
Effects of Fiber Loading on Mechanical Properties of Kenaf Nanocellulose Reinforced Nanohybrid Dental Composite Made of Rice Husk Silica


Abstract
:1. Introduction
2. Materials and Methods
2.1. Extraction of CNC from Kenaf
2.2. Treatment of CNC with Silane
2.3. Composite Resin Fabrication
2.4. Mechanical Strength Testing
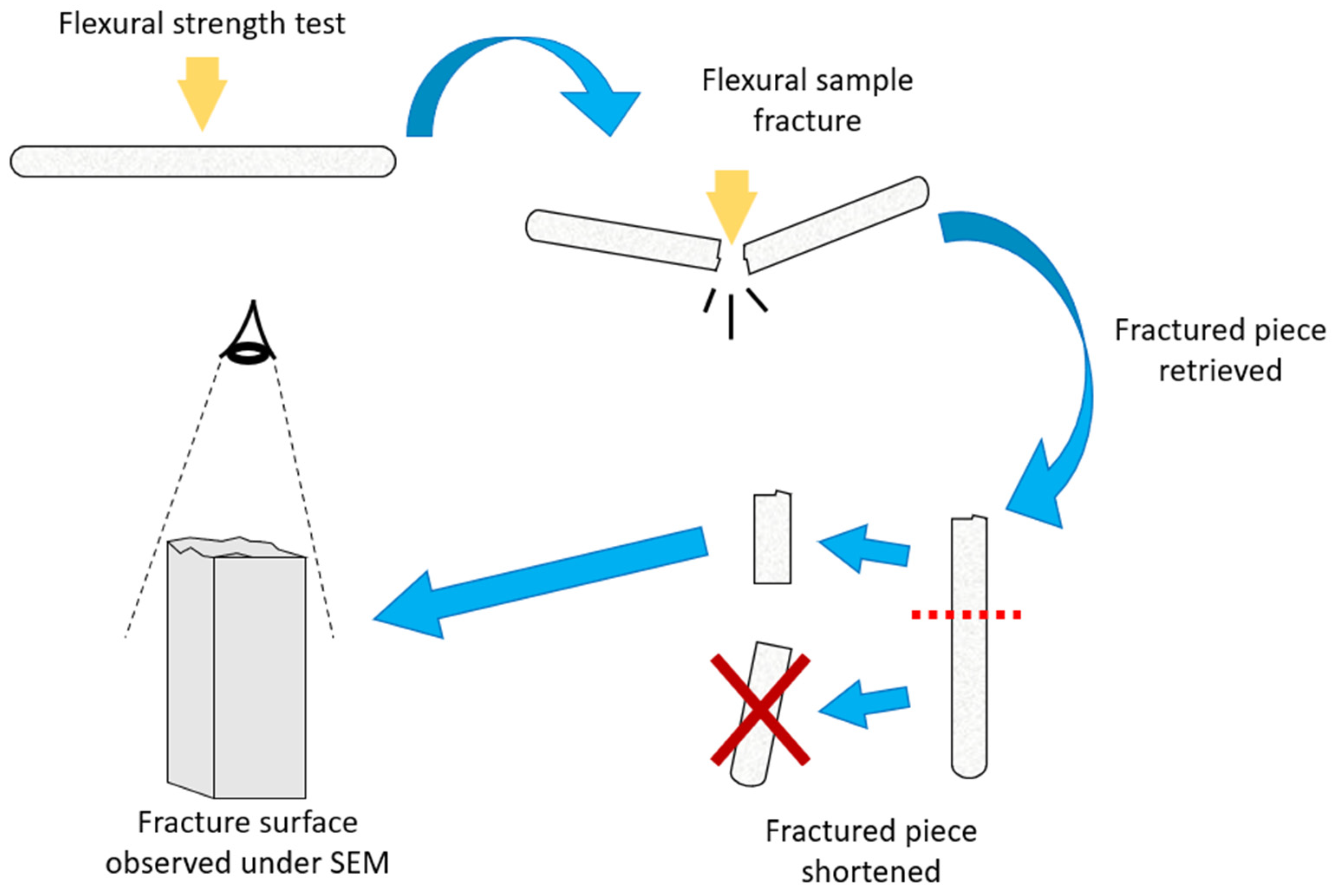
2.5. Fractured Samples’ Surface Analysis
2.6. Data Analysis
3. Results and Discussion
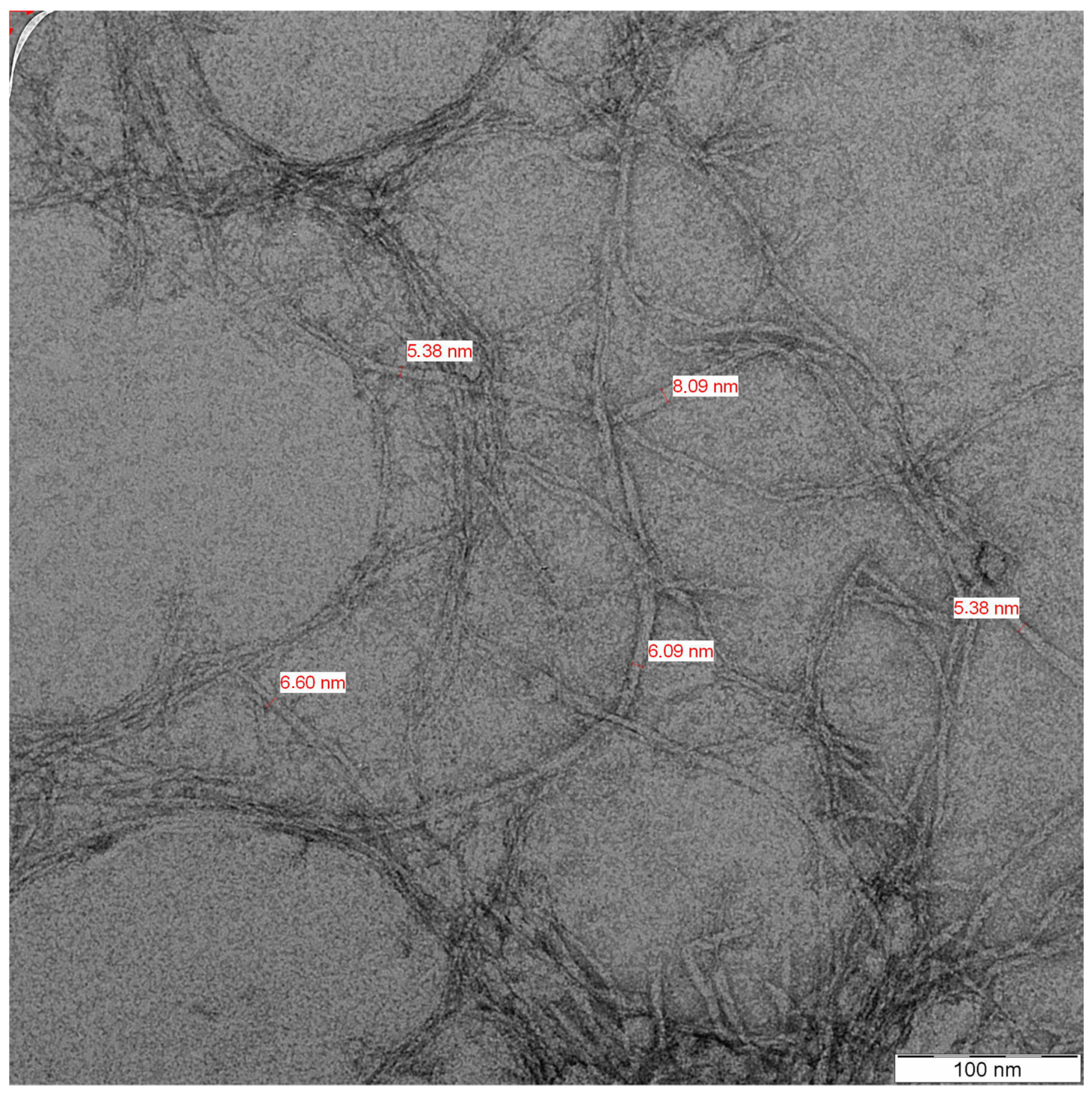
3.1. Kenaf CNC Characterization Using Transmission Electron Microscope (TEM)
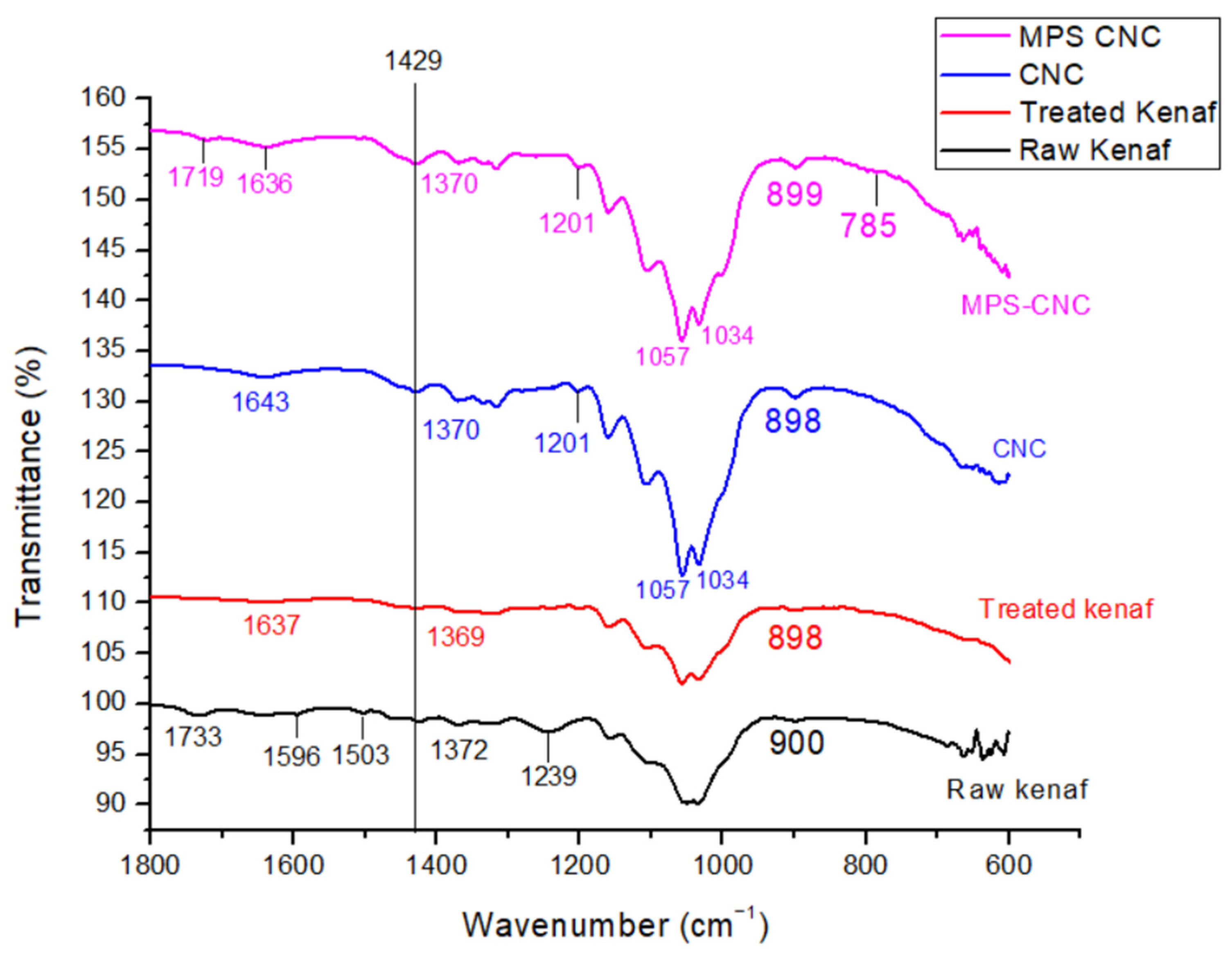
3.2. Chemical Interaction Analysis between the Silane and Kenaf CNC Using FTIR
3.3. Mechanical Strength of Composite Resin Reinforced with Silane-Treated CNC
3.4. Scanning Electron Microscope (SEM) Analyses of the Fractured Surface
3.5. Limitations of the Study and Future Recommendations
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ilie, N.; Hickel, R. Resin composite restorative materials. Aust. Dent. J. 2011, 56 (Suppl. S1), 59–66. [Google Scholar] [CrossRef] [PubMed]
- Garoushi, S.; Mangoush, E.; Vallittu, M.; Lassila, L. Short Fiber Reinforced Composite: A New Alternative for Direct Onlay Restorations. Open Dent. J. 2013, 7, 181–185. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lassila, L.; Keulemans, F.; Säilynoja, E.; Vallittu, P.K.; Garoushi, S. Mechanical properties and fracture behavior of flowable fiber reinforced composite restorations. Dent. Mater. 2018, 34, 598–606. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.; Tsoi, J.K.-H.; Matinlinna, J.P. A novel zirconia fibre-reinforced resin composite for dental use. J. Mech. Behav. Biomed. Mater. 2016, 53, 151–160. [Google Scholar] [CrossRef]
- International Labour Office. Working Document and Report of the Meeting of Experts on Safety in the Use of Mineral and Synthetic Fibres, Geneva, 17–25 April 1989. In Safety in the Use of Mineral and Synthetic Fibres; International Labour Office: Geneva, Switzerland, 1990. [Google Scholar]
- World Health Organization; International Agency for Research on Cancer Iarc Working Group on the Evaluation of Carcinogenic Risks to Humans. Man-Made Vitreous Fibres (IARC Monographs on the Evaluation of Carcinogenic Risks to Humans, 1017–1606; v. 81); International Agency for Research on Cancer: Lyon, France, 2002. [Google Scholar]
