
Influence of Cr on the Surface Properties of the Micro-Textured WC+Co Alloy Coating

Abstract
:1. Introduction
2. Effect of Cr Coating on Surface Hardness and Phase of WC+Co Alloy Composite Coating
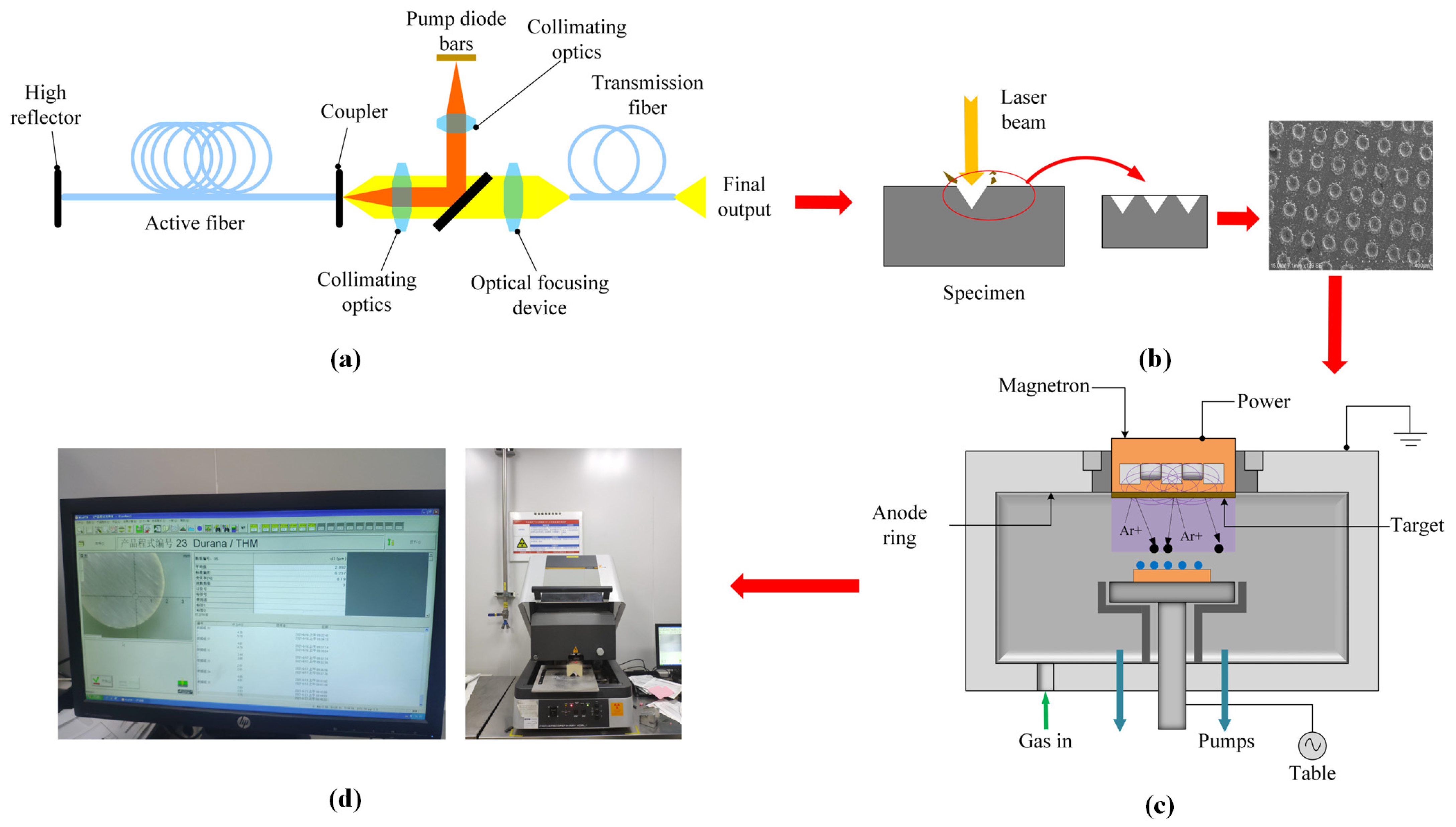
2.1. Test Conditions
2.2. Effect of the Cr Coating on Surface Hardnesst
2.3. Influence of the Cr Coating on the Surface Phase Composition
