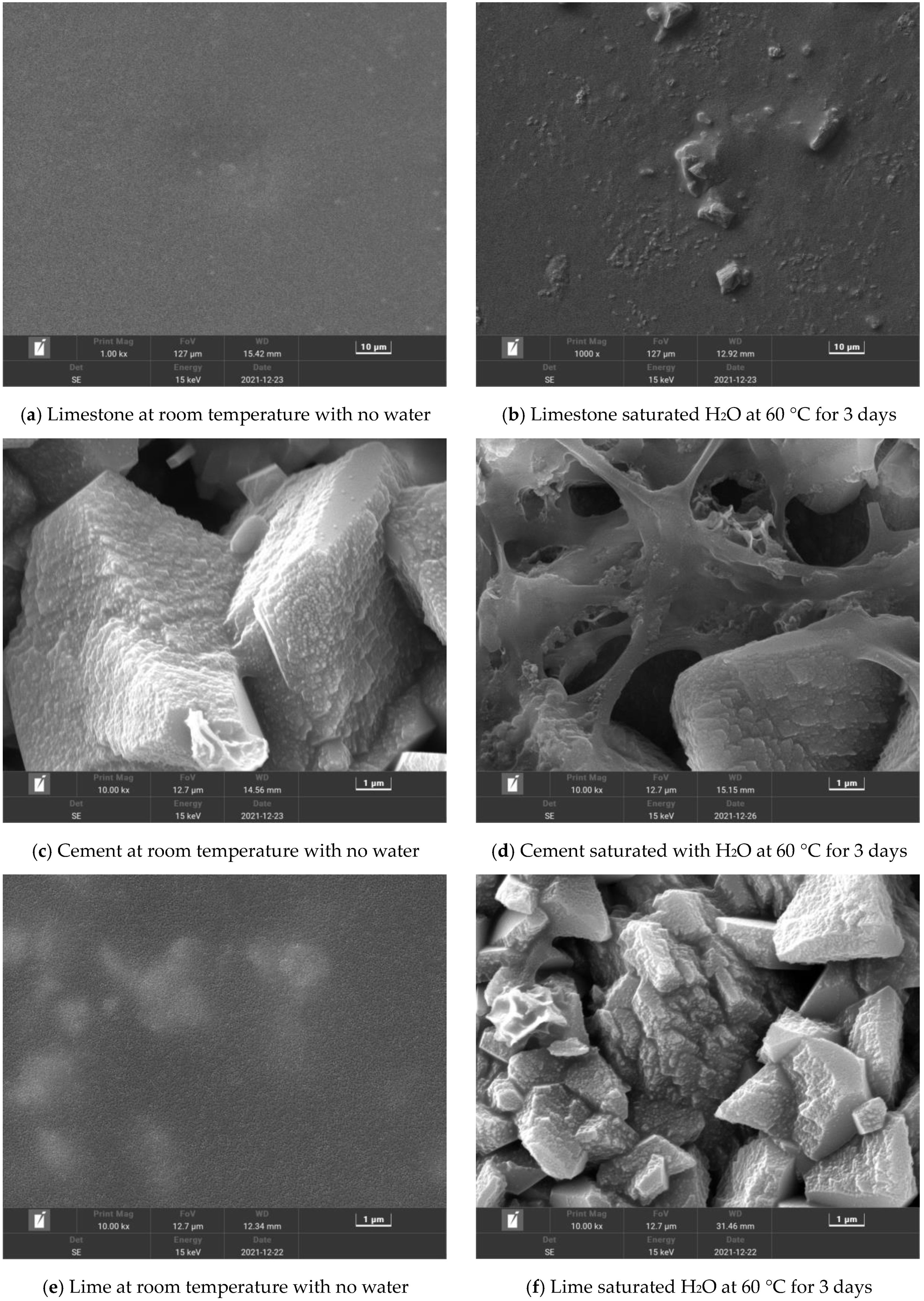
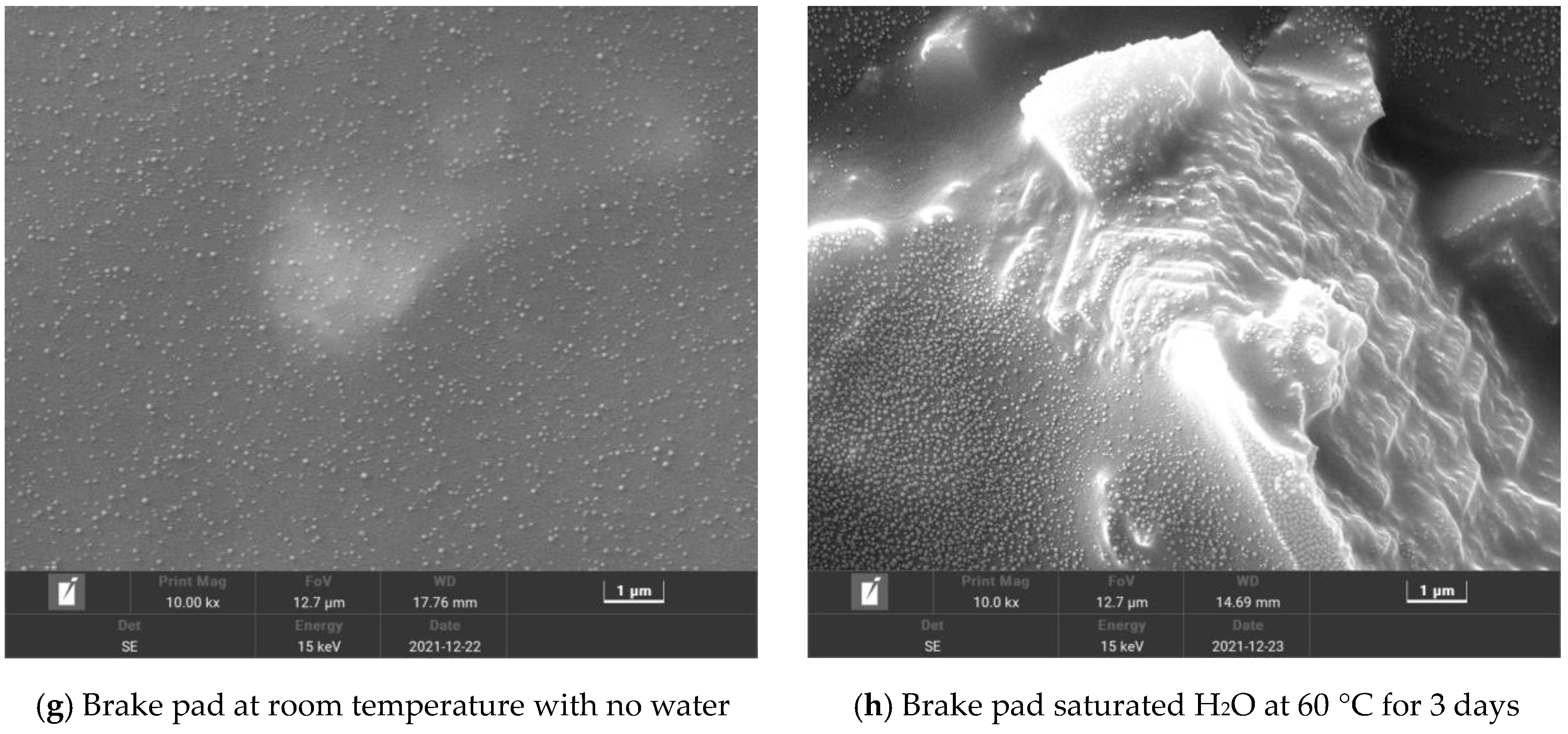
3.3. Scanning Electron Microscope (SEM) Results and Analysis
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Omar, H.A.; Yusoff, N.I.M.; Mubaraki, M.; Ceylan, H. Effects of moisture damage on asphalt mixtures. J. Traffic Transp. Eng. 2020, 7, 600–628. [Google Scholar] [CrossRef]
- Walubita, L.F.; Lee, S.I.; Faruk, A.N.; Scullion, T.; Nazarian, S.; Abdallah, I. Texas Flexible Pavements and Overlays: Year 5 Report-Complete Data Documentation; Technical Report No. FHWA/TX-15/0-6658-3; Texas A&M Transportation Institute: Bryan, TX, USA, 2017. [Google Scholar]
- Behiry, A.E.A.E.M. Laboratory evaluation of resistance to moisture damage in asphalt mixtures. Ain Shams Eng. J. 2013, 4, 351–363. [Google Scholar] [CrossRef]
- Walubita, L.F.; Hugo, F.; Martin, A.E. Indirect tensile fatigue performance of asphalt after MMLS3 trafficking under different environmental conditions. J. S. Afr. Inst. Civ. Eng. 2002, 44, 2. [Google Scholar]
- AASHTO. AASHTO Guide for Design of Pavement Structures 1993; AASHTO: Washington, DC, USA, 1993. [Google Scholar]
- Tarrer, A.R.; Wagh, V. The Effect of the Physical and Chemical Characteristics of The Aggregate on Bonding; National Research Council Washington, DC: Washington, DC, USA, 1991. [Google Scholar]
- Chen, Y.; Xu, S.; Tebaldi, G.; Romeo, E. Role of mineral filler in asphalt mixture. Road Mater. Pavement Des. 2022, 23, 247–286. [Google Scholar] [CrossRef]
- Hesami, S.; Roshani, H.; Hamedi, G.H.; Azarhoosh, A. Evaluate the mechanism of the effect of hydrated lime on moisture damage of warm mix asphalt. Constr. Build. Mater. 2013, 47, 935–941. [Google Scholar] [CrossRef]
