
Direct Energy Depositions of a 17-4 PH Stainless Steel: Geometrical and Microstructural Characterizations

Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion of Results
5. Conclusions
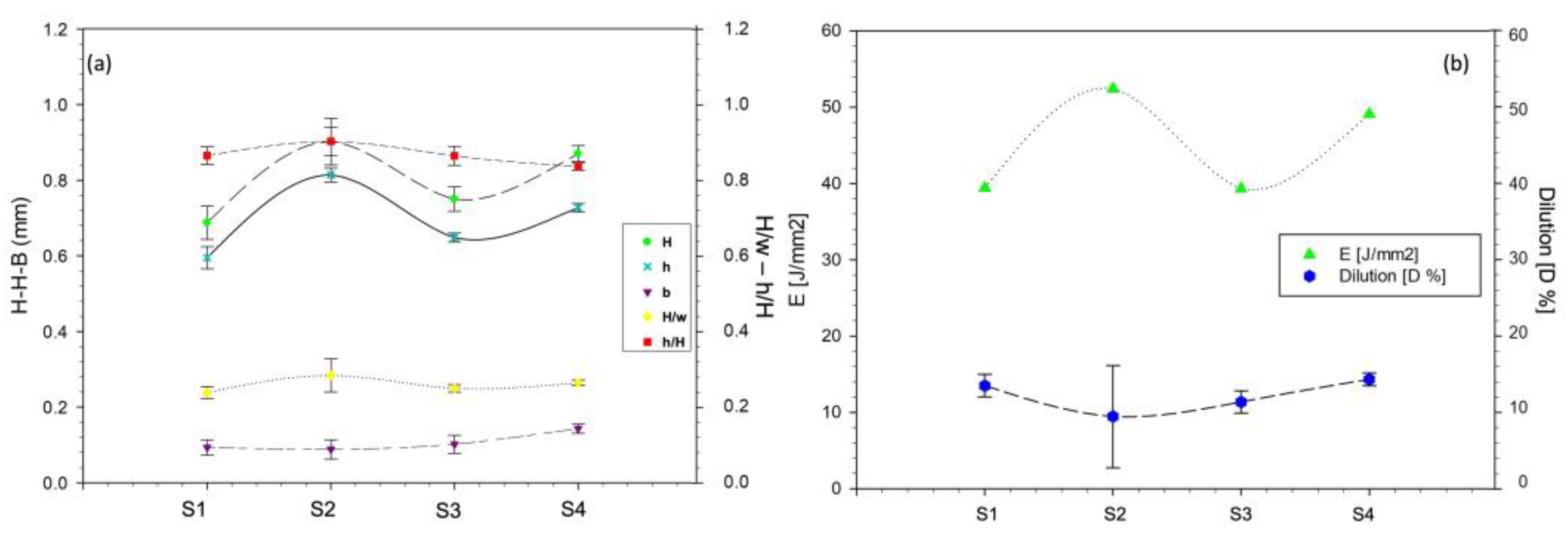
- The measured geometrical features were directly correlated with the process parameters and the laser energy input (E): the higher the laser energy input, the better the dilution of the clad.
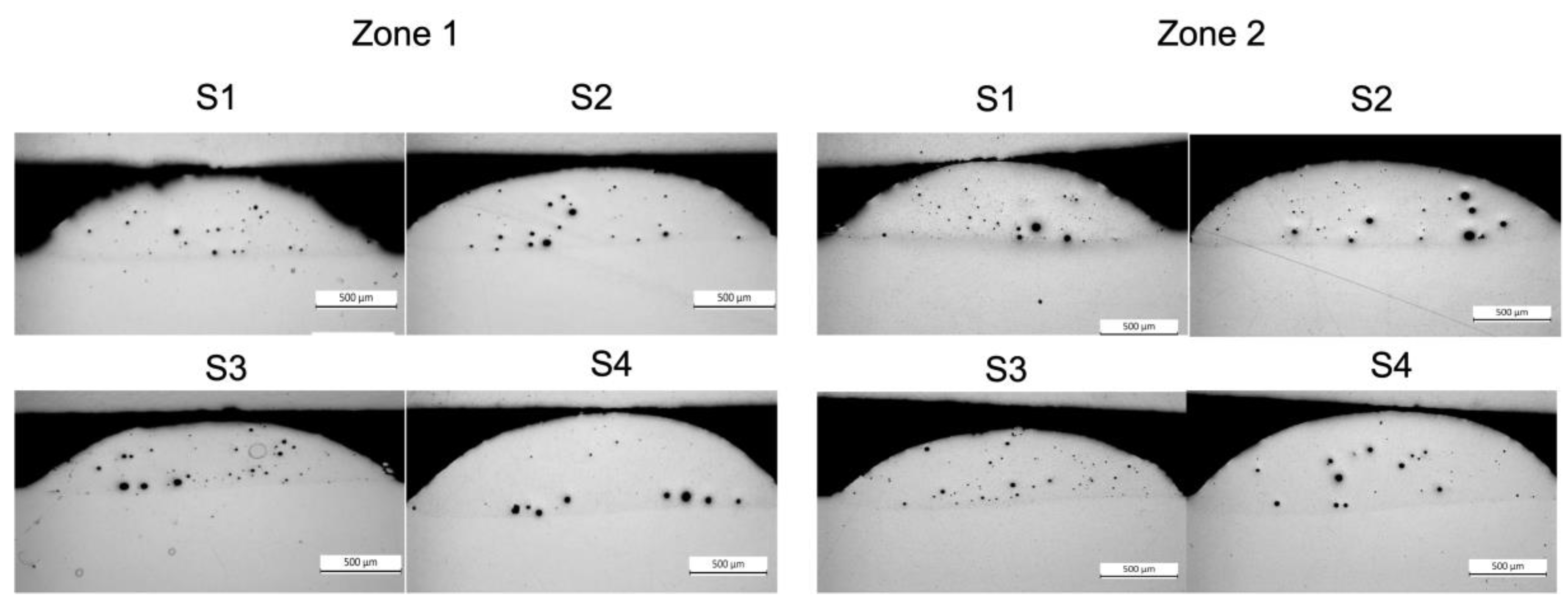
- Porosities were identified across all samples, regardless of the investigated process parameters. Porosity was quantitatively evaluated by image analysis, and the density of the clad concerning the employed sets of deposition was estimated. More than 99.1% of the theoretical full-density material was reached with a 0.9% maximum porosity. These results show that the adopted parameters can perform a highly dense part with less than 1% of pores across the deposited tracks.
