
A Comparison between Various Polymeric Membranes for Oily Wastewater Treatment via Membrane Distillation Process
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Synthetic OW
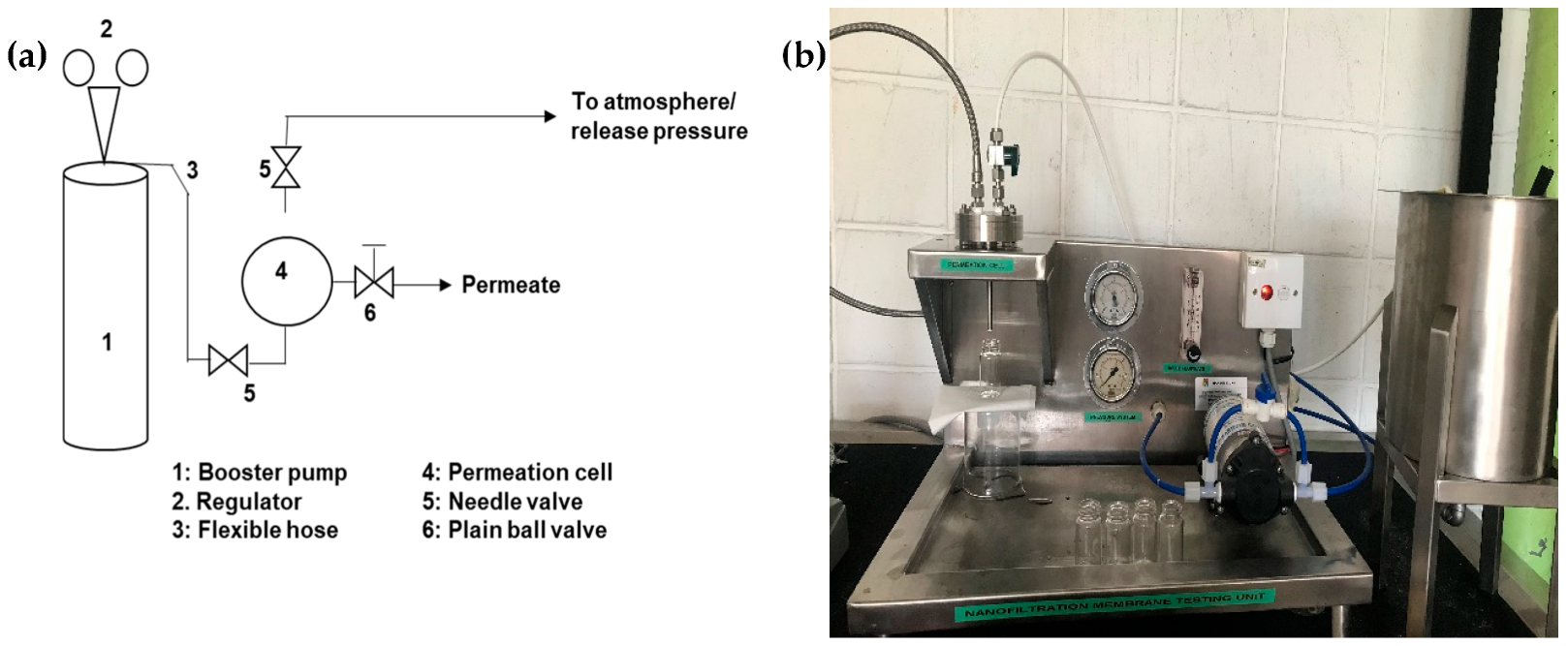
2.3. Membrane Screening by Crossflow Membrane Filtration Method
