


A Novel Hybrid Membrane Process Coupled with Freeze Concentration for Phosphorus Recovery from Cheese Whey

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Cheese Whey
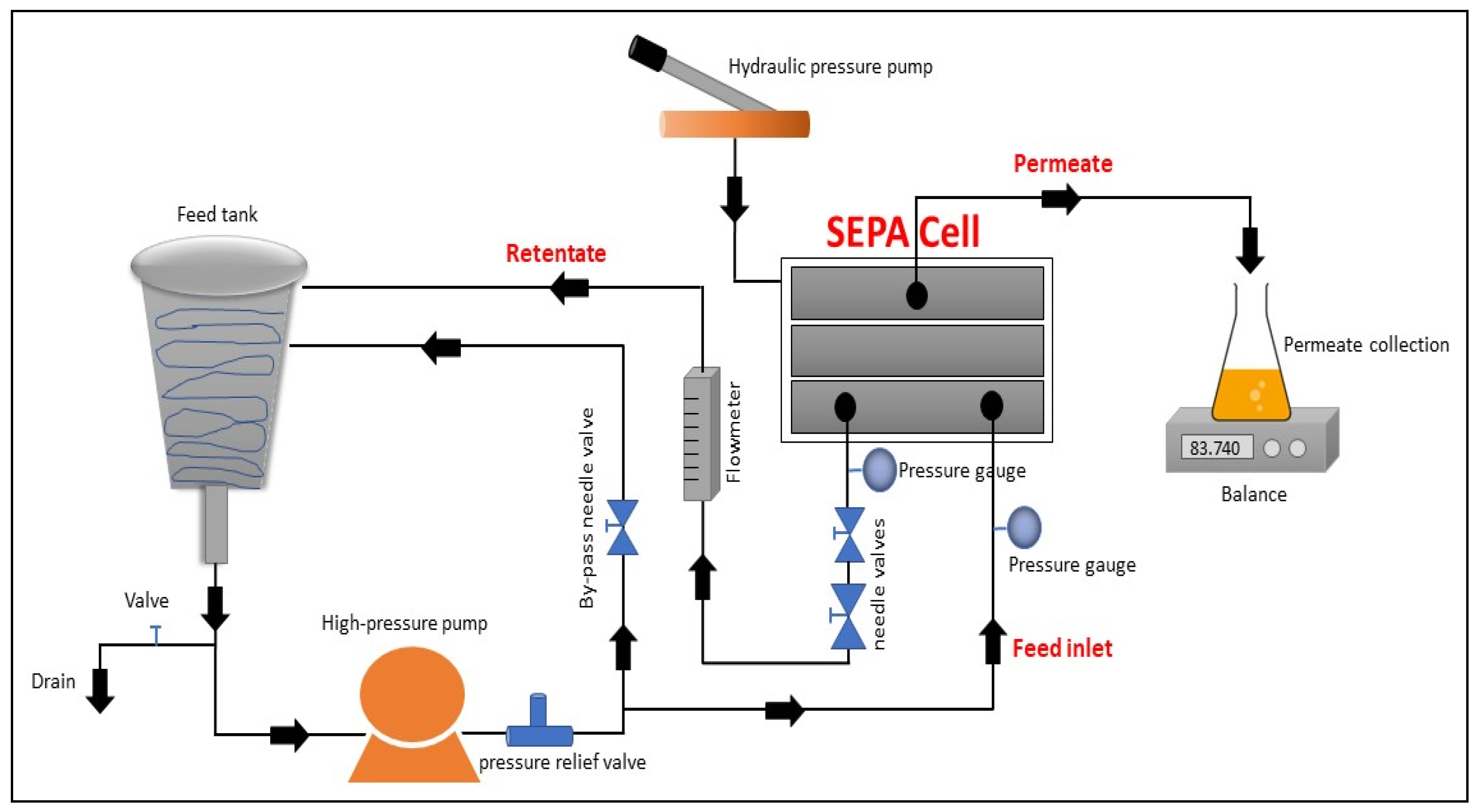
2.2. Experimental Setup
2.3. Filtration Conditions
2.3.1. Membrane Precondition
2.3.2. Membrane Optimisation for a Single-Stage Filtration Operation
2.3.3. Membrane Optimisation after CW Pre-Treatment
2.4. Process Performances
2.5. Membrane Cleaning
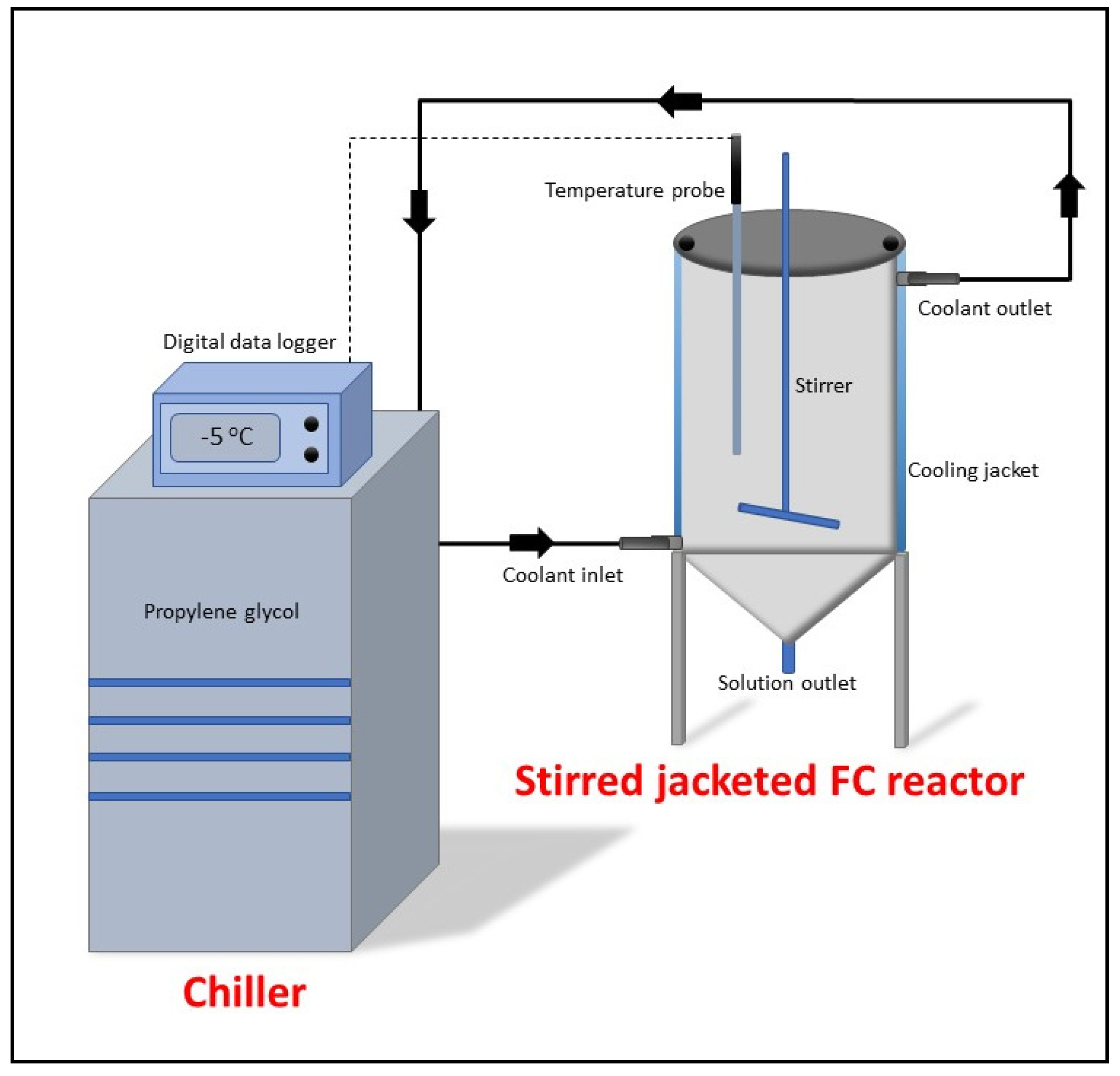
2.6. Freeze Concentration Configuration and Operation
2.7. Two-Stage Coupled Technology of Membrane System and FC
2.8. Analytical Methods