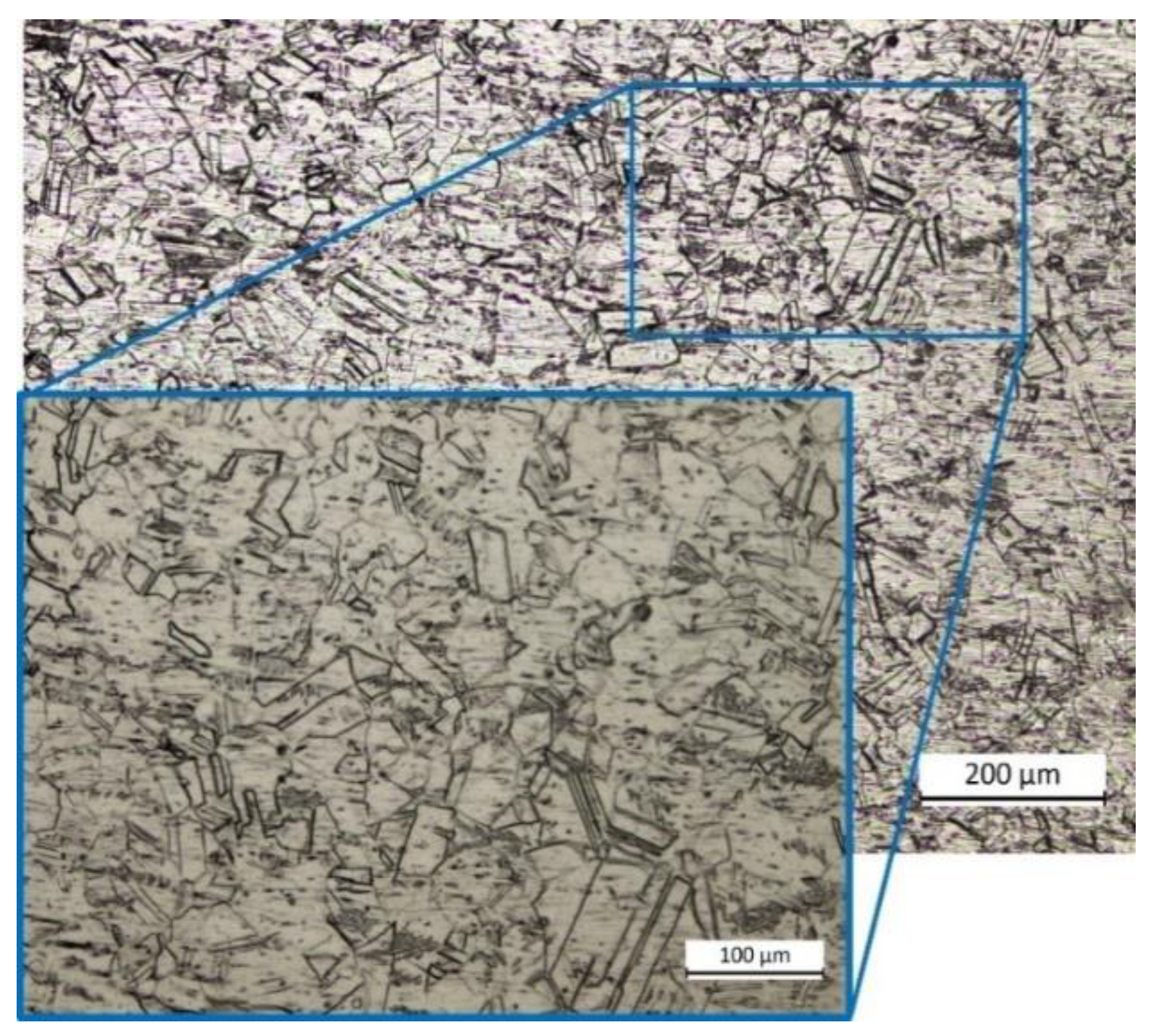
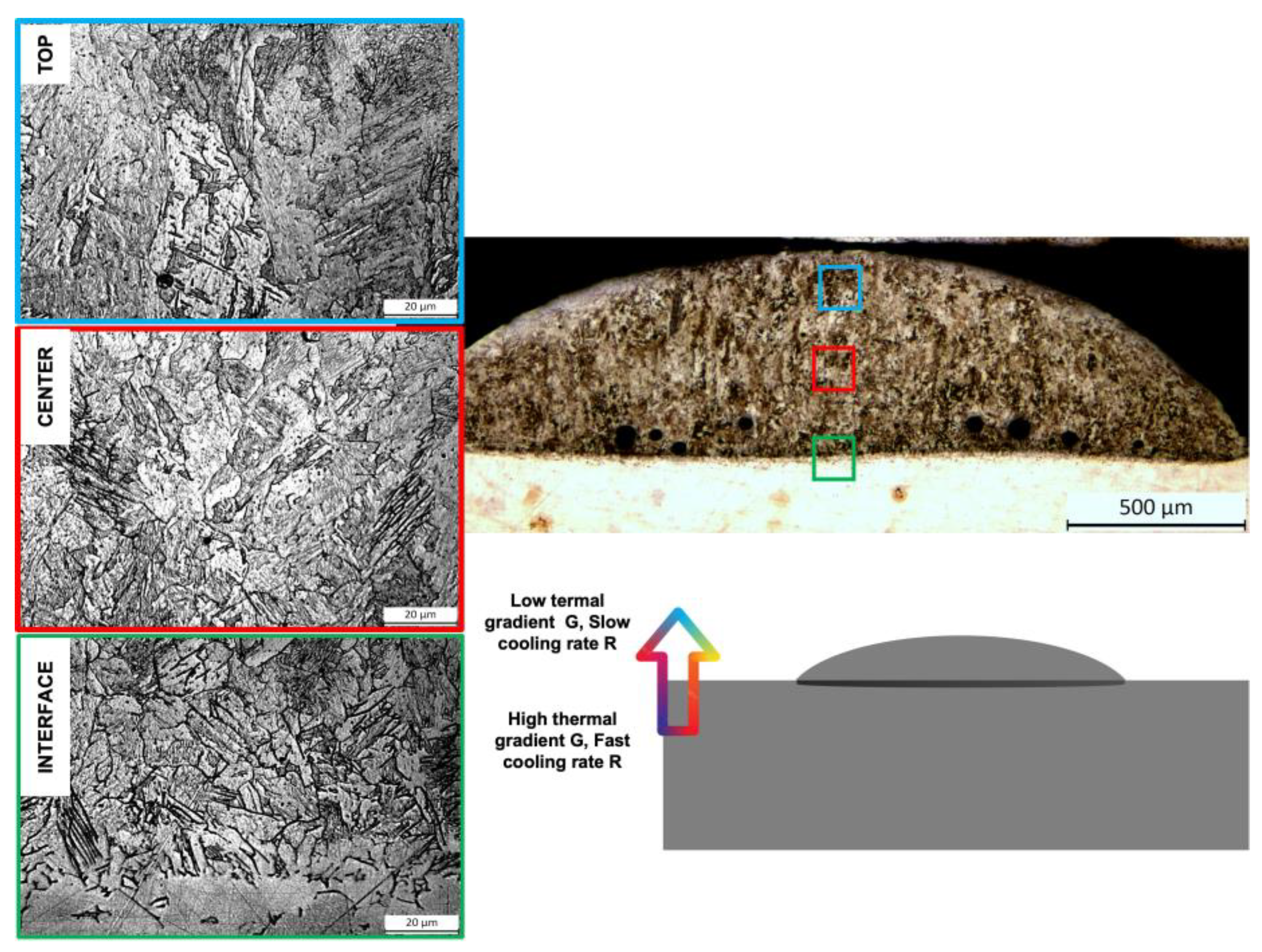
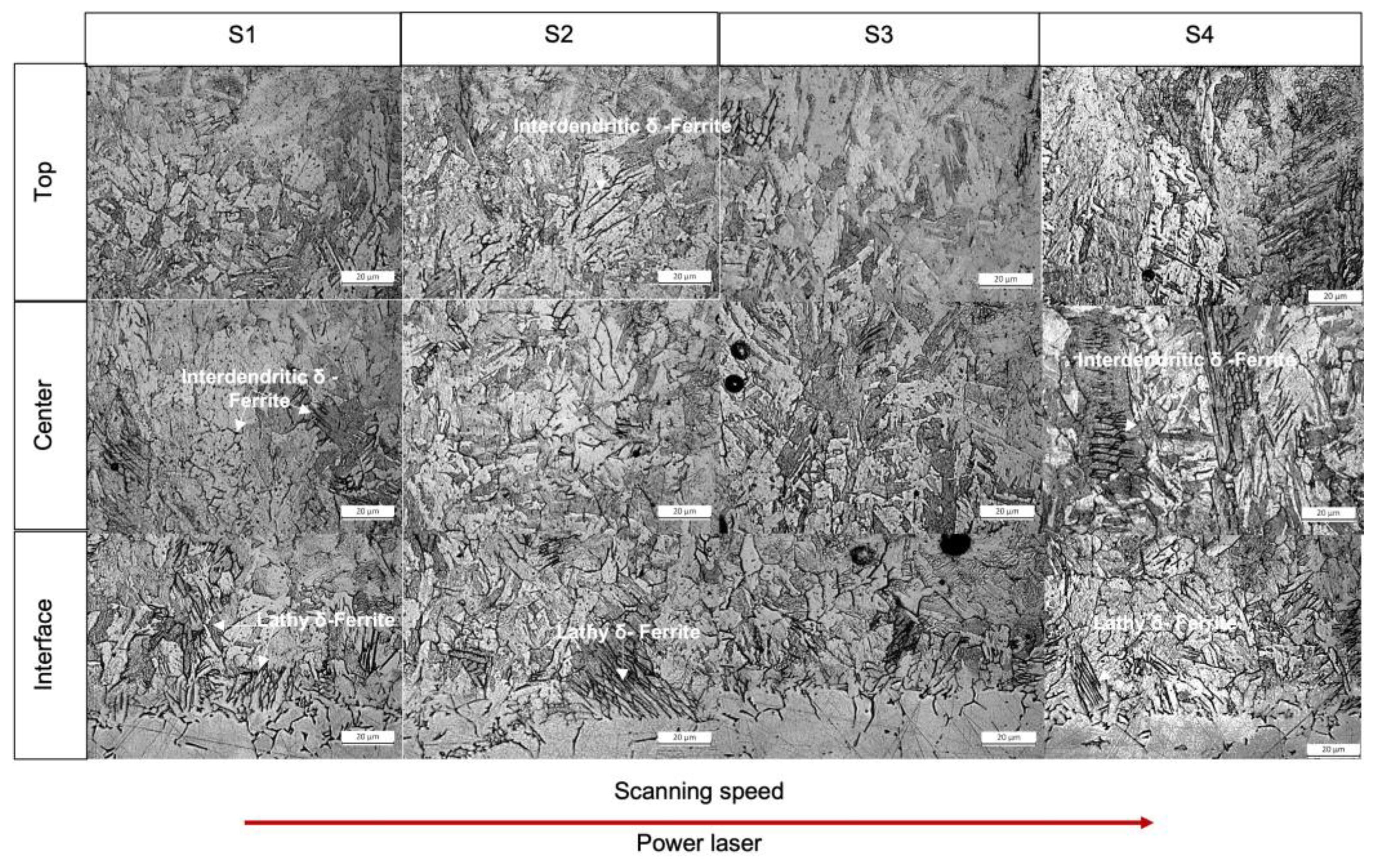
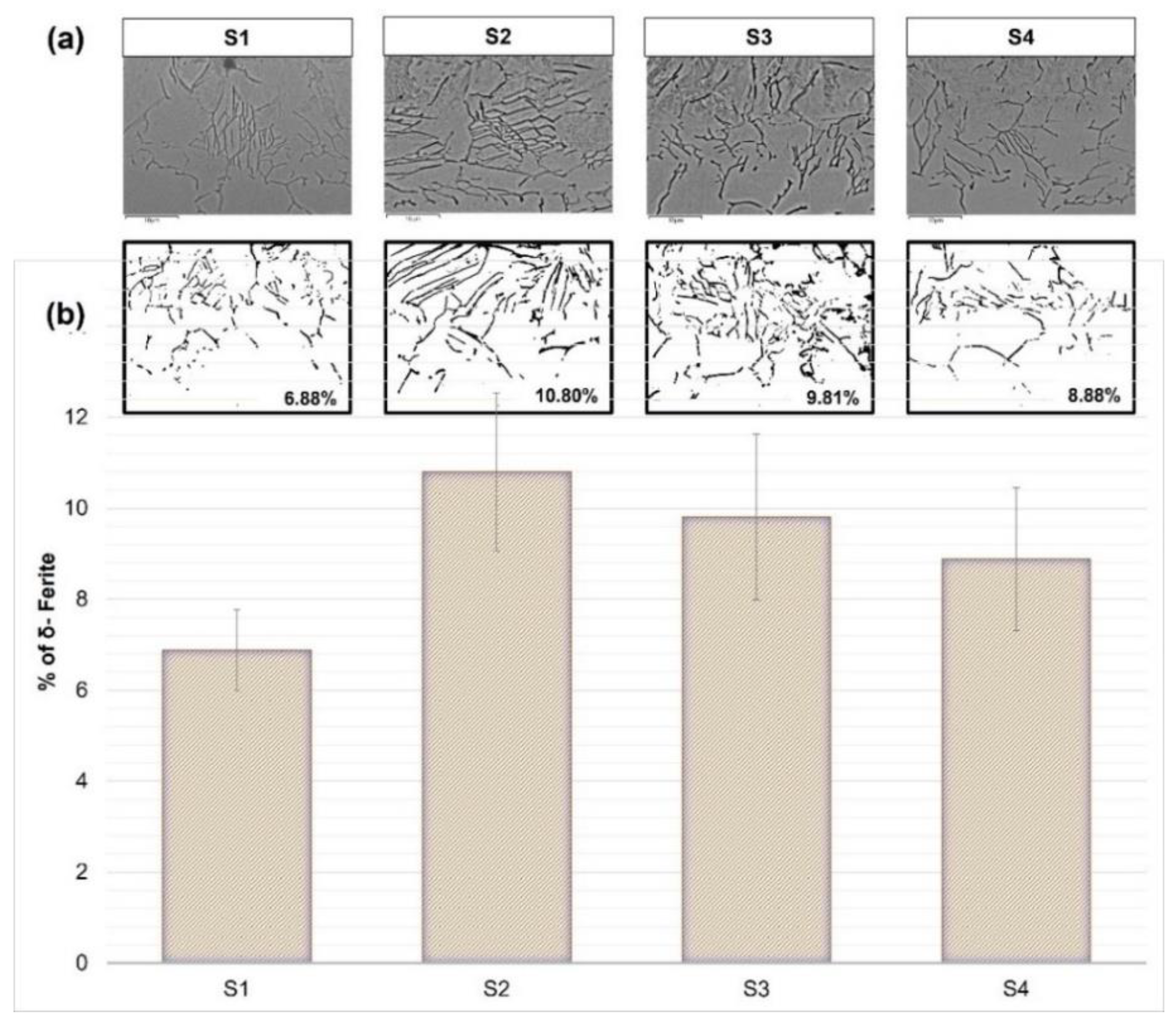
- The microstructure of the samples is highly correlated with the experienced cooling rate. In general, the size of the martensitic matrix changes with the cooling rate across the different zones of the deposition cross-section, being finer and with a higher amount of δ-ferrite near the substrate-track interface while gradually coarsening moving to the top of the clads.
