Effects of Surface Modification and Heat Treatment on the Storage and Application Properties of Waterborne Zinc-Based Paint

Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Waterborne Zinc-Based Paints
2.3. Characterization Methods
3. Results and Discussion
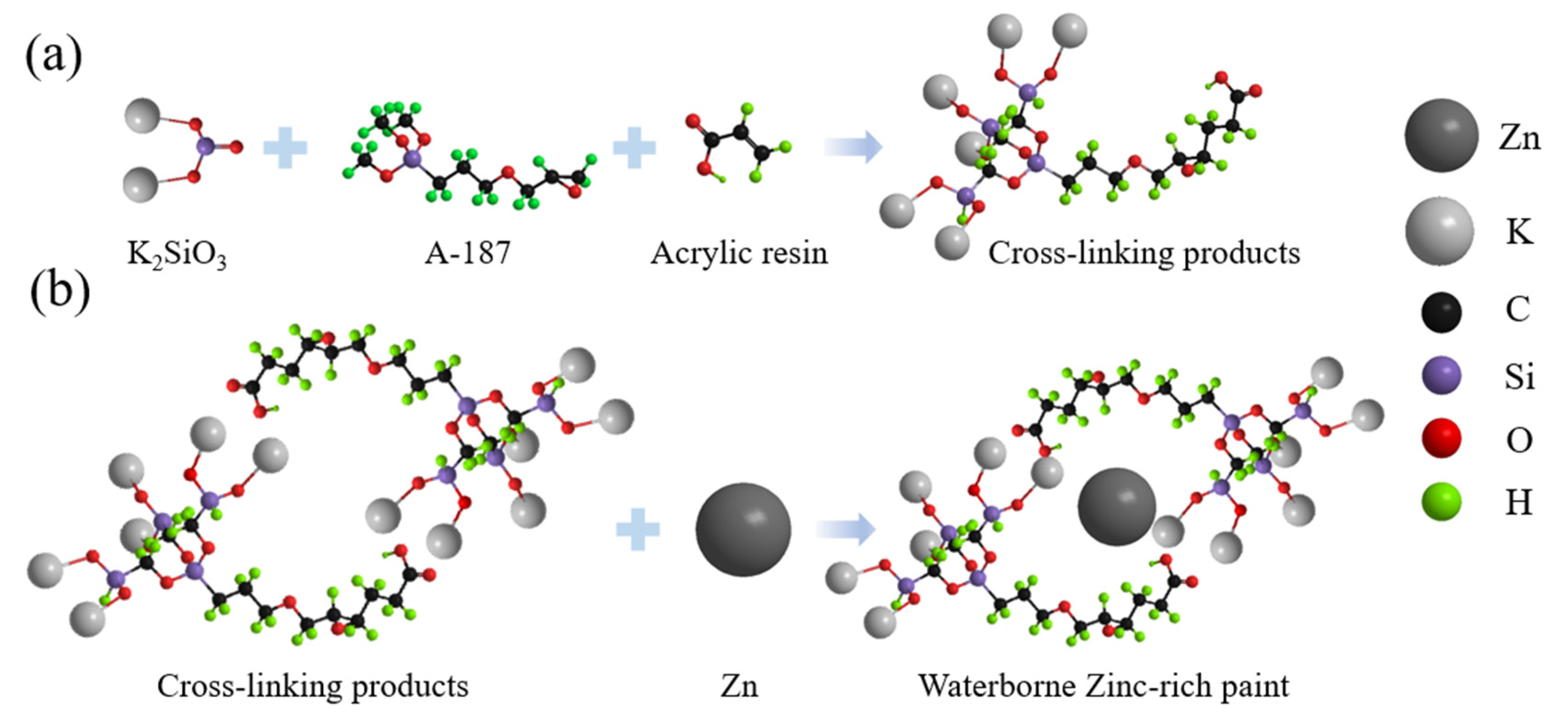
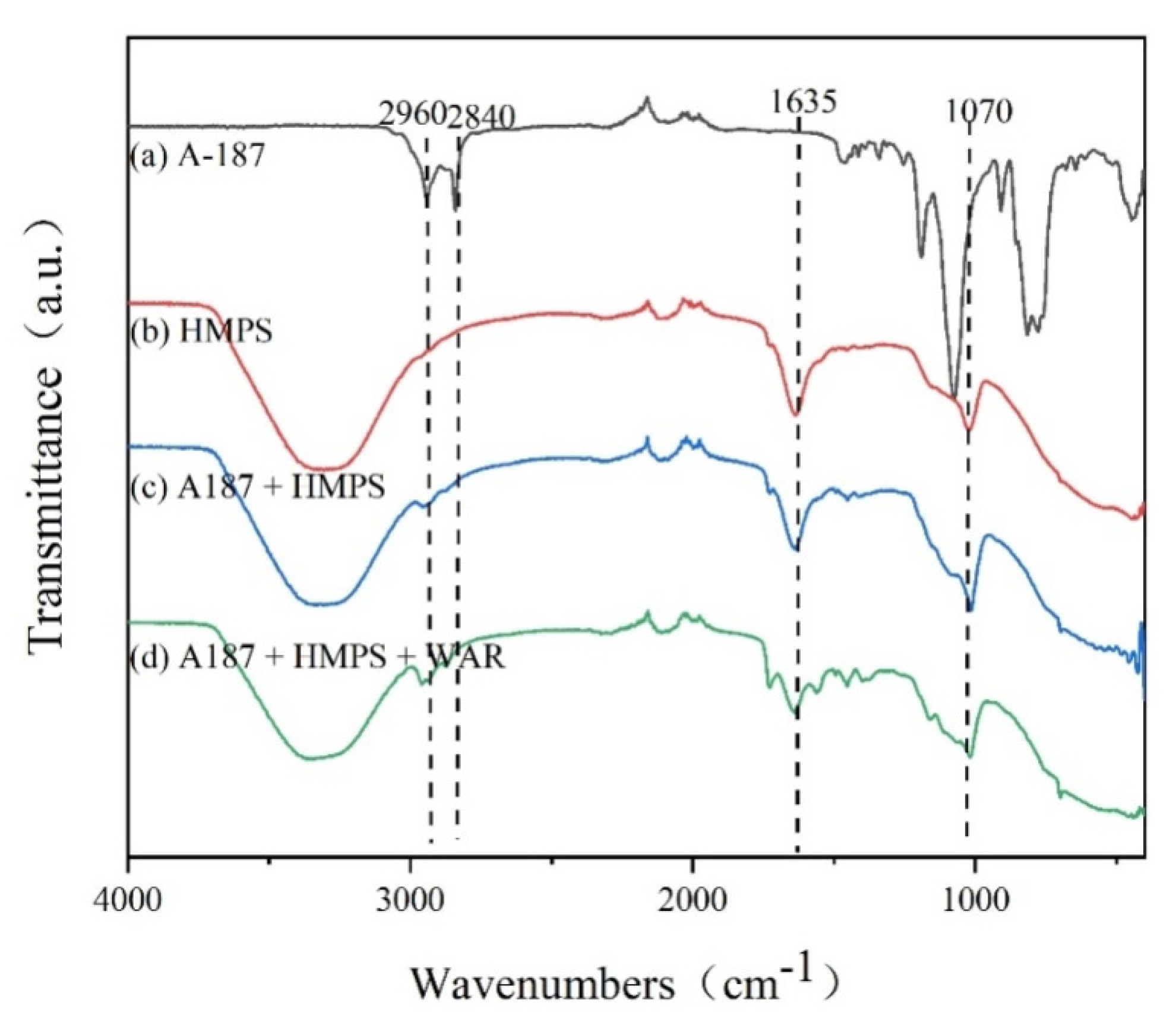
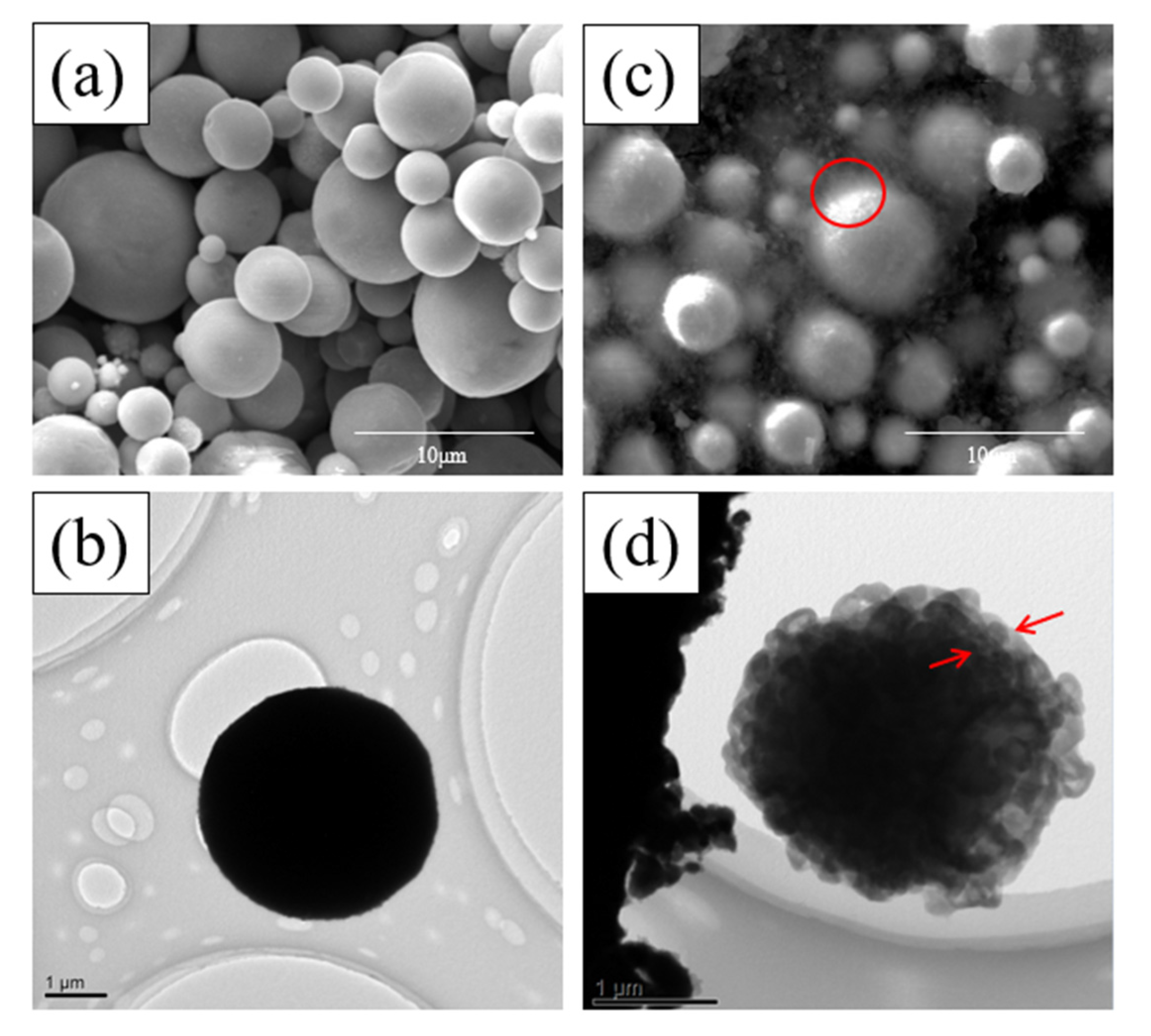
3.1. Waterborne Zinc-Based Paint
3.2. Storage Stability
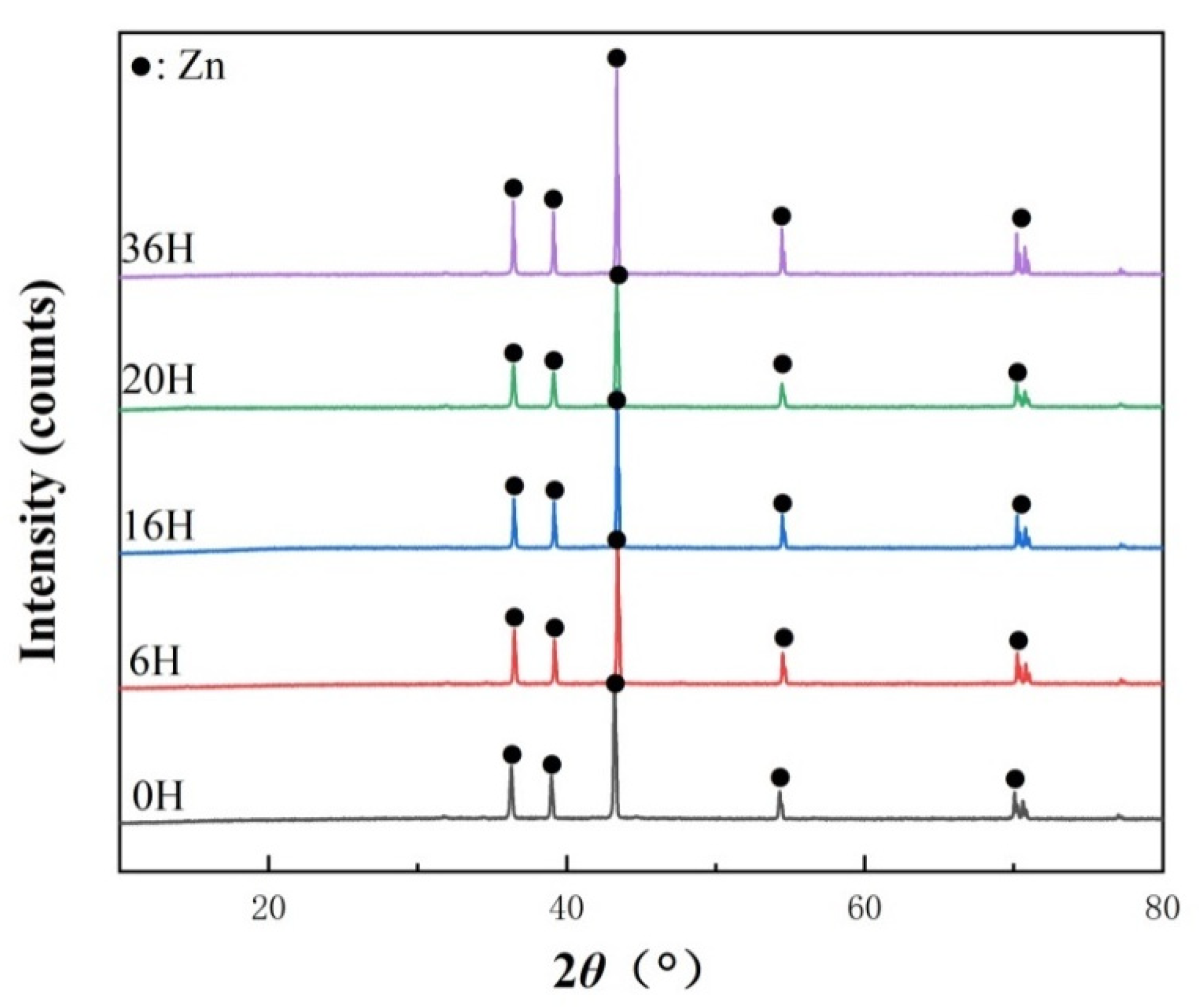
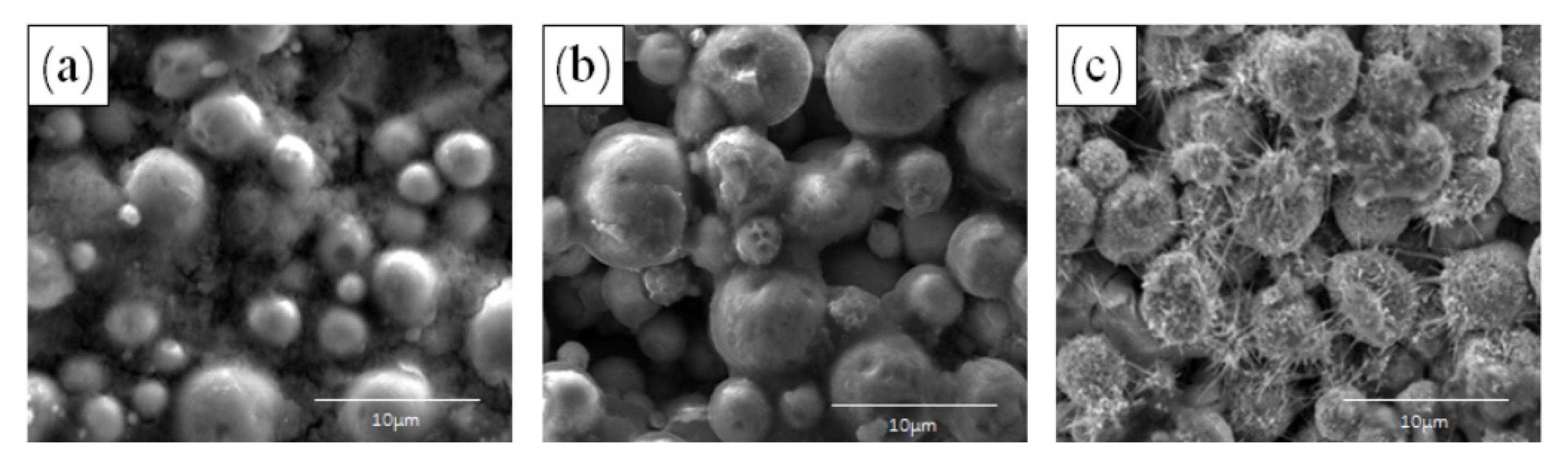
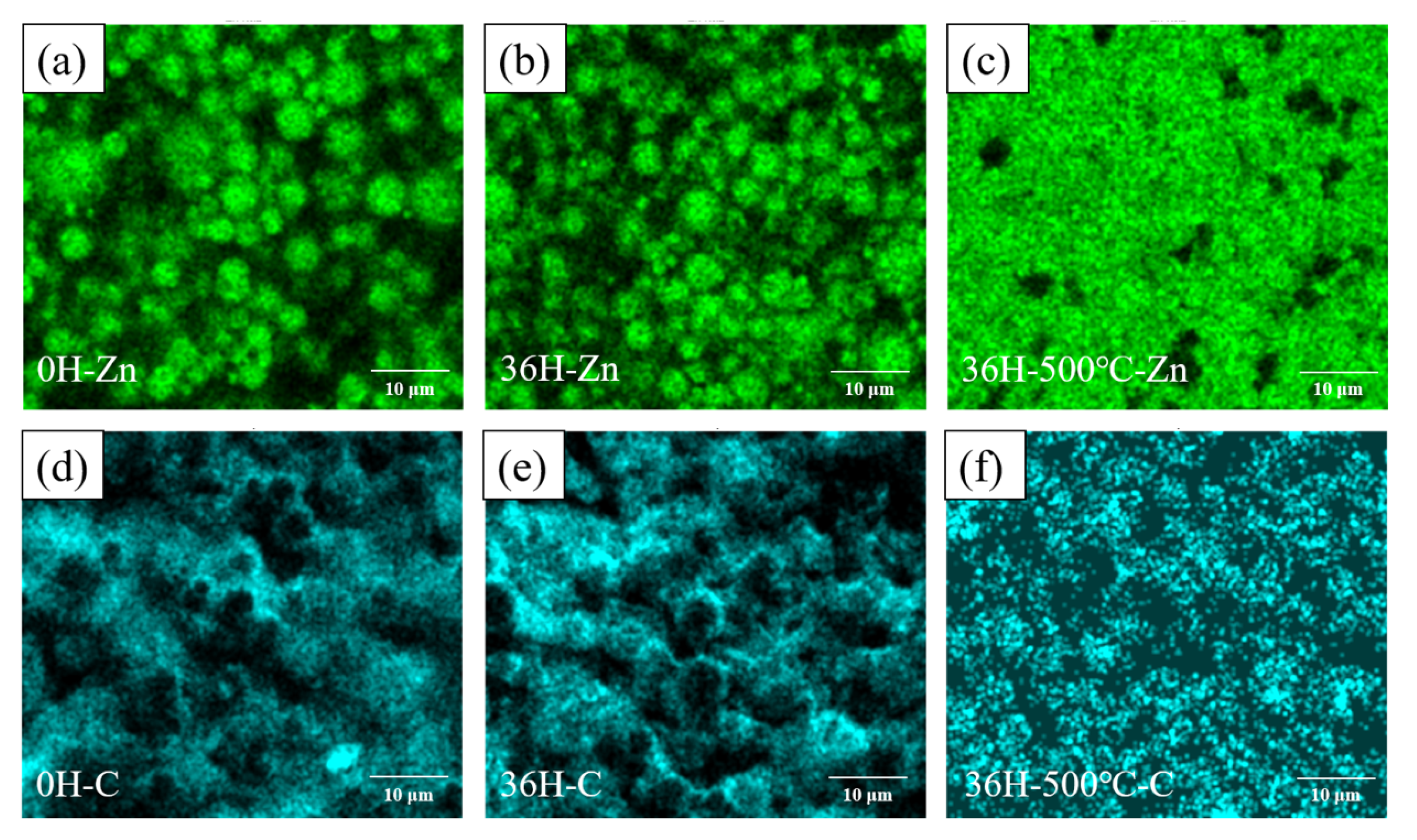
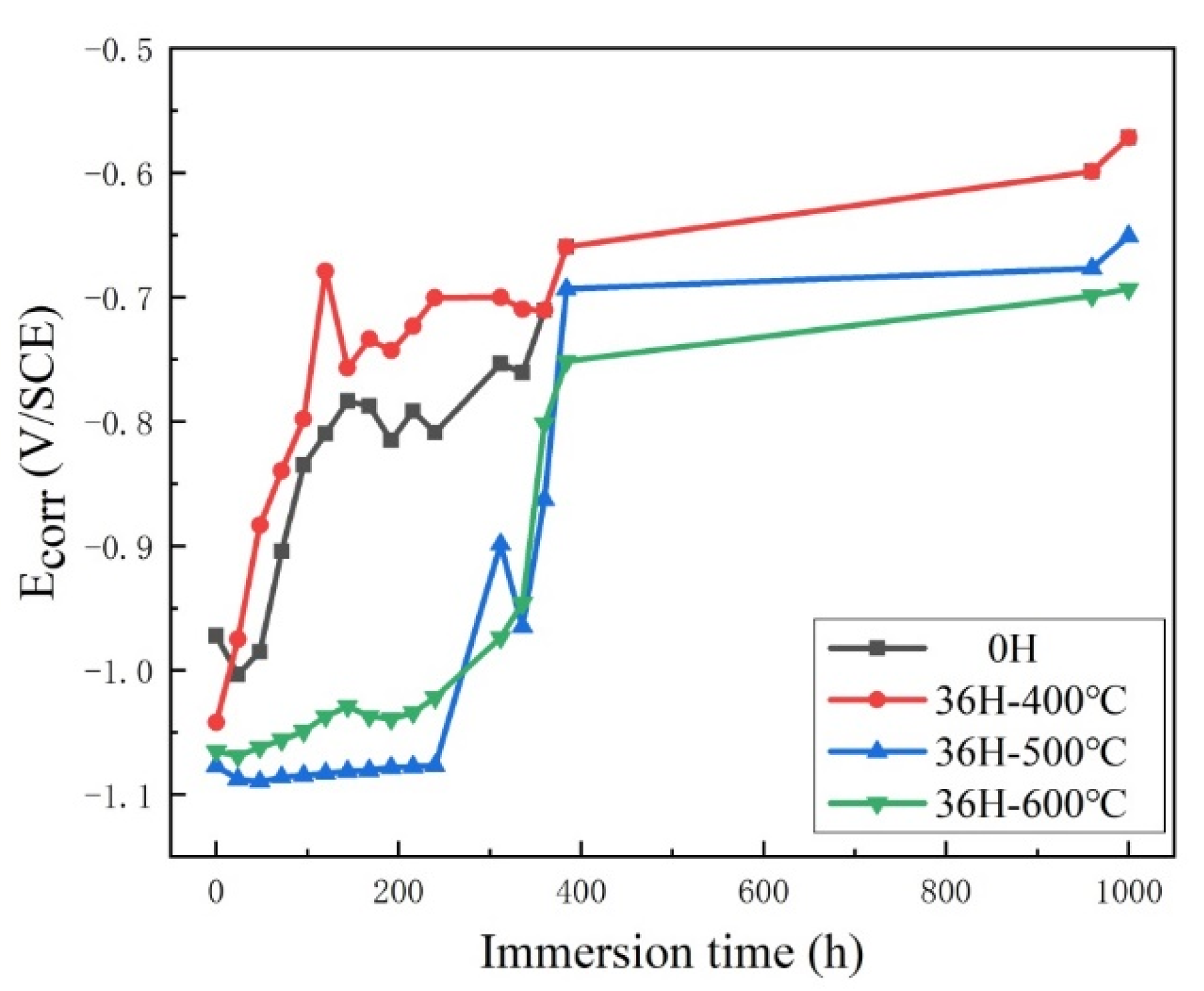
3.3. Effect of Post-Heating Treatment on the Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ban, C.-L.; He, Y.-D.; Shao, X.; Du, J.; Wang, L.-P. Effect of chemical plating Zn on DC-etching behavior of Al foil in HCl-H2SO4. Trans. Nonferrous Met. Soc. China 2013, 23, 3650–3657. [Google Scholar] [CrossRef]
