1. Introduction
Grinding is a common material-removing process used to obtain a good surface finish and precise dimensional tolerances. Therefore, it is important to select the proper grinding wheel to obtain these desired results [
1]. Four common types of bonds are used to make grinding wheels: vitrified, resinoid, rubber, and metal. Among them, vitrified bonds are generally preferred since they can withstand the high temperatures caused by grinding operations [
2]. Common abrasives are natural abrasives, silicon carbide, aluminium oxide, and cubic boron nitride.
The selection of a grinding wheel’s abrasive and bond material is usually based on the working material that is being machined. For instance, aluminium oxide abrasives are hard and brittle, thus are selected for grinding alloy steel in a soft or hardened condition. Silicon carbide abrasives are used for cast iron, non-ferrous metals, and non-metallic materials. Cubic boron nitride is a synthetic super abrasive used for grinding hardened steels and wear-resistant superalloys and is usually bonded using a metallic binder. It is noteworthy that aluminium oxide is the most commonly used abrasive, and is usually vitrified bonded into a wheel form.
Even if a grinding wheel is properly selected for a work material, it may not produce the desired geometry or surface finish when it has defects. Defects of the grinding wheel include wheel imbalance, improper dressing, cavities, waviness, or cracks that can result in vibrations and damage of the workpiece or spindle. Therefore, defect identification is necessary before mounting the grinding wheel on the grinder bench [
2]. This paper will only focus on crack detection in grinding wheels.
Cracks in grinding wheels can occur due to manufacturing defects or mishandling of the grinding wheel. While external cracks in grinding wheels are visible to the naked eye, internal cracks are not. Moreover, if a crack is repaired by glueing the broken wheel back together, it may not be visible. In this paper, we will focus on crack detection in grinding wheels that are not visible on the wheel’s surface.
One common way to detect internal cracks in a grinding wheel is to perform audible ring testing. The United States Occupational Safety and Health Administration (OSHA) [
3] recommends that grinding wheels should be ring tested before deploying in a grinding machine. Ring testing involves tapping the grinding wheel with the handle of a screwdriver to determine if the defects can be observed audibly. However, this method of testing may not detect some defects in grinding wheels.
When structures and systems are exposed to static and dynamic loads, they exhibit responses that may reveal the presence of cracks. Static deflection of an undamaged structure is expected to be less than one that has a crack, as the existence of a crack will reduce the stiffness of the structure. Dynamic testing can be made by tap testing the grinding wheel. Tap testing will reveal the mode shapes, natural frequency, and deformation pattern of the grinding wheel that cannot be observed in static testing. These frequencies and mode shapes can be used for troubleshooting and system problem-solving [
4]. If the structure has defects, then the response of the structure will be different than one that was non-defective
The following literature shows that vibration analysis can be used to detect defects in a system. Lee et al. [
5] explored defect detections in metallic objects by recognizing the fact that defects lead to changes in the natural resonant frequencies. Moreover, they found that defects cause shifts in the resonant frequencies of the metal parts. Jweeg et al. [
6] investigated the relationship between natural frequency and defects in a shaft, and they found that increasing the depth of the cracks in the shaft leads to a decrease in the natural frequency. Tandon and Begin [
7] performed impact hammer tests on a cast-steel component to investigate the variation in the natural frequency. They found that the natural frequency of a cast-steel decreases when it has porosity/inclusion. Thus, it can be used to determine defective cast-steel components. Kumar et al. [
8] investigated the natural frequency response, using tan impact hammer, of undamaged and damaged gears, and they observed that the broken gear showed variation in the natural frequencies. Husain and Al-shammari [
9] explored the effect of cracks on the natural frequencies of cylindrical shell structures. In addition, they found that cracks in the structure caused a decrease in the natural frequencies. Raikar [
10] investigated cracks in the cantilever composite beam by impact hammer tests. They found that cracks in the structure caused a decrease in the natural frequencies. Similarly, Capozucca [
11] studied undamaged and damaged carbon fibre-reinforced polymer beams by impact hammer tests, and found that as the damage in the CFRP cantilever beam increased, the natural frequencies decreased. Wang et al. [
12] investigated the effect of fatigue damage in spot-welded joints in automotive galvanized low-carbon sheet steel on the natural frequencies by impact hammer testing. They found that fatigue damage in spot-welded joints dramatically decreased the primary natural frequency.
Fiks and Zora [
13] made radial kerfs of different lengths along the radii of grinding wheels and found that the natural frequencies were influenced by defects that exist in the wheel. However, their radial kerfs were large and were an unrealistic representation of defects in grinding wheels.
