

Use of Nucleating Agent NA11 in the Preparation of Polyvinylidene Fluoride Dual-Layer Hollow Fiber Membranes

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Nucleating Agent for PVDF
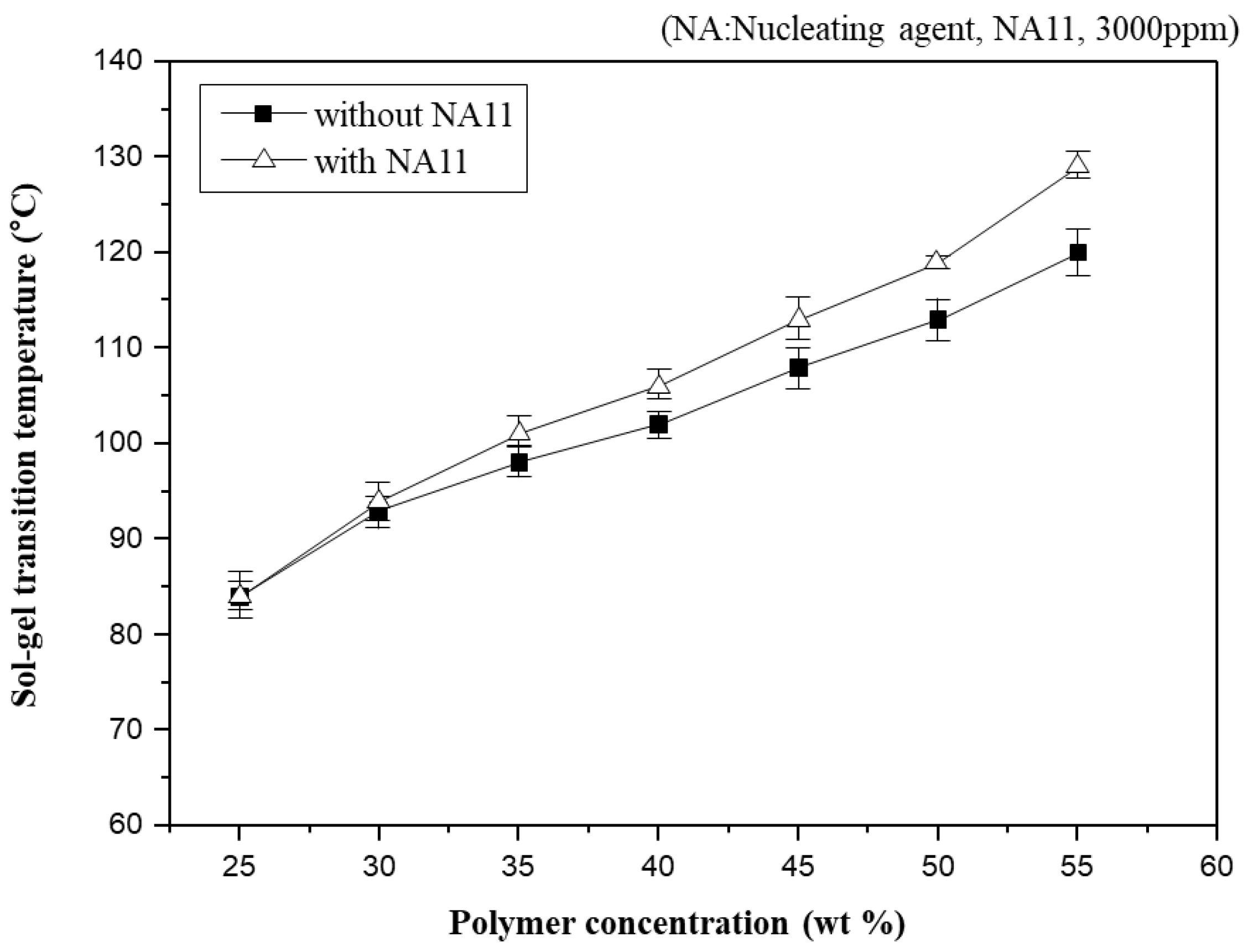
2.2.1. Sol-Gel Transition Temperature (Tsg)
2.2.2. Thermal Properties
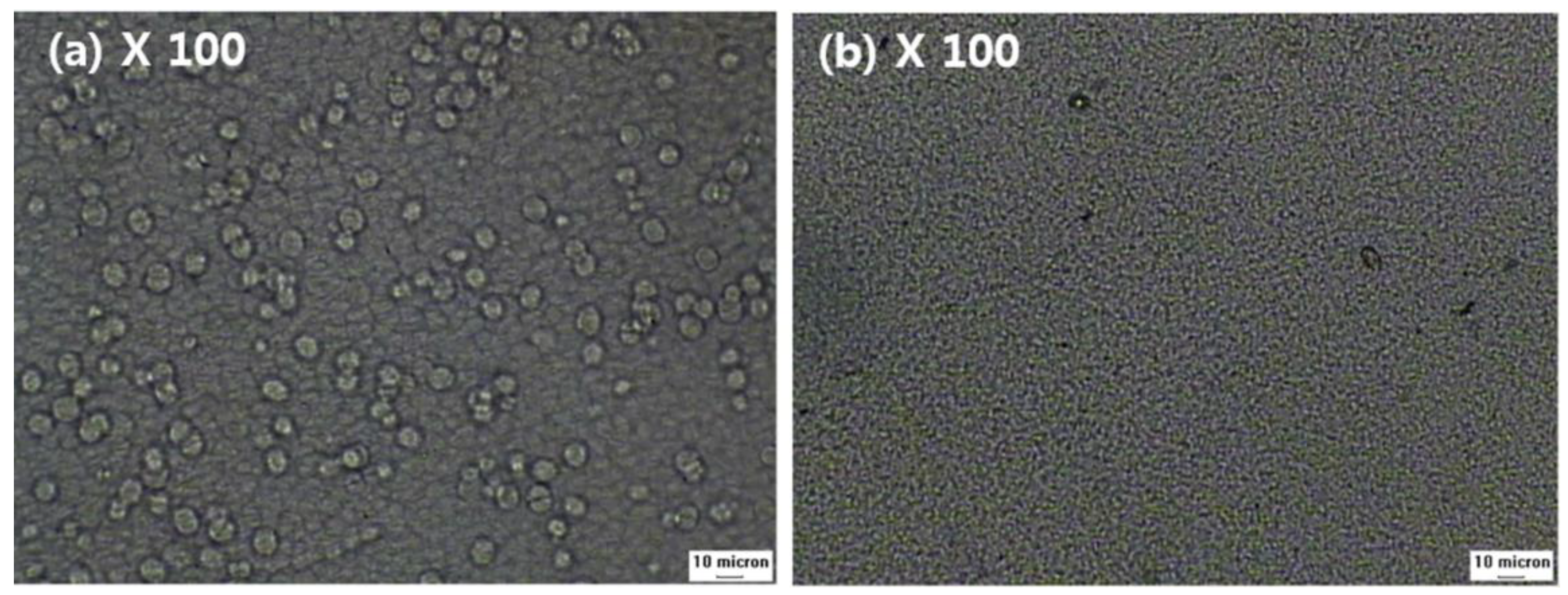
2.2.3. Isothermal Crystallization
2.3. Preparation of Dope Solution
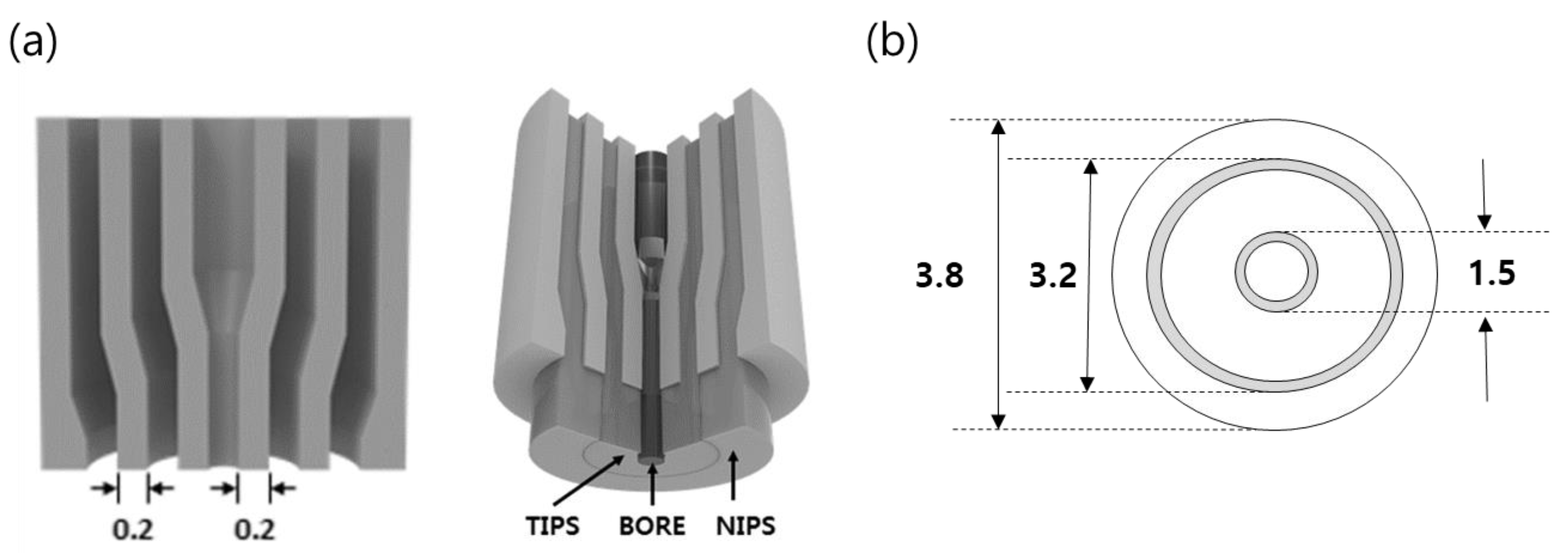
2.4. Preparation of Dual-Layer Hollow Fiber Membrane
2.5. Characterization of Dual-Layer Hollow Fiber Membrane
3. Results and Discussion
3.1. Effect of Nucleating Agent
3.1.1. Sol-Gel Transition Temperature (Tsg)
3.1.2. Non-Isothermal and Isothermal Crystallization
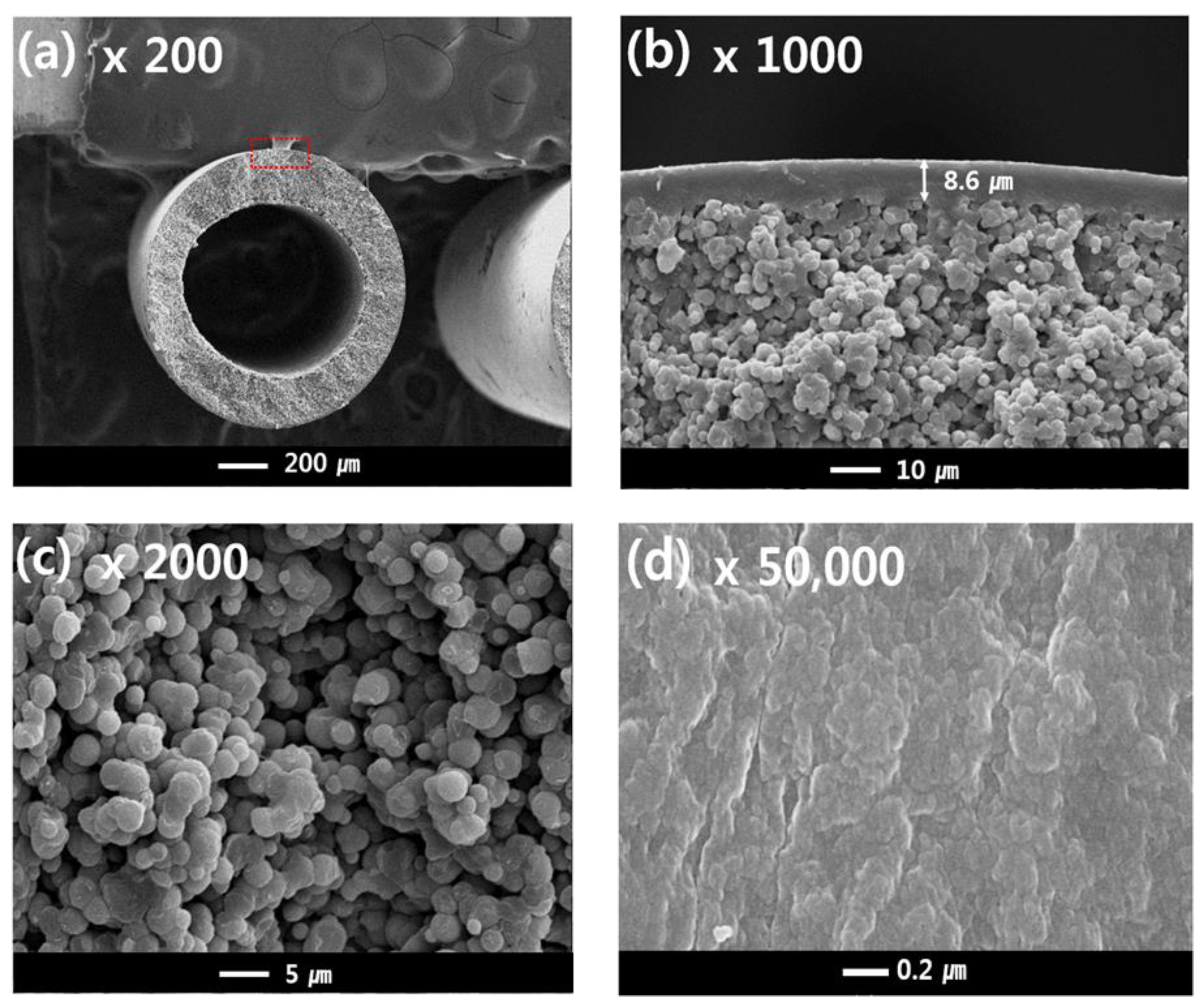
3.2. Single Layer Membrane—Morphology
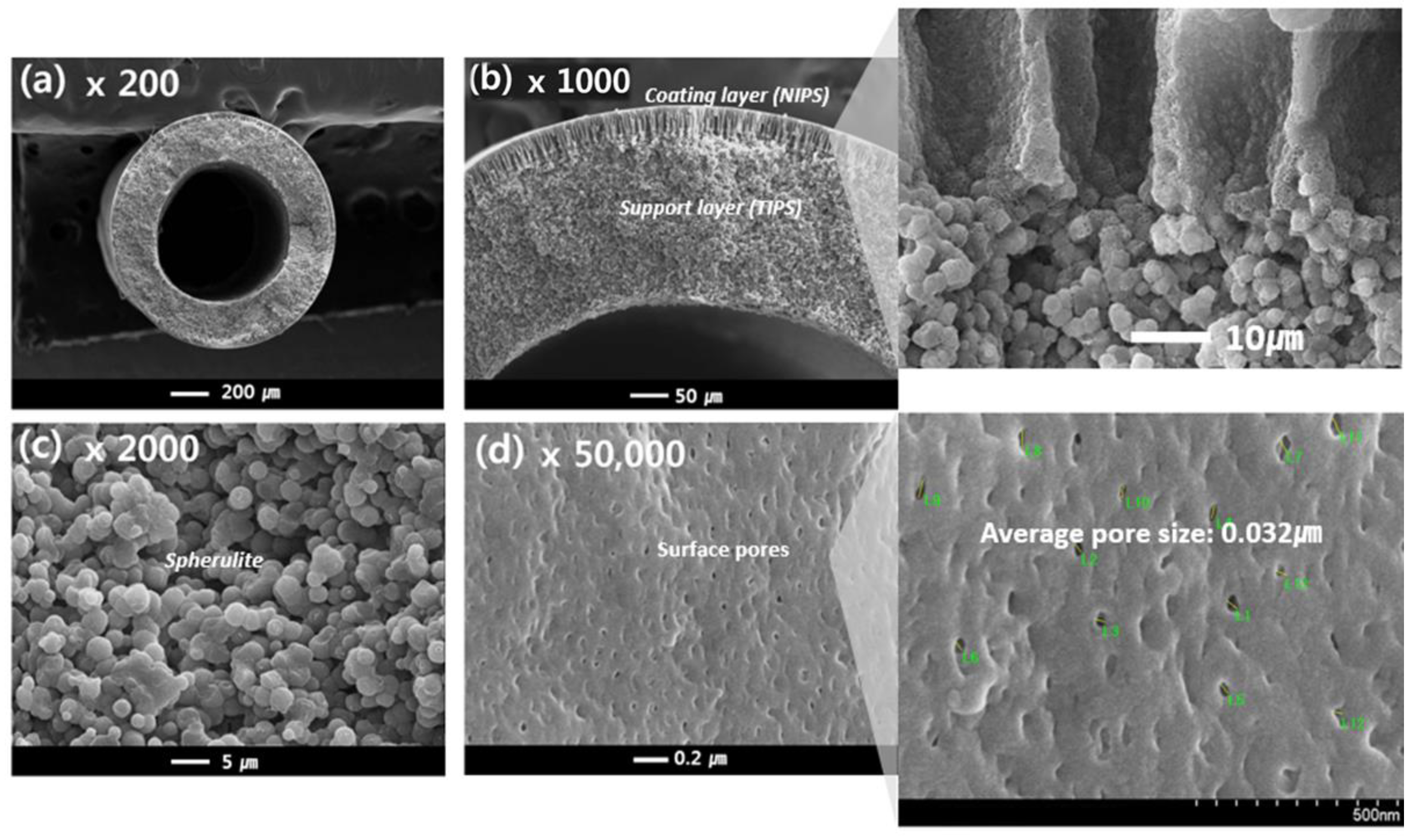
3.3. Dual-Layer Membrane- Morphology
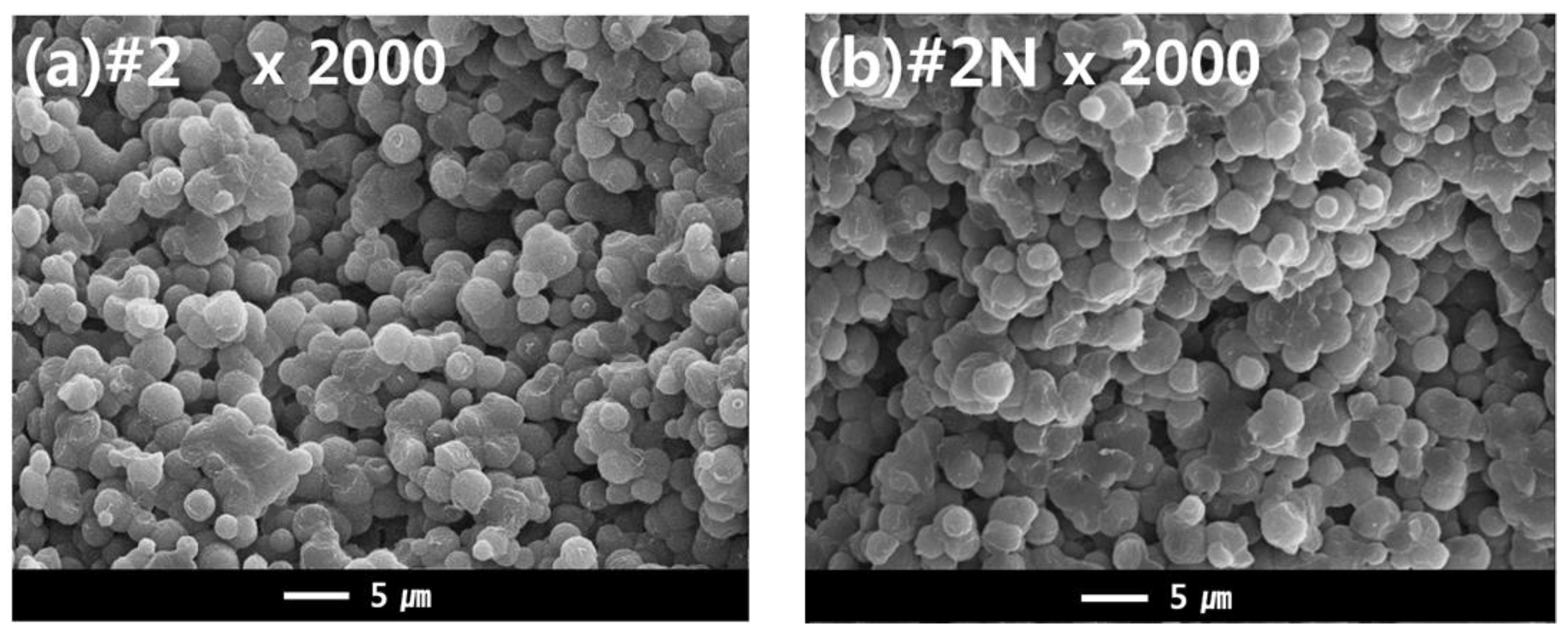
3.4. Dual-Layer Membrane—Effect of NA11 on Crystallization
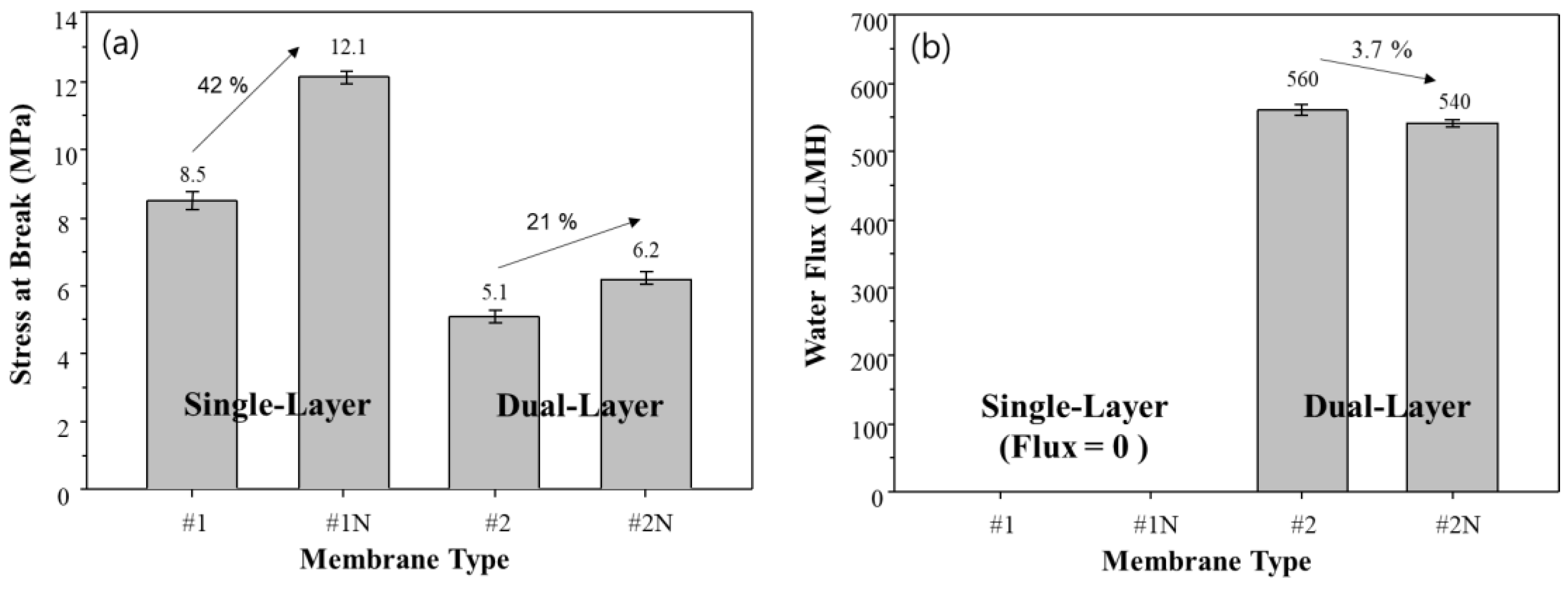
3.5. Effect of NA11 on Mechanical Properties
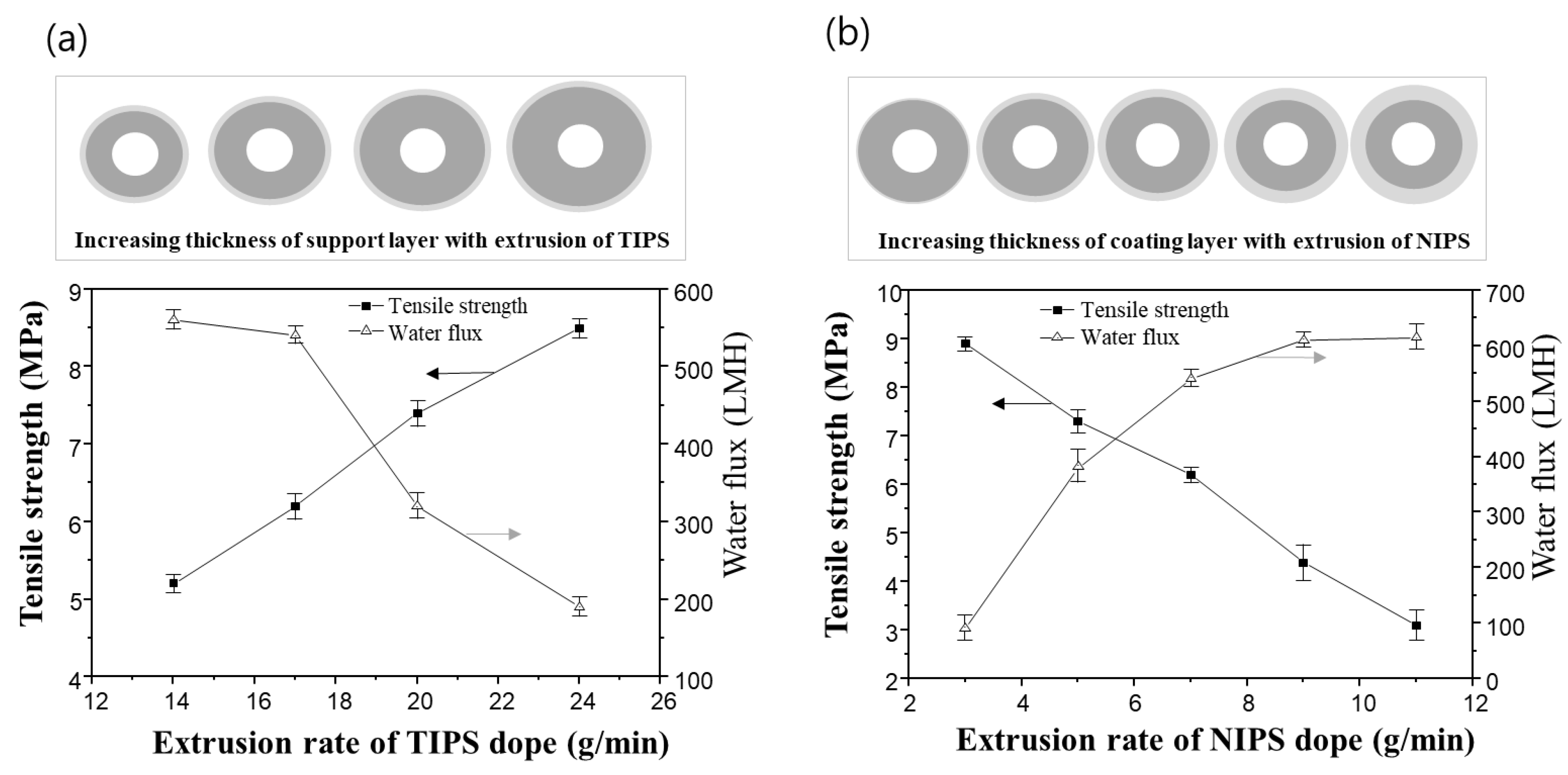
3.6. Effect of Membrane Thickness on Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Armor, J.N. Challenges in membrane catalysis. ChemInform 1993, 24, 557. [Google Scholar]
- Kang, G.D.; Cao, Y.M. Application and modification of poly(vinylidenefluoride) (PVDF) membranes—A review. J. Memb. Sci. 2014, 463, 145–165. [Google Scholar] [CrossRef]
- Liu, F.; Hashim, N.A.; Liu, Y.; Moghareh Abed, M.R.; Li, K. Progress in the production and modification of PVDF membranes. J. Memb. Sci. 2011, 375, 1–27. [Google Scholar] [CrossRef]
- Rajabzadeh, S.; Maruyama, T.; Sotani, T.; Matsuyama, H. Preparation of PVDF hollow fiber membrane from a ternary polymer/solvent/nonsolvent system via thermally induced phase separation (TIPS) method. Sep. Purif. Technol. 2008, 63, 415–423. [Google Scholar] [CrossRef]
- Ji, G.-L.; Zhu, L.-P.; Zhu, B.-K.; Zhang, C.-F.; Xu, Y.-Y. Structure formation and characterization of PVDF hollow fiber membrane prepared via TIPS with diluent mixture. J. Memb. Sci. 2008, 319, 264–270. [Google Scholar] [CrossRef]
