2.2. Design of the Main Components of the Hazelnut Harvester
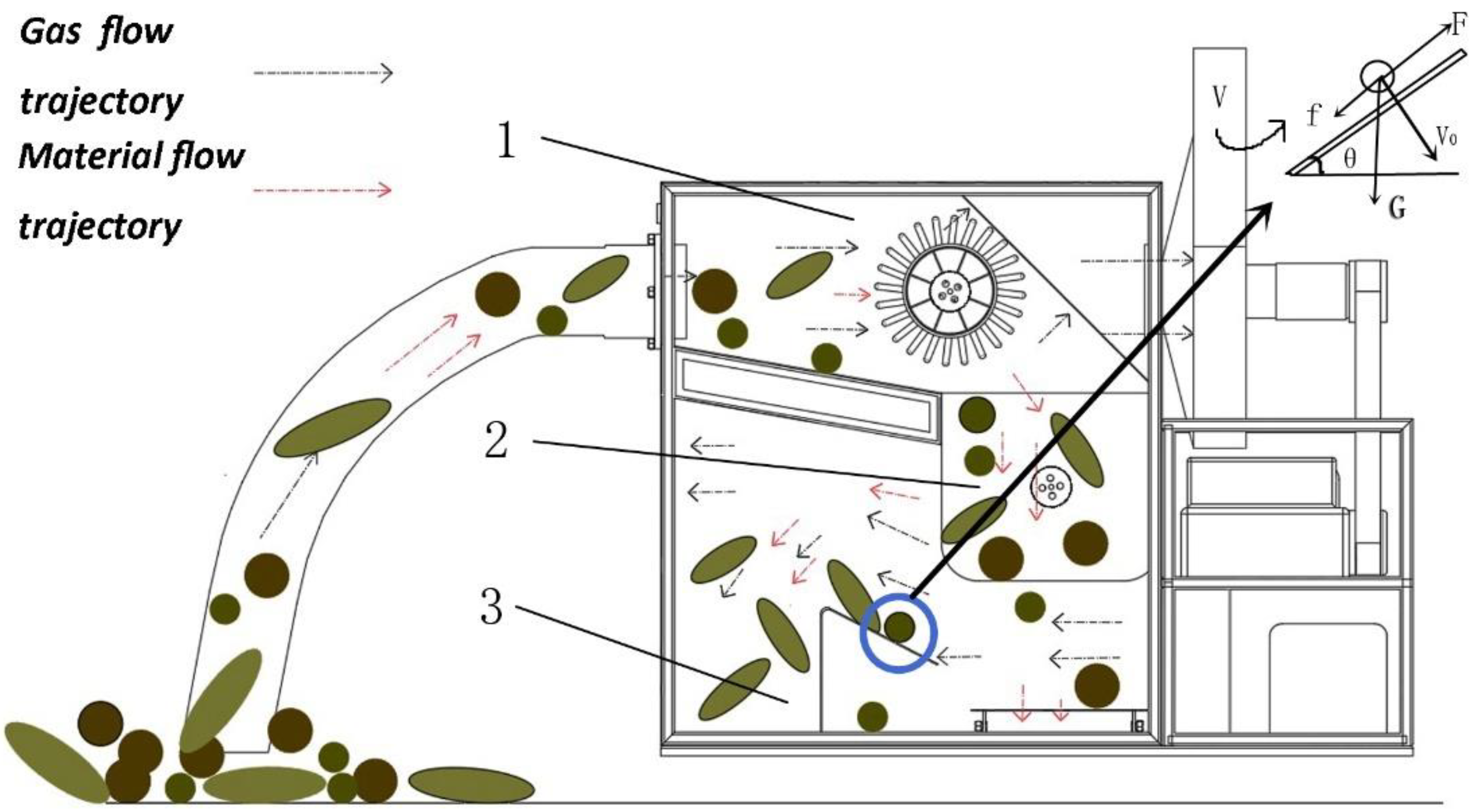
The hazelnut harvester achieves separation of the picking device and the wind selection device by using the unloading device, so that the wind of the two devices does not interfere with each other. At the same time, the mixture from the picking device can be transported to the wind sorting device for secondary wind sorting. When the pick-up device picks up, the mixture collides with the screen plate and breaks up the material. The dust-like impurities are sucked out by the negative-pressure air flow of the centrifugal fan, and the rest of the hazelnut mixture will fall into the discharge device and further fall into the wind selection box device for secondary wind selection. The hazelnuts slide down to the hazelnut collection box by gravity, and the remaining leaves and other debris are wind-selected to the miscellaneous collection box by the sieve leaf plate under positive-pressure wind. The angle and position of the sieve plate at each level inside this hazelnut harvester can be freely adjusted to harvest different kinds of nuts. The working principle is shown in
Figure 2.
