
Effect of Solid Sodium Silicate on Workability, Hydration and Strength of Alkali-Activated GGBS/Fly Ash Paste

 ,
,
Abstract
:1. Introduction
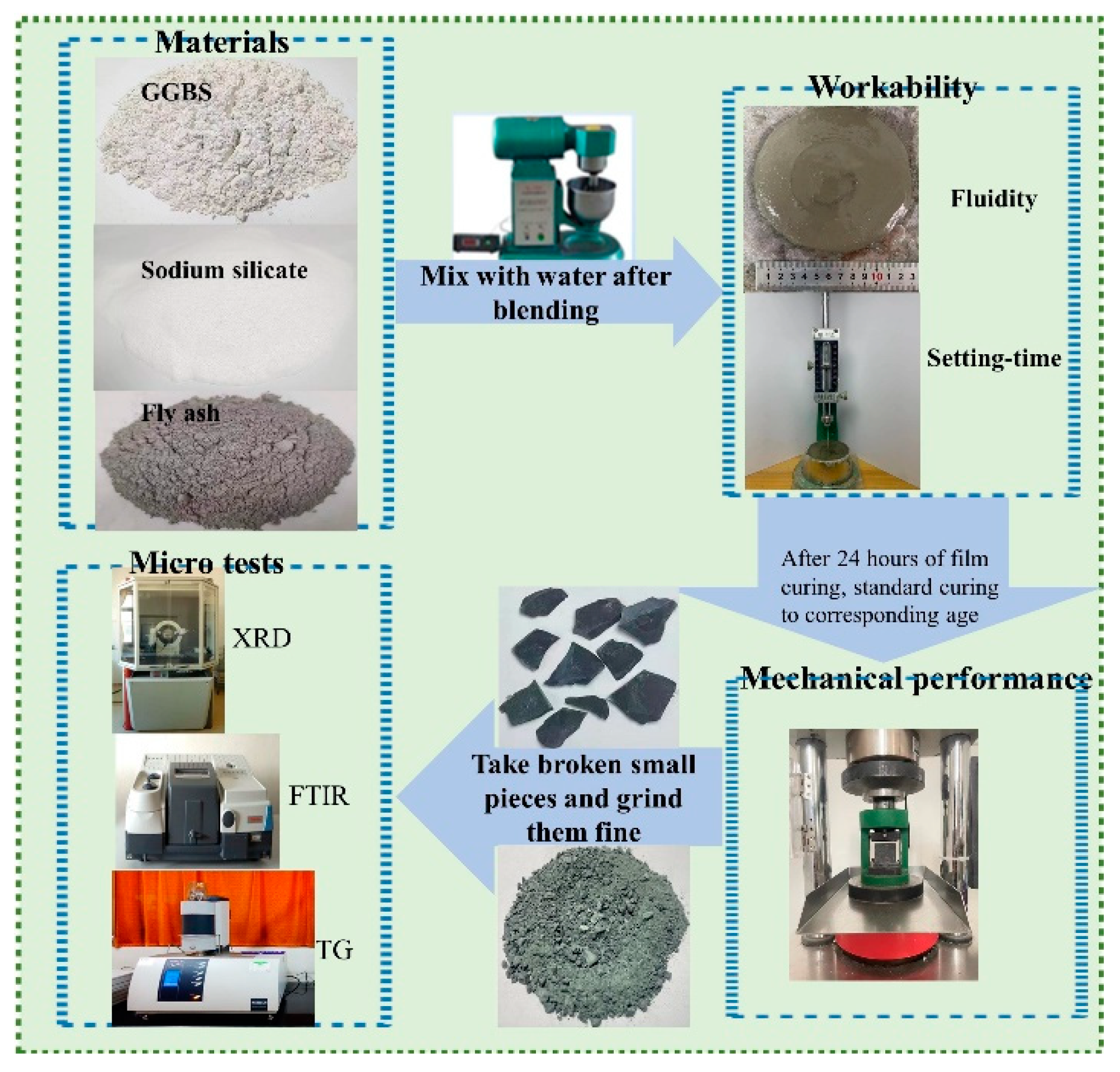
2. Experimental Program