3. Effect of the Cr Coating on the Friction Properties of Micro-Textured WC+Co Alloy Surfaces
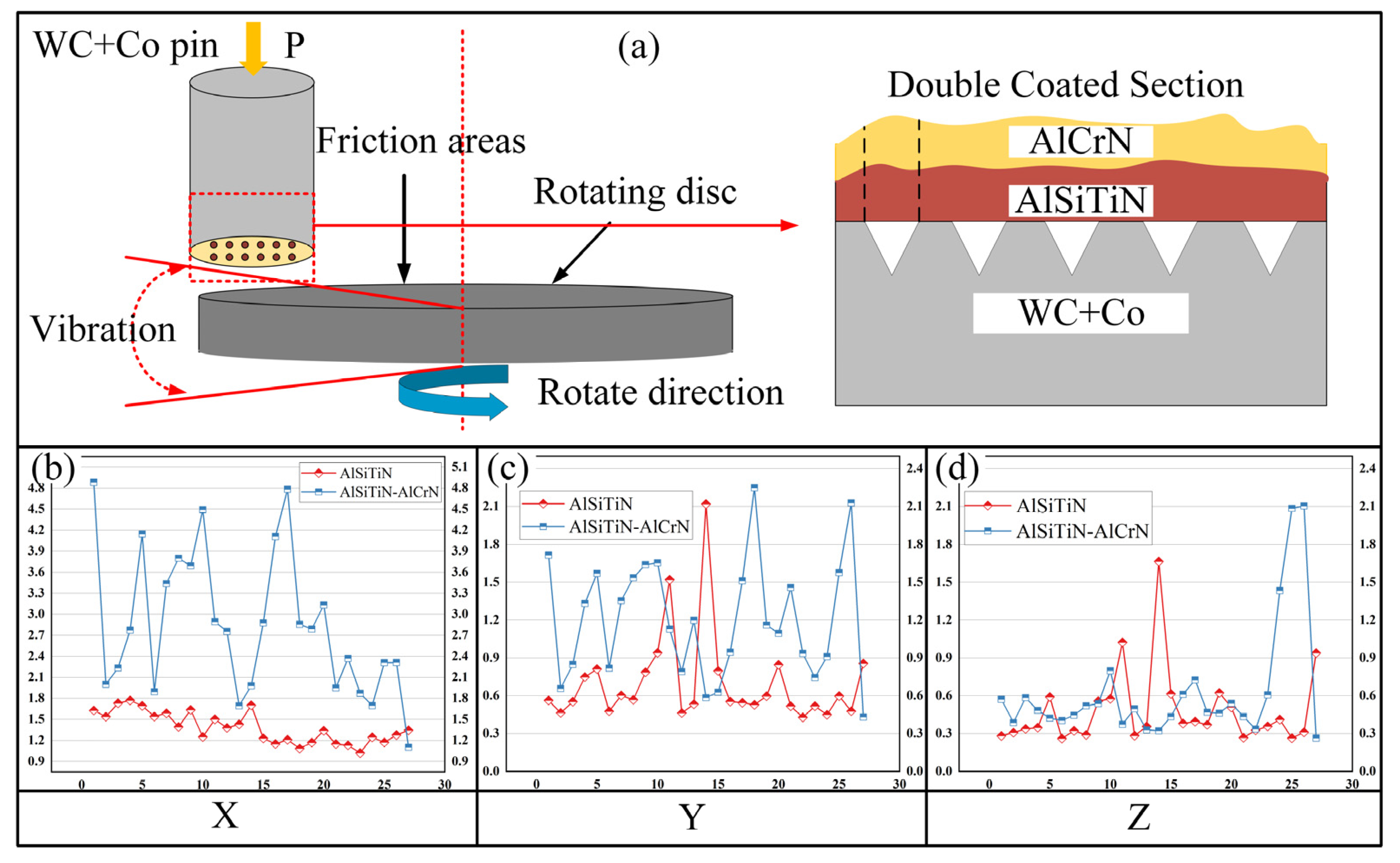
3.1. Construction of the Friction and Wear Experimental Platform
3.2. Influence of the Cr Coating on Surface Vibration Characteristics
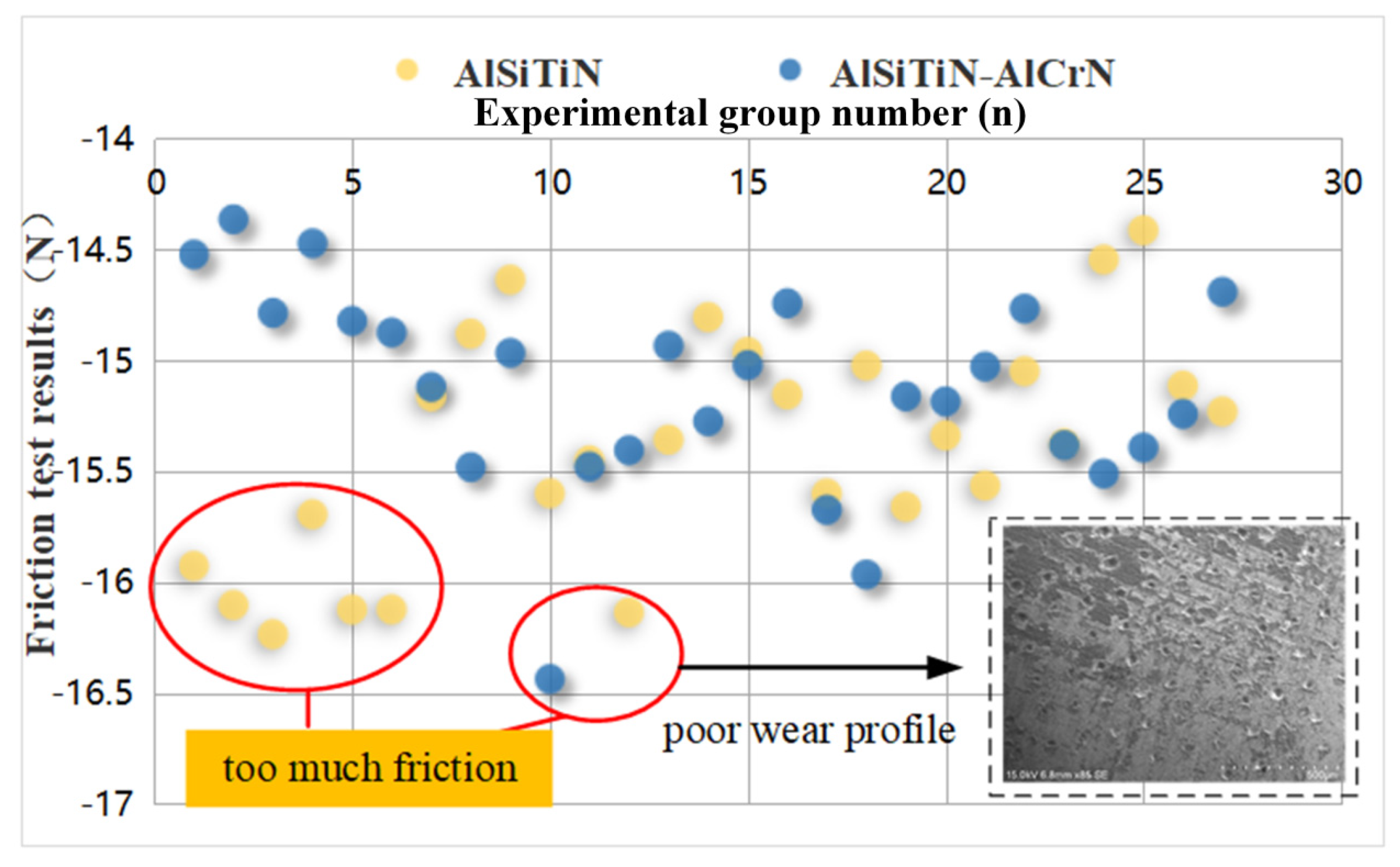
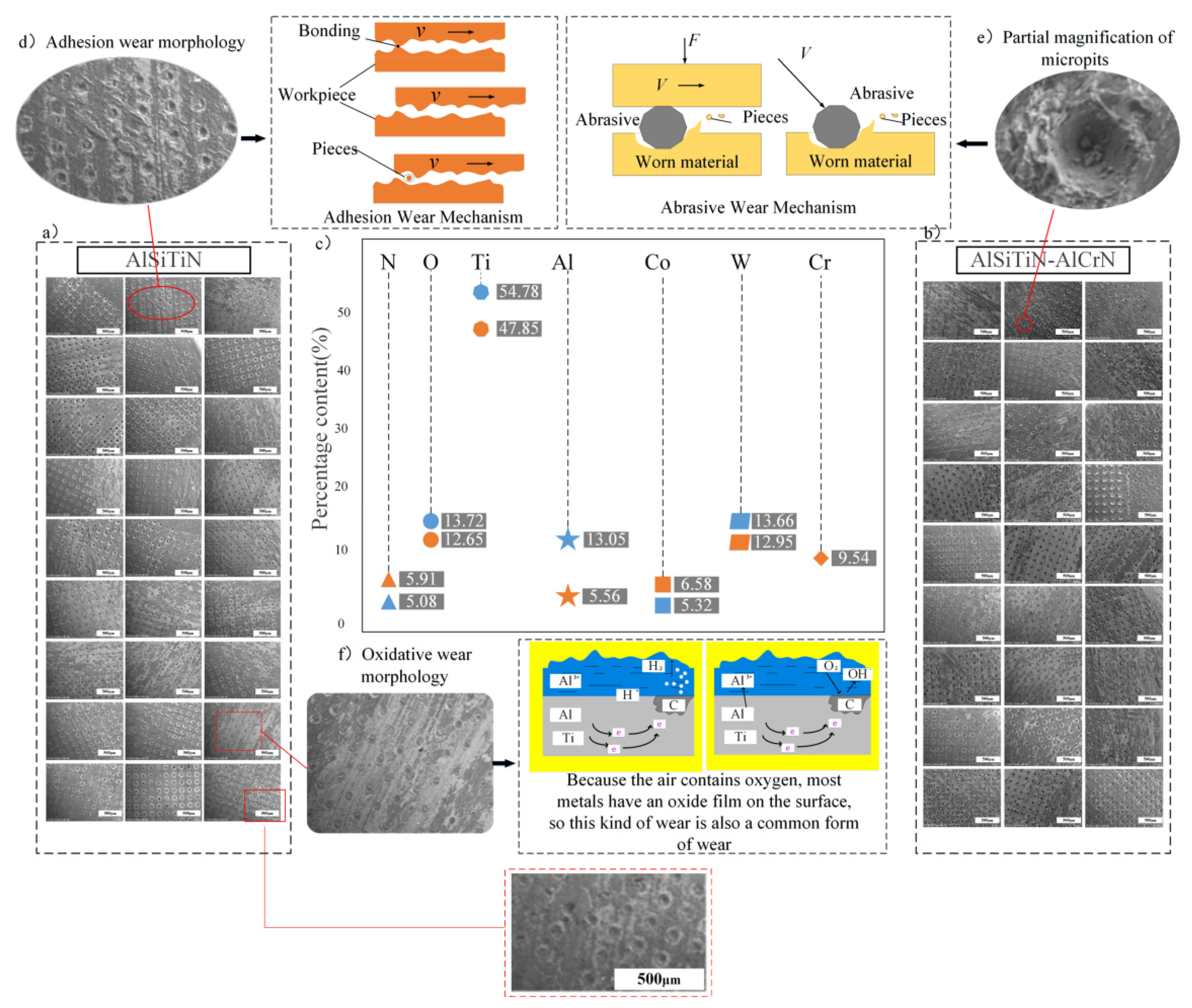
3.3. Influence of the Cr Coating on the Surface Friction and Wear Behavior
4. Conclusions
- (1)