- Devaraj, S.; Anand, B.; Gibbons, M.; McDonald, A.; Chandra, S. Thermal spray deposition of aluminum and zinc coatings on thermoplastics. Surf. Coat. Technol. 2020, 399, 126114. [Google Scholar] [CrossRef]
- Xu, L.; Liu, F.C.; Wang, Z.Y.; Ke, W.; Han, E.H. The effect of surface modification of zinc particles with phosphoric acid on the corrosion resistance of cold galvanizing coatings. Prog. Org. Coat. 2018, 114, 90–101. [Google Scholar] [CrossRef]
- Wang, Y.B.; Wang, Y.Z.; Chen, K.; Jin, H.J. Slip factor of high strength steel with inorganic zinc-rich coating. Thin Wall Struct. 2020, 148, 106509. [Google Scholar] [CrossRef]
- Prosek, T.; Nazarov, A.; Bexell, U.; Thierry, D.; Serak, J. Corrosion mechanism of model zinc–magnesium alloys in atmospheric conditions. Corros. Sci. 2008, 50, 2216–2231. [Google Scholar] [CrossRef]
- Sørensen, P.A.; Kiil, S.; Dam-Johansen, K.; Weinell, C.E. Anticorrosive Coatings: A Review. J. Coat. Technol. Res. 2009, 6, 135–176. [Google Scholar] [CrossRef]
