
Possibilities of Using the Duplex System Plasma Nitriding + CrN Coating for Special Components
 , ,
, ,  , , , ,
, , , ,
Abstract
:1. Introduction
- gas port;
- gas cylinder;
- gas piston with piston rod;
- gas channel, which connects the bore of barrel with the gas cylinder.
- pressure action of propellant gases;
- temperature action of propellant gases;
- mechanical interaction between moving parts of the weapon (especially dynamic shocks).
2. Materials and Methods
2.1. Determination of Stress Magnitude
2.2. Materials
2.3. Chemical-Heat Treatment and Deposition
2.4. Characterization
3. Results
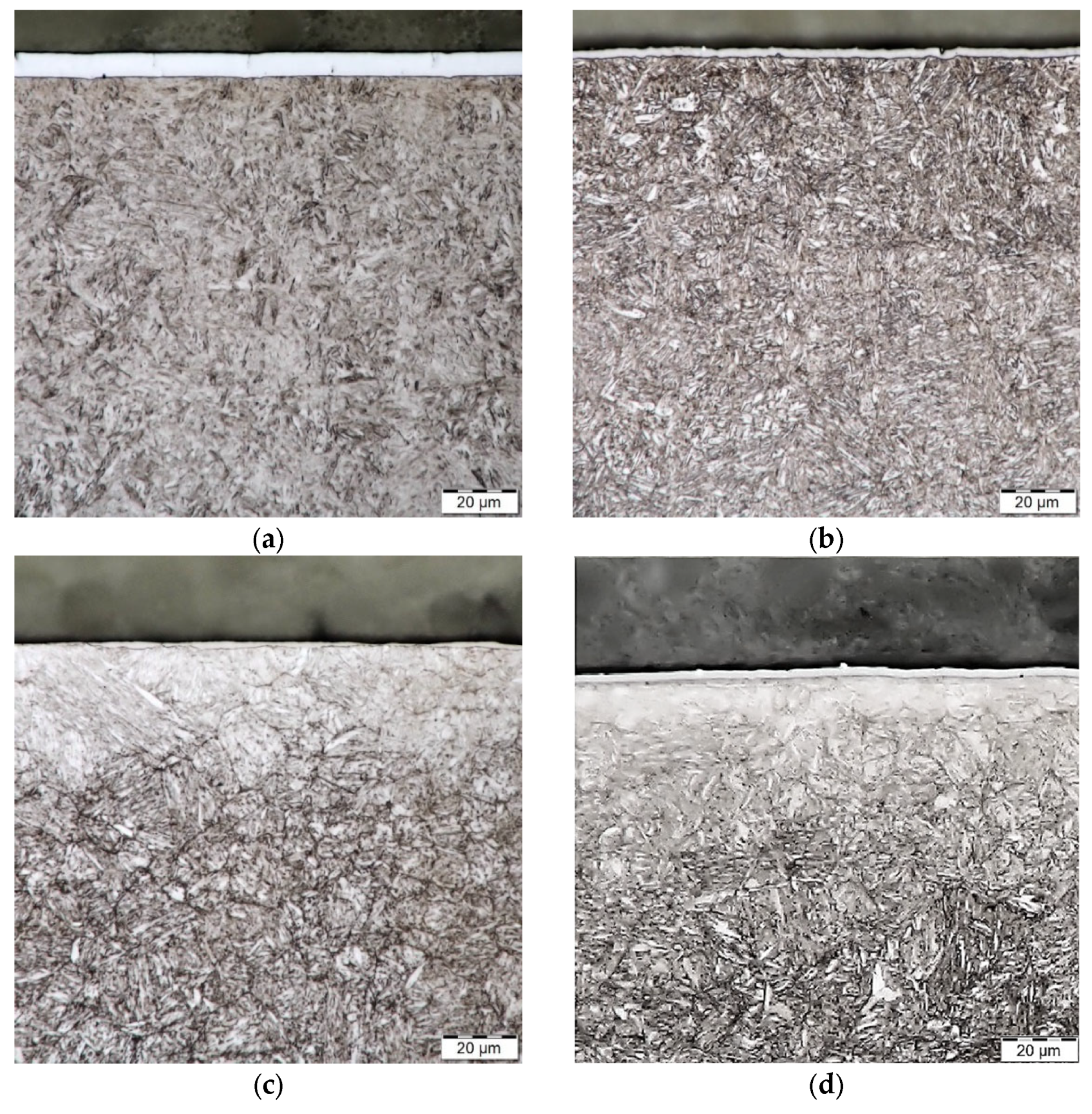
3.1. Chemical Composition and Metallography
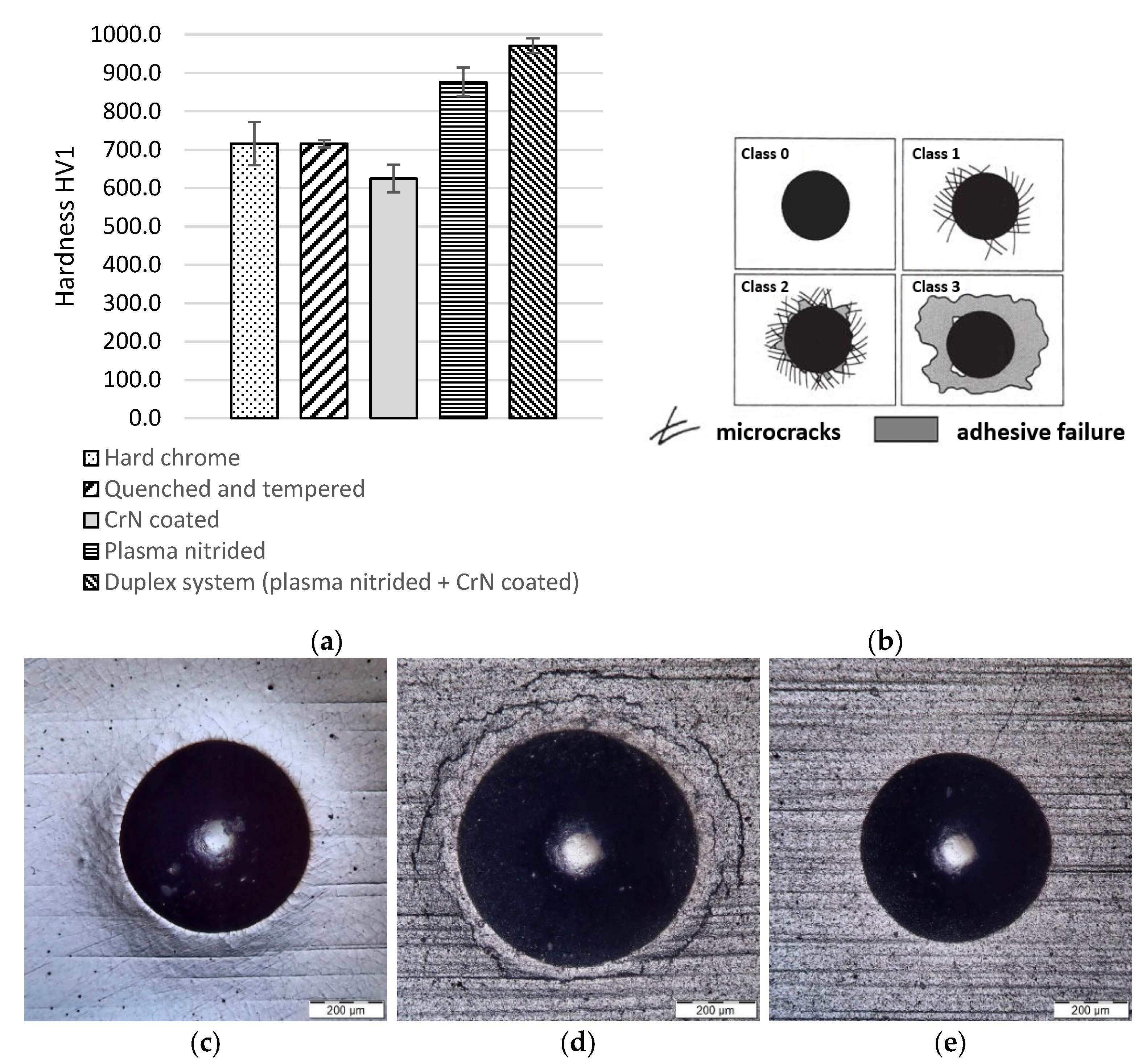
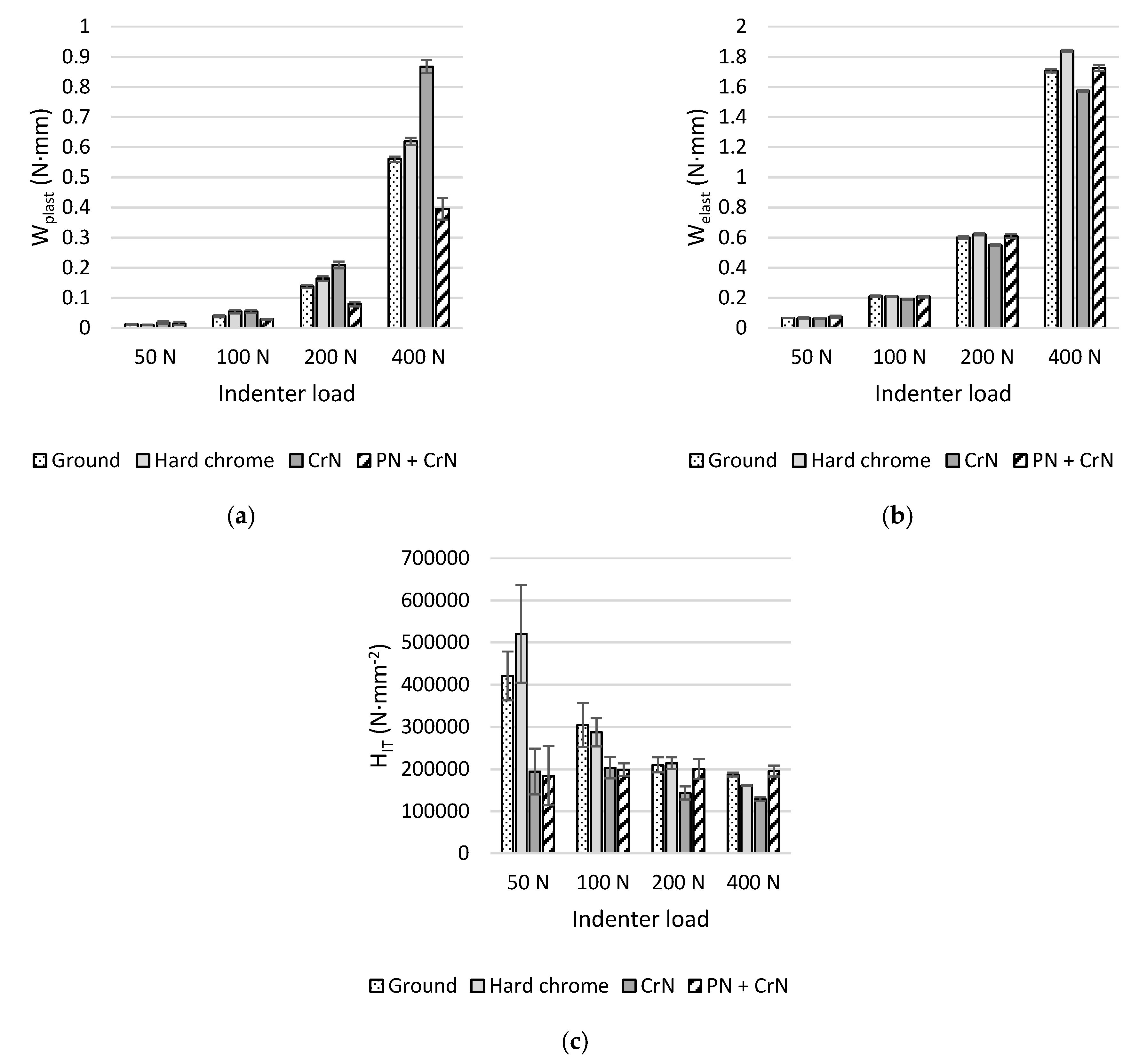
3.2. Mechanical Properties
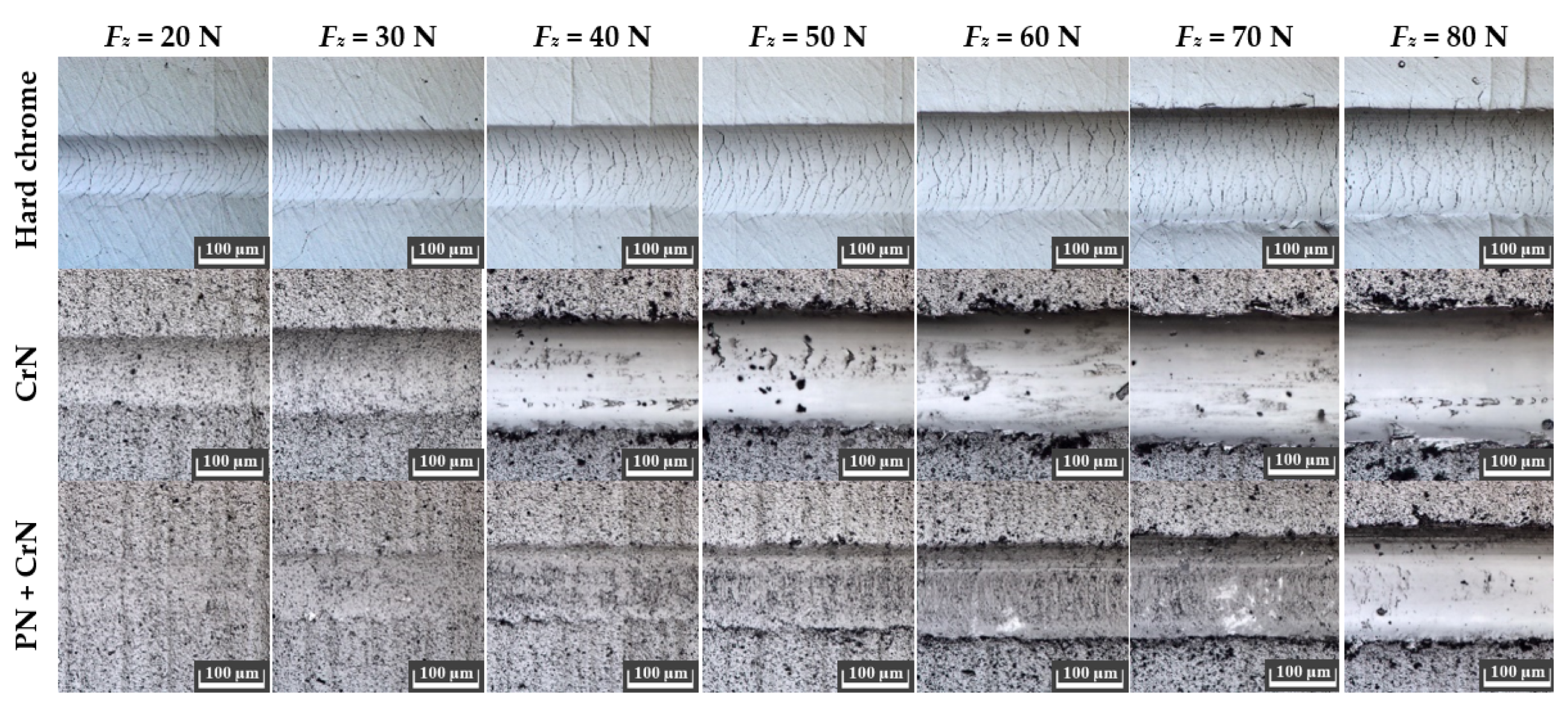
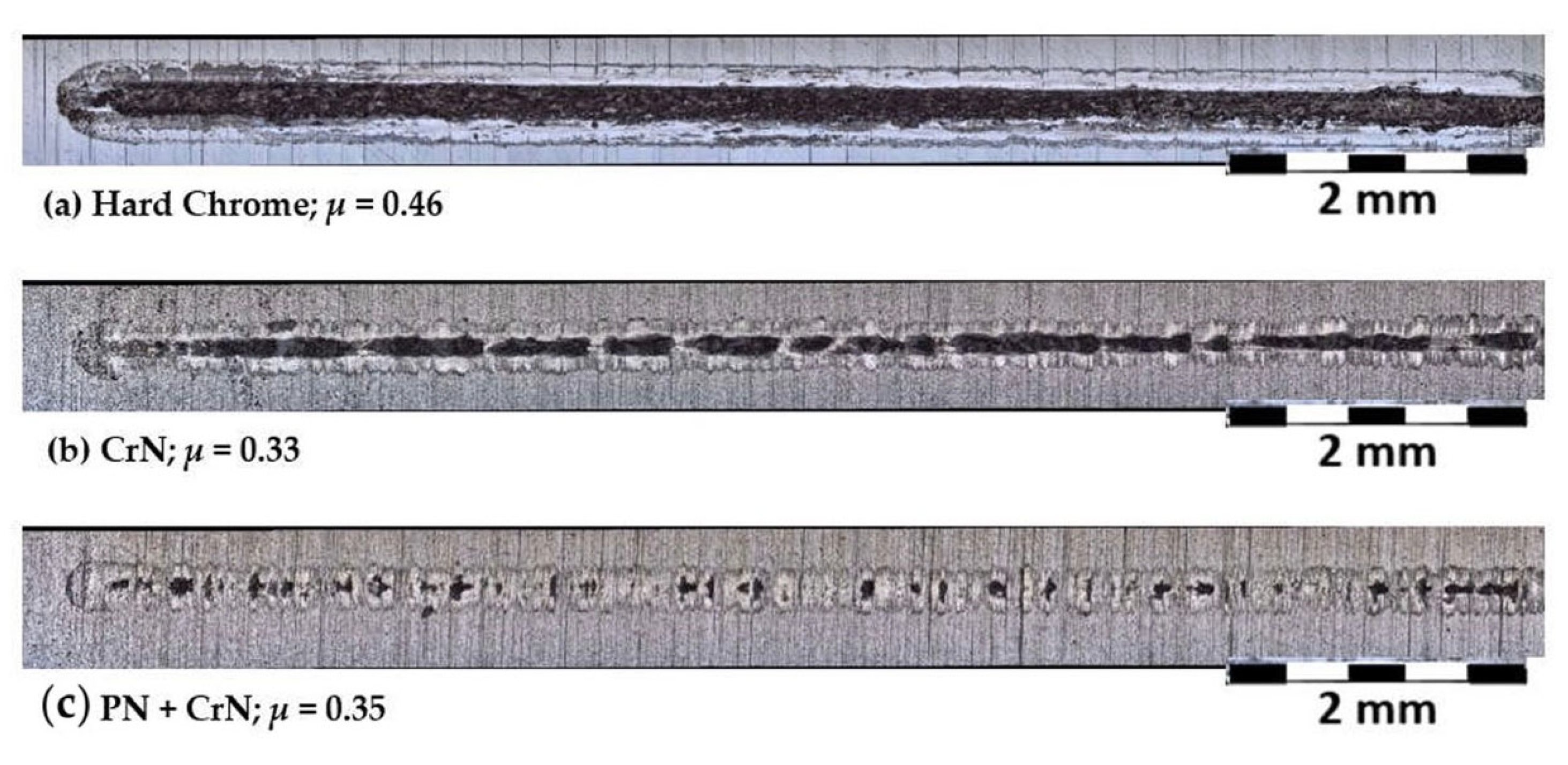
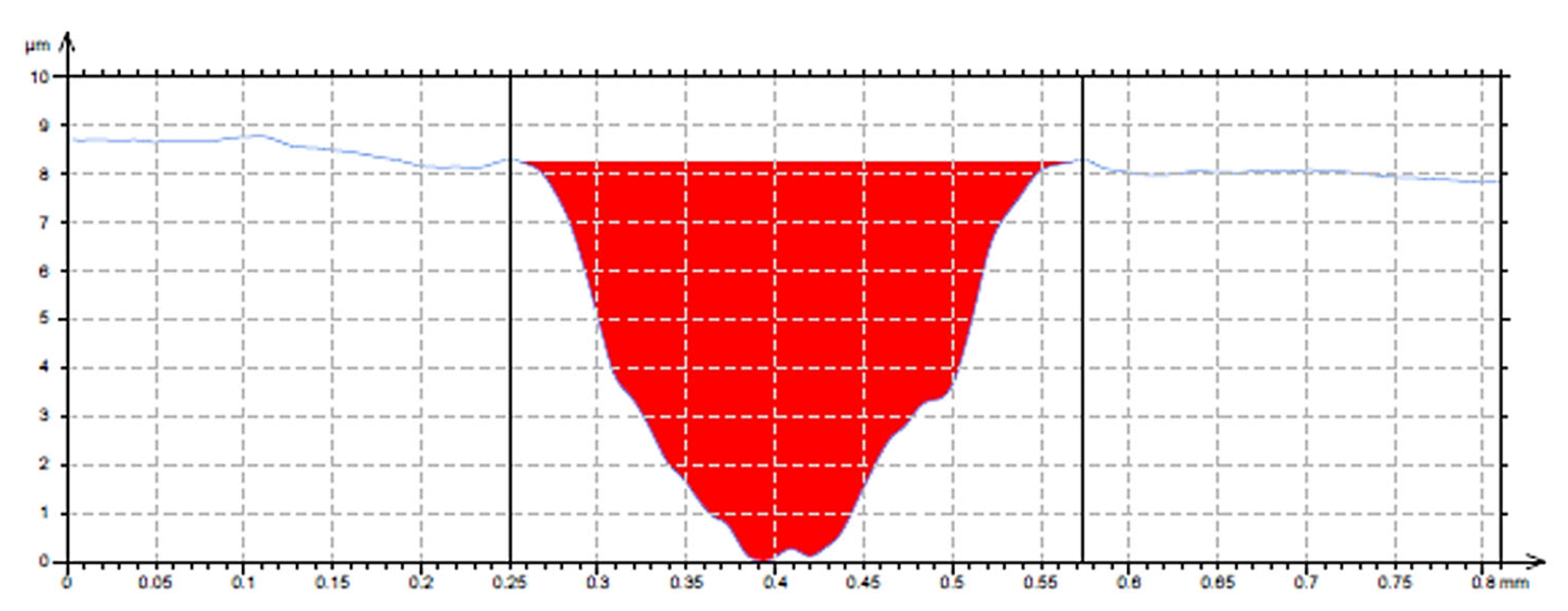
3.3. Tribological Properties
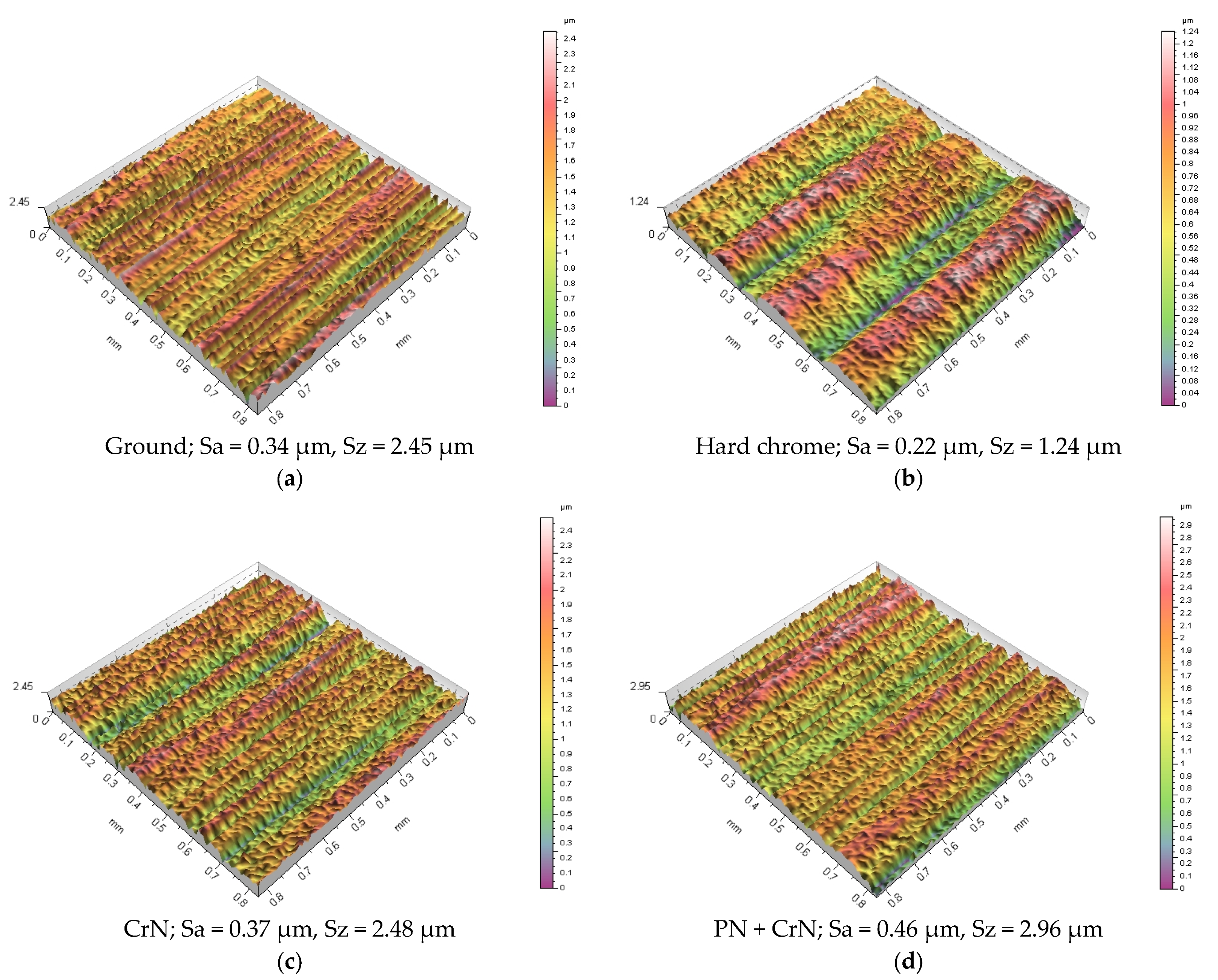
3.4. Morphology and Surface Texture
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fišer, M.; Balla, J. Small Arms; University of Defence: Brno, Czech Republic, 2004; pp. 7–49. [Google Scholar]
- Ibrahim, A.; Berndt, C.C. Fatigue and deformation of HVOF sprayed WC-Co coatings and hard chrome plating. Mater. Sci. Eng. A 2007, 456, 114–119. [Google Scholar] [CrossRef]
- Sarraf, S.H.; Soltanieh, M.; Aghajani, H. Reprinting the cracks network of hard chromium electroplated layers using plasma nitriding. Vacuum 2016, 127, 1–9. [Google Scholar] [CrossRef]