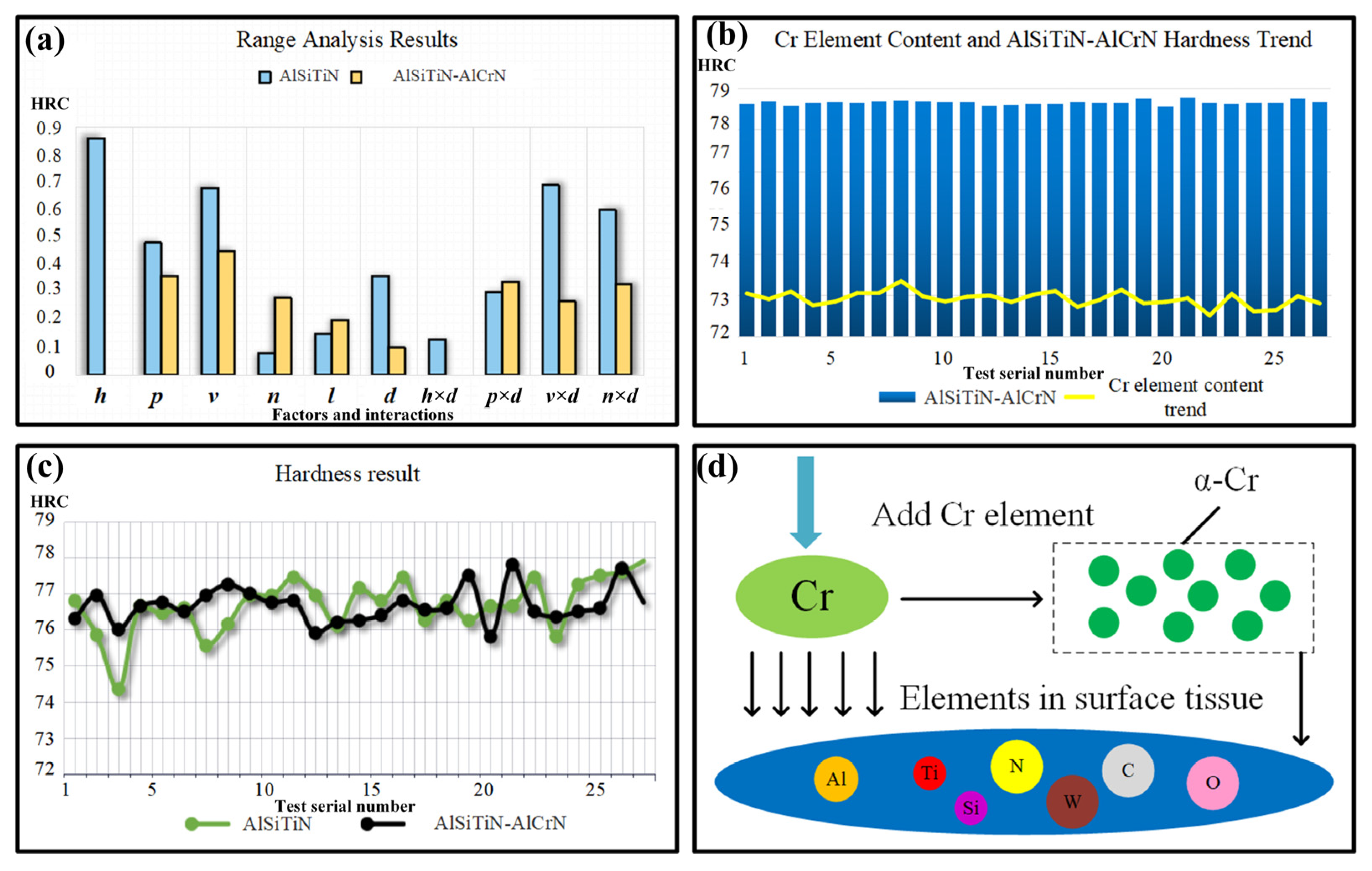
- Cr improves the hardness of the AlSiTiN–AlCrN coating because its addition leads to the generation of the α-Cr phase particles in the surface structure of the specimen. This results in good tissue stability. Cr is a strong carbide-forming element, and it reacts easier than W, Al and Ti with structural C to form very hard carbides. The synergistic effect of the two