- Maharaj, C.; White, D.; Maharaj, R.; Morin, C. Re-use of steel slag as an aggregate to asphaltic road pavement surface. Cogent Eng. 2017, 4, 6889. [Google Scholar] [CrossRef]
- Abtahi, S.M.; Sheikhzadeh, M.; Hejazi, S.M. Fiber-reinforced asphalt-concrete–a review. Constr. Build. Mater. 2010, 24, 871–877. [Google Scholar] [CrossRef]
- Chen, M.Z.; Lin, J.T.; Wu, S.P.; Liu, C.H. Utilization of recycled brick powder as alternative filler in asphalt mixture. Constr. Build. Mater. 2011, 25, 1532–1536. [Google Scholar] [CrossRef]
- Irwanto, T.J.; Qadar, T. Influence of replacement Portland cement with white limestone powder from Madura as filler on hot asphalt mixture (hot mix) Asphalt Concrete Wearing Course (ACWC) on Marshall characteristic. J. Phys. Conf. Ser. 2019, 1375, 012026. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, X.; Zhang, Z.; Zhang, Y. Effects of cement–mineral filler on asphalt mixture performance under different aging procedures. Appl. Sci. 2019, 9, 3785. [Google Scholar] [CrossRef]
- Chaturabong, P.; Bahia H, U. Effect of moisture on the cohesion of asphalt mastics and bonding with surface of aggregates. Road Mater. Pavement Des. 2018, 19, 741–753. [Google Scholar] [CrossRef]
- Polo-Mendoza, R.; Martinez-Arguelles, G.; Walubita, L.F.; Moreno-Navarro, F.; Giustozzi, F.; Fuentes, L.; Navarro-Donado, T. Ultraviolet ageing of bituminous materials: A comprehensive literature review from 2011 to 2022. Constr. Build. Mater. 2022, 350, 128889. [Google Scholar] [CrossRef]