- Park, S.; Shon, M. Effects of Multi-Walled Carbo Nano Tubes on Corrosion Protection of Zinc Ric Epoxy Resin Coating. J. Ind. Eng. Chem. 2015, 21, 1258–1264. [Google Scholar] [CrossRef]
- Kakaei, M.N.; Danaee, I.; Zaarei, D. Evaluation of cathodic protection behavior of waterborne inorganic zinc-rich silicates containing various contents of MIO pigments. Anti-Corros. Methods Mater. 2013, 60, 37–44. [Google Scholar] [CrossRef]
- Parashar, G.; Bajpayee, M.; Kamani, P.K. Water-borne non-toxic high-performance inorganic silicate coatings. Surf. Coat. Int. Part B Coat. Trans. 2003, 86, 209–216. [Google Scholar] [CrossRef]
- Li, S.; Ding, J.; Shawgi, N.; Qi, S. Effect of organic montmorillonite on the performance of modified waterborne potassium silicate zinc-rich anti-corrosion coating. Res. Chem. Intermed. 2016, 42, 3507–3521. [Google Scholar] [CrossRef]
- Jagtap, R.N.; Patil PP Hassan, S.Z. Effect of zinc oxide in combating corrosion in zinc-rich primer. Prog. Org. Coat. 2008, 63, 389–394. [Google Scholar] [CrossRef]