2.9. Energy Consumption
3. Results and Discussion
3.1. One-Stage Filtration System
3.1.1. Clean Water Flux
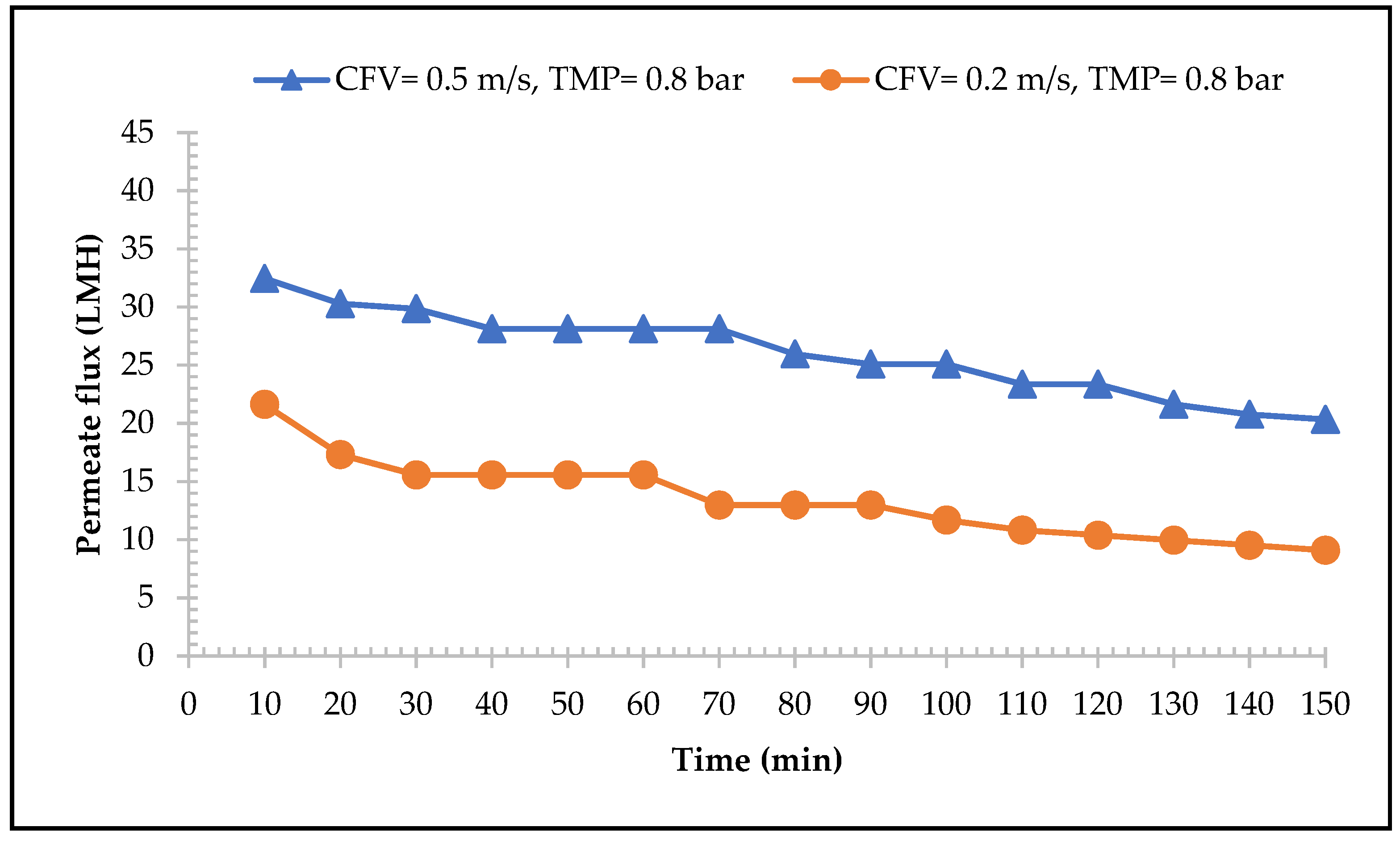
3.1.2. MF Performance
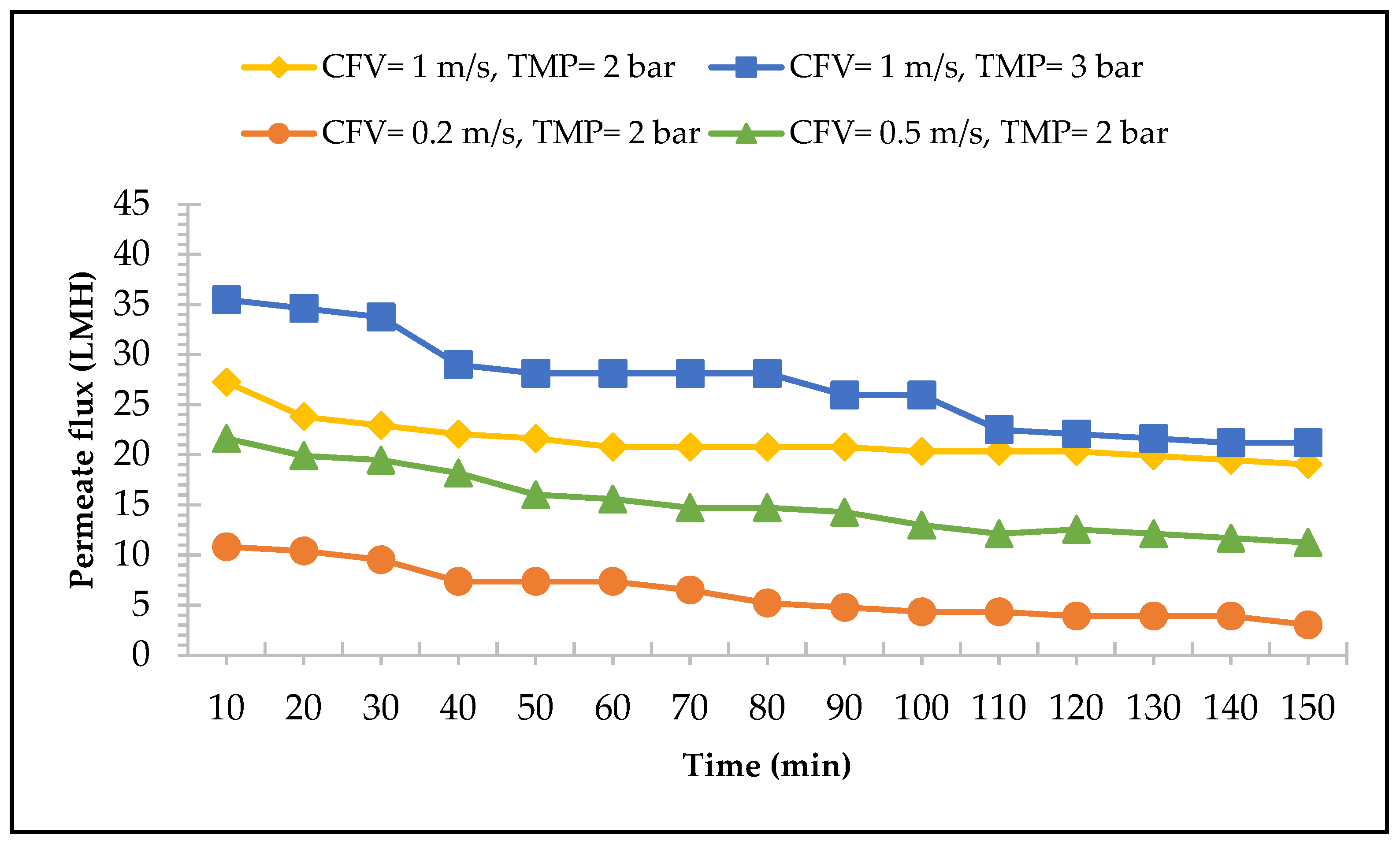
3.1.3. UF Performance
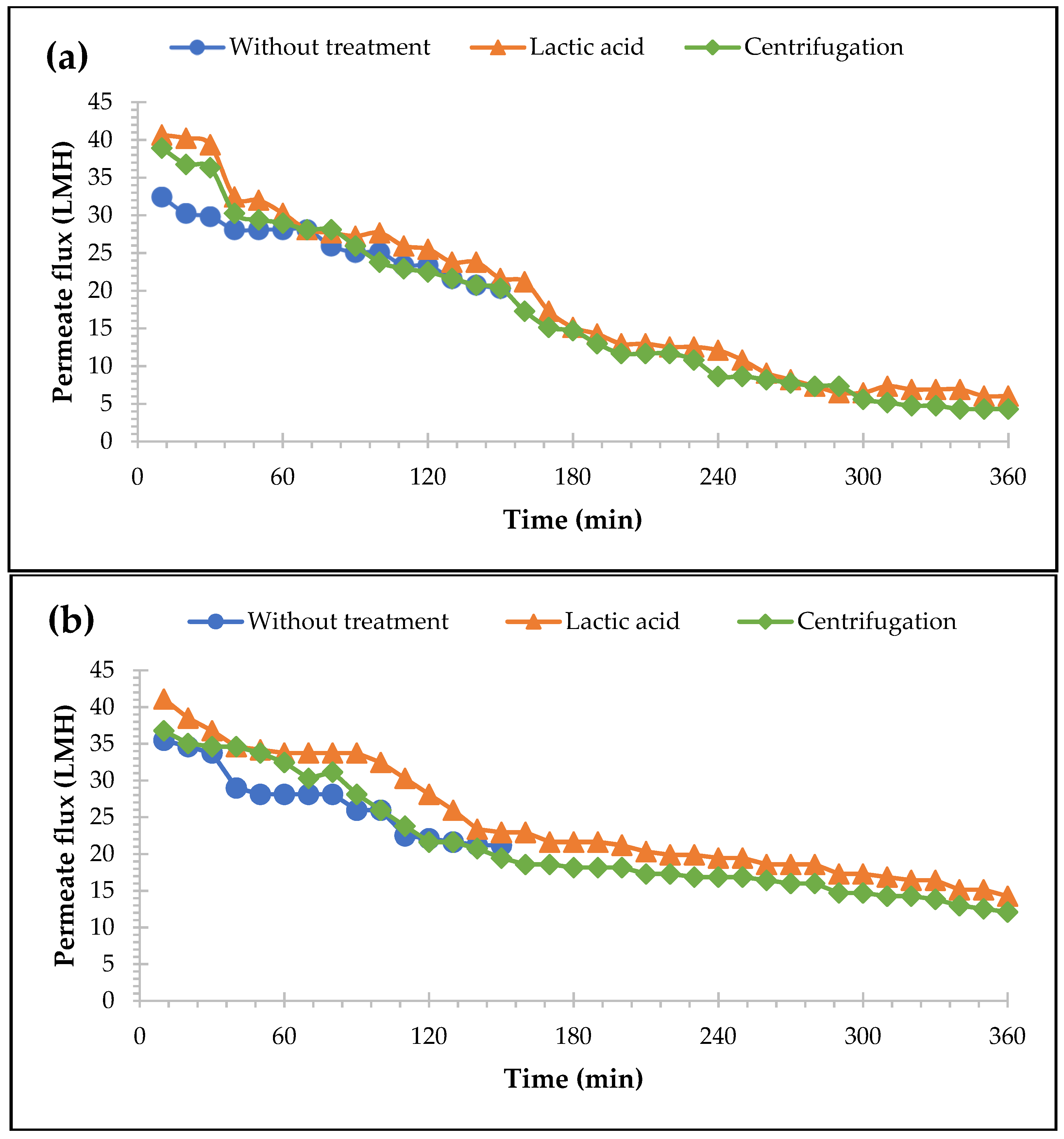
3.2. Effects of Pre-Treatments on Permeate and P Recovery for MF and UF Membranes
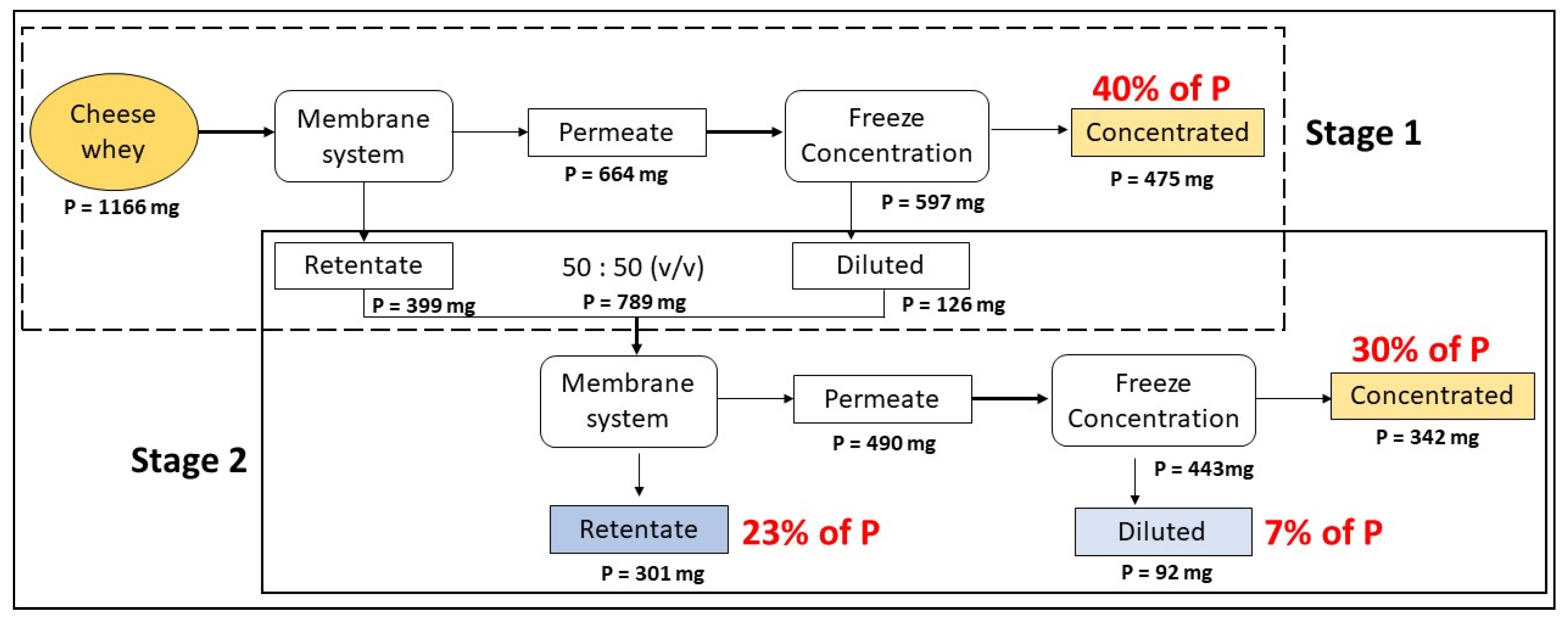
3.3. Two-Stage Coupled Technology of Membrane System and FC for P Recovery
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- McIntosh, S.; Padilla, R.V.; Rose, T.; Rose, A.L.; Boukaka, E.; Erler, D. Crop fertilisation potential of phosphorus in hydrochars produced from sewage sludge. Sci. Total Environ. 