
Influence of Manufacturging Parameters on Microstructure, Chemical Composition, Microhardness, Corrosion and Wear Resistance of ZrC Coatings Produced on Monel®400 Using Laser Processing Technology


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. ZrC Coatings on Monel®400—Single Laser Tracks
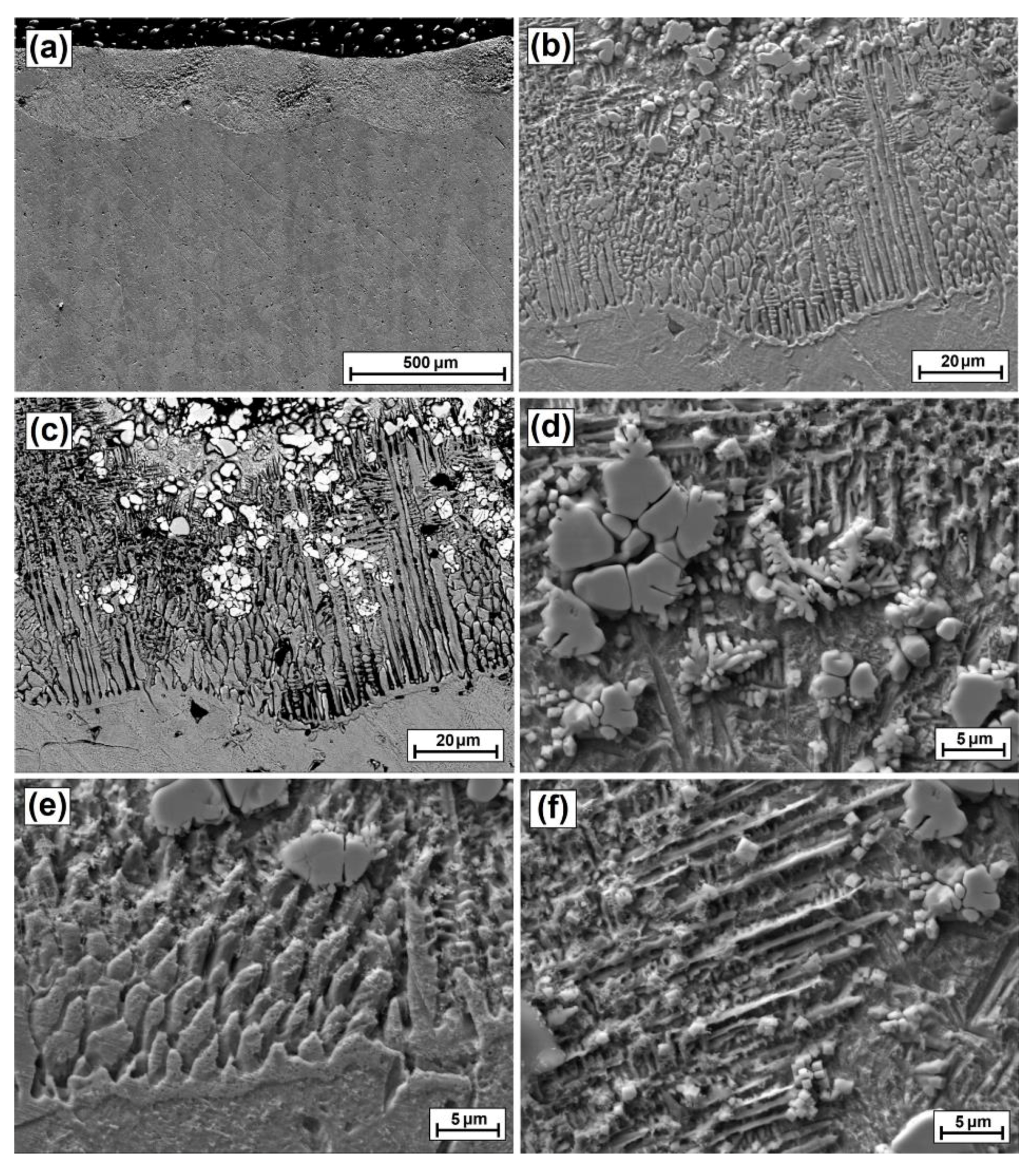
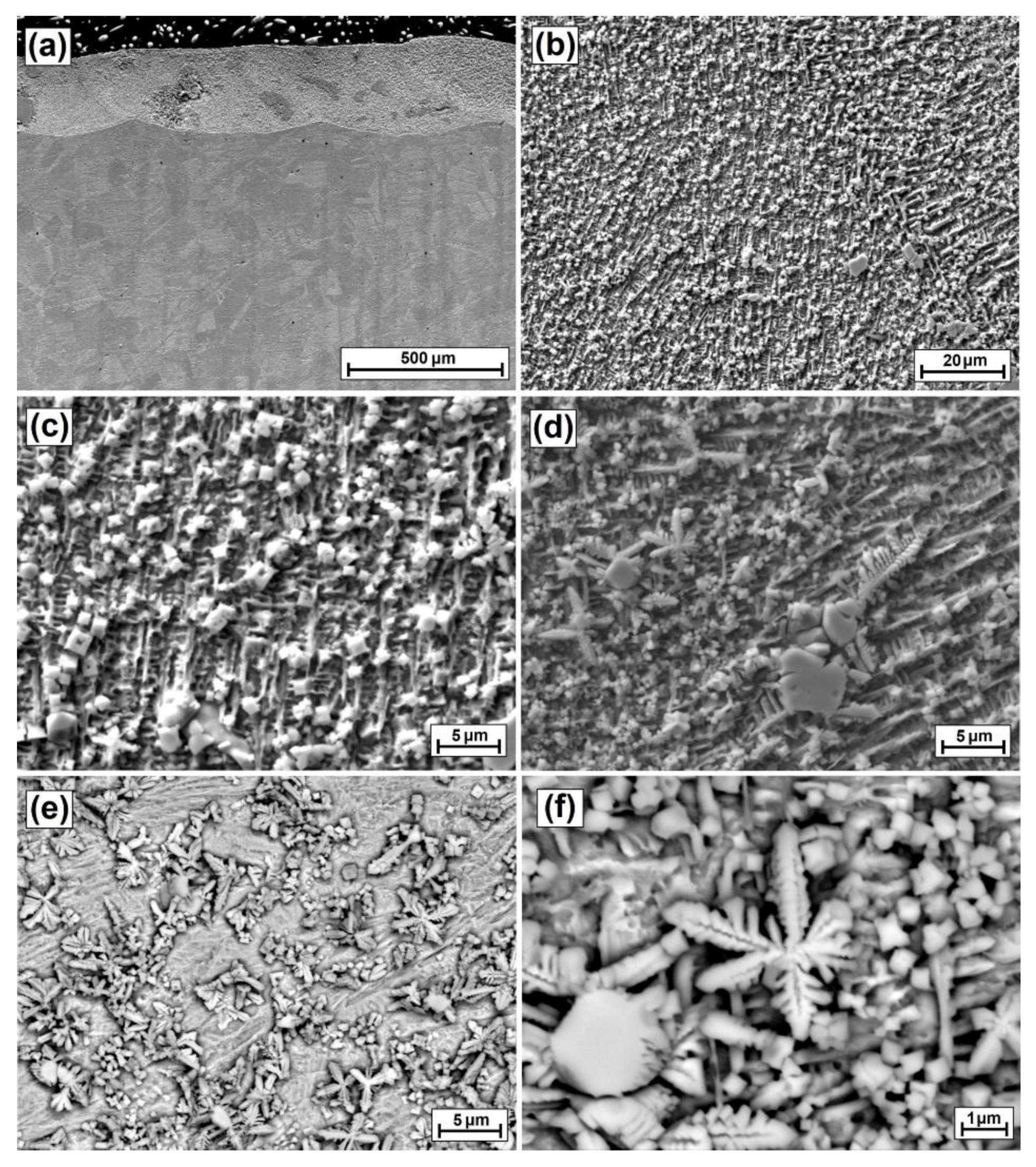