- Gu, M.; Zhang, J.; Wang, X.; Tao, H.; Ge, L. Formation of poly(vinylidene fluoride) (PVDF) membranes via thermally induced phase separation. Desalination. 2006, 192, 160–167. [Google Scholar] [CrossRef]
- Gu, M.; Zhang, J.; Wang, X.; Ma, W. Crystallization behavior of PVDF in PVDF-DMP system via thermally induced phase separation. J. Appl. Polym. Sci. 2006, 102, 3714–3719. [Google Scholar] [CrossRef]
- Su, Y.; Chen, C.; Li, Y.; Li, J. PVDF Membrane Formation via Thermally Induced Phase Separation. J. Macromol. Sci. Part A. 2007, 44, 99–104. [Google Scholar] [CrossRef]
- Su, Y.; Chen, C.; Li, Y.; Li, J. Preparation of PVDF Membranes via TIPS Method: The Effect of Mixed Diluents on Membrane Structure and Mechanical Property. J. Macromol. Sci. Part A. 2007, 44, 305–313. [Google Scholar] [CrossRef]
- Cha, B.J.; Yang, J.M. Preparation of poly(vinylidene fluoride) hollow fiber membranes for microfiltration using modified TIPS process. J. Memb. Sci. 2007, 291, 191–198. [Google Scholar] [CrossRef]
- Wu, L.; Sun, J.; He, C. Effects of solvent sort, PES and PVP concentration on the properties and morphology of PVDF/PES blend hollow fiber membranes. J. Appl. Polym. Sci. 2010, 116, 1566–1573. [Google Scholar] [CrossRef]
- Ji, G.L.; Zhu, B.K.; Zhang, C.F.; Xu, Y.Y. Nonisothermal crystallization kinetics of poly(vinylidene fluoride) in a poly(vinylidene fluoride)/dibutyl phthalate/di(2-ethylhexyl)phthalate system via thermally induced phase separation. J. Appl. Polym. Sci. 2008, 107, 2109–2117. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Kinzer, K.E.; Tseng, H. Microporous membrane formation via thermally induced phase separation. I. Solid-liquid phase separation. J. Memb. Sci. 1990, 52, 239–261. [Google Scholar] [CrossRef]
- Cha, B.; Char, K.; Kim, J.-J.; Kim, S.; Kim, C. The effects of diluent molecular weight on the structure of thermally-induced phase separation membrane. J. Memb. Sci. 1995, 108, 219–229. [Google Scholar] [CrossRef]
- Matsuyama, H.; Okafuji, H.; Maki, T.; Teramoto, M.; Kubota, N. Preparation of polyethylene hollow fiber membrane via thermally induced phase separation. J. Memb. Sci. 2003, 223, 119–126. [Google Scholar] [CrossRef]