enhances the hardness of the AlSiTiN–AlCrN coating compared to the AlSiTiN coating. Moreover, the hardness value is relatively high when the content of Cr element is 29.8%–30.9%;
- (2)
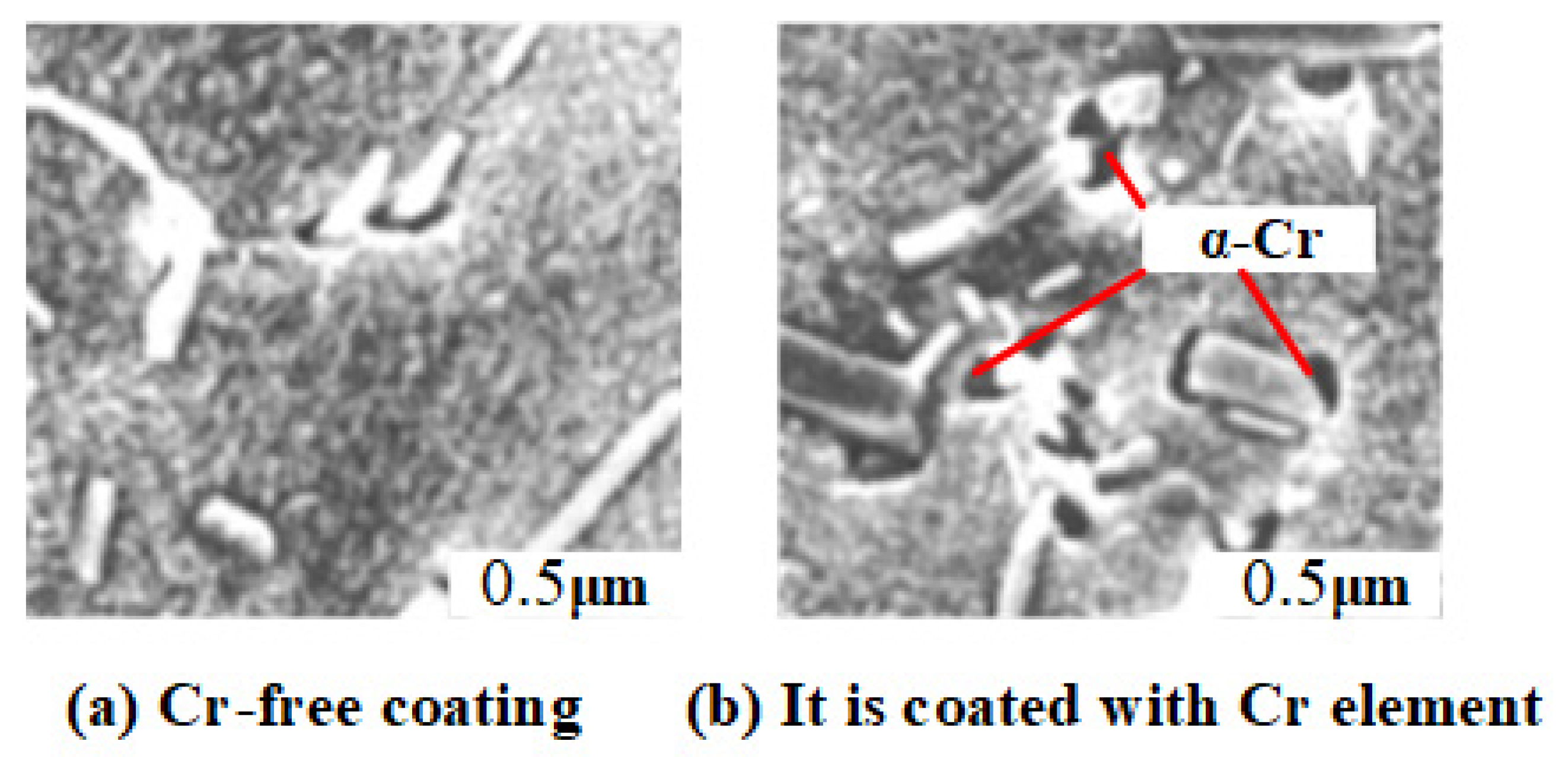
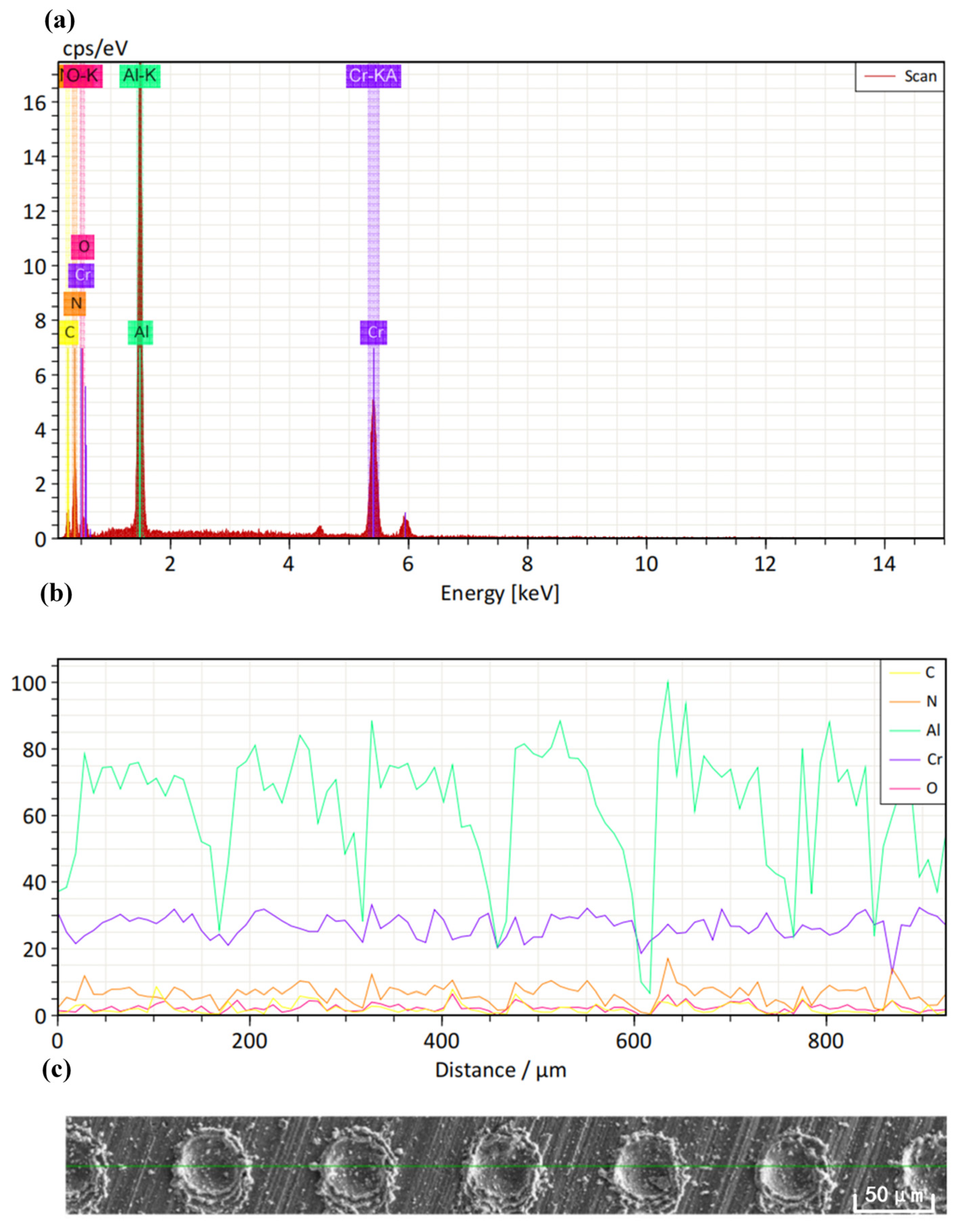
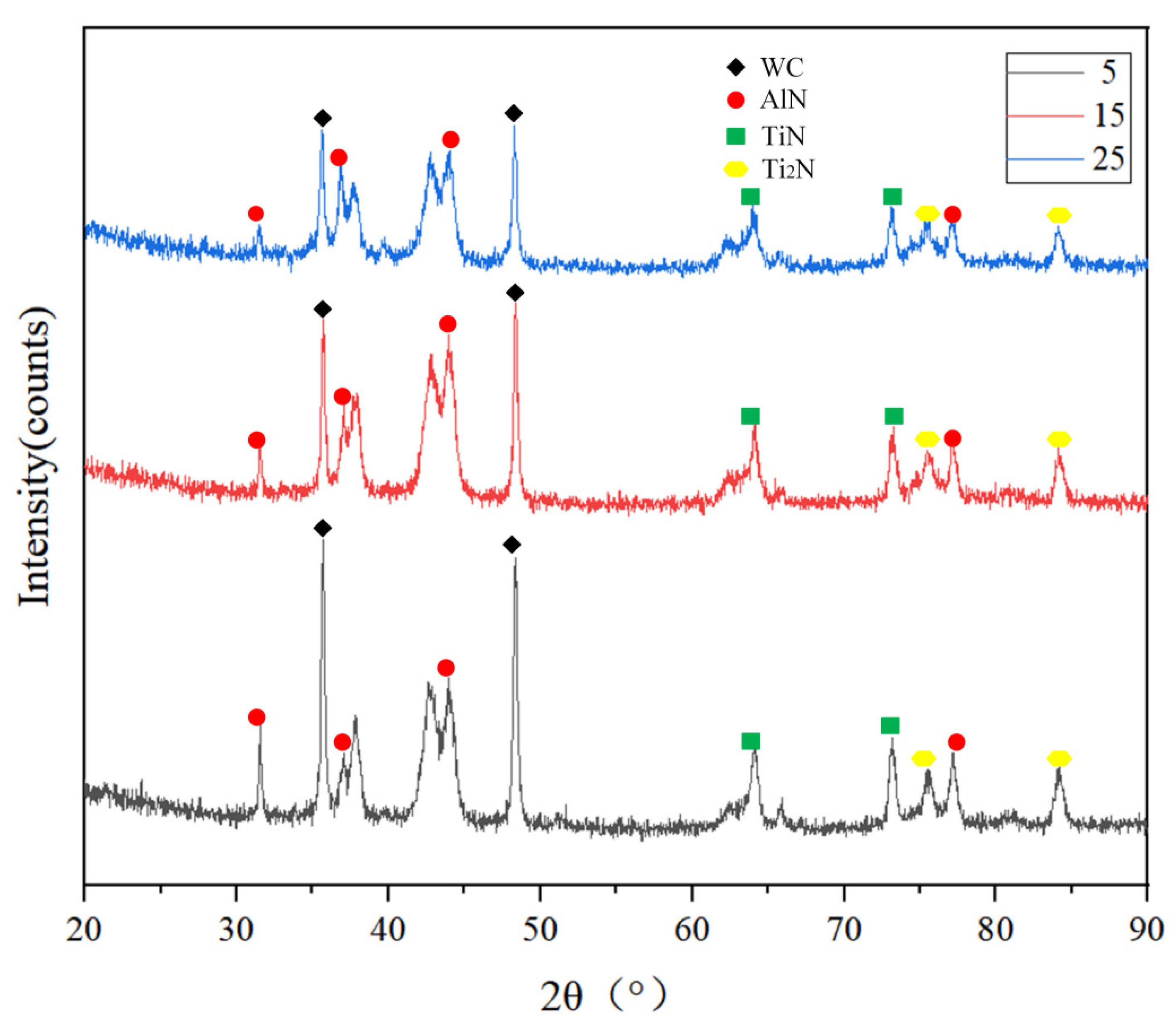
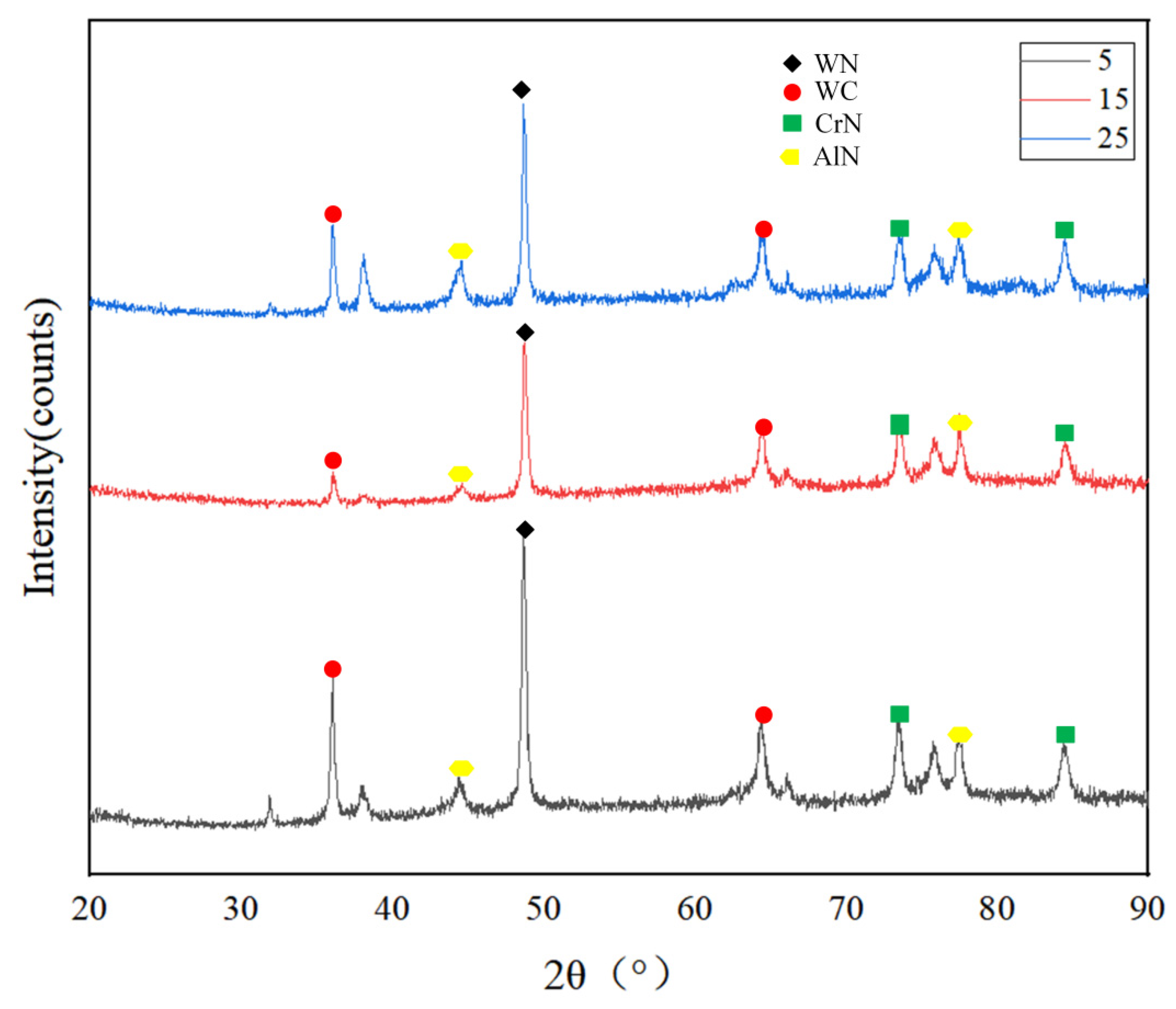
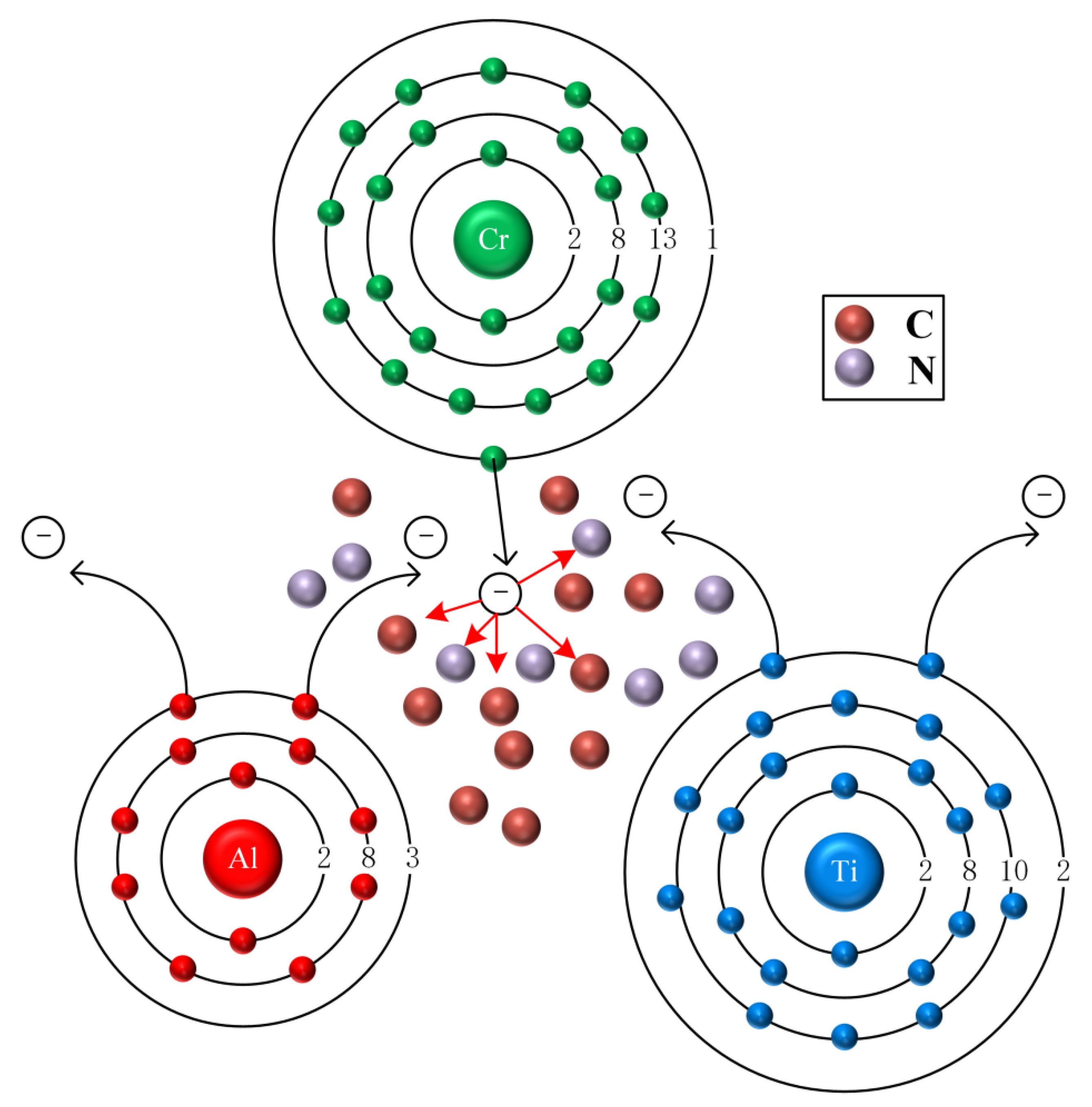
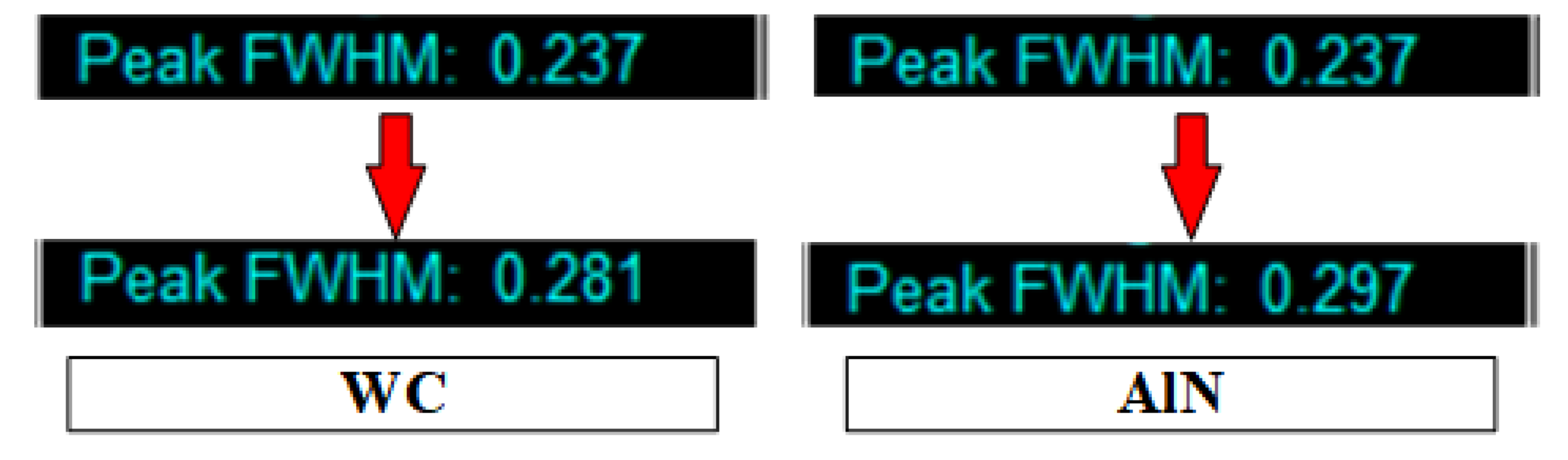
