


Optimal Design and Testing of a Crawler-Type Flax Combine Harvester

Abstract
:1. Introduction
2. Materials and Methods
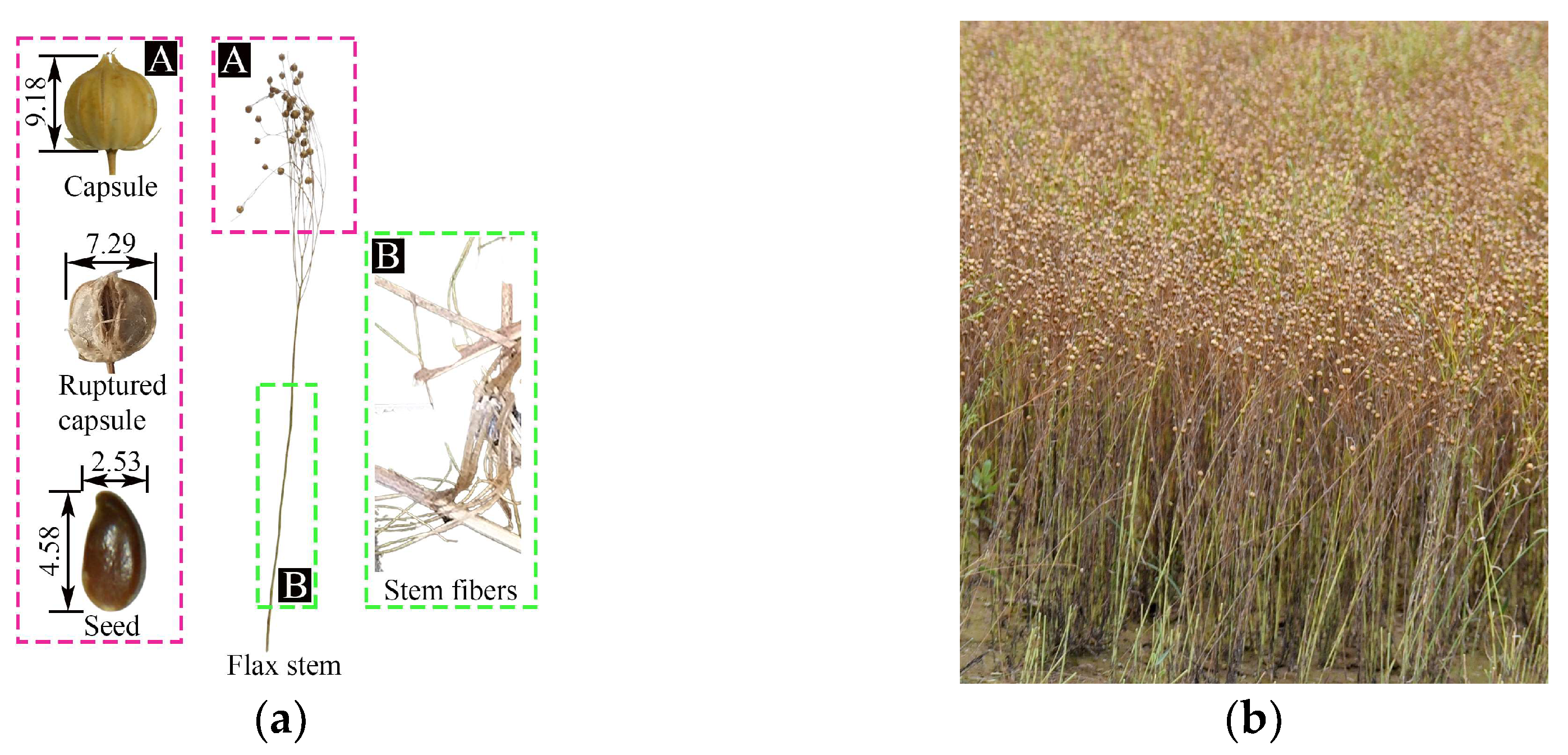
2.1. Flax Cultivation Patterns in the Hilly Areas
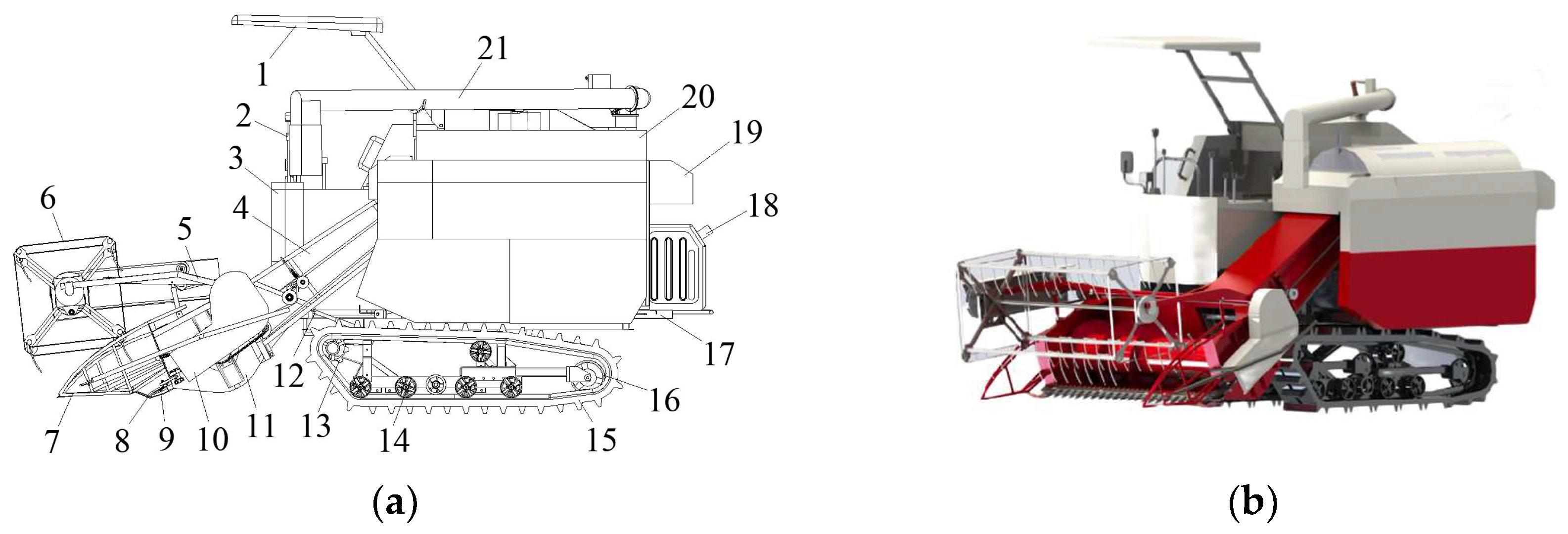
2.2. Crawler-Type Flax Combine Harvester Structure
3. Analysis of the Working Process and Selection of Key Parameters
3.1. Selection of Cutting Table Working and Anti-Tangle Device Parameters
3.2. Analysis of the Working Process and Selection of Parameters of the Combined Threshing Unit
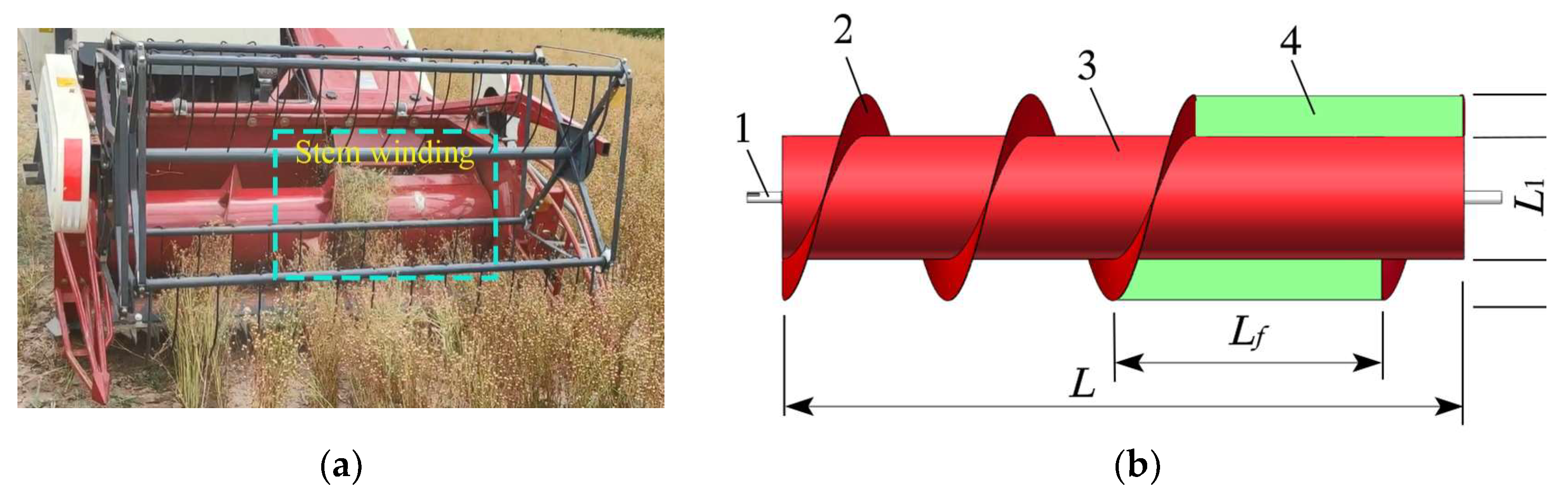
3.2.1. Screw Feed Head
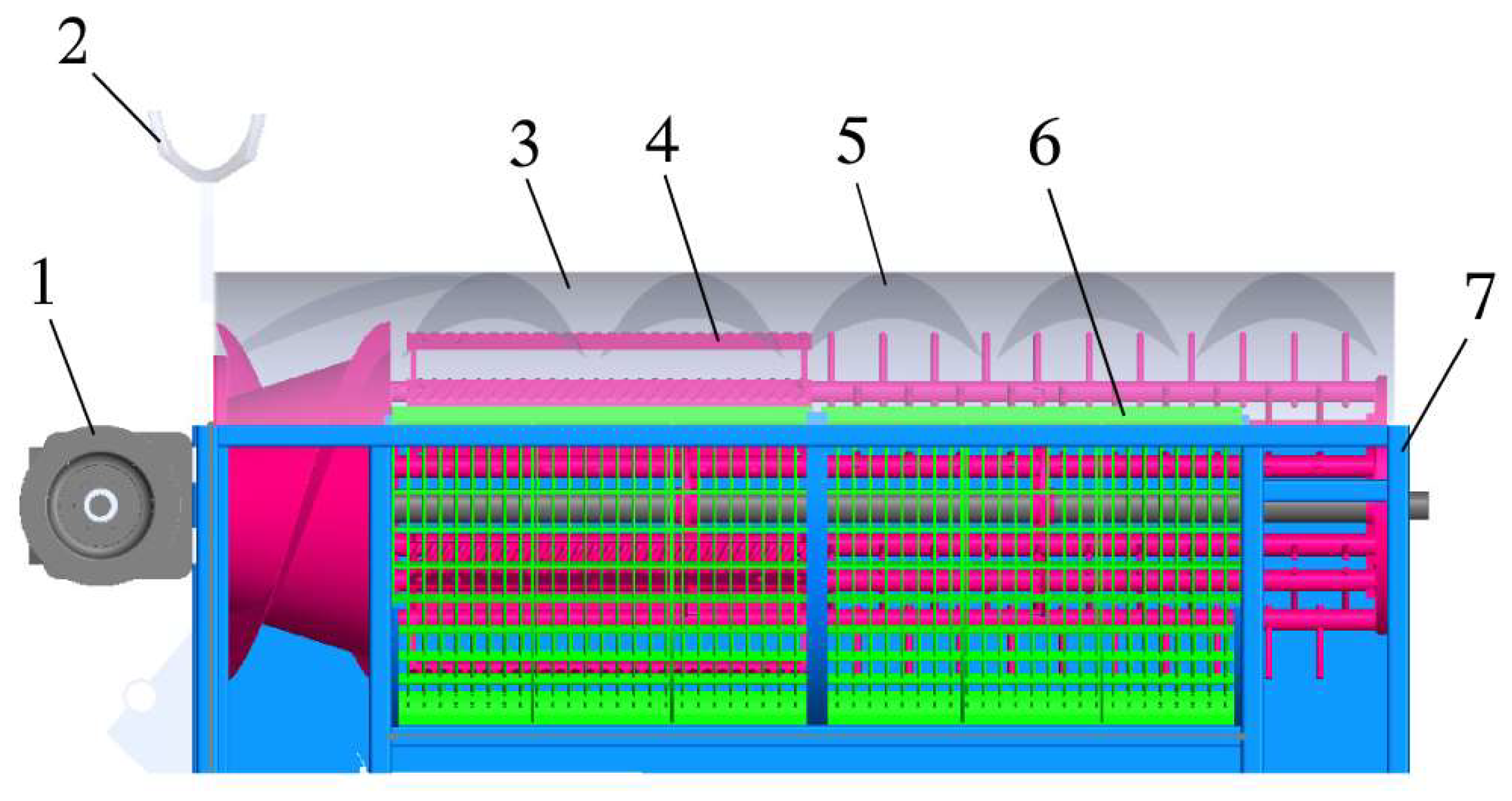
3.2.2. Threshing Drum
3.2.3. Narrow Grille Recesses
3.3. Analysis of the Working Process and Selection of Parameters of the Combined Cleaning Device
3.3.1. Structural Design
3.3.2. Determination of Structural Parameters
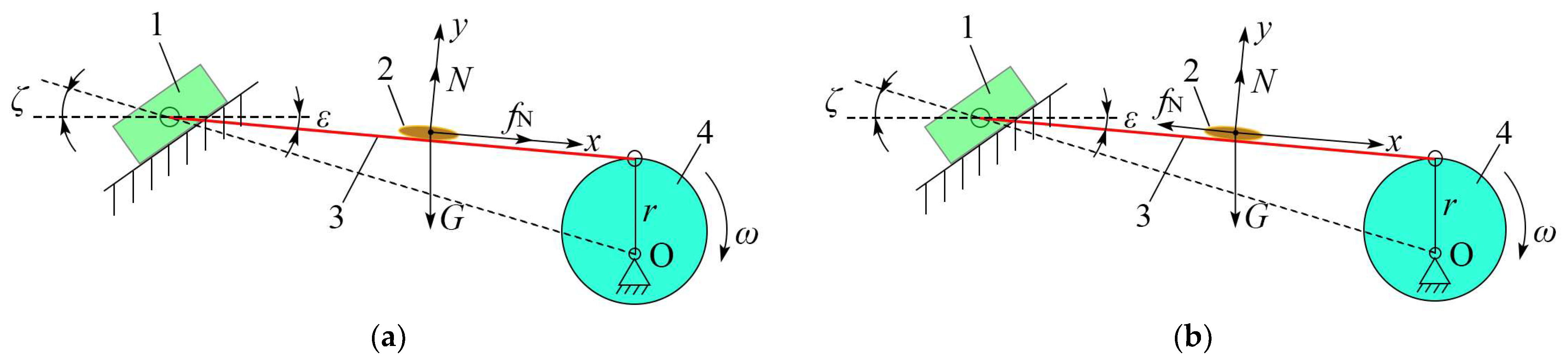
3.3.3. Determination of Movement Parameters
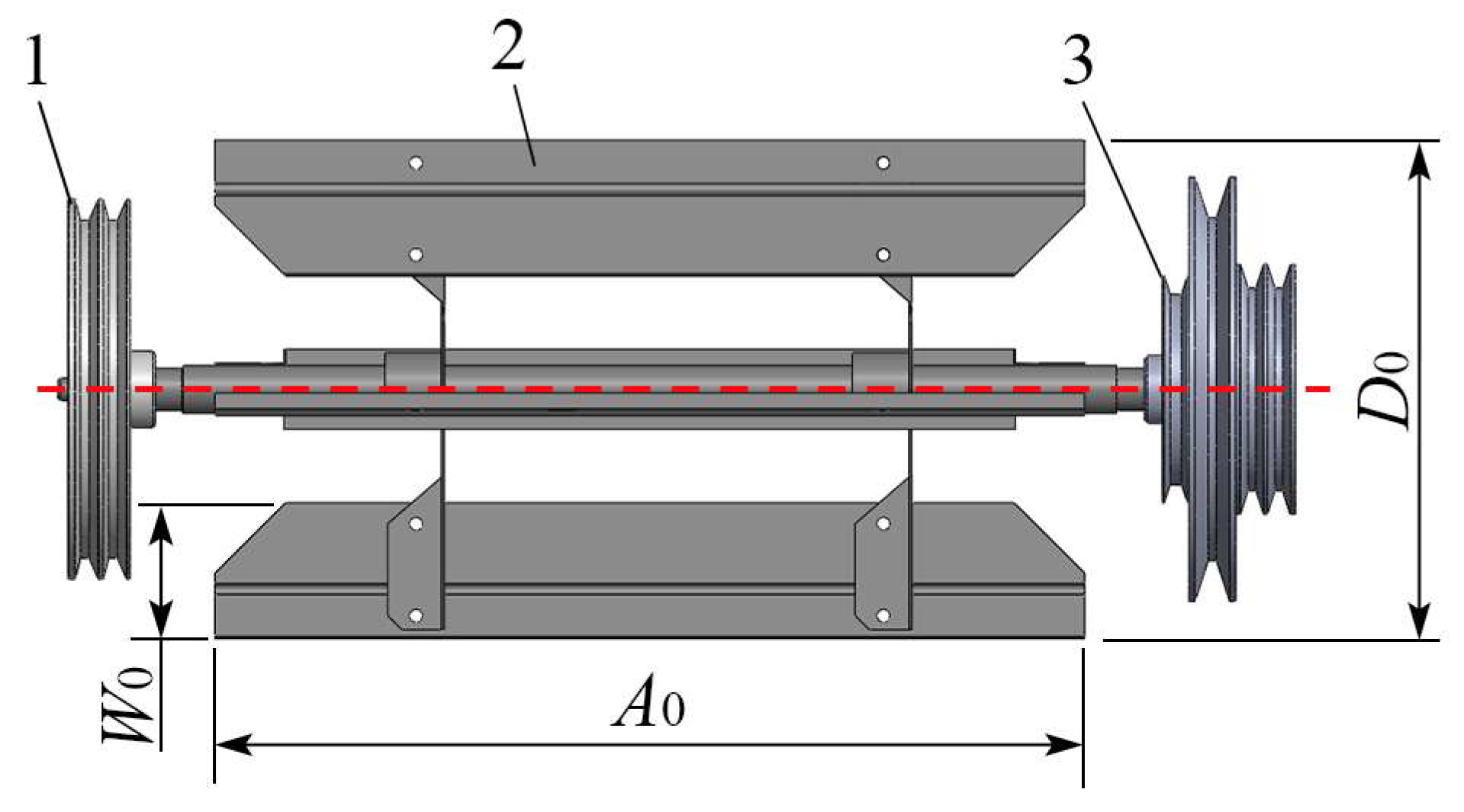
3.3.4. Determination of Wind Turbine Parameters
4. Analysis of Tests and Results
4.1. Test Site, Materials, Equipment
4.2. Test Methods and Evaluation Indicators