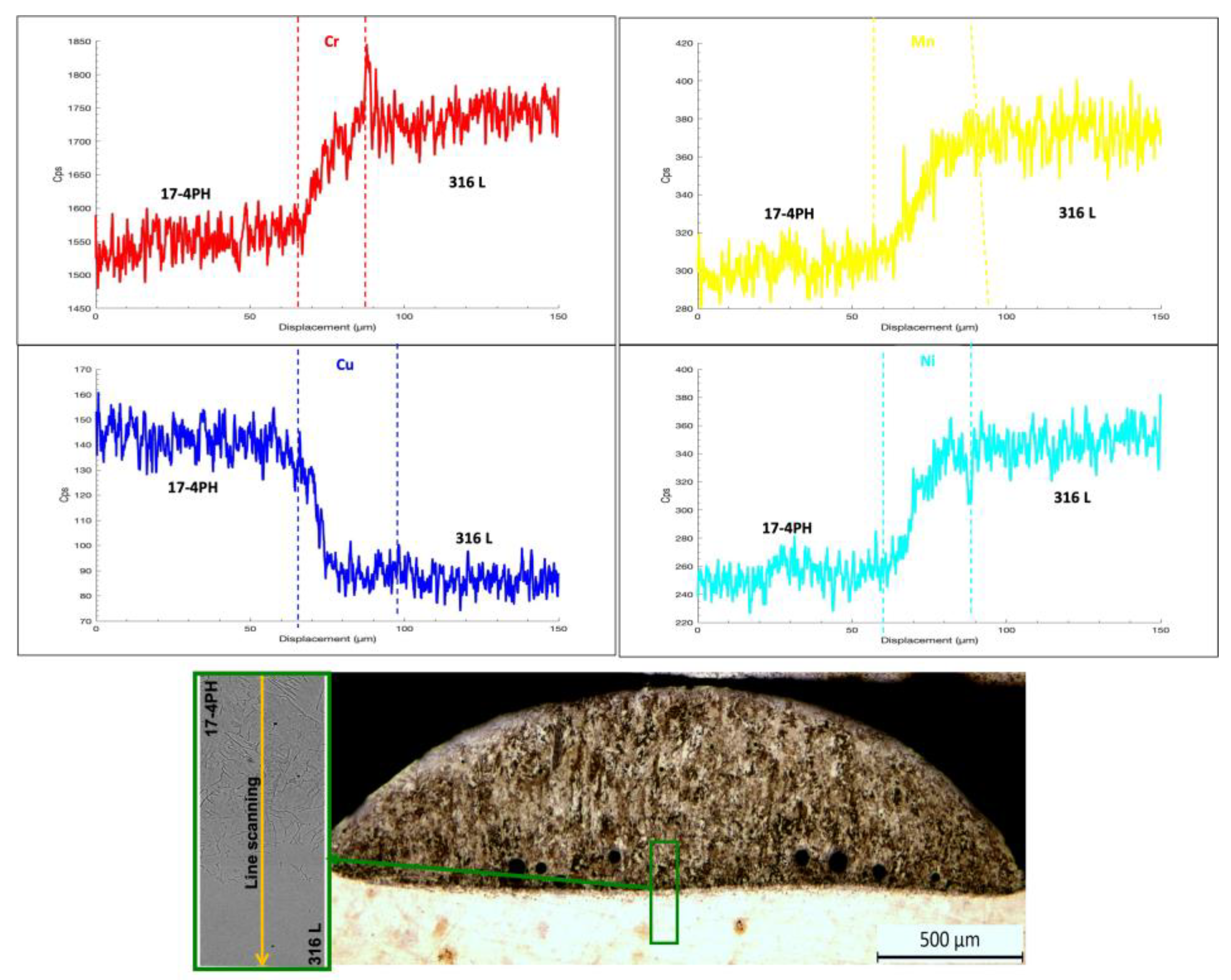
- Chemical dilution analysis performed by SEM/EDS showed a remarkable but smooth variation in the Cr, Mn, and Ni contents across the interface, highlighting the appropriate dilution that occurred during the DED depositions.
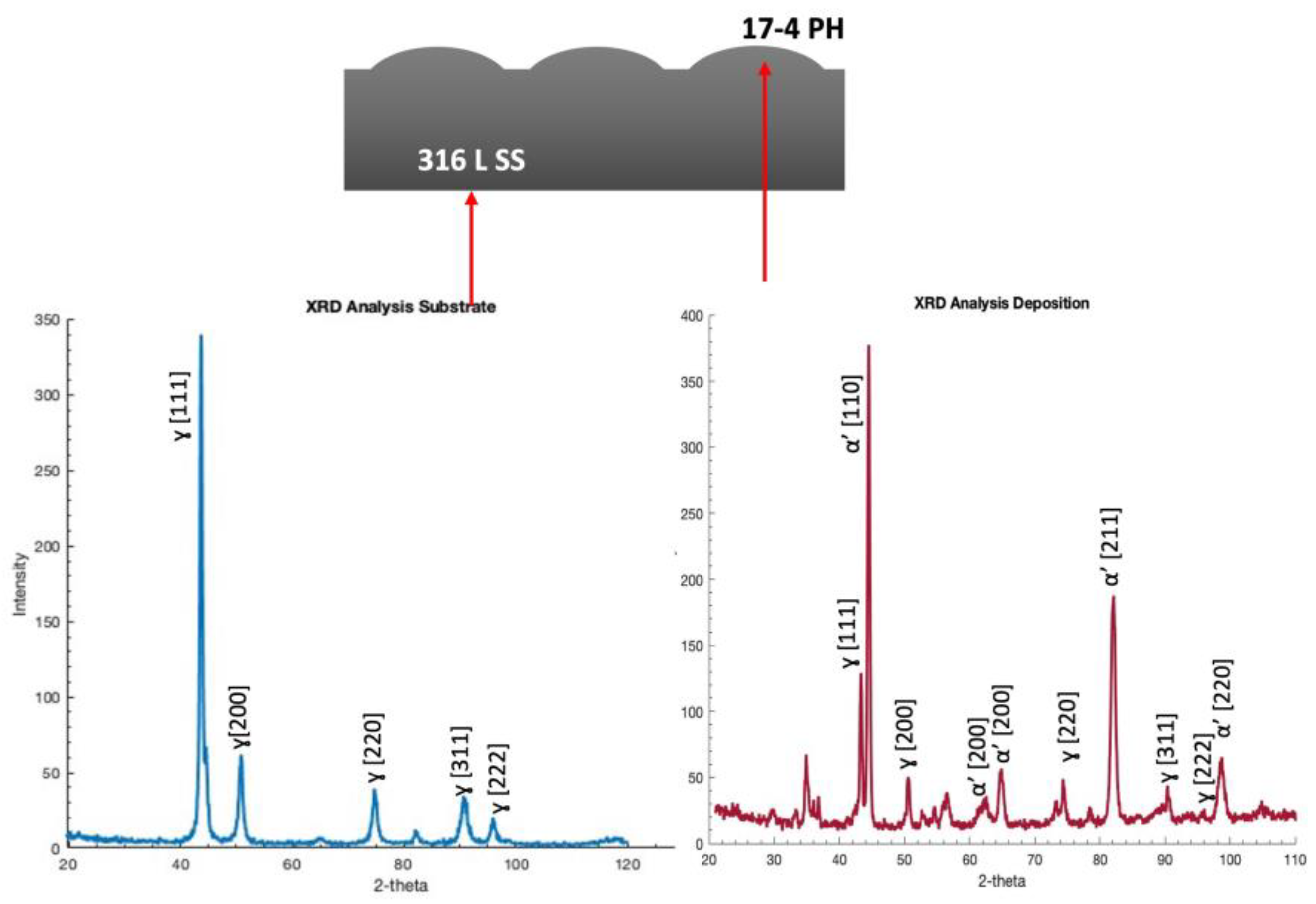
- XRD patterns showed the presence of peaks of martensite (α’) and austenite (γ), the last revealed in the diffraction patterns but belonging to the substrate. No peaks of δ-ferrite were identified because they were confused with the ones of α’-martensite, surely predominant in the microstructure of the clad.
