
Valorization of Vegetable Waste from Leek, Lettuce, and Artichoke to Produce Highly Concentrated Lignocellulose Micro- and Nanofibril Suspensions
 , , , ,
, , , ,  , and
, and
Abstract
:1. Introduction
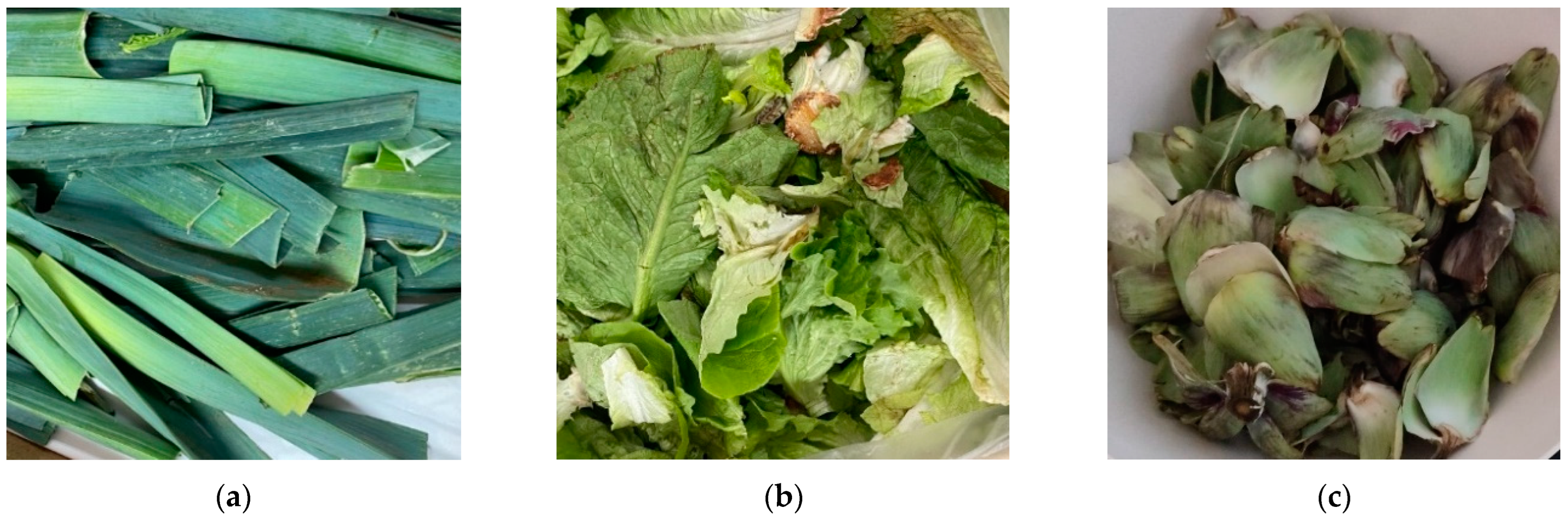
2. Materials and Methods
- Blender (B): The raw materials were directly crushed with tap water in a blender for 3 min with a total solid content of 7–8%.
- Blender + Dried (BD): Raw materials were crushed under the same conditions as B with a subsequent stage of drying of the material at 105 °C until constant weight.
- Blender + Dried + Milled (BDM): After BD treatment, the residues were ground in a CT 293 Cyclotec mill (Foss, Hilleroed, Denmark) by high-speed action, rolling the sample against the inner circumference of a durable grinding surface and then passing it through a sieve of diameter 1.7 mm.
- Dried + Milled (DM): Raw materials were first dried at 80 °C and then milled in the same laboratory mill as before.
- Dried + Milled + Blender (DMB): The same conditions as DM, with an additional stage mixing the powder with water using the blender for 3 min with a total solid content of 7–8%.