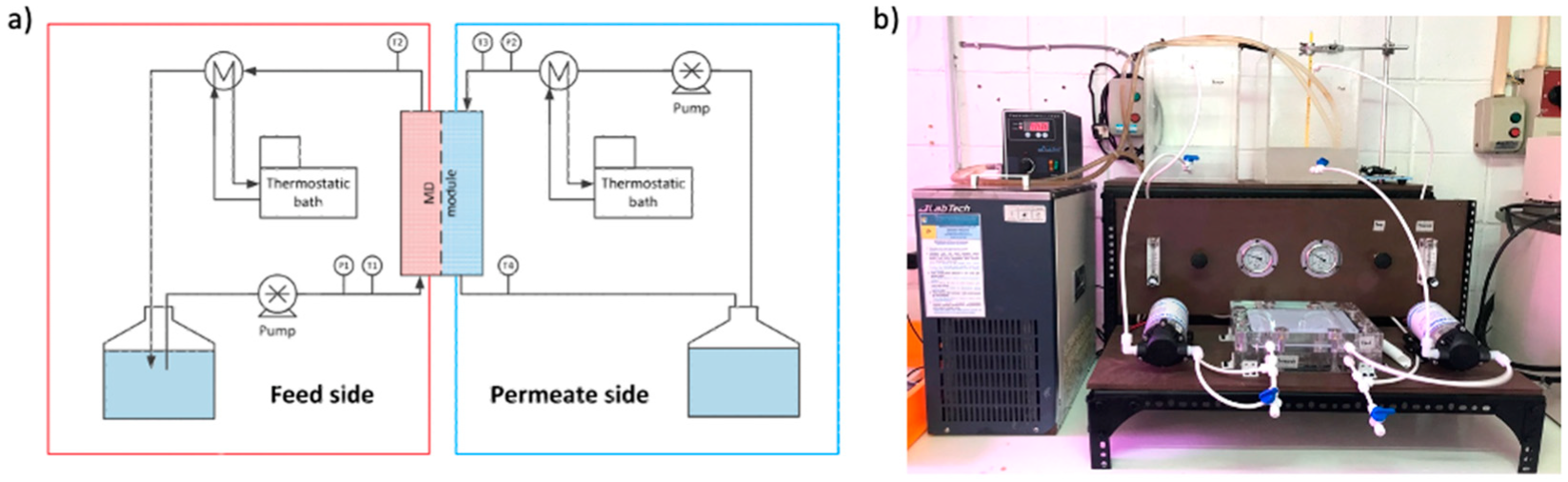
2.4. OW Treatment by Direct Contact Membrane Distillation
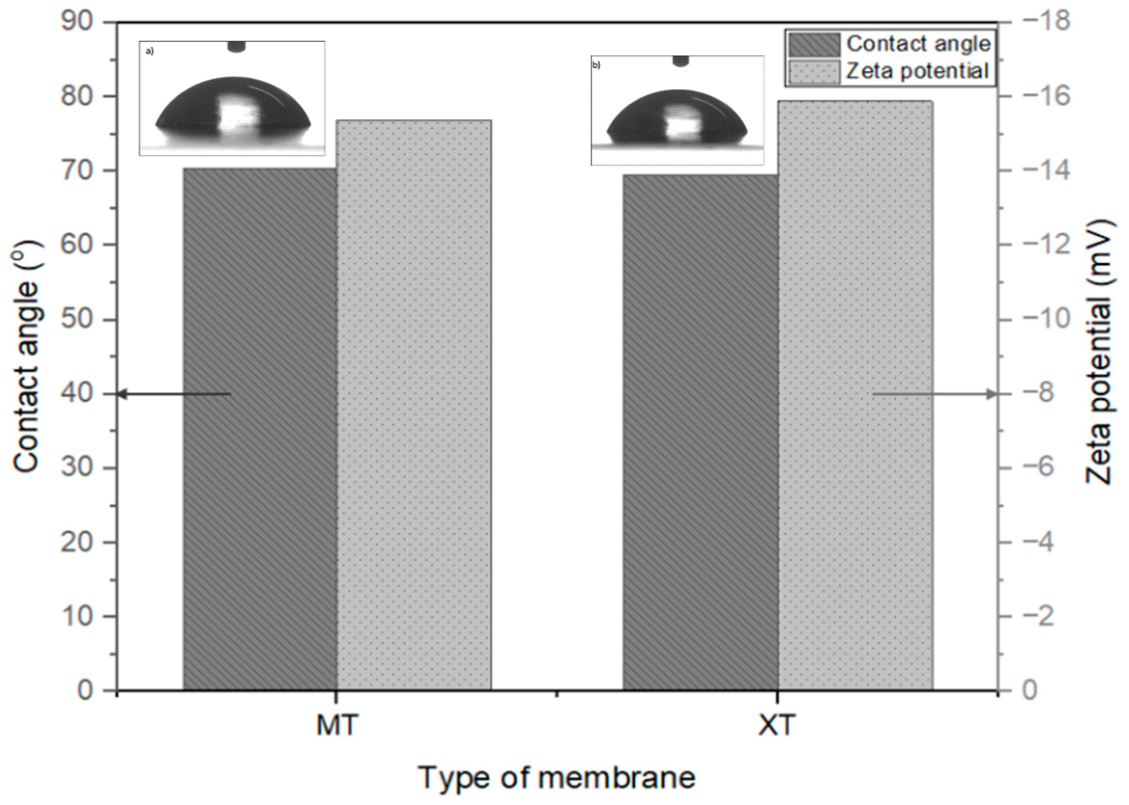
2.5. Membrane Characterization