- Liu, J.; Lu, X.L.; Wu, C.R. Effect of annealing conditions on crystallization behavior and mechanical properties of NIPS poly(vinylidene fluoride) hollow fiber membranes. J. Appl. Polym. Sci. 2013, 129, 1417–1425. [Google Scholar] [CrossRef]
- Kong, J.; Li, K. Preparation of PVDF hollow-fiber membranes via immersion precipitation. J. Appl. Polym. Sci. 2001, 81, 1643–1653. [Google Scholar] [CrossRef]
- Rajabzadeh, S.; Maruyama, T.; Ohmukai, Y.; Sotani, T.; Matsuyama, H. Preparation of PVDF/PMMA blend hollow fiber membrane via thermally induced phase separation (TIPS) method. Sep. Purif. Technol. 2009, 66, 76–83. [Google Scholar] [CrossRef]
- Song, Z.; Xing, M.; Zhang, J.; Li, B.; Wang, S. Determination of phase diagram of a ternary PVDF/γ-BL/DOP system in TIPS process and its application in preparing hollow fiber membranes for membrane distillation. Sep. Purif. Technol. 2021, 90, 221–230. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Kim, S.S. Microporous membrane formation via thermally-induced phase separation. III. Effect of thermodynamic interactions on the structure of isotactic polypropylene membranes. J. Memb. Sci. 1991, 64, 13–29. [Google Scholar] [CrossRef]
- Li, X.; Xu, G.; Lu, X.; Xiao, C. Effects of mixed diluent compositions on poly(vinylidene fluoride) membrane morphology in a thermally induced phase-separation process. J. Appl. Polym. Sci. 2008, 107, 3630–3637. [Google Scholar] [CrossRef]
- Lu, X.; Li, X. Preparation of polyvinylidene fluoride membrane via a thermally induced phase separation using a mixed diluent. J. Appl. Polym. Sci. 2009, 114, 1213–1219. [Google Scholar] [CrossRef]
- Ji, G.L.; Du, C.H.; Zhu, B.K.; Xu, Y.Y. Preparation of porous PVDF membrane via thermally induced phase separation with diluent mixture of DBP and DEHP. J. Appl. Polym. Sci. 2007, 105, 1496–1502. [Google Scholar] [CrossRef]
- He, T.; Mulder, M.; Wessling, M. Preparation of porous hollow fiber membranes with a triple-orifice spinneret. J. Appl. Polym. Sci. 2003, 87, 2151–2157. [Google Scholar] [CrossRef]
