
Microstructure and Properties of Al-Based Ceramic Coating Deposited on Magnesium Alloy Surface by Cold Spraying

 and
and
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Coating
2.3. Characterize
3. Result and Discussion
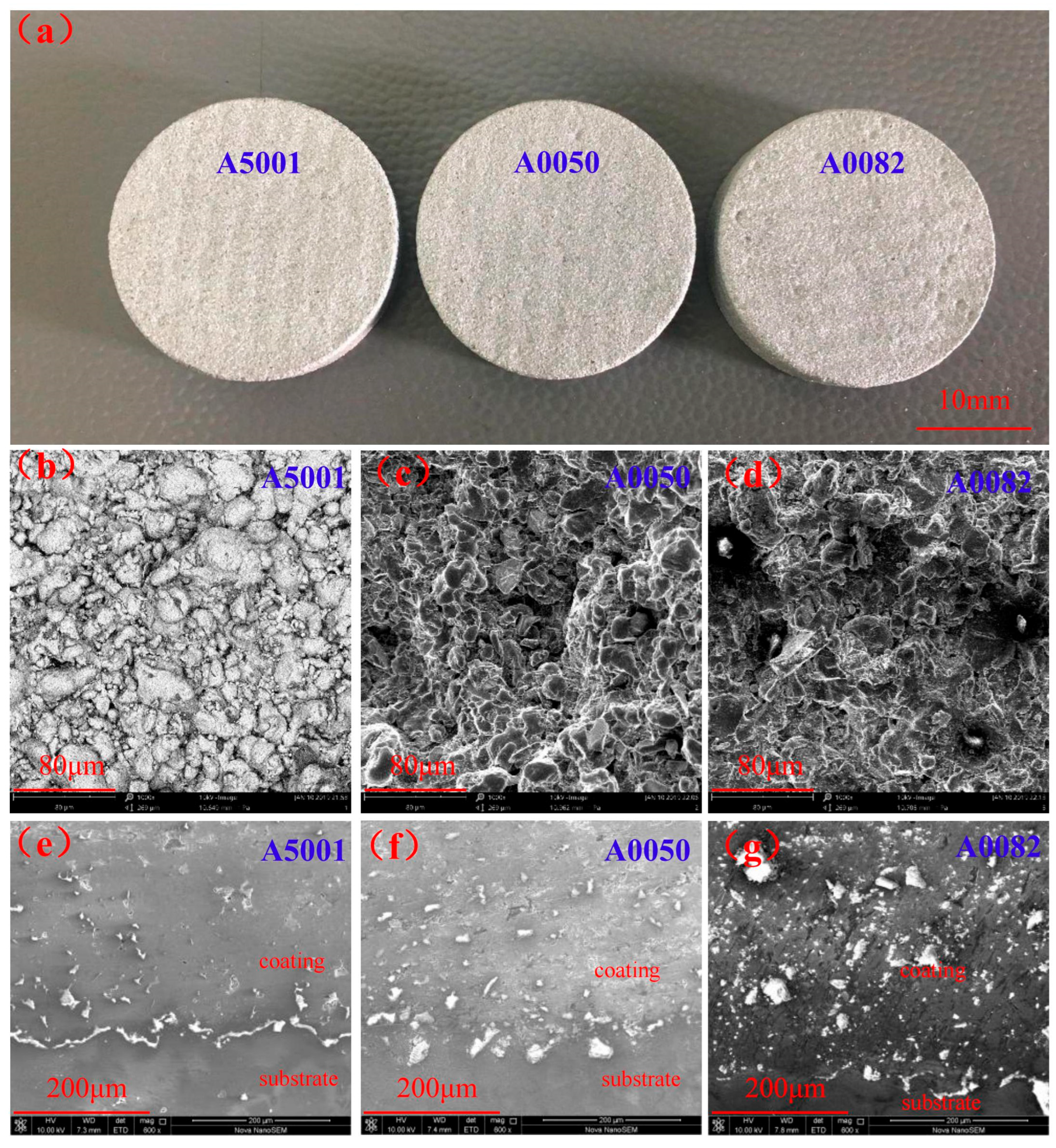
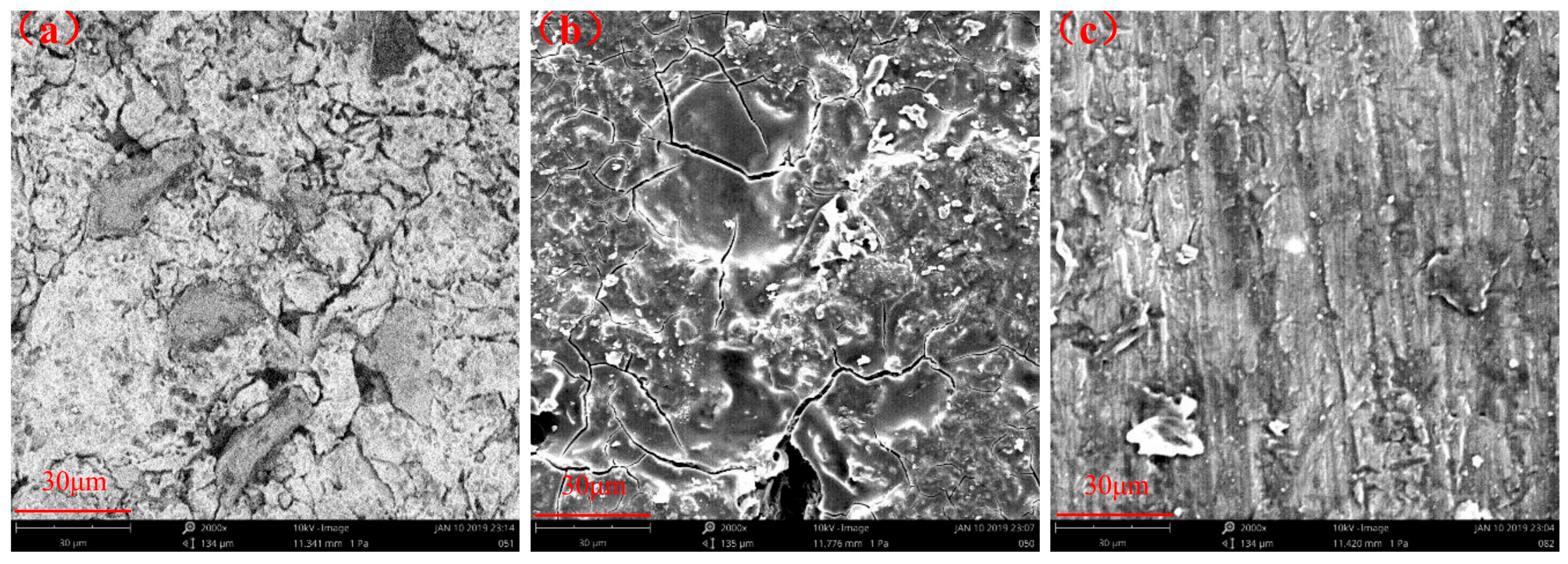
3.1. Surface Morphology