- Bertazzi, P.A.; Zocchetti, C.; Riboldi, L.; Pesatori, A.; Radice, L.; Latocca, R. Cancer mortality of an ltalian cohort of workers in man-made glass-fiber production. Scand. J. Work. Environ. Health 1986, 12, 65–71. [Google Scholar] [PubMed]
- Azizi Samir, M.A.S.; Alloin, F.; Dufresne, A. Review of Recent Research into Cellulosic Whiskers, Their Properties and Their Application in Nanocomposite Field. Biomacromolecules 2005, 6, 612–626. [Google Scholar] [CrossRef]
- Silva, R.M.; Pereira, F.V.; Mota, F.A.P.; Watanabe, E.; Soares, S.M.C.S.; Santos, M.H. Dental glass ionomer cement reinforced by cellulose microfibers and cellulose nanocrystals. Mater. Sci. Eng. C 2016, 58, 389–395. [Google Scholar] [CrossRef]
- Surip, S.N.; Wan Jaafar, W.N.R.; Azmi, N.N.; Anwar, U.M.K. Microscopy Observation on Nanocellulose from Kenaf Fibre. Adv. Mater. Res. 2012, 488, 72–75. [Google Scholar] [CrossRef]
- Shen, R.; Xue, S.; Xu, Y.; Liu, Q.; Feng, Z.; Ren, H.; Zhai, H.; Kong, F. Research Progress and Development Demand of Nanocellulose Reinforced Polymer Composites. Polymers 2020, 12, 2113. [Google Scholar] [CrossRef]
- Lin, N.; Dufresne, A. Nanocellulose in biomedicine: Current status and future prospect. Eur. Polym. J. 2014, 59, 302–325. [Google Scholar] [CrossRef] [Green Version]
- Cho, M.-J.; Park, B.-D. Tensile and thermal properties of nanocellulose-reinforced poly(vinyl alcohol) nanocomposites. J. Ind. Eng. Chem. 2011, 17, 36–40. [Google Scholar] [CrossRef]
- Kausar, A. Chapter 17—Nanocellulose in polymer nanocomposite. In Sustainable Nanocellulose and Nanohydrogels from Natural Sources; Mohammad, F., Al-Lohedan, H.A., Jawaid, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 357–366. [Google Scholar] [CrossRef]
- Dufresne, A. Cellulose nanomaterial reinforced polymer nanocomposites. Curr. Opin. Colloid Interface Sci. 2017, 29, 1–8. [Google Scholar] [CrossRef]
- Abaszadeh, M.; Yazdanpanah, M.; Eskandarizadeh, A.; Mohammadzadeh, I. Evaluation Of Nanocellulose Biocompatibility And Of Compressive Strength Increase In Flowable Dental Composites. Int. J. Med. Dent. 2020, 24, 174–181. [Google Scholar]
- Karnani, R.; Krishnan, M.; Narayan, R. Biofiber-reinforced polypropylene composites. Polym. Eng. Sci. 1997, 37, 476–483. [Google Scholar] [CrossRef] [Green Version]
- Bismarck, A.; Mishra, S.; Lampke, T. Plant fibers as reinforcement for green composites. In Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005; pp. 37–108. [Google Scholar] [CrossRef]
- André, A. Fibres for Strengthening of Timber Structures. In Forskningsrapport / Luleå Tekniska Universitet; Luleå tekniska universitet: Luleå, Sweden, 2006; p. 106. [Google Scholar]