- Zeng, Z.; Wang, L.; Chen, L.; Zhang, J. The correlation between the hardness and tribological behavior of electroplated chromium coatings sliding against ceramic and steel counterparts. Surf. Coat. Technol. 2006, 201, 2282–2288. [Google Scholar] [CrossRef]
- Mekicha, M.A.; De Rooij, M.B.; Matthews, D.T.A.; Pelletier, C.; Jacobs, L.; Schipper, D.J. The effect of hard chrome plating on iron fines formation. Tribol. Int. 2020, 142, 106003. [Google Scholar] [CrossRef]
- Wasekar, N.P.; Sundararajan, G. Sliding wear behavior of electrodeposited Ni-W alloy and hard chrome coatings. Wear 2015, 342–343, 340–348. [Google Scholar] [CrossRef]
- Pierre, F.; Diebold, F.; Baruthio, F. Biomonitoring of two types of chromium exposure in an electroplating shop. Int. Arch. Occup. Environ. Health 2008, 81, 321–329. [Google Scholar] [CrossRef]
- Goldoni, M.; Caglieri, A.; Poli, D.; Vettori, M.V.; Corradi, M.; Apostoli, P.; Mutti, A. Determination of hexavalent chromium in exhaled breath condensate and environmental air among chrome plating workers. Anal. Chim. Acta 2006, 562, 229–235. [Google Scholar] [CrossRef] [Green Version]
- Linqing, Y.; Bo, X.; Yang, X.; Ding, H.; Wu, D.; Zhang, H.; Jiang, G.; Liu, J.; Zhuang, Z. Mitochondrial DNA hypomethylation in chrome plating workers. Toxicol. Lett. 2016, 243, 1–6. [Google Scholar] [CrossRef]
- Joska, Z.; Rak, L.; Daniel, J.; Horníček, J.; Tříska, V.; Nguyen, C. Adhesion of PVD Coatings on Surface of Small Arm. ECS Trans. 2020, 99, 265–275. [Google Scholar] [CrossRef]
- Carneiro, E.; Castro, J.D.; Marques, S.M.; Cavaleiro, A.; Carvalho, S. Reach regulation challenge: Development of alternative coatings to hexavalent chromium for minting applications. Surf. Coat. Technol. 2021, 418, 127271. [Google Scholar] [CrossRef]