2.6. Membrane Separation Performance
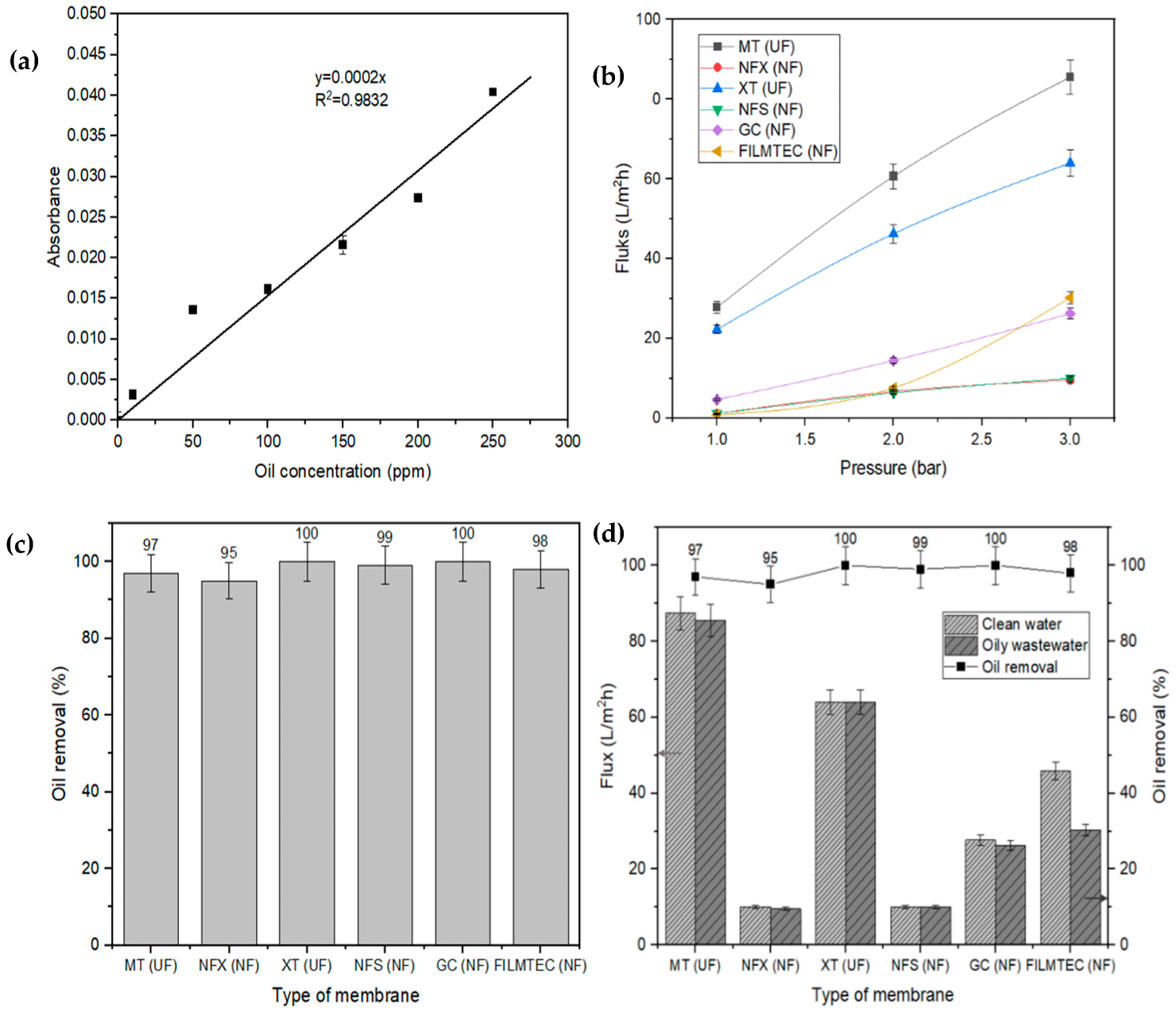
2.7. OW Analysis
3. Results and Discussion