- Broens, L.; Altena, F.; Smolders, C.; Koenhen, D. Asymmetric membrane structures as a result of phase separation phenomena. Desalination. 1980, 32, 33–45. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Du, Q.; Wu, Y.; Wang, P.; Wu, J. Fabrication of polysulfone asymmetric hollow-fiber membranes by coextrusion through a triple-orifice spinneret. J. Appl. Polym. Sci. 2004, 94, 259–266. [Google Scholar] [CrossRef]
- Li, K.; Wang, D.; Koe, C.; Teo, W. Use of asymmetric hollow fibre modules for elimination of H2S from gas streams via a membrane absorption method. Chem. Eng. Sci. 1998, 53, 1111–1119. [Google Scholar] [CrossRef]
- Young, T.-H.; Chen, L.-W. A two step mechanism of diffusion-controlled ethylene vinyl alcohol membrane formation. J. Memb. Sci. 1991, 57, 69–81. [Google Scholar] [CrossRef]
- Wijmans, J.; Baaij, J.; Smolders, C. The mechanism of formation of microporous or skinned membranes produced by immersion precipitation. J. Memb. Sci. 1983, 14, 263–274. [Google Scholar] [CrossRef] [Green Version]
- Bonyadi, S.; Chung, T.-S. Highly porous and macrovoid-free PVDF hollow fiber membranes for membrane distillation by a solvent-dope solution co-extrusion approach. J. Memb. Sci. 2009, 331, 66–74. [Google Scholar] [CrossRef]
- Wienk, I.; Teunis, H.; Smolders, C. A new spinning technique for hollow fiber ultrafiltration membranes. J. Memb. Sci. 1993, 78, 93–100. [Google Scholar] [CrossRef]
- Ding, X.; Cao, Y.; Zhao, H.; Wang, L. Interfacial morphology between the two layers of the dual-layer asymmetric hollow fiber membranes fabricated by co-extrusion and dry-jet wet-spinning phase-inversion techniques. J. Memb. Sci. 2013, 444, 482–492. [Google Scholar] [CrossRef]
- Albrecht, W.; Kneifel, K.; Weigel, T.; Hilke, R.; Just, R.; Schossig, M.; Ebert, K.; Lendlein, A. Preparation of highly asymmetric hollow fiber membranes from poly(ether imide) by a modified dry–wet phase inversion technique using a triple spinneret. J. Memb. Sci. 2005, 262, 69–80. [Google Scholar] [CrossRef]
- Fang, C.; Jeon, S.; Rajabzadeh, S.; Fang, L.; Cheng, L.; Matsuyama, H. Tailoring both the surface pore size and sub-layer structures of PVDF membranes prepared by the TIPS process with a triple orifice spinneret. J. Mater. Chem. A 2018, 6, 20712–20724. [Google Scholar] [CrossRef]