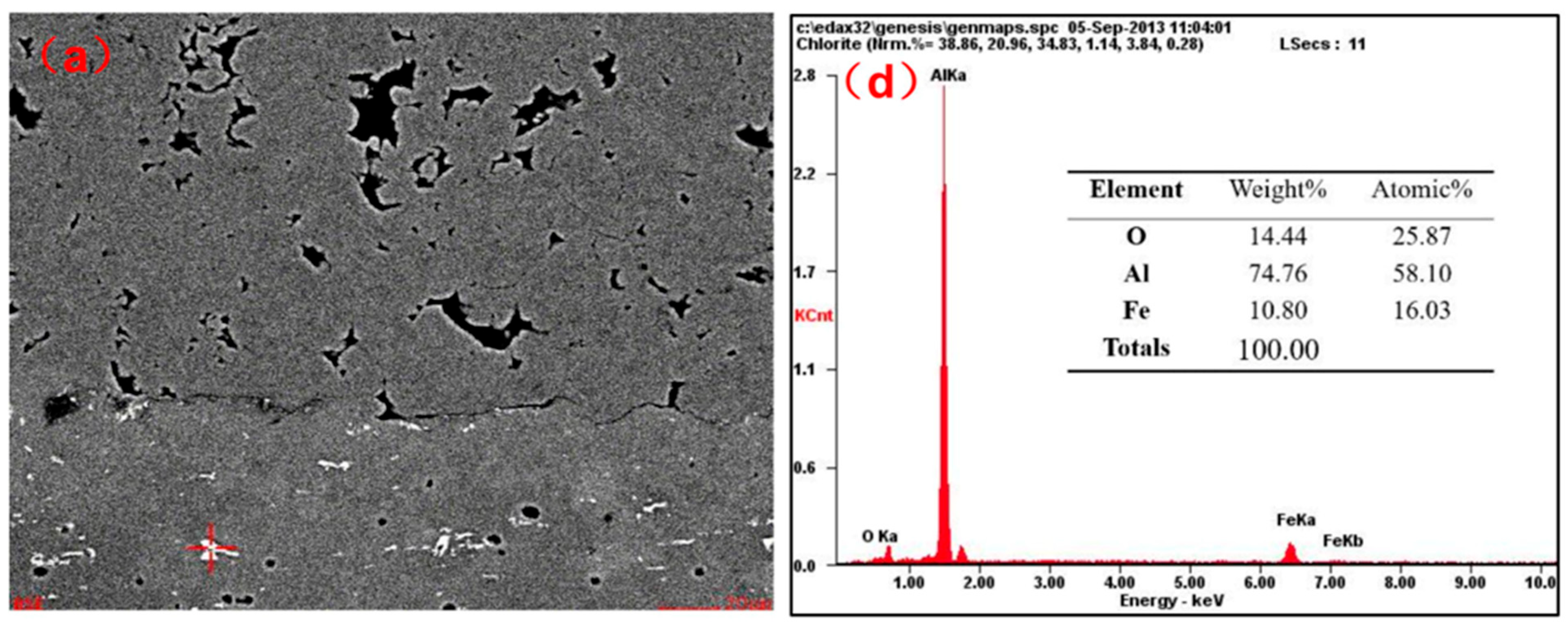
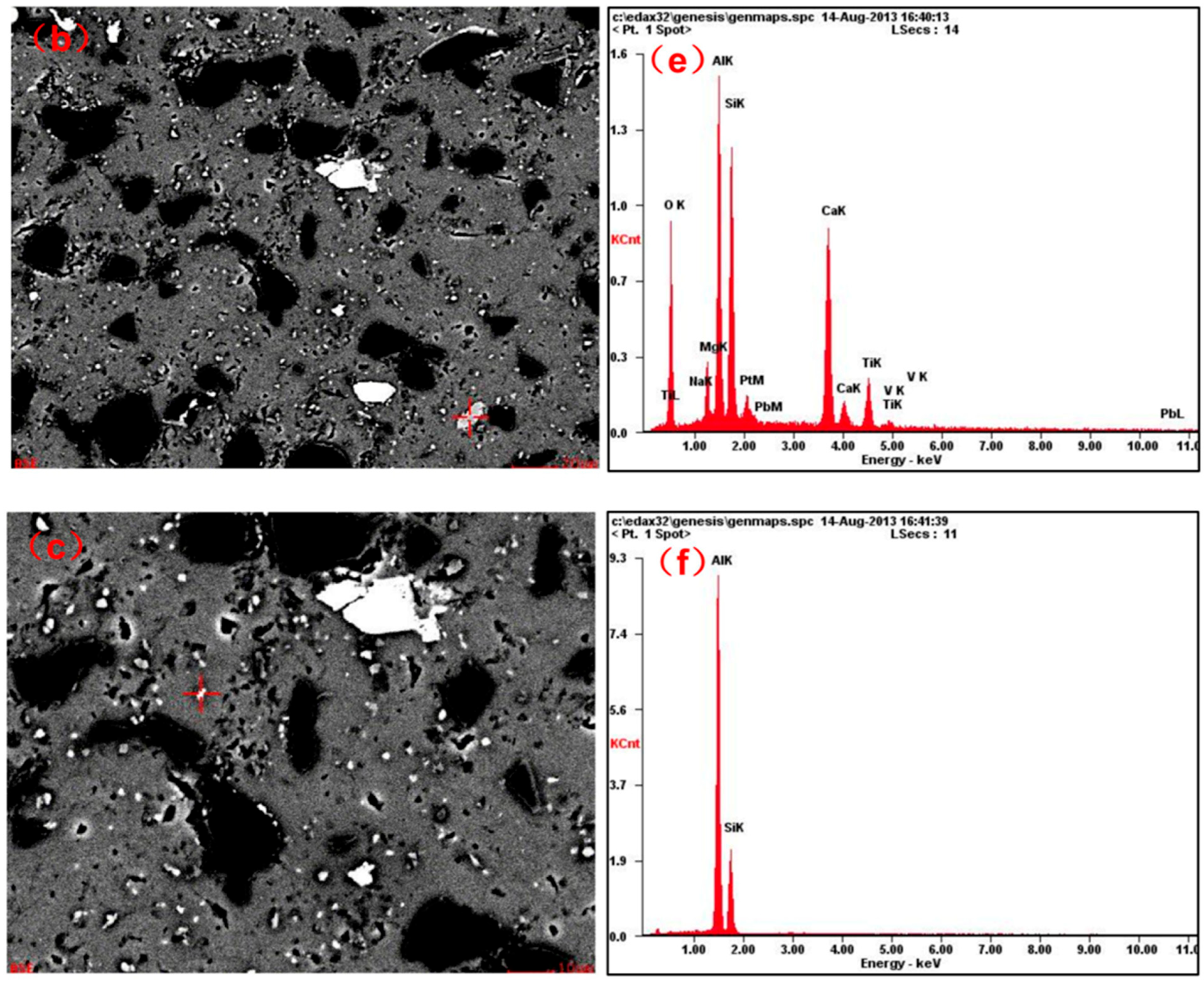
3.2. Surface Composition
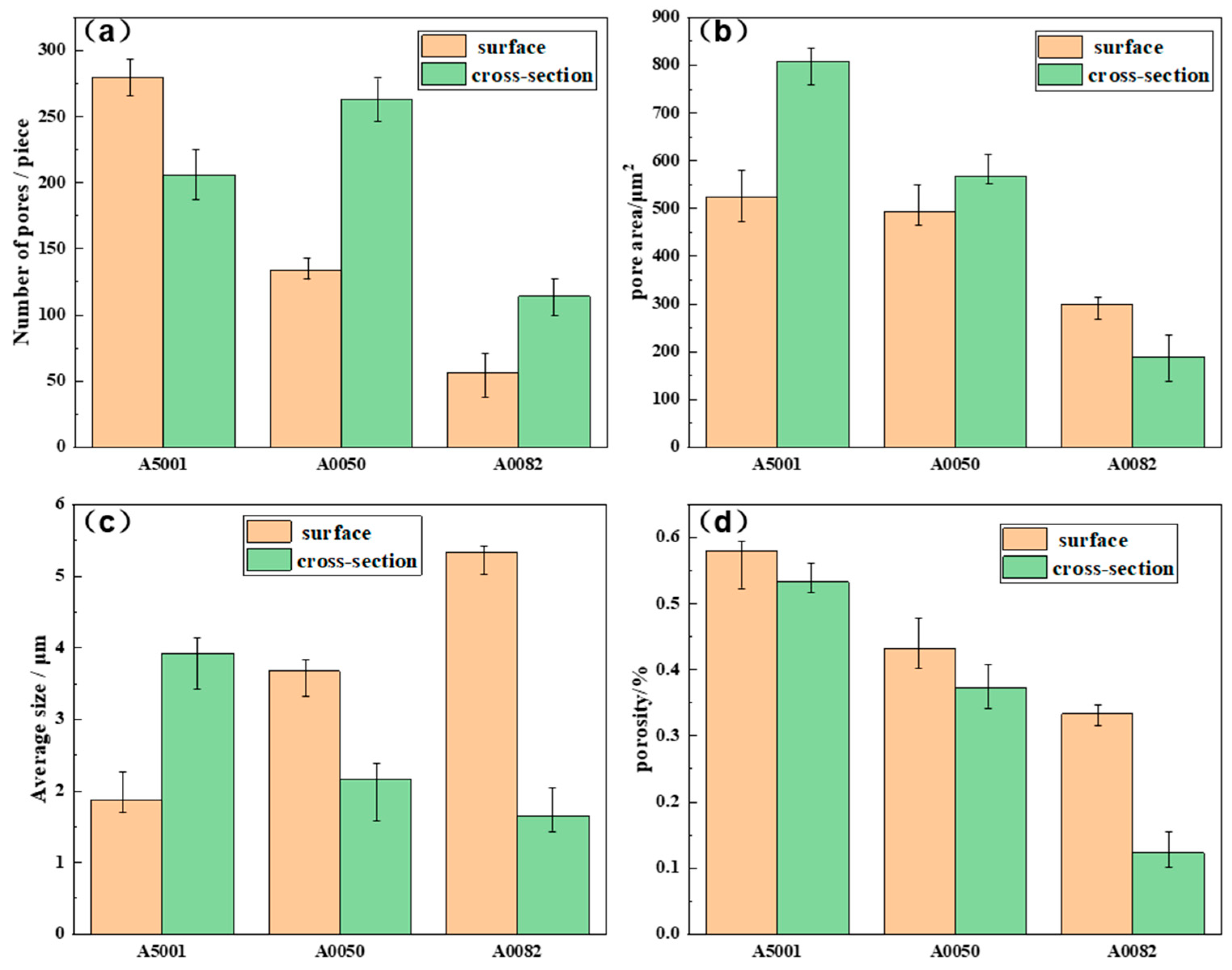
3.3. Coating Porosity
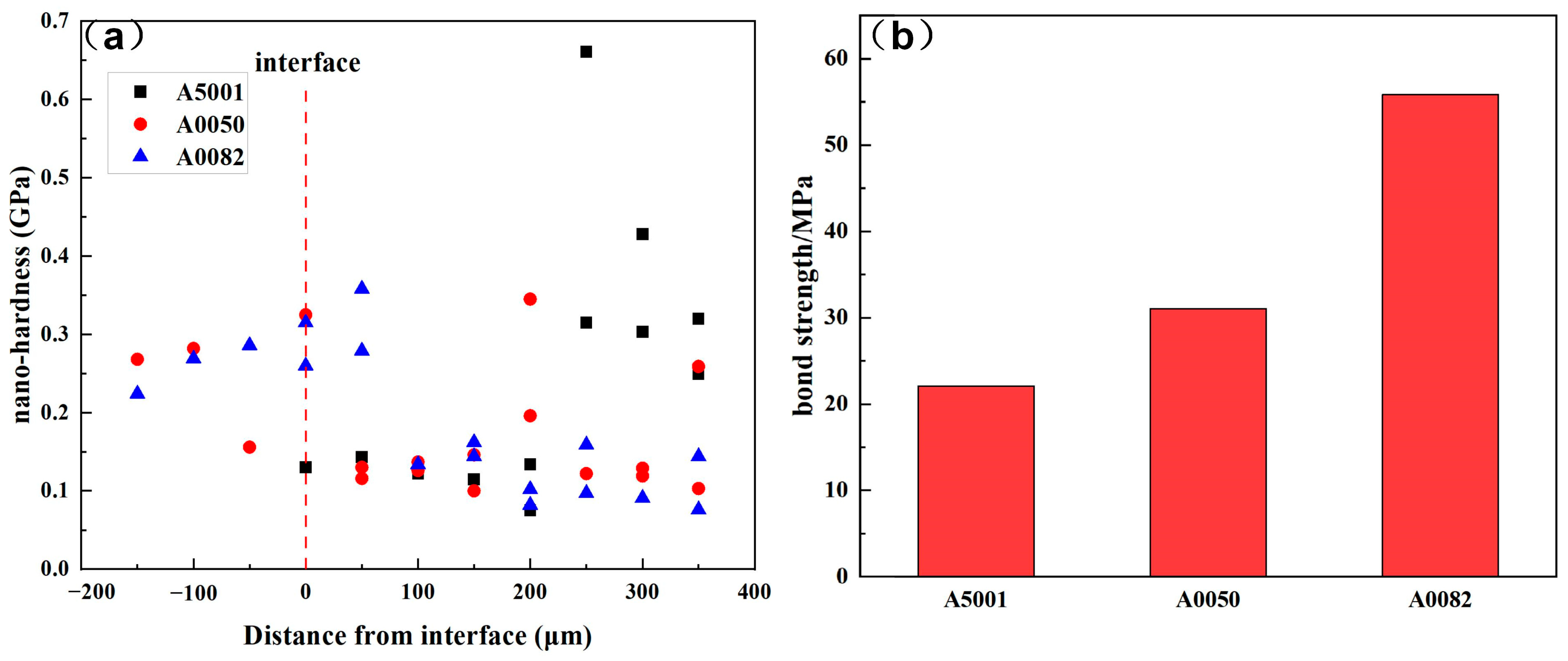
3.4. Hardness and Bonding Strength of the Coating
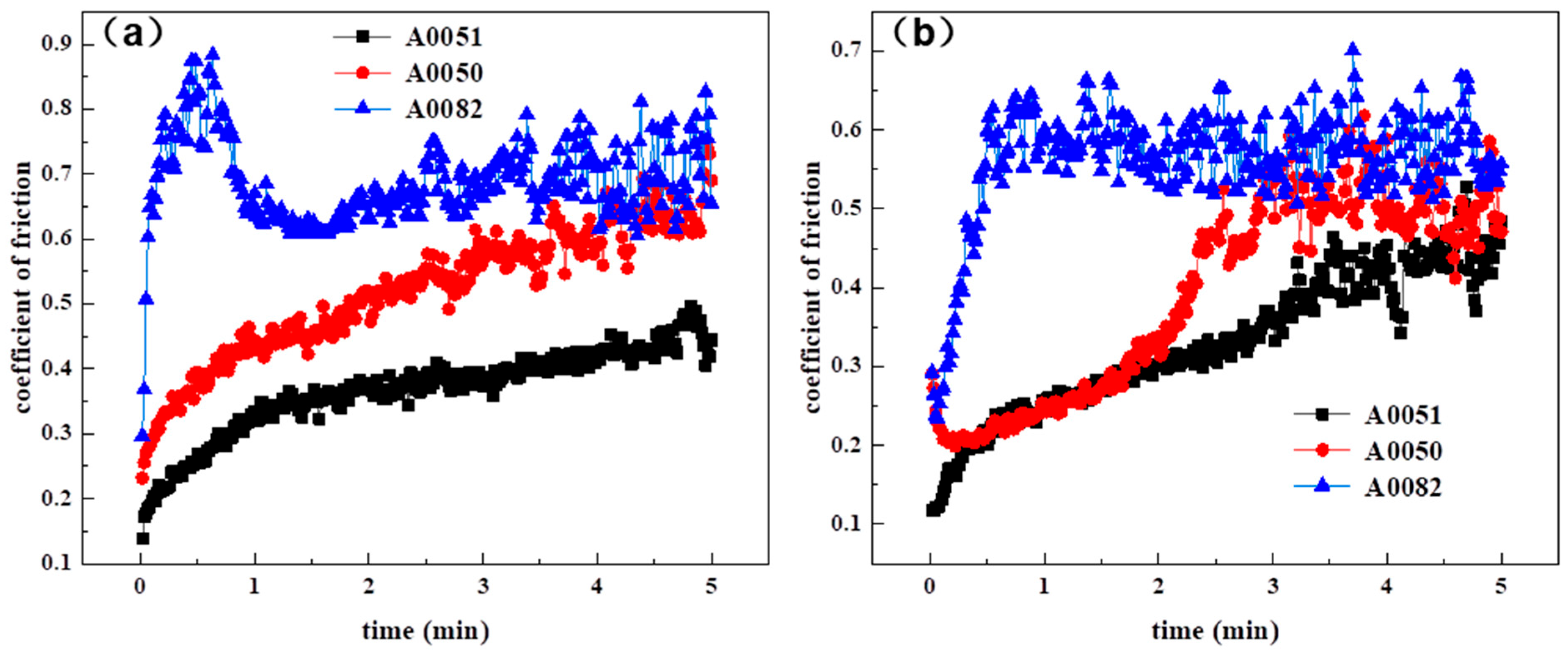