2022, 817, 153023. [Google Scholar] [CrossRef] [PubMed]
- Karunanithi, R.; Szogi, A.; Bolan, N.S.; Naidu, R.; Ok, Y.S.; Krishnamurthy, S.; Seshadri, B. Phosphorus recovery from wastes. In Environmental Materials and Waste: Resource Recovery and Pollution Prevention; Academic Press; Elsevier Inc.: Cambridge, MA, USA, 2016; pp. 687–705. [Google Scholar] [CrossRef]
- Yan, T.; Ye, Y.; Ma, H.; Zhang, Y.; Guo, W.; Du, B.; Wei, Q.; Wei, D.; Ngo, H.H. A critical review on membrane hybrid system for nutrient recovery from wastewater. Chem. Eng. J. 2018, 348, 143–156. [Google Scholar] [CrossRef]
- Schröder, J.; Cordell, D.; Smit, A.L.; Rosemarin, A. Sustainable Use of Phosphorus: EU Tender ENV.B.1/ETU/2009/0025. No 357; Plant Research International, Wageningen UR: Wageningen, The Netherlands, 2009. [Google Scholar]
- Amann, A.; Zoboli, O.; Krampe, J.; Rechberger, H.; Zessner, M.; Egle, L. Environmental impacts of phosphorus recovery from municipal wastewater. Resour. Conserv. Recycl. 2018, 130, 127–139. [Google Scholar] [CrossRef]
- Hakkou, R.; Benzaazoua, M.; Bussière, B. Valorization of Phosphate Waste Rocks and Sludge from the Moroccan Phosphate Mines: Challenges and Perspectives. Procedia Eng. 2016, 138, 110–118. [Google Scholar] [CrossRef]
- Li, X.; Shen, S.; Xu, Y.; Guo, T.; Dai, H.; Lu, X. Application of membrane separation processes in phosphorus recovery: A review. Sci. Total. Environ. 2021, 767, 144346. [Google Scholar] [CrossRef]
- Cordell, D.; Drangert, J.-O.; White, S. The story of phosphorus: Global food security and food for thought. Glob. Environ. Chang. 2009, 19, 292–305. [Google Scholar] [CrossRef]
- European Commission. 2017 List of Critical Raw Materials for the EU. Off. J. Eur. Union 2017, 490, 8. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52017DC0490&from=EN (accessed on 22 October 2022).