- Shen, L.; Li, Y.; Zhao, W.J.; Miao, L.J.; Xie, W.P. Corrosion Protection of Graphene-Modified Zinc-Rich Epoxy Coatings in Dilute NaCl Solution. ACS Appl. Nano Mater. 2019, 2, 180–190. [Google Scholar] [CrossRef]
- Cheng, L.H.; Liu, C.L.; Han, D.J.; Ma, S.H.; Guo, W.H. Effect of graphene on corrosion resistance of waterborne inorganic zinc-rich coatings. J. Alloys Compd. 2019, 774, 255–264. [Google Scholar] [CrossRef]
- Praveen, B.M.; Venkatesha, T.V.; Naika, Y.A.; Prashantha, K. Corrosion studies of carbon nanotubes–Zn composite coating. Surf. Coat. Technol. 2007, 201, 5836–5842. [Google Scholar] [CrossRef]
- Zhu, L.; Zhang, H.; Li, W.; Liu, H. Investigation of zinc powder modified by ultrasonic impregnation of rare earth lanthanum. Appl. Surf. Sci. 2007, 253, 9443–9449. [Google Scholar] [CrossRef]
- Bastos, A.C.; Zheludkevich, M.L.; Klueppel, I. Modification of zinc powder to improve the corrosion resistance of weldable primers. Prog. Org. Coat. 2010, 69, 184–192. [Google Scholar] [CrossRef]
- Alipour, K.; Nasirpouri, F. Smart anti-corrosion self-healing zinc metal-based molybdate functionalized-mesoporous-silica (MCM-41) nanocomposite coatings. RSC Adv. 2017, 7, 51879–51887. [Google Scholar] [CrossRef] [Green Version]
- Wu, S.L.; Shi, T.J.; Zhang, L.Y. Latex Co-Coagulation Approach to Fabrication of Polyurethane/Graphene Nanocomposites with Improved Electrical Conductivity, Thermal Conductivity and Barrier Property. J. Appl. Polym. Sci. 2016, 133, 43117. [Google Scholar] [CrossRef]
- Meng, Q.; Jin, J.; Wang, R.; Kuan, H.-C.; Ma, J.; Kawashima, N.; Michelmore, A.; Zhu, S.; Wang, C.H. Processable 3-nm Thick Graphene Platelets of High Electrical Conductivity and their Epoxy Composites. Nanotechnology 2014, 25, 125707. [Google Scholar] [CrossRef]