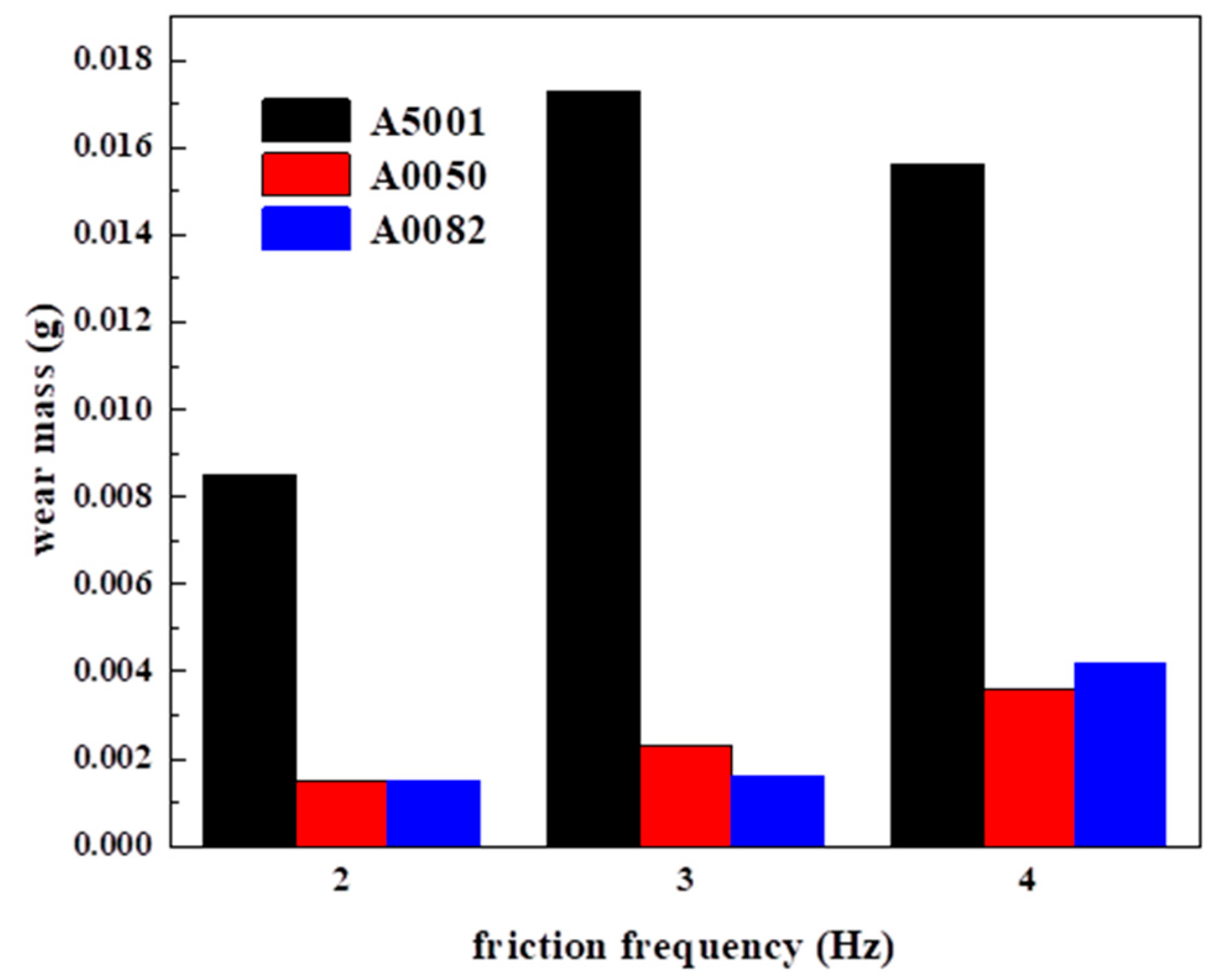
3.5. Friction and Wear Properties of the Coating
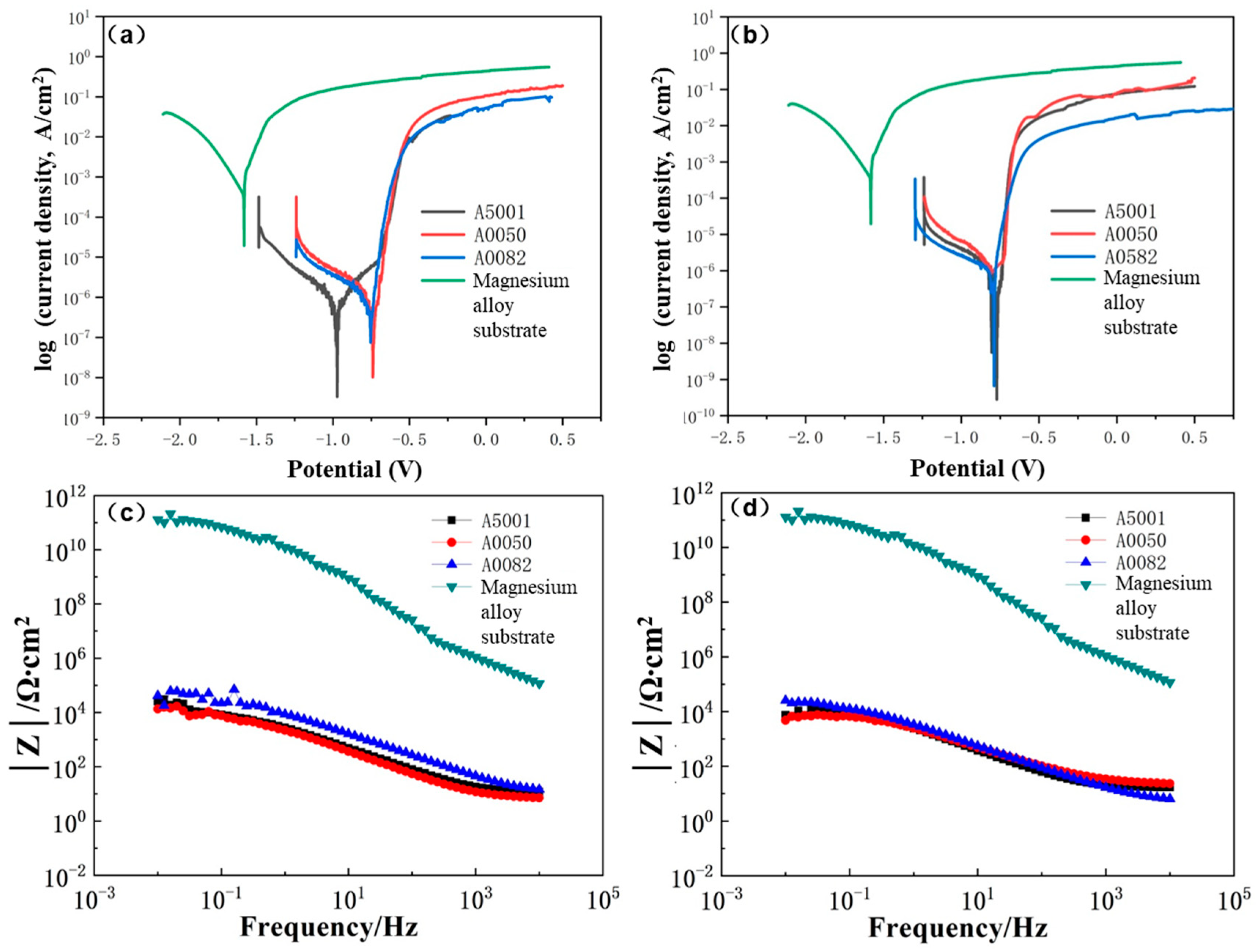
3.6. Corrosion Property
4. Conclusions
- (1)
- A coating with a typically homogenous microstructure, a low oxygen content, almost no oxidation of the Al powder, 0.92% porosity and a dense structure is made using pure aluminum powder. Once the powder material and Al2O3 are mixed, the porosity of the coating can be further reduced. The hard phase significantly increases the coating’s hardness. The particles are linked together metallurgically. By combining metallurgical bonding and mechanical interlocking, the coating bonds.
- (2)
- The nano-hardness of pure aluminum coating is approximately 0.5 GPa. The nano-hardness and bonding strength of the coating are improved after Al2O3 is added to the powder material. The wear-resistant reinforcement phase, which consists of tough Al2O3 particles, can effectively slow the development of wear marks and provide a layer of work hardening on the wear surface to strengthen the material’s wear resistance. The wear mass grows in tandem with an increase in the friction frequency, and the friction coefficient of the three coatings decreases. With the same friction frequency, pure aluminum coverings experience the most wear loss.