4.3. Analysis of Results
4.4. Analysis of Model Interaction Items
4.5. Optimal Working Parameters Determination and Experimental Verification
5. Discussions
- (1)
- This study aims at the current status of China’s linen plants and the conditions and planting models of the planting in the hills and mountains in Gansu Province. After the optimization design of key links such as linen harvesting, transportation, degranulation, and clear selection, the linseed harvester can meet the current joint harvesting requirements of linen seed seeds in Gansu Province. Compared with existing flax combine harvesters, the machine is suitable for mechanized combined harvesting of flax in hilly areas, filling the gap in China’s hilly areas where flax cannot be mechanized for combined harvesting, and can solve the problem that existing large combine harvesters cannot carry out hilly area operations. At the same time, the harvesting efficiency of this machine can reach 0.5 hm2·h−1, and one person can only harvest 0.06 hm2 a day. The flax harvest has a significant impact on the economy of linen planting, which is consistent with the research conclusions of Dai et al. [20] and Souček, J et al. [8]. Similarly, the optimized design of the hilly areas and linen combined harvester can achieve an efficient harvest of linen, which is improves the operating performance of the machine compared with the large linen combined harvesting machine [20].
- (2)
- Trials found that different flax varieties have different plant heights and stem moisture content, which has a certain impact on the mechanization of the combined effect of harvesting. Špokas L. et al. [38] showed that the stand lodging rate and water content of crops before harvest have a great influence on grain loss after threshing and cleaning by combine harvesters. Based on the research results obtained, it can be stated that the increase in the clearance between shutters of the upper sieve from 9 mm to 14 mm allows for a decrease in grain losses behind the straw walker and cleaning mechanism by 0.13% in the case of wheat and by 0.24% in case of barley. By the same token, when operating on an inclined field, the flaxseed, and offcuts inside the cleaning system were affected by gravity, resulting in an uneven distribution of flaxseed and offcuts on the screen surface of the vibrating sieve, with offcuts piling up on the screen surface and poor cleaning results. Therefore, this study continues to investigate the relationship between the combine’s walking posture and the flax plant.
- (3)
- China made a breakthrough in the mechanized harvesting of flax, but the degree of mechanization is very low compared with wheat, rice, and other staple crops, and the existing rice and wheat combine harvesters in the current market cannot adapt to the mechanized combined harvesting of flax, and the specialized foreign flax harvesters are less utilized, expensive, unacceptable to farmers, and not suitable for the mechanized harvesting of flax in China. The crawler-type flax combine harvester designed in this study improves harvesting efficiency, saves labor costs, and reduces labor intensity. The key components of the flax combine designed in this study can be sold as accessories and installed on common rice and wheat combines to enhance the practicality and utilization of the machine, which can increase the marketability of the machine.