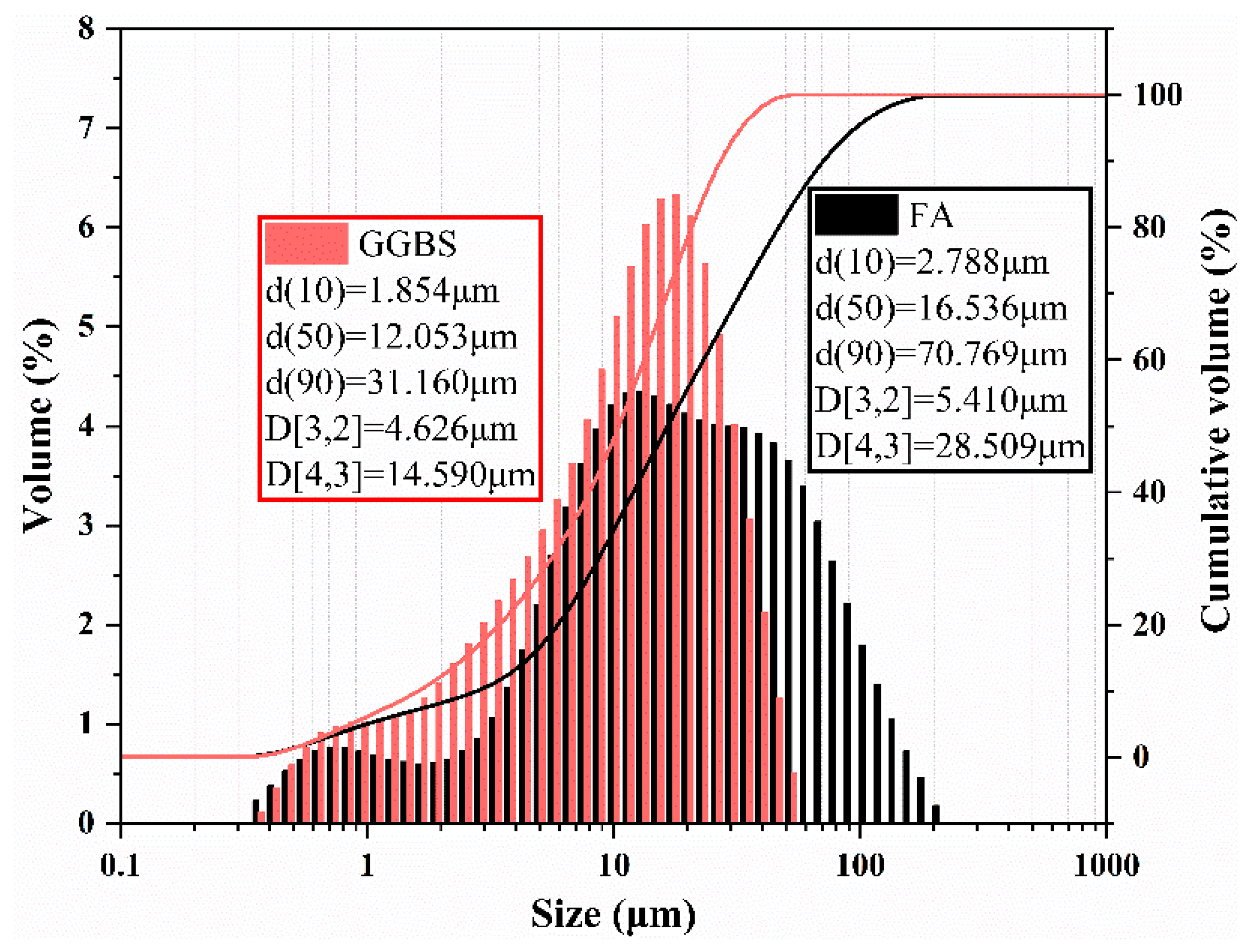
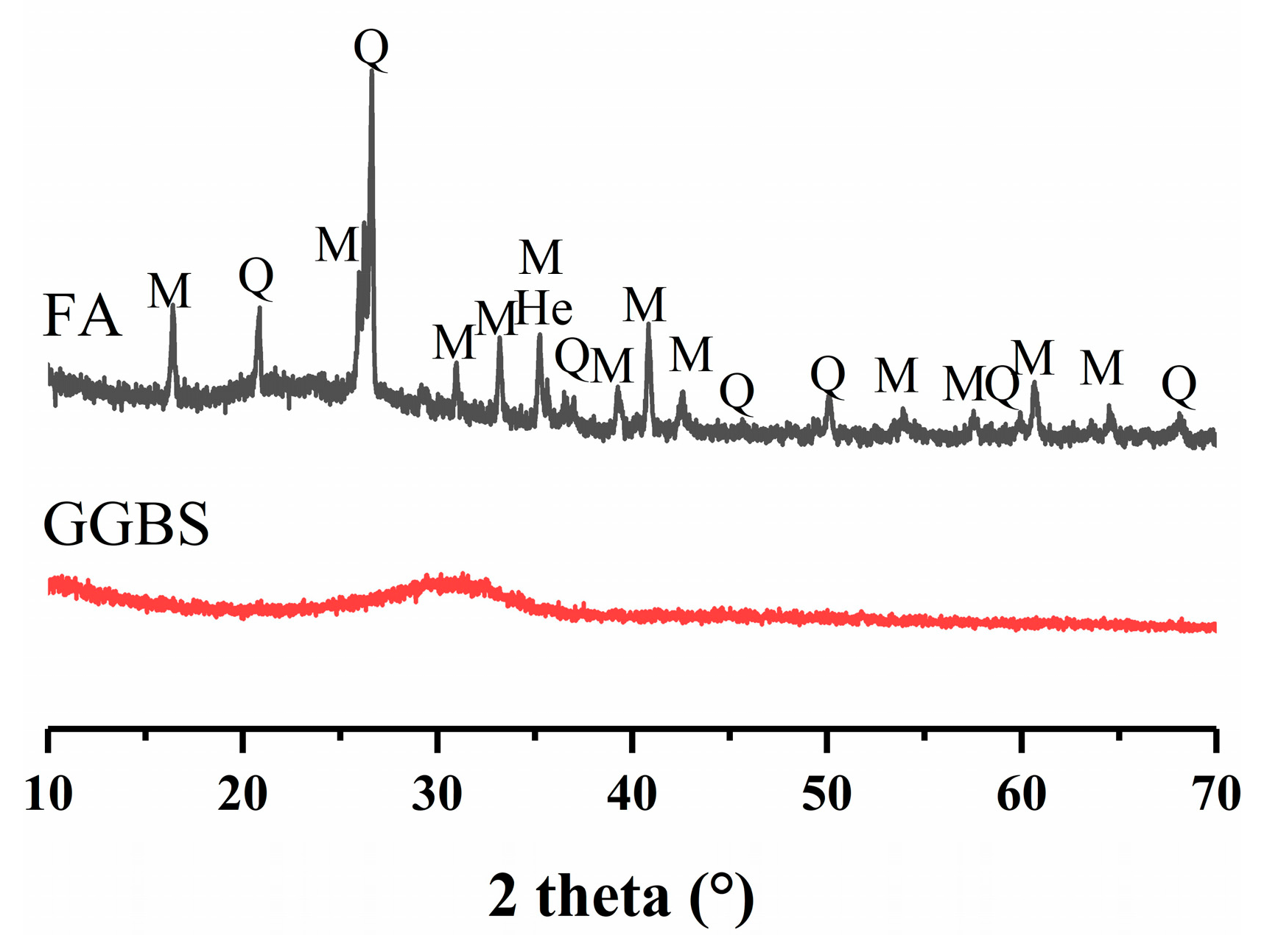
2.1. Materials
2.2. Mix Proportion Design and Slurry Preparation
2.2.1. Mixture Proportions
2.2.2. Testing Methods
- 1.
