
Preparation and Properties of Flame Retardant and Antistatic Foamed Wood–Plastic Composite with APP/ZB System

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Wood–Plastic Composites
2.3. Characterization
3. Results
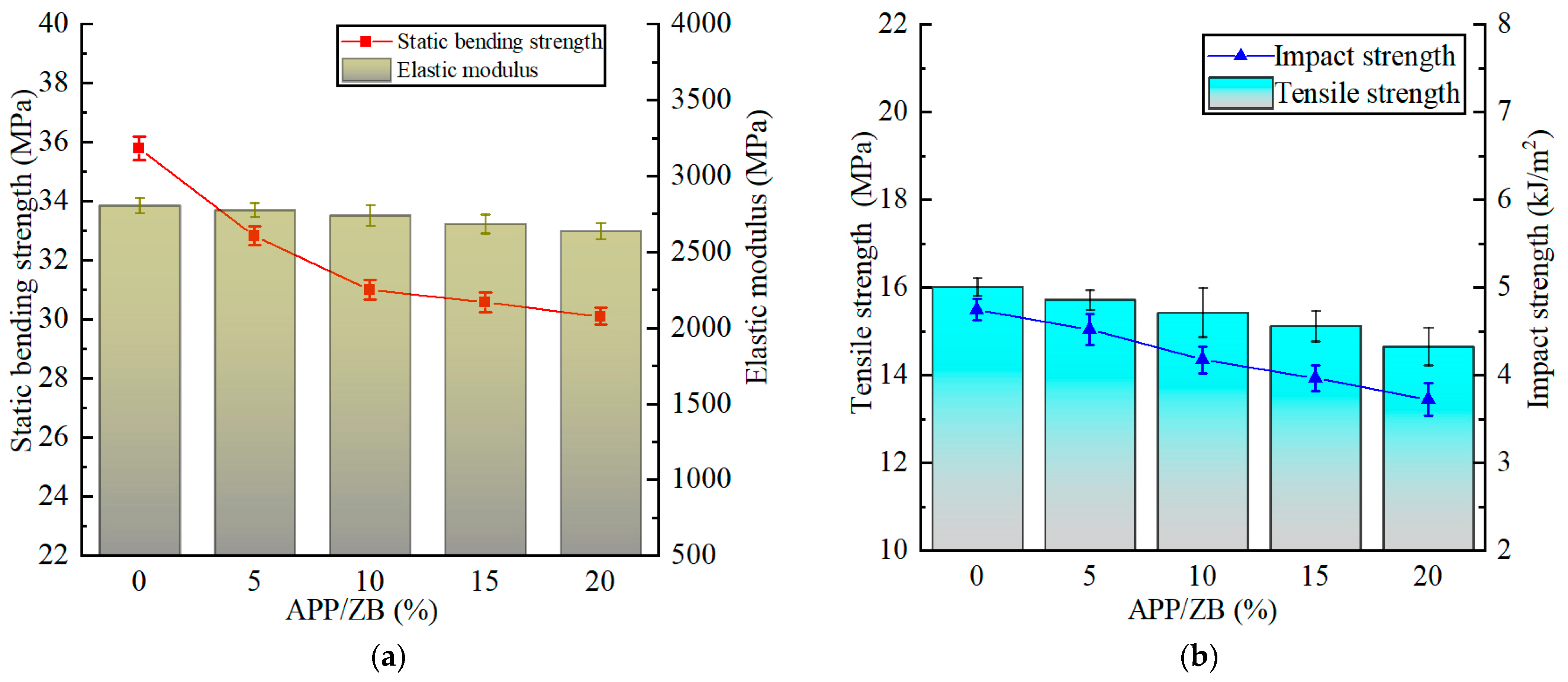
3.1. Mechanical Properties
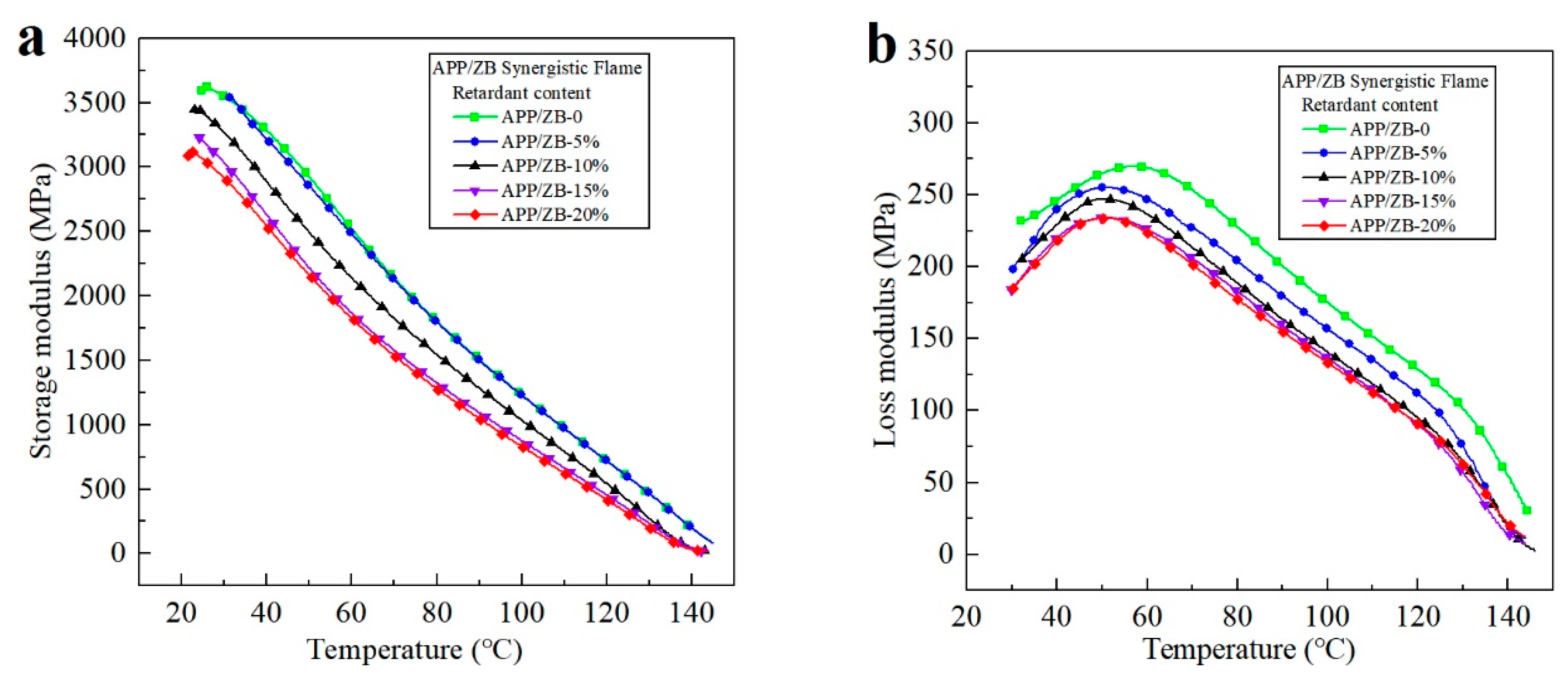
3.2. Dynamic Thermomechanical Properties
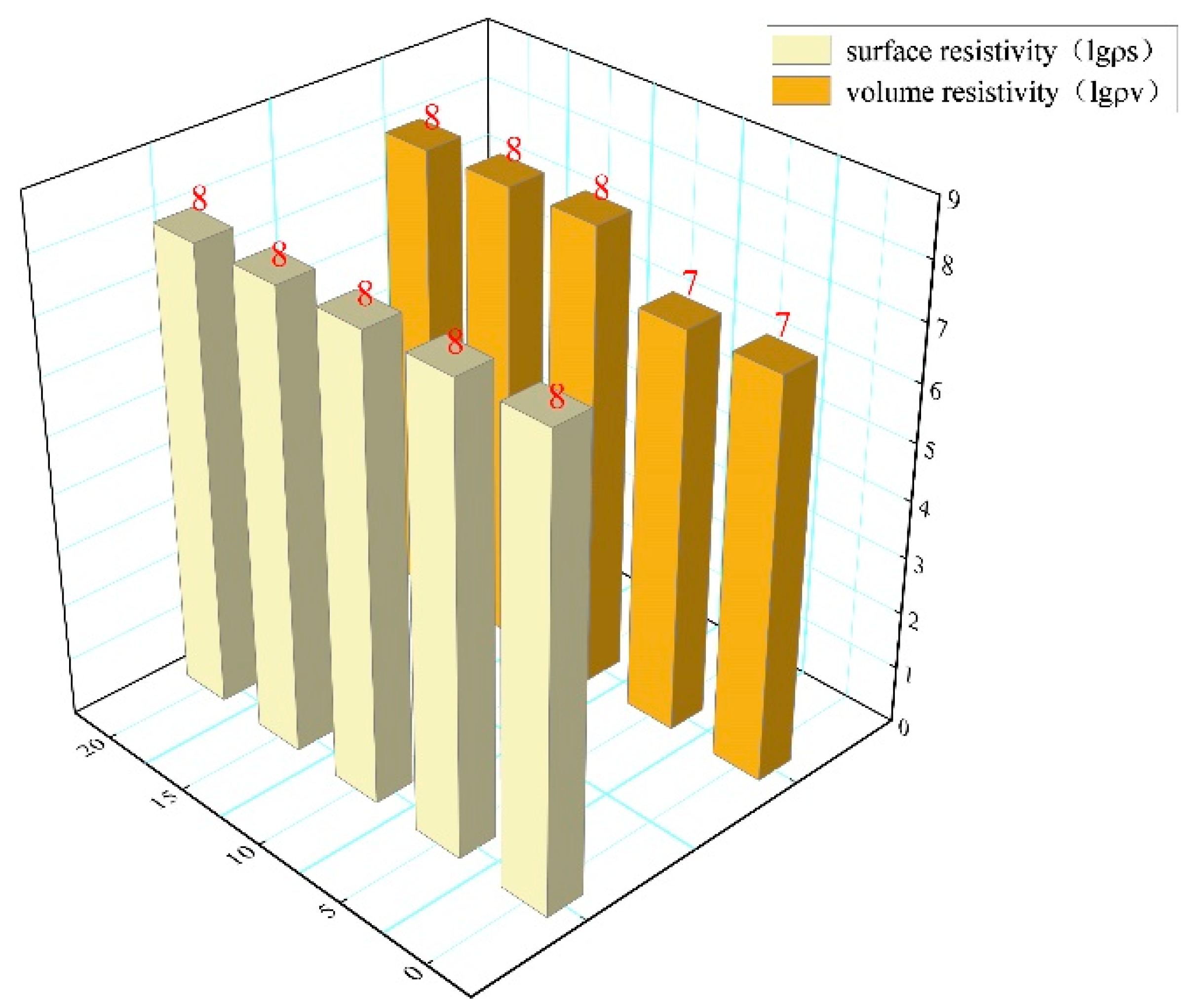
3.3. Antistatic Properties
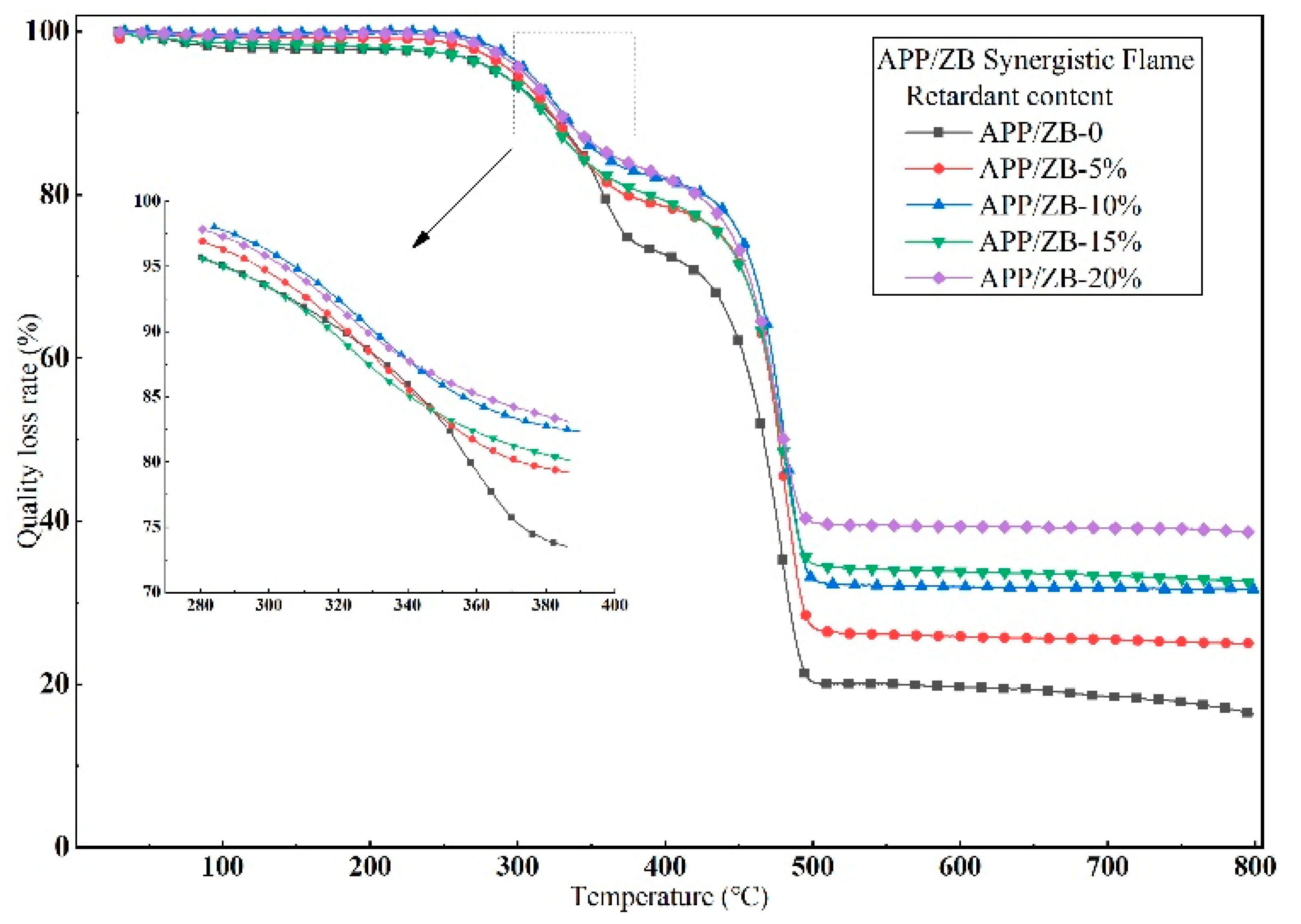
3.4. Thermogravimetric Analysis
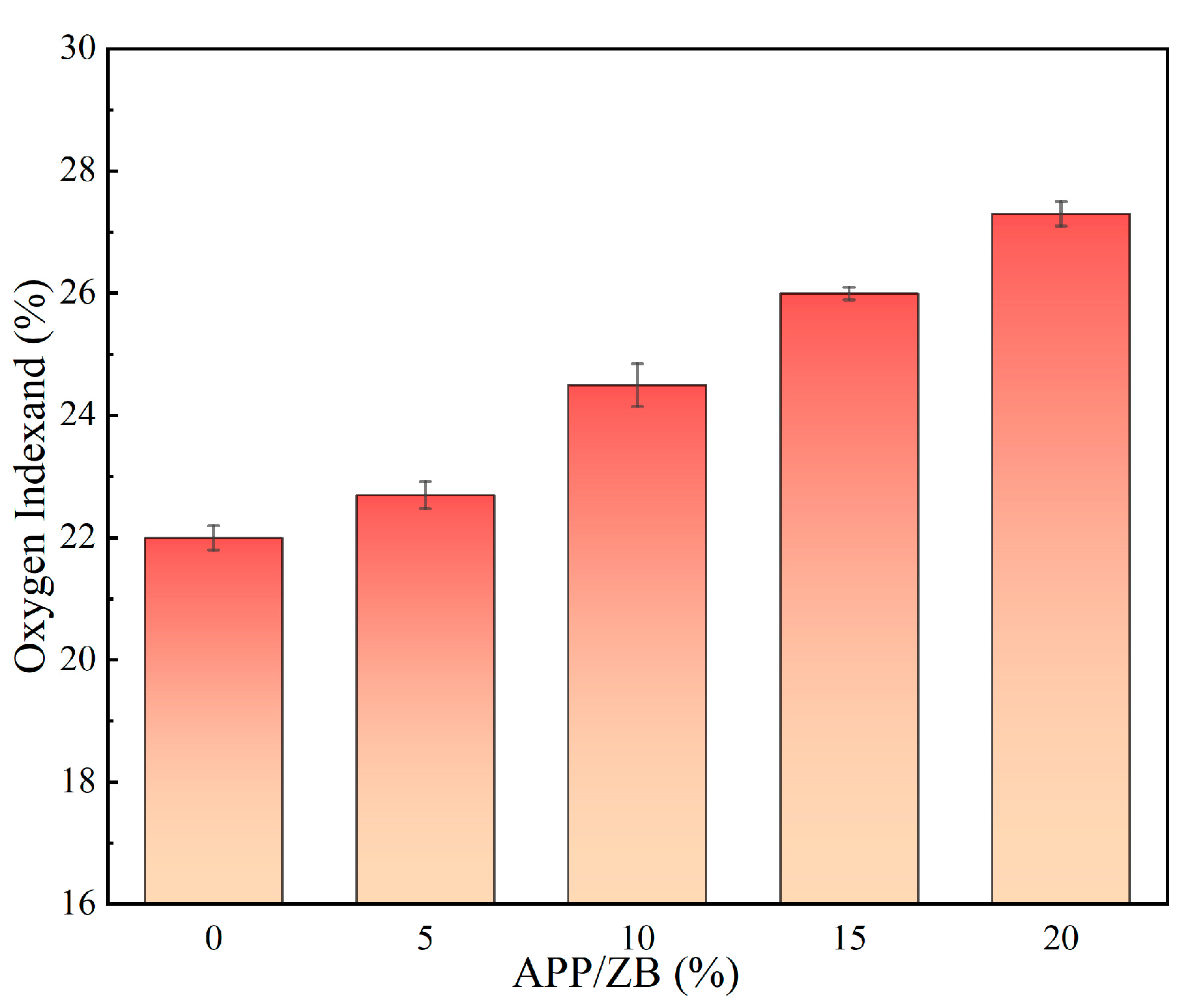
3.5. Flame Retardant Properties Analysis
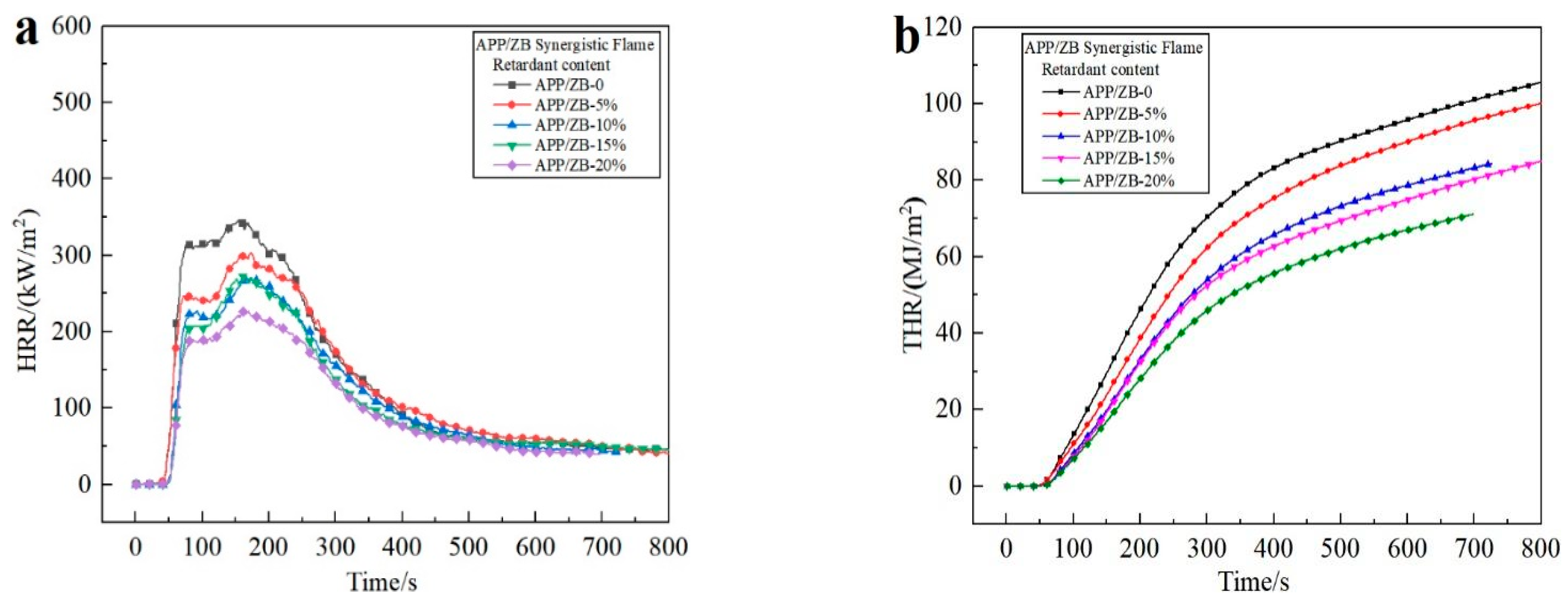
3.6. Cone Calorimeter Test
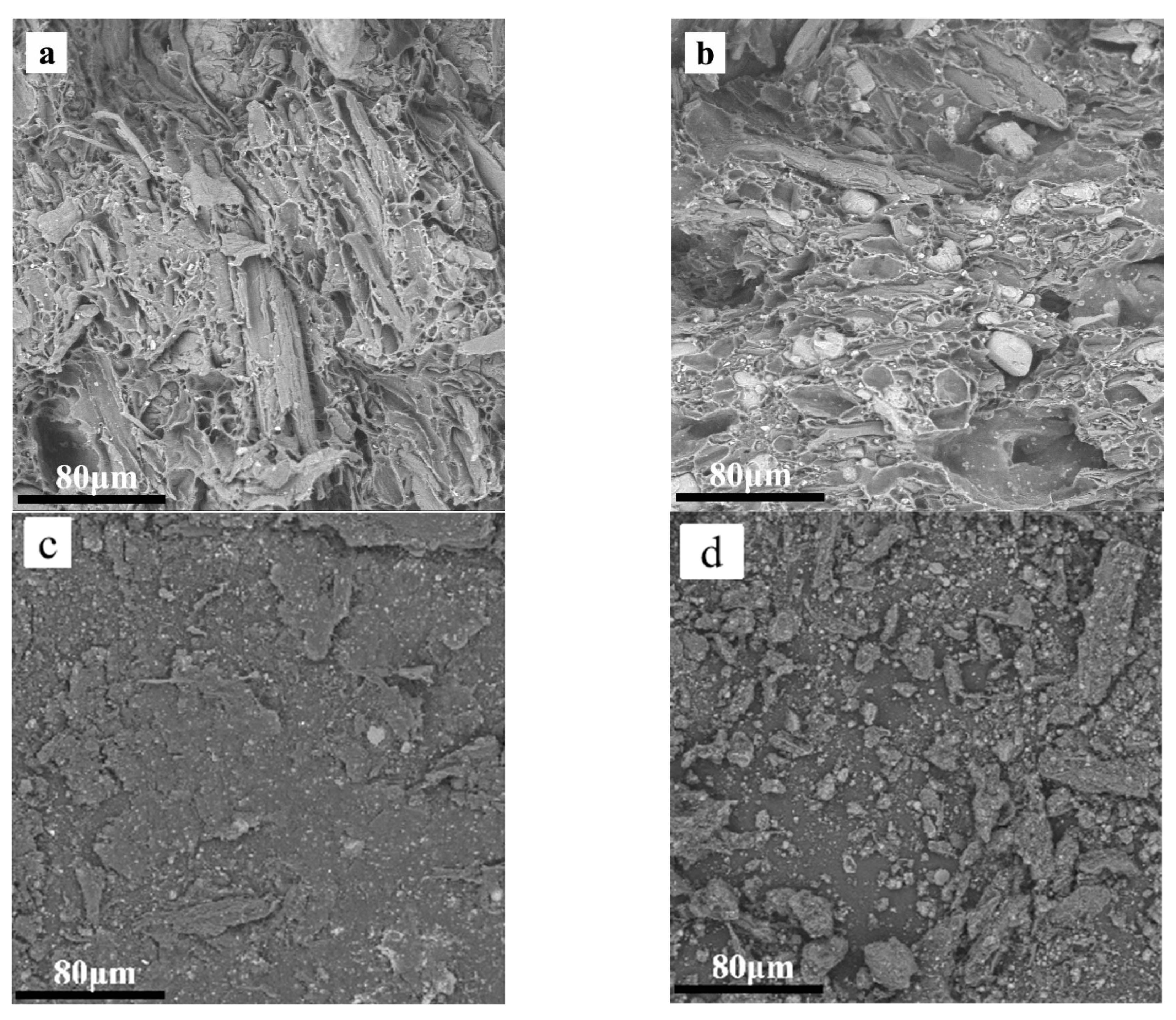
3.7. Micromorphology Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, G. Density reduction behaviors and cell morphology in extrusion of LLDPE/wood fiber composites with physical and chemical blowing agents. J. Appl. Polym. Sci. 2020, 137, 48829. [Google Scholar] [CrossRef]
- Pellerin, S.; Samyn, F.; Duquesne, S.; Landry, V. Preparation and Characterisation of UV-Curable Flame Retardant Wood Coating Containing a Phosphorus Acrylate Monomer. Coatings 2022, 12, 1850. [Google Scholar] [CrossRef]
- Hu, X.; Sun, Z.; Zhu, X.; Sun, Z. Montmorillonite-Synergized Water-Based Intumescent Flame Retardant Coating for Plywood. Coatings 2020, 10, 109. [Google Scholar] [CrossRef]