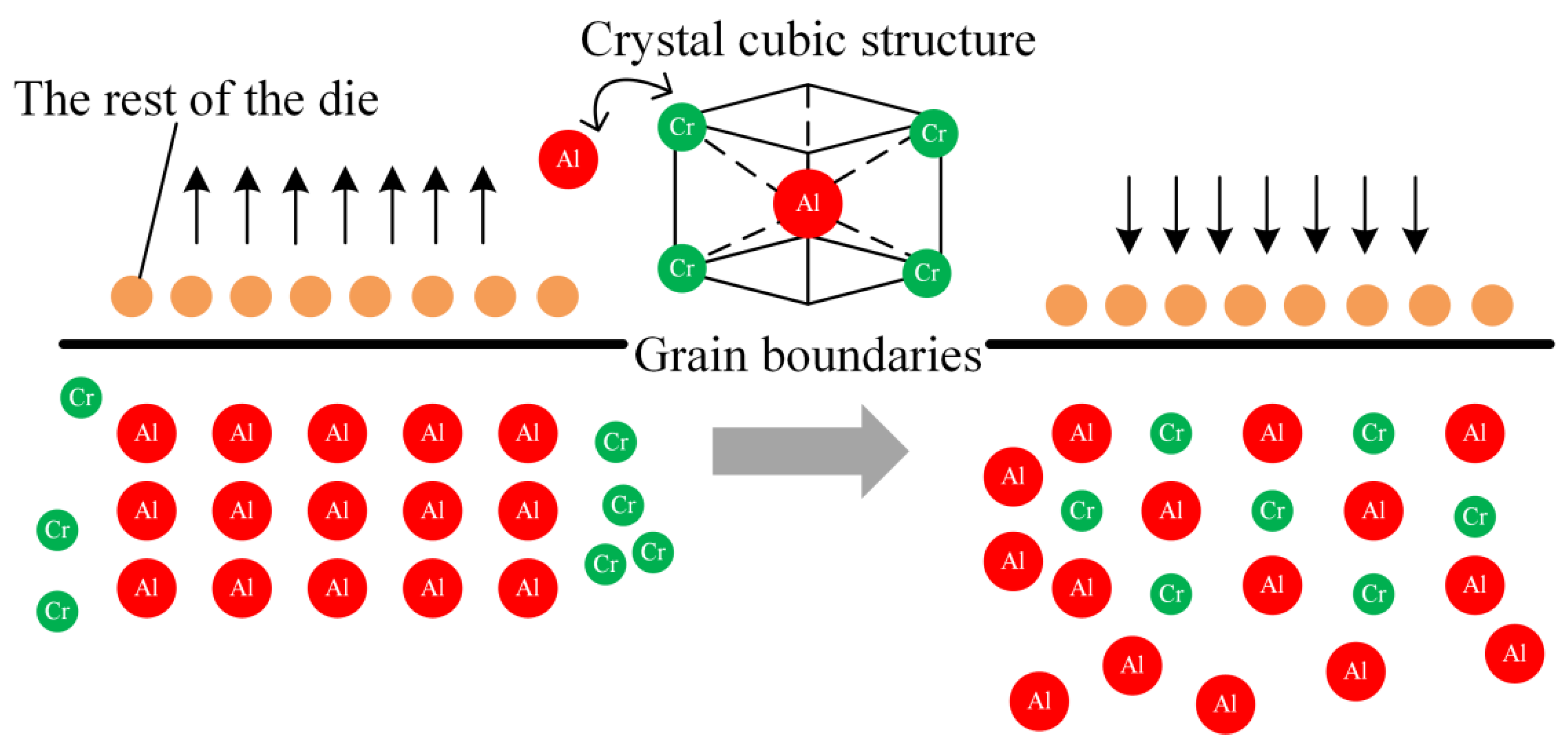
- Cr affects the phase composition of the coating surface structure. The surface of the AlSiTiN–AlCrN coating with Cr and the AlSiTiN coating without Cr is very different. The atomic radius of Cr is smaller than that of Al, so the Cr atoms dissolve in the AlN lattice to cause lattice distortion. Cr preferentially interacts with electrons of C and N, suppressing the reaction of Al and Ti with non-metallic elements and the formation of final compounds;
- (3)
- Cr improves the wear resistance of the coating so that the coating exhibits better wear morphology. The addition of Cr forms Cr2O3 in friction, improves the coating hardness and the ability to remove chips, yielding better friction performance. However, adding Cr causes more mechanical damage due to the increase in hardness vibration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, H.; Xiong, J.; Guo, Z.; Yang, T.; Yi, J.; Yang, S.; Liang, L. Effect of WC particle size on high temperature wear resistance of WC-Co cemented carbide. Hot Work. Technol. 2022, 2, 21–24. Available online: https://www.leimingfadiant.com/periodical/d9dda2478cefd69149e78b01bc89ded2.html (accessed on 21 March 2023). (In Chinese).
