
The Advancement in Membrane Bioreactor (MBR) Technology toward Sustainable Industrial Wastewater Management
 , , ,
, , ,  , ,
, ,  and
and
Abstract
:1. Introduction
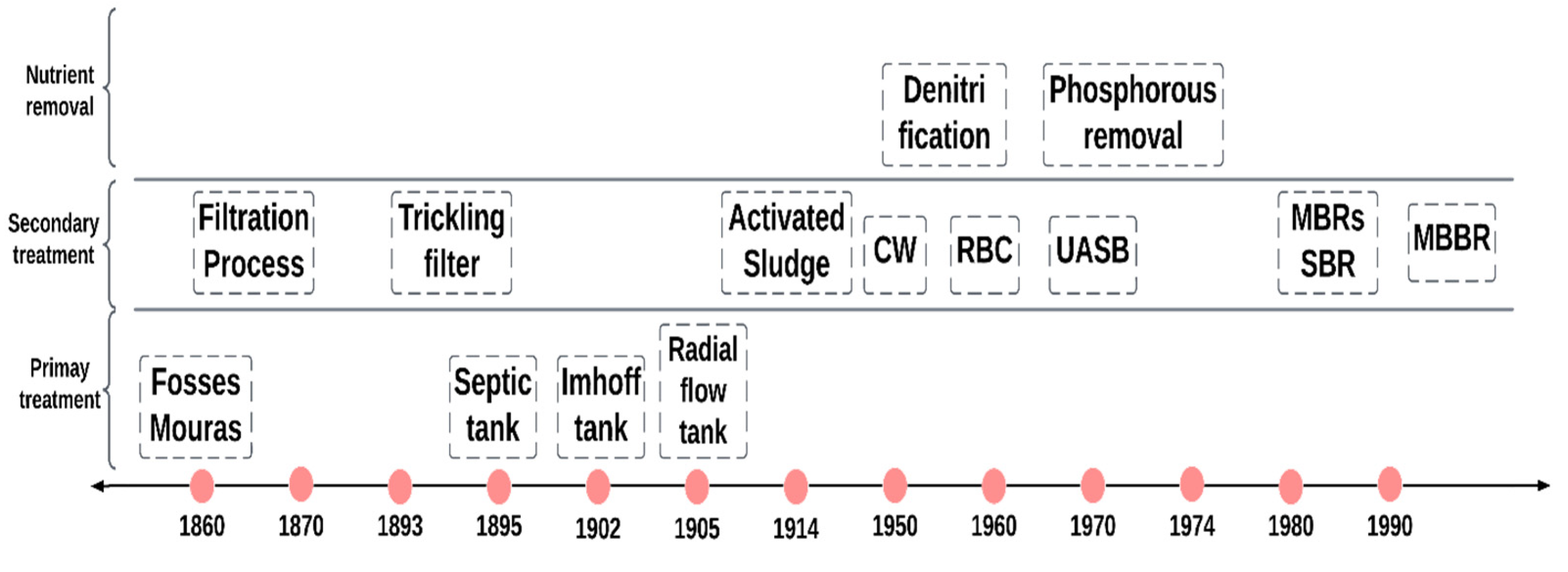
2. Historical Advancement in Water Treatment Technology
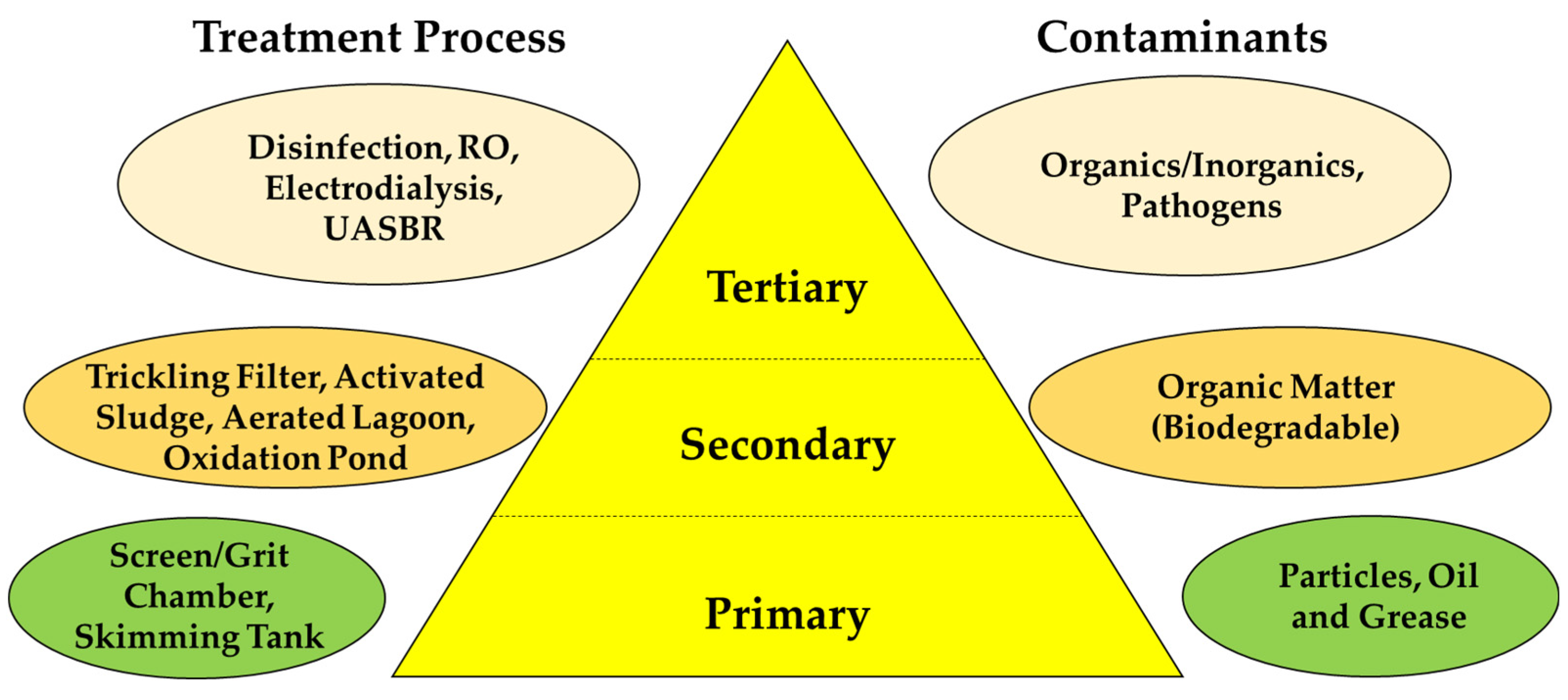
2.1. Water Treatment Stages in the Modern Age
2.2. Advances in Membrane Bioreactor Technology
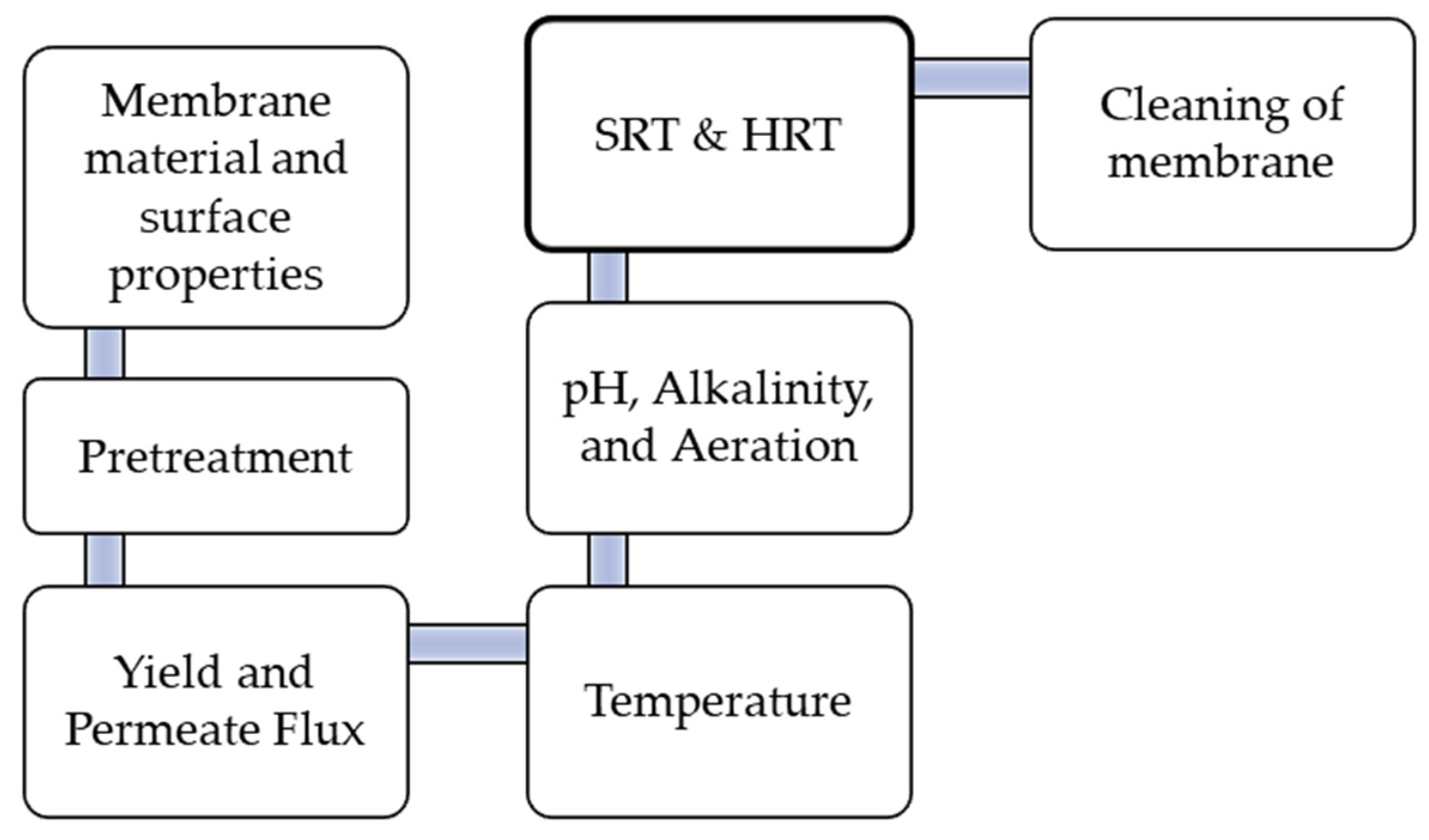
3. Structural Features and Design Parameters of an MBR Unit
3.1. Membrane Material and Surface Properties
3.2. Pretreatment
3.3. Yield and Permeate Flux
3.4. Solid Retention Time (SRT) and Hydraulic Retention Time (HRT)
3.5. Alkalinity, pH, and Aeration
3.6. Temperature
3.7. Cleaning of Membranes
4. Selection Criteria for MBRs for Real-Life Operations
5. Monitoring and Control of the MBR Process