- Jiang, S.C.; Yang, Y.F.; Ge, S.B.; Zhang, Z.F.; Peng, W.X. Preparation and properties of novel flame-retardant PBS wood-plastic composites. Arab. J. Chem. 2017, 11, 844–857. [Google Scholar] [CrossRef]
- Zhang, Q.; Cai, H.; Yang, K.; Yi, W. Effect of biochar on mechanical and flame retardant properties of wood–Plastic composites. Results Phys. 2017, 7, 2391–2395. [Google Scholar] [CrossRef]
- Li, Q.; Gao, X.; Cheng, W.; Han, G.; Han, J. Preparation and performance of high-density polyethylene-based wood–plastic composites reinforced with red pottery clay. J. Reinf. Plast. Compos. 2017, 36, 853–863. [Google Scholar] [CrossRef]
- Chow, W.S.; Tham, W.L. Thermal and Antistatic Properties of Polypropylene/Organo Montmorillonite Nanocomposites. Polym. Plast. Technol. Eng. 2009, 48, 342–350. [Google Scholar] [CrossRef]
- Yu, F.; Xu, F.; Song, Y.; Fang, Y.; Zhang, Z.; Wang, Q.; Wang, F. Expandable graphite’s versatility and synergy with carbon black and ammonium polyphosphate in improving antistatic and fire-retardant properties of wood flour/polypropylene composites. Polym. Compos. 2017, 38, 767–773. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, Z.; Ding, M.; Yang, T.; Wang, M. Reducing the fire toxicity of wood composites using hierarchically porous 4A (H4A) zeolite modified ammonium polyphosphate (APP) synthesized by a facile in-situ method. Constr. Build. Mater. 2020, 262, 120754. [Google Scholar] [CrossRef]