3. Results and Discussion
3.1. Chemical Composition of the Raw Materials
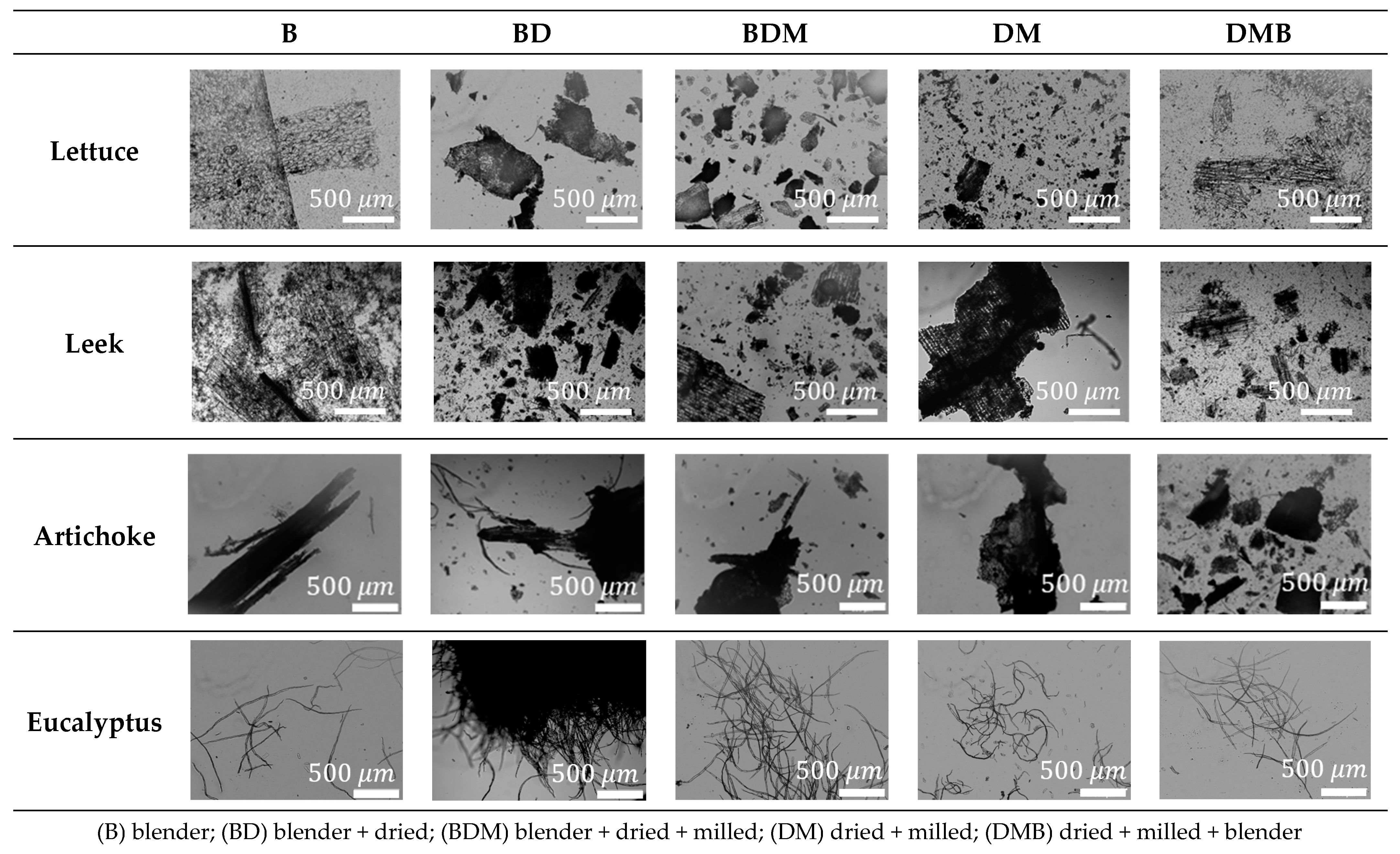
3.2. Comparison of Different Pretreatments to Obtain LCMNFs
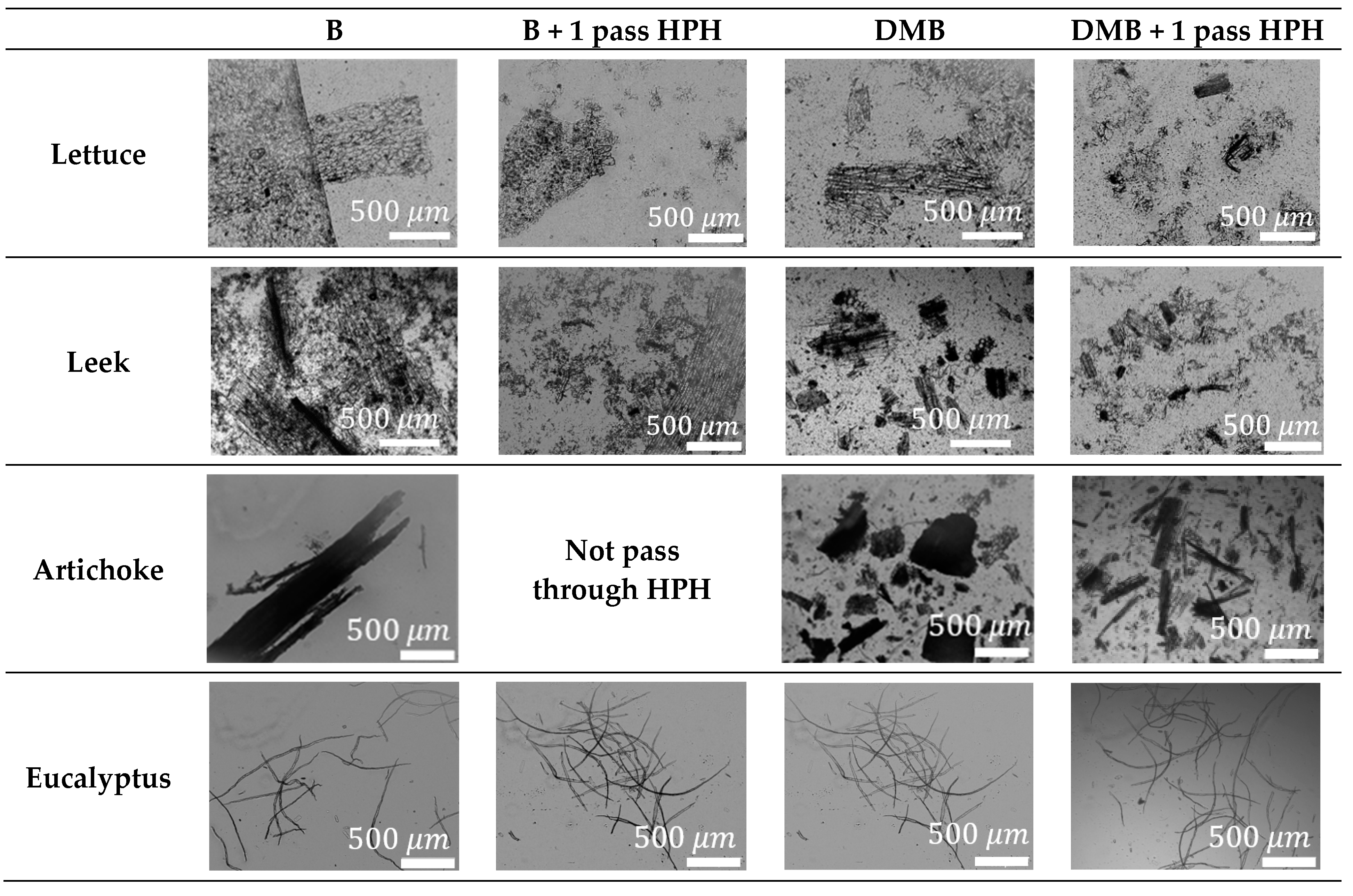
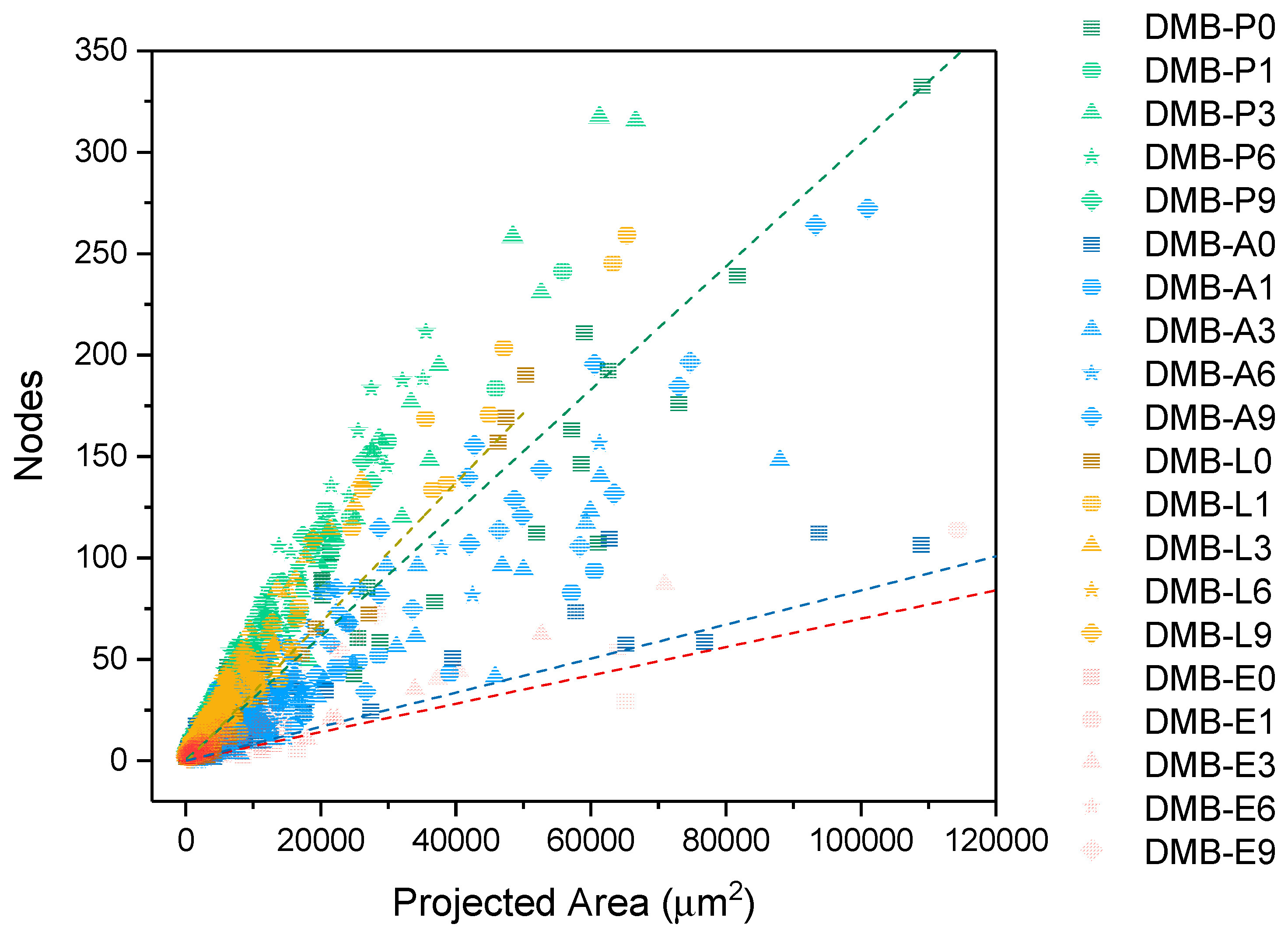
3.3. Comparison of LCMNFs with Different Homogenization Passes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- World Health Organization. Diet, Nutrition, and the Prevention of Chronic Diseases: Report of a Joint WHO/FAO Expert Consultation; World Health Organization: Geneva, Switzerland, 2003; Volume 916. [Google Scholar]
- Food and Agriculture Organization of the United Nations (FAO). Food-Based Dietary Guidelines. Available online: https://www.fao.org/nutrition/education/food-dietary-guidelines/home/en/ (accessed on 15 July 2022).