- Forsich, C.; Dipolt, C.; Heim, D.; Mueller, T.; Gebeshuber, A.; Holecek, R.; Lugmair, C. Potential of thick a-C:H:Si films as substitute for chromium plating. Surf. Coat. Technol. 2014, 241, 86–92. [Google Scholar] [CrossRef]
- Wang, S.; Ma, C.; Walsh, F.C. Alternative tribological coatings to electrodeposited hard chromium: A critical review. Int. J. Surf. Eng. Coat. 2020, 98, 173–185. [Google Scholar] [CrossRef]
- Espallargas, N.; Berget, J.; Guilemany, J.M.; Vicente, B.A.; Suegama, P.H. Cr2C3-NiCr and WC-Ni thermal spray coatings as alternatives to hard chromium for erosion—Corrosion resistance. Surf. Coat. Technol. 2008, 202, 1405–1417. [Google Scholar] [CrossRef]
- Zheng, K.; Liu, P.; Li, W.; Ma, F. Growth and characterization of CrAlN films by DC magnetron sputtering. J. Vac. Sci. Technol. 2011, 31, 545–549. [Google Scholar]
- Sjölén, J.; Karlsson, L.; Braun, S.; Murdey, R.; Hörling, A.; Hultman, L. Structure and mechanical properties of arc evaporated Ti-Al-O-N thin films. Surf. Coat. Technol. 2007, 201, 6392–6403. [Google Scholar] [CrossRef]
- Vignesh, S.; Shanmugam, K.; Balasubramanian, V.; Sridhar, K. Identifying the optimal HVOF spray parameters to attain minimum porosity and maximum hardness in iron based amorphous metallic coatings. Def. Technol. 2017, 13, 101–110. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, S.; Zheng, Y.; Ke, W. Effect of porosity dealing treatments on corrosion resistance of high-velocity oxy-fuel (HVOF)-sprayed Fe-based amorphous metallic coatings. Surf. Coat. Technol. 2011, 206, 1307–1318. [Google Scholar] [CrossRef]