- Kalali, E.N.; Zhang, L.; Shabestari, M.E.; Croyal, J.; Wang, D.Y. Flame-retardant wood polymer composites (WPCs) as potential fire safe bio-based materials for building products: Preparation, flammability and mechanical properties. Fire Saf. J. 2019, 107, 210–216. [Google Scholar] [CrossRef]
- Ai, L.; Yang, L.; Hu, J.; Chen, S.; Zeng, J.; Liu, P. Synergistic Flame Retardant Effect of Organic Phosphorus–Nitrogen and Inorganic Boron Flame Retardant on Polyethylene. Polym. Eng. Sci. 2020, 60, 414–422. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Wang, X. Synergistic flame-retardant and smoke suppression effects of zinc borate in transparent intumescent fire-retardancy coatings applied on wood substrates. J. Therm. Anal. Calorim. 2019, 136, 1563–1574. [Google Scholar] [CrossRef]
- Ren, Y.; Wang, Y.; Wang, L.; Liu, T. Evaluation of intumescent fire retardants and synergistic agents for use in wood flour/recycled polypropylene composites. Constr. Build. Mater. 2015, 76, 273–278. [Google Scholar] [CrossRef]
- Wang, W.D.; Li, Q.; Sui, H.; Mei, L. Effect of Waste Rubber on Heat Resistance and Dynamic Mechanical Properties of Wood-Rubber-Plastic Composites. Plast. Sci. Technol. 2018, 46, 80–85. [Google Scholar]