- Hausbrand, R.; Stratman, M.; Rohwerder, M. Corrosion of zinc-magnesium coatings:Mechanism of paint delamination. Corros. Sci. 2009, 51, 2107–2114. [Google Scholar] [CrossRef]
- Yun, T.H.; Park, J.H.; Kim, J.S.; Park, J.M. Effect of the surface modification of zinc powders with organosilanes on the corrosion resistance of a zinc pigmented organic coating. Prog. Org. Coat. 2014, 77, 1780–1788. [Google Scholar] [CrossRef]
- Akbarinezhad, E.; Ebrahimi, M.; Sharif, F.; Attar, M.M.; Faridi, H.R. Synthesis and evaluating corrosion protection effects of emeraldine base PAni/clay nanocomposite as a barrier pigment in zinc-rich ethyl silicate primer. Prog. Org. Coat. 2011, 70, 39–44. [Google Scholar] [CrossRef]
- Matsuda, H.; Miyata, A.; Ishikawa, K. Silane-Functionized Acrylic Primer Composition. U.S. Patent 6646048, 11 November 2003. [Google Scholar]
- Marcano, D.C.; Kosynkin, D.V.; Berlin, J.M.; Sinitskii, A.; Sun, Z.Z. Improved synthesis of graphene oxide. ACS Nano 2010, 4, 4806–4814. [Google Scholar] [CrossRef] [PubMed]