- Ogunbode, E.; Yatim, J.; Ishak, M.; Razavi, M.; Razavi, M. Potentials of kenaf fibre in bio-composite production: A review. J. Teknol. 2015, 77, 23–30. [Google Scholar] [CrossRef] [Green Version]
- Johari, Y.; Subramaniam, P.V.; Md Yusof, M.N.; Azlisham, N.A.F.; Khamis, M.F.; Ariffin, Z. Evaluation of Flexural Strength and Radiopacity of Polymethyl Methacrylate Incorporated with Kenaf Fiber. Ann. Rom. Soc. Cell Biol. 2021, 25, 19584–19590. [Google Scholar]
- Noushad, M.; Ab Rahman, I.; Husein, A.; Mohamad, D. Nanohybrid dental composite using silica from biomass waste. Powder Technol. 2016, 299, 19–25. [Google Scholar] [CrossRef]
- Al-Rawas, M.; Johari, Y.; Mohamad, D.; Khamis, M.F.; Ahmad, W.M.A.W.; Ariffin, Z.; Husein, A. Water sorption, solubility, degree of conversion, and surface hardness and topography of flowable composite utilizing nano silica from rice husk. J. Mater. Res. Technol. 2021, 15, 4173–4184. [Google Scholar] [CrossRef]
- Andilolo, J.; Nikmatin, S.; Nugroho, N.; Alatas, H.; Wismogroho, A. Effect of kenaf short fiber loading on mechanical properties of biocomposites. IOP Conf. Ser. Earth Environ. Sci. 2017, 65, 012015. [Google Scholar] [CrossRef] [Green Version]
- Lamaming, J.; Hashim, R.; Sulaiman, O.; Leh, C.P.; Sugimoto, T.; Nordin, N.A. Cellulose nanocrystals isolated from oil palm trunk. Carbohydr. Polym. 2015, 127, 202–208. [Google Scholar] [CrossRef]
- Hussin, M.H.; Tajudin, N.; Paramasivam, M.; Haafiz, M.K.; Sudesh, K.; Yemloul, M.; Mohd Azani, N. Physicochemical Studies of Kenaf Nanocrystaline Cellulose and Poly (3-hydroxybutyrate-co-3-hydroxyhexanoate) as Filler for Lithium Perchlorate based Polymer Electrolyte. Int. J. Electrochem. Sci. 2019, 14, 1620–1633. [Google Scholar] [CrossRef]
- Nuruddin, M.; Hosur, M.; Uddin, M.J.; Baah, D.; Jeelani, S. A novel approach for extracting cellulose nanofibers from lignocellulosic biomass by ball milling combined with chemical treatment. J. Appl. Polym. Sci. 2016, 133, 42990. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Rafidah, M.; Azrina, A.; Razman, M. Dynamic mechanical behaviour of kenaf cellulosic fibre biocomposites: A comprehensive review on chemical treatments. Cellulose 2021, 28, 1–21. [Google Scholar] [CrossRef]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.A.M.; Abu Bakar, A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Saha, P.; Manna, S.; Chowdhury, S.R.; Sen, R.; Roy, D.; Adhikari, B. Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment. Bioresour. Technol. 2010, 101, 3182–3187. [Google Scholar] [CrossRef]