- Shukor, F.; Hassan, A.; Hasan, M.; Islam, M.S.; Mokhtar, M. PLA/Kenaf/APP Biocomposites: Effect of Alkali Treatment and Ammonium Polyphosphate (APP) on Dynamic Mechanical and Morphological Properties. Polym. Plast. Technol. Eng. 2014, 53, 760–766. [Google Scholar] [CrossRef]
- Sohi, N.J.S.; Bhadra, S.; Khastgir, D. The effect of different carbon fillers on the electrical conductivity of ethylene vinyl acetate copolymer-based composites and the applicability of different conductivity models. Carbon 2010, 49, 1349–1361. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, H.; Wang, H.; Xing, D.; Zhang, Z.; Wang, Q. Combination of Magnetic Lignocellulosic Particles, High-Density Polyethylene, and Carbon Black for the Construction of Composites with Tunable Functionalities. Polymers 2017, 10, 9. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Zhao, X.S.; Wang, W.D.; Li, F.Y. Impact of Wood Powder and Antioxidant on Waste High-density Polyethylene/Salix Composites. China Plast. 2016, 30, 97–102. [Google Scholar]
- Xu, M.J.; Wang, J.; Ding, Y.H.; Li, B. Synergistic effects of aluminum hypophosphite on intumescent flame retardant polypropylene system. Chin. J. Polym. Sci. 2015, 33, 318–328. [Google Scholar] [CrossRef]