- (3)
- The three Al-based coatings have a significantly lower electrochemical impedance modulus and corrosion current than the substrate. The coating made with A0082 powder has the least amount of corrosion current. To improve corrosion resistance, a specific percentage of Al2O3 particles is added to the coating. The ability of a coating to resist corrosion is proportional to its thickness. When the coating thickness is 0.5 mm, the coating made from A0082 powder provides the best corrosion protection. The thick coating protects the substrate more effectively and has significantly higher corrosion resistance than the thin coating.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloy. 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Song, J.; She, J.; Chen, D.; Pan, F. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloy. 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Gonzaga, S.; Molina, A.; Guardián, R.; Martínez, H.; Vélez, E.V.; Tapia, J.S. Synthesis of Magnesium-Based Alloys by Mechanical Alloying for Implant Applications. Coatings 2023, 13, 260. [Google Scholar] [CrossRef]
- Yan, C.; Xin, Y.; Chen, X.-B.; Xu, D.; Chu, P.K.; Liu, C.; Guan, B.; Huang, X.; Liu, Q. Evading strength-corrosion tradeoff in Mg alloys via dense ultrafine twins. Nat. Commun. 2021, 12, 4616. [Google Scholar] [CrossRef] [PubMed]
- Lu, X.; Li, Y.; Ju, P.; Chen, Y.; Yang, J.; Qian, K.; Zhang, T.; Wang, F. Unveiling the inhibition mechanism of an effective inhibitor for AZ91 Mg alloy. Corros. Sci. 2019, 148, 264–271. [Google Scholar] [CrossRef]
- Mégret, A.; Prince, L.; Olivier, M.-G.; Vitry, V. Tribo- and Tribocorrosion Properties of Magnesium AZ31 Alloy. Coatings 2023, 13, 448. [Google Scholar] [CrossRef]
- Magdum, R.; Chinnaiyan, P. Experimental Investigation and Optimization of AZ31 Mg alloy during Warm Incremental Sheet Forming to Study Fracture and Forming Behaviour. Coatings 2023, 13, 68. [Google Scholar] [CrossRef]
- Zhang, D.; Peng, F.; Liu, X. Protection of magnesium alloys: From physical barrier coating to smart self-healing coating. J. Alloys Compd. 2021, 853, 157010. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, D.; Kang, Z. One-Step Electrodeposition Process To Fabricate Corrosion-Resistant Superhydrophobic Surface on Magnesium Alloy. ACS Appl. Mater. Interfaces 2015, 7, 1859–1867. [Google Scholar] [CrossRef]
- Fattah-alhosseini, A.; Chaharmahali, R.; Babaei, K. Impressive strides in amelioration of corrosion and wear behaviors of Mg alloys using applied polymer coatings on PEO porous coatings: A review. J. Magnes. Alloy. 2022, 10, 1171–1190. [Google Scholar] [CrossRef]
- Di Egidio, G.; Tonelli, L.; Morri, A.; Boromei, I.; Shashkov, P.; Martini, C. Influence of Anodizing by Electro-Chemical Oxidation on Fatigue and Wear Resistance of the EV31A-T6 Cast Magnesium Alloy. Coatings 2023, 13, 62. [Google Scholar] [CrossRef]
- Singh, N.; Batra, U.; Kumar, K.; Siddiquee, A.N. Evaluating the Electrochemical and In Vitro Degradation of an HA-Titania Nano-Channeled Coating for Effective Corrosion Resistance of Biodegradable Mg Alloy. Coatings 2023, 13, 30. [Google Scholar] [CrossRef]
- Li, B.; Yin, X.; Xue, S.; Mu, P.; Li, J. Facile fabrication of graphene oxide and MOF-based superhydrophobic dual-layer coatings for enhanced corrosion protection on magnesium alloy. Appl. Surf. Sci. 2022, 580, 152305. [Google Scholar] [CrossRef]
- Zhai, H.; Yuan, H.; Li, W.; Zhang, X.; Li, X.; Cai, A. Corrosion resistance mechanisms of detonation sprayed Fe-based amorphous coating on AZ31B magnesium alloy. J. Non Cryst. Solids 2022, 576, 121276. [Google Scholar] [CrossRef]
- Wang, B.; Liu, X.; Wang, Y.; Ding, J.; Wei, S.; Xia, X.; Liu, M.; Xu, B. Microstructure and Anti-Corrosion Properties of Supersonic Plasma Sprayed Al-Coating with Nano-Ti Polymer Sealing on Az91-Magnesium Alloy. J. Mater. Res. Technol. 2022, 21, 2730–2742. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Bakhsheshi-Rad, H.R.; Saberi, A.; Razzaghi, M.; Kasar, A.K.; Ramakrishna, S.; Menezes, P.L.; Misra, M.; Ismail, A.F.; Sharif, S.; et al. Surface modification of magnesium alloys using thermal and solid-state cold spray processes: Challenges and latest progresses. J. Magnes. Alloy. 2022, 10, 2025–2061. [Google Scholar] [CrossRef]