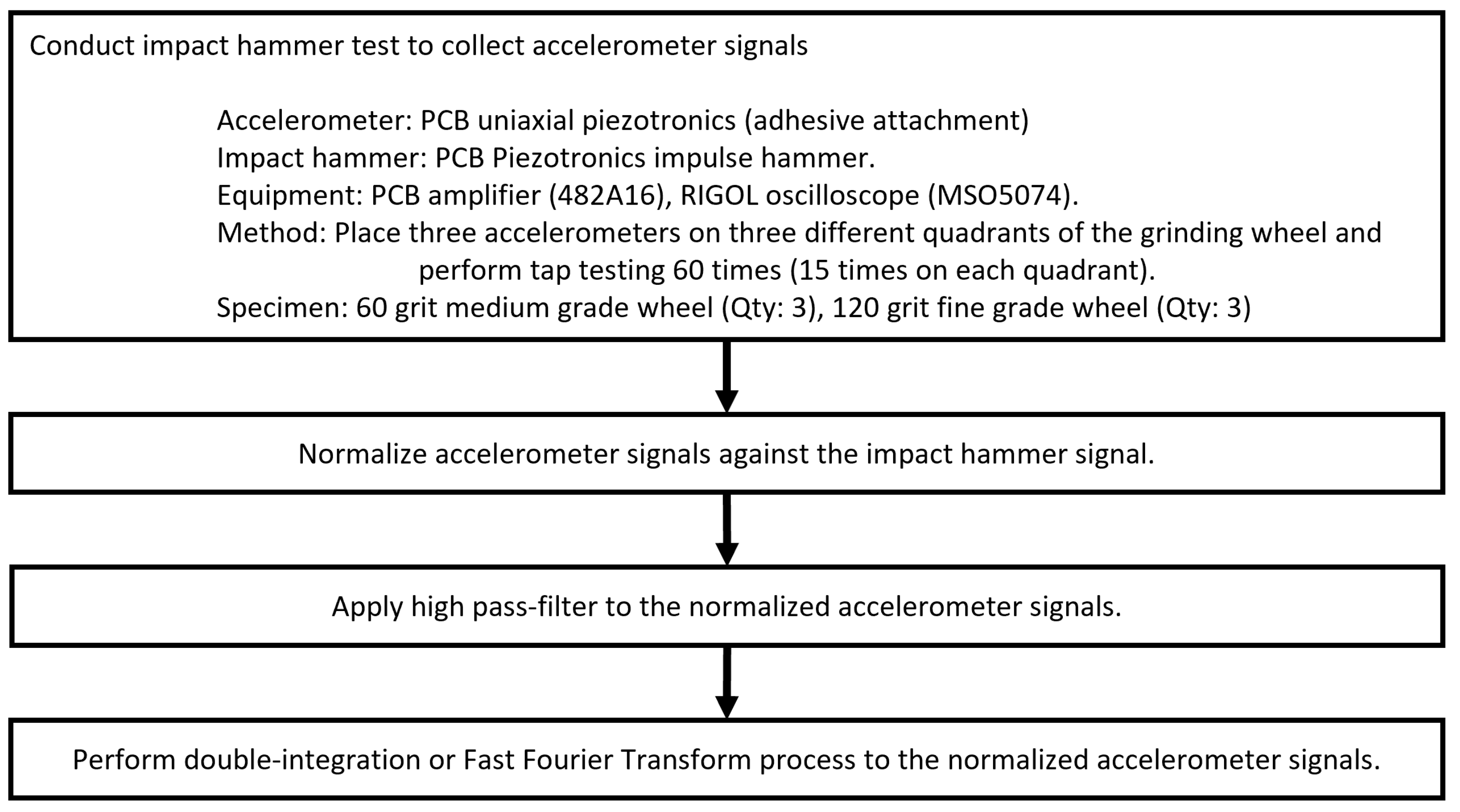
In this paper, we will focus on crack detection in grinding wheels that is not visible on the wheel’s surface. If defects are visible on the grinding wheel’s surface, it would not be put into service. In addition, cracks in grinding wheels that may not be detected by OSHA-recommended ring testing will require another method to detect them. Therefore, this study aims to assess the suitability of impact hammer testing to determine repaired cracks in aluminium oxide grinding wheels. Some commodity-grade wheels were deliberately cracked and glued back together to create internal flaws. Two different grit sizes were chosen to see if tap testing could detect the behavioural differences between the size of grits.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}