5.1. Stages of Fouling
5.2. Membrane-Fouling Monitoring
5.3. Classification of Fouling
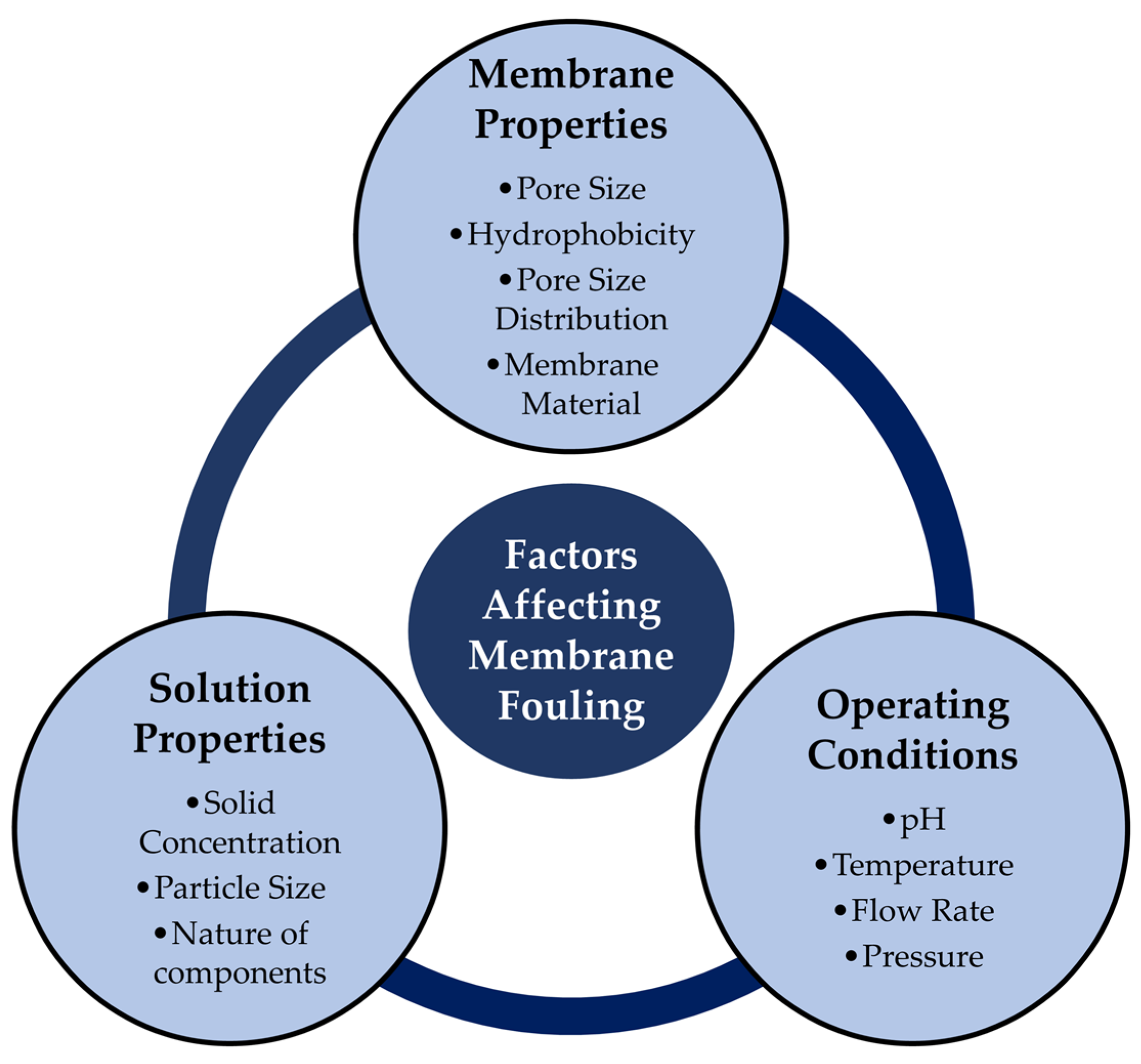
5.4. Factors Affecting Membrane Fouling
5.5. Control of Fouling
6. MBR Technology for Sustainable Water Treatment
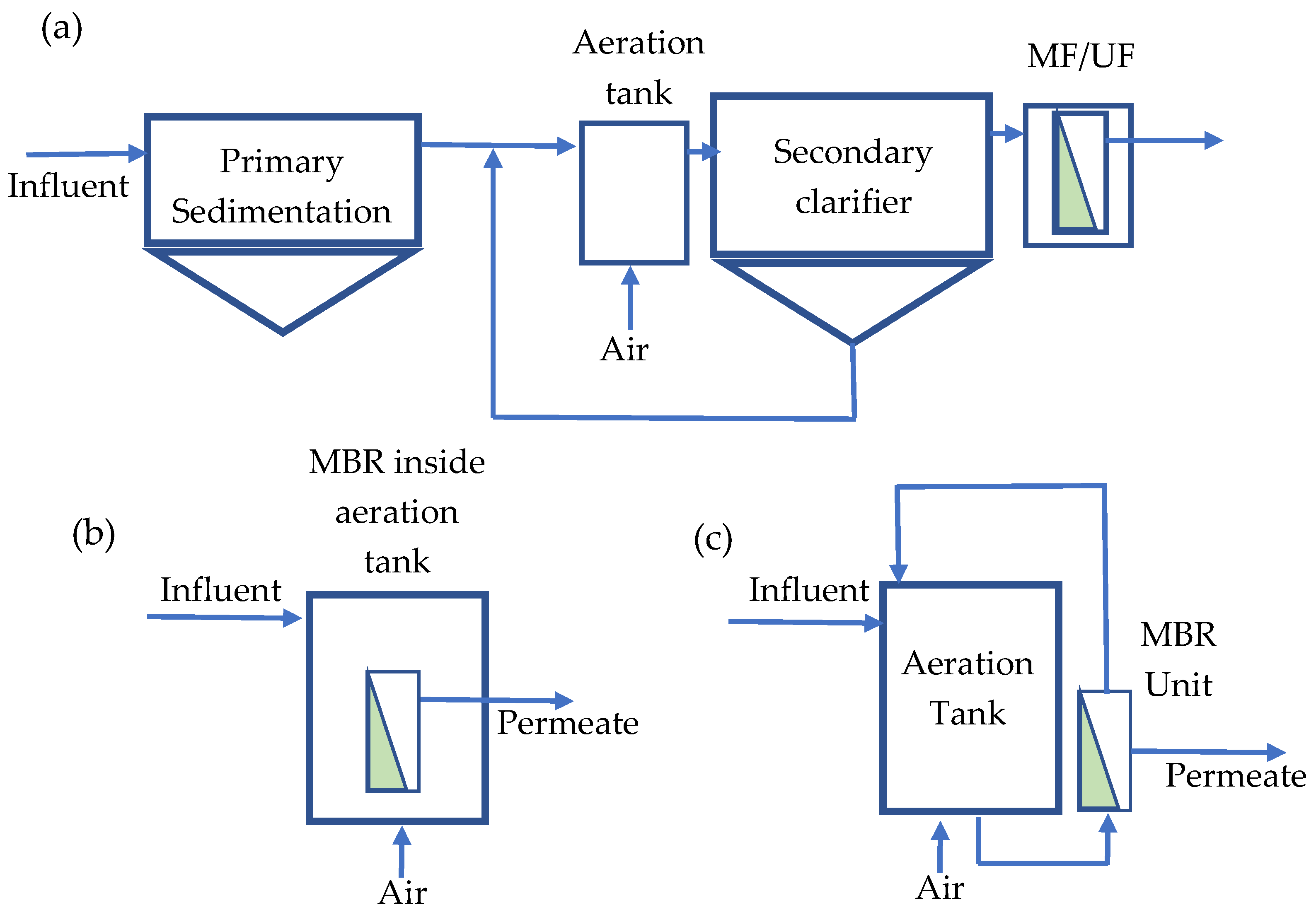
6.1. Configuration of MBR
6.2. Impact of MBR in Sustainable Wastewater Treatment
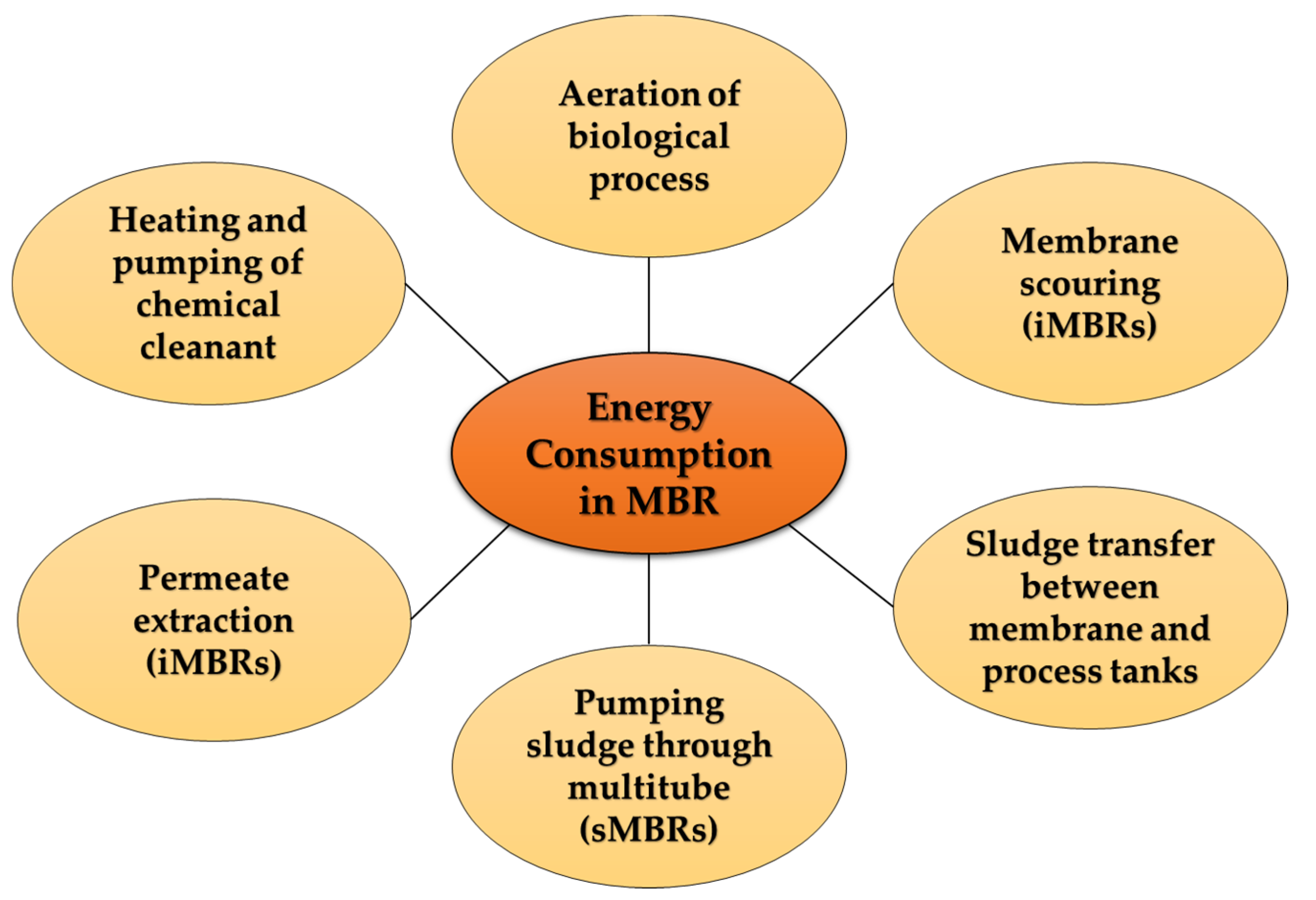
7. Cost Analysis and Energy Consumption
8. Future Prospects and Recommendations
9. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, C.; Liu, Z.; Wu, J.; Pan, X.; Fang, Z.; Li, J.; Bryan, B.A. Future Global Urban Water Scarcity and Potential Solutions. Nat. Commun. 2021, 12, 4667. [Google Scholar] [CrossRef] [PubMed]
- Jahan, N.; Tahmid, M.; Shoronika, A.Z.; Fariha, A.; Roy, H.; Pervez, M.N.; Cai, Y.; Naddeo, V.; Islam, M.S. A Comprehensive Review on the Sustainable Treatment of Textile Wastewater: Zero Liquid Discharge and Resource Recovery Perspectives. Sustainability 2022, 14, 15398. [Google Scholar] [CrossRef]
- Al-Asheh, S.; Bagheri, M.; Aidan, A. Membrane Bioreactor for Wastewater Treatment: A Review. Case Stud. Chem. Environ. Eng. 2021, 4, 100109. [Google Scholar] [CrossRef]
- Jhansi, S.C.; Mishra, S.K. Wastewater Treatment and Reuse: Sustainability Options. Consilience 2013, 10, 1–15. [Google Scholar]
- Akter, S.; Suhan, M.B.K.; Islam, M.S. Recent Advances and Perspective of Electrocoagulation in the Treatment of Wastewater: A Review. Environ. Nanotechnol. Monit. Manag. 2022, 17, 100643. [Google Scholar] [CrossRef]
- UNICEF. Water Scarcity|UNICEF. Available online: https://www.unicef.org/wash/water-scarcity (accessed on 22 December 2022).