- Wei, Y.-K.; Luo, X.-T.; Ge, Y.; Chu, X.; Huang, G.-S.; Li, C.-J. Deposition of fully dense Al-based coatings via in-situ micro-forging assisted cold spray for excellent corrosion protection of AZ31B magnesium alloy. J. Alloys Compd. 2019, 806, 1116–1126. [Google Scholar] [CrossRef]
- Zhu, J.; Cheng, X.; Zhang, L.; Hui, X.; Wu, Y.; Zheng, H.; Ren, Z.; Zhao, Y.; Wang, W.; Zhu, S.; et al. Microstructures, wear resistance and corrosion resistance of CoCrFeNi high entropy alloys coating on AZ91 Mg alloy prepared by cold spray. J. Alloys Compd. 2022, 925, 166698. [Google Scholar] [CrossRef]
- Luo, X.; Wei, Y.; Shen, J.; Ma, N.; Li, C.-J. Breaking the trade off between corrosion resistance and fatigue lifetime of the coated Mg alloy through cold spraying submicron-grain Al alloy coatings. J. Magnes. Alloy. 2023, in press. [Google Scholar] [CrossRef]
- Mouli, G.C.; Chakradhar, R.P.S.; Srivastava, M.; Barshilia, H.C. Cold-Sprayed Cu-Zn-Al2O3 Coating on Magnesium Alloy: Enhanced Microhardness and Corrosion Behavior. J. Mater. Eng. Perform. 2022. [Google Scholar] [CrossRef]
- Liu, Y.; Tan, G.; Tang, J.; Zhang, L.; Shen, G.z.; Gu, Z.; Jie, X. Enhanced corrosion and wear resistance of Zn–Ni/Cu–Al2O3 composite coating prepared by cold spray. J. Solid State Electrochem. 2023, 27, 439–453. [Google Scholar] [CrossRef]
- Mohankumar, A.; Duraisamy, T.; Chidambaramseshadri, R.; Pattabi, T.; Ranganathan, S.; Kaliyamoorthy, M.; Balachandran, G.; Sampathkumar, D.; Rajendran, P.R. Enhancing the Corrosion Resistance of Low Pressure Cold Sprayed Metal Matrix Composite Coatings on AZ31B Mg Alloy through Friction Stir Processing. Coatings 2022, 12, 135. [Google Scholar] [CrossRef]
- Spencer, K.; Fabijanic, D.M.; Zhang, M.X. The use of Al–Al2O3 cold spray coatings to improve the surface properties of magnesium alloys. Surf. Coat. Technol. 2009, 204, 336–344. [Google Scholar] [CrossRef]
- Wang, Q.; Spencer, K.; Birbilis, N.; Zhang, M.-X. The influence of ceramic particles on bond strength of cold spray composite coatings on AZ91 alloy substrate. Surf. Coat. Technol. 2010, 205, 50–56. [Google Scholar] [CrossRef]
- Chakradhar, R.P.S.; Chandra Mouli, G.; Barshilia, H.; Srivastava, M. Improved Corrosion Protection of Magnesium Alloys AZ31B and AZ91 by Cold-Sprayed Aluminum Coatings. J. Therm. Spray Technol. 2021, 30, 371–384. [Google Scholar] [CrossRef]
- Chen, J.; Ma, B.; Liu, G.; Song, H.; Wu, J.; Cui, L.; Zheng, Z. Wear and Corrosion Properties of 316L-SiC Composite Coating Deposited by Cold Spray on Magnesium Alloy. J. Therm. Spray Technol. 2017, 26, 1381–1392. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Content | Purity | Diameter |
|---|---|---|---|
| A5001 | Al | Al 99.5% | 5~45 μm |
| A0050 | Al + Al2O3 | Al 99.5%, Al2O392% | 5~45 μm |
| A0082 | Al + Al2O3 | Al 99.5% Min, Al2O399.0% Min | 5~75 μm |
| Parameters | A5001 | A0050 | A0082 |
|---|---|---|---|
| Gas temperature | 400–500 °C | 300–550 °C | 300–500 °C |
| Gas pressure | 100–250 psi | ||
| Spraying Distance | 10–25 mm | ||
| Gas type | Air or N2 | ||
| Powder feed rate | 12–20 g/min | ||
| Gun movement speed | 10–500 mm/s | ||
| Surface pretreatment | Sandblasting | ||
| Time/h | ||||||||
|---|---|---|---|---|---|---|---|---|
| 0 | 24 | 48 | 96 | 192 | 288 | 500 | ||
| Substrate |  | |||||||
| A5001 | 0.5 mm |  | ||||||
| 1.0 mm |  | |||||||
| A0500 | 0.5 mm |  | ||||||
| 1.0 mm |  | |||||||
| A0082 | 0.5 mm |  | ||||||
| 1.0 mm |  | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ci, S.; Wang, T.; Hu, J.; Cheng, Z.; Xie, S.; Cai, X.; Dong, D.; Fan, C.; Liu, Q.; Yuan, C.; et al. Microstructure and Properties of Al-Based Ceramic Coating Deposited on Magnesium Alloy Surface by Cold Spraying. Coatings 2023, 13, 779. https://doi.org/10.3390/coatings13040779
Ci S, Wang T, Hu J, Cheng Z, Xie S, Cai X, Dong D, Fan C, Liu Q, Yuan C, et al. Microstructure and Properties of Al-Based Ceramic Coating Deposited on Magnesium Alloy Surface by Cold Spraying. Coatings. 2023; 13(4):779. https://doi.org/10.3390/coatings13040779
Chicago/Turabian StyleCi, Shiwei, Ting Wang, Jiaqi Hu, Zonghui Cheng, Suijie Xie, Xiaoye Cai, Dingping Dong, Chao Fan, Qingwei Liu, Chenfeng Yuan, and et al. 2023. "Microstructure and Properties of Al-Based Ceramic Coating Deposited on Magnesium Alloy Surface by Cold Spraying" Coatings 13, no. 4: 779. https://doi.org/10.3390/coatings13040779