The designed multi-purpose picking head device includes a harvesting device, transmission device, support device, collection device, and other structural components. The pick-up device includes eccentric vibration ring, brush head, and other structural components. The collection device includes a fan, collection box, and collection funnel structural components. The transmission device includes a 57 series three-phase hybrid stepper motor, transmission shaft, and other structural components. The support device includes frame, bearing seat, front and rear part of the grip handle, and other structural components. When the hazelnut harvester is working, the handheld multifunctional picking head can pick hazelnuts on the tree, and the brush head part can rotate under eccentric vibration, relying on inertia to remove the hazelnut fruits from the tree. In addition, a small fan on the multi-purpose picking head is designed to provide cooling for the working motor and to help the brush head get rid of twisted branches. This fan can also blow away impurities at any time during the working process and blow down the already combed hazelnut fruit into the collection pipe for the next sorting step of the hazelnut harvester.
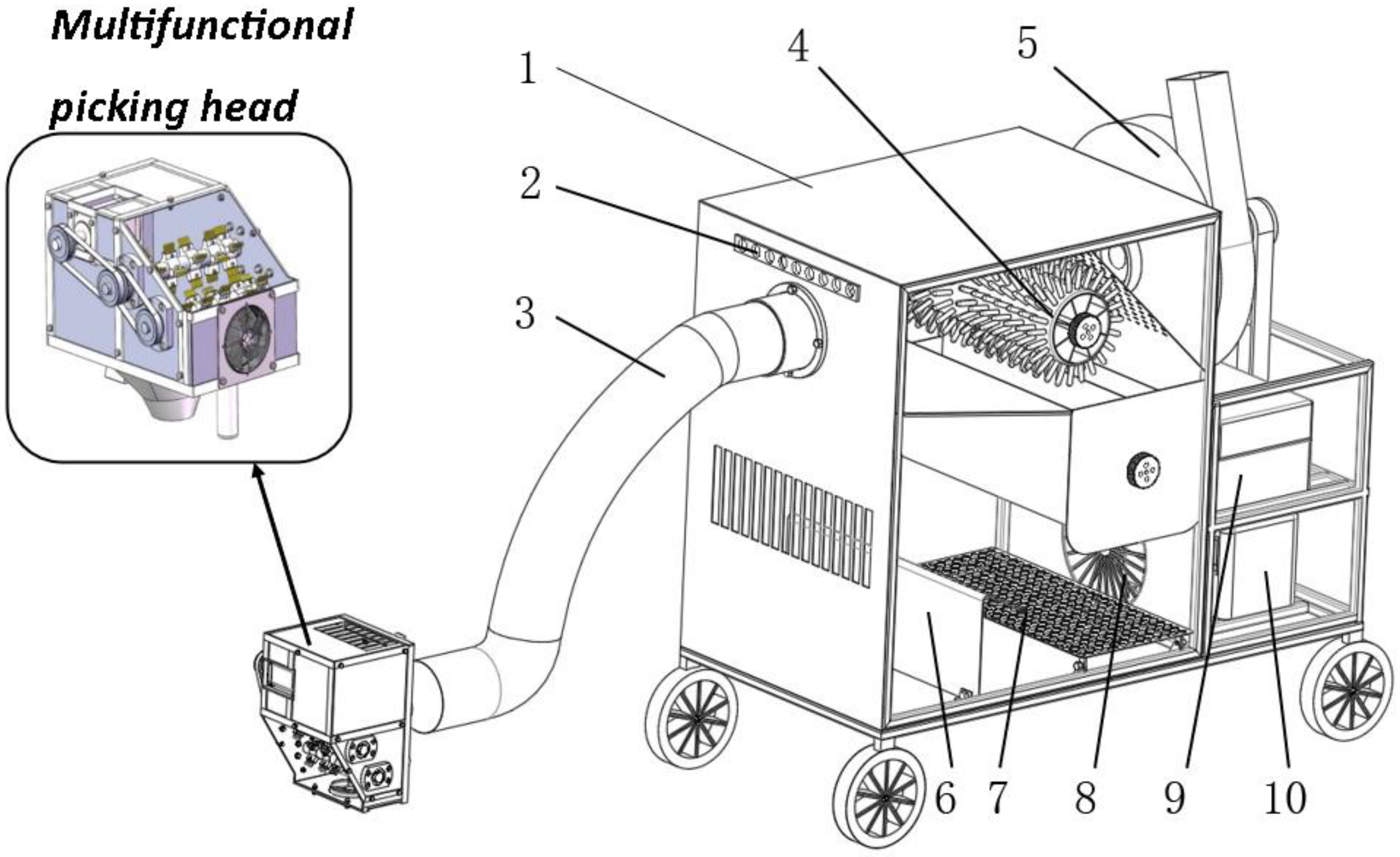
The main components of said hazelnut harvester also include structural components such as a picking device, wind selection device, power device, and support device. The picking device includes structural components such as a picking duct, deflector, air regulating valve, fish scale sieve plate (primary sieve plate), and cylindrical roller brush. The wind sorting device includes structural components such as the unloading device, the sieve leaf plate (secondary sieve plate), the hazelnut collection box, and the impurity collection box. The power and support device includes a centrifugal fan, clutch, diesel engine, battery, frame, universal wheel, and other structural components. The hazelnut harvesting machine structure display is shown in
Figure 3.