- Granda, L.A.; Espinach, F.X.; Tarrés, Q.; Méndez, J.A.; Delgado-Aguilar, M.; Mutjé, P. Towards a good interphase between bleached kraft softwood fibers and poly(lactic) acid. Compos. Part B Eng. 2016, 99, 514–520. [Google Scholar] [CrossRef]
- Husnil, Y.; Ismojo; Yuanita, E.; Novovic, A.A.; Enyta, T.; Chalid, M. The effect of bleaching treatment on the mechanical strength of PP-Kenaf composite. In Proceedings of the 5th International Symposium on Applied Chemistry 2019, Tangerang, Indonesia, 23–24 October 2019; p. 020051. [Google Scholar]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef] [Green Version]
- Sulaiman, H.; Chan, C.; Chia, C.-H.; Zakaria, S.; Syed Jaafar, S.N. Isolation and Fractionation of Cellulose Nanocrystals from Kenaf Core. Sains Malays. 2015, 44, 1635–1642. [Google Scholar]
- Ng, H.-M.; Sin, L.T.; Tee, T.-T.; Bee, S.-T.; Hui, D.; Low, C.-Y.; Rahmat, A.R. Extraction of cellulose nanocrystals from plant sources for application as reinforcing agent in polymers. Compos. Part B Eng. 2015, 75, 176–200. [Google Scholar] [CrossRef]
- Wulandari, W.T.; Rochliadi, A.; Arcana, I.M. Nanocellulose prepared by acid hydrolysis of isolated cellulose from sugarcane bagasse. IOP Conf. Ser. Mater. Sci. Eng. 2016, 107, 012045. [Google Scholar] [CrossRef]
- Kargarzadeh, H.; Ahmad, I.; Abdullah, I.; Dufresne, A.; Zainudin, S.Y.; Sheltami, R.M. Effects of hydrolysis conditions on the morphology, crystallinity, and thermal stability of cellulose nanocrystals extracted from kenaf bast fibers. Cellulose 2012, 19, 855–866. [Google Scholar] [CrossRef]
- Ketabchi, M.R.; Khalid, M.; Ratnam, C.; Manickam, S.; Walvekar, R.; Hoque, M.E. Sonosynthesis of Cellulose Nanoparticles (CNP) from Kenaf Fiber: Effects of Processing Parameters. Fibers Polym. 2016, 17, 1352–1358. [Google Scholar] [CrossRef]
- Bai, W.; Holbery, J.; Li, K. A technique for production of nanocrystalline cellulose with a narrow size distribution. Cellulose 2009, 16, 455–465. [Google Scholar] [CrossRef]
- Zhai, L.; Kim, H.C.; Kim, J.W.; Kim, J. Simple centrifugal fractionation to reduce the size distribution of cellulose nanofibers. Sci. Rep. 2020, 10, 11744. [Google Scholar] [CrossRef]
- Vallittu, P.K. High-aspect ratio fillers: Fiber-reinforced composites and their anisotropic properties. Dent. Mater. 2015, 31, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Petersen, R.C. Discontinuous fiber-reinforced composites above critical length. J. Dent. Res. 2005, 84, 365–370. [Google Scholar] [CrossRef] [Green Version]