- Working performance, setting time and mechanical properties
- 2.
- Mineralogical compositions and microstructure
3. Results and Discussion
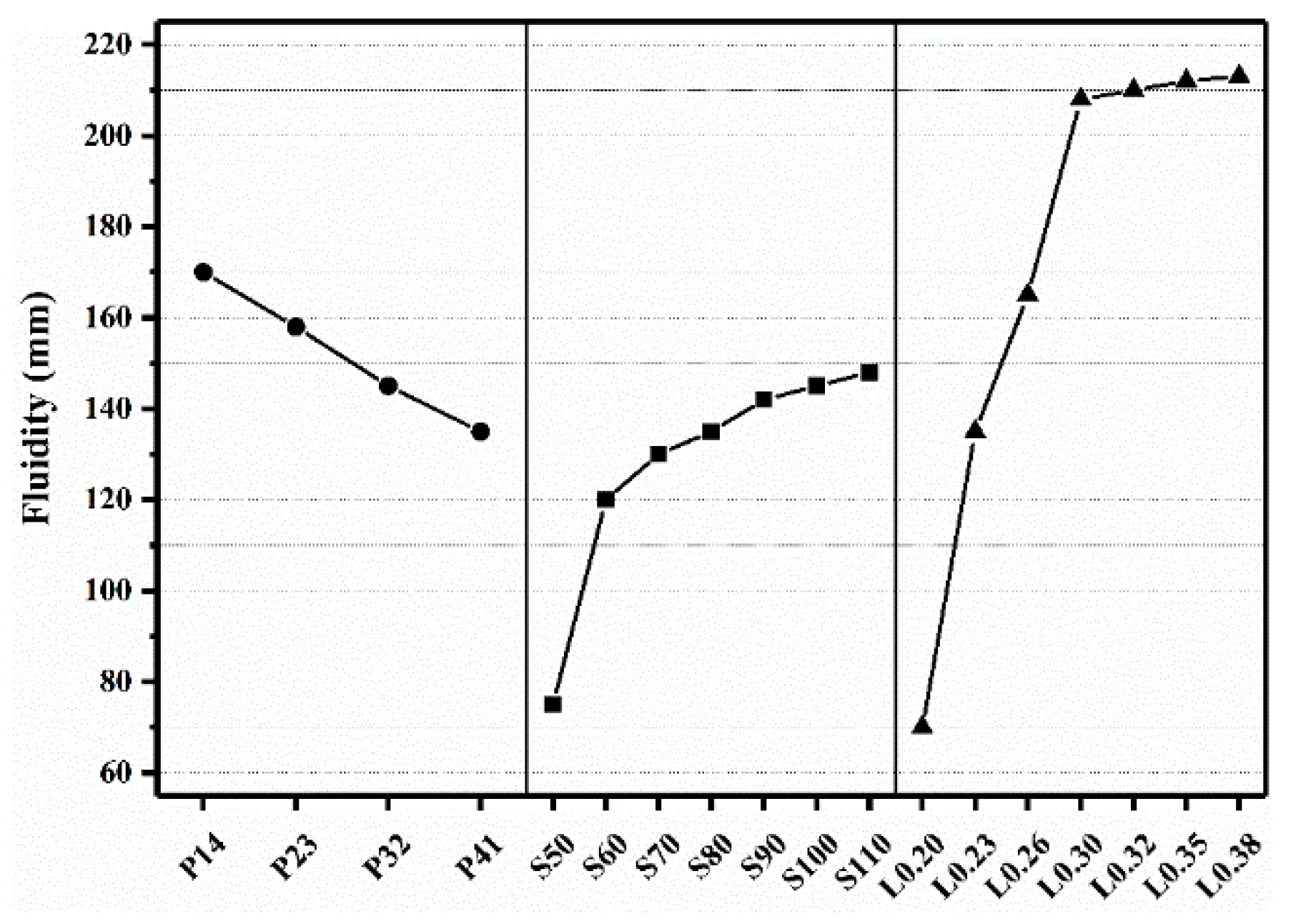
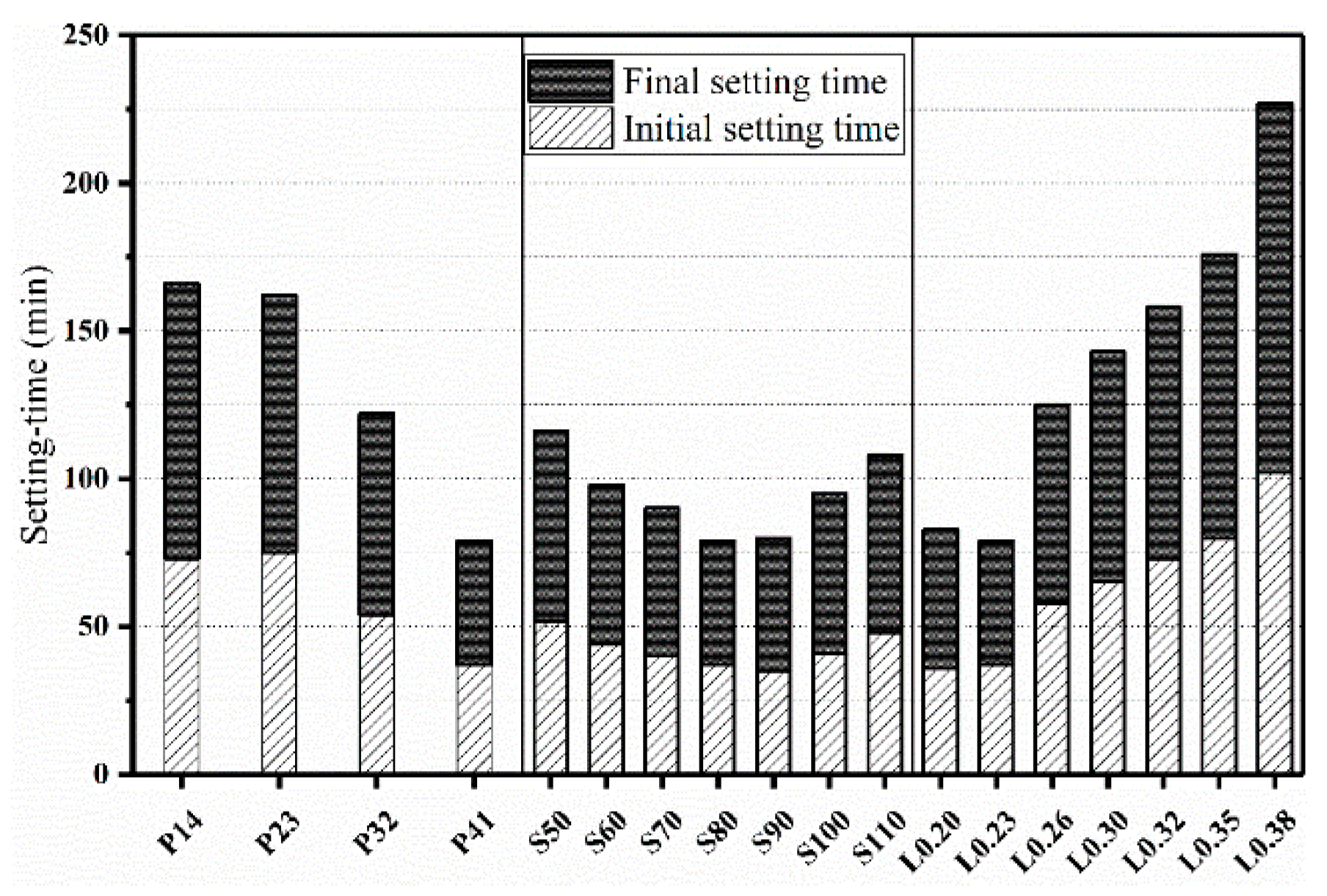
3.1. Workability
3.2. Mechanical Performance
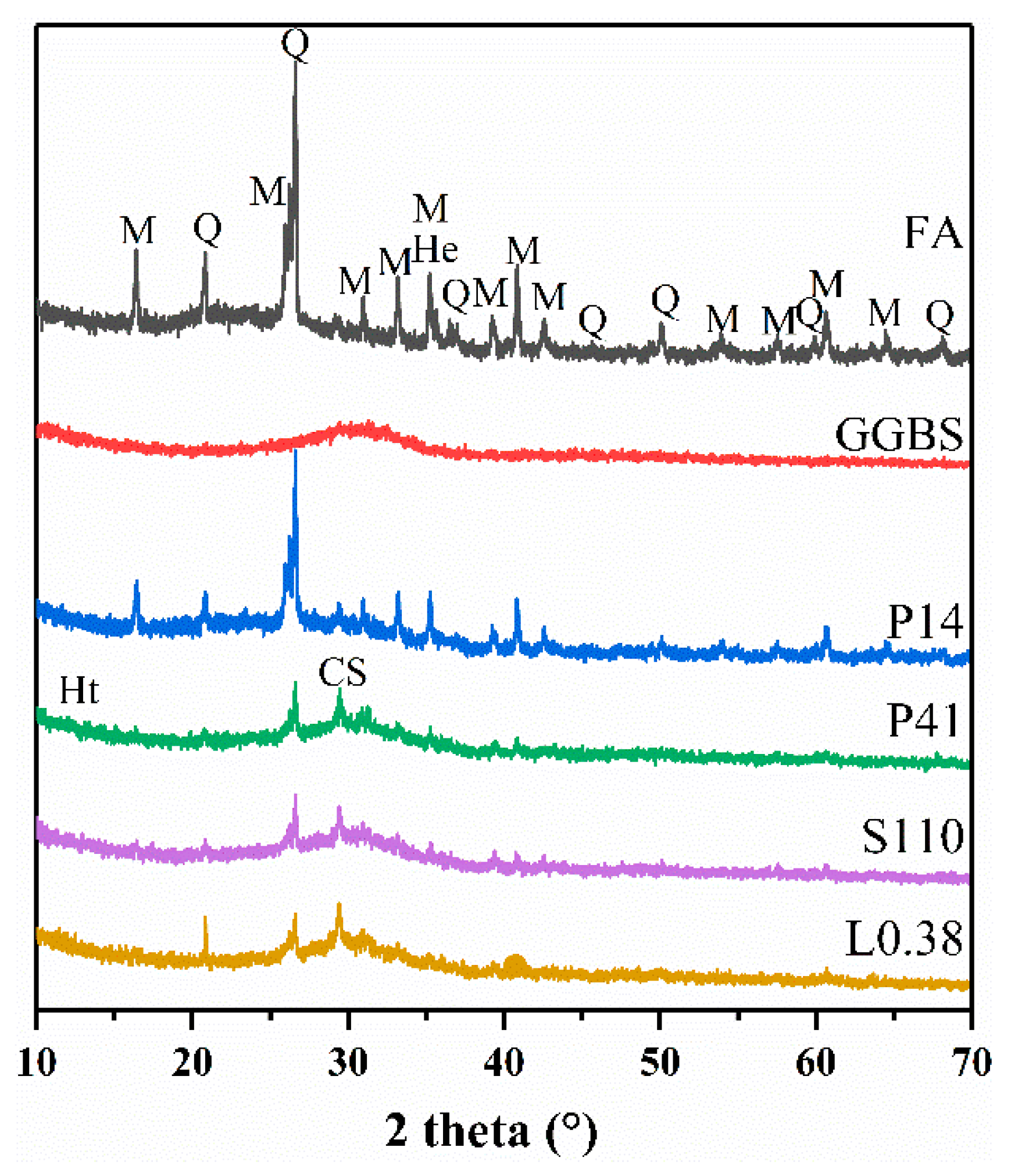
3.3. X-ray Diffraction (XRD)
3.4. Fourier Transform Infrared Spectroscopy (FTIR)
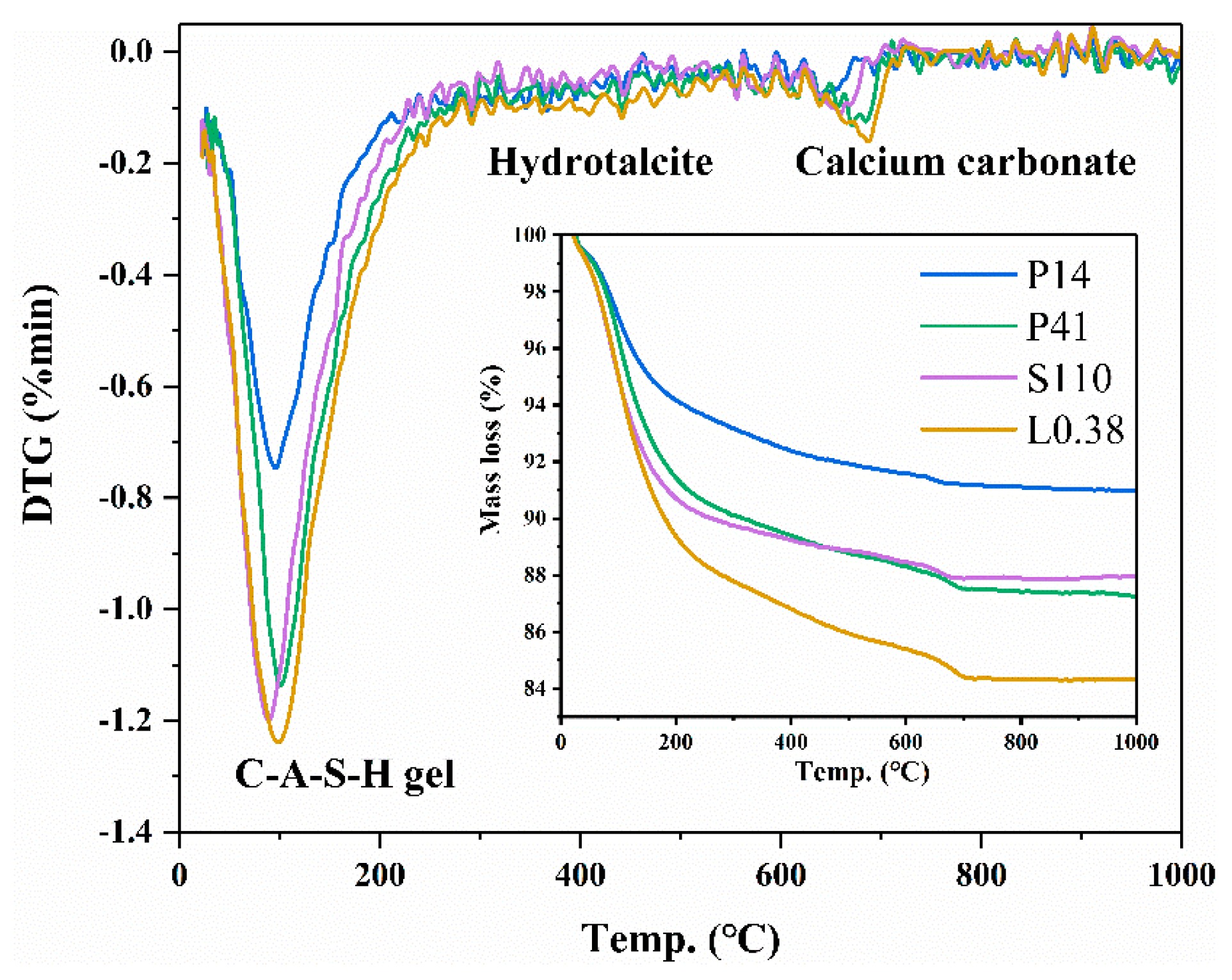
3.5. Thermogravimetry (TG/DTG)
4. Conclusions
- A higher proportion of GGBS in the precursor contributes to a shorter setting time and a higher compressive strength, which also induces a decrease in the fluidity. It is recommended that the proportion of GGBS in the precursor is higher than 60%;
- A dosage of sodium silicate within the range of 50~110 g leads to the setting time shortening, which is followed by the promotion and extension of the compressive strength promotion, and then a decline. Excessive or insufficient sodium silicate leads to the inhibition of alkali-activated reactions. On one hand, the dissolution of the precursor will be hindered; on the other hand, the formation of hydration products will be limited and there will be different optimal amounts for different precursor components. We should consider both factors in order to obtain the required cement properties;
- The performance of alkali-activated cement can be adjusted by changing the liquid–solid ratio. Within the range of 0.20~0.38, a higher liquid–solid ratio extends the setting time and improves the fluidity of the slurry, but decreases the compressive strength;
- The microscopic test shows that the main hydration product is C-A-S-H gel and that the secondary product is hydrotalcite for the mix whose precursor is mainly GGBS. The difference between them is the amount of hydration product, which can be reflected in the mass loss in TG/DTG.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shah, S.P.; Wang, K. Development of ‘green’ cement for sustainable concrete using cement kiln dust and fly ash. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004; pp. 15–23. [Google Scholar]
- Karalar, M.; Özkılıç, Y.O.; Aksoylu, C.; Sabri, M.M.S.; Beskopylny, A.N.; Stel’Makh, S.A.; Shcherban, E.M. Flexural behavior of reinforced concrete beams using waste marble powder towards application of sustainable concrete. Front. Mater. 2022, 9, 1068791. [Google Scholar] [CrossRef]