- Hamzah, M.O.; Kakar, M.R.; Hainin, M.R. An overview of moisture damage in asphalt mixtures. J. Teknol. 2015, 73. [Google Scholar] [CrossRef]
- McGennis, R.B.; Kennedy, T.W.; Machemehl, R.B. Stripping and Moisture Damage in Asphalt Mixtures; Technical Report No. FHWA-TX-85-55+ 253-1; The University of Texas: Austin, TX, USA, 1984. [Google Scholar]
- Walubita, L.F.; Faruk, A.N.; Zhang, J.; Hu, X.; Lee, S.I. The Hamburg rutting test–Effects of HMA sample sitting time and test temperature variation. Constr. Build. Mater. 2016, 108, 22–28. [Google Scholar] [CrossRef]
- Dillingh, E.C.; Hermse, C.G.M.; Fischer, H.R. On the interfacial interaction between bituminous binders and mineral surfaces as present in asphalt mixtures. Appl. Surf. Sci. 2013, 265, 495–499. [Google Scholar]
- Canestrari, F.; Cardone, F.; Graziani, A.; Santagata, F.A.; Bahia, H.U. Adhesive and Cohesive Properties of Asphalt-Aggregate systems Subjected to Moisture Damage. Road Mater. Pavement Des. 2010, 11, 11–32. [Google Scholar] [CrossRef]
- McLaren, E.A.; Goldstein, R.E. The Photoshop Smile Design Technique. Compend Contin Educ Dent. 2018, 39, e17–e20. [Google Scholar]
- Moler, C.; Little, J. A history of MATLAB. Proc. ACM Program. Lang. 2020, 4, 1–67. [Google Scholar] [CrossRef]
- You, J.; Wu, Y.; Wang, Y. Comparison of post-operative numbness and patient satisfaction using minimally invasive plate osteosynthesis or open plating for acute displaced clavicular shaft fractures. Int. J. Surg. 2018, 56, 21–25. [Google Scholar] [CrossRef]
- JTG E20–2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. China Communications Press: Beijing, China, 2011.