3.1.1. Microstructure and Chemical Composition of Single Laser Tracks






3.1.2. Microhardness of Single Laser Tracks
3.2. ZrC Coatings on Monel®400—Multiple Laser Tracks
3.2.1. Microstructure and Chemical Composition of Multiple Laser Tracks
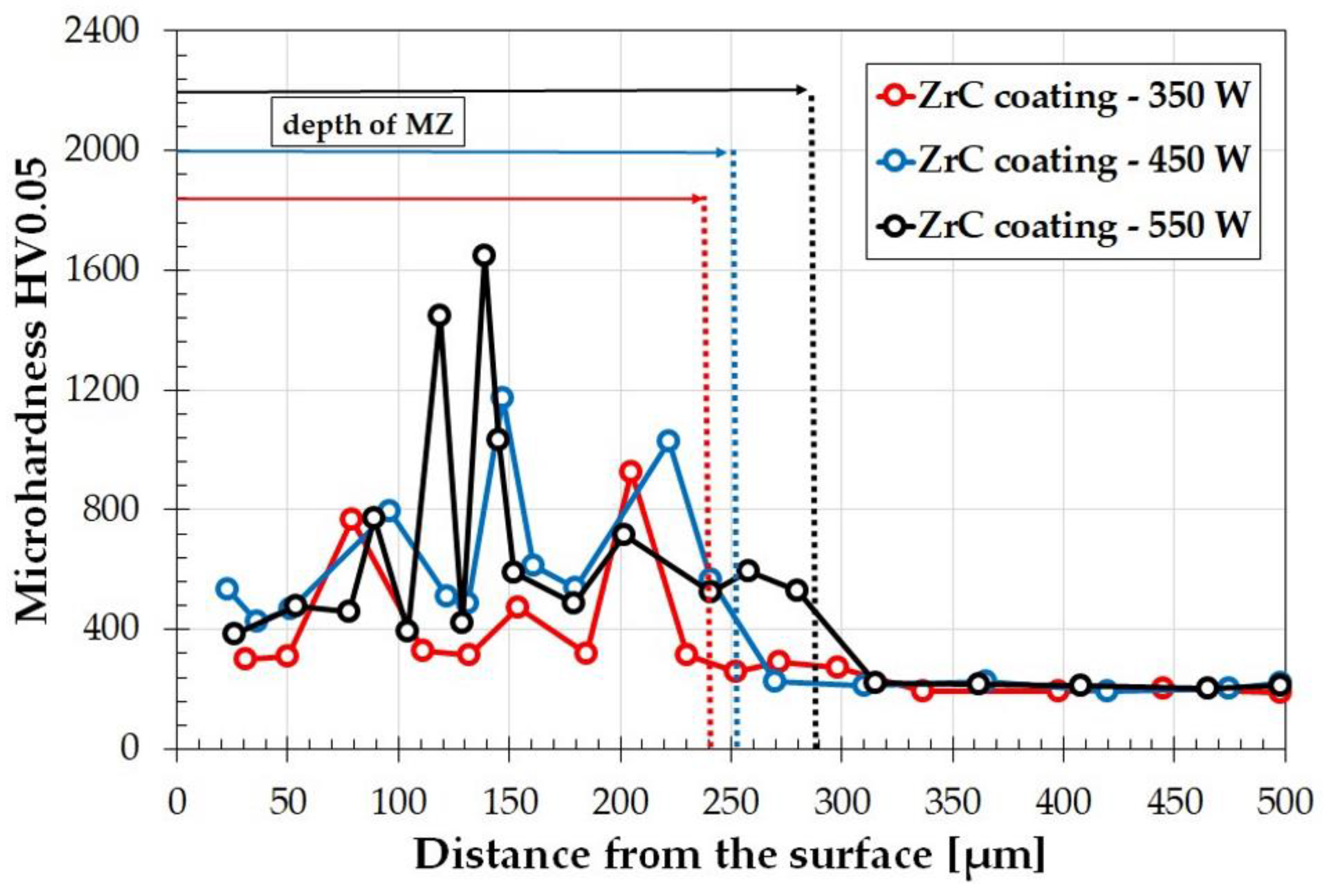
3.2.2. Microhardness of ZrC Coatings—Multiple Laser Tracks
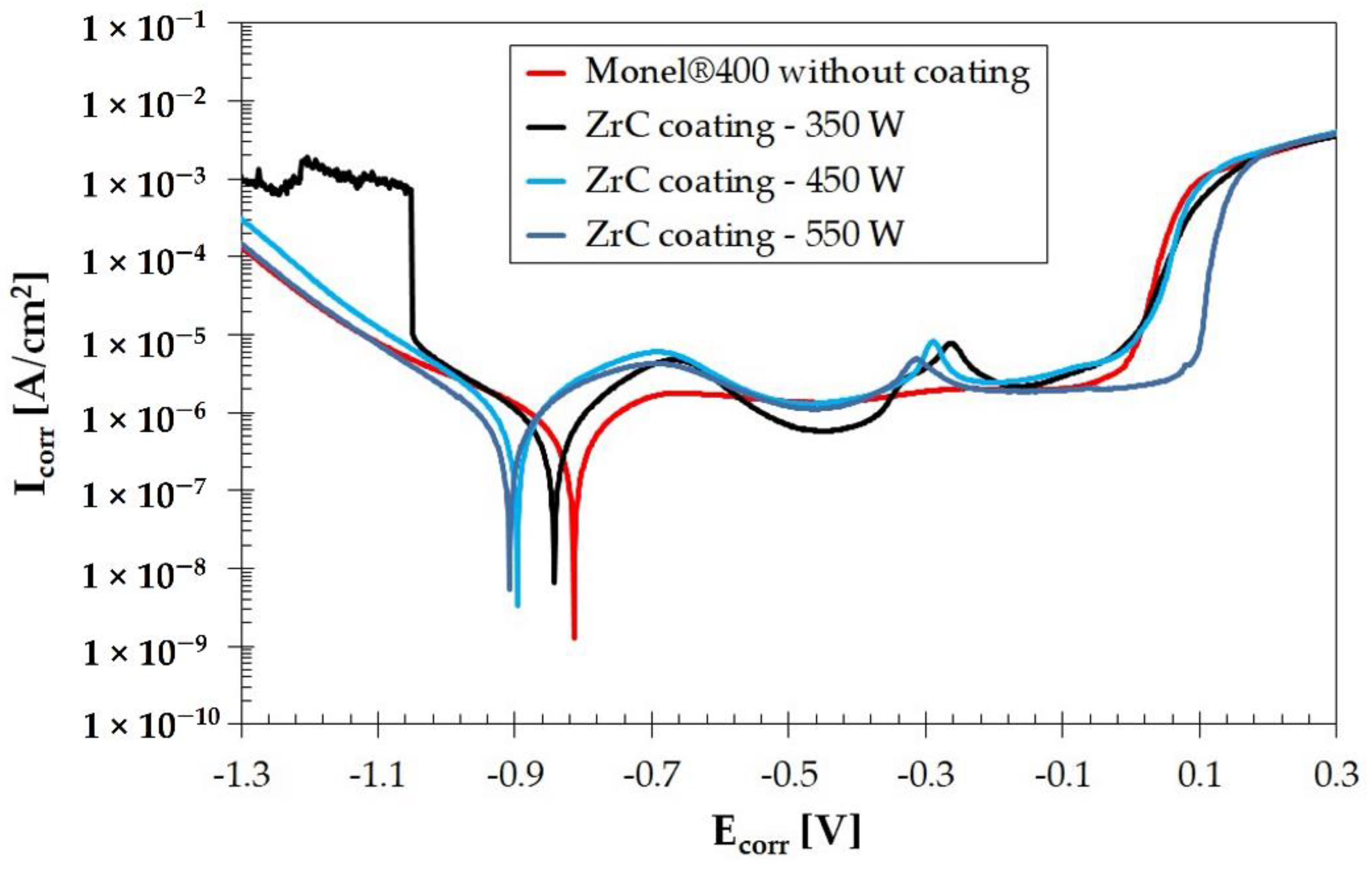
3.2.3. Corrosion Resistance of Multiple Tracks
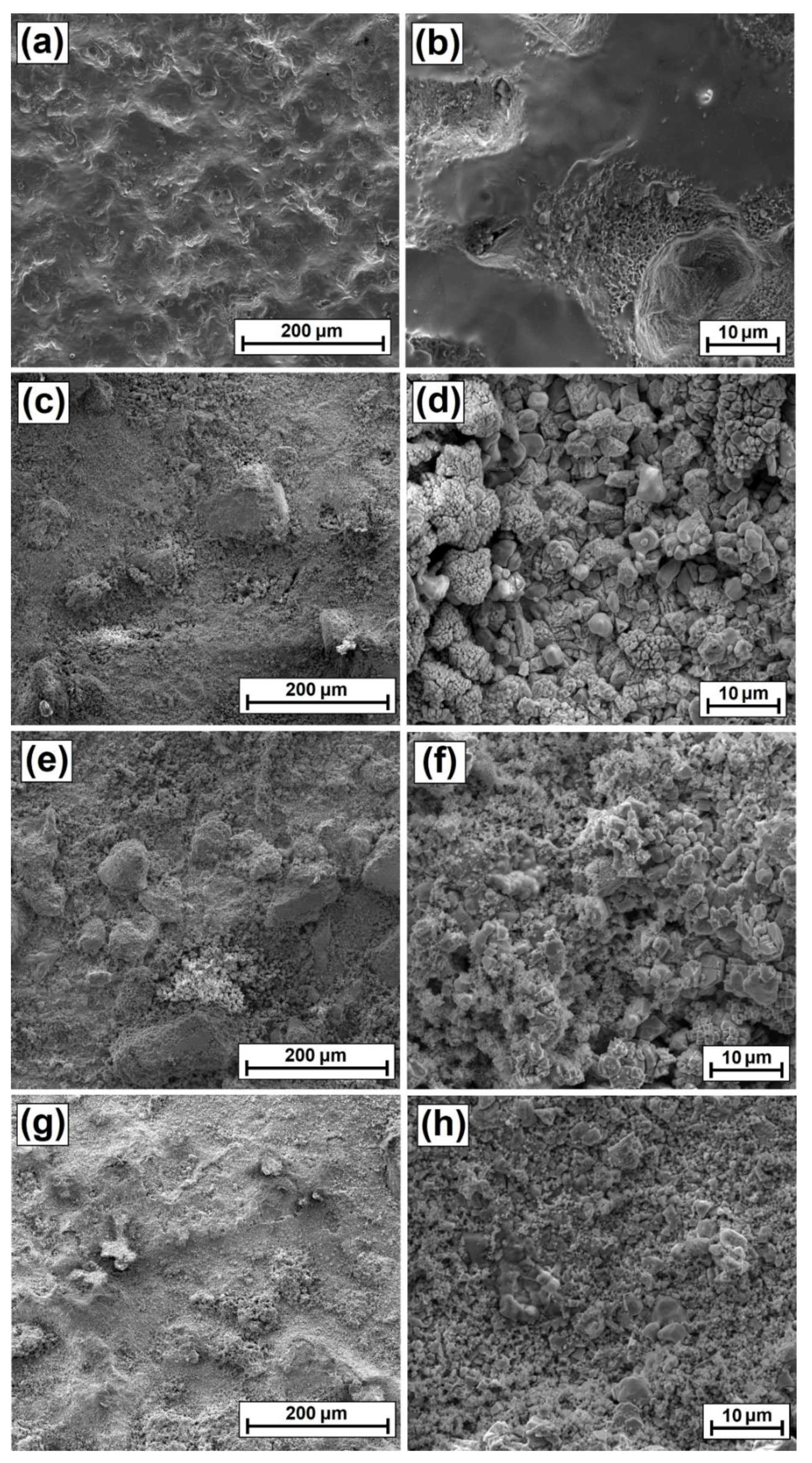