- Cherigui, M.; Feraoun, H.I.; Feninehe, N.E.; Aourag, H.; Coddet, C. Structure of amorphous iron-based coatings processed by HVOF and APS thermally spraying. Mater. Chem. Phys. 2004, 85, 113–119. [Google Scholar] [CrossRef]
- Gao, X.; Li, C.; Han, X.; Chen, X.; Zhao, Y. Numerical simulation and parameter sensitivity analysis of multi-particle deposition behavior in HVAF spraying. Surf. Coat. Technol. 2022, 441, 128569. [Google Scholar] [CrossRef]
- Han, X.; Li, C.; Gao, X.; Chen, X.; Liu, Z. Numerical study on the behavior of titanium particles in the process of warm spraying. Weld. World 2022, 66, 1305–1314. [Google Scholar] [CrossRef]
- Li, C.; Gao, X.; Yang, Y.; Chen, X.; Han, X. Sensitivity Analysis of Process Parameters of Warm Spraying Process Based on Response Surface Method. J. Therm. Spray Technol. 2022, 31, 585–597. [Google Scholar] [CrossRef]
- Gao, X.; Li, C.; Xu, Y.; Chen, X.; Han, X. Effects of Fuel Types and Process Parameters on the Performance of an Activated Combustion High Velocity Air-Fuel (AC-HVAF) Thermal Spray System. J. Therm. Spray Technol. 2021, 30, 1875–1890. [Google Scholar] [CrossRef]
- Gao, X.; Li, C.; Zhang, D.; Gao, H.; Han, X. Numerical analysis of the activated combustion high-velocity air-fuel (AC-HVAF) thermal spray process: A survey on the parameters of operation and nozzle geometry. Surf. Coat. Technol. 2021, 405, 126588. [Google Scholar] [CrossRef]
