
Stable, Ductile and Strong Ultrafine HT-9 Steels via Large Strain Machining

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zinkle, S.J.; Busby, J.T. Structural materials for fission & fusion energy. Mater. Today 2009, 12, 12–19. [Google Scholar]
- Zinkle, S.J.; Was, G. Materials challenges in nuclear energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Li, X.; Li, X.; Schönecker, S.; Li, R.; Zhao, J.; Vitos, L. Understanding the mechanical properties of reduced activation steels. Mater. Des. 2018, 146, 260–272. [Google Scholar] [CrossRef] [Green Version]
- Klueh, R.; Nelson, A.T. Ferritic/martensitic steels for next-generation reactors. J. Nucl. Mater. 2007, 371, 37–52. [Google Scholar] [CrossRef]
- Shang, Z.; Ding, J.; Fan, C.; Song, M.; Li, J.; Li, Q.; Xue, S.; Hartwig, K.; Zhang, X. Tailoring the strength and ductility of T91 steel by partial tempering treatment. Acta Mater. 2019, 169, 209–224. [Google Scholar] [CrossRef]
- Klueh, R. Elevated temperature ferritic and martensitic steels and their application to future nuclear reactors. Int. Mater. Rev. 2005, 50, 287–310. [Google Scholar] [CrossRef] [Green Version]
- Murty, K.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. [Google Scholar] [CrossRef]
- Mansur, L.; Rowcliffe, A.; Nanstad, R.; Zinkle, S.; Corwin, W.; Stoller, R. Materials needs for fusion, Generation IV fission reactors and spallation neutron sources—Similarities and differences. J. Nucl. Mater. 2004, 329, 166–172. [Google Scholar] [CrossRef]
- Chen, Y. Irradiation effects of HT-9 martensitic steel. Nucl. Eng. Technol. 2013, 45, 311–322. [Google Scholar] [CrossRef] [Green Version]
- Beyerlein, I.; Caro, A.; Demkowicz, M.; Mara, N.; Misra, A.; Uberuaga, B. Radiation damage tolerant nanomaterials. Mater. Today 2013, 16, 443–449. [Google Scholar] [CrossRef] [Green Version]
- Han, W.; Demkowicz, M.J.; Mara, N.A.; Fu, E.; Sinha, S.; Rollett, A.D.; Wang, Y.; Carpenter, J.S.; Beyerlein, I.J.; Misra, A. Design of radiation tolerant materials via interface engineering. Adv. Mater. 2013, 25, 6975–6979. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bai, X.-M.; Voter, A.F.; Hoagland, R.G.; Nastasi, M.; Uberuaga, B.P. Efficient annealing of radiation damage near grain boundaries via interstitial emission. Science 2010, 327, 1631–1634. [Google Scholar] [CrossRef]
- Uberuaga, B.P.; Vernon, L.J.; Martinez, E.; Voter, A.F. The relationship between grain boundary structure, defect mobility, and grain boundary sink efficiency. Sci. Rep. 2015, 5, 1–9. [Google Scholar] [CrossRef] [Green Version]
- El-Atwani, O.; Hinks, J.; Greaves, G.; Allain, J.; Maloy, S. Grain size threshold for enhanced irradiation resistance in nanocrystalline and ultrafine tungsten. Mater. Res. Lett. 2017, 5, 343–349. [Google Scholar] [CrossRef] [Green Version]
- El Atwani, O.; Li, N.; Li, M.; Devaraj, A.; Baldwin, J.K.; Schneider, M.M.; Sobieraj, D.; Wrobel, J.S.; Nguyen-Manh, D.D.; Maloy, S.A.; et al. Outstanding radiation resistance of tungsten-based high entropy alloys. Sci. Adv. 2019, 5, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Vetterick, G.A. Radiation Damage in Nanocrystalline Iron; Drexel University: Philadelphia, PA, USA, 2014. [Google Scholar]
- Chen, Y.; Li, J.; Yu, K.; Wang, H.; Kirk, M.; Li, M.; Zhang, X. In situ studies on radiation tolerance of nanotwinned Cu. Acta Mater. 2016, 111, 148–156. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.; Xu, W.; Wang, Y.; Misra, A.; Zhu, Y. Grain size effect on radiation tolerance of nanocrystalline Mo. Scr. Mater. 2016, 123, 90–94. [Google Scholar] [CrossRef] [Green Version]
- Shen, T.D.; Feng, S.; Tang, M.; Valdez, J.A.; Wang, Y.; Sickafus, K.E. Enhanced radiation tolerance in nanocrystalline MgGa2O4. Appl. Phys. Lett. 2007, 90, 263115. [Google Scholar] [CrossRef]
- Du, C.; Jin, S.; Fang, Y.; Li, J.; Hu, S.; Yang, T.; Zhang, Y.; Huang, J.; Sha, G.; Wang, Y. Ultrastrong nanocrystalline steel with exceptional thermal stability and radiation tolerance. Nat. Commun. 2018, 9, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Yvon, P.; Carré, F. Structural materials challenges for advanced reactor systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- Odette, G.R. Recent progress in developing and qualifying nanostructured ferritic alloys for advanced fission and fusion applications. JOM 2014, 66, 2427–2441. [Google Scholar] [CrossRef]
- U.S. DoE. A Technology Roadmap for Generation IV Nuclear Energy Systems. Available online: http://www.gen-4.org/gif/jcms/c_40481/technology-roadmap (accessed on 27 September 2021).