- Qaidi, S.; Al-Kamaki, Y.; Hakeem, I.; Dulaimi, A.F.; Özkılıç, Y.; Sabri, M.; Sergeev, V. Investigation of the physical-mechanical properties and durability of high-strength concrete with recycled PET as a partial replacement for fine aggregates. Front. Mater. 2023, 10, 1101146. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.P. Influence of replacing cement with waste glass on mechanical properties of concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef]
- Karalar, M.; Bilir, T.; Çavuşlu, M.; Özkiliç, Y.O.; Sabri, M.M.S. Use of recycled coal bottom ash in reinforced concrete beams as replacement for aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Qaidi, S.; Najm, H.M.; Abed, S.M.; Özkılıç, Y.O.; Al Dughaishi, H.; Alosta, M.; Milad, A. Concrete containing waste glass as an environmentally friendly aggregate: A review on fresh and mechanical characteristics. Materials 2022, 15, 6222. [Google Scholar] [CrossRef] [PubMed]
- Shcherban’, E.M.; Stel’makh, S.A.; Beskopylny, A.N.; Mailyan, L.R.; Meskhi, B.; Shilov, A.A.; Aksoylu, C. Normal-Weight Concrete with Improved Stress–Strain Characteristics Reinforced with Dispersed Coconut Fibers. Appl. Sci. 2022, 12, 11734. [Google Scholar] [CrossRef]
- Beskopylny, A.N.; Shcherban’, E.M.; Stel’makh, S.A.; Meskhi, B.; Shilov, A.A.; Varavka, V.; Karalar, M. Composition Component Influence on Concrete Properties with the Additive of Rubber Tree Seed Shells. Appl. Sci. 2022, 12, 11744. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Q.L.; Brouwers, H.J.H. Reaction kinetics, gel character and strength of ambient temperature cured alkali activated slag–fly ash blends. Constr. Build. Mater. 2015, 80, 105–115. [Google Scholar] [CrossRef] [Green Version]
- Fan, J.; Zhu, H.; Shi, J.; Li, Z.; Yang, S. Influence of slag content on the bond strength, chloride penetration resistance, and interface phase evolution of concrete repaired with alkali activated slag/fly ash. Constr. Build. Mater. 2020, 263, 120639. [Google Scholar] [CrossRef]
- Wei, W.D.; Wang, G. Research progress of alkali activated slag fly ash cementitious materials. In Comprehensive Utilization of Fly Ash; Springer: Singapore, 2008; p. 3. [Google Scholar]
- Lee, N.K.; Lee, H.K. Setting and mechanical properties of alkali-activated fly ash/slag concrete manufactured at room temperature. Constr. Build. Mater. 2013, 47, 1201–1209. [Google Scholar] [CrossRef]