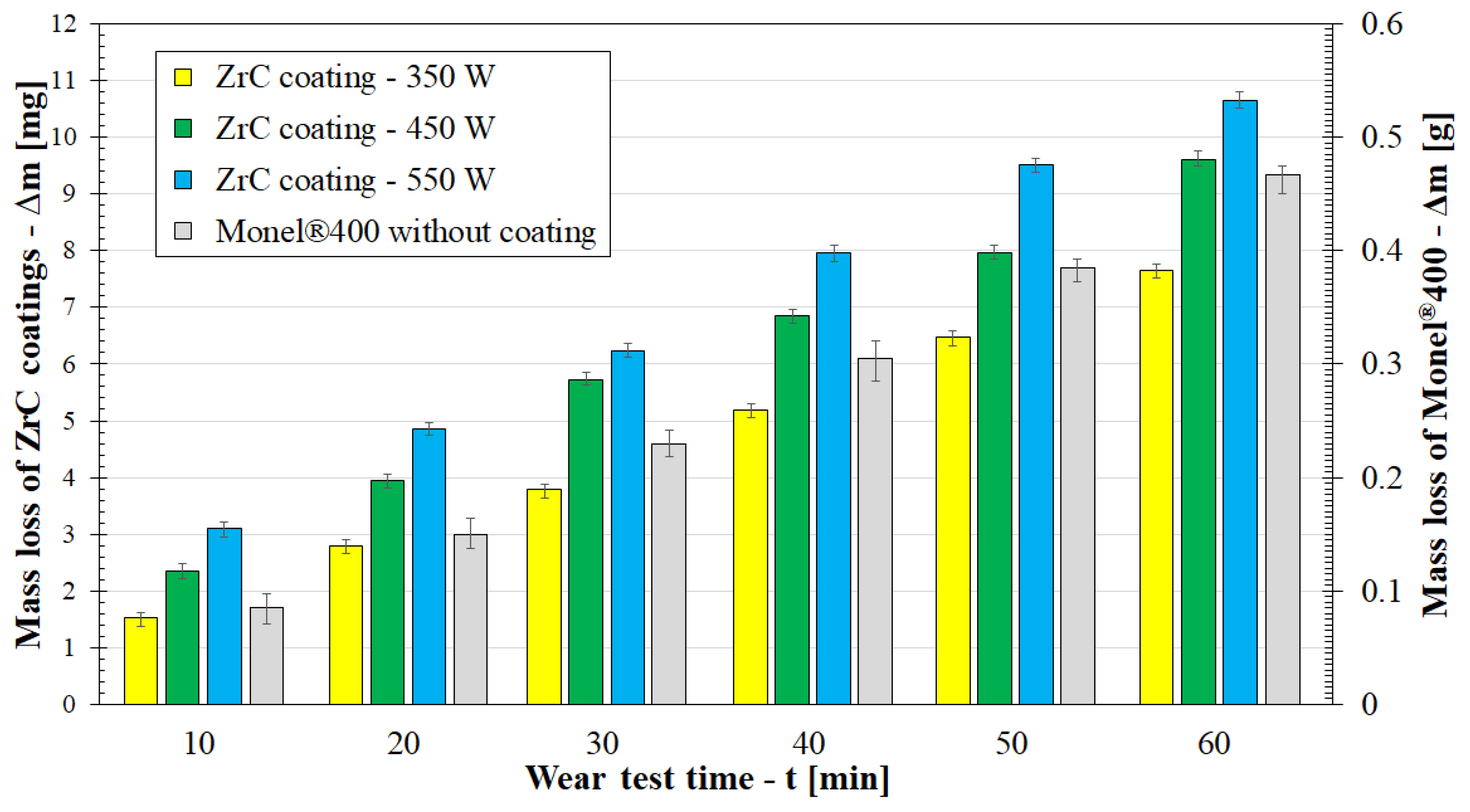
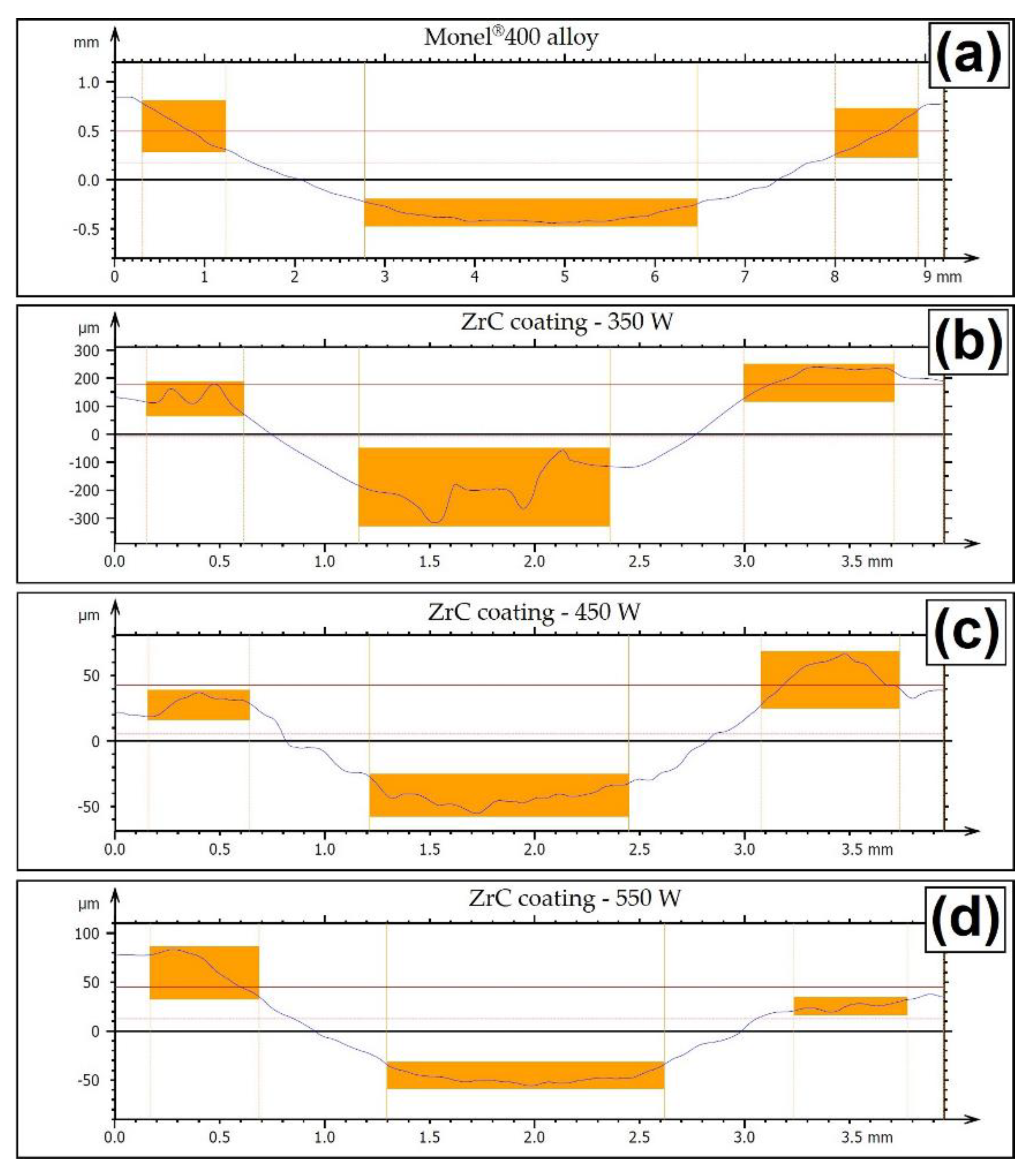
3.2.4. Wear Resistance of Multiple Tracks
4. Conclusions
- It is possible to produce composite ZrC coatings on a Monel®400 alloy in which the reinforcing phase is the ZrC phase and the matrix is Ni-Cu alloy.
- Laser beam power plays a key role in shaping the coating. It is important that tests should be carried out to produce a complete coating, as for single tracks some properties differ from those obtained in the production of multiple tracks.
- Adequately high laser beam power causes partial remelting of larger ZrC particles and the complete remelting of small ZrC particles and their precipitation in the matrix in the form of fine carbides.
- The microhardness of laser tracks produced is closely related to the laser beam parameters used. The amount of primary and secondary carbides depends on the laser beam power applied, which affects the complete remelting or only partial remelting of the carbide surface.
- As laser beam power increases, corrosion resistance of the coating decreases, and the production of carbide coating reduces corrosion resistance of the Monel®400 alloy. However, corrosion resistance does not decrease significantly.