- Barnett, B.; Trexler, M.; Champagne, V. Cold sprayed refractory metals for chrome reduction in gun barrel liners. Int. J. Refract. Met. Hard Mater. 2015, 53, 139–143. [Google Scholar] [CrossRef] [Green Version]
- Ševeček, M.; Gurgen, A.; Seshadri, A.; Che, Y.; Wagih, M.; Phillips, B.; Champagne, V.; Shirvan, K. Development of Cr cold spray-coated fuel cladding with enhanced accident tolerance. Nucl. Eng. Technol. 2018, 50, 229–236. [Google Scholar] [CrossRef]
- Dlouhy, I.; Rehorek, L.; Seiner, H.; Cizek, J.; Siska, F. Architectured multi-metallic structures prepared by cold dynamic spray deposition. Key Eng. Mater. 2019, 810, 107–112. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Statistical and qualitative analyses of kinetic models using electrophoretic deposition of polyaniline. J. Ind. Eng. Chem. 2022, 113, 475–487. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developmenst in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar]
- Cedeno-Vente, M.L.; Manriquez, J.; Mondragon-Rodriguez, G.C.; Camacho, N.; Gomez-Ovalle, A.E.; Gonzales-Carmona, J.M.; Alvarado-Orozco, J.M.; Espinosa-Arbelaez, D.G. Application of a transmission line model to evaluate the influence of structural defects on the corrosion behaviour of arc-PVD CrN coatings. Ceram. Int. 2021, 47, 20885–20899. [Google Scholar] [CrossRef]
- Özkan, D.; Yilmaz, M.A.; Szala, M.; Türküz, C.; Chocyk, D.; Tunc, C.; Göz, O.; Walczak, M.; Pasierbiewicz, K.; Yagci, M.B. Effects of ceramic-based CrN, TiN, and AlCrN interlayers on wear and friction behaviors of AlTiSiN + TiSiN PVD coatings. Ceram. Int. 2021, 47, 20077–20089. [Google Scholar] [CrossRef]