- Li, Y.; Wu, Q.C. Study on alkali activated slag fly ash cement and concrete. Concr. Cem. Prod. 2000, 5, 42–43. [Google Scholar]
- Song, L.X. Study on Slag Based Polymer Pavement Repair Material; China University of Geosciences: Wuhan, China, 2018. [Google Scholar]
- Deng, X. Study on Properties of Fly Ash Based Polymer for Rapid Repair of Cement Concrete Pavement; China University of Geosciences: Wuhan, China, 2017. [Google Scholar]
- Zhang, P.; Gao, Z.; Wang, J.; Guo, J.; Hu, S.; Ling, Y. Properties of fresh and hardened fly ash/slag based geopolymer concrete: A review. J. Clean. Prod. 2020, 270, 122389. [Google Scholar] [CrossRef]
- Fang, G.; Ho, W.K.; Tu, W.; Zhang, M. Workability and mechanical properties of alkali-activated fly ash-slag concrete cured at ambient temperature. Constr. Build. Mater. 2018, 172, 476–487. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Provis, J.L.; Van Deventer, J.S.J. Time-resolved and spatially-resolved infrared spectroscopic observation of seeded nucleation controlling geopolymer gel formation. J. Colloid Interface Sci. 2011, 357, 384–392. [Google Scholar] [CrossRef]
- Matalkah, F.; Xu, L.; Wu, W.; Soroushian, P. Mechanochemical synthesis of one-part alkali aluminosilicate hydraulic cement. Mater. Struct. 2017, 50, 97. [Google Scholar] [CrossRef]
- Adesanya, E.; Ohenoja, K.; Luukkonen, T.; Kinnunen, P.; Illikainen, M. One-part geopolymer cement from slag and pretreated paper sludge. J. Clean. Prod. 2018, 185, 168–175. [Google Scholar] [CrossRef]
- Jizhong, L.; Qingxin, Z.; Jinrui, Z.; Sai, A. Microstructure and composition of hardening body of alkali slag-slag composite cementified material. J. Build. Mater. 2019, 22, 872–877. [Google Scholar]
- Fenghua, J. Study on Composition, Structure and Properties of Alkali Excited Slag Micro-Powder Cementing Materials; Xi’an University of Architecture and Technology: Xi’an, China, 2008. [Google Scholar]
- Koloušek, D.; Brus, J.; Urbanova, M.; Andertova, J.; Hulinsky, V.; Vorel, J. Preparation, structure and hydrothermal stability of alternative (sodium silicate-free) geopolymers. J. Mater. Sci. 2007, 42, 9267–9275. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Provis, J.L.; Van Deventer, J.S.J. One-part geopolymer mixes from geothermal silica and sodium aluminate. Ind. Eng. Chem. Res. 2008, 47, 9396–9405. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Provis, J.L.; Van Deventer, J.S.J. Effect of alumina release rate on the mechanism of geopolymer gel formation. Chem. Mater. 2010, 22, 5199–5208. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Provis, J.L.; van Deventer, J.S.J. The effect of silica availability on the mechanism of geopolymerisation. Cem. Concr. Res. 2011, 41, 210–216. [Google Scholar] [CrossRef]
- Feng, D.; Provis, J.L.; van Deventer, J.S.J. Thermal activation of albite for the synthesis of one-part mix geopolymers. J. Am. Ceram. Soc. 2012, 95, 565–572. [Google Scholar] [CrossRef]
- Sturm, P.; Gluth, G.J.G.; Brouwers, H.J.H.; Kühne, H.C. Synthesizing one-part geopolymers from rice husk ash. Constr. Build. Mater. 2016, 124, 961–966. [Google Scholar] [CrossRef]
- Ma, C.; Long, G.; Shi, Y.; Xie, Y. Preparation of cleaner one-part geopolymer by investigating different types of commercial sodium metasilicate in China. J. Clean. Prod. 2018, 201, 636–647. [Google Scholar] [CrossRef]
- Mengzhu, L.; Libo, B.; Qin, W.; Shen, D. Study on mechanical properties of alkali excited slag/fly ash cementifier. Compr. Util. Fly Ash 2019, 177, 49–54. [Google Scholar]
- Yang, K.H.; Song, J.K.; Ashour, A.F.; Lee, E.T. Properties of cementless mortars activated by sodium silicate. Constr. Build. Mater. 2008, 22, 1981–1989. [Google Scholar] [CrossRef] [Green Version]
- Temuujin, J.V.; Van Riessen, A.; Williams, R. Influence of calcium compounds on the mechanical properties of fly ash geopolymer pastes. J. Hazard. Mater. 2009, 167, 82–88. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A. Synthesis of heat and ambient cured one-part geopolymer mixes with different grades of sodium silicate. Ceram. Int. 2015, 41, 5696–5704. [Google Scholar] [CrossRef]
- Yang, K.H.; Song, J.K.; Lee, J.S. Properties of alkali-activated mortar and concrete using lightweight aggregates. Mater. Struct. 2010, 43, 403–416. [Google Scholar] [CrossRef]
- Oderji, S.Y.; Chen, B.; Ahmad, M.R.; Shah, S.F.A. Fresh and hardened properties of one-part fly ash-based geopolymer binders cured at room temperature: Effect of slag and alkali activators. J. Clean. Prod. 2019, 225, 1–10. [Google Scholar] [CrossRef]
- Laskar, S.M.; Talukdar, S. Preparation and tests for workability, compressive and bond strength of ultra-fine slag based geopolymer as concrete repairing agent. Constr. Build. Mater. 2017, 154, 176–190. [Google Scholar] [CrossRef]