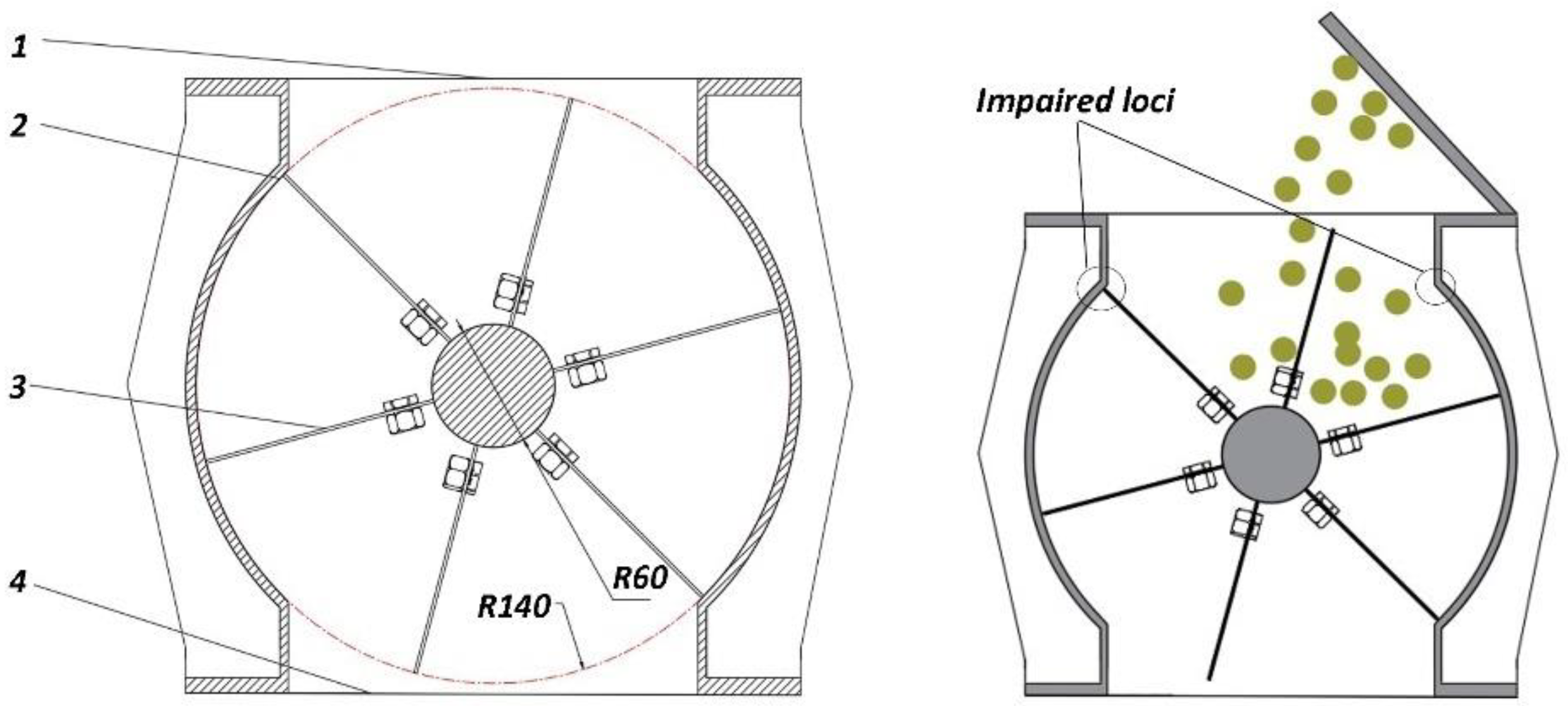
The discharging device mainly consists of a cavity shell, a fixed blade, and an adjusting blade, as shown in
Figure 4. Six cavities of equal volume are formed inside the discharge device, and the regulating blades are made of rubber to prevent damage to the hazelnuts. When working, the particle mixture falls into the discharge device, and when the cavity is opposite to the lower outlet, hazelnuts and fallen leaves are discharged from the discharge device.