- Zhang, P.; Fang, C.; Rajabzadeh, S.; Liu, W.; Jia, Y.; Shen, Q.; Zhang, L.; Wang, S.; Kato, N.; Matsuyama, H. Effect of polymer molecular weight on structure and performance of PVDF hollow fiber membranes prepared via TIPS process with co-extrusion of solvent using triple orifice spinneret. J. Memb. Sci. 2021, 620, 118854. [Google Scholar] [CrossRef]
- Wienk, I.; Boom, R.; Beerlage, M.; Bulte, A.; Smolders, C.; Strathmann, H. Recent advances in the formation of phase inversion membranes made from amorphous or semi-crystalline polymers. J. Memb. Sci. 1996, 113, 361–371. [Google Scholar] [CrossRef] [Green Version]
- Boom, R.; Wienk, I.; Van den Boomgaard, T.; Smolders, C. Microstructures in phase inversion membranes. Part 2. The role of a polymeric additive. J. Memb. Sci. 1992, 73, 277–292. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.T.; Song, K.; Kim, S.S. Effects of nucleating agents on preparation of polypropylene hollow fiber membranes by melt spinning process. Macromol. Res. 2002, 10, 127–134. [Google Scholar] [CrossRef]
- Zhang, X.; Xie, F.; Pen, Z.; Zhang, Y.; Zhang, Y.; Zhou, W. Effect of nucleating agent on the structure and properties of polypropylene/poly(ethylene–octene) blends. Eur. Polym. J. 2002, 38, 1–6. [Google Scholar] [CrossRef]
- Luo, B.; Zhang, J.; Wang, X.; Zhou, Y.; Wen, J. Effects of nucleating agents and extractants on the structure of polypropylene microporous membranes via thermally induced phase separation. Desalination. 2006, 192, 142–150. [Google Scholar] [CrossRef]
- Schneider, S.; Drujon, X.; Lotz, B.; Wittmann, J. Self-nucleation and enhanced nucleation of polyvinylidene fluoride (α-phase). Polymer 2001, 42, 8787–8789. [Google Scholar] [CrossRef]
- Schneider, S.; Drujon, X.; Wittmann, J.; Lotz, B. Impact of nucleating agents of PVDF on the crystallization of PVDF/PMMA blends. Polymer 2001, 42, 8799–8806. [Google Scholar] [CrossRef]