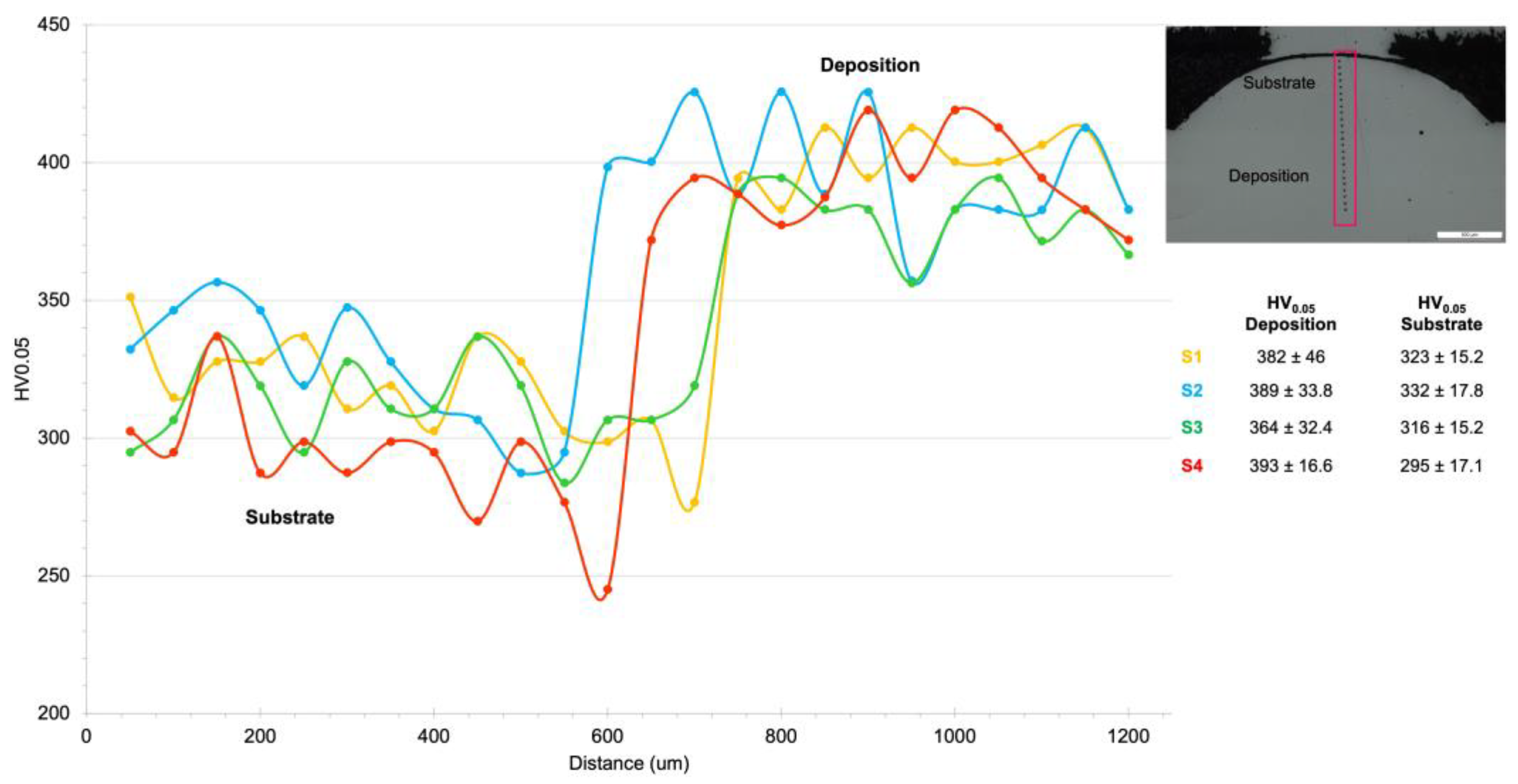
- Microhardness profiles showed a steep increase in hardness across the substrate-track interface, even though negative drops in microhardness were detected and ascribed to the presence of a significant amount of δ-ferrite near this zone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASTM International. Standard Guide for Directed Energy Deposition of Metals; ASTM International: West Conshohocken, PA, USA, 2016; pp. 1–22. [Google Scholar] [CrossRef]
- Mahamood, R.M. Laser Metal Deposition of Metals and Alloys; Springer: Cham, Switzerland, 2017; pp. 93–118. [Google Scholar] [CrossRef]
- Sreekanth, S. Laser-Directed Energy Deposition: Influence of Process Parameters and Heat-Treatments. Doctoral Dissertation, University West, Trollhättan, Sweden, 2020. [Google Scholar]
- Murr, L.E.; Martinez, E.; Hernandez, J.; Collins, S.; Amato, K.N.; Gaytan, S.M.; Shindo, P.W. Microstructures and properties of 17-4 PH stainless steel fabricated by selective laser melting. J. Mater. Res. Technol. 2012, 1, 167–177. [Google Scholar] [CrossRef] [Green Version]
- Cheruvathur, S.; Lass, E.A.; Campbell, C.E. Additive Manufacturing of 17-4 PH Stainless Steel: Post-processing Heat Treatment to Achieve Uniform Reproducible Microstructure. Miner. Met. Mater. Soc. ASM Int. 2015, 68, 930–942. [Google Scholar] [CrossRef]
- Bayode, A.; Pityana, S.; Akinlabi, E.T.; Shongwe, M.B. Effect of scanning speed on laser deposited 17-4PH stainless steel. In Proceedings of the 2017 8th International Conference on Mechanical and Intelligent Manufacturing Technologies, ICMIMT 2017, Cape Town, South Africa, 3–6 February 2017; pp. 1–5. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Ma, J.; Atabaki, M.M.; Liu, W.; Pillai, R.; Kumar, B.; Vasudevan, U.; Kovacevic, R. Laser-based welding of 17-4 PH martensitic stainless steel in a tubular butt joint configuration with a built-in backing bar. Opt. Laser Technol. 2016, 82, 38–52. [Google Scholar] [CrossRef] [Green Version]
- Bayode, E.; Akinlabi, T.; Pityana, S. Microstructure and microhardness of 17-4 PH stainless steel made by Laser metal deposition. Lect. Notes Eng. Comput. Sci. 2016, 2226, 812–814. [Google Scholar]
- Caballero, A.; Ding, J.; Ganguly, S.; Williams, S. Wire + Arc Additive Manufacture of 17-4 PH stainless steel: Effect of different processing conditions on microstructure, hardness, and tensile strength. J. Mater. Process. Technol. 2019, 268, 54–62. [Google Scholar] [CrossRef]
- Rafi, H.K.; Pal, D.; Patil, N.; Starr, T.L.; Stucker, B.E. Microstructure and Mechanical Behavior of 17-4 Precipitation Hardenable Steel Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2014, 23, 4421–4428. [Google Scholar] [CrossRef]
- Facchini, L.; Vicente, N.; Lonardelli, I.; Magalini, E.; Robotti, P.; Molinari, A. Metastable austenite in 17-4 precipitation-hardening stainless steel produced by selective laser melting. Adv. Eng. Mater. 2010, 12, 184–188. [Google Scholar] [CrossRef]
- Hu, Z.; Zhu, H.; Zhang, H.; Zeng, X. Experimental investigation on selective laser melting of 17-4PH stainless steel. Opt. Laser Technol. 2017, 87, 17–25. [Google Scholar] [CrossRef]
- Auguste, P.; Mauduit, A.; Fouquet, L.; Pillot, S. Study on 17-4 PH stainless steel produced by selective laser melting. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2018, 80, 197–210. [Google Scholar]
- Steponavičiūtė, A.; Selskienė, A.; Stravinskas, K.; Borodinas, S.; Mordas, G. 17-4 PH stainless-steel as a material for high resolution laser metal deposition. Mater. Today Proc. 2021, 52, 2268–2272. [Google Scholar] [CrossRef]
- Yu, Z.; Zheng, Y.; Chen, J.; Wu, C.; Xu, J.; Lu, H.; Yu, C. Effect of laser remelting processing on microstructure and mechanical properties of 17-4 PH stainless steel during laser direct metal deposition. J. Mater. Process. Technol. 2020, 284, 116738. [Google Scholar] [CrossRef]
- Adeyemi, A.A.; Akinlabi, E.; Mahamood, R.M.; Sanusi, K.O.; Pityana, S.; Tlotleng, M. Influence of laser power on the microstructure of laser metal deposited 17-4 PH stainless steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 225, 012028. [Google Scholar] [CrossRef] [Green Version]