- Altuntas, E.; Narlioglu, N.; Alma, M.H. Investigation of the Fire, Thermal, and Mechanical Properties of Zinc Borate and Synergic Fire Retardants on Composites Produced with PP-MDF Wastes. BioResources 2017, 12, 6971–6983. [Google Scholar] [CrossRef]
- Zhang, S.; Ding, C.; Huang, Y.; Pan, M. Hierarchical enhancement of stress—Strain transfer and flame retardancy of wood plastic composite. Polym. Compos. 2021, 42, 5144–5158. [Google Scholar] [CrossRef]
- Kratofil Krehula, L.; Katančić, Z.; Marić, G.; Hrnjak-Murgić, Z. Study of Fire Retardancy and Thermal and Mechanical Properties of HDPE-Wood Composites. J. Wood Chem. Technol. 2015, 35, 412–423. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, W.; Zhang, S.; Li, J. Preparation and characterization of microencapsulated ammonium polyphosphate with UMF and its application in WPCs. Constr. Build. Mater. 2014, 65, 151–158. [Google Scholar] [CrossRef]
- Umemura, T.; Arao, Y.; Nakamura, S.; Tomita, Y.; Tanaka, T. Synergy Effects of Wood Flour and Fire Retardants in Flammability of Wood-plastic Composites. Energy Procedia 2014, 56, 48–56. [Google Scholar] [CrossRef]