- Aydogan, E.; El-Atwani, O.; Takajo, S.; Vogel, S.; Maloy, S. High temperature microstructural stability and recrystallization mechanisms in 14YWT alloys. Acta Mater. 2018, 148, 467–481. [Google Scholar] [CrossRef]
- Odette, G.; Alinger, M.; Wirth, B. Recent developments in irradiation-resistant steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- Aydogan, E.; Maloy, S.; Anderoglu, O.; Sun, C.; Gigax, J.; Shao, L.; Garner, F.; Anderson, I.; Lewandowski, J. Effect of tube processing methods on microstructure, mechanical properties and irradiation response of 14YWT nanostructured ferritic alloys. Acta Mater. 2017, 134, 116–127. [Google Scholar] [CrossRef]
- Serrano, M.; García-Junceda, A.; Hernández, R.; Mayoral, M.H. On anisotropy of ferritic ODS alloys. Mater. Sci. Technol. 2014, 30, 1664–1668. [Google Scholar] [CrossRef]
- Hoelzer, D.T.; Massey, C.P.; Zinkle, S.J.; Crawford, D.C.; Terrani, K.A. Modern nanostructured ferritic alloys: A compelling and viable choice for sodium fast reactor fuel cladding applications. J. Nucl. Mater. 2020, 529, 151928. [Google Scholar] [CrossRef]
- Valiev, R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef]
- Sagapuram, D.; Efe, M.; Moscoso, W.; Chandrasekar, S.; Trumble, K.P. Controlling texture in magnesium alloy sheet by shear-based deformation processing. Acta Mater. 2013, 61, 6843–6856. [Google Scholar] [CrossRef]
