
Optoelectrical Properties of Transparent Conductive Films Fabricated with Ag Nanoparticle-Suspended Emulsion under Various Formulations and Coating Conditions

Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Preparation of Water-in-Toluene Emulsions and Transparent Conductive Films
2.1.1. Water-in-Toluene Emulsions
2.1.2. Transparent Conductive Films
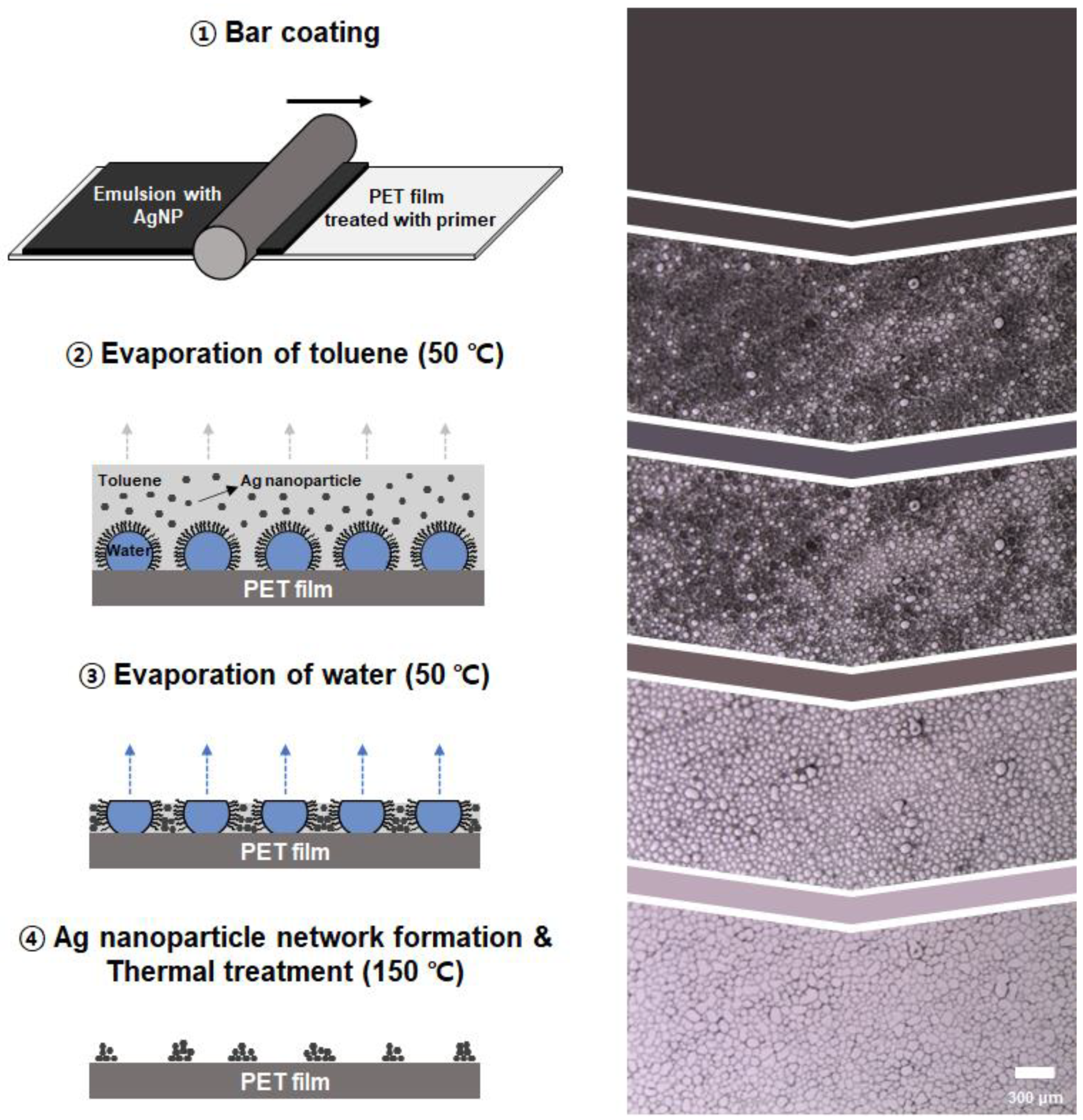
2.1.3. Formation of Self-Assembled Network Structures in TCFs
2.2. Characterization of Emulsions and TCFs
2.2.1. Observation of Water Droplets in Water-in-Toluene Emulsions
2.2.2. Optical and Electrical Properties of TCFs
3. Results and Discussion
3.1. Effect of Emulsion Formulation
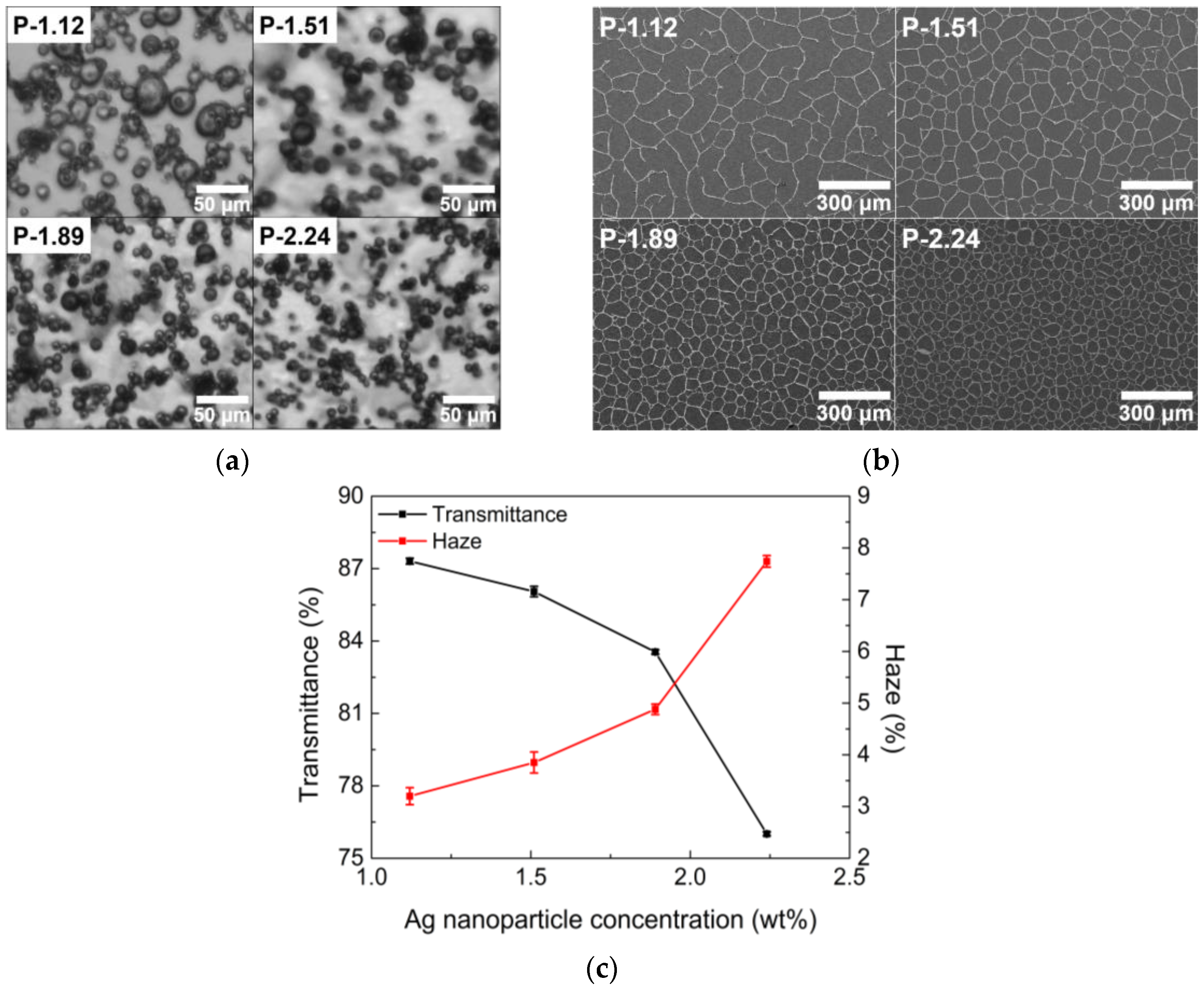
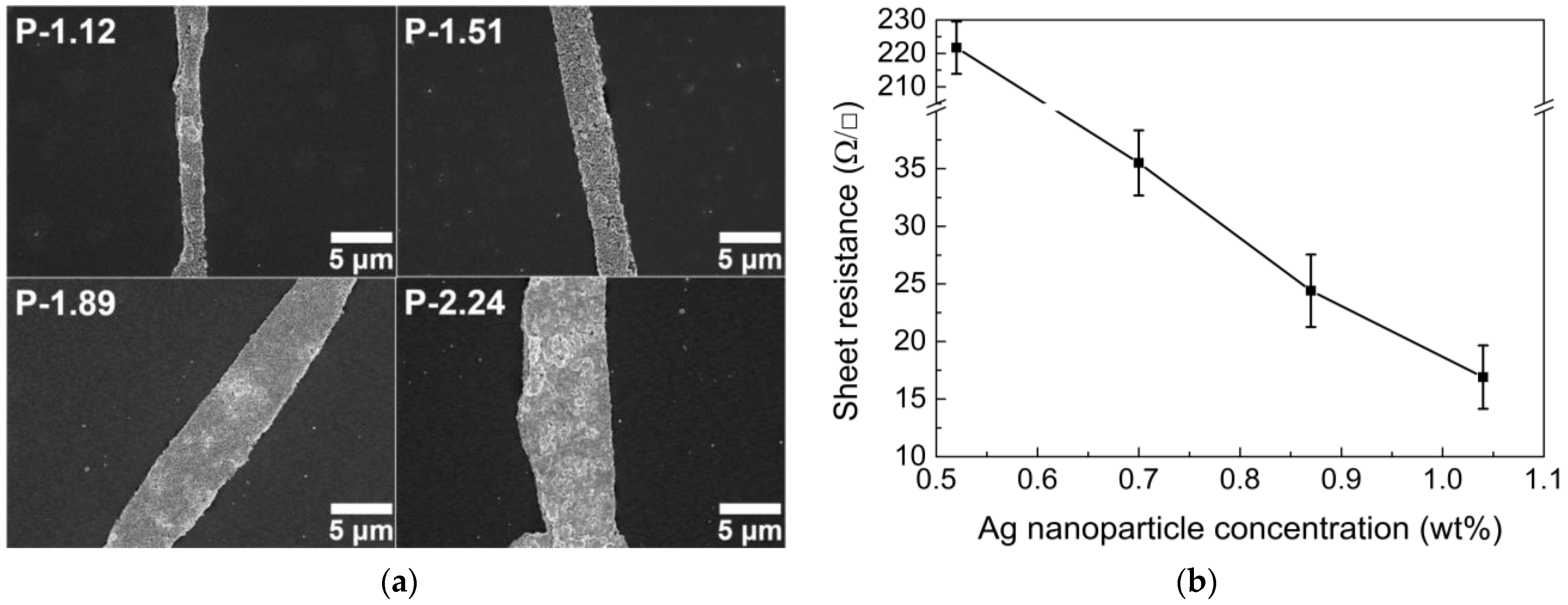
3.1.1. Concentration of AgNPs
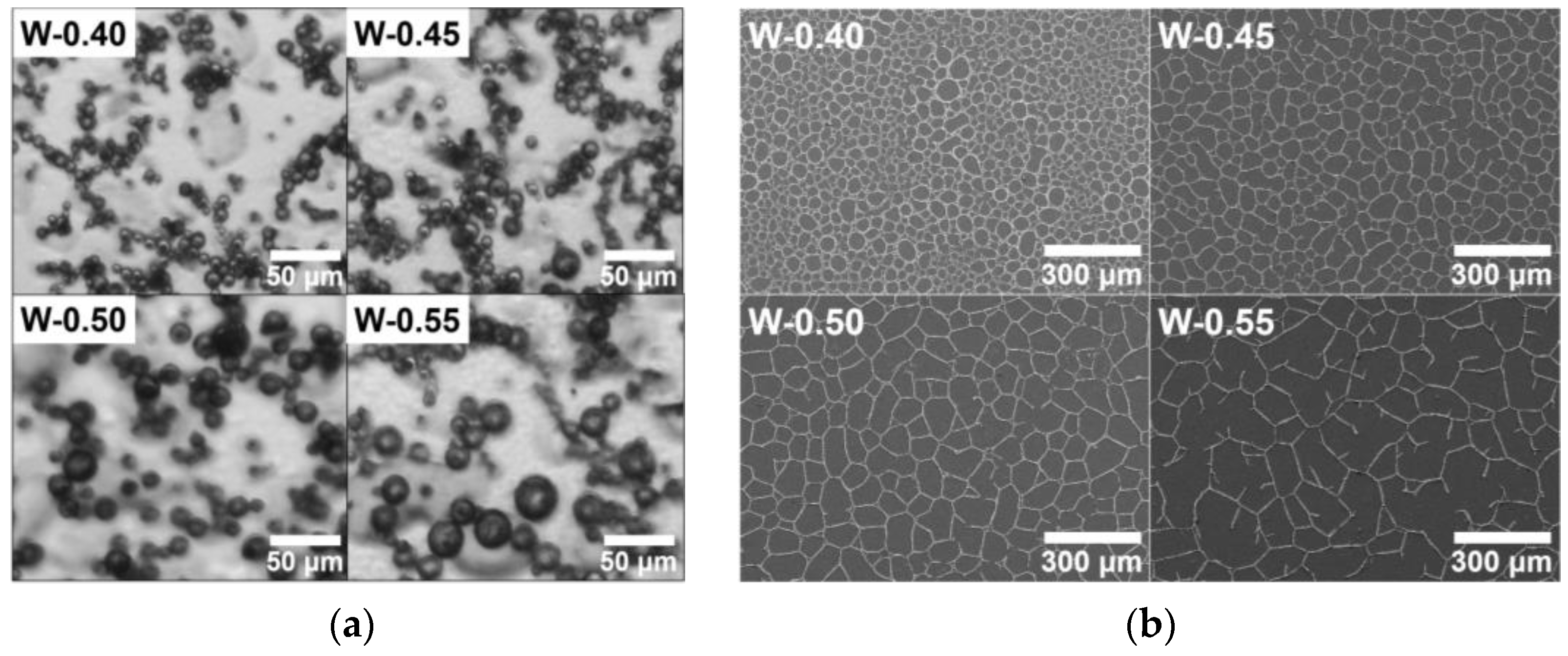
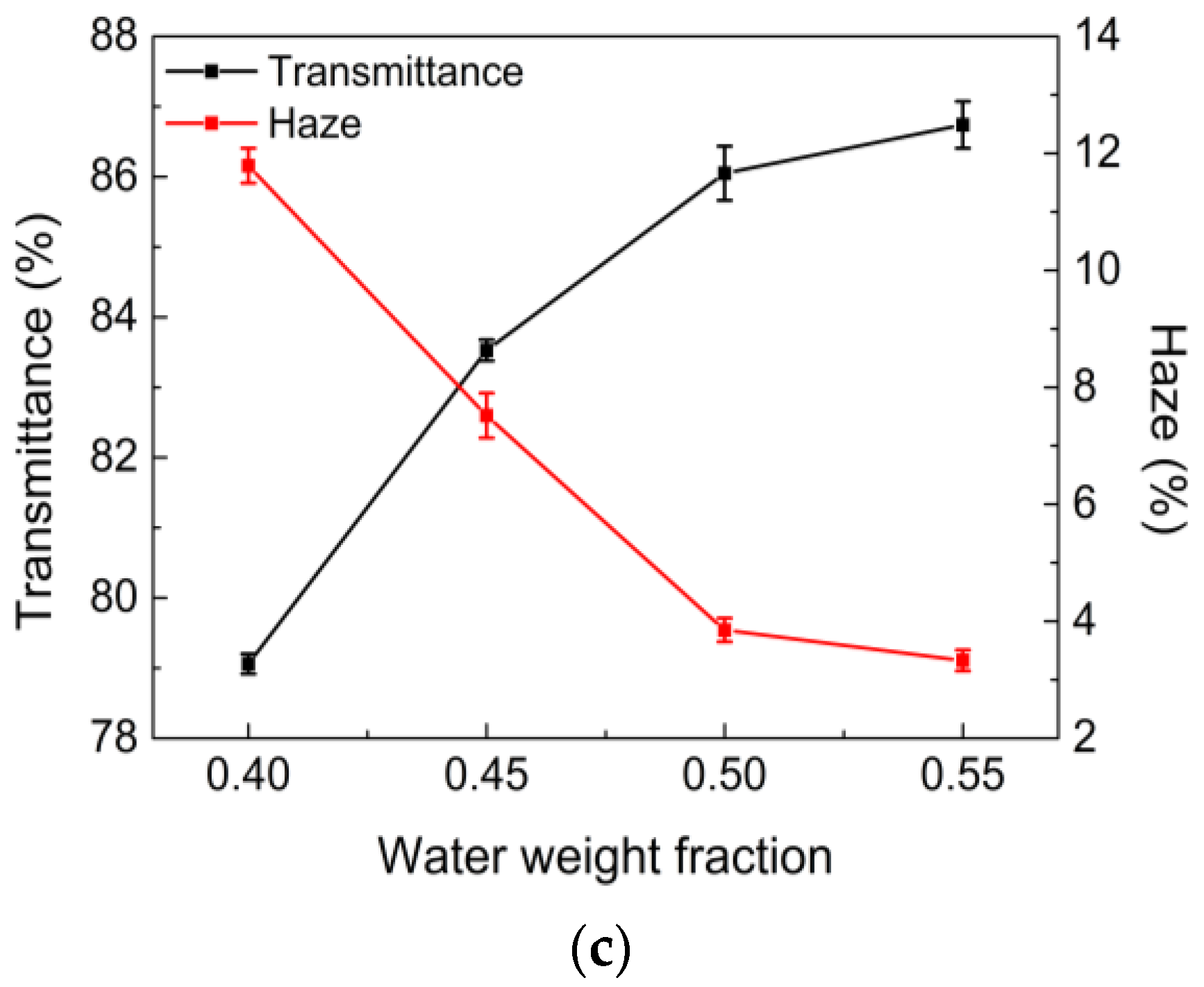
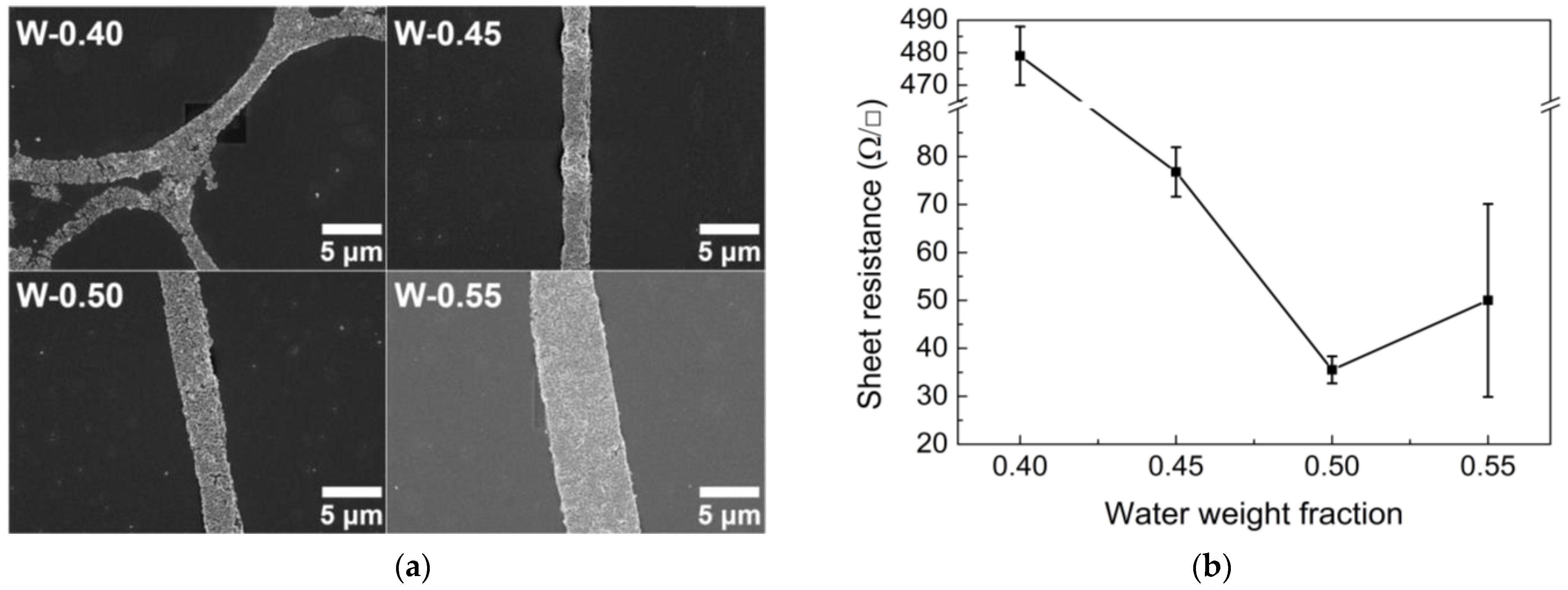
3.1.2. Water Weight Fraction
3.2. Effect of Coating Conditions
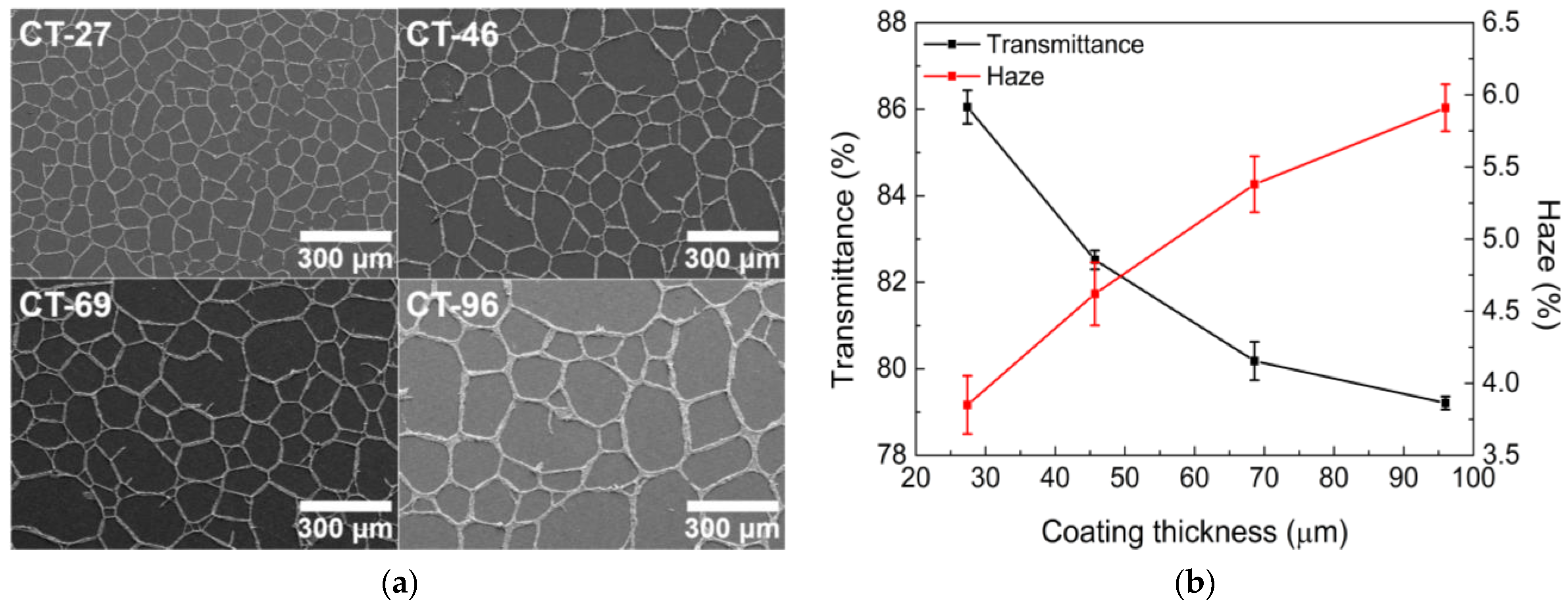
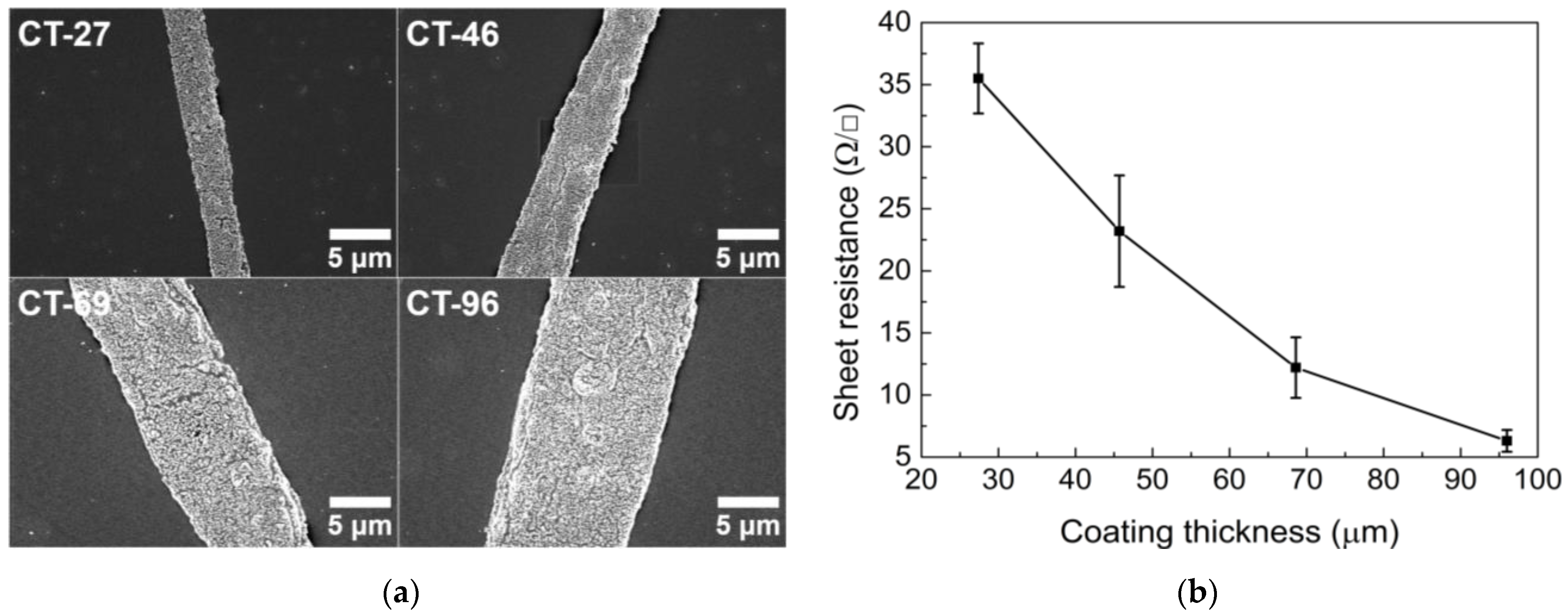
3.2.1. Coating Thickness
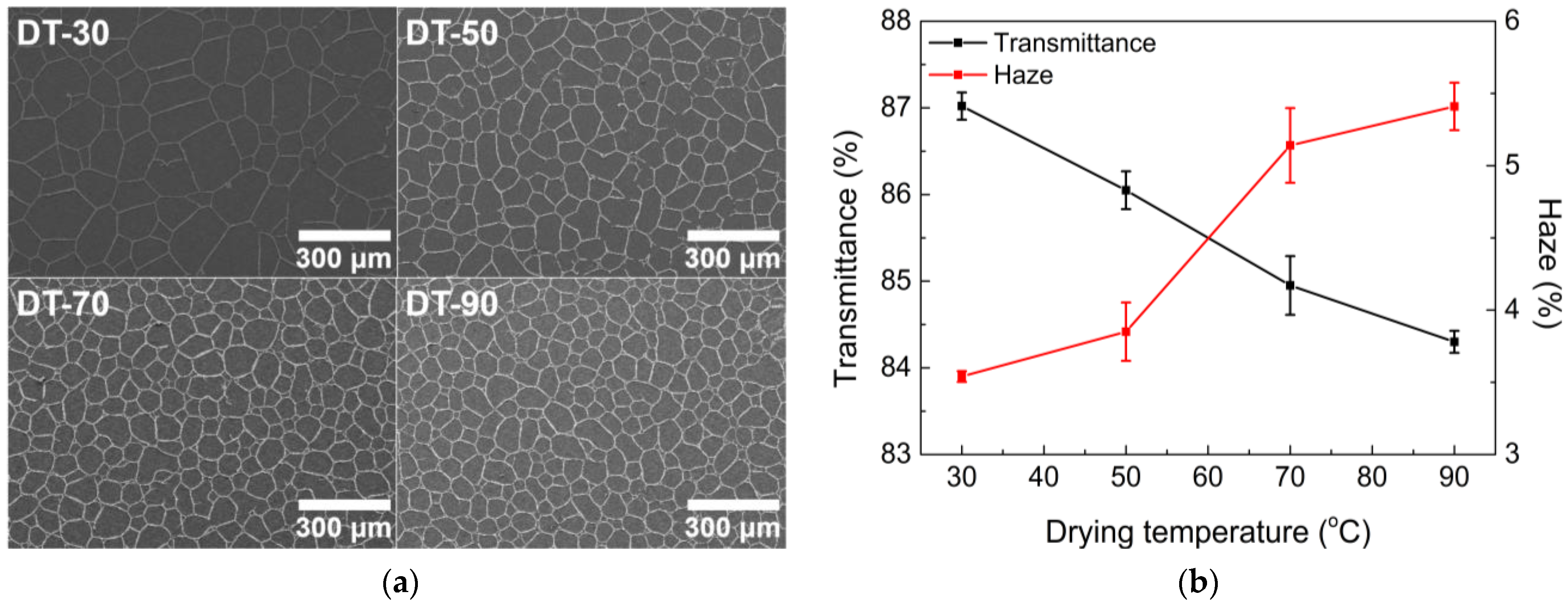
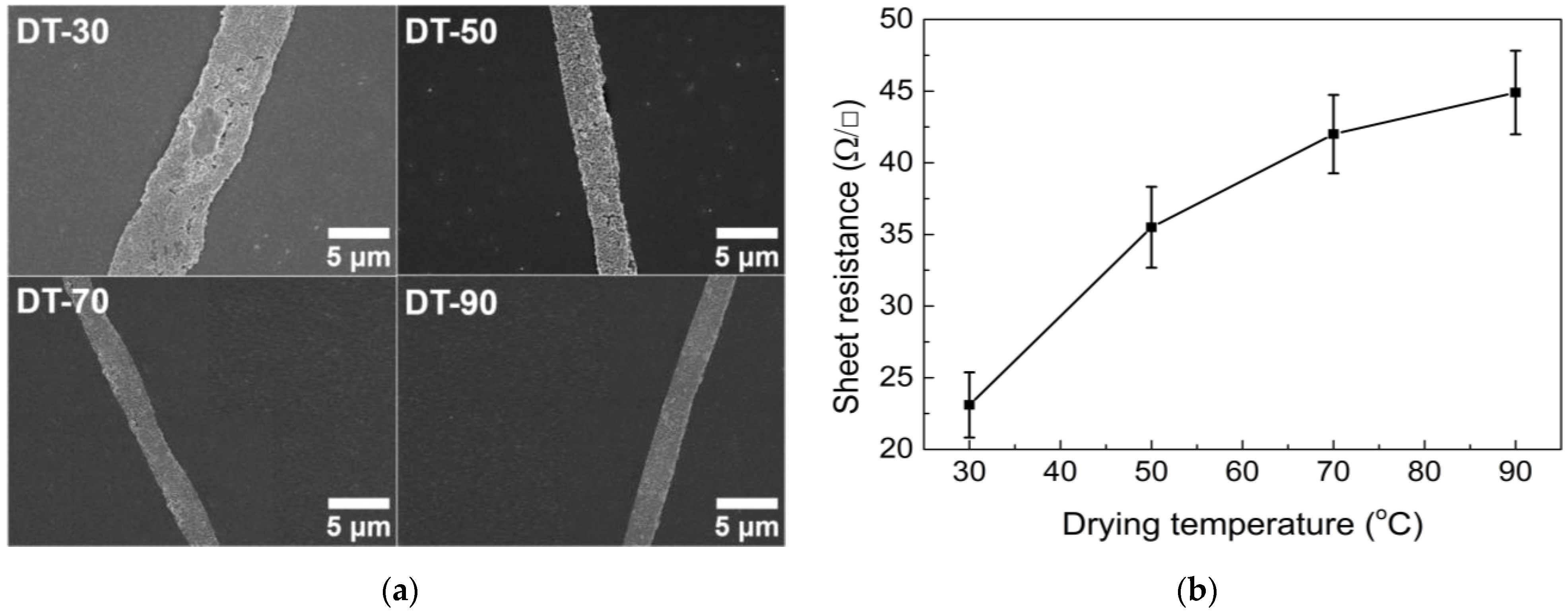
3.2.2. Drying Temperature
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, J.; Lee, P.; Lee, H.; Lee, D.; Lee, S.S.; Ko, S.H. Very long Ag nanowire synthesis and its application in a highly transparent, conductive and flexible metal electrode touch panel. Nanoscale 2012, 4, 6408–6414. [Google Scholar] [CrossRef]