The discharging device mainly plays the role of conveying the particle mixture and locking the gas, and the discharging device has an important influence on the working performance of the hazelnut harvesting machine. If discharging is too slow, it can cause hazelnuts and leaves to accumulate in the picking device and reduce conveying efficiency. If discharging is too fast, it is easy to cause the particle mixture to be too late for sorting, and also cause the pressure loss at the connection between the discharge device and the harvester to increase. During the design process, it was found that most of the particle mixture fell on the right side of the cavity shell after hitting the screen plate. When the blade rotates clockwise, the blade, the right damage point, and hazelnuts touch more at the same time. When the blade rotates counterclockwise, the hazelnuts, the left damage point, and the blade touch less at the same time, so the discharging device uses counterclockwise rotation to discharge. The discharging device structure and hazelnut collision are shown in
Figure 4.
The discharge volume of the discharge device should meet the requirements of pneumatic conveying volume, which can be calculated by using Formula (1).
In the formula, Gs is the discharge volume, kg/h; n is the impeller speed, 25 r/min; and Ψ is the impeller filling factor, 0.6~0.8.
The value of 0.8 for is granular materials;
i is the effective discharge volume of the impeller, m
3; and
γs is the capacity of the conveyed material, 850 kg/m
3.
In the formula, R is the radius of the outer edge of the impeller, 0.14 m; r is the radius of the root of the impeller, 0.06 m; ξ is the thickness of the blade, 0.01 m; z is the number of blades, 6; and L is the blade length, 0.23 m.
Gs = 640 kg/h is obtained by Equations (1) and (2). Considering that impurities are picked up together with the picking process, the unloading volume should be 1.2~1.5 times the pneumatic conveying volume, and the obtained Gs value meets the design requirements.
The wind sorting device is one of the main structures of the hazelnut harvester. In order to improve the net fruit rate of the wind sorting device, the air flow sorting device with negative-pressure picking and positive-pressure cleaning was designed according to the fluid flow principle. The picking device mainly consists of a fish scale sieve plate and air regulating valve. The fish scale sieve plate is at a 30° angle, and according to the size of the picking chamber design the rectangular fish scale sieve plate length is 600 mm and the width is 250 mm. The aperture of the fish scale sieve is a 15 mm, 15 × 10 arrangement. According to the characteristics of the material through mechanical analysis, it is concluded that the screen leaf plate is at an angle of 55° with the bottom. The aperture of the vibrating screen plate is a 17 mm, 15 × 30 arrangement, mainly to distinguish the size of the hazelnuts. In order to explore the mechanical mechanism affecting the hazelnut picking and sorting process, the critical velocity of the sucking up and sorting of hazelnuts and fallen leaves is calculated according to the principle of gas–solid two-phase flow, as follows.
Simplification of Equations (3) and (6) of critical conditions for hazelnut suspension velocity:
In the formula, Fx is the attractive force (N); Fz is the resistance (N); μ is the resistance constant; ρ is the air density (kg∙m−3); x is the short axis diameter of the material (mm); y is the long axis diameter of the material (mm); vq is the flow velocity of the theoretical air flow (m∙s−1); v is the flow velocity of the actual air flow (m∙s−1); m is the mass of the material (g); mmax is the maximum mass of the material (g); g is the acceleration of gravity (m∙s−2); and k is the reliability coefficient.
According to the test that measured the average mass of hazelnuts, m is 3.61 g, the average mass of fallen leaves is 2.3 g, the drag coefficient C is 0.6, the projected area of hazelnut in the direction of motion S is 3.1 mm2 and fallen leaves is 12.56 mm2, the critical condition of hazelnut suspension speed that can be calculated from the above formula is 15.6 m∙s−1, and the critical value of fallen leaves suspension speed is 4.92 m∙s−1.
To verify the theoretical calculation value, the suspension speed experiment was conducted at the Agricultural Machinery Laboratory of Shenyang Agricultural University. The instruments used were the material suspension speed test bench of model PS-20 and an electronic balance (BS200S-MEI). In order to ensure the accuracy of the test, each group of materials was tested five times repeatedly, three measurement points were selected and averaged for each group of tests, and the final suspension speed of each material was similar to the theoretical calculated value, which can be used as a basis for design.
The hazelnut gravitational component force
gcosθ can be considered to be balanced with the Magnus effect force
FM; in the direction of hazelnut motion by the joint action of the differential pressure force generated by the air flow and
gsinθ, the differential equation for the motion of the hazelnut is obtained according to D’Alembert’s principle:
In the equation, FM is the Magnus effect (N) and vs is the hazelnut velocity (m∙s−1).