- Behrendt, N.; Mohmeyer, N.; Hillenbrand, J.; Klaiber, M.; Zhang, X.; Sessler, G.M.; Schmidt, H.W.; Altstadt, V. Charge storage behavior of isotropic and biaxially oriented polypropylene films containing α- and β-nucleating agents. J. Appl. Polym. Sci. 2005, 99, 650–658. [Google Scholar] [CrossRef]
- Phulkerd, P.; Nakabayashi, T.; Iwasaki, S.; Yamaguchi, M. Enhancement of drawdown force in polypropylene containing nucleating agent. J. Appl. Polym. Sci. 2019, 136, 47295. [Google Scholar] [CrossRef]
- Cho, J.W.; Song, H.Y.; Kim, S.Y. Thermoreversible gelation of poly(vinylidene fluoride) in γ-butyrolactone solution. Polymer 1993, 34, 1024–1027. [Google Scholar] [CrossRef]
- Pereira, C.C.; Nobrega, R.; Peinemann, K.-V.; Borges, C.P. Hollow fiber membranes obtained by simultaneous spinning of two polymer solutions: A morphological study. J. Memb. Sci. 2003, 226, 35–50. [Google Scholar] [CrossRef]
- Duarte, L.T.; Pereira, C.C.; Habert, A.C.; Borges, C.P. Polyurethane/polyethersulphone composite hollow fibers produced by simultaneous spinning of two polymer solutions. J. Memb. Sci. 2008, 311, 12–22. [Google Scholar] [CrossRef]
- Li, X.; Liu, H.; Xiao, C.; Ma, S.; Zhao, X. Effect of take-up speed on polyvinylidene fluoride hollow fiber membrane in a thermally induced phase separation process. J. Appl. Polym. Sci. 2013, 128, 1054–1060. [Google Scholar] [CrossRef]
- Tazaki, M.; Wada, R.; Abe, M.O.; Homma, T. Crystallization and gelation of poly(vinylidene fluoride) in organic solvents. J. Appl. Polym. Sci. 1997, 65, 1517–1524. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Lim, G. Microporous membrane formation via thermally-induced phase separation. VII. Effect of dilution, cooling rate, and nucleating agent addition on morphology. J. Memb. Sci. 1993, 79, 27–34. [Google Scholar]
- Okada, T.; Saito, H.; Yamazaki, M.; Inoue, T. Effect of nucleating agent on the structure development in isotactic polypropylene/liquid paraffin mixture. Polymer 1990, 31, 469–472. [Google Scholar] [CrossRef]
- Shang, M.; Matsuyama, H.; Teramoto, M.; Lloyd, D.R.; Kubota, N. Preparation and membrane performance of poly(ethylene-co-vinyl alcohol) hollow fiber membrane via thermally induced phase separation. Polymer 2003, 44, 7441–7447. [Google Scholar] [CrossRef]