- Kim, Y.; Song, C.-H.; Kwak, M.-G.; Ju, B.-K.; Kim, J.-W. Flexible touch sensor with finely patterned Ag nanowires buried at the surface of a colorless polyimide film. RSC Adv. 2015, 5, 42500–42505. [Google Scholar] [CrossRef]
- Gruner, G. Carbon nanotube films for transparent and plastic electronics. J. Mater. Chem. 2006, 16, 3533–3539. [Google Scholar] [CrossRef]
- Rosli, N.N.; Ibrahim, M.A.; Ahmad Ludin, N.; Mat Teridi, M.A.; Sopian, K. A review of graphene based transparent conducting films for use in solar photovoltaic applications. Renew. Sust. Energ. Rev. 2019, 99, 83–99. [Google Scholar] [CrossRef]
- Gaynor, W.; Hofmann, S.; Christoforo, M.G.; Sachse, C.; Mehra, S.; Salleo, A.; McGehee, M.D.; Gather, M.C.; Lüssem, B.; Müller-Meskamp, L.; et al. Color in the corners: ITO-free white OLEDs with angular color stability. Adv. Mater. 2013, 25, 4006–4013. [Google Scholar] [CrossRef] [PubMed]
- Zeng, X.-Y.; Zhang, Q.-K.; Yu, R.-M.; Lu, C.-Z. A new transparent conductor: Silver nanowire film buried at the surface of a transparent polymer. Adv. Mater. 2010, 22, 4484–4488. [Google Scholar] [CrossRef] [PubMed]