In the sorting process, hazelnuts will be in contact with the sieve plate, in addition to the above forces, but are also affected by the sieve plate support force
FN and friction resistance
Ff, according to D’Alembert’s principle to obtain the differential equation of hazelnut motion, as follows:
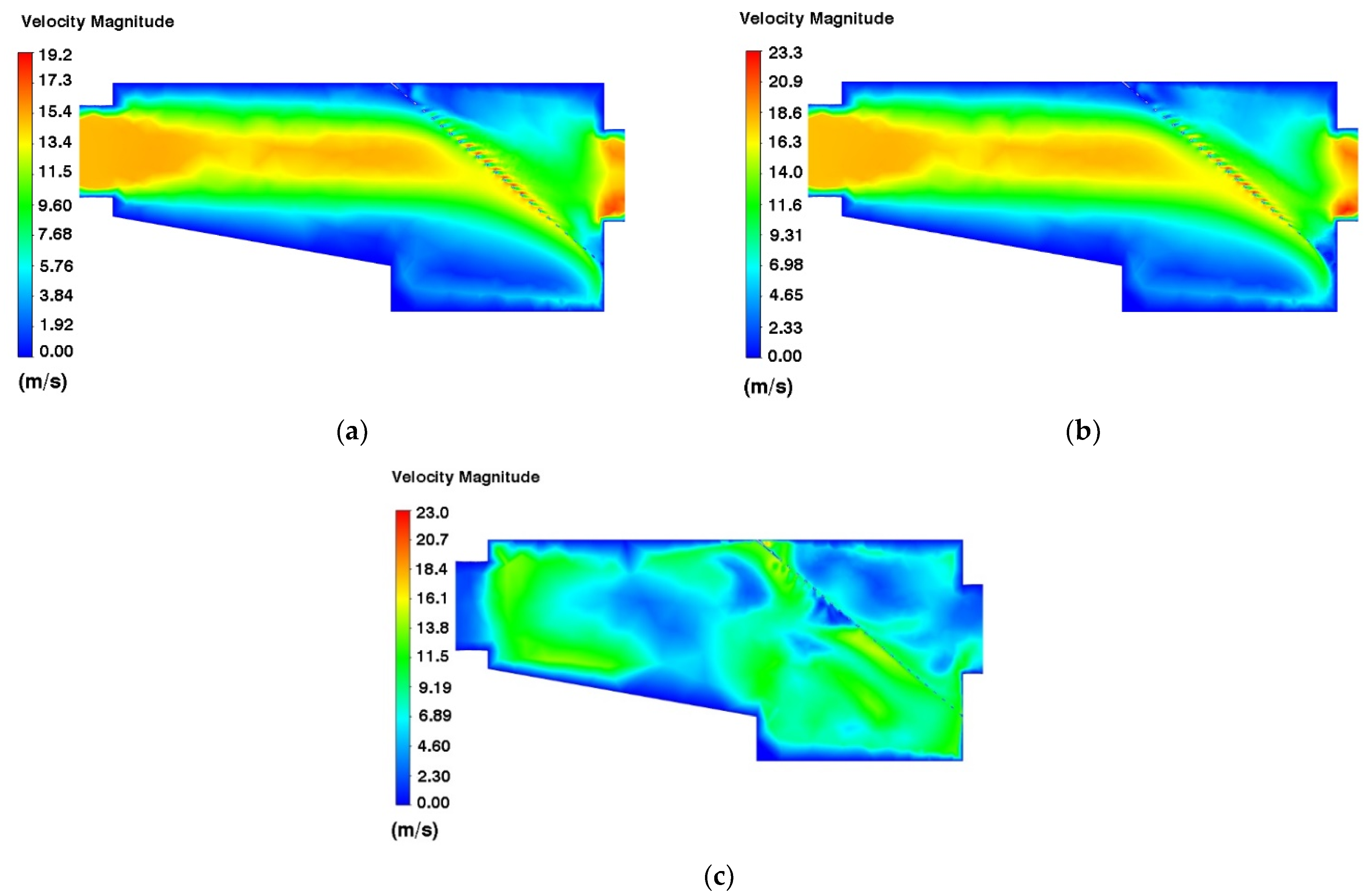
According to Equation (13), the velocity of hazelnut movement in the sorting device is influenced by the average velocity of gas flow v, the initial average velocity of hazelnut vs, and the angle θ between the sieve plate and the horizontal direction. Therefore, the factors affecting hazelnut sorting mainly include gas flow velocity and sieve plate angle, which are controlled by fan speed and sieve plate angle in the experiment. The theoretical analysis of fluid dynamics provides the theoretical basis for the simulation and experimental design.