- Kalmpourtzidou, A.; Eilander, A.; Talsma, E.F. Global vegetable intake and supply compared to recommendations: A systematic review. Nutrients 2020, 12, 1558. [Google Scholar] [CrossRef] [PubMed]
- Ishangulyyev, R.; Kim, S.; Lee, S.H. Understanding Food Loss and Waste—Why Are We Losing and Wasting Food? Foods 2019, 8, 297. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, H.; Bhardwaj, K.; Sharma, R.; Nepovimova, E.; Kuča, K.; Dhanjal, D.S.; Verma, R.; Bhardwaj, P.; Sharma, S.; Kumar, D. Fruit and Vegetable Peels: Utilization of High Value Horticultural Waste in Novel Industrial Applications. Molecules 2020, 25, 2812. [Google Scholar] [CrossRef] [PubMed]
- Arvanitoyannis, I.S.; Varzakas, T.H. Vegetable Waste Treatment: Comparison and Critical Presentation of Methodologies. Crit. Rev. Food Sci. Nutr. 2008, 48, 205–247. [Google Scholar] [CrossRef]
- Shrestha, S.; Kognou, A.L.M.; Zhang, J.; Qin, W. Different Facets of Lignocellulosic Biomass Including Pectin and Its Perspectives. Waste Biomass Valorization 2021, 12, 4805–4823. [Google Scholar] [CrossRef]
- Negro, C.; Martín, A.B.; Sanchez-Salvador, J.L.; Campano, C.; Fuente, E.; Monte, M.C.; Blanco, A. Nanocellulose and its potential use for sustainable industrial applications. Lat. Am. Appl. Res. Int. J. 2020, 50, 59–64. [Google Scholar] [CrossRef]
- Pennells, J.; Godwin, I.D.; Amiralian, N.; Martin, D.J. Trends in the production of cellulose nanofibers from non-wood sources. Cellulose 2020, 27, 575–593. [Google Scholar] [CrossRef]
- Luo, J.; Su, Y.; Chen, J.; Wang, X.; Liu, J. Pretreatment of lignin-containing cellulose micro/nano-fibrils (LCMNF) from corncob residues. Cellulose 2021, 28, 4671–4684. [Google Scholar] [CrossRef]
- Bian, H.; Chen, L.; Gleisner, R.; Dai, H.; Zhu, J.Y. Producing wood-based nanomaterials by rapid fractionation of wood at 80 °C using a recyclable acid hydrotrope. Green Chem. 2017, 19, 3370–3379. [Google Scholar] [CrossRef]
- Sanchez-Salvador, J.L.; Campano, C.; Balea, A.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P.; Blanco, A.; Negro, C. Critical comparison of the properties of cellulose nanofibers produced from softwood and hardwood through enzymatic, chemical and mechanical processes. Int. J. Biol. Macromol. 2022, 205, 220–230. [Google Scholar] [CrossRef]
- Solala, I.; Iglesias, M.C.; Peresin, M.S. On the potential of lignin-containing cellulose nanofibrils (LCNFs): A review on properties and applications. Cellulose 2020, 27, 1853–1877. [Google Scholar] [CrossRef]
- Pitton, M.; Fiorati, A.; Buscemi, S.; Melone, L.; Farè, S.; Negrini, N.C. 3D Bioprinting of Pectin-Cellulose Nanofibers Multicomponent Bioinks. Front. Bioeng. Biotechnol. 2021, 9, 732689. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Wu, Y.; Lin, Y.; Shao, P. Facile fabrication of multifunctional citrus pectin aerogel fortified with cellulose nanofiber as controlled packaging of edible fungi. Food Chem. 2022, 374, 131763. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; González, I.; Tarrés, Q.; Pèlach, M.À.; Alcalà, M.; Mutjé, P. The key role of lignin in the production of low-cost lignocellulosic nanofibres for papermaking applications. Ind. Crops Prod. 2016, 86, 295–300. [Google Scholar] [CrossRef]
- Ferrer, A.; Hoeger, I.C.; Lu, X.; Rojas, O.J. Reinforcement of polypropylene with lignocellulose nanofibrils and compatibilization with biobased polymers. J. Appl. Polym. Sci. 2016, 133, 43854. [Google Scholar] [CrossRef]
- Sanchez-Salvador, J.L.; Campano, C.; Lopez-Exposito, P.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M.; Monte, M.C.; Blanco, A. Enhanced Morphological Characterization of Cellulose Nano/Microfibers through Image Skeleton Analysis. Nanomaterials 2021, 11, 2077. [Google Scholar] [CrossRef] [PubMed]