- Mathoho, I.; Akinlabi, E.; Arthur, N.; Tlotleng, M. Impact of DED process parameters on the metallurgical characteristics of 17-4 PH SS deposited using DED. CIRP J. Manuf. Sci. Technol. 2020, 31, 450–458. [Google Scholar] [CrossRef]
- Liu, W.; Ma, J.; Atabaki, M.M.; Pillai, R.; Kumar, B.; Vasudevan, U.; Sreshta, H.; Kovacevic, R. Hybrid Laser-arc Welding of 17-4 PH Martensitic Stainless Steel. Lasers Manuf. Mater. Process. 2015, 2, 74–90. [Google Scholar] [CrossRef] [Green Version]
- De Oliveira, U.; Ocelík, V.; De Hosson, J. Analysis of coaxial laser cladding processing conditions. Surf. Coat. Technol. 2005, 197, 127–136. [Google Scholar] [CrossRef]
- Lin, P.-Y.; Shen, F.-C.; Wu, K.-T.; Hwang, S.-J.; Lee, H.-H. Process optimization for directed energy deposition of SS316L components. Int. J. Adv. Manuf. Technol. 2020, 111, 1387–1400. [Google Scholar] [CrossRef]
- Shin, S.; Kwon, S.-M.; Kim, C.; Lee, J.; Hwang, J.H.; KIm, H. Optimization of Direct Energy Deposition of 304L Stainless Steel through Laser Process Parameters. J. Weld. Join. 2021, 39, 182–188. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the art in directed energy deposition: From additive manufacturing to materials design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef] [Green Version]
- Rovatti, L.; Lemke, J.N.; Colombo, M.; Stejskal, O.; Vedani, M. Effetti della diluizione sulla microstruttura e comportamento ad usura di una lega Fe-C-B-Cr-Mo. Metall. Ital. 2015, 107, 15–22. [Google Scholar]
- Gu, H.; Gong, H.; Pal, D.; Rafi, K.; Starr, T.; Stucker, B. Influences of Energy Density on Porosity and Microstructure of Selective Laser Melted 17-4PH Stainless Steel. In 2013 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2013. [Google Scholar]
- Ferro, P.; Meneghello, R.; Savio, G.; Berto, F. A modified volumetric energy density–based approach for porosity assessment in additive manufacturing process design. Int. J. Adv. Manuf. Technol. 2020, 110, 1911–1921. [Google Scholar] [CrossRef]
- Peng, L.; Taiping, Y.; Sheng, L.; Dongsheng, L.; Qianwu, H.; Weihao, X.; Xiaoyan, Z. Direct laser fabrication of nickel alloy samples. Int. J. Mach. Tools Manuf. 2005, 45, 1288–1294. [Google Scholar] [CrossRef]
- Weaver, J.S.; Whiting, J.; Tondare, V.; Beauchamp, C.; Peltz, M.; Tarr, J.; Phan, T.Q.; Donmez, M.A. The effects of particle size distribution on the rheological properties of the powder and the mechanical properties of additively manufactured 17-4 PH stainless steel. Addit. Manuf. 2021, 39, 101851. [Google Scholar] [CrossRef]
- Nezhadfar, P.; Burford, E.; Anderson-Wedge, K.; Zhang, B.; Shao, S.; Daniewicz, S.; Shamsaei, N. Fatigue crack growth behavior of additively manufactured 17-4 PH stainless steel: Effects of build orientation and microstructure. Int. J. Fatigue 2019, 123, 168–179. [Google Scholar] [CrossRef]
- Feng, Z. The Lattice Parameter of Gamma Iron and Iron-Chromium Alloys. Doctoral Dissertation, Case Western Reserve University, Cleveland, OH, USA, 2015. [Google Scholar]
- Pham, D.T.; Gault, R.S. A comparison of rapid prototyping technologies. Int. J. Mach. Tools Manuf. 1998, 38, 1257–1287. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. An empirical-statistical model for laser cladding of WC-12Co powder on AISI 321 stainless steel. Opt. Laser Technol. 2017, 97, 180–186. [Google Scholar] [CrossRef]
- Sreekanth, S.; Ghassemali, E.; Hurtig, K.; Joshi, S. Effect of Direct Energy Deposition Process Parameters. Metals 2020, 10, 96. [Google Scholar] [CrossRef] [Green Version]
- Badi, L. Effect of Process Parameters on the Quality of 17-4 PH Samples Produced by Directed Energy Deposition; Politecnico di Torino: Torino, Italy, 2021. [Google Scholar]
- Zai, L.; Zhang, C.; Wang, Y.; Guo, W.; Wellmann, D.; Tong, X.; Tian, Y. Laser powder bed fusion of precipitation-hardened martensitic stainless steels: A review. Metals 2020, 10, 255. [Google Scholar] [CrossRef] [Green Version]