2.3. Theoretical Analysis of CFD-DEM Coupling
Fluent is one of the most functional and applicable CFD software in recent years, and it has good applications mainly in industries related to fluids, heat transfer, and chemical reactions. The discrete element simulation software Rocky is a general CAE software based on the discrete element method, which can be used to simulate and analyze the mechanical behavior of granular materials and their effects on material handling equipment. It has been widely used in agricultural machinery, mining equipment, chemical and food grade pharmaceuticals, and other fields Many processes in various industries involve the simultaneous flow of fluids and particles. In these cases, it is important to consider the fluid flow in order to first obtain the correct particle behavior. This is then determined by the particle-level interactions between the fluid, the particles, and the boundaries. Therefore, it is obvious that a modeling approach is needed to deal with particle fluid systems, and there are two methods commonly used to solve them: Eulerian and Lagrangian methods.
In the Eulerian approach, both the fluids and solid phases are treated as interpenetrating continua in a computational cell that is much larger than the individual particles, but still small compared to the size of the process scale. Therefore, continuum equations are solved for both phases with an appropriate interaction term to model them. This in turn means that constitutive equations for inter- and intraphase interactions are needed. Since the volume of a phase cannot be occupied by the other phases, the concept of phasic volume fraction is introduced. Location-based mapping techniques are applied, and local mean variables are used in order to obtain conservation equations for each phase. The advantage of this approach is its reasonable computational cost for practical application problems, making it the most used granular-fluid modeling technique in use today.
In the Lagrangian approach, the fluid is still treated as a continuum by solving the Navier–Stokes equations, while the dispersed phase is solved by tracking a large number of particles through the flow field. Each particle (or group of particles) is individually tracked along the fluid phase by the result of forces acting on them by numerically integrating Newton’s equations that govern the translation and rotation of the particles. This approach is made considerably simpler when particle–particle interactions can be ignored. This requires that the dispersed second phase occupies a low volume fraction, which is not the reality in the majority of the industrial applications. Due to the fact that no particle interaction is resolved, the model is inappropriate for modeling applications where the volume fraction of the second phase cannot be ignored, such as fluidized beds. For applications such as these, particle–particle interactions need to be taken into account when solving the dispersed phase. Now, numerous authors have published their work using the Euler–Lagrange type of model to study granular flow [
28,
29,
30,
31].
The coupled CFD-DEM approach is an effective alternative for modeling particulate fluid systems because it captures the discrete nature of the particle phase while maintaining computational tractability. This is achieved by solving the fluid flow at the cell level rather than at the detailed particle level. By reducing the required fluid calculations, this technique expands the range of devices and processes that can be studied with numerical simulations. In the coupled CFD-DEM approach, the fluid flow is obtained by the traditional continuous medium approach, providing information to calculate the fluid forces acting on individual particles, while the particle motion is obtained by using the discrete particle approach. The gas phase is numerically simulated by CFD, the particles are solved by the DEM method, and the exchange of energy is coupled through the gas–solid phase interaction. Currently, Rocky has two methods to perform the coupling between particles and fluid: the multiphase coupling approach relies on the Eulerian Multiphase Model of Fluent, where the material particles are represented by another dedicated phase, and the multiphase approach supports an arbitrary number of fluid phases; the single coupling approach is achieved by setting the fluid domain in Fluent as a porous medium, which enables the material particles to influence.
When the Multiphase Model is set to Eulerian in the Fluent case, the averaged mass conservation equation is given by
whereas the averaged momentum conservation equation is written as
where
αf stands for the fluid volume fraction,
p is the shared pressure,
ρf is the fluid density,
u is the fluid phase velocity vector, and
Tf is the stress tensor of the fluid phase, defined as
In Equation (15),
Fp→f represents the source term of momentum from an interaction with the particulate phase, calculated according to the expression
where
Vc is the computational cell volume,
N is the number of particles inside the computational cell volume, and
Ff→p accounts for the forces generated by the fluid on the particles.
When the Multiphase Model is turned off in the Fluent case, Rocky adapts the Fluent setup to treat the DEM particles as a porous media and to assign to the fluid phase momentum and energy source terms (that account for fluid–particle interactions) calculated by Rocky during coupled simulations. The porosity distribution of the domain is a function of the concentration of the solid phase as the simulation progresses.
Considering a single-phase flow through a porous medium and assuming that there is no mass transfer between phases, the averaged mass conservation equation of the fluid phase is given by
where
γ is the porosity of the medium. Likewise, the averaged momentum conservation equation is
and the averaged energy conservation equation is
The porosity
γ is defined as the relative volume occupied by the void spaces of the porous region. As a single-phase coupled simulation runs, Rocky estimates the porosity of each cell as
where
αs is the local volume fraction of the solid phase at the current time step.