- Abreu, C.M.; Izquierdo, M.; Keddam, M.; Nóvoa, X.R.; Takenouti, H. Electrochemical behaviour of zinc-rich epoxy paints in 3% NaCl solution. Electrochim. Acta 1996, 41, 2405–2415. [Google Scholar] [CrossRef]
- Meroufel, A.; Touzain, S. EIS characterisation of new zinc-rich powder coatings. Prog. Org. Coat. 2007, 59, 197–205. [Google Scholar] [CrossRef]
- Murugan, V.K.; Jia, Z.; Syaranamual, G.J.; Gan, C.L.; Huang, Y.; Chen, Z. An in-vestigation into different nickel and nickel–phosphorus stacked thin coatings for the corrosion protection of electrical contacts. Surf. Coat. Technol. 2016, 300, 95–103. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Storage Time/h | Outflow Time/s | State |
|---|---|---|
| 0 | 25 | Normal |
| 6 | 25 | Normal |
| 16 | 25 | Normal |
| 20 | 26 | Normal |
| 36 | 30 | Normal |
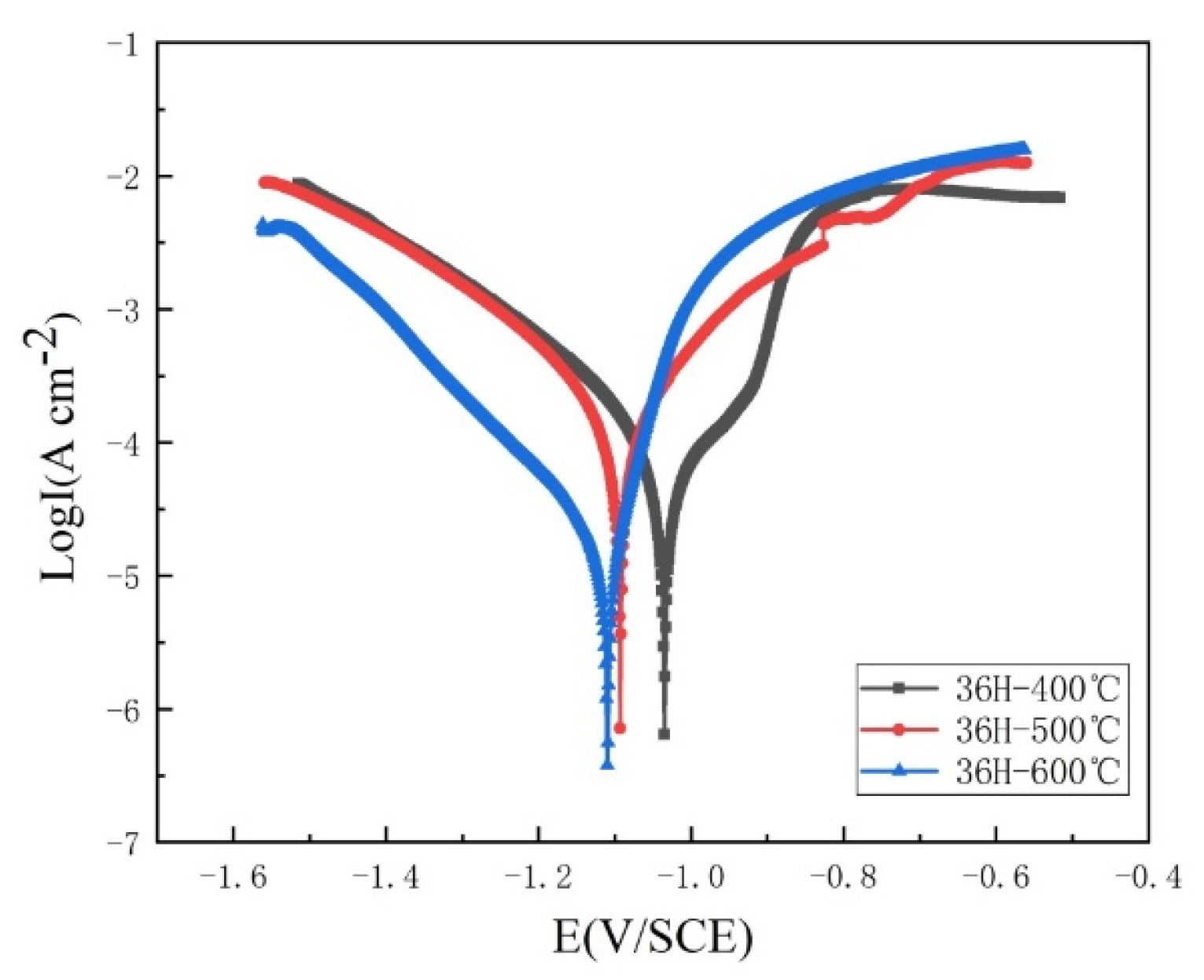
| Icorr/A cm−2 | Corrosion Potential (V) | Rp/Ω cm2 | |
|---|---|---|---|
| 36H-400 °C | 7.93 × 10−5 | −1.04 | 420.1 |
| 36H-500 °C | 1.45 × 10−4 | −1.09 | 227.7 |
| 36H-600 °C | 1.92 × 10−5 | −1.11 | 1113.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Zhou, Y.; Li, Q.; Yin, Y.; Zhang, W.; Wang, N. Effects of Surface Modification and Heat Treatment on the Storage and Application Properties of Waterborne Zinc-Based Paint. Coatings 2023, 13, 652. https://doi.org/10.3390/coatings13030652
Liu L, Zhou Y, Li Q, Yin Y, Zhang W, Wang N. Effects of Surface Modification and Heat Treatment on the Storage and Application Properties of Waterborne Zinc-Based Paint. Coatings. 2023; 13(3):652. https://doi.org/10.3390/coatings13030652
Chicago/Turabian StyleLiu, Liran, Yangtao Zhou, Qingpeng Li, Yuejun Yin, Wei Zhang, and Na Wang. 2023. "Effects of Surface Modification and Heat Treatment on the Storage and Application Properties of Waterborne Zinc-Based Paint" Coatings 13, no. 3: 652. https://doi.org/10.3390/coatings13030652