3.1. Membrane Selection for OW Treatment
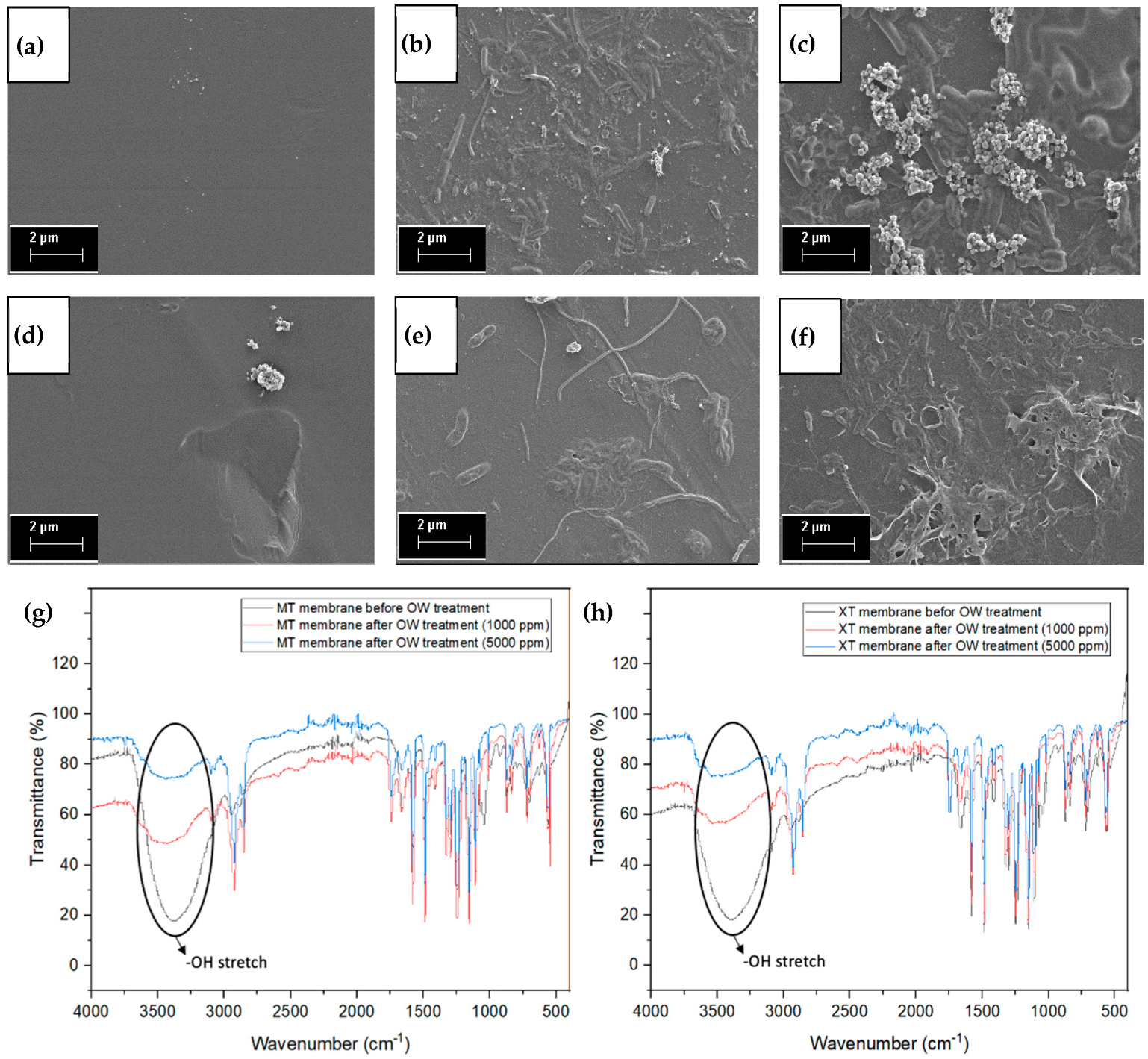
3.2. Membrane Characterization
3.3. Performance of Membrane via Pressure-Filtration and MD Method