- Duan, Y.-H.; Duan, Y.; Wang, X.; Yang, D.; Yang, Y.-Q.; Chen, P.; Sun, F.-B.; Xue, K.-W.; Zhao, Y. Highly flexible peeled-off silver nanowire transparent anode using in organic light-emitting devices. Appl. Surf. Sci. 2015, 351, 445–450. [Google Scholar] [CrossRef]
- Boussoualem, M.; King, R.C.Y.; Brun, J.-F.; Duponchel, B.; Ismaili, M.; Roussel, F. Electro-optic and dielectric properties of optical switching devices based on liquid crystal dispersions and driven by conducting polymer [poly(3,4-ethylene dioxythiophene):polystyrene sulfonate (PEDOT:PSS)]-coated electrodes. J. Appl. Phys. 2010, 108, 113526. [Google Scholar] [CrossRef]
- Chou, T.-R.; Chen, S.-H.; Chiang, Y.-T.; Lin, Y.-T.; Chao, C.-Y. Highly conductive PEDOT:PSS film by post-treatment with dimethyl sulfoxide for ITO-free liquid crystal display. J. Mater. Chem. C 2015, 3, 3760–3766. [Google Scholar] [CrossRef]
- Oh, B.-Y.; Jeong, M.-C.; Moon, T.-H.; Lee, W.; Myoung, J.-M. Transparent conductive Al-doped ZnO films for liquid crystal displays. J. Appl. Phys. 2006, 99, 124505. [Google Scholar] [CrossRef]
- Yamamoto, N.; Makino, H.; Osone, S.; Ujihara, A.; Ito, T.; Hokari, H.; Maruyama, T.; Yamamoto, T. Development of Ga-doped ZnO transparent electrodes for liquid crystal display panels. Thin Solid Film. 2012, 520, 4131–4138. [Google Scholar] [CrossRef]