- Slavov, A.K. General characteristics and treatment possibilities of dairy wastewater—A review. Food Technol. Biotechnol. 2017, 55, 14–28. [Google Scholar] [CrossRef]
- Lei, Y.; Zhan, Z.; Saakes, M.; van der Weijden, R.D.; Buisman, C.J.N. Electrochemical Recovery of Phosphorus from Acidic Cheese Wastewater: Feasibility, Quality of Products, and Comparison with Chemical Precipitation. ACS ES&T Water 2021, 1, 1002–1013. [Google Scholar] [CrossRef]
- European Commission; Eurostat. Agriculture, Forestry and Fishery Statistics: 2018 Edition; Publications Office: Luxembourg, 2019. [Google Scholar]
- Demirel, B.; Yenigun, O.; Onay, T.T. Anaerobic treatment of dairy wastewaters: A review. Process. Biochem. 2005, 40, 2583–2595. [Google Scholar] [CrossRef]
- Venetsaneas, N.; Antonopoulou, G.; Stamatelatou, K.; Kornaros, M.; Lyberatos, G. Using cheese whey for hydrogen and methane generation in a two-stage continuous process with alternative pH controlling approaches. Bioresour. Technol. 2009, 100, 3713–3717. [Google Scholar] [CrossRef] [PubMed]
- Janczukowicz, W.; Zieliński, M.; Debowski, M. Biodegradability evaluation of dairy effluents originated in selected sections of dairy production. Bioresour. Technol. 2008, 99, 4199–4205. [Google Scholar] [CrossRef]
- Britz, J.T.; van Sch alwyk, C.; Hung, H.T. Treatment of dairy processing wastewaters. In Waste Treatment in the Food Processing Industry; Wang, L.K., Hung, Y.-T., Lo, H.H., Yapijakis, C., Eds.; CRC Press: Boca Raton, FL, USA, 2006; pp. 1–25. [Google Scholar]
- Carrillo, V.; Fuentes, B.; Gómez, G.; Vidal, G. Characterization and recovery of phosphorus from wastewater by combined technologies. Rev. Environ. Sci. Bio/Technol. 2020, 19, 389–418. [Google Scholar] [CrossRef]
- Wang, Y.; Serventi, L. Sustainability of dairy and soy processing: A review on wastewater recycling. J. Clean. Prod. 2019, 237, 117821. [Google Scholar] [CrossRef]
- Sánchez, J.; Hernández, E.; Auleda, J.; Raventós, M. Freeze concentration of whey in a falling-film based pilot plant: Process and characterization. J. Food Eng. 2011, 103, 147–155. [Google Scholar] [CrossRef]
- Bacelo, H.; Pintor, A.M.; Santos, S.C.; Boaventura, R.A.; Botelho, C.M. Performance and prospects of different adsorbents for phosphorus uptake and recovery from water. Chem. Eng. J. 2020, 381, 122566. [Google Scholar] [CrossRef]
- Rivas, J.; Prazeres, A.R.; Carvalho, F. Aerobic Biodegradation of Precoagulated Cheese Whey Wastewater. J. Agric. Food Chem. 2011, 59, 2511–2517. [Google Scholar] [CrossRef]
- Carvalho, F.; Prazeres, A.R.; Rivas, J. Cheese whey wastewater: Characterization and treatment. Sci. Total Environ. 2013, 445–446, 385–396. [Google Scholar] [CrossRef]
- Li, K.; Liu, Q.; Fang, F.; Luo, R.; Lu, Q.; Zhou, W.; Huo, S.; Cheng, P.; Liu, J.; Addy, M.; et al. Microalgae-based wastewater treatment for nutrients recovery: A review. Bioresour. Technol. 2019, 291, 121934. [Google Scholar] [CrossRef]
- Prazeres, A.R.; Fernandes, F.; Luz, S.; Jerónimo, E. Simple processes for contamination removal in cheesemaking wastewater: CaCO3, Mg(OH)2, FeSO4 and FeCl3. J. Environ. Chem. Eng. 2020, 8, 104034. [Google Scholar] [CrossRef]
- Numviyimana, C.; Warchoł, J.; Ligas, B.; Chojnacka, K. Nutrients Recovery from Dairy Wastewater by Struvite Precipitation Combined with Ammonium Sorption on Clinoptilolite. Materials 2021, 14, 5822. [Google Scholar] [CrossRef] [PubMed]
- Bortoluzzi, A.C.; Faitão, J.A.; Di Luccio, M.; Dallago, R.M.; Steffens, J.; Zabot, G.L.; Tres, M.V. Dairy wastewater treatment using integrated membrane systems. J. Environ. Chem. Eng. 2017, 5, 4819–4827. [Google Scholar] [CrossRef]
- Castro-Muñoz, R.; Yáñez-Fernández, J.; Fíla, V. Phenolic compounds recovered from agro-food by-products using membrane technologies: An overview. Food Chem. 2016, 213, 753–762. [Google Scholar] [CrossRef] [PubMed]
- Reig, M.; Vecino, X.; Cortina, J.L. Use of Membrane Technologies in Dairy Industry: An Overview. Foods 2021, 10, 2768. [Google Scholar] [CrossRef]
- Lipnizki, F. Cross-Flow Membrane Applications in the Food Industry. Membr. Technol. 2010, 3, 1–24. [Google Scholar] [CrossRef]
- Jaspe, J.; Hagen, S.J. Do Protein Molecules Unfold in a Simple Shear Flow? Biophys. J. 2006, 91, 3415–3424. [Google Scholar] [CrossRef]
- Konrad, G.; Kleinschmidt, T.; Faber, W. Ultrafiltration flux of acid whey obtained by lactic acid fermentation. Int. Dairy J. 2012, 22, 73–77. [Google Scholar] [CrossRef]
- Steinhauer, T.; Marx, M.; Bogendörfer, K.; Kulozik, U. Membrane fouling during ultra- and microfiltration of whey and whey proteins at different environmental conditions: The role of aggregated whey proteins as fouling initiators. J. Membr. Sci. 2015, 489, 20–27. [Google Scholar] [CrossRef]