6. Conclusions
- (1)
- In this study, the self-propelled flax combine harvester was optimized through mechanism design and theoretical calculations for the conditions and planting patterns of flax field cultivation and hilly cultivation in China and Gansu Province. The machine was adapted to the combined harvesting operation of flax in the irrigation area of Hexi and the hilly area of Loess Plateau, and the operation effect meets the combined harvesting requirements of flax.
- (2)
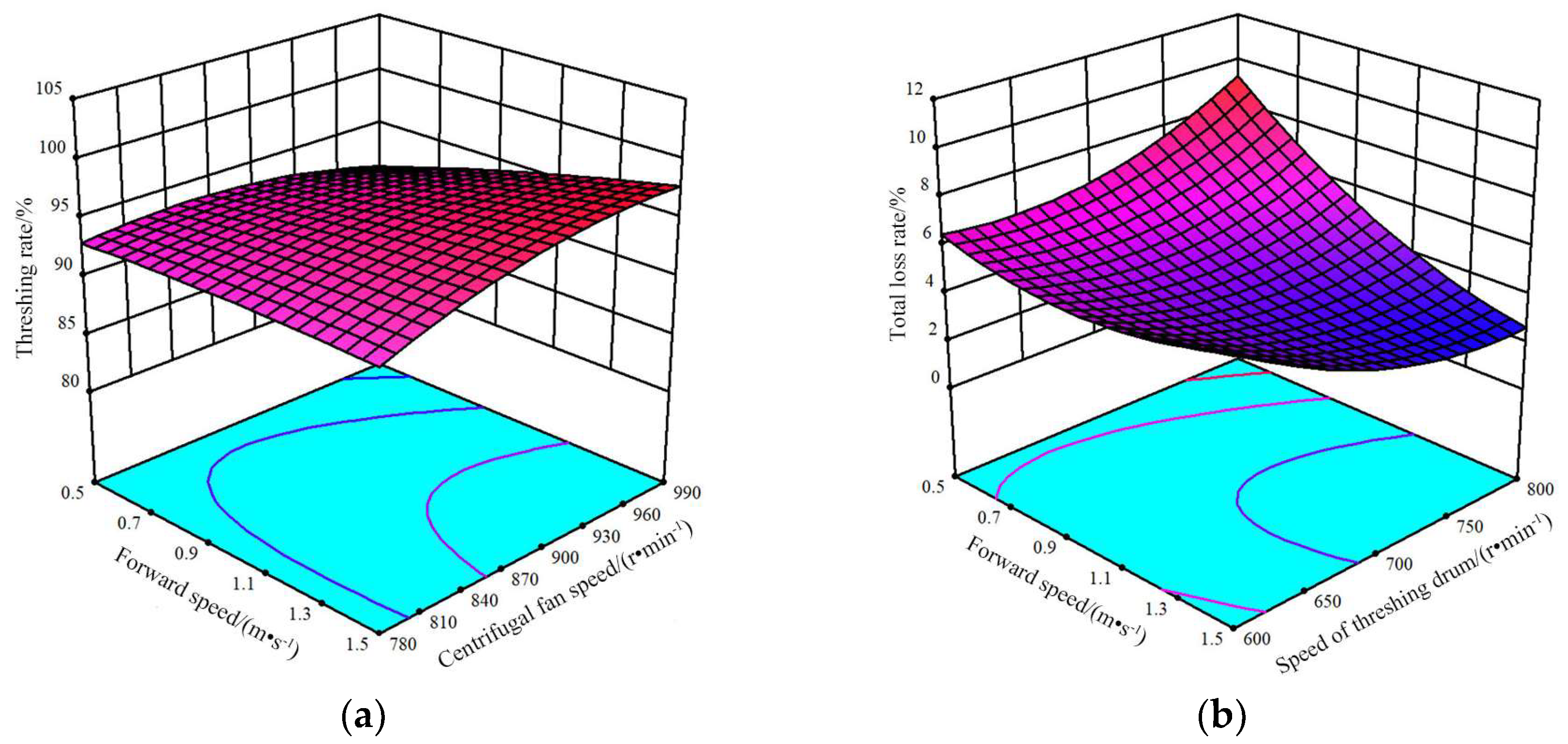
- By the Box–Behnken experimental design, 17 sets of response surface analysis experiments were carried out with advancing speed (x1), threshing drum speed (x2), and centrifugal fan speed (x3) as independent variables, and threshing rate (Y1) and total loss rate (Y2) as response values, using a three-factor, three-level response surface analysis method. The order of influence of the three factors on the threshing rate was threshing drum speed, advancing speed, and centrifugal fan speed, while the order of influence on the total loss rate was advancing speed, centrifugal fan speed, and threshing drum speed.