- JTG F40–2004; Technical Specification for Construction of Highway Asphalt Pavements. China Communications Press: Beijing, China, 2004.
- Nayak, P.S.; Singh, B.K. Instrumental characterization of clay by XRF, XRD and FTIR. Bull. Mater. Sci. 2007, 30, 235–238. [Google Scholar] [CrossRef]
- Brouwer, P. Theory of XRF; PANalytical BV: Almelo, The Netherlands, 2006. [Google Scholar]
- Pasandín, A.R.; Pérez, I. The influence of the mineral filler on the adhesion between aggregates and bitumen. Int. J. Adhes. Adhes. 2015, 58, 53–58. [Google Scholar] [CrossRef]
- Wong, H.H.; Kwan, A.K. Packing density of cementitious materials: Part 1—Measurement using a wet packing method. Mater. Struct. 2008, 41, 689–701. [Google Scholar] [CrossRef]
- Sanchez-Cotte, E.H.; Fuentes, L.; Martinez-Arguelles, G.; Quintana, H.A.R.; Walubita, L.F.; Cantero-Durango, J.M. Influence of recycled concrete aggregates from different sources in hot mix asphalt design. Constr. Build. Mater. 2020, 259, 120427. [Google Scholar] [CrossRef]
- Li, J.; Zhang, J.; Ni, S.; Liu, L.; Walubita, L.F. Mechanical performance and environmental impacts of self-compacting concrete with recycled demolished concrete blocks. J. Clean. Prod. 2021, 293, 126129. [Google Scholar] [CrossRef]
- Qiang, W.; Peiyu, Y.; Jingjing, F. Design of high-volume fly ash concrete for a massive foundation slab. Mag. Concr. Res. 2013, 65, 71–81. [Google Scholar] [CrossRef]
- Bai, T.; Wu, F.; Zhang, Y.; Mao, C.; Wang, G.; Wu, Y.; Bai, H.; Li, Y. Sulfur modification with dipentene and ethylhexyl acrylate to enhance asphalt mixture performance. Constr. Build. Mater. 2022, 3, 128086. [Google Scholar] [CrossRef]
- Edelsbrunner, H.; Facello, M.A.; Fu, P.; Qian, J.; Nekhayev, D.V. Wrapping 3D scanning data. Three Dimens. Image Capture Appl. 1998, 3313, 148–158. [Google Scholar]
- Park, P.; El-Tawil, S.; Naaman, A.E. Pull-out behavior of straight steel fibers from asphalt binder. Constr. Build. Mater. 2017, 144, 125–137. [Google Scholar] [CrossRef]
- Desarmot, G.; Favre, J.P. Advances in pull-out testing and data analysis. Compos. Sci. Technol. 1991, 42, 151–187. [Google Scholar] [CrossRef]
- Walubita, L.F.; Gonzalez-Hernandez, J.G.; Martinez-Arguelles, G.; Tanvir, H.; Fuentes, L.; Tahami, S.A. Statistical Evaluation of the Material-Source Effects on the DSR Rheological Properties of Plant-Mix Extracted Asphalt-Binders. Materials 2021, 14, 1931. [Google Scholar] [CrossRef]
- Bell, T.; Li, B.; Zhang, S. Structured light techniques and applications. Wiley Encycl. Electr. Electron. Eng. 1999, 1–24. [Google Scholar]
- Cleophas, T.J.; Zwinderman, A.H. Bayesian Pearson correlation analysis. In Modern Bayesian Statistics in Clinical Research; Springer: Cham, Switzerland, 2018; pp. 111–118. [Google Scholar]
- Walubita, L.F.; Martinez-Arguelles, G.; Chunduri, H.R.; Gonzalez Hernandez, J.G.; Fuentes, L. Statistical evaluation of the material-source effect on the ductility and elastic recovery (ER) of plant-mix extracted asphalt-binders. Adv. Civ. Eng. 2020, 2020, 12. [Google Scholar] [CrossRef]