- Kader, S.; Al-Mamun, M.R.; Suhan, M.B.K.; Shuchi, S.B.; Islam, M.S. Enhanced Photodegradation of Methyl Orange Dye under UV Irradiation Using MoO3 and Ag Doped TiO2 Photocatalysts. Environ. Technol. Innov. 2022, 27, 102476. [Google Scholar] [CrossRef]
- Roy, H.; Islam, M.S.; Arifin, M.T.; Firoz, S.H. Chitosan-ZnO Decorated Moringa Oleifera Seed Biochar for Sequestration of Methylene Blue: Isotherms, Kinetics, and Response Surface Analysis. Environ. Nanotechnol. Monit. Manag. 2022, 18, 100752. [Google Scholar] [CrossRef]
- Pervez, M.N.; Mahboubi, A.; Uwineza, C.; Zarra, T.; Belgiorno, V.; Naddeo, V.; Taherzadeh, M.J. Factors Influencing Pressure-Driven Membrane-Assisted Volatile Fatty Acids Recovery and Purification—A Review. Sci. Total Environ. 2022, 817, 152993. [Google Scholar] [CrossRef]
- Pervez, M.N.; Bilgiç, B.; Mahboubi, A.; Uwineza, C.; Zarra, T.; Belgiorno, V.; Naddeo, V.; Taherzadeh, M.J. Double-Stage Membrane-Assisted Anaerobic Digestion Process Intensification for Production and Recovery of Volatile Fatty Acids from Food Waste. Sci. Total Environ. 2022, 825, 154084. [Google Scholar] [CrossRef]
- Pervez, M.N.; Balakrishnan, M.; Hasan, S.W.; Choo, K.H.; Zhao, Y.; Cai, Y.; Zarra, T.; Belgiorno, V.; Naddeo, V. A Critical Review on Nanomaterials Membrane Bioreactor (NMs-MBR) for Wastewater Treatment. npj Clean Water 2020, 3, 43. [Google Scholar] [CrossRef]
- Eddy, M.; Abu-Orf, M.; Bowden, G.; Burton, F.L.; Pfrang, W.; Stensel, H.D.; Tchobanoglous, G.; Tsuchihashi, R.; Firm, A. Wastewater Engineering: Treatment and Resource Recovery; McGraw Hill Education: New York, NY, USA, 2014; ISBN 1259010791. [Google Scholar]
- Hu, Y.; Cheng, H.; Ji, J.; Li, Y.Y. A Review of Anaerobic Membrane Bioreactors for Municipal Wastewater Treatment with a Focus on Multicomponent Biogas and Membrane Fouling Control. Environ. Sci. Water Res. Technol. 2020, 6, 2641–2663. [Google Scholar] [CrossRef]
- Vinardell, S.; Astals, S.; Peces, M.; Cardete, M.A.; Fernández, I.; Mata-Alvarez, J.; Dosta, J. Advances in Anaerobic Membrane Bioreactor Technology for Municipal Wastewater Treatment: A 2020 Updated Review. Renew. Sustain. Energy Rev. 2020, 130, 109936. [Google Scholar] [CrossRef]
- Ladewig, B.; Al-Shaeli, M.N.Z. Fundamentals of Membrane Bioreactors; Springer Nature Singapore Pte Ltd.: Singapore, 2017; ISBN 978-981-10-2013-1. [Google Scholar]
- Iorhemen, O.T.; Hamza, R.A.; Tay, J.H. Membrane Bioreactor (Mbr) Technology for Wastewater Treatment and Reclamation: Membrane Fouling. Membranes 2016, 6, 33. [Google Scholar] [CrossRef]
- Grand View Research Membrane Bioreactor Market Size, Share Report, 2022–2035. Available online: https://www.grandviewresearch.com/industry-analysis/membrane-bioreactor-mbr-market (accessed on 22 December 2022).
- Xiao, K.; Liang, S.; Wang, X.; Chen, C.; Huang, X. Current State and Challenges of Full-Scale Membrane Bioreactor Applications: A Critical Review. Bioresour. Technol. 2019, 271, 473–481. [Google Scholar] [CrossRef]
- Hai, F.; Yamamoto, K.; Lee, C.-H. Membrane Biological Reactors: Theory, Modeling, Design, Management and Applications to Wastewater Reuse; IWA Publishing: London, UK, 2014. [Google Scholar]
- Vaccari, M.; Abbà, A.; Bertanza, G.; Collivignarelli, C. An Evidence-Based Survey on Full-Scale Membrane Biological Reactors: Main Technical Features and Operational Aspects. Appl. Sci. 2022, 12, 6559. [Google Scholar] [CrossRef]
- The MBR Site. The MBR Site|Largest MBR Plants Worldwide. Available online: https://www.thembrsite.com/largest-mbr-plants/largest-membrane-bioreactor-plants-worldwide/ (accessed on 22 December 2022).
- Le-Clech, P.; Chen, V.; Fane, T.A.G. Fouling in Membrane Bioreactors Used in Wastewater Treatment. J. Membr. Sci. 2006, 284, 17–53. [Google Scholar] [CrossRef]
- Arif, A.U.A.; Sorour, M.T.; Aly, S.A. Cost Analysis of Activated Sludge and Membrane Bioreactor WWTPs Using CapdetWorks Simulation Program: Case Study of Tikrit WWTP (Middle Iraq). Alex. Eng. J. 2020, 59, 4659–4667. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, D.; Sun, M.; Hao Ngo, H.; Guo, W.; Wu, G.; Jia, W.; Shi, L.; Wu, Q.; Guo, F.; et al. Sustainability Evaluation and Implication of a Large Scale Membrane Bioreactor Plant. Bioresour. Technol. 2018, 269, 246–254. [Google Scholar] [CrossRef]
- Jahan, N.; Roy, H.; Reaz, A.H.; Arshi, S.; Rahman, E.; Firoz, S.H.; Islam, M.S. A Comparative Study on Sorption Behavior of Graphene Oxide and Reduced Graphene Oxide towards Methylene Blue. Case Stud. Chem. Environ. Eng. 2022, 6, 100239. [Google Scholar] [CrossRef]
- Islam, M.S.; Roy, H.; Afrose, S. Phosphoric Acid Surface Modified Moringa Oleifera Leaves Biochar for the Sequestration of Methyl Orange from Aqueous Solution: Characterizations, Isotherm, and Kinetics Analysis. Remediat. J. 2022, 32, 281–298. [Google Scholar] [CrossRef]
- Lofrano, G.; Brown, J. Wastewater Management through the Ages: A History of Mankind. Sci. Total Environ. 2010, 408, 5254–5264. [Google Scholar] [CrossRef] [PubMed]
- Brown, J.A. The Early History of Wastewater Treatment and Disinfection. In Impacts of Global Climate Change, Proceedings of the World Water and Environmental Resources Congress, Anchorage, AK, USA, 15–19 May 2005; American Society of Civil Engineers: Reston, VA, USA, 2005; pp. 1–7. [Google Scholar] [CrossRef]
- Symons, G.E. Water Treatment through the Ages. J. Am. Water Work. Assoc. 2006, 98, 87–98. [Google Scholar] [CrossRef]
- Bridgeman, J.; Baker, A.; Carliell-Marquet, C.; Carstea, E. Determination of Changes in Wastewater Quality through a Treatment Works Using Fluorescence Spectroscopy. Environ. Technol. 2013, 34, 3069–3077. [Google Scholar] [CrossRef] [PubMed]
- Mandal, B.; Purkayastha, A.; Prabhu, A.A.; Dasu, V.V. Development in Wastewater Treatment Plant Design. In Emerging Technologies in Environmental Bioremediation; Elsevier Inc.: Amsterdam, The Netherlands, 2020; pp. 311–321. [Google Scholar] [CrossRef]
- Gedda, G. Introduction to Conventional Wastewater Treatment Technologies: Limitations and Recent Advances. Mater. Res. Found. 2021, 91, 1–36. [Google Scholar] [CrossRef]
- Hoinkis, J.; Deowan, S.A.; Panten, V.; Figoli, A.; Huang, R.R.; Drioli, E. Membrane Bioreactor (MBR) Technology—A Promising Approach for Industrial Water Reuse. Procedia Eng. 2012, 33, 234–241. [Google Scholar] [CrossRef]
- Sutton, P.M. Membrane Bioreactors for Industrial Wastewater Treatment: Applicability and Selection of Optimal System Configuration. Proc. Water Environ. Fed. 2006, 2006, 3233–3248. [Google Scholar] [CrossRef]
- Sutton, P. Membrane Bioreactors for Industrial Wastewater Treatment: The State-of-the-Art Based on Full Scale Commercial Applications. Proc. Water Environ. Fed. 2003, 2003, 23–32. [Google Scholar] [CrossRef]
- Welo, U.; Siagian, R.; Khoiruddin, K.; Ting, Y.P.; Boopathy, R.; Wenten, I.G. Advances in Membrane Bioreactor: High Performance and Antifouling Configurations. Curr. Pollut. Rep. 2022, 8, 98–112. [Google Scholar] [CrossRef]
- Cote, P.; Alam, Z.; Penny, J. Hollow Fiber Membrane Life in Membrane Bioreactors (MBR). Desalination 2012, 288, 145–151. [Google Scholar] [CrossRef]
- Skoczko, I.; Puzowski, P.; Szatyłowicz, E. Experience from the Implementation and Operation of the Biological Membrane Reactor (Mbr) at the Modernized Wastewater Treatment Plant in Wydminy. Water 2020, 12, 3410. [Google Scholar] [CrossRef]
- Alnaizy, R.; Abdel-Jabbar, N.; Aidan, A.; Abachi, N. Modeling and Dynamic Analysis of a Membrane Bioreactor with Backwash Scheduling. Desalin. Water Treat. 2012, 41, 186–194. [Google Scholar] [CrossRef]
- The MBR Site. Polymeric and Ceramic Membrane Materials. Available online: https://www.thembrsite.com/membrane-processes-basics/membrane-materials-used-in-membrane-bioreactor-technology-polymeric-ceramic/ (accessed on 27 January 2023).