2.4. Hazelnut Harvester Simulation Parameters’ Setting
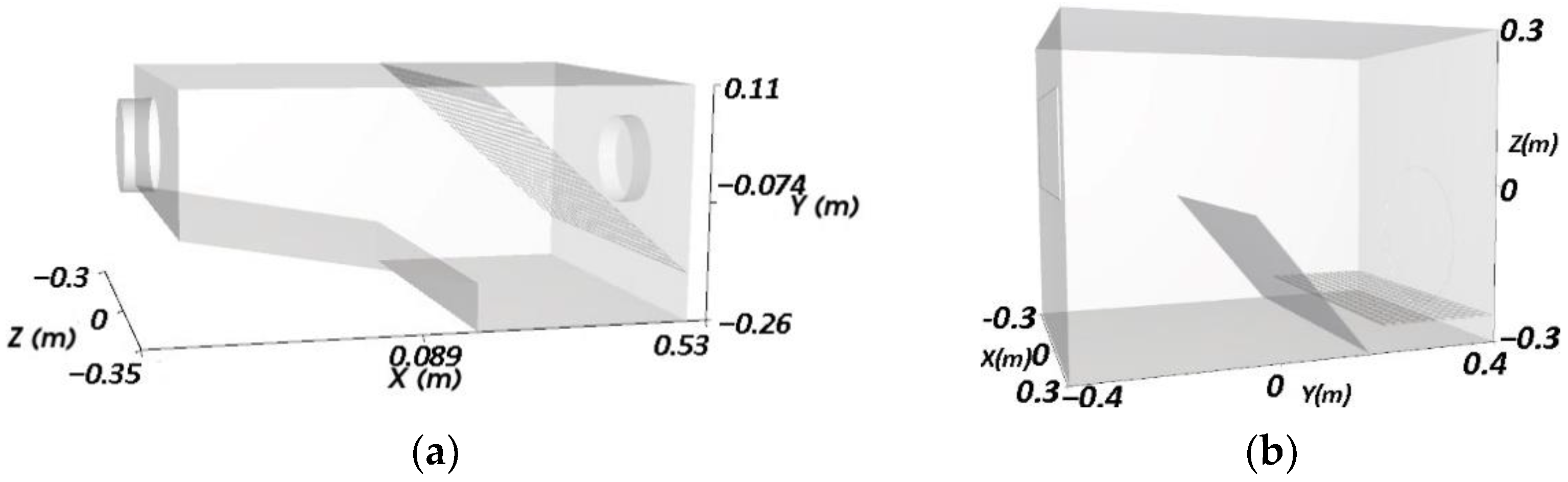
The establishment of a discrete element model is mainly divided into two kinds, which are geometric model establishment and particle model establishment. According to the design parameters, the 3D modeling software SolidWorks was used to build the 3D model of the hazelnut harvester and to simplify its model parts. The simplified 3D model was imported into Rocky, and a fluid domain model was created. The fluid domain model was meshed with a structured meshing method, with a total of 2.57 million mesh cells and 460,000 nodes. The fluid domain model is shown in
Figure 5.
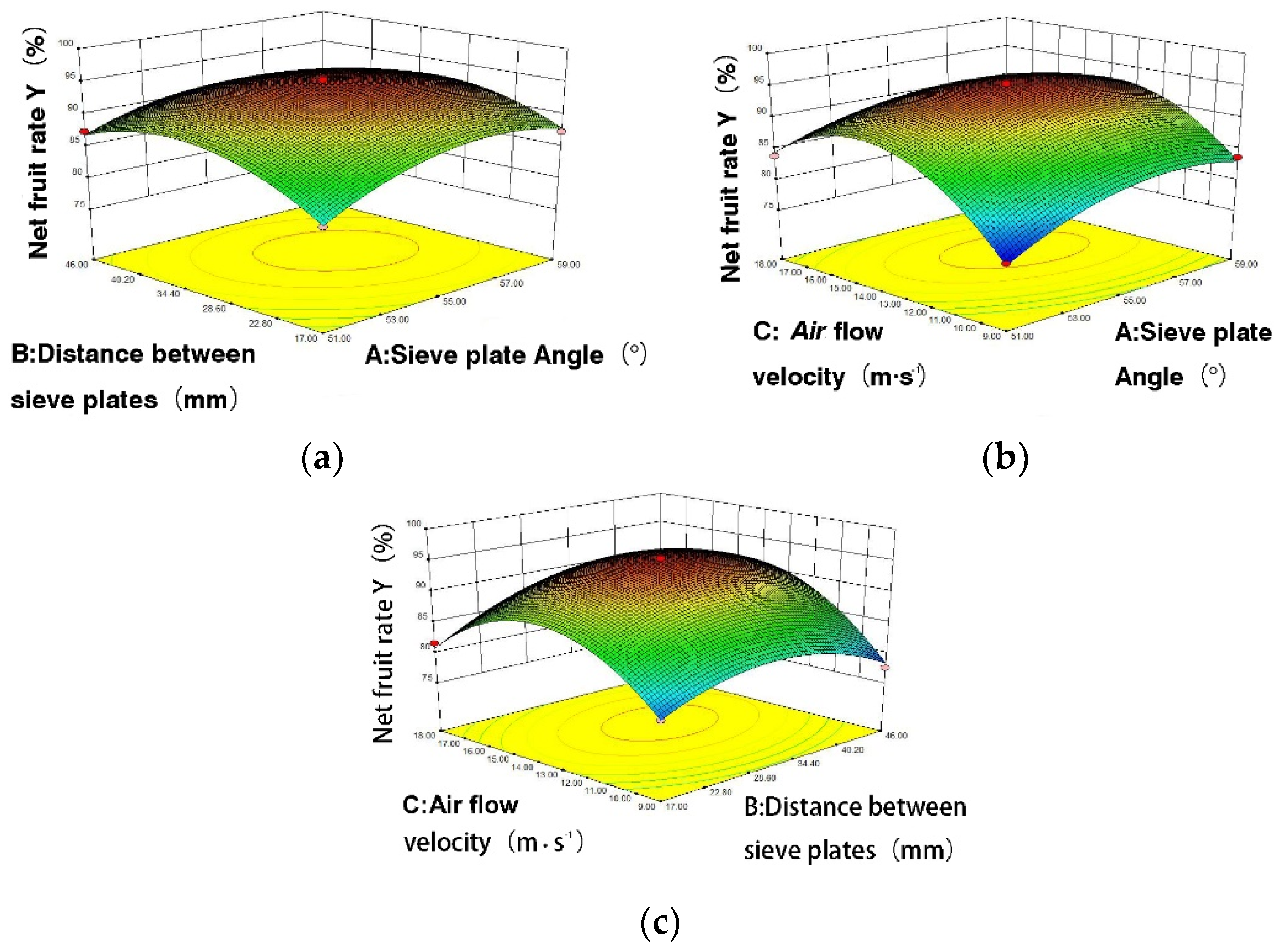
Based on Rocky software, a three-factor, three-level Box–Behnken simulation experiment was conducted with the sieve plate angle, distance of the sieve plate, and air flow rate as factors and hazelnut net fruit rate as the index. The simulation experimental results provide guidance and comparative verification for subsequent field tests. The establishment of the material particle model in Rocky is the basis of the simulation analysis, and the realistic degree of its model directly affects the simulation results. In this paper, we take Liaoning hazelnut No. 3 as the research sample, through the dimensional analysis of hazelnut and leaf drop, where the average diameter of hazelnuts is 22 mm as a round ball, and the average diameter of leaf drop is 36 mm as a disc shape with a thickness of 0.5 mm. In Rocky, the stem model of particles can be created directly, and the shape of leaf drop is sphero-polygon, with a vertical aspect ratio of 1.8, a horizontal aspect ratio of 0.1, and an angle number of 80; the shape of the hazelnuts is spherical. The particle models are shown in
Figure 6. In order to distinguish the size of hazelnuts, their diameter was set at 80% of hazelnuts above 18 mm and the rest at 20%.