- Nedunuri, A.S.S.S.; Muhammad, S. Fundamental understanding of the setting behaviour of the alkali activated binders based on ground granulated blast furnace slag and fly ash. Constr. Build. Mater. 2021, 291, 123243. [Google Scholar] [CrossRef]
- Zhang, Z.; Jia, Y.; Liu, J. Influence of Different Parameters on the Performance of Alkali-Activated Slag/Fly Ash Composite System. Materials 2022, 15, 2714. [Google Scholar] [CrossRef]
- Brough, A.R.; Atkinson, A. Sodium silicate-based, alkali-activated slag mortars: Part I. Strength, hydration and microstructure. Cem. Concr. Res. 2002, 32, 865–879. [Google Scholar] [CrossRef]
- Song, S.; Jennings, H.M. Pore solution chemistry of alkali-activated ground granulated blast-furnace slag. Cem. Concr. Res. 1999, 29, 159–170. [Google Scholar] [CrossRef]
- Rothstein, D.; Thomas, J.J.; Christensen, B.J.; Jennings, H.M. Solubility behavior of Ca-, S-, Al-, and Si-bearing solid phases in Portland cement pore solutions as a function of hydration time. Cem. Concr. Res. 2002, 32, 1663–1671. [Google Scholar] [CrossRef]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; Van Deventer, J.S. The role of inorganic polymer technology in the development of ‘green concrete’. Cem. Concr. Res. 2007, 37, 1590–1597. [Google Scholar] [CrossRef]
- Marjanović, N.; Komljenović, M.; Baščarević, Z.; Nikolić, V.; Petrović, R. Physical–mechanical and microstructural properties of alkali-activated fly ash–blast furnace slag blends. Ceram. Int. 2015, 41, 1421–1435. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Fernández-Jimenez, A.; De La Torre, A.G.; Palomo, A.; López-Olmo, G.; Alonso, M.M.; Aranda, M.A.G. Quantitative determination of phases in the alkali activation of fly ash. Part I. Potential ash reactivity. Fuel 2006, 85, 625–634. [Google Scholar] [CrossRef]
- Tran, V.A.; Nguyen, H.A. Evaluation on comprehensive properties and bonding performance of practical slag-fly ash blending based alkali-activated material. J. Build. Eng. 2022, 62, 105350. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Q.L.; Brouwers, H.J.H. Properties of alkali activated slag–fly ash blends with limestone addition. Cem. Concr. Compos. 2015, 59, 119–128. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Keulen, A.; Arbi, K.; Ye, G. Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cem. Concr. Res. 2017, 102, 29–40. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Yu, Q.L.; Brouwers, H.J.H. Characterization of alkali activated slag–fly ash blends containing nano-silica. Constr. Build. Mater. 2015, 98, 397–406. [Google Scholar] [CrossRef]