- Grandison, A.S.; Youravong, W.; Lewis, M.J. Hydrodynamic factors affecting flux and fouling during ultrafiltration of skimmed milk. Lait 2000, 80, 165–174. [Google Scholar] [CrossRef]
- De Wit, J.N. Spontaneous precipitation of fatty components and bacteria from whey. Milchwissenschaft 2009, 64, 409–412. [Google Scholar]
- Rao, H.R. Mechanisms of flux decline during ultrafiltration of dairy products and influence of pH on flux rates of whey and buttermilk. Desalination 2002, 144, 319–324. [Google Scholar] [CrossRef]
- Hamid, F.H.; Rahim, N.A.; Johari, A.; Ngadi, N.; Zakaria, Z.Y.; Jusoh, M. Desalination of seawater through progressive freeze concentration using a coil crystallizer. Water Supply 2015, 15, 625–631. [Google Scholar] [CrossRef]
- Miyawaki, O.; Liu, L.; Shirai, Y.; Sakashita, S.; Kagitani, K. Tubular ice system for scale-up of progressive freeze-concentration. J. Food Eng. 2005, 69, 107–113. [Google Scholar] [CrossRef]
- Auleda, J.; Raventós, M.; Hernández, E. Calculation method for designing a multi-plate freeze-concentrator for concentration of fruit juices. J. Food Eng. 2011, 107, 27–35. [Google Scholar] [CrossRef]
- Sánchez, J.; Ruiz, Y.; Auleda, J.; Hernández, E.; Raventós, M. Review. Freeze Concentration in the Fruit Juices Industry. Food Sci. Technol. Int. 2009, 15, 303–315. [Google Scholar] [CrossRef]
- Dadrasnia, A.; Muñoz, I.D.B.; Yáñez, E.H.; Lamkaddam, I.U.; Mora, M.; Ponsá, S.; Ahmed, M.; Argelaguet, L.L.; Williams, P.M.; Oatley-Radcliffe, D.L. Sustainable nutrient recovery from animal manure: A review of current best practice technology and the potential for freeze concentration. J. Clean. Prod. 2021, 315, 128106. [Google Scholar] [CrossRef]
- Jusoh, M.; Youns, R.M.; Hassan, M.A.A. Effect of Flowrate and Coolant Temperature on the Efficiency of Progressive Freeze Concentration on Simulated Wastewater. Int. J. Chem. Mol. Eng. 2008, 11, 308–311. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Jusoh, M. Modelling of heat transfer for progressive freeze concentration process by spiral finned crystallizer. Chin. J. Chem. Eng. 2017, 26, 970–975. [Google Scholar] [CrossRef]
- Hamid, F.H.; Jami, S.N. Progressive Freeze Concentration for Wastewater Treatment from Food Industry. Key Eng. Mater. 2019, 797, 55–64. [Google Scholar] [CrossRef]
- Canella, M.H.M.; Barros, E.L.D.S.; Camelo-Silva, C.; Verruck, S.; Daguer, H.; Molognoni, L.; Prudencio, E.S. Performance of Skim Goat Milk Mineral Content Subjected to the Block Freeze Concentration Process. Asian J. Adv. Agric. Res. 2019, 9, 1–9. [Google Scholar] [CrossRef]
- Gao, W. Freeze concentration for membrane concentrate treatment and volume reduction. Desalination Water Treat. 2013, 51, 1200–1204. [Google Scholar] [CrossRef]
- Canella, M.H.M.; Muñoz, I.D.B.; Pinto, S.S.; De Liz, G.R.; Müller, C.M.O.; Amboni, R.D.D.M.C.; Prudêncio, E.S. Use of Concentrated Whey by Freeze Concentration Process to Obtain a Symbiotic Fermented Lactic Beverage. Adv. J. Food Sci. Technol. 2018, 14, 56–68. [Google Scholar] [CrossRef]
- Hernandez, E.; Belen, F.; Raventos, M. Management of cheese whey by film freeze concentration. Environ. Eng. Manag. J. 2018, 17, 1373–1383. [Google Scholar] [CrossRef]
- Lu, H.; Wang, J.; Wang, T.; Wang, N.; Bao, Y.; Hao, H. Crystallization techniques in wastewater treatment: An overview of applications. Chemosphere 2017, 173, 474–484. [Google Scholar] [CrossRef] [PubMed]
- Lamkaddam, I.U.; Vega, E.; Colón, J.; Ponsá, S.; Llenas, L.; Mora, M. Progressive freeze concentration of cheese whey for protein and lactose recovery. Int. Dairy J. 2023, 139, 105572. [Google Scholar] [CrossRef]
- Jawor, A.; Hoek, E.M. Effects of feed water temperature on inorganic fouling of brackish water RO membranes. Desalination 2009, 235, 44–57. [Google Scholar] [CrossRef]
- Ramos, F.; Delgado, J.; Bautista, E.; Morales, A.; Duque, C. Changes in volatiles with the application of progressive freeze-concentration to Andes berry (Rubus glaucus Benth). J. Food Eng. 2005, 69, 291–297. [Google Scholar] [CrossRef]
- APHA/AWWA/WEF. Standard Methods for the Examination of Water and Wastewater, 23rd ed.; American Public Health Association: Washington, DC, USA, 2017; ISBN 9780875532356. [Google Scholar]
- Atra, R.; Vatai, G.; Bekassy-Molnar, E.; Balint, A. Investigation of ultra- and nanofiltration for utilization of whey protein and lactose. J. Food Eng. 2005, 67, 325–332. [Google Scholar] [CrossRef]
- Leu, M.; Marciniak, A.; Chamberland, J.; Pouliot, Y.; Bazinet, L.; Doyen, A. Effect of skim milk treated with high hydrostatic pressure on permeate flux and fouling during ultrafiltration. J. Dairy Sci. 2017, 100, 7071–7082. [Google Scholar] [CrossRef]