- (3)
- The test results showed that under a typical dryland dense flax cultivation pattern, the test machine had a 97.46% netting rate and a 2.99% total loss rate according to the test design criteria. The total loss rate was 2.99%. This shows that the optimization of the working parameters can reduce the losses in the process of mechanized flax harvesting and improve the harvesting efficiency, and the operational effect can meet the market requirements of flax harvesting.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sydow, Z.; Idaszewska, N.; Janeba-Bartoszewicz, E.; Bieńczak, K. The Influence of Pressing Temperature and storage conditions on the quality of the linseed oil obtained from Linum Usitatissimum L. J. Nat. Fibers 2021, 18, 442–451. [Google Scholar] [CrossRef]
- Depuydt, D.; Hendrickx, K.; Biesmans, W.; Ivens, J.; Van Vuure, A.W. Digital image correlation as a strain measurement technique for fibre tensile tests. Compos. Part Appl. Sci. Manuf. 2017, 99, 76–83. [Google Scholar] [CrossRef]
- Habibi, M.; Laperrière, L.; Lebrun, G.; Toubal, L. Combining short flax fiber mats and unidirectional flax yarns for composite applications: Effect of short flax fibers on biaxial mechanical properties and damage behaviour. Compos. Part B Eng. 2017, 123, 165–178. [Google Scholar] [CrossRef]
- Shi, R.J.; Dai, F.; Zhao, W.Y.; Liao, X.L.; Qu, J.F.; Zhang, F.W. Optimization and experiment of operation parameters of hilly area flax combine harvester. J. Jilin Univ. (Eng. Technol. Ed.) 2022, 52, 2746–2755. [Google Scholar]
- Song, X.F.; Dai, F.; Shi, R.J.; Wang, F.; Zhang, F.W.; Zhao, W.Y. Simulation and experiment of the vibration separation of flax threshing material using non-spherical particles model. Trans. CSAE. 2022, 38, 39–46. [Google Scholar]
- Dai, F.; Zhao, W.Y.; Shi, R.J.; Zhao, Y.M.; Zhang, F.W.; Liu, X.L.; Zhang, S.L. Research progress analysis of key technology and equipment for mechanized harvest of flax. Chin. J. Oil Crop Sci. 2022, 44, 1148–1158. [Google Scholar]
- Mańkowski, J.; Maksymiuk, W.; Spychalski, G.; Kołodziej, J.; Kubacki, A.; Kupka, D.; Pudełko, K. Simulation and experiment of the vibration separation of flax threshing material using non-spherical particles model. J. Nat. Fibers 2018, 15, 53–61. [Google Scholar] [CrossRef]
- Souček, J.; Šturc, T.; Mareček, J. Analysis of linseed production with use of flax puller and combine harvester for its harvest. Acta Univ. Agric. Silvic. Mendel. Brun. 2017, 65, 511–517. [Google Scholar] [CrossRef] [Green Version]
- Song, H. Flax(til) Sheller of 5TF-45 Type Design and Research; Shanxi Agricultural University: Jinzhong, China, 2016. [Google Scholar]
- Wang, J.Z. Development and test of 5TS-50 type half complex multipurpose minor crop thresher. J. Agric. Mech. Res. 2013, 35, 127–130, 134. [Google Scholar]
- Gao, T.N. Research on semi-repeat threshing machinery for small seed flax crops. Farm Mach. 2011, 25, 100–102. [Google Scholar]
- Zhao, W.C.; Zhang, Y.Y.; Gong, Y.F.; Wang, Z.Y. Design and parameter optimisation of the threshing mechanism of a self-propelled flax threshing and spreading machine. Agric. Mach. Using Maint. 2020, 2, 1–3. [Google Scholar]
- Liu, Y.X.; Dai, F.; Zhao, W.Y.; Shi, R.J.; Zhang, S.L.; Wei, W.C. Design and experiment of handheld flax windrower. J. Chin. Agric. Mech. 2019, 40, 26–29. [Google Scholar]
- Shi, R.J.; Dai, F.; Zhao, W.Y.; Liu, Y.X.; Zhang, S.L.; Wei, W.C. Biomechanical properties test of flax stem. J. Chin. Agric. Mech. 2018, 39, 45–50. [Google Scholar]
- Qu, J.F.; Zhao, W.Y.; Zhao, Y.M.; Dai, F.; Shi, R.J.; Li, Y.J.; Fu, Q.F.; Li, Y.W. Design and experiment of full feed flax threshing and cleaning machine. Acta Agric. Zhejiangensis 2022, 34, 831–840. [Google Scholar]
- Shi, R.J.; Dai, F.; Zhao, W.Y.; Zhang, S.L.; Zhang, F.W.; Liu, X.L. Design and test of full-feed flax thresher. J. China Agric. Univ. 2019, 24, 120–132. [Google Scholar]
- Dai, F.; Zhao, W.Y.; Liu, G.C.; Zhang, S.L.; Shi, R.J.; Wei, B. Design and experiment of separating and cleaning machine for flax threshing material. Trans. Chin. Soc. Agric. Mach. 2019, 50, 140–147. [Google Scholar]
- Dai, F.; Fu, Q.F.; Zhao, W.Y.; Shi, R.J.; Song, X.F.; Zhang, S.L. Design and test of double duct system of air-screen separating and cleaning machine for flax threshing material. Trans. Chin. Soc. Agric. Mach. 2021, 52, 117–125. [Google Scholar]