- Khalifa, M.; Anandhan, S.; Wuzella, G.; Lammer, H.; Mahendran, A.R. Thermoplastic polyurethane composites reinforced with renewable and sustainable fillers—A review. Polym. Plast. Technol. Mater. 2020, 59, 1751–1769. [Google Scholar] [CrossRef]
- Mohd Ghazali, A.; Pickering, K.; Le, T. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2015, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Hajlane, A.; Joffe, R.; Kaddami, H. Cellulose nanocrystal deposition onto regenerated cellulose fibers: Effect on moisture absorption and fiber–matrix adhesion. Cellulose 2018, 25, 1783–1793. [Google Scholar] [CrossRef]
- Rangel, N.; Leal-García, T. Spectroscopy Analysis of Chemical Modification of Cellulose Fibers. J. Mex. Chem. Soc. 2010, 54, 192–197. [Google Scholar]
- Abdelmouleh, M.; Boufi, S.; ben Salah, A.; Belgacem, M.N.; Gandini, A. Interaction of Silane Coupling Agents with Cellulose. Langmuir 2002, 18, 3203–3208. [Google Scholar] [CrossRef]
- Bociong, K.; Szczesio-Włodarczyk, A.; Sokolowski, K.; Domarecka, M.; Sokolowski, J.; Krasowski, M.; Łukomska-Szymańska, M. The Influence of Water Sorption of Dental Light-Cured Composites on Shrinkage Stress. Materials 2017, 10, 1142. [Google Scholar] [CrossRef]
- Ibrahim, N.A.; Alawi, R.; Johari, Y.; Muttlib, N.A.A.; Yusoff, M.N.M. The Effect of Incorporation of Cellulose Kenaf Fibers in Composite Resin on Mechanical Properties and Surface Topography Analysis Using Scanning Electron Microscopy. Eur. J. Gen. Dent. 2021, 10, 007–013. [Google Scholar] [CrossRef]
- Theng, G.W.; Johari, Y.; Rahman, I.A.; Muttlib, N.A.A.; Yusuf, M.N.M.; Alawi, R. Mechanical Properties of Dental Composite Reinforced with Natural Fiber. J. Int. Dent. Med. Res. 2019, 12, 1242–1247. [Google Scholar]
- ISO 4049; Dentistry—Polymer-Based Restorative Materials. International Organization for Standardization: Geneva, Switzerland, 2019.
- Sun, B.; Kong, F.; Zhang, M.; Wang, W.; Kc, B.S.; Tjong, J.; Sain, M. Percolation Model for Renewable-Carbon Doped Functional Composites in Packaging Application: A Brief Review. Coatings 2020, 10, 193. [Google Scholar] [CrossRef] [Green Version]
- Noël, A.; Faucheu, J.; Chenal, J.-M.; Viricelle, J.-P.; Bourgeat-Lami, E. Electrical and mechanical percolation in graphene-latex nanocomposites. Polymer 2014, 55, 5140–5145. [Google Scholar] [CrossRef]