- Incorporation of ZrC particles into the surface of the Monel®400 alloy and thus forming a composite coating positively affects the wear resistance of the surface as compared to the Monel® 400 alloy without a modified surface layer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schaaf, P. Laser Processing of Materials: Fundamentals, Applications and Developments; Springer: Berlin/Heidelberg, Germany; GmbH & Co. KG: Berlin, Germany, 2010; ISBN 9783642132810. [Google Scholar]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010. [Google Scholar] [CrossRef]
- Lawrence, J.R.; Waugh, D. Laser Surface Engineering: Processes and Applications, 1st ed.; Woodhead Publishing Series in Metals and Surface Engineering Book; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Dowden, J.; Schulz, W. The Theory of Laser Materials Processing: Heat and Mass Transfer in Modern Technology, Springer Series in Materials Science, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2017; ISBN 978-3319567105. [Google Scholar]
- Fan, L.I.; Dong, Y.; Chen, H.; Dong, L.; Yin, Y. Wear Properties of Plasma Transferred Arc Fe-based Coatings Reinforced by Spherical WC Particles. J. Wuhan Univ. Technol.-Mat. Sci. Ed. 2019, 34, 433–439. [Google Scholar] [CrossRef]
- Liu, T.; Niu, Y.; Pan, X.; Shi, M.; Zheng, X.; Yu, J.; Ding, C. Laser ablation behaviors of vacuum plasma sprayed ZrC-based coatings. J. Am. Ceram. Soc. 2019, 102, 4247–4258. [Google Scholar] [CrossRef]
- Burakowski, T.; Wierzchon, T. Surface Engineering of Metals: Principles, Equipment, Technologies; CRC Press: Boca Raton, FL, USA, 2020; ISBN 9780367400125. [Google Scholar]
- Kusinski, J.; Kac, S.; Kopia, A.; Radziszewska, A.; Rozmus-Górnikowska, M.; Major, B.; Major, L.; Marczak, J.; Lisiecki, A. Laser modification of the materials surface layer–a review paper. Bull. Pol. Acad. Sci. Tech. Sci. 2012, 4, 711–728. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Przestacki, D.; Miklaszewski, A.; Kieruj, P. Laser processing of diffusion boronized layer produced on Monel® alloy 400—microstructure, microhardness, corrosion and wear resistance tests. Materials 2021, 14, 7529. [Google Scholar] [CrossRef] [PubMed]
- Kukliński, M.; Bartkowska, A.; Przestacki, D. Microstructure and selected properties of Monel 400 alloy after laser heat treatment and laser boriding using diode laser. Int. J. Adv. Manuf. Technol. 2018, 98, 3005–3017. [Google Scholar] [CrossRef] [Green Version]
- Bartkowski, D. Manufacturing Technology and Properties of Fe/TaC Metal Matrix Composite Coatings Produced on Medium Carbon Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks. Materials 2021, 14, 5367. [Google Scholar] [CrossRef]
- Bartkowska, A. Characteristics of Cr-B Coatings Produced on Vanadis® 6 Tool Steel Using Laser Processing. Materials 2021, 14, 2621. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Labisz, K.; Piec, M.; Klimpel, A. Modelling of surface layer of the 31CrMoV12-18 tool steel using HPDL laser for alloying with TiC powder. J. Achiev. Mater. Manuf. Eng. 2007, 24, 27–34. [Google Scholar]
- Bartkowski, D.; Bartkowska, A.; Popielarski, P.; Hajkowski, J.; Piasecki, A. Characterization of W–Cr metal matrix composite coatings reinforced with WC particles produced on low-carbon steel using laser processing of precoat. Materials 2020, 13, 5272. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Piasecki, A.; Jurči, P. Influence of laser cladding parameters on microstructure, microhardness, chemical composition, wear and corrosion resistance of Fe-B composite coatings reinforced with B4C and Si particles. Coatings 2020, 10, 809. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Jurči, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Li, Z.; Yan, H.; Zhang, P.; Guo, J.; Yu, Z.; Ringsberg, J.W. Improving surface resistance to wear and corrosion of nickel-aluminum bronze by laser-clad TaC/Co-based alloy composite coatings. Surf. Coat. Technol. 2021, 405, 126592. [Google Scholar] [CrossRef]