- Shi, L.R.; Ma, Z.T.; Zhao, W.Y.; Yang, X.P.; Sun, B.G.; Zhang, J.P. Calibration of simulation parameters of flaxed seeds using discrete element method and verification of seed-metering test. Trans. CSAE 2019, 35, 25–33. [Google Scholar]
- Dai, F.; Zhao, W.Y.; Shi, R.J.; Liu, X.L.; Cui, Y.S.; Fu, S.N. Design and experiment on self-propelled flax combine harvester. Chin. J. Oil Crop Sci. 2022, 44, 678–686. [Google Scholar]
- Shi, R.J.; Dai, F.; Liu, X.L.; Zhao, W.Y.; Qu, J.F.; Zhang, F.W.; Qin, D.G. Design and experiments of crawler-type hilly and mountaineous flax combine harvester. Trans. CSAE 2021, 37, 59–67. [Google Scholar]
- Liao, Q.X.; Xu, Y.; Yuan, J.C.; Wan, X.Y.; Jiang, Y.J. Design and experiment on combined cutting and throwing longitudinal axial Flow threshing and separating device of rape combine harvester. Trans. Chin. Soc. Agric. Mach. 2019, 50, 140–150. [Google Scholar]
- Wang, W.Z.; Liu, W.R.; Yuan, L.H.; Qu, Z.; He, X.; Lv, Y.L. Simulation and experiment of single longitudinal axial material movement and establishment of wheat plants model. Trans. Chin. Soc. Agric. Mach. 2020, 51 (Suppl. S2), 170–180. [Google Scholar]
- Wu, J.; Tang, Q.; Mu, S.L.; Jiang, L.; Hu, Z.C. Test and optimization of oilseed rape (Brassica napus L.) threshing device based on DEM. Agriculture 2022, 12, 1580. [Google Scholar] [CrossRef]
- Di, Z.F.; Cui, Z.K.; Zhang, H.; Zhou, J.; Zhang, M.Y.; Bu, L.X. Design and experiment of rasp bar and nail tooth combined axial flow corn threshing cylinder. Trans. CSAE 2018, 34, 28–34. [Google Scholar]
- Li, Y.; Xu, L.Z.; Lv, L.Y.; Shi, Y.; Yu, X. Study on modeling method of a multi-parameter control system for threshing and cleaning devices in the grain combine harvester. Agriculture 2022, 12, 1483. [Google Scholar] [CrossRef]
- Shi, R.J.; Dai, F.; Zhao, W.Y.; Zhang, F.W.; Shi, L.R.; Guo, J.H. Establishment of discrete element flexible model and verification of contact parameters of flax stem. Trans. Chin. Soc. Agric. Mach. 2022, 53, 146–155. [Google Scholar]
- Tian, L.Q.; Li, H.Y.; Hu, H.D.; Chen, L.B.; Xiong, Y.S.; Jin, R.D. Design and experiment on coaxial double speed threshing for combine harvester. Trans. Chin. Soc. Agric. Mach. 2020, 51 (Suppl. S2), 139–146. [Google Scholar]
- Xu, L.Z.; Li, Y.; Chai, X.Y.; Wang, G.M.; Liang, Z.W.; Li, Y.M.; Li, B.J. Numerical simulation of gas–solid two-phase flow to predict the cleaning performance of rice combine harvesters. Biosyst. Eng. 2020, 190, 11–24. [Google Scholar] [CrossRef]
- Badretdinov, I.; Mudarisov, S.; Lukmanov, R.; Permyakov, V.; Ibragimov, R.; Nasyrov, R. Mathematical modeling and research of the work of the grain combine harvester cleaning system. Comput. Electron. Agric. 2019, 165, 104966. [Google Scholar] [CrossRef]
- Wang, B.K.; Yu, Z.Y.; Hu, Z.C.; Cao, M.Z.; Zhang, P.; Wang, B. Numerical simulation and experiment of flow field in three air systems of air separation system of peanut pickup harvester. Trans. Chin. Soc. Agric. Mach. 2021, 52, 103–114. [Google Scholar]
- Liang, Z.W.; Xu, L.Z.; De Baerdemaeker, J.; Li, Y.M.; Saeys, W. Optimisation of a multi-duct cleaning device for rice combine harvesters utilising CFD and experiments. Biosyst. Eng. 2020, 190, 25–40. [Google Scholar] [CrossRef]
- Zhang, J.F.; Cao, G.Q.; Jin, Y.; Tong, W.Y.; Zhao, Y.; Song, Z.Y. Parameter optimization and testing of a self-propelled combine cabbage harvester. Agriculture 2022, 12, 1610. [Google Scholar] [CrossRef]
- Song, Y.L.; Zhang, X.H.; Wang, W. Rollover dynamics modelling and analysis of self-propelled combine harvester. Biosyst. Eng. 2021, 209, 271–281. [Google Scholar] [CrossRef]
- Tian, L.Q.; Lin, X.; Xiong, Y.S.; Ding, Z. Design and performance test on segmented-differential threshing and separating unit for head-feed combine harvester. Food Sci. Nutr. 2021, 9, 2531–2540. [Google Scholar] [CrossRef]
- Shahmaleki, M.; Beigmohammadi, F.; Movahedi, F. Cellulose-reinforced starch biocomposite: Optimization of the effects of filler and various plasticizers using Design-Expert method. Starch-Stärke 2020, 73, 2000028. [Google Scholar] [CrossRef]