- Efe, M.; El-Atwani, O.; Guo, Y.; Klenosky, D.R. Microstructure refinement of tungsten by surface deformation for irradiation damage resistance. Scr. Mater. 2014, 70, 31–34. [Google Scholar] [CrossRef]
- Efe, M.; Moscoso, W.; Trumble, K.P.; Compton, W.D.; Chandrasekar, S. Mechanics of large strain extrusion machining and application to deformation processing of magnesium alloys. Acta Mater. 2012, 60, 2031–2042. [Google Scholar] [CrossRef]
- Moscoso, W.; Shankar, M.R.; Mann, J.; Compton, W.; Chandrasekar, S. Bulk nanostructured materials by large strain extrusion machining. J. Mater. Res. 2007, 22, 201–205. [Google Scholar] [CrossRef]
- Guo, Y.; Saldana, C.; Compton, W.D.; Chandrasekar, S. Controlling deformation and microstructure on machined surfaces. Acta Mater. 2011, 59, 4538–4547. [Google Scholar] [CrossRef]
- Brown, T.L.; Saldana, C.; Murthy, T.G.; Mann, J.B.; Guo, Y.; Allard, L.F.; King, A.H.; Compton, W.D.; Trumble, K.P.; Chandrasekar, S. A study of the interactive effects of strain, strain rate and temperature in severe plastic deformation of copper. Acta Mater. 2009, 57, 5491–5500. [Google Scholar] [CrossRef]