- Rana, D.; Matsuura, T. Surface-Modifications-for-Antifouling-Membranes. Chem. Rev. 2010, 110, 2448–2471. [Google Scholar] [CrossRef]
- Arefi-Oskoui, S.; Khataee, A.; Safarpour, M.; Orooji, Y.; Vatanpour, V. A Review on the Applications of Ultrasonic Technology in Membrane Bioreactors. Ultrason. Sonochem. 2019, 58, 104633. [Google Scholar] [CrossRef]
- Prado, M.; Borea, L.; Cesaro, A.; Liu, H.; Naddeo, V.; Belgiorno, V.; Ballesteros, F. Removal of Emerging Contaminant and Fouling Control in Membrane Bioreactors by Combined Ozonation and Sonolysis. Int. Biodeterior. Biodegrad. 2017, 119, 577–586. [Google Scholar] [CrossRef]
- Tan, X.; Acquah, I.; Liu, H.; Li, W.; Tan, S. A Critical Review on Saline Wastewater Treatment by Membrane Bioreactor (MBR) from a Microbial Perspective. Chemosphere 2019, 220, 1150–1162. [Google Scholar] [CrossRef]
- Radjenovic, J.; Matosic, M.; Mijatovic, I.; Petrovic, M.; Barceló, D. Membrane Bioreactor (MBR) as an Advanced Wastewater Treatment Technology. In Emerging Contaminants from Industrial and Municipal Waste; Springer: Berlin/Heidelberg, Germany, 2014; Volume 5, pp. 37–101. [Google Scholar]
- Pandey, A.; Singh, R.K. Industrial Waste Water Treatment by Membrane Systems. Indian J. Fundam. Appl. Life Sci. 2014, 4, 1168–1177. [Google Scholar]
- van der Marel, P.; Zwijnenburg, A.; Kemperman, A.; Wessling, M.; Temmink, H.; van der Meer, W. An Improved Flux-Step Method to Determine the Critical Flux and the Critical Flux for Irreversibility in a Membrane Bioreactor. J. Membr. Sci. 2009, 332, 24–29. [Google Scholar] [CrossRef]
- Iversen, V.; Koseoglu, H.; Yigit, N.O.; Drews, A.; Kitis, M.; Lesjean, B.; Kraume, M. Impacts of Membrane Flux Enhancers on Activated Sludge Respiration and Nutrient Removal in MBRs. Water Res. 2009, 43, 822–830. [Google Scholar] [CrossRef]
- Yoon, S.H.; Collins, J.H. A Novel Flux Enhancing Method for Membrane Bioreactor (MBR) Process Using Polymer. Desalination 2006, 191, 52–61. [Google Scholar] [CrossRef]
- Li, B.; Wu, G. Effects of Sludge Retention Times on Nutrient Removal and Nitrous Oxide Emission in Biological Nutrient Removal Processes. Int. J. Environ. Res. Public Health 2014, 11, 3553–3569. [Google Scholar] [CrossRef] [Green Version]
- Viero, A.F.; Sant’Anna, G.L. Is Hydraulic Retention Time an Essential Parameter for MBR Performance? J. Hazard. Mater. 2008, 150, 185–186. [Google Scholar] [CrossRef] [PubMed]
- Yoon, S.H.; Kim, H.S.; Yeom, I.T. The Optimum Operational Condition of Membrane Bioreactor (MBR): Cost Estimation of Aeration and Sludge Treatment. Water Res. 2004, 38, 37–46. [Google Scholar] [CrossRef] [PubMed]
- Estrada-Arriaga, E.B.; Mijaylova, P.N. Influence of Operational Parameters (Sludge Retention Time and Hydraulic Residence Time) on the Removal of Estrogens by Membrane Bioreactor. Environ. Sci. Pollut. Res. 2011, 18, 1121–1128. [Google Scholar] [CrossRef]
- Huang, Z.; Ong, S.L.; Ng, H.Y. Submerged Anaerobic Membrane Bioreactor for Low-Strength Wastewater Treatment: Effect of HRT and SRT on Treatment Performance and Membrane Fouling. Water Res. 2011, 45, 705–713. [Google Scholar] [CrossRef] [PubMed]
- Sweity, A.; Ying, W.; Belfer, S.; Oron, G.; Herzberg, M. pH Effects on the Adherence and Fouling Propensity of Extracellular Polymeric Substances in a Membrane Bioreactor. J. Membr. Sci. 2011, 378, 186–193. [Google Scholar] [CrossRef]
- Sanguanpak, S.; Chiemchaisri, C.; Chiemchaisri, W.; Yamamoto, K. Influence of Operating PH on Biodegradation Performance and Fouling Propensity in Membrane Bioreactors for Landfill Leachate Treatment. Int. Biodeterior. Biodegrad. 2015, 102, 64–72. [Google Scholar] [CrossRef]
- Zhang, A.; Liu, Z.; Chen, Y.; Kuschk, P.; Liu, Y. Effects of EPS on Membrane Fouling in a Hybrid Membrane Bioreactor for Municipal Wastewater Treatment. Membr. Water Treat. 2014, 5, 1–14. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, M.; Wang, F.; Hong, H.; Wang, A.; Wang, J.; Weng, X.; Lin, H. Membrane Fouling in a Submerged Membrane Bioreactor: Effect of pH and Its Implications. Bioresour. Technol. 2014, 152, 7–14. [Google Scholar] [CrossRef]
- Burman, I.; Sinha, A. A Review on Membrane Fouling in Membrane Bioreactors: Control and Mitigation. In Environmental Contaminants; Springer Nature Singapore Pte Ltd.: Singapore, 2018; pp. 281–315. [Google Scholar] [CrossRef]
- Xia, L.; Law, A.W.K.; Fane, A.G. Hydrodynamic Effects of Air Sparging on Hollow Fiber Membranes in a Bubble Column Reactor. Water Res. 2013, 47, 3762–3772. [Google Scholar] [CrossRef]
- Gao, D.W.; Fu, Y.; Tao, Y.; Li, X.X.; Xing, M.; Gao, X.H.; Ren, N.Q. Linking Microbial Community Structure to Membrane Biofouling Associated with Varying Dissolved Oxygen Concentrations. Bioresour. Technol. 2011, 102, 5626–5633. [Google Scholar] [CrossRef]
- Ueda, T.; Hata, K.; Kikuoka, Y.; Seino, O. Effects of Aeration on Suction Pressure in a Submerged Membrane Bioreactor. Water Res. 1997, 31, 489–494. [Google Scholar] [CrossRef]
- Krzeminski, P.; Van Der Graaf, J.H.J.M.; Van Lier, J.B. Specific Energy Consumption of Membrane Bioreactor (MBR) for Sewage Treatment. Water Sci. Technol. 2012, 65, 380–392. [Google Scholar] [CrossRef]
- Drews, A. Membrane Fouling in Membrane Bioreactors-Characterisation, Contradictions, Cause and Cures. J. Membr. Sci. 2010, 363, 1–28. [Google Scholar] [CrossRef]
- Drews, A.; Mante, J.; Iversen, V.; Vocks, M.; Lesjean, B.; Kraume, M. Impact of Ambient Conditions on SMP Elimination and Rejection in MBRs. Water Res. 2007, 41, 3850–3858. [Google Scholar] [CrossRef]
- Judd, S. The Status of Membrane Bioreactor Technology. Trends Biotechnol. 2008, 26, 109–116. [Google Scholar] [CrossRef]
- Poojamnong, K.; Tungsudjawong, K.; Khongnakorn, W.; Jutaporn, P. Characterization of Reversible and Irreversible Foulants in Membrane Bioreactor (MBR) for Eucalyptus Pulp and Paper Mill Wastewater Treatment Using Fluorescence Regional Integration. J. Environ. Chem. Eng. 2020, 8, 104231. [Google Scholar] [CrossRef]
- Al-Khafaji, S.S.; Al-Rekabi, W.S.; Mawat, M.J. Apply Membrane Biological Reactor (MBR) in Industrial Wastewater Treatment: A Mini Review. Eurasian J. Eng. Technol. 2022, 7, 98–106. [Google Scholar]
- Martínez, R.; Ruiz, M.O.; Ramos, C.; Cámara, J.M.; Diez, V. Fouling Control of Submerged and Side-Stream Membrane Bioreactors Based on the Statistical Analysis of Mid-Term Assays. J. Clean. Prod. 2021, 326, 129336. [Google Scholar] [CrossRef]
- de Andrade, L.H.; dos Santos Mendes, F.D.; Espindola, J.C.; Amaral, M.C.S. Internal versus External Submerged Membrane Bioreactor Configurations for Dairy Wastewater Treatment. Desalin. Water Treat. 2014, 52, 2920–2932. [Google Scholar] [CrossRef]
- Visvanathan, C. Treatment of Industrial Wastewater by Membrane Bioreactors. Waste Water Treat. Technol. II 2009, 76. [Google Scholar]
- Hashisho, J.; El-Fadel, M.; Al-Hindi, M.; Salam, D.; Alameddine, I. Hollow Fiber vs. Flat Sheet MBR for the Treatment of High Strength Stabilized Landfill Leachate. Waste Manag. 2016, 55, 249–256. [Google Scholar] [CrossRef] [PubMed]