- Pavan, K.R.S.; Raveendra, R.J. Development and validation of stability-indicating-HPLC method for the determination of related substances in novel nitroimidazole antituberculosis drug pretomanid: Robustness study by Design-Expert and application to stability studies. Biomed. Chromatogr. 2022, 36, e5498. [Google Scholar]
- Špokas, L.; Adamčuk, V.; Bulgakov, V.; Nozdrovický, L. The experimental research of combine harvesters. Res. Agr. Eng. 2016, 62, 106–112. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Structural forms | Full-feed crawler |
| Overall machine dimensions (L × W × H)/mm | 4950 × 2150 × 2590 |
| Width of cutting table/mm | 1900 |
| Feeding capacity/(kg·s−1) | 4.0 |
| Operating speed/(m·s−1) | 0.75–1.5 |
| Productivity/(hm2·h−1) | 0–0.5 |
| Rated power/kW | 51.5 |
| Rated speed/(r·min−1) | 2400 |
| Chain harrow type | Chain rake type |
| Threshing drum parameters (diameter × length)/mm | 550 × 1350 |
| Track pitch × number of knots × width/mm | 90 × 44 × 400 |
| Track gauge/mm | 1080 |
| Ground clearance/mm | 320 |
| Levels | Test Factors | ||
|---|---|---|---|
| Advancing Speed/(m·s−1) | Threshing Drum Speed/(r·min−1) | Centrifugal Fan Speed/(r·min−1) | |
| −1 | 0.5 | 600 | 780 |
| 0 | 1 | 700 | 885 |
| 1 | 1.5 | 800 | 990 |
| Test No. | x1 | x2 | x3 | Y1/% | Y2/% |
|---|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 95.03 | 4.09 |
| 2 | 0 | 0 | 0 | 95.08 | 4.06 |
| 3 | −1 | −1 | 0 | 85.87 | 6.55 |
| 4 | 1 | 0 | 1 | 97.53 | 4.5 |
| 5 | 1 | 1 | 0 | 98.23 | 2.63 |
| 6 | 0 | 0 | 0 | 96.94 | 4.07 |
| 7 | 0 | 0 | 0 | 95.05 | 4.02 |
| 8 | 0 | −1 | −1 | 86.7 | 4.88 |
| 9 | −1 | 1 | 0 | 96.01 | 9.32 |
| 10 | 0 | 1 | −1 | 95.51 | 3.48 |
| 11 | 1 | 0 | −1 | 92.88 | 2.43 |
| 12 | 0 | 0 | 0 | 95.02 | 4.21 |
| 13 | −1 | 0 | −1 | 93.18 | 6.05 |
| 14 | 0 | −1 | 1 | 86.46 | 6.1 |
| 15 | −1 | 0 | 1 | 91.18 | 7.14 |
| 16 | 1 | −1 | 0 | 91.39 | 6.18 |
| 17 | 0 | 1 | 1 | 98.55 | 6.13 |
| 13 | 0 | 0 | 0 | 95.03 | 4.09 |
| Test Index | Sources of Variance | Regression Coefficients | Variance Sum | Degree of Freedom | F | p |
|---|---|---|---|---|---|---|
| Threshing rate | Model | 254.95 | 9 | 28.33 | 38.46 | <0.0001 ** |
| x1 | 23.77 | 1 | 23.77 | 32.27 | 0.0007 ** | |
| x2 | 179.36 | 1 | 179.36 | 243.53 | <0.0001 ** | |
| x3 | 3.71 | 1 | 3.71 | 5.04 | 0.0596 | |
| x1x2 | 2.72 | 1 | 2.72 | 3.70 | 0.0960 | |
| x1x3 | 11.06 | 1 | 11.06 | 15.01 | 0.0061 ** | |
| x2x3 | 2.69 | 1 | 2.69 | 3.65 | 0.0976 | |
| x12 | 0.46 | 1 | 0.46 | 0.63 | 0.4550 | |
| x22 | 20.72 | 1 | 20.72 | 28.13 | 0.0011 ** | |
| x32 | 8.26 | 1 | 8.26 | 11.22 | 0.0123 * | |
| Residual error | 5.16 | 7 | 0.74 | |||
| Lack-of-fit | 2.28 | 3 | 0.76 | 1.06 | 0.4597 | |
| Error | 2.87 | 4 | 0.72 | |||
| Sum | 260.11 | 16 | ||||
| Total loss rate | Model | 51.25 | 9 | 5.69 | 455.97 | <0.0001 ** |
| x1 | 20.13 | 1 | 20.13 | 1611.74 | <0.0001 ** | |
| x2 | 0.97 | 1 | 0.97 | 77.35 | <0.0001 ** | |
| x3 | 6.18 | 1 | 6.18 | 494.63 | <0.0001 ** | |
| x1x2 | 12.08 | 1 | 12.08 | 966.88 | <0.0001 ** | |
| x1x3 | 0.24 | 1 | 0.24 | 19.22 | 0.0032 ** | |
| x2x3 | 0.51 | 1 | 0.51 | 40.93 | 0.0004 ** | |
| x12 | 4.73 | 1 | 4.73 | 378.80 | <0.0001 ** | |
| x22 | 5.84 | 1 | 5.84 | 467.43 | <0.0001 ** | |
| x32 | 0.061 | 1 | 0.061 | 4.85 | 0.0634 | |
| Residual error | 0.087 | 7 | 0.012 | |||
| Lack-of-fit | 0.067 | 3 | 0.022 | 4.33 | 0.0955 | |
| Error | 0.021 | 4 | 5.150 × 10−3 to × 10−3 | |||
| Sum | 51.34 | 16 |
| Test Indicators | Threshing Rate/% | Contamination Rate/% | Breakage Rate/% | Cutter Loss Rate/% | Entrainment Loss Rate/% | Cleaning Loss Rate/% | Splash Loss Rate/% | Total Loss Rate/% |
|---|---|---|---|---|---|---|---|---|
| Standard values | ≥95 | ≤5 | ≤3 | ≤3 | ≤3 | ≤3 | ≤3 | ≤5 |
| Test results | 97.46 | 3.91 | 0.09 | 1.43 | 0.26 | 1.09 | 0.21 | 2.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, R.; Dai, F.; Zhao, W.; Liu, X.; Wang, T.; Zhao, Y. Optimal Design and Testing of a Crawler-Type Flax Combine Harvester. Agriculture 2023, 13, 229. https://doi.org/10.3390/agriculture13020229
Shi R, Dai F, Zhao W, Liu X, Wang T, Zhao Y. Optimal Design and Testing of a Crawler-Type Flax Combine Harvester. Agriculture. 2023; 13(2):229. https://doi.org/10.3390/agriculture13020229
Chicago/Turabian StyleShi, Ruijie, Fei Dai, Wuyun Zhao, Xiaolong Liu, Tianfu Wang, and Yiming Zhao. 2023. "Optimal Design and Testing of a Crawler-Type Flax Combine Harvester" Agriculture 13, no. 2: 229. https://doi.org/10.3390/agriculture13020229