- Yu, T.; Deng, Q.; Dong, G.; Yang, J. Effects of Ta on microstructure and microhardness of Ni based laser clad coating. Appl. Surf. Sci. 2011, 257, 5098–5103. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A. Wear resistance in the soil of Stellite-6/WC coatings produced using laser cladding method. Int. J. Refract. Met. Hard Mater. 2017, 64, 20–26. [Google Scholar] [CrossRef]
- Abbas, G.; West, D.R.F. Laser surface cladding of Stellite and Stellite-SiC composite deposits for enhanced hardness and wear. Wear 1991, 143, 353–363. [Google Scholar] [CrossRef]
- Chao, M.-J.; Niu, X.; Yuan, B.; Liang, E.-J.; Wang, D.-S. Preparation and characterization of in situ synthesized B4C particulate reinforced nickel composite coatings by laser cladding. Surf. Coat. Technol. 2006, 201, 1102–1108. [Google Scholar] [CrossRef]
- Ertugrul, O.; Enrici, T.M.; Paydas, H.; Saggionetto, E.; Boschini, F.; Mertens, A. Laser cladding of TiC reinforced 316L stainless steel composites: Feedstock powder preparation and microstructural evaluation. Powder Technol. 2020, 375, 384–396. [Google Scholar] [CrossRef]
- Chao, M.; Wang, W.; Liang, E.; Ouyang, D. Microstructure and wear resistance of TaC reinforced Ni-based coating by laser cladding. Surf. Coat. Technol. 2008, 202, 1918–1922. [Google Scholar] [CrossRef]
- Lv, X.; Zhan, Z.; Cao, H.; Guo, C. Microstructure and properties of the laser cladded in-situ ZrB2-ZrC/Cu composite coatings on copper substrate. Surf. Coat. Technol. 2020, 396, 125937. [Google Scholar] [CrossRef]
- Bartkowski, D. Influence of Laser Beam Power on Microstructure and Microhardness of Fe/ZrC Coatings Produced on Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks. Materials 2022, 15, 758. [Google Scholar] [CrossRef]
- Shanthos Kumar, G.; Saravanan, S.; Raghukandan, K. Effect of heat input on microstructure and mechanical properties of laser welded dissimilar grade nickel alloys. Optik 2021, 248, 168106. [Google Scholar] [CrossRef]
- Davoren, B.; Sacks, N.; Theron, M. Laser engineered net shaping of WC-9.2wt%Ni alloys: A feasibility study. Int. J. Refract. Met. Hard Mater. 2020, 86, 105136. [Google Scholar] [CrossRef]
- Davoren, B.; Sacks, N.; ·Theron, M. Microstructure characterization of WC-9.2wt%Monel 400 fabricated using laser engineered net shaping. Prog. Addit. Manuf. 2021, 6, 431–443. [Google Scholar] [CrossRef]
- Rai, A.K.; Srinivasulu, B.; Paula, C.P.; Singhd, R.; Rai, R.K.; Mishra, G.K.; Bontha, S.; Bindra, K.S. Development of thick SiC coating on thin wall tube of zircaloy-4 using laser based directed energy deposition technique. Surf. Coat. Technol. 2020, 398, 126088. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, J.; Zhang, L.; Xiong, J.; Li, J.; Ma, N.; Feng, J. Additive manufacturing of a high-strength ZrC-SiC and TC4 gradient structure based on a combination of laser deposition technique and brazing. J. Mater. 2021, 7, 766–779. [Google Scholar] [CrossRef]
- Rajesh Kannan, A.; Mohan Kumar, S.; Pramod, R.; Siva Shanmugam, N.; Vishnukumar, M. Channabasavanna Microstructure and corrosion resistance of Ni-Cu alloy fabricated through wire arc additive manufacturing. Mater. Lett. 2022, 308, 131262. [Google Scholar] [CrossRef]
- Harrison, R.W.; Lee, W.E. Processing and properties of ZrC, ZrN and ZrCN ceramics: A review. Adv. Appl. Ceram. 2016, 5, 294–307. [Google Scholar] [CrossRef] [Green Version]
- King, D.; Middendorf, J.; Cissel, K.; Key, T.; Carney, C. Selective laser melting for the preparation of an ultra-high temperaturę ceramic coating. Ceram. Int. 2019, 45, 2466–2473. [Google Scholar] [CrossRef]
- Singh, N.K.; Kumar, A.; Ang, A.S.M.; Mahajan, D.K.; Singh, H. Characterization and Slurry Erosion Mechanisms of Nickel-Based Cermet Coatings on Monel K-500. J. Therm. Spray Technol. 2021, 30, 2138–2154. [Google Scholar] [CrossRef]
- Singh, N.K.; Vinay, G.; Ang, A.S.M.; Mahajan, D.K.; Singh, H. Cavitation erosion mechanisms of HVOF-sprayed Ni-based cermet coatings in 3.5% NaCl environment. Surf. Coat. Technol. 2022, 434, 128194. [Google Scholar] [CrossRef]
- Al-Saadi, S.; Singh Raman, R.K.; Anisur, M.R.; Ahmed, S.; Crosswell, S.; Alnuwaiser, M.; Panter, C. Graphene coating on a nickel-copper alloy (Monel 400) for microbial corrosion resistance: Electrochemical and surface characterizations. Corros. Sci. 2021, 182, 109299. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Fe | Mn | Si | C | S | Ni |