- Matsuyama, H.; Teramoto, M.; Kudari, S.; Kitamura, Y. Effect of diluents on membrane formation via thermally induced phase separation. J. Appl. Polym. Sci. 2001, 82, 169–177. [Google Scholar] [CrossRef]
- Yang, J.; Wang, X.L.; Tian, Y.; Lin, Y.; Tian, F. Morphologies and crystalline forms of polyvinylidene fluoride membranes prepared in different diluents by thermally induced phase separation. J. Polym. Sci. B Polym. Phys. 2010, 48, 2468–2475. [Google Scholar] [CrossRef]
- Barton, B.; McHugh, A. Modeling the dynamics of membrane structure formation in quenched polymer solutions. J. Memb. Sci. 2000, 166, 119–125. [Google Scholar] [CrossRef]
- Cheng, L.-P.; Young, T.-H.; Chuang, W.-Y.; Chen, L.-Y.; Chen, L.-W. The formation mechanism of membranes prepared from the nonsolvent–solvent–crystalline polymer systems. Polymer 2001, 42, 443–451. [Google Scholar] [CrossRef]
- Purnawan, I.; Angputra, D.; Debora, S.C.; Karamah, E.F.; Febriasari, A.; Kartohardjono, S. Polyvinylidene Fluoride Membrane with a Polyvinylpyrrolidone Additive for Tofu Industrial Wastewater Treatment in Combination with the Coagulation–Flocculation Process. Membranes 2021, 11, 948. [Google Scholar] [CrossRef]
- Lee, J.W.; Lee, S.W.; Lee, B.; Ree, M. Synthesis and Non-Isothermal Crystallization Characteristics of Poly[(ethylene)-co-(trimethylene terephthalate)]s. Macromol. Chem. Phys. 2001, 202, 3072–3080. [Google Scholar] [CrossRef]
- Huang, F.; Arning, A. Performance Comparison between Polyvinylidene Fluoride and Polytetrafluoroethylene Hollow Fiber Membranes for Direct Contact Membrane Distillation. Membranes 2019, 9, 52. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, I.; Balkhair, K.S.; Albeiruttye, M.H.; Shaiban, A.A.J. Importance and significance of UF/MF membrane systems in desalination water treatment. In Desalination; Yonar, T., Ed.; IntechOpen: London, UK, 2017; pp. 187–224. [Google Scholar]