- Steinhauer, T.; Schwing, J.; Krauß, S.; Kulozik, U. Enhancement of ultrafiltration-performance and improvement of hygienic quality during the production of whey concentrates. Int. Dairy J. 2015, 45, 8–14. [Google Scholar] [CrossRef]
- Giacobbo, A.; Oliveira, M.; Duarte, E.D.A.; Mira, H.; Bernardes, A.M.; De Pinho, M.N. Ultrafiltration Based Process for the Recovery of Polysaccharides and Polyphenols from Winery Effluents. Sep. Sci. Technol. 2013, 48, 438–444. [Google Scholar] [CrossRef]
- Yeh, H.M. Decline of permeate flux for ultrafiltration along membrane tubes. Desalination 2002, 145, 153–157. [Google Scholar] [CrossRef]
- Sofuwani, Z.A.N.; Aslina, H.S.; Mazlina, M.K.S. Separation of lactose from raw goat’s milk by cross-flow hollow fiber ultrafiltration membrane. Int. Food Res. J. 2018, 23, S209–S219. [Google Scholar]
- Cassano, A.; Conidi, C.; Ruby-Figueroa, R.; Castro-Muñoz, R. Nanofiltration and Tight Ultrafiltration Membranes for the Recovery of Polyphenols from Agro-Food By-Products. Int. J. Mol. Sci. 2018, 19, 351. [Google Scholar] [CrossRef]
- Mourouzidis-Mourouzis, S.; Karabelas, A. Whey protein fouling of microfiltration ceramic membranes—Pressure effects. J. Membr. Sci. 2006, 282, 124–132. [Google Scholar] [CrossRef]
- Tsuge, H.; Tanaka, Y.; Hisamatsu, N. Fouling of Cheese Whey during Reverse Osmosis and Precipitation of Calcium Phosphate. J. Petrol. 2020, 369, 1689–1699. [Google Scholar] [CrossRef]
- Uragami, T. Science and Technology of Separation Membranes; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Pires, A.F.; Marnotes, N.G.; Rubio, O.D.; Garcia, A.C.; Pereira, C.D. Dairy By-Products: A Review on the Valorization of Whey and Second Cheese Whey. Foods 2021, 10, 1067. [Google Scholar] [CrossRef]
- Onwulata, C.; Huht, P. Whey Processing, Functionality and Health Benefits; John Wiley & Sons, Ltd: Hoboken, NJ, USA, 2009; Volume 8. [Google Scholar]
- Henriques, M.H.F.; Gomes, D.M.G.S.; Borges, A.R.; Pereira, C.J.D. Liquid whey protein concentrates as primary raw material for acid dairy gels. Food Sci. Technol. 2020, 40, 361–369. [Google Scholar] [CrossRef]
- Hinrichs, J. Incorporation of whey proteins in cheese. Int. Dairy J. 2001, 11, 495–503. [Google Scholar] [CrossRef]
- Lei, Y.; Remmers, J.C.; Saakes, M.; Van Der Weijden, R.D.; Buisman, C.J.N. Influence of Cell Configuration and Long-Term Operation on Electrochemical Phosphorus Recovery from Domestic Wastewater. ACS Sustain. Chem. Eng. 2019, 7, 7362–7368. [Google Scholar] [CrossRef]
- Kok, D.-J.D.; Pande, S.; van Lier, J.B.; Ortigara, A.R.C.; Savenije, H.; Uhlenbrook, S. Global phosphorus recovery from wastewater for agricultural reuse. Hydrol. Earth Syst. Sci. 2018, 22, 5781–5799. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Total solids (TS) | 69 ± 1 | g/kg |
| Volatile solids (VS) | 59 ± 1 | g/kg |
| Total Kjeldahl nitrogen (TKN) | 0.80 ± 0.03 | g/L |
| N-ammonium (N-NH4+) | 0.37 ± 0.07 | g/L |
| Total phosphorus (TP) | 0.39 ± 0.03 | g/L |
| Chemical oxygen demand (COD) | 87 ± 1 | g/L |
| Conductivity | 8.36 ± 0.05 | mS/cm |
| pH | 4.46 ± 0.02 | - |
| Membrane Module | CFV (m/s) | TMP (bar) |
|---|---|---|
| MF 0.2 µm | 0.2 | 0.8 |
| 0.5 | 0.8 | |
| UF 200 kDa | 0.2 | 2 |
| 0.5 | 2 | |
| 1.0 | 2 | |
| 1.0 | 3 |
| Membrane | Clean Water Flux (L/h·m2) | Water Hydraulic Permeability (L/h·m2·bar) | Pressure (bar) | CFV (m/s) | Cleaning Efficiency (%) |
|---|---|---|---|---|---|
| MF 0.2 µm | 281 ± 2 | 351.5 ± 0.2 | 0.8 | 0.2 and 0.5 | 99 |
| UF 200 kDa | 230 ± 1 | 76.4 ± 0.5 | 3 | 0.2, 0.5, and 1 | 99 |
| UF 200 kDa | 230 ± 1 | 115.2 ± 0.1 | 2 | 0.2, 0.5, and 1 | 99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hidayat, I.; Paredes, L.; Binder, P.M.; Guerra-Gorostegi, N.; Mora, M.; Ponsá, S.; Oatley-Radcliffe, D.L.; Llenas, L. A Novel Hybrid Membrane Process Coupled with Freeze Concentration for Phosphorus Recovery from Cheese Whey. Membranes 2023, 13, 450. https://doi.org/10.3390/membranes13040450
Hidayat I, Paredes L, Binder PM, Guerra-Gorostegi N, Mora M, Ponsá S, Oatley-Radcliffe DL, Llenas L. A Novel Hybrid Membrane Process Coupled with Freeze Concentration for Phosphorus Recovery from Cheese Whey. Membranes. 2023; 13(4):450. https://doi.org/10.3390/membranes13040450
Chicago/Turabian StyleHidayat, Ipan, Lidia Paredes, Pablo M. Binder, Nagore Guerra-Gorostegi, Mabel Mora, Sergio Ponsá, Darren L. Oatley-Radcliffe, and Laia Llenas. 2023. "A Novel Hybrid Membrane Process Coupled with Freeze Concentration for Phosphorus Recovery from Cheese Whey" Membranes 13, no. 4: 450. https://doi.org/10.3390/membranes13040450