|---|---|---|---|---|---|---|
| 32 | 2.3 | 1.8 | 0.3 | 0.2 | 0.18 | bal. |
| Coating Type/Test Zone | No | Zr | C | Cu | Ni |
|---|---|---|---|---|---|
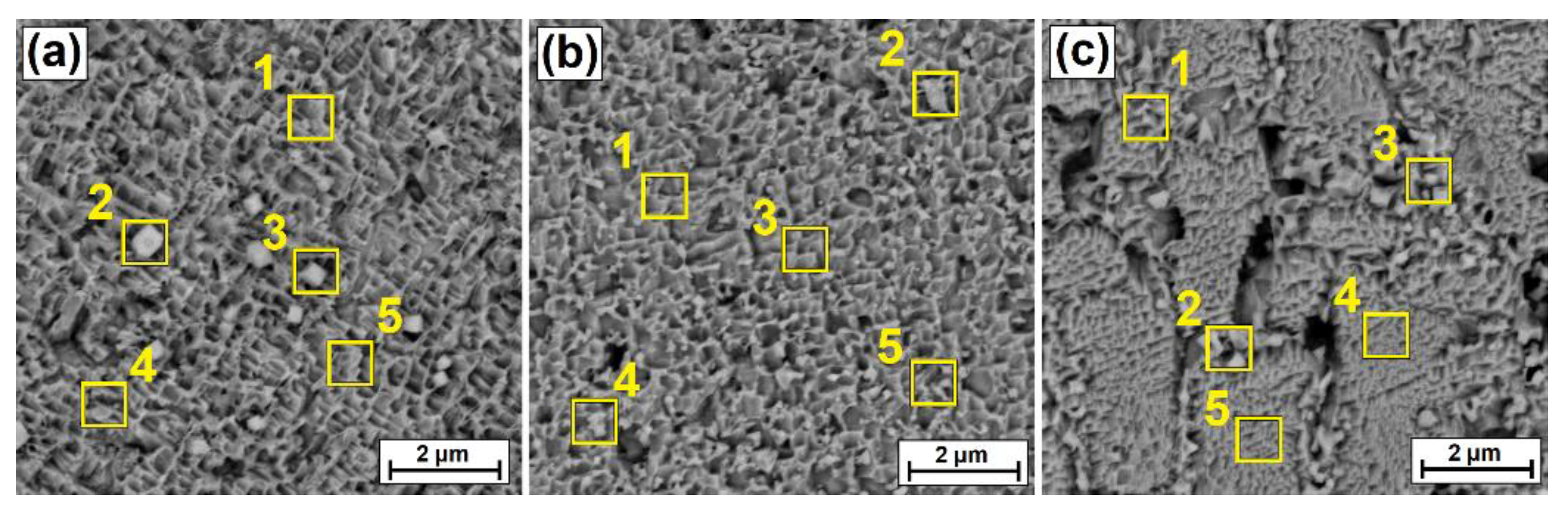
| Monel®400/ZrC 350 W Middle zone (Figure 5a) | 1 | 40.3 | 13.6 | 14.9 | 31.2 |
| 2 | 79.3 | 16.3 | 0.1 | 4.3 | |
| 3 | 21.8 | 8.2 | 23.2 | 46.8 | |
| 4 | 8.9 | 6.4 | 23.3 | 61.4 | |
| 5 | 82.3 | 14.7 | 0.1 | 2.9 | |
| Monel®400/ZrC 350 W Matrix of sub substrate zone (Figure 5b) | 1 | 3.5 | 7.8 | 26.2 | 62.6 |
| 2 | 3.6 | 8.4 | 22.9 | 65.1 | |
| 3 | 2.3 | 7.6 | 26.0 | 64.1 | |
| 4 | 0.9 | 6.7 | 25.6 | 66.8 | |
| 5 | 3.5 | 8.2 | 26.0 | 62.3 | |
| Monel®400/ZrC 350 W ZrC agglomerate in sub substrate zone (Figure 5c) | 1 | 19.7 | 8.1 | 20.7 | 51.6 |
| 2 | 45.6 | 11.4 | 11.4 | 31.6 | |
| 3 | 41.0 | 10.7 | 13.4 | 34.9 | |
| 4 | 80.9 | 16.8 | 0.2 | 2.1 | |
| 5 | 81.6 | 15.7 | 0.1 | 2.6 | |
| Monel®400/ZrC 450 W Subsurface zone (Figure 7a) | 1 | 74.5 | 13.6 | 2.8 | 9.1 |
| 2 | 8.7 | 6.5 | 26.8 | 58.0 | |
| 3 | 6.0 | 6.8 | 22.6 | 64.6 | |
| 4 | 73.9 | 14.1 | 2.5 | 9.5 | |
| 5 | 7.0 | 5.8 | 25.7 | 61.5 | |
| Monel®400/ZrC 450 W Middle zone (Figure 7b) | 1 | 41.6 | 11.1 | 15.2 | 32.1 |
| 2 | 4.3 | 6.0 | 29.8 | 59.8 | |
| 3 | 8.8 | 6.8 | 22.5 | 61.9 | |
| 4 | 21.0 | 9.3 | 22.9 | 46.8 | |
| 5 | 5.3 | 6.6 | 29.8 | 58.3 | |
| Monel®400/ZrC 450 W Subsubstrate zone (Figure 7c) | 1 | 60.7 | 11.9 | 5.9 | 21.5 |
| 2 | 24.3 | 9.1 | 20.1 | 46.6 | |
| 3 | 5.7 | 5.3 | 28.5 | 60.5 | |
| 4 | 8.8 | 6.4 | 27.2 | 57.6 | |
| 5 | 33.2 | 12.2 | 17.3 | 37.3 | |
| Monel®400/ZrC 550 W Subsurface zone (Figure 9a) | 1 | 7.4 | 5.0 | 24.6 | 63.0 |
| 2 | 26.8 | 11.2 | 21.6 | 40.4 | |
| 3 | 28.8 | 10.5 | 19.6 | 41.1 | |
| 4 | 12.9 | 6.4 | 22.6 | 58.1 | |
| 5 | 9.2 | 6.5 | 26.5 | 57.8 | |
| Monel®400/ZrC 550 W Middle zone (Figure 9b) | 1 | 11.6 | 4.8 | 21.6 | 62.0 |
| 2 | 26.5 | 11.2 | 18.4 | 43.9 | |
| 3 | 15.6 | 5.2 | 20.2 | 59.0 | |
| 4 | 23.9 | 10.7 | 23.5 | 41.9 | |
| 5 | 7.3 | 5.1 | 26.4 | 61.2 | |
| Monel®400/ZrC 550 W Subsubstrate zone (Figure 9c) | 1 | 18.3 | 7.9 | 23.2 | 50.6 |
| 2 | 43.6 | 10.4 | 15.8 | 30.2 | |
| 3 | 44.8 | 10.1 | 13.7 | 31.4 | |
| 4 | 19.2 | 8.1 | 21.1 | 51.6 | |
| 5 | 18.7 | 7.8 | 22.3 | 51.2 |
| Parameters | Icorr [A/cm2] | Ecorr [V] |
|---|---|---|
| Monel®400 without coating | 2.91 × 10−7 | −8.14 × 10−1 |
| ZrC coating 350 W | 3.19 × 10−7 | −8.42 × 10−1 |
| ZrC coating 450 W | 5.23 × 10−7 | −8.97 × 10−1 |
| ZrC coating 550 W | 3.19 × 10−7 | −9.08 × 10−1 |
| Parameters | Without Coating | ZrC Coating 350 W | ZrC Coating 450 W | ZrC Coating 550 W |
|---|---|---|---|---|
| Ra | 5.395 | 16.75 | 2.462 | 1.981 |
| Rz | 23.00 | 89.66 | 9.945 | 7.444 |
| Sa | 307.3 | 115.5 | 60.00 | 45.01 |
| Sq | 707.9 | 288.4 | 222.7 | 227.7 |
| Sz | 1507 | 659.5 | 432.5 | 349.0 |
| wear track width | 3699 | 1197 | 1235 | 1320 |
| max. wear track depth | 938.4 | 497.8 | 98.34 | 100.7 |
| average wear track depth | 870.2 | 370.0 | 86.12 | 93.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bartkowski, D.; Bartkowska, A.; Jurči, P.; Przestacki, D. Influence of Manufacturging Parameters on Microstructure, Chemical Composition, Microhardness, Corrosion and Wear Resistance of ZrC Coatings Produced on Monel®400 Using Laser Processing Technology. Coatings 2022, 12, 651. https://doi.org/10.3390/coatings12050651
Bartkowski D, Bartkowska A, Jurči P, Przestacki D. Influence of Manufacturging Parameters on Microstructure, Chemical Composition, Microhardness, Corrosion and Wear Resistance of ZrC Coatings Produced on Monel®400 Using Laser Processing Technology. Coatings. 2022; 12(5):651. https://doi.org/10.3390/coatings12050651
Chicago/Turabian StyleBartkowski, Dariusz, Aneta Bartkowska, Peter Jurči, and Damian Przestacki. 2022. "Influence of Manufacturging Parameters on Microstructure, Chemical Composition, Microhardness, Corrosion and Wear Resistance of ZrC Coatings Produced on Monel®400 Using Laser Processing Technology" Coatings 12, no. 5: 651. https://doi.org/10.3390/coatings12050651