- Liang, Y.; Bai, T.; Zhou, X.; Wu, F.; Chenxin, C.; Peng, C.; Fuentes, L.; Walubita, L.F.; Li, W.; Wang, X. Assessing the Effects of Different Fillers and Moisture on Asphalt Mixtures Mechanical Properties and Performance. Coatings 2023, 13, 288. [Google Scholar] [CrossRef]
- Bai, T.; Hu, Z.A.; Hu, X.; Liu, Y.; Fuentes, L.; Walubita, L.F. Rejuvenation of short-term aged asphalt-binder using waste engine oil. Can. J. Civ. Eng. 2020, 47, 822–832. [Google Scholar] [CrossRef]
- Walubita, L.F.; Mahmoud, E.; Fuentes, L.; Prakoso, A.; Lee, S.I.; Souliman, M.; Komba, J.J. Correlating the asphalt-binder high-temperature properties (DSR) to HMA permanent deformation (RLPD) and field rutting: A laboratory-field study. Constr. Build. Mater. 2020, 262, 120761. [Google Scholar] [CrossRef]
- Hu, X.; Walubita, L.F. Influence of Asphalt-Binder Source on CAM Mix Rutting and Cracking Performance: A Laboratory Case Study. Int. J. Pavement Res. Technol. 2015, 8, 419–425. [Google Scholar]
- Walubita, L.F.; Ling, M.; Pianeta, L.M.R.; Fuentes, L.; Komba, J.J.; Mabrouk, G.M. Correlating the asphalt-binder MSCR test results to the HMA HWTT and field rutting performance. J. Transp. Eng. Part B Pavements 2022, 148, 04022047. [Google Scholar] [CrossRef]
- Hu, X.; Fan, S.; Li, X.; Pan, P.; Fuentes, L.; Walubita, L.F. Exploring the feasibility of using reclaimed paper-based asphalt felt waste as a modifier in asphalt-binders. Constr. Build. Mater. 2020, 234, 117379. [Google Scholar] [CrossRef]
- Hefer, A.W.; Little, D.N.; Lytton, R.L. A synthesis of theories and mechanisms of bitumen-aggregate adhesion including recent advances in quantifying the effects of water. J. Assoc. Asph. Paving Technol. 2005, 74, e196. [Google Scholar]
- Wang, H.; Lin, E.; Xu, G. Molecular dynamics simulation of asphalt-aggregate interface adhesion strength with moisture effect. Int. J. Pavement Eng. 2017, 18, 414–423. [Google Scholar] [CrossRef]
- Alvarez, A.E.; Ovalles, E.; Caro, S. Assessment of the effect of mineral filler on asphalt–aggregate interfaces based on thermodynamic properties. Constr. Build. Mater. 2012, 28, 599–606. [Google Scholar] [CrossRef]
- Moraes, R.; Velasquez, R.; Bahia, H.U. Measuring the effect of moisture on asphalt–aggregate bond with the bitumen bond strength test. Transp. Res. Rec. 2011, 2209, 70–81. [Google Scholar] [CrossRef]
- Bai, T.; Cheng, Z.; Hu, X.; Fuentes, L.; Walubita, L.F. Viscoelastic modelling of an asphalt pavement based on actual tire-pavement contact pressure. Road Mater. Pavement Des. 2021, 22, 2458–2477. [Google Scholar] [CrossRef]
- Qiang, W.; Peiyu, Y.; Ruhan, A.; Jinbo, Y.; Xiangming, K. Strength mechanism of cement-asphalt mortar. J. Mater. Civ. Eng. 2011, 23, 1353–1359. [Google Scholar] [CrossRef]
- Tauste-Martínez, R.; Hidalgo, A.E.; García-Travé, G.; Moreno-Navarro, F.; Rubio-Gámez, M.D.C. Influence of Type of Filler and Bitumen on the Mechanical Performance of Asphalt Mortars. Materials 2022, 15, 3307. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parametric Indicator | Penetration (25 °C, 0.1 mm) | Softening Point (°C) | Ductility @ 15 °C (cm) |