The material inlet was used to set the simulation particle entry position, direction, and time. A particle inlet in the Geometries module was created, and the entry port was set as a rectangular inlet according to the actual geometry of the feeding device. The length was set as 0.15 m, width as 0.25 m, alignment angle as 90°, and incline angle as 270°. The inlet at the feeding port of the picking device and the feeding port of the sorting device was set. According to the simulation needs, the feeding time was set to 0~2.5 s. The number of particles was estimated according to the actual machine output, the hazelnuts and leaves in the mixture picked up by the machine were sieved, and the feeding volume was set to 1.6 kg/s for hazelnuts and 0.15 kg/s for leaves. Particle entry simulation parameters are shown in
Table 1.
In order to ensure the authenticity of the simulation test and reduce the simulation time, hazelnuts and leaves were selected as the study objects in this simulation. The simulation test only considers the interaction between hazelnut, leaf, and hazelnut harvester, ignoring the influence of other impurities on the simulation. Each part of the hazelnut harvester is endowed with material characteristics, and the entire device is made of structural steel. The values of material density, Poisson’s ratio, Young’s modulus, and dynamic and static friction factors of the particles directly affect the simulation results. We imported the data from the hazelnut stacking angle experiment and the static friction experiment into the EDEM database for analysis and obtained these simulation parameters. The parameters of material mechanical properties and interparticle contact parameters of hazelnuts and leaves are shown in
Table 2.


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}