- He, W.; Jiang, S.; Zhang, Q.; Pan, M. Isolation and characterization of cellulose nanofibers from Bambusa rigida. Bioresources 2013, 8, 5678–5689. [Google Scholar] [CrossRef] [Green Version]
- Soni, B.; Hassan, E.B.; Mahmoud, B. Chemical isolation and characterization of different cellulose nanofibers from cotton stalks. Carbohydr. Polym. 2015, 134, 581–589. [Google Scholar] [CrossRef]
- Abdulkhani, A.; Hosseinzadeh, J.; Ashori, A.; Esmaeeli, H. Evaluation of the antibacterial activity of cellulose nanofibers/polylactic acid composites coated with ethanolic extract of propolis. Polym. Compos. 2017, 38, 13–19. [Google Scholar] [CrossRef]
- Yadav, C.; Maji, P.K. Synergistic effect of cellulose nanofibres and bio-extracts for fabricating high strength sodium alginate based composite bio-sponges with antibacterial properties. Carbohydr. Polym. 2019, 203, 396–408. [Google Scholar] [CrossRef]
- Hiasa, S.; Kumagai, A.; Endo, T.; Edashige, Y. Prevention of aggregation of pectin-containing cellulose nanofibers prepared from mandarin peel. J. Fiber Sci. Technol. 2016, 72, 17–26. [Google Scholar] [CrossRef]
- Li, D.-Q.; Li, J.; Dong, H.-L.; Li, X.; Zhang, J.-Q.; Ramaswamy, S.; Xu, F. Pectin in biomedical and drug delivery applications: A review. Int. J. Biol. Macromol. 2021, 185, 49–65. [Google Scholar] [CrossRef] [PubMed]
- Sriamornsak, P. Chemistry of pectin and its pharmaceutical uses: A review. Silpakorn Univ. Int. J. 2003, 3, 206–228. [Google Scholar]
- Hassan, M.L.; Berglund, L.; Elseoud, W.S.A.; Hassan, E.A.; Oksman, K. Effect of pectin extraction method on properties of cellulose nanofibers isolated from sugar beet pulp. Cellulose 2021, 28, 10905–10920. [Google Scholar] [CrossRef]
- Yang, W.; Feng, Y.; He, H.; Yang, Z. Environmentally-friendly extraction of cellulose nanofibers from steam-explosion pretreated sugar beet pulp. Materials 2018, 11, 1160. [Google Scholar] [CrossRef] [Green Version]
- Bajpai, P. Biermann’s Handbook of Pulp and Paper: Volume 1: Raw Material and Pulp Making; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- López, A.; Javier, G.-A.; Fenoll, J.; Hellín, P.; Flores, P. Chemical composition and antioxidant capacity of lettuce: Comparative study of regular-sized (Romaine) and baby-sized (Little Gem and Mini Romaine) types. J. Food Compos. Anal. 2014, 33, 39–48. [Google Scholar]
- Kratchanova, M.; Nikolova, M.; Pavlova, E.; Yanakieva, I.; Kussovski, V. Composition and properties of biologically active pectic polysaccharides from leek (Allium porrum). J. Sci. Food Agric. 2010, 90, 2046–2051. [Google Scholar] [CrossRef]
- Monemi, M.B.; Kazemitabar, S.K.; Khaniki, G.B.; Yasari, E.; Sohrevardi, F.; Pourbagher, R. Tissue Culture Study of The Medicinal Plant Leek (Allium ampeloprasum L.). Int. J. Mol. Cell. Med. 2014, 3, 118. [Google Scholar]
- Lutz, M.; Henríquez, C.; Escobar, M. Chemical composition and antioxidant properties of mature and baby artichokes (Cynara scolymus L.), raw and cooked. J. Food Compos. Anal. 2011, 24, 49–54. [Google Scholar] [CrossRef]
- Sanchez-Salvador, J.L.; Campano, C.; Negro, C.; Monte, M.C.; Blanco, A. Increasing the Possibilities of TEMPO-Mediated Oxidation in the Production of Cellulose Nanofibers by Reducing the Reaction Time and Reusing the Reaction Medium. Adv. Sustain. Syst. 2021, 5, 2000277. [Google Scholar] [CrossRef]
- Davoudpour, Y.; Hossain, S.; Khalil, H.A.; Haafiz, M.M.; Ishak, Z.M.; Hassan, A.; Sarker, Z.I. Optimization of high pressure homogenization parameters for the isolation of cellulosic nanofibers using response surface methodology. Ind. Crops Prod. 2015, 74, 381–387. [Google Scholar] [CrossRef]