- Kang, J.; Jang, Y.; Kim, Y.; Cho, S.-H.; Suhr, J.; Hong, B.H.; Choi, J.-B.; Byun, D. An Ag-grid/graphene hybrid structure for large-scale, transparent, flexible heaters. Nanoscale 2015, 7, 6567–6573. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.; Gilmore, C.M.; Piqué, A.; Horwitz, J.S.; Mattoussi, H.; Murata, H.; Kafafi, Z.H.; Chrisey, D.B. Electrical, optical, and structural properties of indium–tin–oxide thin films for organic light-emitting devices. J. Appl. Phys. 1999, 86, 6451–6461. [Google Scholar] [CrossRef]
- Gaynor, W.; Burkhard, G.F.; McGehee, M.D.; Peumans, P. Smooth nanowire/polymer composite transparent electrodes. Adv. Mater. 2011, 23, 2905–2910. [Google Scholar] [CrossRef]
- Szkutnik, P.D.; Roussel, H.; Lahootun, V.; Mescot, X.; Weiss, F.; Jiménez, C. Study of the functional properties of ITO grown by metalorganic chemical vapor deposition from different indium and tin precursors. J. Alloys Compd. 2014, 603, 268–273. [Google Scholar] [CrossRef]
- Wu, H.; Hu, L.; Carney, T.; Ruan, Z.; Kong, D.; Yu, Z.; Yao, Y.; Cha, J.J.; Zhu, J.; Fan, S.; et al. Low reflectivity and high flexibility of tin-doped indium oxide nanofiber transparent electrodes. J. Am. Chem. Soc. 2011, 133, 27–29. [Google Scholar] [CrossRef]
- He, W.; Ye, C. Flexible transparent conductive films on the basis of Ag nanowires: Design and applications: A review. J. Mater. Sci. Technol. 2015, 31, 581–588. [Google Scholar] [CrossRef]
- Hu, L.; Kim, H.S.; Lee, J.-Y.; Peumans, P.; Cui, Y. Scalable coating and properties of transparent, flexible, silver nanowire electrodes. ACS Nano 2010, 4, 2955–2963. [Google Scholar] [CrossRef]