- Dobrocky, D.; Klanica, O.; Onderka, F. The changes of surface texture parameters of the duplex systems: Nitrided layer—Coating at CoCrMo alloy. ECS Trans. 2014, 63, 255–259. [Google Scholar] [CrossRef]
- Teng, Y.; Guo, Y.-Y.; Zhang, M.; Yang, Y.-J.; Huang, Z.; Zhou, Y.-W.; Wu, F.-Y.; Liang, Y.-S. Effect of Cr/CrNx transition layer on mechanical properties of CrN coatings deposited on plasma nitride austenitic stainless steel. Surf. Coat. Technol. 2019, 347, 100–107. [Google Scholar] [CrossRef]
- Raza, H.A.; Shafiq, M.; Naeem, M.; Naz, M.Y.; Díaz-Guillén, J.C.; Lopez-Badillo, C.M. Cathodic Cage Plasma Pre-treatment of TiN-Coated AISI-304 Stainless Steel for Enhancement of Mechanical Strength and Wear Resistance. J. Mater. Eng. Perform. 2019, 28, 20–23. [Google Scholar] [CrossRef]
- Saikia, P.; Joseph, A.; Rane, R.; Saika, B.K.; Mukherjee, S. Role of substrate and deposition conditions on the texture evolution of titanium nitride thin film on bare and plasma-nitrided high-speed steel. J. Theor. Appl. Phys. 2013, 7, 66. [Google Scholar] [CrossRef] [Green Version]
- Yan, Q.; Yang, K.; Wang, Z.D.; Chen, M.Z.; Sun, G.F.; Ni, Z.H. Surface roughness optimization and high-temperature wear performance of H13 coating fabricated by extreme high-speed laser cladding. Opt. Laser Technol. 2022, 149, 107823. [Google Scholar] [CrossRef]
- Plíhal, B.; Beer, S.; Jedlička, L. Internal Ballistics of Cannons: A Textbook; Univerzita Obrany: Brno, Czech Republic, 2004; pp. 88–102. [Google Scholar]
- Thermocouple Response Time (2019) Omega Engineering; Omega: Norwalk, CT, USA, 2019. Available online: https://www.omega.com/en-us/resources/thermocouples-response-time (accessed on 20 January 2022).