- El-Tamimi, A.; El-Hossainy, T. Investigating the machinability of AISI 420 stainless steel using factorial design. Mater. Manuf. Process. 2008, 23, 419–426. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Gigax, J.G.; El-Atwani, O.; McCulloch, Q.; Aytuna, B.; Efe, M.; Fensin, S.; Maloy, S.A.; Li, N. Micro-and mesoscale mechanical properties of an ultra-fine grained CrFeMnNi high entropy alloy produced by large strain machining. Scr. Mater. 2020, 178, 508–512. [Google Scholar] [CrossRef]
- Gigax, J.G.; Vo, H.; McCulloch, Q.; Chancey, M.; Wang, Y.; Maloy, S.A.; Li, N.; Hosemann, P. Micropillar compression response of femtosecond laser-cut single crystal Cu and proton irradiated Cu. Scr. Mater. 2019, 170, 145–149. [Google Scholar] [CrossRef]
- Gigax, J.G.; Torrez, A.J.; McCulloch, Q.; Kim, H.; Maloy, S.A.; Li, N. Sizing up mechanical testing: Comparison of microscale and mesoscale mechanical testing techniques on a FeCrAl welded tube. J. Mater. Res. 2020, 35, 2817–2830. [Google Scholar] [CrossRef]
- Getto, E.; Vancoevering, G.; Was, G. The co-evolution of microstructure features in self-ion irradiated HT9 at very high damage levels. J. Nucl. Mater. 2017, 484, 193–208. [Google Scholar] [CrossRef] [Green Version]
- Eftink, B.P.; Vega, D.A.; El Atwani, O.; Sprouster, D.J.; Yoo, Y.S.J.; Steckley, T.E.; Aydogan, E.; Cady, C.M.; Al-Sheikhly, M.; Lienert, T.J. Tensile properties and microstructure of additively manufactured Grade 91 steel for nuclear applications. J. Nucl. Mater. 2021, 544, 152723. [Google Scholar] [CrossRef]