- Azani, M.-R.; Hassanpour, A.; Torres, T. Benefits, problems, and solutions of silver nanowire transparent conductive electrodes in indium tin oxide (ITO)-free flexible solar cells. Adv. Energy Mater. 2020, 10, 2002536. [Google Scholar] [CrossRef]
- Menamparambath, M.M.; Ajmal, C.M.; Kim, K.H.; Yang, D.; Roh, J.; Park, H.C.; Kwak, C.; Choi, J.-Y.; Baik, S. Silver nanowires decorated with silver nanoparticles for low-haze flexible transparent conductive films. Sci. Rep. 2015, 5, 16371. [Google Scholar] [CrossRef] [Green Version]
- Lu, H.; Zhang, D.; Ren, X.; Liu, J.; Choy, W.C.H. Selective growth and integration of silver nanoparticles on silver nanowires at room conditions for transparent nano-network electrode. ACS Nano 2014, 8, 10980–10987. [Google Scholar] [CrossRef]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 389, 827–829. [Google Scholar] [CrossRef]
- Huang, M.; Hameiri, Z.; Gong, H.; Wong, W.-C.; Aberle, A.G.; Mueller, T. Novel hybrid electrode using transparent conductive oxide and silver nanoparticle mesh for silicon solar cell applications. Energy Procedia 2014, 55, 670–678. [Google Scholar] [CrossRef] [Green Version]
- Xu, B.; Kang, W.; Wang, X.; Meng, L. Influence of water content and temperature on stability of W/O crude oil emulsion. Pet. Sci. Technol. 2013, 31, 1099–1108. [Google Scholar] [CrossRef]