- Kurt, R.; MENGELOĞLU, F. Utilization of boron compounds as synergists with ammonium polyphosphate for flame retardant wood-polymer composites. Turk. J. Agric. For. 2011, 35, 155–163. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, S.; Cai, X.; Pan, M. Effects of APP/SiO2 polyelectrolyte composites on wood-plastic composite. MATEC Web Conf. 2019, 275, 1004. [Google Scholar] [CrossRef]
- Song, Y.; Zong, X.; Wang, N.; Yan, N.; Shan, X.; Li, J. Preparation of γ-Divinyl-3-Aminopropyltriethoxysilane Modified Lignin and Its Application in Flame Retardant Poly (lactic acid). Materials 2018, 11, 1505. [Google Scholar] [CrossRef] [PubMed]
- Fang, Y.; Wang, Q.; Guo, C.; Song, Y.; Cooper, P.A. Effect of zinc borate and wood flour on thermal degradation and fire retardancy of Polyvinyl chloride (PVC) composites. J. Anal. Appl. Pyrolysis 2013, 100, 230–236. [Google Scholar] [CrossRef]
- Cong, J.; Zhang, S.; Zhang, Q. Incorporation of Fe2O3 and ammonium polyphosphate to foamed wood-polyurethane composites for smoke suppression and flame resistance. J. For. Eng. 2018, 3, 95–101. [Google Scholar]
- Khalili, P.; Liu, X.; Tshai, K.Y.; Rudd, C.; Yi, X. Development of fire retardancy of natural fiber composite encouraged by a synergy between zinc borate and ammonium polyphosphate. Compos. Part B 2018, 159, 165–172. [Google Scholar] [CrossRef]
- Liu, Z.; Wu, W.; Wu, W.; Liu, C.; Wang, Y.; Wang, Z. Synthesis of a triazine-based macromolecular hybrid charring agent containing zinc borate and its flame retardancy and thermal properties in polypropylene. Int. J. Polym. Anal. Charact. 2020, 25, 334–342. [Google Scholar] [CrossRef]