- Popelínský, L. Gas Extraction in Automatic Weapons; Vojenská Akademie: Brno, Czech Republic, 1993; pp. 27–66. [Google Scholar]
- Pavelek, M. Thermomechanics; Akademické Nakladatelství CERM: Brno, Czech Republic, 2011; pp. 128–150. [Google Scholar]
- Chen, T.-C.; Liu, C.-C.; Jang, H.-Y.; Tuan, P.-C. Inverse estimation of heat flux and temperature in multi-layer gun barrel. Int. J. Heat Mass Transf. 2007, 50, 2060–2068. [Google Scholar] [CrossRef]
- Mishra, A.; Hameed, A.; Lawton, B. A Novel Scheme for Computing Gun Barrel Temperature History and Its Experimental Validation. J. Press. Vessel. Technol. 2010, 136, 061202. [Google Scholar] [CrossRef]
- Li, X.; Zang, Y.; Mu, L.; Lian, Y.; Qin, Q. Erosion analysis of machine gun barrel and lifespan prediction under typical shooting conditions. Wear 2020, 444–445, 203177. [Google Scholar] [CrossRef]
- Wu, H.; Wang, Y.; Xiang, L.; Song, G. Enhancing Electrical Conductivity and Corrosion Resistance of CrN Coating by Pt Addition. Coatings 2021, 11, 1479. [Google Scholar] [CrossRef]
- Shao, W.; Shi, Z.; Rao, L.; Xing, X.; Zhou, Y.; Yang, Q. Cohesion properties and tensile cracking behavior of CrN coating on γ-Fe matrix by first principles study. Appl. Surf. Sci. 2021, 563, 150279. [Google Scholar] [CrossRef]
- ISO 14577-1:2015; Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. ISO: Geneva, Switzerland, 2015.
- ISO 26443:2008; Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Rockwell Indentation Test for Evaluation of Adhesion of Ceramic Coatings. ISO: Geneva, Switzerland, 2008.