- Labbez, C.; Pochard, I.; Jönsson, B.; Nonat, A. CSH/solution interface: Experimental and Monte Carlo studies. Cem. Concr. Res. 2011, 41, 161–168. [Google Scholar] [CrossRef]
- Zhang, S.; Li, Z.; Ghiassi, B.; Yin, S.; Ye, G. Fracture properties and microstructure formation of hardened alkali-activated slag/fly ash pastes. Cem. Concr. Res. 2021, 144, 106447. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Zhang, Z. Effect of Na2O concentration and water/binder ratio on carbonation of alkali-activated slag/fly ash cements. Constr. Build. Mater. 2021, 269, 121258. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiO2 | Al2O3 | CaO | MgO | SO3 | Fe2O3 | MnO | TiO2 | LOI |
|---|---|---|---|---|---|---|---|---|---|
| GGBS | 30.6 | 15.5 | 36.7 | 8.9 | 2.6 | 1.1 | 0.5 | 1.0 | 1.1 |
| Fly ash | 48.2 | 33.1 | 5.1 | 1.2 | 1.0 | 5.0 | 0.1 | 0.9 | 2.8 |
| Specimen | Fly Ash | GGBS | Activator | Water |
|---|---|---|---|---|
| P14 | 280.0 | 70.0 | 80.0 | 98.9 |
| P23 | 210.0 | 140.0 | ||
| P32 | 140.0 | 210.0 | ||
| P41 | 70.0 | 280.0 | ||
| S50 | 70.0 | 280.0 | 50.0 | 92.0 |
| S60 | 60.0 | 94.3 | ||
| S70 | 70.0 | 96.0 | ||
| S90 | 90.0 | 101.2 | ||
| S100 | 100.0 | 103.5 | ||
| S110 | 110.0 | 105.8 | ||
| L0.20 | 70.0 | 280.0 | 80.0 | 86.0 |
| L0.26 | 111.8 | |||
| L0.30 | 129.0 | |||
| L0.32 | 137.6 | |||
| L0.35 | 150.5 | |||
| L0.38 | 163.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, T.; Sun, T.; Xu, F.; Ouyang, G.; Wang, H.; Yang, F.; Wang, Z. Effect of Solid Sodium Silicate on Workability, Hydration and Strength of Alkali-Activated GGBS/Fly Ash Paste. Coatings 2023, 13, 696. https://doi.org/10.3390/coatings13040696
Dong T, Sun T, Xu F, Ouyang G, Wang H, Yang F, Wang Z. Effect of Solid Sodium Silicate on Workability, Hydration and Strength of Alkali-Activated GGBS/Fly Ash Paste. Coatings. 2023; 13(4):696. https://doi.org/10.3390/coatings13040696
Chicago/Turabian StyleDong, Tingkai, Tao Sun, Fang Xu, Gaoshang Ouyang, Hongjian Wang, Fan Yang, and Ziyan Wang. 2023. "Effect of Solid Sodium Silicate on Workability, Hydration and Strength of Alkali-Activated GGBS/Fly Ash Paste" Coatings 13, no. 4: 696. https://doi.org/10.3390/coatings13040696