- Tolu, H.; Iren, E.; Altinbas, M. Full Scale Sanitary Landfill Leachate Treatment by MBR: Flat Sheet vs. Hollow Fiber Membrane. J. Membr. Sci. Res. 2021, 7, 118–124. [Google Scholar] [CrossRef]
- Gadipelly, C.; Pérez-González, A.; Yadav, G.D.; Ortiz, I.; Ibáñez, R.; Rathod, V.K.; Marathe, K.V. Pharmaceutical Industry Wastewater: Review of the Technologies for Water Treatment and Reuse. Ind. Eng. Chem. Res. 2014, 53, 11571–11592. [Google Scholar] [CrossRef]
- Li, Z.; Yang, P. Review on Physicochemical, Chemical, and Biological Processes for Pharmaceutical Wastewater. IOP Conf. Ser. Earth Environ. Sci. 2018, 113, 012185. [Google Scholar] [CrossRef]
- Holkar, C.R.; Jadhav, A.J.; Pinjari, D.V.; Mahamuni, N.M.; Pandit, A.B. A Critical Review on Textile Wastewater Treatments: Possible Approaches. J. Environ. Manag. 2016, 182, 351–366. [Google Scholar] [CrossRef]
- Durai, G.; Rajasimman, M. Biological Treatment of Tannery Wastewater—A Review. J. Environ. Sci. Technol. 2011, 4, 1–17. [Google Scholar] [CrossRef]
- Baek, S.H.; Pagilla, K.R. Aerobic and Anaerobic Membrane Bioreactors for Municipal Wastewater Treatment. Water Environ. Res. 2006, 78, 133–140. [Google Scholar] [CrossRef]
- Dvořák, L.; Gómez, M.; Dolina, J.; Černín, A. Anaerobic Membrane Bioreactors—A Mini Review with Emphasis on Industrial Wastewater Treatment: Applications, Limitations and Perspectives. Desalin. Water Treat. 2015, 57, 19062–19076. [Google Scholar] [CrossRef]
- Wang, K.M.; Garcia, N.M.; Soares, A.; Jefferson, B.; McAdam, E.J. Comparison of Fouling between Aerobic and Anaerobic MBR Treating Municipal Wastewater. H2Open J. 2018, 1, 131–159. [Google Scholar] [CrossRef]
- Liu, W.; Song, X.; Huda, N.; Xie, M.; Li, G.; Luo, W. Comparison between Aerobic and Anaerobic Membrane Bioreactors for Trace Organic Contaminant Removal in Wastewater Treatment. Environ. Technol. Innov. 2020, 17, 100564. [Google Scholar] [CrossRef]
- Spagni, A.; Casu, S.; Grilli, S. Decolourisation of Textile Wastewater in a Submerged Anaerobic Membrane Bioreactor. Bioresour. Technol. 2012, 117, 180–185. [Google Scholar] [CrossRef]
- Singh, K.; Arora, S. Removal of Synthetic Textile Dyes from Wastewaters: A Critical Review on Present Treatment Technologies. Crit. Rev. Environ. Sci. Technol. 2011, 41, 807–878. [Google Scholar] [CrossRef]
- Yurtsever, A.; Sahinkaya, E.; Aktaş, Ö.; Uçar, D.; Çinar, Ö.; Wang, Z. Performances of Anaerobic and Aerobic Membrane Bioreactors for the Treatment of Synthetic Textile Wastewater. Bioresour. Technol. 2015, 192, 564–573. [Google Scholar] [CrossRef]
- Lin, H.; Gao, W.; Meng, F.; Liao, B.Q.; Leung, K.T.; Zhao, L.; Chen, J.; Hong, H. Membrane Bioreactors for Industrial Wastewater Treatment: A Critical Review. Crit. Rev. Environ. Sci. Technol. 2012, 42, 677–740. [Google Scholar] [CrossRef]
- Lin, H.; Peng, W.; Zhang, M.; Chen, J.; Hong, H.; Zhang, Y. A Review on Anaerobic Membrane Bioreactors: Applications, Membrane Fouling and Future Perspectives. Desalination 2013, 314, 169–188. [Google Scholar] [CrossRef]
- Pretel, R.; Robles, A.; Ruano, M.V.; Seco, A.; Ferrer, J. Economic and Environmental Sustainability of Submerged Anaerobic MBR-Based (AnMBR-Based) Technology as Compared to Aerobic-Based Technologies for Moderate-/High-Loaded Urban Wastewater Treatment. J. Environ. Manag. 2016, 166, 45–54. [Google Scholar] [CrossRef]
- Zhang, W.; Tang, B.; Bin, L. Research Progress in Biofilm-Membrane Bioreactor: A Critical Review. Ind. Eng. Chem. Res. 2017, 56, 6900–6909. [Google Scholar] [CrossRef]
- Asri, M.; Elabed, S.; Ibnsouda Koraichi, S.; El Ghachtouli, N. Biofilm-Based Systems for Industrial Wastewater Treatment. In Handbook of Environmental Materials Management; Springer: Cham, Switzerland, 2019; pp. 1767–1787. [Google Scholar] [CrossRef]
- Tang, B.; Yu, C.; Bin, L.; Zhao, Y.; Feng, X.; Huang, S.; Fu, F.; Ding, J.; Chen, C.; Li, P.; et al. Essential Factors of an Integrated Moving Bed Biofilm Reactor–Membrane Bioreactor: Adhesion Characteristics and Microbial Community of the Biofilm. Bioresour. Technol. 2016, 211, 574–583. [Google Scholar] [CrossRef]
- Lei, Z.; Yang, S.; Li, Y.Y.; Wen, W.; Wang, X.C.; Chen, R. Application of Anaerobic Membrane Bioreactors to Municipal Wastewater Treatment at Ambient Temperature: A Review of Achievements, Challenges, and Perspectives. Bioresour. Technol. 2018, 267, 756–768. [Google Scholar] [CrossRef]
- Charfi, A.; Ben Amar, N.; Harmand, J. Analysis of Fouling Mechanisms in Anaerobic Membrane Bioreactors. Water Res. 2012, 46, 2637–2650. [Google Scholar] [CrossRef]
- Aslam, M.; Lee, P.H.; Kim, J. Analysis of Membrane Fouling with Porous Membrane Filters by Microbial Suspensions for Autotrophic Nitrogen Transformations. Sep. Purif. Technol. 2015, 146, 284–293. [Google Scholar] [CrossRef]
- Du, X.; Shi, Y.; Jegatheesan, V.; Ul Haq, I. A Review on the Mechanism, Impacts and Control Methods of Membrane Fouling in MBR System. Membranes 2020, 10, 24. [Google Scholar] [CrossRef] [PubMed]
- Rudolph, G.; Virtanen, T.; Ferrando, M.; Güell, C.; Lipnizki, F.; Kallioinen, M. A Review of in Situ Real-Time Monitoring Techniques for Membrane Fouling in the Biotechnology, Biorefinery and Food Sectors. J. Membr. Sci. 2019, 588, 117221. [Google Scholar] [CrossRef]
- Virtanen, T.; Reinikainen, S.P.; Kögler, M.; Mänttäri, M.; Viitala, T.; Kallioinen, M. Real-Time Fouling Monitoring with Raman Spectroscopy. J. Membr. Sci. 2017, 525, 312–319. [Google Scholar] [CrossRef]
- Luo, W.; Arhatari, B.; Gray, S.R.; Xie, M. Seeing Is Believing: Insights from Synchrotron Infrared Mapping for Membrane Fouling in Osmotic Membrane Bioreactors. Water Res. 2018, 137, 355–361. [Google Scholar] [CrossRef]
- Cemanovic, A.; Manav, N.; Kizsilet, A.; Çinar, Ö. Recent Advances in Membrane Fouling Control in Wastewater Treatment Processes. Eur. J. Eng. Nat. Sci. 2019, 3, 173–179. [Google Scholar]
- Cheng, H.; Li, Y.; Li, L.; Chen, R.; Li, Y.Y. Long-Term Operation Performance and Fouling Behavior of a High-Solid Anaerobic Membrane Bioreactor in Treating Food Waste. Chem. Eng. J. 2020, 394, 124918. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, Z.; Wu, Z. Characterization of Membrane Foulants in a Full-Scale Membrane Bioreactor for Supermarket Wastewater Treatment. Process Biochem. 2011, 46, 1001–1009. [Google Scholar] [CrossRef]
- Maaz, M.; Yasin, M.; Aslam, M.; Kumar, G.; Atabani, A.E.; Idrees, M.; Anjum, F.; Jamil, F.; Ahmad, R.; Khan, A.L.; et al. Anaerobic Membrane Bioreactors for Wastewater Treatment: Novel Configurations, Fouling Control and Energy Considerations. Bioresour. Technol. 2019, 283, 358–372. [Google Scholar] [CrossRef]
- Guo, W.; Ngo, H.H.; Li, J. A Mini-Review on Membrane Fouling. Bioresour. Technol. 2012, 122, 27–34. [Google Scholar] [CrossRef]
- Fan, H.; Xiao, K.; Mu, S.; Zhou, Y.; Ma, J.; Wang, X.; Huang, X. Impact of Membrane Pore Morphology on Multi-Cycle Fouling and Cleaning of Hydrophobic and Hydrophilic Membranes during MBR Operation. J. Membr. Sci. 2018, 556, 312–320. [Google Scholar] [CrossRef]