- Li, Y.M.; Deng, C.; Shi, X.H.; Xu, B.R.; Chen, H.; Wang, Y.Z. Simultaneously Improved Flame Retardance and Ceramifiable Property of Polymer-Based Composites via the Formed Crystalline Phase at High Temperature. ACS Appl. Mater. Interfaces 2019, 11, 7459–7471. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | APP/ZB | KH550 | Stearic Acid | AC | Nano-CaCO3 | Nano-CB |
|---|---|---|---|---|---|---|
| FWPC-0 | 0 | 3 | 0.6 | 1.5 | 3 | 8 |
| FWPC-5 | 5 | 3 | 0.6 | 1.5 | 3 | 8 |
| FWPC-10 | 10 | 3 | 0.6 | 1.5 | 3 | 8 |
| FWPC-15 | 15 | 3 | 0.6 | 1.5 | 3 | 8 |
| FWPC-20 | 20 | 3 | 0.6 | 1.5 | 3 | 8 |
| Samples | Amount of APP/ZB Added (wt%) | Maximum Internal Consumption (MPa) | Internal Friction Peak Temperature (°C) |
|---|---|---|---|
| FWPC-0 | 0 | 269.01 | 59.30 |
| FWPC-0 | 5 | 255.06 | 50.42 |
| FWPC-0 | 10 | 253.12 | 50.29 |
| FWPC-0 | 15 | 234.04 | 49.75 |
| FWPC-0 | 20 | 233.63 | 49.46 |
| Samples | Amount of APP/ZB Added (wt%) | The Initial Temperature of Weight Loss in the Second Stage (℃) | Quality Loss Rate (%) | ||
|---|---|---|---|---|---|
| Second Stage (%) | Third Stage (%) | Total Weight Loss Rate (%) | |||
| FWPC-0 | 0 | 310.01 | 23.38 | 55.58 | 83.71 |