- Xu, H.; Sanchez-Salvador, J.L.; Balea, A.; Blanco, A.; Negro, C. Optimization of reagent consumption in TEMPO-mediated oxidation of Eucalyptus cellulose to obtain cellulose nanofibers. Cellulose 2022, 29, 6611–6627. [Google Scholar] [CrossRef]
- Technical Association of the Pulp and Paper Industries (TAPPI). TAPPI T 204 cm-17:2017 Solvent Extractives of Wood and Pulp; TAAPI: Peachtree Corners, GA, USA, 2017. [Google Scholar]
- Technical Association of the Pulp and Paper Industries (TAPPI). TAPPI T 211 om-16:2016 Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C; TAAPI: Peachtree Corners, GA, USA, 2016. [Google Scholar]
- National Renewable Energy Laboratory (NREL). NREL/TP-510-42618 Determination of Structural Carbohydrates and Lignin in Biomass; NREL: Golden, CO, USA, 2012. [Google Scholar]
- Sanchez-Salvador, J.L.; Balea, A.; Monte, M.C.; Negro, C.; Miller, M.; Olson, J.; Blanco, A. Comparison Of Mechanical And Chemical Nanocellulose As Additives To Reinforce Recycled Cardboard. Sci. Rep. 2020, 10, 3778. [Google Scholar] [CrossRef] [PubMed]
- Sanchez-Salvador, J.L.; Monte, M.C.; Negro, C.; Batchelor, W.; Garnier, G.; Blanco, A. Simplification of gel point characterization of cellulose nano and microfiber suspensions. Cellulose 2021, 28, 6995–7006. [Google Scholar] [CrossRef]
- Sanchez-Salvador, J.L.; Monte, M.C.; Batchelor, W.; Garnier, G.; Negro, C.; Blanco, A. Characterizing highly fibrillated nanocellulose by modifying the gel point methodology. Carbohydr. Polym. 2020, 227, 115340. [Google Scholar] [CrossRef] [PubMed]
- Varanasi, S.; He, R.; Batchelor, W. Estimation of cellulose nanofibre aspect ratio from measurements of fibre suspension gel point. Cellulose 2013, 20, 1885–1896. [Google Scholar] [CrossRef]
- Martinez, D.; Buckley, K.; Jivan, S.; Lindstrom, A.; Thiruvengadaswamy, R.; Olson, J.; Ruth, T.; Kerekes, R. Characterizing the mobility of papermaking fibres during sedimentation. In Proceedings of the Science of Papermaking: Transactions of the 12th Fundamental Research Symposium, Oxford, UK, September 2001; The Pulp and Paper Fundamental Research Society: Bury, UK; pp. 225–254. [Google Scholar]
- Marx-Figini, M. Significance of the intrinsic viscosity ratio of unsubstituted and nitrated cellulose in different solvents. Die Angew. Makromol. Chem. Appl. Macromol. Chem. Phys. 1978, 72, 161–171. [Google Scholar] [CrossRef]
- ISO 5351; 2010 Pulps—Determination of Limiting Viscosity Number in Cupri-Ethylenediamine (CED) Solution. ISO: Geneva, Switzerland, 2010.
- Campano, C.; Lopez-Exposito, P.; Gonzalez-Aguilera, L.; Blanco, Á.; Negro, C. In-depth characterization of the aggregation state of cellulose nanocrystals through analysis of transmission electron microscopy images. Carbohydr. Polym. 2021, 254, 117271. [Google Scholar] [CrossRef]
- Afolabi, M.S.; Salami, A.E.; Olajide, O.O.; Babatunde, F.E. Comparative effects of organic and inorganic fertilizer treatment on growth, yield, and quality of lettuce (Lactuca sativa L.). J. Pure Appl. Agric. 2021, 6, 1–8. [Google Scholar]
- Wikiera, A.; Kozioł, A.; Mika, M.; Stodolak, B. Structure and bioactivity of apple pectin isolated with arabinanase and mannanase. Food Chem. 2022, 388, 133020. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Z.; Zhao, H.; Liu, M.; Lin, C.; Li, L.; Ma, B. Pectin polysaccharide from Flos Magnoliae (Xin Yi, Magnolia biondii Pamp. flower buds): Hot-compressed water extraction, purification and partial structural characterization. Food Hydrocoll. 2021, 122, 107061. [Google Scholar] [CrossRef]