- Abdelrasoul, A.; Doan, H.; Lohi, A.; Abdelrasoul, A.; Doan, H.; Lohi, A. Fouling in Membrane Filtration and Remediation Methods. In Mass Transfer—Advances in Sustainable Energy and Environment Oriented Numerical Modeling; IntechOpen: London, UK, 2013. [Google Scholar] [CrossRef]
- Maliwan, T.; Pungrasmi, W.; Lohwacharin, J. Effects of Microplastic Accumulation on Floc Characteristics and Fouling Behavior in a Membrane Bioreactor. J. Hazard. Mater. 2021, 411, 124991. [Google Scholar] [CrossRef]
- Salahi, A.; Abbasi, M.; Mohammadi, T. Permeate Flux Decline during UF of Oily Wastewater: Experimental and Modeling. Desalination 2010, 251, 153–160. [Google Scholar] [CrossRef]
- Salahi, A.; Mohammadi, T.; Rahmat Pour, A.; Rekabdar, F. Oily Wastewater Treatment Using Ultrafiltration. Desalin. Water Treat. 2012, 6, 289–298. [Google Scholar] [CrossRef]
- Banti, D.C.; Mitrakas, M.; Samaras, P. Membrane Fouling Controlled by Adjustment of Biological Treatment Parameters in Step-Aerating MBR. Membranes 2021, 11, 553. [Google Scholar] [CrossRef]
- Yamato, N.; Kimura, K.; Miyoshi, T.; Watanabe, Y. Difference in Membrane Fouling in Membrane Bioreactors (MBRs) Caused by Membrane Polymer Materials. J. Membr. Sci. 2006, 280, 911–919. [Google Scholar] [CrossRef]
- Erkan, H.S.; Turan, N.B.; Engin, G.O. Fouling Control in MBR in a Sustainable Perspective. In Current Developments in Biotechnology and Bioengineering—Advanced Membrane Separation Processes for Sustainable Water and Wastewater Management—Case Studies and Sustainability Analysis; Elsevier: Amsterdam, The Netherlands, 2020; pp. 21–57. [Google Scholar] [CrossRef]
- Qin, L.; Zhang, Y.; Xu, Z.; Zhang, G. Advanced Membrane Bioreactors Systems: New Materials and Hybrid Process Design. Bioresour. Technol. 2018, 269, 476–488. [Google Scholar] [CrossRef]
- Zhang, R.; Liu, Y.; He, M.; Su, Y.; Zhao, X.; Elimelech, M.; Jiang, Z. Antifouling Membranes for Sustainable Water Purification: Strategies and Mechanisms. Chem. Soc. Rev. 2016, 45, 5888–5924. [Google Scholar] [CrossRef]
- Leiknes, T.O.; Ødegaard, H. The Development of a Biofilm Membrane Bioreactor. Desalination 2007, 202, 135–143. [Google Scholar] [CrossRef]
- Chen, F.; Bi, X.; Ng, H.Y. Effects of Bio-Carriers on Membrane Fouling Mitigation in Moving Bed Membrane Bioreactor. J. Membr. Sci. 2016, 499, 134–142. [Google Scholar] [CrossRef]
- Wang, K.M.; Shen, Y.; Jiang, S.F.; Qiu, Z.X.; Zhou, J.H.; Wang, H.Y. The Effect of Different Static Biocarriers on Process Performance, Membrane Fouling and Microbial Community in Submerged Membrane Bioreactor Treating Municipal Wastewater under High and Low Carbon/Nitrogen Ratios. J. Water Process Eng. 2022, 47, 102709. [Google Scholar] [CrossRef]
- Rosenberger, S.; Helmus, F.P.; Krause, S.; Bareth, A.; Meyer-Blumenroth, U. Principles of an Enhanced MBR-Process with Mechanical Cleaning. Water Sci. Technol. 2011, 64, 1951–1958. [Google Scholar] [CrossRef] [PubMed]
- Meng, F.; Zhang, S.; Oh, Y.; Zhou, Z.; Shin, H.S.; Chae, S.R. Fouling in Membrane Bioreactors: An Updated Review. Water Res. 2017, 114, 151–180. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, M.; Mirbagheri, S.A. Critical Review of Fouling Mitigation Strategies in Membrane Bioreactors Treating Water and Wastewater. Bioresour. Technol. 2018, 258, 318–334. [Google Scholar] [CrossRef]
- Jiang, T.; Zhang, H.; Gao, D.; Dong, F.; Gao, J.; Yang, F. Fouling Characteristics of a Novel Rotating Tubular Membrane Bioreactor. Chem. Eng. Process. Process Intensif. 2012, 62, 39–46. [Google Scholar] [CrossRef]
- Jain, M.; Kumar, S.S.; Goswami, L. Aerobic and Anaerobic Bioreactor Systems for Wastewater Treatment. In Techno-Economics and Life Cycle Assessment of Bioreactors. Post-COVID-19 Waste Management Approach; Elsevier: Amsterdam, The Netherlands, 2022; pp. 13–22. [Google Scholar] [CrossRef]
- Fazal, S.; Zhang, B.; Zhong, Z.; Gao, L.; Lu, X.; Fazal, S.; Zhang, B.; Zhong, Z.; Gao, L.; Lu, X. Membrane Separation Technology on Pharmaceutical Wastewater by Using MBR (Membrane Bioreactor). J. Environ. Prot. 2015, 6, 299–307. [Google Scholar] [CrossRef]
- Bertanza, G.; Canato, M.; Laera, G.; Vaccari, M.; Svanström, M.; Heimersson, S. A Comparison between Two Full-Scale MBR and CAS Municipal Wastewater Treatment Plants: Techno-Economic-Environmental Assessment. Environ. Sci. Pollut. Res. Int. 2017, 24, 17383–17393. [Google Scholar] [CrossRef]
- Lee, T.H.; Young, S. Effects of Membrane Orientation on Permeate Flux Performance in a Submerged Membrane Bioreactor. Membr. Water Treat. 2012, 3, 141–149. [Google Scholar] [CrossRef]
- Shin, C.; Bae, J. Current Status of the Pilot-Scale Anaerobic Membrane Bioreactor Treatments of Domestic Wastewaters: A Critical Review. Bioresour. Technol. 2018, 247, 1038–1046. [Google Scholar] [CrossRef]
- Dixon, M.A.; Abbas, T.R.; Al-Furaiji, M.H.; Abed-Ali, R.H. Membrane Bioreactor with External Side-Stream Membranes and High Cross Flow Velocity to Treat Municipal Wastewater. Eng. Technol. J. 2020, 38, 1–8. [Google Scholar] [CrossRef]
- Judd, S.J. The Status of Industrial and Municipal Effluent Treatment with Membrane Bioreactor Technology. Chem. Eng. J. 2016, 305, 37–45. [Google Scholar] [CrossRef]
- Banti, D.C.; Tsangas, M.; Samaras, P.; Zorpas, A. LCA of a Membrane Bioreactor Compared to Activated Sludge System for Municipal Wastewater Treatment. Membranes 2020, 10, 421. [Google Scholar] [CrossRef]
- Sun, J.; Liang, P.; Yan, X.; Zuo, K.; Xiao, K.; Xia, J.; Qiu, Y.; Wu, Q.; Wu, S.; Huang, X.; et al. Reducing Aeration Energy Consumption in a Large-Scale Membrane Bioreactor: Process Simulation and Engineering Application. Water Res. 2016, 93, 205–213. [Google Scholar] [CrossRef]
- Aslam, A.; Khan, S.J.; Shahzad, H.M.A. Anaerobic Membrane Bioreactors (AnMBRs) for Municipal Wastewater Treatment- Potential Benefits, Constraints, and Future Perspectives: An Updated Review. Sci. Total Environ. 2022, 802, 149612. [Google Scholar] [CrossRef]
- Maere, T.; Verrecht, B.; Moerenhout, S.; Judd, S.; Nopens, I. BSM-MBR: A Benchmark Simulation Model to Compare Control and Operational Strategies for Membrane Bioreactors. Water Res. 2011, 45, 2181–2190. [Google Scholar] [CrossRef]
- Judd, S.J. Membrane Technology Costs and Me. Water Res. 2017, 122, 1–9. [Google Scholar] [CrossRef]
- Guo, T.; Englehardt, J.; Wu, T. Review of Cost versus Scale: Water and Wastewater Treatment and Reuse Processes. Water Sci. Technol. 2014, 69, 223–234. [Google Scholar] [CrossRef]
- Jalab, R.; Awad, A.M.; Nasser, M.S.; Minier-Matar, J.; Adham, S.; Judd, S.J. An Empirical Determination of the Whole-Life Cost of FO-Based Open-Loop Wastewater Reclamation Technologies. Water Res. 2019, 163, 114879. [Google Scholar] [CrossRef]
- Krzeminski, P.; Leverette, L.; Malamis, S.; Katsou, E. Membrane Bioreactors—A Review on Recent Developments in Energy Reduction, Fouling Control, Novel Configurations, LCA and Market Prospects. J. Membr. Sci. 2017, 527, 207–227. [Google Scholar] [CrossRef]
- The MBR Site. The MBR Site|Energy Consumption in MBRs. Available online: https://www.thembrsite.com/mbr-costs/energy-consumption-mbrs/ (accessed on 26 January 2023).