- Menon, V.B.; Wasan, D.T. A review of the factors affecting the stability of solids-stabilized emulsions. Sep. Sci. Technol. 2006, 23, 2131–2142. [Google Scholar] [CrossRef]
- Kizling, J.; Kronberg, B. On the formation and stability of concentrated water in oil emulsions, aphrons. Colloids Surf. 1990, 50, 131–140. [Google Scholar] [CrossRef]
- Chen, G.; Tao, D. An experimental study of stability of oil–water emulsion. Fuel Process. Technol. 2005, 86, 499–508. [Google Scholar] [CrossRef]
- Holt, Ø.; Sæther, Ø.; Sjöblom, J.; Dukhin, S.S.; Mishchuk, N.A. Investigation of reversible brownian flocculation and intradoublet coalescence in o/w emulsions by means of video enhanced microscopy. Colloids Surf. A Physicochem. Eng. Asp. 1998, 141, 269–278. [Google Scholar] [CrossRef]
- Nour, A.H.; Yunus, R.M. Stability investigation of water-in-crude oil emulsion. J. Appl. Sci. 2006, 6, 2895–2900. [Google Scholar] [CrossRef] [Green Version]
- Tien, H.-W.; Huang, Y.-L.; Yang, S.-Y.; Wang, J.-Y.; Ma, C.-C.M. The production of graphene nanosheets decorated with silver nanoparticles for use in transparent, conductive films. Carbon 2011, 49, 1550–1560. [Google Scholar] [CrossRef]
- Li, Y.-A.; Chen, Y.-J.; Tai, N.-H. Fast process to decorate silver nanoparticles on carbon nanomaterials for preparing high-performance flexible transparent conductive films. Langmuir 2013, 29, 8433–8439. [Google Scholar] [CrossRef]