- Ozsoy, A.; Yasa, E.; Keles, M.; Tureyen, E.B. Pulsed-mode Selective Laser Melting of 17-4 PH stainless steel: Effect of laser parameters on density and mechanical properties. J. Manuf. Process. 2021, 68, 910–922. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Balajaddeh, M.B.; Naffakh-Moosavy, H. Pulsed Nd:YAG laser welding of 17-4 PH stainless steel: Microstructure, mechanical properties, and weldability investigation. Opt. Laser Technol. 2019, 119, 105651. [Google Scholar] [CrossRef]
- Ziewiec, A.; Zielińska-Lipiec, A.; Kowalska, J. Microstructure Characterization of Welds in X5CrNiCuNb16-4 Steel in Overaged Condition. Adv. Mater. Sci. 2019, 19, 57–69. [Google Scholar] [CrossRef] [Green Version]
- Irizalp, S.; Köroğlu, B. Effect of high-energy laser welding parameters on the microstructure and mechanical properties of 304 stainless steel. Dokuz Eylul Univ. Fac. Eng. J. Sci. Eng. 2021, 23, 179–194. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Cr | Ni | Cu | Nb | Mn | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Chemical composition [wt. %] | 0.43 | 15.28 | 4.49 | 3.39 | 0.27 | 0.50 | 0.019 | 0.0003 | Bal. |
| Power (p) [W] | Replicas | Scanning Speed (s) [mm/s] | Power Feed Rate (fr) [g/min] | Dilution (D %) [%] | Height of the Clad H [mm] | Defects Presence (Sum of Points in Accordance with Low Porosity 0.5, Medium Porosity 1, High Porosity 2 and Detachment 4) |
|---|---|---|---|---|---|---|
| 1300 | A B C | 10 | 6.7 | 29.2 | 406.0 | 1.5 |
| 1300 | A B C | 10 | 13.4 | 6.6 | 672.3 | 4.0 |
| 1300 | A B C | 10 | 20.0 | 2.9 | 883.0 | 7.0 |
| 1300 | A B C | 15 | 6.7 | 44.2 | 259.3 | 1.0 |
| 1300 | A B C | 15 | 13.4 | 14.2 | 447.7 | 1.0 |
| 1130 | A B C | 15 | 20.0 | 1.3 | 612.3 | 7.5 |
| 1300 | A B C | 20 | 6.7 | 51.7 | 194.7 | 0 |
| 1300 | A B C | 20 | 13.4 | 19.5 | 344.7 | 2.0 |
| 1300 | A B C | 20 | 20.0 | 31.8 | 302.3 | 3.0 |
| 1730 | A B C | 10 | 6.7 | 39.4 | 403.0 | 2.5 |
| 1730 | A B C | 10 | 13.4 | 8.0 | 749.0 | 5.0 |
| 1730 | A B C | 10 | 20.0 | 1.8 | 1063.3 | 7.5 |
| 1730 | A B C | 15 | 6.7 | 48.4 | 290.3 | 2.5 |
| 1730 | A B C | 15 | 13.4 | 16.2 | 518.7 | 2.0 |
| 1730 | A B C | 15 | 20.0 | 4.2 | 705.3 | 7.5 |
| 1730 | A B C | 20 | 6.7 | 52.6 | 236.3 | 1.5 |
| 1730 | A B C | 20 | 13.4 | 26.9 | 377.3 | 2.5 |
| 1730 | A B C | 20 | 20.0 | 13.0 | 473.7 | 3.0 |
| 2160 | A B C | 10 | 6.7 | 31.2 | 371.0 | 1.0 |
| 2160 | A B C | 10 | 13.4 | 29.5 | 666.3 | 5.0 |
| 2160 | A B C | 10 | 20.0 | 5.4 | 925.0 | 7.0 |
| 2160 | A B C | 15 | 6.7 | 63.2 | 274.7 | 0 |
| 2160 | A B C | 15 | 13.4 | 40.3 | 424.7 | 1.0 |
| 2160 | A B C | 15 | 20.0 | 20.3 | 575.7 | 3.0 |
| 2160 | A B C | 20 | 6.7 | 57.9 | 256.7 | 0 |
| 2160 | A B C | 20 | 13.4 | 33.4 | 409.0 | 2.0 |
| 2160 | A B C | 20 | 20.0 | 11.1 | 556.0 | 3.5 |
| Set | Power (p) [W] | Scanning Speed (s) [mm/s] | Power Feed Rate (fr) [g/min] | Laser Energy Input (E) [J/mm2] |
|---|---|---|---|---|
| S1 | 1300 | 15 | 13.4 | 39.4 |
| S2 | 1730 | 15 | 13.4 | 52.4 |
| S3 | 1730 | 20 | 20.0 | 39.3 |
| S4 | 2160 | 20 | 20.0 | 49.1 |
| Etchant | Time and Voltage |
|---|---|
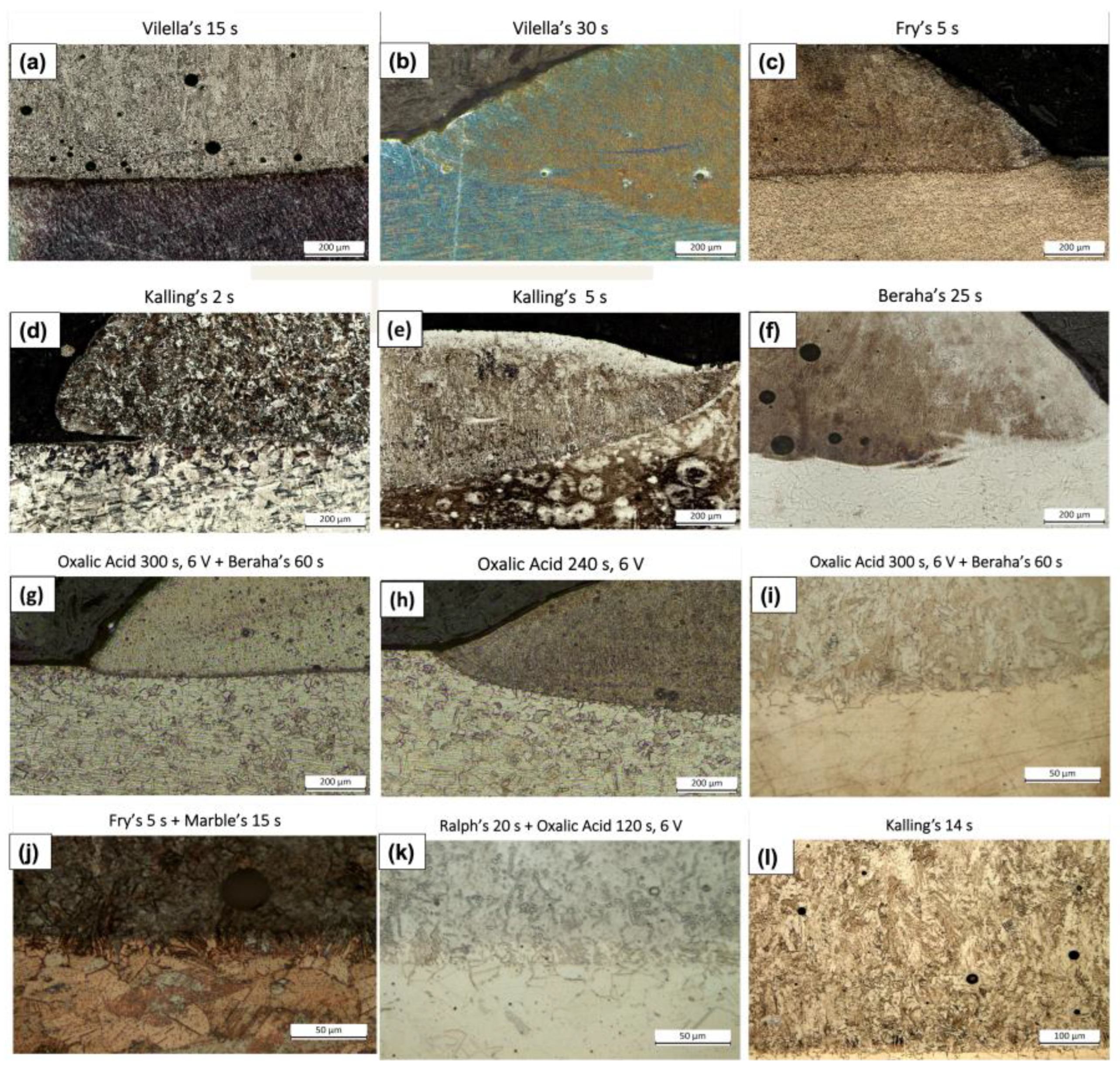
| Vilella’s | 15 s |
| Vilella’s | 30 s |
| Fry’s | 3 s |
| Fry’s | 5 s |
| Kalling’s | 2 s |
| Kalling’s | 5 s |
| Beraha’s | 25 s |
| Oxalic Acid | 240 s, 6 V |
| Oxalic Acid + Beraha’s | 300 s, 6 V + 60 s |
| Kalling’s | 10 s |
| Fry’s | 5 s |
| Vilella’s | 90 s |
| Fry’s + Marble’s | 5 s + 15 s |
| Ralph’s | 45 s |
| Ralph’s + Oxalic Acid | 20 s + 120 s, 6 V |
| Marble’s | 10 s |
| Ralph’s + Oxalic Acid + Kalling’s | 20 s + 120 s, 6 V + 5 s |
| Sample | H [mm] | h [mm] | w [mm] | b [mm] | H/w | h/H |
|---|---|---|---|---|---|---|
| S1_A_1 | 0.704 | 0.594 | 2.927 | 0.110 | 0.241 | 0.844 |
| S1_B_1 | 0.654 | 0.573 | 2.912 | 0.081 | 0.225 | 0.876 |
| S1_C_1 | 0.699 | 0.590 | 2.867 | 0.109 | 0.244 | 0.844 |
| S1_A_2 | 0.639 | 0.578 | 2.819 | 0.061 | 0.227 | 0.905 |
| S1_B_2 | 0.669 | 0.582 | 2.937 | 0.087 | 0.228 | 0.870 |
| S1_C_2 | 0.761 | 0.652 | 2.839 | 0.109 | 0.268 | 0.857 |
| Avg. Std. | 0.688 ± 0.044 | 0.595 ± 0.029 | 2.884 ± 0.049 | 0.093 ± 0.020 | 0.238 ± 0.016 | 0.865 ± 0.023 |
| S2_A_1 | 0.778 | 0.683 | 3.231 | 0.095 | 0.241 | 0.878 |
| S2_B_1 | 0.787 | 0.686 | 3.282 | 0.101 | 0.240 | 0.872 |