- Barillon, B.; Ruel, S.M.; Langlais, C.; Lazarova, V. Energy Efficiency in Membrane Bioreactors. Water Sci. Technol. 2013, 67, 2685–2691. [Google Scholar] [CrossRef]
- Gabarrón, S.; Dalmau, M.; Porro, J.; Rodriguez-Roda, I.; Comas, J. Optimization of Full-Scale Membrane Bioreactors for Wastewater Treatment through a Model-Based Approach. Chem. Eng. J. 2015, 267, 34–42. [Google Scholar] [CrossRef]
- Kurita, T.; Kimura, K.; Watanabe, Y. Energy Saving in the Operation of Submerged MBRs by the Insertion of Baffles and the Introduction of Granular Materials. Sep. Purif. Technol. 2015, 141, 207–213. [Google Scholar] [CrossRef]
- Liu, L.; Liu, J.; Gao, B.; Yang, F. Minute Electric Field Reduced Membrane Fouling and Improved Performance of Membrane Bioreactor. Sep. Purif. Technol. 2012, 86, 106–112. [Google Scholar] [CrossRef]
- Gabarrón, S.; Ferrero, G.; Dalmau, M.; Comas, J.; Rodriguez-Roda, I. Assessment of Energy-Saving Strategies and Operational Costs in Full-Scale Membrane Bioreactors. J. Environ. Manag. 2014, 134, 8–14. [Google Scholar] [CrossRef] [PubMed]
- Yamashita, K.; Itokawa, H.; Hashimoto, T. Demonstration of Energy-Saving Membrane Bioreactor (MBR) Systems. Water Sci. Technol. 2019, 79, 448–457. [Google Scholar] [CrossRef] [PubMed]
- Jalilnejad, E.; Sadeghpour, P.; Ghasemzadeh, K. Advances in Membrane Bioreactor Technology. In Current Trends and Future Developments on (Bio-) Membranes. Ceramic Membrane Bioreactors; Elsevier: Amsterdam, The Netherlands, 2020; pp. 1–29. [Google Scholar] [CrossRef]
- Bae, S.; De Sotto, R.; Lee, W.; Ho, J. Energy Efficiency and Biofouling Control in a Pilot-Scale Membrane Bioreactor Using Low-Frequency Reciprocating Motion and the Succession of Biofilm Communities Resistant to Mechanical Shear. Bioresour. Technol. Rep. 2020, 11, 100523. [Google Scholar] [CrossRef]
- Battistelli, A.A.; Belli, T.J.; Costa, R.E.; Justino, N.M.; Silveira, D.D.; Lobo-Recio, M.A.; Lapolli, F.R. Application of Low-Density Electric Current to Performance Improvement of Membrane Bioreactor Treating Raw Municipal Wastewater. Int. J. Environ. Sci. Technol. 2019, 16, 3949–3960. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Installation | Location | Technology Supplier | Commissioning Date | PDF (MLD) | ADF (MLD) |
|---|---|---|---|---|---|
| Henriksdal, Sweden | Stockholm, Sweden | SUEZ | 2026 (Expected) | 864 | 536 |
| Euclid | Cuyahoga County, Ohio, USA | 2018 | 250 | 83 | |
| Seine Aval | Acheres, France | 2016 | 357 | 224 | |
| Shunyi | Beijing, China | 2016 | 234 | 180 | |
| Big Creek WRF | Fulton County, GA, USA | Kubota | 2024 (Expected) | 240 | 120 |
| Al Ansab | Muscat, Oman | 2018 | 125 | 96 | |
| Sambo (aka Sanpou) sewage treatment plant (STP) | Sakai, Japan | 2010 | 83.5 | 59.7 | |
| Sabadell | Spain | 2009 | 55 | — | |
| Huaifang Water Recycling Project | Beijing, China | Memstar | 2016 | 780 | 600 |
| Gaoyang Textile Industrial Park WWTP Phase 1, 2, and 3 | Gaoyong, China | 2016 | 260 | 260 | |
| Jiaxin Project | Jiaxin, China | 2016 | 195 | 150 | |
| Guangzhou Jingxi | Guangzhou, China | 2010 | 169 | 130 | |
| Beihu WWTP | Hubei, China | Beijing Origin Water (BOW) | 2019 | 1040 | 800 |
| Water Affairs Integrative EPC | Xingyi, Guizhou, China | 2016–2017 | 399 | 307 | |
| Huhehaote Xinxinban WWTP | Inner Mongolia, China | 2016 | 260 | 200 | |
| Gongchon STP | Gongchon, South Korea | Econity | 2012 | 65 | 65 |
| Hwaseong-Dongtan STP | Hwaseong City, Gyeonggi Province, South Korea | Mitsubishi Chemical Aqua Solutions | 2016 | 122 | 122 |
| MBR Type | Submerged MBR | Side-Stream MBR |
|---|---|---|
| Compatibility with wastewater type | Low-strength wastewater with good filterability | Higher strength with poor filterability |
| Membrane flux | Lower membrane flux or lower permeate per unit area of membrane | Higher membrane flux or higher permeate per unit area of membrane |
| Transmembrane pressure | Reduced transmembrane pressure needed | Increased transmembrane pressure is required |
| Power requirement | Lower power per m3 of wastewater treated needed | High power per m3 of wastewater treated needed |
| Susceptibility to variations | less susceptible to changes in the characteristics of the wastewater and flow irregularities | More susceptible to changes in the characteristics of the wastewater and flow irregularities |
| Requirement of membrane area | Large surface area needed | Less surface area needed |
| Backwashing and cleaning of membrane | More frequently needs backwashing and cleaning | Less frequently needs backwashing and cleaning |
| Operational flexibility | Less-flexible operation | Control parameters provide for more operational flexibility |
| Expansion of WWTP capacity | Problematic to extend capacity | Simpler to extend |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahman, T.U.; Roy, H.; Islam, M.R.; Tahmid, M.; Fariha, A.; Mazumder, A.; Tasnim, N.; Pervez, M.N.; Cai, Y.; Naddeo, V.; et al. The Advancement in Membrane Bioreactor (MBR) Technology toward Sustainable Industrial Wastewater Management. Membranes 2023, 13, 181. https://doi.org/10.3390/membranes13020181
Rahman TU, Roy H, Islam MR, Tahmid M, Fariha A, Mazumder A, Tasnim N, Pervez MN, Cai Y, Naddeo V, et al. The Advancement in Membrane Bioreactor (MBR) Technology toward Sustainable Industrial Wastewater Management. Membranes. 2023; 13(2):181. https://doi.org/10.3390/membranes13020181
Chicago/Turabian StyleRahman, Tanzim Ur, Hridoy Roy, Md. Reazul Islam, Mohammed Tahmid, Athkia Fariha, Antara Mazumder, Nishat Tasnim, Md. Nahid Pervez, Yingjie Cai, Vincenzo Naddeo, and et al. 2023. "The Advancement in Membrane Bioreactor (MBR) Technology toward Sustainable Industrial Wastewater Management" Membranes 13, no. 2: 181. https://doi.org/10.3390/membranes13020181