- Petch, N. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Wilcox, B.A.; Clauer, A.H. The role of grain size and shape in strengthening of dispersion hardened nickel alloys. Acta Metall. 1972, 20, 743–757. [Google Scholar] [CrossRef] [Green Version]
- Watanabe, T.; Tsurekawa, S. The control of brittleness and development of desirable mechanical properties in polycrystalline systems by grain boundary engineering. Acta Mater. 1999, 47, 4171–4185. [Google Scholar] [CrossRef]
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Li, J.C.M. Petch relation and grain boundary sources. Trans. Metall. Soc. AIME 1963, 227, 239. [Google Scholar]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Mishin, O.; Gertsman, V.Y.; Valiev, R.; Gottstein, G. Grain boundary distribution and texture in ultrafine-grained copper produced by severe plastic deformation. Scr. Mater. 1996, 35, 873–878. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, E.; Chen, M.W. Enhanced tensile ductility and toughness in nanostructured Cu. Appl. Phys. Lett. 2002, 80, 2395–2397. [Google Scholar] [CrossRef]
- Yang, D.; Hodgson, P.; Wen, C. Simultaneously enhanced strength and ductility of titanium via multimodal grain structure. Scr. Mater. 2010, 63, 941–944. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.-M.; Yu, Z.-Y.; Zhang, X.-H.; Meng, X.-T.; Wang, H.-Y.; Jiang, Q.-C. Bimodal microstructure—A feasible strategy for high-strength and ductile metallic materials. J. Mater. Sci. Technol. 2018, 34, 257–264. [Google Scholar] [CrossRef]
- El-Atwani, O.; Esquivel, E.; Aydogan, E.; Martinez, E.; Baldwin, J.; Li, M.; Uberuaga, B.; Maloy, S. Unprecedented irradiation resistance of nanocrystalline tungsten with equiaxed nanocrystalline grains to dislocation loop accumulation. Acta Mater. 2019, 165, 118–128. [Google Scholar] [CrossRef]
- Ma, Z. Friction stir processing technology: A review. Metall. Mater. Trans. A 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Nagaoka, T.; Kimoto, Y.; Watanabe, H.; Fukusumi, M.; Morisada, Y.; Fujii, H. Friction stir processing of a D2 tool steel layer fabricated by laser cladding. Mater. Des. 2015, 83, 224–229. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Ni | Cr | Mo | Nb | W | Al | V | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition Range (wt%) | 0.17–0.23 | 0.40–0.70 | 0.20–0.30 | 0.30–0.80 | 11.0–12.5 | 0.80–1.20 | ≤0.05 | 0.40–0.60 | ≤0.05 | 0.25–0.35 | ≤0.001 |
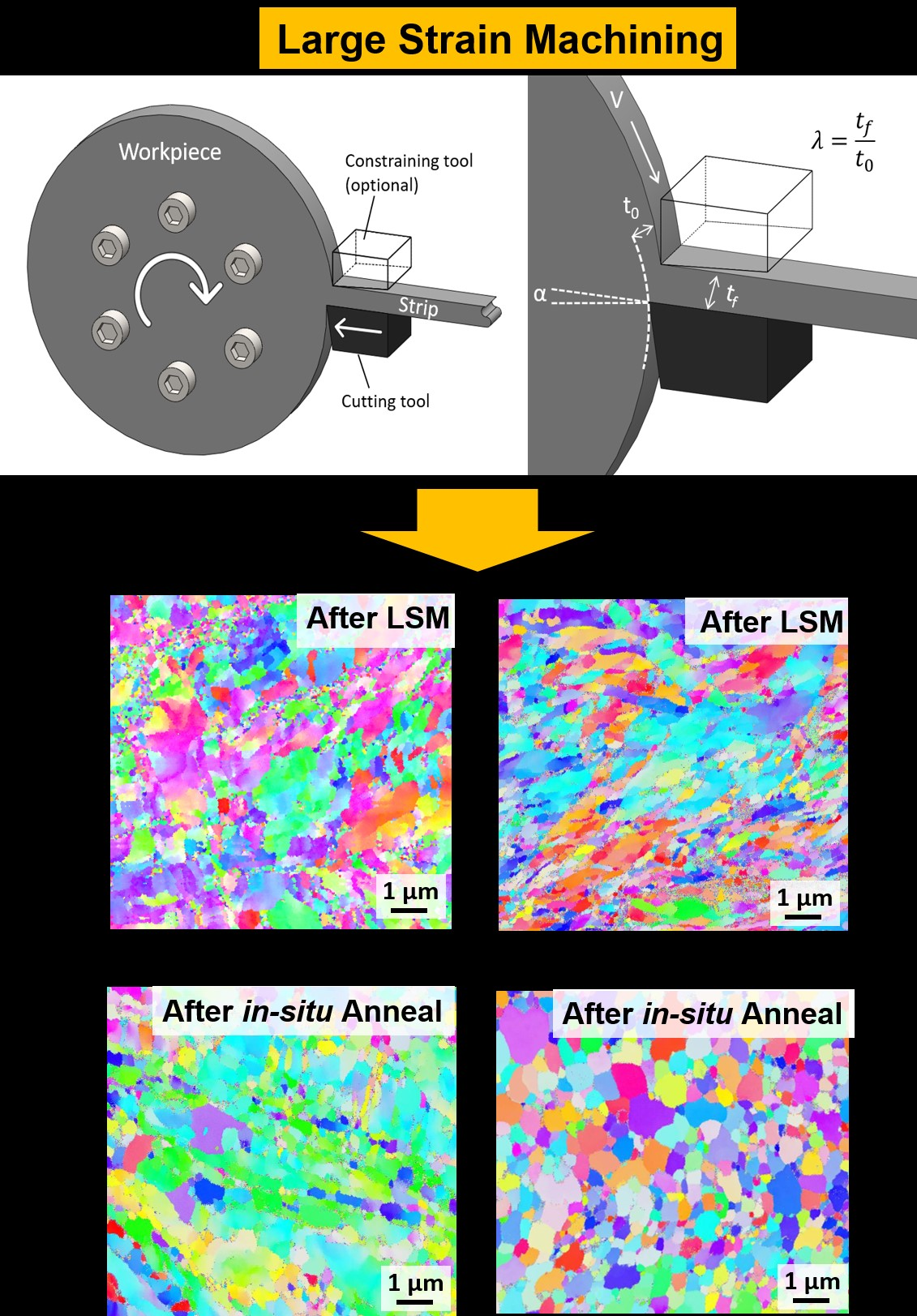
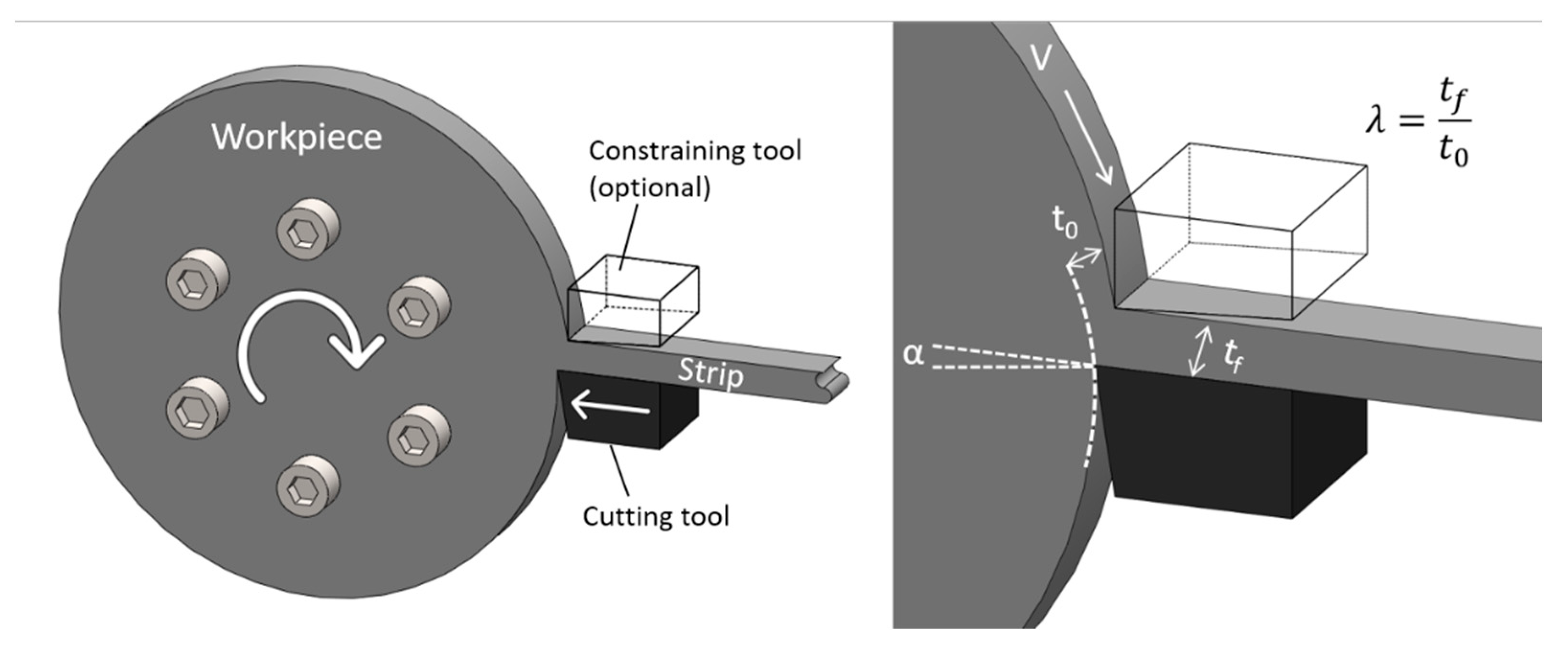
| Samples | t0 (mm) | tf (mm) | λ | α | γ | Δ (µm) | V (m/s) | (1/s) | ΔT (K) | |