- Vieira, T.A.S.; Arriel, T.G.; Zanuncio, A.J.V.; Carvalho, A.G.; Branco-Vieira, M.; Carabineiro, S.A.C.; Trugilho, P.F. Determination of the Chemical Composition of Eucalyptus spp. for Cellulosic Pulp Production. Forests 2021, 12, 1649. [Google Scholar]
- Sabater, C.; Sabater, V.; Olano, A.; Montilla, A.; Corzo, N. Ultrasound-assisted extraction of pectin from artichoke by-products. An artificial neural network approach to pectin characterisation. Food Hydrocoll. 2020, 98, 105238. [Google Scholar]
- Silva, M.; Lopes, O.; Colodette, J.; Porto, A.; Rieumont, J.; Chaussy, D.; Belgacem, M.; Silva, G. Characterization of three non-product materials from a bleached eucalyptus kraft pulp mill, in view of valorising them as a source of cellulose fibres. Ind. Crop. Prod. 2008, 27, 288–295. [Google Scholar]
- Liu, K.; Du, H.; Zheng, T.; Liu, W.; Zhang, M.; Liu, H.; Zhang, X.; Si, C. Lignin-containing cellulose nanomaterials: Preparation and applications. Green Chem. 2021, 23, 9723–9746. [Google Scholar]
- Besbes, I.; Alila, S.; Boufi, S. Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: Effect of the carboxyl content. Carbohydr. Polym. 2011, 84, 975–983. [Google Scholar] [CrossRef]
- Sanchez-Salvador, J.L.; Balea, A.; Monte, M.C.; Blanco, A.; Negro, C. Pickering Emulsions Containing Cellulose Microfibers Produced by Mechanical Treatments as Stabilizer in the Food Industry. Appl. Sci. 2019, 9, 359. [Google Scholar] [CrossRef] [Green Version]
- Balea, A.; Fuente, E.; Tarrés, Q.; Pèlach, M.À.; Mutjé, P.; Delgado-Aguilar, M.; Blanco, A.; Negro, C. Influence of pretreatment and mechanical nanofibrillation energy on properties of nanofibers from Aspen cellulose. Cellulose 2021, 28, 9187–9206. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lettuce | Leek | Artichoke | Eucalyptus Pulp | |
|---|---|---|---|---|
| Dry content (%) | 5.3 ± 0.3 | 11.2 ± 1.5 | 28.7 ± 2.8 | Dried |
| Carboxyl groups (mmol/dry g) | 2.51 ± 0.23 | 0.76 ± 0.07 | 1.01 ± 0.21 | 0.05 ± 0.01 |
| Chemical composition on a dry basis | ||||
| Ash (%) | 27.1 ± 0.4 | 10.8 ± 0.1 | 8.2 ± 0.2 | <1% |
| Extractives (%) | 14.4 ± 0.9 | 9.2 ± 0.7 | 1.8 ± 0.2 | 1.1 ± 0.3 |
| Galacturonic acid (%) | 8.3 ± 0.2 | 10.2 ± 0.2 | 15.4 ± 0.3 | 7.7 ± 0.7 |
| Rhamnose (%) | 1.4 ± 0.1 | 1.6 ± 0.1 | 1.3 ± 0.1 | <0.3% |
| Cellulose (%) | 17.7 ± 0.3 | 31.2 ± 0.6 | 28.2 ± 0.3 | 66.5 ± 0.2 |
| Overlapping of xylose, mannose, and galactose (%) | 5.0 ± 0.3 | 9.6 ± 0.2 | 10.9 ±0.1 | 13.6 ± 0.1 |
| Arabinose (%) | 0.8 ±0.1 | 2.0 ± 0.1 | 2.5 ± 0.1 | <0.1% |
| Acid-soluble lignin (%) | 20.0 ± 0.4 | 20.5 ± 0.7 | 15.9 ± 0.2 | 8.5 ± 0.4 |
| Acid-insoluble lignin (%) | 5.2 ± 0.4 | 4.9 ± 0.4 | 15.8 ± 0.4 | 1.3 ± 0.2 |
| Pretreatment | Maximum Consistency after HPH | Transmittance 600 nm (0.1%) | Aspect Ratio | ||
|---|---|---|---|---|---|
| Before HPH | After HPH | Before HPH | After HPH | ||
| Lettuce | |||||
| Blender (B) | 1.2–2% | 24.5 ± 0.3 | 14.8 ± 0.2 | 49 ± 2 | 55 ± 2 |
| Dry + Milled + Blender (DMB) | 3.5–4% | 16.5 ± 0.2 | 11.2 ± 0.2 | 36 ± 3 | 45 ± 2 |
| Leek | |||||
| Blender (B) | 1.3–1.5% | 30.1 ± 0.2 | 17.5± 0.3 | 38 ± 4 | 43 ± 4 |
| Dry + Milled + Blender (DMB) | 5–5.5% | 24.6 ± 0.2 | 21.1 ± 0.2 | 31 ± 3 | 38 ± 2 |
| Artichoke | |||||
| Blender (B) | Not pass | 49.4 ± 2.4 | - | 37 ± 3 | - |
| Dry + Milled + Blender (DMB) | 0.9–1% | 32.6 ± 2.2 | 12.4 ± 0.7 | 33 ± 3 | 38 ± 3 |
| Eucalyptus | |||||
| Blender (B) | 0.4–0.5% | 25.3 ± 1.2 | 23.3 ± 1.1 | 66 ± 2 | 77 ± 2 |
| Dry + Milled + Blender (DMB) | 0.4–0.5% | 19.9 ± 1.2 | 19.4 ± 1.9 | 57 ± 3 | 64 ± 3 |
| Amount of Solids (%) | Transmittance 600 nm (0.1%) | Polymerization Degree (Number of Monomers) | Aspect Ratio | Cationic Demand (meq/g) | |
|---|---|---|---|---|---|
| Lettuce | |||||
| DMB—0 passes | 4.5% | 16.5 ± 0.2 | 336 ± 22 | 36 ± 3 | 235 ± 30 |