- Purwanto, M.; Kusuma, N.C.; Sudrajat, M.A.; Jaafar, J.; Nasir, A.M.; Aziz, M.H.A.; Othman, M.H.D.; Rahman, M.A.; Raharjo, Y.; Widiastuti, N. Seawater Desalination by Modified Membrane Distillation: Effect of Hydrophilic Surface Modifying Macromolecules Addition into PVDF Hollow Fiber Membrane. Membranes 2021, 11, 924. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample # | Membrane Type | TIPS Dope Solution (wt.%) | NIPS Dope Solution (wt.%) | Bore Solution (wt.%) |
|---|---|---|---|---|
| #1 | Single layer | PVDF/NMP/GBL = 40/10/50 | - | NMP/EG = 60/40 |
| #1N | Single layer + NA11 | PVDF/NMP/GBL/NA11 = 40/10/50/0.3 | - | NMP/EG = 60/40 |
| #2 | Dual layer | PVDF/NMP/GBL = 40/10/50 | PVDF/NMP/PVP = 12/78/10 | NMP/EG = 60/40 |
| #2N | Dual layer + NA11 | PVDF/NMP/GBL/NA11 = 40/10/50/0.3 | PVDF/NMP/PVP = 12/78/10 | NMP/EG = 60/40 |
| Conditions | TIPS Tank | NIPS Tank | Bore Tank |
|---|---|---|---|
| Mixing temperature | 150 °C | 25 °C | 25 °C |
| Heating line temperature | 150 °C | 25 °C | 25 °C |
| Mixing time | Mixing for 3 h Venting for 2 h | 12 h | 0.1 h |
| Nitrogen pressure | 4 bar | 4 bar | - |
| Extrusion rate by gear pump | 14–24 g/min | 3–11 g/min | 6 g/min |
| Nozzle temperature | 140 ℃ | ||
| Air gap | 4 cm | ||
| Coagulation bath temperature | 25 ℃ | ||
| Rinsing bath temperature | 25 ℃ | ||
| Extrusion rate | 3 m/min | ||
| Sample | Tm (°C) | Tc (°C) | ΔHm (J/g) | ΔHc (J/g) | Xc (%) | Tc Time (s) |
|---|---|---|---|---|---|---|
| Sample #1 (Neat PVDF) | 170 | 134 | 54 | 49 | 47 | 77 |
| Sample #1N (NA11 0.3 wt.%) | 171 | 142 | 55 | 54 | 51 | 68 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Lee, J.; Bezek, L.B.; Park, B.; Lee, K.-S. Use of Nucleating Agent NA11 in the Preparation of Polyvinylidene Fluoride Dual-Layer Hollow Fiber Membranes. Membranes 2023, 13, 75. https://doi.org/10.3390/membranes13010075
Kim J, Lee J, Bezek LB, Park B, Lee K-S. Use of Nucleating Agent NA11 in the Preparation of Polyvinylidene Fluoride Dual-Layer Hollow Fiber Membranes. Membranes. 2023; 13(1):75. https://doi.org/10.3390/membranes13010075
Chicago/Turabian StyleKim, Jihyeon, Jinwon Lee, Lindsey B. Bezek, Bumjin Park, and Kwan-Soo Lee. 2023. "Use of Nucleating Agent NA11 in the Preparation of Polyvinylidene Fluoride Dual-Layer Hollow Fiber Membranes" Membranes 13, no. 1: 75. https://doi.org/10.3390/membranes13010075