- Shin, Y.-W.; Kim, K.-B.; Noh, S.-J.; Soh, S.-Y. Effects of particle size and shape of silver nanoparticles on optical and electrical characteristics of the transparent conductive film with a self-assembled network structure. Appl. Chem. Eng. 2018, 29, 162–167. [Google Scholar] [CrossRef]
- van Aken, G.A. Flow-induced coalescence in protein stabilized highly concentrated emulsions. Langmuir 2002, 18, 2549–2556. [Google Scholar] [CrossRef]
- Gavrielatos, I.; Mohan, R.; Shoham, O. Effect of intermediate wettability nanoparticles on oil-water emulsion stability. J. Pet. Sci. Eng. 2017, 152, 664–674. [Google Scholar] [CrossRef]
- Tambe, D.E.; Sharma, M.M. Factors controlling the stability of colloid-stabilized emulsions. J. Colloid Interface Sci. 1993, 157, 244–253. [Google Scholar] [CrossRef]
- Binks, B.P.; Whitby, C.P. Silica particle-stabilized emulsions of silicone oil and water: Aspects of emulsification. Langmuir 2004, 20, 1130–1137. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | AgNP (g) | Toluene (g) | DI Water (g) | Water Weight Fraction to the Total Solvent Weight |
|---|---|---|---|---|
| P-1.12 | 0.52 | 23.03 | 23.11 | 0.5 |
| P-1.51 | 0.70 | 23.03 | 23.11 | 0.5 |
| P-1.89 | 0.87 | 23.03 | 23.11 | 0.5 |
| P-2.24 | 1.04 | 23.03 | 23.11 | 0.5 |