| S2_C_1 | 0.822 | 0.699 | 3.201 | 0.123 | 0.257 | 0.850 |
| S2_A_2 | 1.026 | 0.937 | 3.029 | 0.089 | 0.339 | 0.913 |
| S2_B_2 | 0.979 | 0.923 | 3.116 | 0.056 | 0.314 | 0.943 |
| S2_C_2 | 1.018 | 0.954 | 3.204 | 0.064 | 0.318 | 0.937 |
| Avg. Std. | 0.902 ± 0.062 | 0.814 ± 0.018 | 3.177 ± 0.090 | 0.088 ± 0.025 | 0.284 ± 0.044 | 0.902 ± 0.038 |
| S3_A_1 | 0.713 | 0.641 | 2.959 | 0.072 | 0.241 | 0.899 |
| S3_B_1 | 0.765 | 0.662 | 3.003 | 0.103 | 0.255 | 0.865 |
| S3_C_1 | 0.754 | 0.655 | 3.041 | 0.099 | 0.248 | 0.869 |
| S3_A_2 | 0.722 | 0.629 | 3.022 | 0.093 | 0.239 | 0.871 |
| S3_B_2 | 0.744 | 0.645 | 3.010 | 0.099 | 0.247 | 0.867 |
| S3_C_2 | 0.802 | 0.658 | 3.005 | 0.144 | 0.267 | 0.820 |
| Avg. Std. | 0.750 ± 0.032 | 0.648 ± 0.012 | 3.007 ± 0.027 | 0.102 ± 0.024 | 0.249 ± 0.010 | 0.864 ± 0.025 |
| S4_A_1 | 0.843 | 0.713 | 3.253 | 0.130 | 0.259 | 0.846 |
| S4_B_1 | 0.858 | 0.717 | 3.309 | 0.141 | 0.259 | 0.836 |
| S4_C_1 | 0.870 | 0.728 | 3.309 | 0.142 | 0.263 | 0.837 |
| S4_A_2 | 0.867 | 0.730 | 3.309 | 0.137 | 0.262 | 0.842 |
| S4_B_2 | 0.875 | 0.734 | 3.298 | 0.141 | 0.265 | 0.839 |
| S4_C_2 | 0.907 | 0.742 | 3.277 | 0.165 | 0.277 | 0.818 |
| Avg. Std. | 0.870 ± 0.021 | 0.727 ± 0.011 | 3.293 ± 0.023 | 0.143 ± 0.012 | 0.264 ± 0.007 | 0.836 ± 0.010 |
| Sample | Ac [mm2] | Am [mm2] | Ac + Am [mm2] | Ap [mm2] | Ap% [%] | ρ [g/cm3] | D% [%] |
|---|---|---|---|---|---|---|---|
| S1_A_1 | 1.200 | 0.202 | 1.402 | 0.007 | 0.472 | 7.764 | 14.408 |
| S1_B_1 | 1.139 | 0.204 | 1.343 | 0.004 | 0.302 | 15.190 | |
| S1_C_1 | 1.179 | 0.201 | 1.380 | 0.008 | 0.596 | 14.565 | |
| S1_A_2 | 1.153 | 0.157 | 1.310 | 0.005 | 0.356 | 11.985 | |
| S1_B_2 | 1.185 | 0.164 | 1.349 | 0.007 | 0.537 | 12.157 | |
| S1_C_2 | 1.314 | 0.238 | 1.552 | 0.008 | 0.501 | 15.335 | |
| Avg. Std. | 1.195 ± 0.062 | 0.194 ± 0.030 | 1.389 ± 0.086 | 0.006 ± 0.002 | 0.461 ± 0.111 | 13.940 ± 1.491 | |
| S2_A_1 | 1.563 | 0.266 | 1.829 | 0.010 | 0.524 | 7.736 | 14.543 |
| S2_B_1 | 1.590 | 0.300 | 1.890 | 0.017 | 0.905 | 15.873 | |
| S2_C_1 | 1.630 | 0.315 | 1.945 | 0.018 | 0.949 | 16.195 | |
| S2_A_2 | 2.168 | 0.089 | 2.257 | 0.013 | 0.592 | 3.943 | |
| S2_B_2 | 2.108 | 0.060 | 2.168 | 0.019 | 0.879 | 2.768 | |
| S2_C_2 | 2.250 | 0.078 | 2.328 | 0.026 | 1.110 | 3.351 | |
| Avg. Std. | 1.885 ± 0.322 | 0.185 ± 0.121 | 2.070 ± 0.208 | 0.017 ± 0.006 | 0.827 ± 0.224 | 9.446 ± 6.706 | |
| S3_A_1 | 1.350 | 0.170 | 1.520 | 0.005 | 0.340 | 7.764 | 11.184 |
| S3_B_1 | 1.428 | 0.137 | 1.565 | 0.005 | 0.342 | 8.754 | |
| S3_C_1 | 1.410 | 0.173 | 1.583 | 0.010 | 0.659 | 10.929 | |
| S3_A_2 | 1.362 | 0.188 | 1.550 | 0.012 | 0.774 | 12.129 | |
| S3_B_2 | 1.362 | 0.188 | 1.550 | 0.001 | 0.041 | 12.129 | |
| S3_C_2 | 1.385 | 0.207 | 1.592 | 0.009 | 0.594 | 13.003 | |
| Avg. Std. | 1.383 ± 0.031 | 0.177 ± 0.024 | 1.560 ± 0.026 | 0.007 ± 0.004 | 0.458 ± 0.268 | 11.355 ± 1.476 | |
| S4_A_1 | 1.659 | 0.287 | 1.946 | 0.017 | 0.890 | 7.731 | 14.748 |
| S4_B_1 | 1.660 | 0.269 | 1.929 | 0.026 | 1.353 | 13.945 | |
| S4_C_1 | 1.745 | 0.279 | 2.024 | 0.017 | 0.815 | 13.785 | |
| S4_A_2 | 1.647 | 0.299 | 1.946 | 0.014 | 0.707 | 15.370 | |
| S4_B_2 | 1.732 | 0.233 | 1.965 | 0.012 | 0.606 | 14.900 | |
| S4_C_2 | 1.768 | 0.268 | 2.036 | 0.019 | 0.917 | 13.160 | |
| Avg. Std. | 1.702 ± 0.052 | 0.273 ± 0.023 | 1.974 ± 0.045 | 0.017 ± 0.005 | 0.881 ± 0.259 | 14.318 ± 0.824 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morales, C.; Merlin, M.; Fortini, A.; Fortunato, A. Direct Energy Depositions of a 17-4 PH Stainless Steel: Geometrical and Microstructural Characterizations. Coatings 2023, 13, 636. https://doi.org/10.3390/coatings13030636
Morales C, Merlin M, Fortini A, Fortunato A. Direct Energy Depositions of a 17-4 PH Stainless Steel: Geometrical and Microstructural Characterizations. Coatings. 2023; 13(3):636. https://doi.org/10.3390/coatings13030636
Chicago/Turabian StyleMorales, Cindy, Mattia Merlin, Annalisa Fortini, and Alessandro Fortunato. 2023. "Direct Energy Depositions of a 17-4 PH Stainless Steel: Geometrical and Microstructural Characterizations" Coatings 13, no. 3: 636. https://doi.org/10.3390/coatings13030636