- Capadona, J.R.; Shanmuganathan, K.; Tyler, D.J.; Rowan, S.J.; Weder, C. Stimuli-Responsive Polymer Nanocomposites Inspired by the Sea Cucumber Dermis. Science 2008, 319, 1370–1374. [Google Scholar] [CrossRef]
- Favier, V.; Canova, G.R.; Cavaillé, J.Y.; Chanzy, H.; Dufresne, A.; Gauthier, C. Nanocomposite materials from latex and cellulose whiskers. Polym. Adv. Technol. 1995, 6, 351–355. [Google Scholar] [CrossRef]
- Onsager, L. The Effects of Shape on The Interaction of Colloidal Particles. Ann. New York Acad. Sci. 1949, 51, 627–659. [Google Scholar] [CrossRef]
- Revol, J.-F.; Godbout, L.; Dong, X.-M.; Gray, D.G.; Chanzy, H.; Maret, G. Chiral nematic suspensions of cellulose crystallites; phase separation and magnetic field orientation. Liq. Cryst. 1994, 16, 127–134. [Google Scholar] [CrossRef]
- Stroobants, A.; Lekkerkerker, H.N.W.; Odijk, T. Effect of electrostatic interaction on the liquid crystal phase transition in solutions of rodlike polyelectrolytes. Macromolecules 1986, 19, 2232–2238. [Google Scholar] [CrossRef] [Green Version]
- Speranza, A.; Sollich, P. Simplified Onsager theory for isotropic–nematic phase equilibria of length polydisperse hard rods. J. Chem. Phys. 2002, 117, 5421–5436. [Google Scholar] [CrossRef] [Green Version]
- Chabert, E.; Bornert, M.; Bourgeat-Lami, E.; Cavaillé, J.Y.; Dendievel, R.; Gauthier, C.; Putaux, J.L.; Zaoui, A. Filler–filler interactions and viscoelastic behavior of polymer nanocomposites. Mater. Sci. Eng. A 2004, 381, 320–330. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Z.; Zhang, H.; Han, J.; Liu, Z.; Liu, Y.; Tang, L. Percolation model of reinforcement efficiency for carbon nanotubes dispersed in thermoplastics. Compos. Part A Appl. Sci. Manuf. 2016, 86, 49–56. [Google Scholar] [CrossRef]
- Zarina, S.; Ahmad, I. Biodegradable Composite Films based on κ-carrageenan Reinforced by Cellulose Nanocrystal from Kenaf Fibers. Bioresources 2014, 10, 16. [Google Scholar] [CrossRef] [Green Version]
- Bonnia, N.N.; Ahmad, S.H.; Zainol, I.; Mamun, A.A.; Beg, M.D.H.; Bledzki, A.K. Mechanical properties and environmental stress cracking resistance of rubber toughened polyester/kenaf composite. Express Polym. Lett. 2010, 4, 55–61. [Google Scholar] [CrossRef]
- Osman, E.; Vakhguelt, A.; Sbarski, I.; Mutasher, S. Mechanical Properties of Kenaf—Unsaturated Polyester Composites: Effect of Fiber Treatment and Fiber Length. Adv. Mater. Res. 2011, 311, 260–271. [Google Scholar] [CrossRef]