| W-0.40 | 0.70 | 27.68 | 18.46 | 0.40 |
| W-0.45 | 0.70 | 25.38 | 20.76 | 0.45 |
| W-0.50 | 0.70 | 23.03 | 23.11 | 0.50 |
| W-0.55 | 0.70 | 20.76 | 25.38 | 0.55 |
| Sample | Coating Thickness (μm) | Drying Temperature (°C) |
|---|---|---|
| CT-27 | 27.4 | 50 |
| CT-46 | 45.7 | 50 |
| CT-69 | 68.6 | 50 |
| CT-96 | 96.0 | 50 |
| DT-30 | 27.4 | 30 |
| DT-50 | 27.4 | 50 |
| DT-70 | 27.4 | 70 |
| DT-90 | 27.4 | 90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, S.H.; Park, G.; Kim, K.-B.; Shin, Y.-W.; Jung, H.W. Optoelectrical Properties of Transparent Conductive Films Fabricated with Ag Nanoparticle-Suspended Emulsion under Various Formulations and Coating Conditions. Nanomaterials 2023, 13, 1191. https://doi.org/10.3390/nano13071191
Kim SH, Park G, Kim K-B, Shin Y-W, Jung HW. Optoelectrical Properties of Transparent Conductive Films Fabricated with Ag Nanoparticle-Suspended Emulsion under Various Formulations and Coating Conditions. Nanomaterials. 2023; 13(7):1191. https://doi.org/10.3390/nano13071191
Chicago/Turabian StyleKim, Seong Hwan, Geunyeop Park, Kyu-Byung Kim, Yong-Woo Shin, and Hyun Wook Jung. 2023. "Optoelectrical Properties of Transparent Conductive Films Fabricated with Ag Nanoparticle-Suspended Emulsion under Various Formulations and Coating Conditions" Nanomaterials 13, no. 7: 1191. https://doi.org/10.3390/nano13071191