- Tong, X.; Yang, S.; He, C.; Zheng, M. Multi-objective optimization of cutting performance of variable density micro-textured ball-end milling cutters. Chin. J. Mech. Eng. 2019, 55, 221–232. [Google Scholar] [CrossRef]
- Wang, L.; Guo, S.; Wei, Y.; Yuan, G. Experimental study on the effect of surface microtexture on the surface tribological properties of 45# steel friction pair. Surf. Technol. 2018, 47, 149–154. (In Chinese) [Google Scholar] [CrossRef]
- Guimarães, B.; Fernandes, C.M.; Figueiredo, D.; Carvalho, O.; Silva, F.S.; Miranda, G. Effect of laser surface texturing on the wettability of WC-Co cutting tools. Int. J. Adv. Manuf. Technol. 2020, 111, 1–9. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, C.; Shi, X.; Xue, Y.; Huang, Q.; Zhang, K. Tribological Properties and Frictional Noise Behavior of Inconel 625 with Micro-texture Filled by Sn-Ag-Cu. J. Mater. Eng. Perform. 2021, 31, 82–93. [Google Scholar] [CrossRef]
- Xu, Y.; Han, X.; Xu, J.; Shan, Y.; Chen, Y.; Huang, R. Effects of laser surface texture micro-pit morphology and area occupancy on tribological properties of nitrided cylinder liners. China Surf. Eng. 2021, 34, 149–157. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C44YLTlOAiTRKibYlV5Vjs7iy_Rpms2pqwbFRRUtoUImHZMo7JwiGryZiAMEWr6ipQ86wdmdQpIuzlNUd_L9-6ek&uniplatform=NZKPT (accessed on 22 September 2022).
- Zhang, Y. Micro Texture to Guide Research on the Effects of Friction and Wear Properties. Master’s Thesis, Shandong University, Jinan, China, 2021. Available online: https://d.wanfangdata.com.cn/thesis/Y3814290 (accessed on 25 August 2021).
- Deng, J.; Li, S.; Xing, Y. Research progress on friction and wear characteristics of coated tools. Manuf. Technol. Mach. Tools 2012, 1, 59–63. Available online: https://m.fx361.com/news/2012/1020/15903302.html (accessed on 2 January 2012). (In Chinese).
- Dong, Y.; Shu, L.; Lin, R. Microstructure and friction and wear properties of laser cladding Fe-Cr-Mo-Si alloy coatings. Adv. Laser Optoelectron. 2021, 58, 1914007. (In Chinese) [Google Scholar]
- Zhang, Y.; Sun, H.; Wang, H.; Wang, X.; An, X.; He, K. Effects of Cr element on the crystal structure, microstructure, and mechanical properties of FeCrAl alloys. Mater. Sci. Eng. A 2021, 826, 142003. [Google Scholar] [CrossRef]
- Amanov, A.; Berkebile Stephen, P. Improvement in tribological behavior of thermal spray Cr2O3 and Cr3C2-NiCr coatings by ultrasonic nanocrystal surface modification. Mater. Lett. 2022, 314, 131919. [Google Scholar] [CrossRef]
- Zhang, E.; Wang, Q.; Zhang, S. Study on High Speed Milling Performance of CoCrMo Alloy with PVD Coating Tool. Surf. Technol. 2017, 46, 262–266. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, M.; Wang, B.; Xu, S.; Tong, X.; Zhu, Z.; Gou, C. The effect of Cr on the microstructure and mechanical properties of G520 stainless steel welds. Trans. China Weld. Inst. 2021, 42, 52–57. (In Chinese) [Google Scholar] [CrossRef]
- Spadotto, J.C.; Burke, M.G.; Solórzano, I.G. Discontinuous Precipitation of α-Cr Phase in Alloy 33 (Cr-Fe-Ni-N). Microsc. Microanal. 2019, 25, 2650–2651. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Shen, Y. Several problems should be paid attention to in the calculation of grain size by Scherrer formula. J. Inn. Mong. Norm. Univ. (Nat. Sci. Ed.) 2009, 38, 357–358. Available online: https://kns.cnki.net/kcms2/article/abstract?v=3uoqIhG8C44YLTlOAiTRKgchrJ08w1e75TZJapvoLK01sJiXUWyLrZHIIMA_aSdkUuCPKs-A0iMdUCMPyqLuip16Lv5f1BZq&uniplatform=NZKPT (accessed on 15 May 2009).
- Wang, J. Effect of Cr Element on microstructure and properties of High Strength Cold Rolled Weathering Steel. Sci. Technol. Innov. 2022, 20–23. Available online: http://qikan.cqvip.com/Qikan/Article/Detail?id=7107681347 (accessed on 24 August 2022).
- Liu, L.; Lv, Z.; Liu, B.; Xie, R. Effect of Ti on the Distribution and hardness of precipitated phase in ODS steel containing 9% Cr. J. Heat Treat. Mater. 2022, 43, 94–103. (In Chinese) [Google Scholar] [CrossRef]
- Hao, F.; Liu, K. Effect of Cr on Corrosion Resistance of HRB400E Steel Bar. Manuf. Upgrad. Today 2022, 68–70. Available online: http://qikan.cqvip.com/Qikan/Article/Detail?id=7106778387&from=Qikan_Search_Index (accessed on 15 January 2022).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Coating Thickness h (mm) | Laser Power p (W) | Scan Speed v (mm/s) | Scans Times n (times) | Micro-Texture Diameter d (μm) | Micro-Texture Spacing l (μm) | h × d | p × d | v × d | n × d | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Level | |||||||||||
| 1 | 2.6–2.7 | 35 | 1500 | 6 | 40 | 130 | 1 | 1 | 1 | 1 | |
| 2 | 2.8–2.9 | 40 | 1600 | 7 | 50 | 150 | 2 | 2 | 2 | 2 | |
| 3 | 3.0–3.1 | 45 | 1700 | 8 | 60 | 170 | 3 | 3 | 3 | 3 | |
| Factor | Laser Power p (W) | Scan Speed v (mm/s) | Scans Times n (times) | Micro-Texture Diameter d (μm) | Micro-Texture Spacing l (μm) | h × d | p × d | v × d | n × d | |
|---|---|---|---|---|---|---|---|---|---|---|
| Level | ||||||||||
| 1 | 35 | 1500 | 6 | 40 | 130 | 1 | 1 | 1 | 1 | |
| 2 | 40 | 1600 | 7 | 50 | 150 | 2 | 2 | 2 | 2 | |
| 3 | 45 | 1700 | 8 | 60 | 170 | 3 | 3 | 3 | 3 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, X.; Qu, Q.; Zhang, Y.; Han, P. Influence of Cr on the Surface Properties of the Micro-Textured WC+Co Alloy Coating. Coatings 2023, 13, 731. https://doi.org/10.3390/coatings13040731
Tong X, Qu Q, Zhang Y, Han P. Influence of Cr on the Surface Properties of the Micro-Textured WC+Co Alloy Coating. Coatings. 2023; 13(4):731. https://doi.org/10.3390/coatings13040731
Chicago/Turabian StyleTong, Xin, Qiang Qu, Yu Zhang, and Pei Han. 2023. "Influence of Cr on the Surface Properties of the Micro-Textured WC+Co Alloy Coating" Coatings 13, no. 4: 731. https://doi.org/10.3390/coatings13040731