|---|---|---|---|
| Test results | 63.7 | 49.0 | >100 |
| Specification requirements [23] | 60 ~ 80 | ≥43 | ≥100 |
| Composition | SiO2 | CaO | MgO | Al2O3 | Fe2O3 | SiO3 | K2O | Na2O | Ca(OH)2 | BaO | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Proportion of the limestone mineral powder (%) | 5.8 | 36.8 | 1.4 | 1.8 | 0.4 | 0.1 | 0 | 0 | 0 | 0 | 53.7 |
| Proportion of the P·O 42.5 cement (%) | 30.1 | 41.1 | 1.5 | 12.5 | 3.4 | 2.9 | 1.0 | 0.6 | 0 | 0 | 6.7 |
| Proportion of slaked lime (%) | 0 | 0 | 0 | ≤2.0 | ≤0.05 | 0 | 0 | 0 | ≥96.0 | 0 | 0 |
| Proportion of brake pad powder (%) | 22.3 | 15.2 | 7 | 4 | 4.9 | 3.8 | 0 | 0 | 0 | 4.4 | 38.4 |
| Filler Material | Limestone Mineral Powder | P·O 42.5 Cement | Hydrated Lime | Brake Pad Powder |
|---|---|---|---|---|
| Apparent specific gravity | 2.639 | 3.072 | 2.325 | 2.235 |
| Interface | Item | Tonal H | Saturation S | The Intensity of the I | Correlation Coefficient (R2) |
|---|---|---|---|---|---|
| 0.2 mm | Mineral powder mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 95 | 0.985 |
| Cement mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 110 | 0.990 | |
| Slaked lime mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 75 | 0.998 | |
| Brake pad mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 60 | 0.986 | |
| 0.4 mm | Mineral powder mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 120 | 0.995 |
| Cement mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 130 | 0.999 | |
| Slaked lime mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 105 | 0.999 | |
| Brake pad mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 95 | 0.999 | |
| 0.6 mm | Mineral powder mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 140 | 0.950 |
| Cement mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 165 | 0.960 | |
| Slaked lime mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 130 | 0.998 | |
| Brake pad mortar | 0 ~ 255 | 0 ~ 255 | 0 ~ 110 | 0.972 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, F.; Nie, X.; Gan, W.; E, H.; Xu, P.; Cao, H.; Gong, R.; Zhang, Y. Moisture Sensitivity Evaluation of the Asphalt Mortar-Aggregate Filler Interface Using Pull-Out Testing and 3-D Structural Imaging. Coatings 2023, 13, 868. https://doi.org/10.3390/coatings13050868
Xu F, Nie X, Gan W, E H, Xu P, Cao H, Gong R, Zhang Y. Moisture Sensitivity Evaluation of the Asphalt Mortar-Aggregate Filler Interface Using Pull-Out Testing and 3-D Structural Imaging. Coatings. 2023; 13(5):868. https://doi.org/10.3390/coatings13050868
Chicago/Turabian StyleXu, Feng, Xin Nie, Wenxia Gan, Hongzhi E, Peiyao Xu, Hongqiao Cao, Ruifang Gong, and Yuxiang Zhang. 2023. "Moisture Sensitivity Evaluation of the Asphalt Mortar-Aggregate Filler Interface Using Pull-Out Testing and 3-D Structural Imaging" Coatings 13, no. 5: 868. https://doi.org/10.3390/coatings13050868