- Chieng, B.W.; Lee, S.H.; Ibrahim, N.A.; Then, Y.Y.; Loo, Y.Y. Isolation and Characterization of Cellulose Nanocrystals from Oil Palm Mesocarp Fiber. Polymers 2017, 9, 355. [Google Scholar] [CrossRef]
- Oivanen, M.; Keulemans, F.; Garoushi, S.; Vallittu, P.K.; Lassila, L. The effect of refractive index of fillers and polymer matrix on translucency and color matching of dental resin composite. Biomater. Investigion Dent. 2021, 8, 48–53. [Google Scholar] [CrossRef] [PubMed]
- Wang, L. Cellulose Light Interactions-Relationship between Refractive Index and Surface Chemistry of Cellulose Nanocrystals. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2021. [Google Scholar]
- Mariano, M.; El Kissi, N.; Dufresne, A. Cellulose nanocrystals and related nanocomposites: Review of some properties and challenges. J. Polym. Sci. Part B Polym. Phys. 2014, 52, 791–806. [Google Scholar] [CrossRef]
- Althues, H.; Henle, J.; Kaskel, S. Functional inorganic nanofillers for transparent polymers. Chem. Soc. Rev. 2007, 36, 1454–1465. [Google Scholar] [CrossRef]
- Boufi, S.; Kaddami, H.; Dufresne, A. Mechanical Performance and Transparency of Nanocellulose Reinforced Polymer Nanocomposites. Macromol. Mater. Eng. 2014, 299, 560–568. [Google Scholar] [CrossRef]
- Thamara, C.A.; Erlita, I.; Diana, S. The Effect of Bagasse Fiber (Saccharum officinarum L.) Addition on the Strength of Bulk Fill Composite Resin. J. Kedokt. Gigi 2018, 3, 61–66. [Google Scholar]
- Rahaman Ali, A.A.A.; John, J.; Mani, S.A.; El-Seedi, H.R. Effect of Thermal Cycling on Flexural Properties of Microcrystalline Cellulose-Reinforced Denture Base Acrylic Resins. J. Prosthodont. 2020, 29, 611–616. [Google Scholar] [CrossRef] [PubMed]
- Sekhavat Pour, Z.; Ghaemy, M.; Bordbar, S.; Karimi-Maleh, H. Effects of surface treatment of TiO2 nanoparticles on the adhesion and anticorrosion properties of the epoxy coating on mild steel using electrochemical technique. Prog. Org. Coat. 2018, 119, 99–108. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Groups | Filler (50%) | Resin (50%) (BisGMA/TEDGMA) (60:40) | Filler | Resin | |
|---|---|---|---|---|---|
| Kenaf Nanocellulose (wt%) | Rice Husk (wt %) | ||||
| K0 | 0 | 50 | 50 | ||
| K1 | 1 | 49 | 50 | ||
| K2 | 2 | 48 | 50 | ||
| K3 | 3 | 47 | 50 | ||
| K4 | 4 | 46 | 50 | ||
| K6 | 6 | 44 | 50 | ||
| C1 (Filtek Z350XT) (3M ESPE, USA) | - | - | - | 20 nm silica, 4–11 nm zirconia, 0.6–10 µm nanoclusters (78.5 wt%) | * Bis-GMA, UDMA, TEGDMA, PEGDMA, Bis-EMA |