| FWPC-0 | 5 | 288.25 | 21.04 | 52.83 | 75.03 |
| FWPC-0 | 10 | 287.80 | 18.40 | 49.42 | 68.37 |
| FWPC-0 | 15 | 287.45 | 18.27 | 46.87 | 67.51 |
| FWPC-0 | 20 | 286.66 | 17.87 | 42.75 | 61.42 |
| Samples | Amount of APP/ZB Added (wt%) | IT (s) | pk-HRR (kw/m2) | Average HRR (kw/m2) | THR (600 min) (MJ/m2) |
|---|---|---|---|---|---|
| FWPC-0 | 0 | 8 | 579.69 | 228.15 | 95.78 |
| FWPC-0 | 5 | 12 | 303.28 | 140.30 | 90.09 |
| FWPC-0 | 10 | 21 | 272.60 | 128.35 | 78.66 |
| FWPC-0 | 15 | 22 | 269.74 | 112.65 | 74.93 |
| FWPC-0 | 20 | 22 | 226.75 | 110.53 | 66.96 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, Z.; Liu, J.; Zhao, Y.; Zhao, X.; Li, Q. Preparation and Properties of Flame Retardant and Antistatic Foamed Wood–Plastic Composite with APP/ZB System. Coatings 2023, 13, 789. https://doi.org/10.3390/coatings13040789
Lei Z, Liu J, Zhao Y, Zhao X, Li Q. Preparation and Properties of Flame Retardant and Antistatic Foamed Wood–Plastic Composite with APP/ZB System. Coatings. 2023; 13(4):789. https://doi.org/10.3390/coatings13040789
Chicago/Turabian StyleLei, Zhitao, Jie Liu, Yating Zhao, Xuesong Zhao, and Qi Li. 2023. "Preparation and Properties of Flame Retardant and Antistatic Foamed Wood–Plastic Composite with APP/ZB System" Coatings 13, no. 4: 789. https://doi.org/10.3390/coatings13040789