| DMB—1 pass | 3.6% | 11.2 ± 0.2 | 265 ±12 | 45 ± 2 | - |
| DMB—3 pass | 3.2% | 5.1 ± 0.1 | 263 ± 3 | 51 ± 2 | 296 ± 16 |
| DMB—6 pass | 3.2% | 7.4 ± 0.1 | 249 ± 16 | 54 ± 2 | 282 ± 6 |
| DMB—9 pass | 3.4% | 8.2 ± 0.1 | 235 ± 4 | 55 ± 2 | 400 ± 30 |
| Leek | |||||
| DMB—0 passes | 7.5% | 24.6 ± 0.3 | 293 ± 5 | 31 ± 3 | 49 ± 2 |
| DMB—1 pass | 5.3% | 21.1 ± 0.3 | - | 38 ± 2 | 61 ± 4 |
| DMB—3 pass | 5.5% | 18.7 ± 0.2 | 289 ± 2 | 40 ± 2 | 96 ± 4 |
| DMB—6 pass | 5.4% | 19.6 ± 0.1 | 290 ± 10 | 41 ± 1 | 100 ± 3 |
| DMB—9 pass | 5.5% | 20.0 ± 0.1 | 296 ± 6 | 42 ± 1 | 133 ± 11 |
| Artichoke | |||||
| DMB—0 passes | 4.5% | 32.6 ± 2.2 | 747 ± 15 | 24 ± 4 | 96 ± 2 |
| DMB—1 pass | 0.93% | 12.4 ± 0.7 | 589 ± 13 | 33 ± 3 | 121 ± 4 |
| DMB—3 pass | 0.94% | 9.6 ± 0.6 | 576 ± 7 | 38 ± 3 | 132 ± 1 |
| DMB—6 pass | 0.94% | 7.4 ± 0.3 | 570 ± 10 | 41 ± 3 | 143 ± 1 |
| DMB—9 pass | 0.95% | 6.5 ± 0.1 | 569 ± 3 | 45 ± 2 | 149 ± 1 |
| Eucalyptus | |||||
| DMB—0 passes | 1.3% | 19.9 ± 1.2 | 1044 ± 36 | 57 ± 2 | 196 ± 23 |
| DMB—1 pass | 0.42% | 19.4 ± 1.9 | 863 ± 23 | 64 ± 2 | 238 ± 11 |
| DMB—3 pass | 0.39% | 19.3 ± 1.4 | 839 ± 8 | 69 ± 2 | 249 ± 11 |
| DMB—6 pass | 0.38% | 18.4 ± 0.5 | 833 ± 27 | 80 ± 3 | 262 ± 22 |
| DMB—9 pass | 0.35% | 13.7 ± 1.1 | 842 ± 17 | 89 ± 3 | 305 ± 9 |
| DMB + 1 Pass HPH | DMB + 3 Pass HPH | DMB + 6 Pass HPH | DMB + 9 Pass HPH | |
|---|---|---|---|---|
| Lettuce | ||||
| OM |  |  |  |  |
| D10 (μm) | 6.8 | 6.4 | 6.9 | 6.0 |
| D50 (μm) | 12.8 | 13.4 | 11.0 | 9.7 |
| D90 (μm) | 32 | 25.9 | 21.2 | 19.0 |
| Standard deviation | 34 | 8.9 | 6.9 | 6.4 |
| Leek | ||||
| OM |  |  |  |  |
| D10 (μm) | 7.7 | 7.8 | 7.7 | 6.1 |
| D50 (μm) | 16.2 | 14.0 | 13.8 | 11.1 |
| D90 (μm) | 66 | 50 | 31 | 27.8 |
| Standard deviation | 27 | 28 | 13 | 11 |
| Artichoke | ||||
| OM |  |  |  |  |
| D10 (μm) | 15.2 | 8.9 | 7.3 | 7.0 |
| D50 (μm) | 43 | 20.3 | 18.1 | 16.2 |
| D90 (μm) | 114 | 67 | 39 | 35 |
| Standard deviation | 47 | 28 | 12 | 13 |
| Eucalyptus | ||||
| OM |  |  |  |  |
| D10 (μm) | 8.9 | 7.2 | 7.2 | 4.9 |
| D50 (μm) | 15.1 | 13.5 | 11.6 | 6.9 |
| D90 (μm) | 22.4 | 21.2 | 19.1 | 14.9 |
| Standard deviation | 6.2 | 5.3 | 5.1 | 4.1 |
| Branching Index (mm−2) | Eucalyptus (DMB-E) | Leek (DMB-P) | Lettuce (DMB-L) | Artichoke (DMB-A) |
|---|---|---|---|---|
| DMB + 0 passes HPH | 699 | 3039 | 2844 | 828 |
| DMB + 1 pass HPH | 953 | 4567 | 3993 | 1481 |
| DMB + 3 passes HPH | 1153 | 4819 | 5046 | 1967 |
| DMB + 6 passes HPH | 2304 | 5405 | 5506 | 2447 |
| DMB + 9 passes HPH | 2291 | 5453 | 5590 | 2649 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sanchez-Salvador, J.L.; Marques, M.P.; Brito, M.S.C.A.; Negro, C.; Monte, M.C.; Manrique, Y.A.; Santos, R.J.; Blanco, A. Valorization of Vegetable Waste from Leek, Lettuce, and Artichoke to Produce Highly Concentrated Lignocellulose Micro- and Nanofibril Suspensions. Nanomaterials 2022, 12, 4499. https://doi.org/10.3390/nano12244499
Sanchez-Salvador JL, Marques MP, Brito MSCA, Negro C, Monte MC, Manrique YA, Santos RJ, Blanco A. Valorization of Vegetable Waste from Leek, Lettuce, and Artichoke to Produce Highly Concentrated Lignocellulose Micro- and Nanofibril Suspensions. Nanomaterials. 2022; 12(24):4499. https://doi.org/10.3390/nano12244499
Chicago/Turabian StyleSanchez-Salvador, Jose Luis, Mariana P. Marques, Margarida S. C. A. Brito, Carlos Negro, Maria Concepcion Monte, Yaidelin A. Manrique, Ricardo J. Santos, and Angeles Blanco. 2022. "Valorization of Vegetable Waste from Leek, Lettuce, and Artichoke to Produce Highly Concentrated Lignocellulose Micro- and Nanofibril Suspensions" Nanomaterials 12, no. 24: 4499. https://doi.org/10.3390/nano12244499