- ASTM C1624-05; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM G133-95; Standard Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear. ASTM International: West Conshohocken, PA, USA, 2002.
- EN ISO 683-2:2018; Heat-Treatable Steels, Alloy Steels and Free-Cutting Steels—Part 2: Alloy Steels for Quenching and Tempering. ISO: Brussels, Belgium, 2018.
- Vidakis, N.; Antoniadis, A.; Bilalis, N. The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 2003, 143–144, 481–485. [Google Scholar] [CrossRef]
- Sander, T.; Tremmel, S.; Wartzack, S. A modified scratch test for the mechanical characterization of scratch resistance and adhesion of thin hard coatings on soft substrates. Surf. Coat. Technol. 2011, 206, 1873–1878. [Google Scholar] [CrossRef]
- Oliver, W.; Pharr, G. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Maksakova, O.; Simones, S.; Pogrebnjak, A.; Bondar, O.; Kravchenko, Y.; Beresnev, V.; Erdybaeva, N. The influence of deposition conditions and layer thickness on physical-mechanical properties of CA-PVD multilayer ZrN/CrN coatings. Mater. Charact. 2018, 140, 189–196. [Google Scholar] [CrossRef]
- EN ISO 21920-2:2022; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Brussels, Belgium, 2022.
- Dobrocky, D.; Joska, Z.; Prochazka, J.; Svoboda, E.; Dostal, P. Evaluation of Structural and Mechanical Properties of the Nitrided Layer on Steels for Weapons. Manuf. Technol. 2021, 21, 183–2489. [Google Scholar] [CrossRef]
- Doan, T.V.; Kusmic, D.; Pospichal, M. Surface Treatment Technologies for Wear Resistance Increasing of 42CrMo4 Steel. Manuf. Technol. 2015, 15, 303–307. [Google Scholar] [CrossRef]
- Doan, T.V.; Kusmic, D.; Pospichal, M.; Tran, Q.D.; Nguyen, V.T. Friction and Wear Behaviour of 42CrMo4 Steel Treated by Tenifer, Hard Chrome and Plasma Nitriding Technologies. Manuf. Technol. 2017, 17, 168–174. [Google Scholar] [CrossRef]
- Aktas, B.; Toprak, M.; Calik, A.; Tekgüler, A. Effect of pack-boriding on the tribological behavior of Hardox 450 and HiTuf Steels. Rev. Adv. Mater. Sci. 2020, 59, 314–321. [Google Scholar] [CrossRef]
- Aktas, B.; Balak, V. Dry Sliding Wear Behavior of Boron-Doped AISI 1020 Steels. Acta Phys. Pol. Ser. A 2017, 132, 455–457. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Hardness HV | Density (g·cm3) | El. Resistance (μΩ·cm) | Coeff. of Thermal Expansion (μm/m/K) | Tensile Strength (N/mm2) |
|---|---|---|---|---|---|
| 42CrMo4 steel | 280–330 | 7.85 | 19 | 11.1 | 981–1177 |
| Hard Chrome | 575 | 8.10 | 55 | 13 | 850 |
| CrN | 2800 | 5.9 | 14,900 | 2.3 | 203 |
| Nitriding layer | 850–950 | - | - | - | - |
| C | Mn | Si | Cr | Ni | Mo | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| Q4 Tasman | ||||||||
| 0.42 | 0.66 | 0.29 | 1.09 | 0.12 | 0.16 | 0.002 | 0.003 | rest |
| Standard | ||||||||
| 0.38–0.45 | 0.50–0.80 | 0.17–0.37 | 0.90–1.20 | max. 0.50 | 0.15–0.30 | max. 0.035 | max. 0.035 | rest |
| Coating | Maximum Depth (μm) | Width (μm) | Area of the Hole (μm2) |
|---|---|---|---|
| Hard chrome | 8.29 ± 0.11 | 396 ± 22 | 1462 ± 96 |
| CrN | 2.22 ± 0.14 | 323 ± 16 | 259 ± 36 |
| PN + CrN | 0.57 ± 0.02 | 313 ± 18 | 71 ± 11 |
| Parameter | Name | Unit |
|---|---|---|
| 3D amplitude parameters | ||
| Sa | Arithmetic mean deviation | μm |
| Sz | Ten-point height | μm |
| 2D amplitude parameters | ||
| Ra | Arithmetic mean deviation of the roughness profile | μm |
| Rz | Maximum height of roughness profile | μm |
| Rk parameters (parameters of material ratio) | ||
| Rk | Kernel roughness depth | μm |
| Rpk | Reduced peak height | μm |
| Rvk | Reduced valley depth | μm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobrocky, D.; Pokorny, Z.; Vitek, R.; Prochazka, J.; Studeny, Z.; Joska, Z.; Sedlak, J.; Slany, M.; Kolomy, S. Possibilities of Using the Duplex System Plasma Nitriding + CrN Coating for Special Components. Coatings 2022, 12, 1953. https://doi.org/10.3390/coatings12121953
Dobrocky D, Pokorny Z, Vitek R, Prochazka J, Studeny Z, Joska Z, Sedlak J, Slany M, Kolomy S. Possibilities of Using the Duplex System Plasma Nitriding + CrN Coating for Special Components. Coatings. 2022; 12(12):1953. https://doi.org/10.3390/coatings12121953
Chicago/Turabian StyleDobrocky, David, Zdenek Pokorny, Roman Vitek, Jiri Prochazka, Zbynek Studeny, Zdenek Joska, Josef Sedlak, Martin Slany, and Stepan Kolomy. 2022. "Possibilities of Using the Duplex System Plasma Nitriding + CrN Coating for Special Components" Coatings 12, no. 12: 1953. https://doi.org/10.3390/coatings12121953