|---|---|---|---|---|---|---|---|---|---|---|
| Sample A | 0.1 | 0.155 | 1.6 | −10° | 2.6 | 1.5 | 100 | 0.7 | 1.1 × 104 | 679 |
| Sample B | 0.1 | 0.265 | 2.7 | 0° | 3.0 | 1.7 | 100 | 0.7 | 1.2 × 104 | 630 |
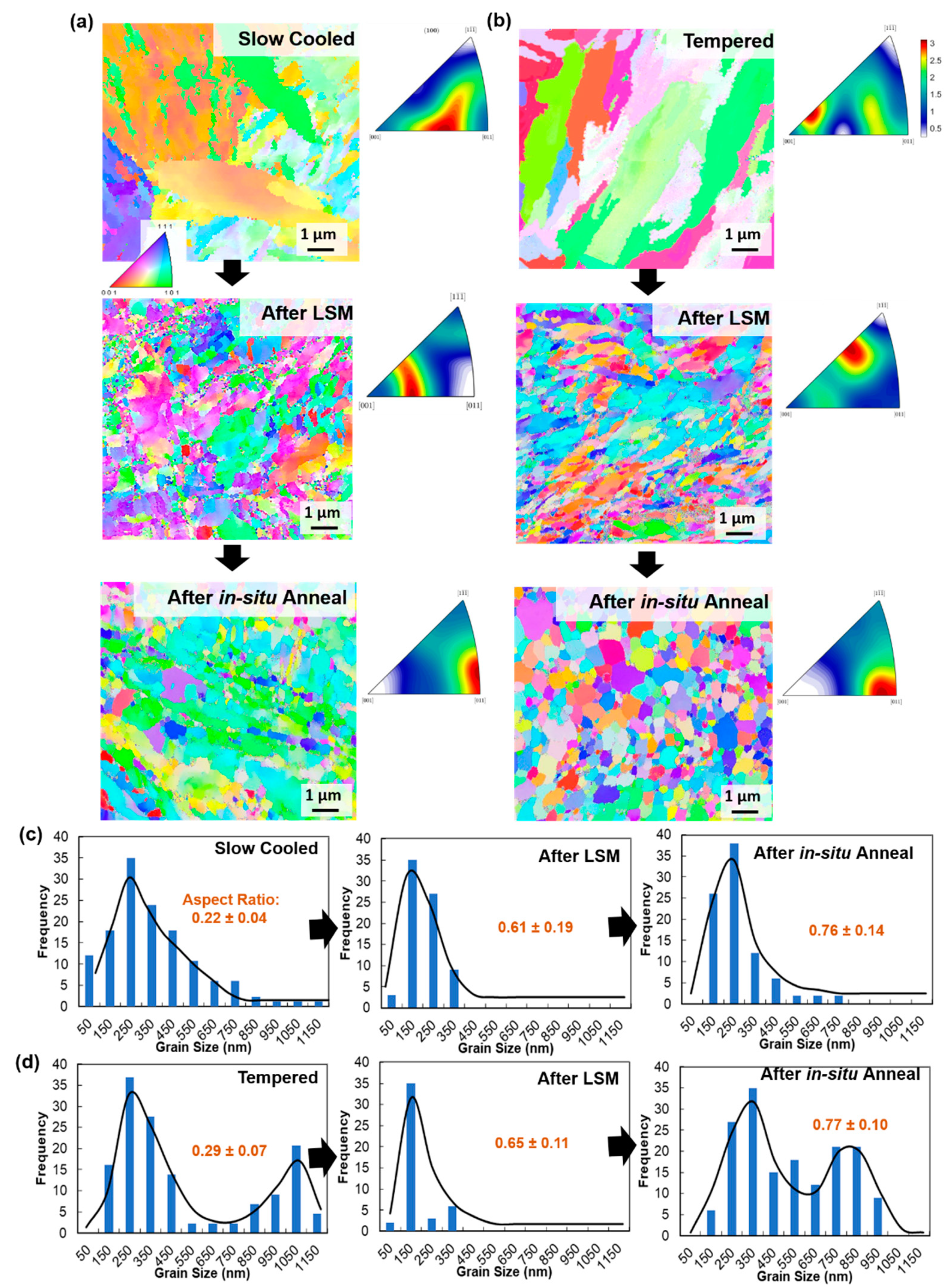
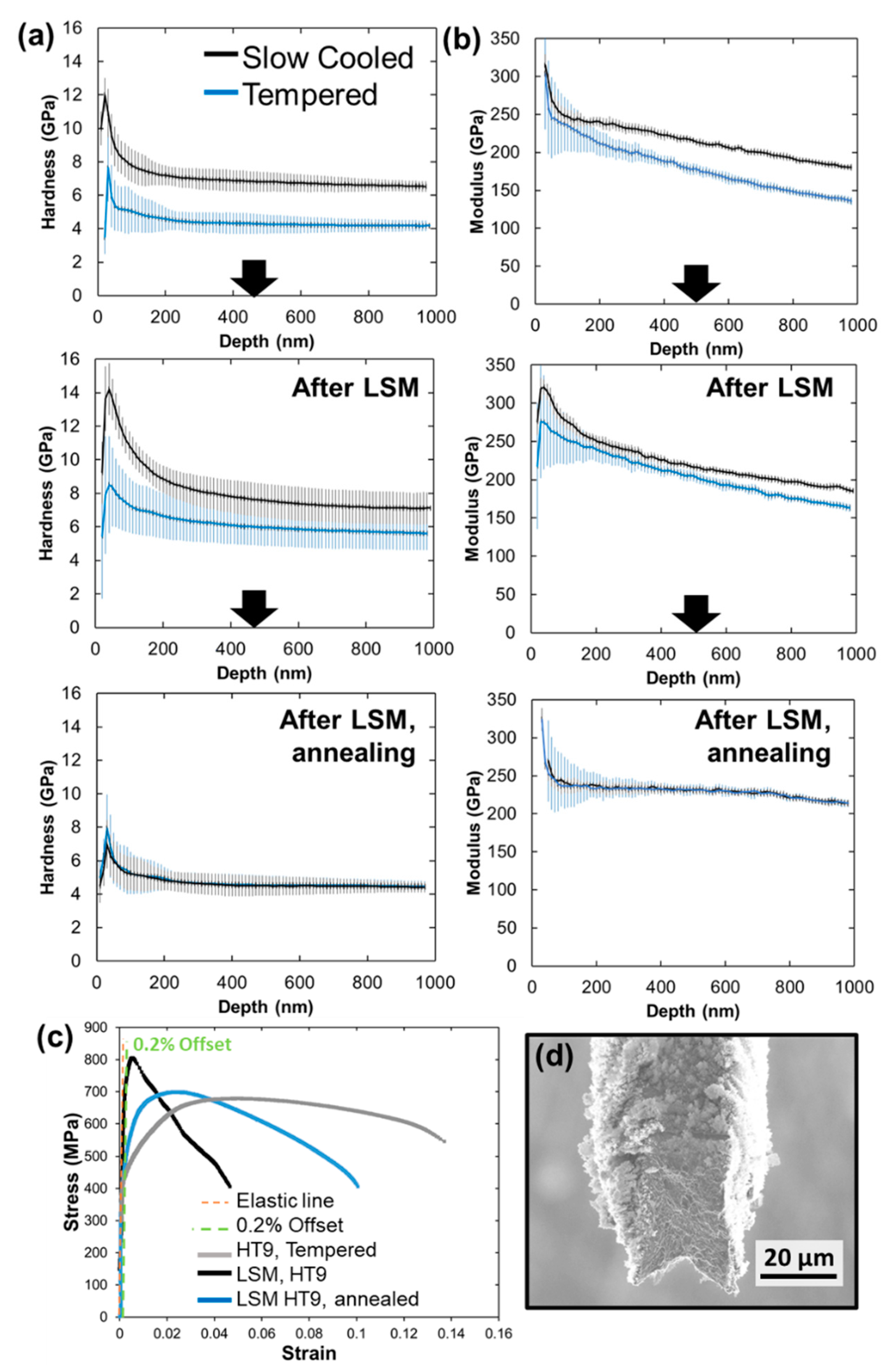
| Specimen | Yield Strength (MPa) | Tensile Strength (MPa) | Uniform Elongation (%) | Total Elongation (%) |
|---|---|---|---|---|
| HT9, Tempered | 440 | 620 | 4.5 | 13.6 |
| LSM HT9 | 740 | 816 | 0.75 | 4.2 |
| LSM HT9, annealed | 425 | 635 | 1.50 | 7.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Atwani, O.; Kim, H.; Gigax, J.G.; Harvey, C.; Aytuna, B.; Efe, M.; Maloy, S.A. Stable, Ductile and Strong Ultrafine HT-9 Steels via Large Strain Machining. Nanomaterials 2021, 11, 2538. https://doi.org/10.3390/nano11102538
El-Atwani O, Kim H, Gigax JG, Harvey C, Aytuna B, Efe M, Maloy SA. Stable, Ductile and Strong Ultrafine HT-9 Steels via Large Strain Machining. Nanomaterials. 2021; 11(10):2538. https://doi.org/10.3390/nano11102538
Chicago/Turabian StyleEl-Atwani, Osman, Hyosim Kim, Jonathan G. Gigax, Cayla Harvey, Berk Aytuna, Mert Efe, and Stuart A. Maloy. 2021. "Stable, Ductile and Strong Ultrafine HT-9 Steels via Large Strain Machining" Nanomaterials 11, no. 10: 2538. https://doi.org/10.3390/nano11102538