| C2 (Neofil) (Kerr Corporation, USA), | - | - | - | Barium borosilicate glass, 10 nm silica-zirconia nanoparticle (74 wt%) | * Bis-GMA |
| C3 (Ever-X posterior) (GC Corporation, Japan) | - | - | - | Barium glass, 67.7 wt%; Silanated e-glass fibers, 8.6 wt% (17 µm in diameter, 1–2 mm in length); Silica dioxide, 5 wt% | * Bis-GMA, TEGDMA, PMMA |
| Groups (n = 7) | Mean Flexural Strength (MPa) | SD | F-Statistics (df) | p-value * |
|---|---|---|---|---|
| K0 (0 wt% CNC) | 66.237 ‡ | 7.22 | 57.483 (8) | 0.000 |
| K1 (1 wt% CNC) | 69.463 ‡,a,b | 5.01 | ||
| K2 (2 wt% CNC) | 64.653 ‡,c | 6.60 | ||
| K3 (3 wt% CNC) | 57.360 ‡,a | 3.42 | ||
| K4 (4 wt% CNC) | 60.578 ‡ | 5.86 | ||
| K6 (6 wt% CNC) | 49.243 *,‡,b,c | 5.29 | ||
| C1 Filtek Z350 XT (3M ESPE, USA) | 109.467 * | 9.71 | ||
| C2 Neofil (Kerr Corporation, USA) | 113.280 * | 22.81 | ||
| C3 Ever-X Posterior (GC Corporation, Japan) | 121.464 * | 4.49 |
| Groups (n = 7) | Mean Compressive Strength (MPa) | SD | F-Statistics (df) | p-value * |
|---|---|---|---|---|
| K0 (0 wt% CNC) | 148.155 a | 26.64 | 11.679 (8) | 0.000 |
| K1 (1 wt% CNC) | 173.507 b | 15.77 | ||
| K2 (2 wt% CNC) | 159.112 c | 20.33 | ||
| K3 (3 wt% CNC) | 151.915 d | 22.797 | ||
| K4 (4 wt% CNC) | 157.939 e | 22.20 | ||
| K6 (6 wt% CNC) | 142.865 f | 9.01 | ||
| C1 Filtek Z350 XT (3M ESPE, USA) | 173.366 | 23.64 | ||
| C2 Neofil (Kerr Corporation, USA) | 208.087 | 36.36 | ||
| C3 Ever-X Posterior (GC Corporation, Japan) | 244.145 a,b,c,d,e,f | 38.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sheng, S.B.; Alawi, R.; Johari, Y.; Abdul Muttlib, N.A.; Hussin, M.H.; Mohamad, D.; Karobari, M.I. Effects of Fiber Loading on Mechanical Properties of Kenaf Nanocellulose Reinforced Nanohybrid Dental Composite Made of Rice Husk Silica. J. Funct. Biomater. 2023, 14, 184. https://doi.org/10.3390/jfb14040184
Sheng SB, Alawi R, Johari Y, Abdul Muttlib NA, Hussin MH, Mohamad D, Karobari MI. Effects of Fiber Loading on Mechanical Properties of Kenaf Nanocellulose Reinforced Nanohybrid Dental Composite Made of Rice Husk Silica. Journal of Functional Biomaterials. 2023; 14(4):184. https://doi.org/10.3390/jfb14040184
Chicago/Turabian StyleSheng, Su Bing, Rabihah Alawi, Yanti Johari, Nor Aidaniza Abdul Muttlib, Mohd Hazwan Hussin, Dasmawati Mohamad, and Mohmed Isaqali Karobari. 2023. "Effects of Fiber Loading on Mechanical Properties of Kenaf Nanocellulose Reinforced Nanohybrid Dental Composite Made of Rice Husk Silica" Journal of Functional Biomaterials 14, no. 4: 184. https://doi.org/10.3390/jfb14040184