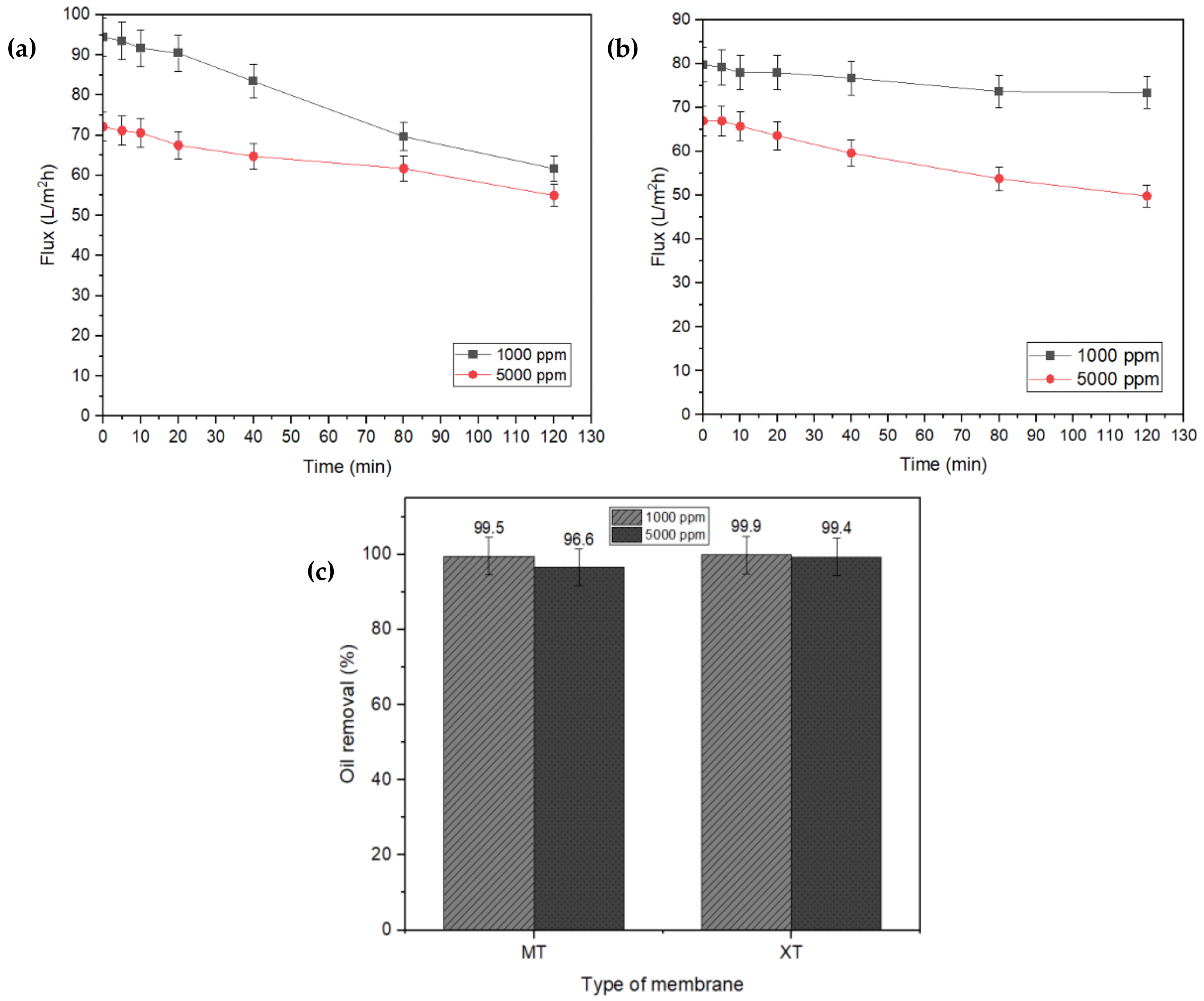
3.3.1. Pressure-Filtration Technique
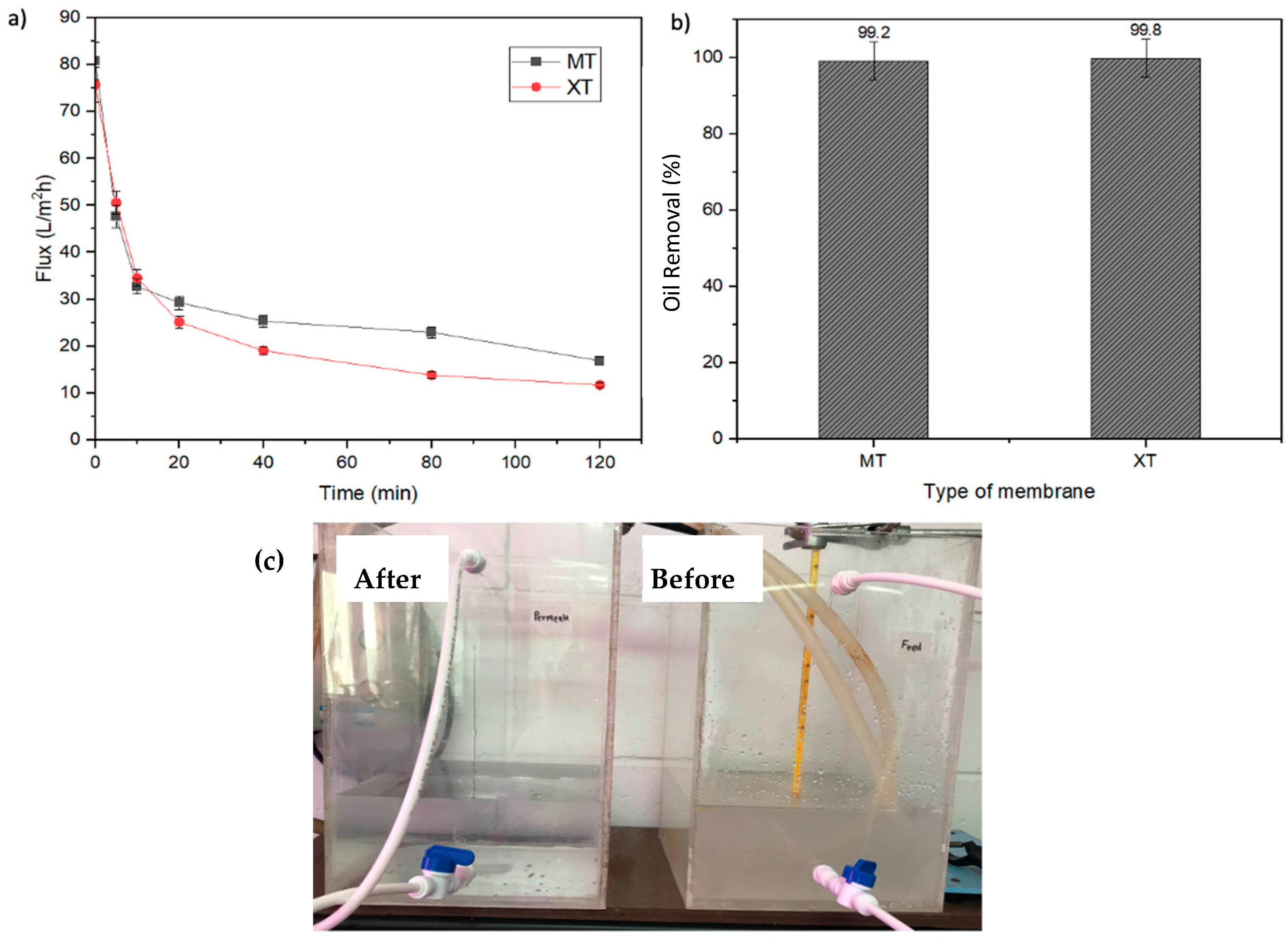
3.3.2. MD Technique
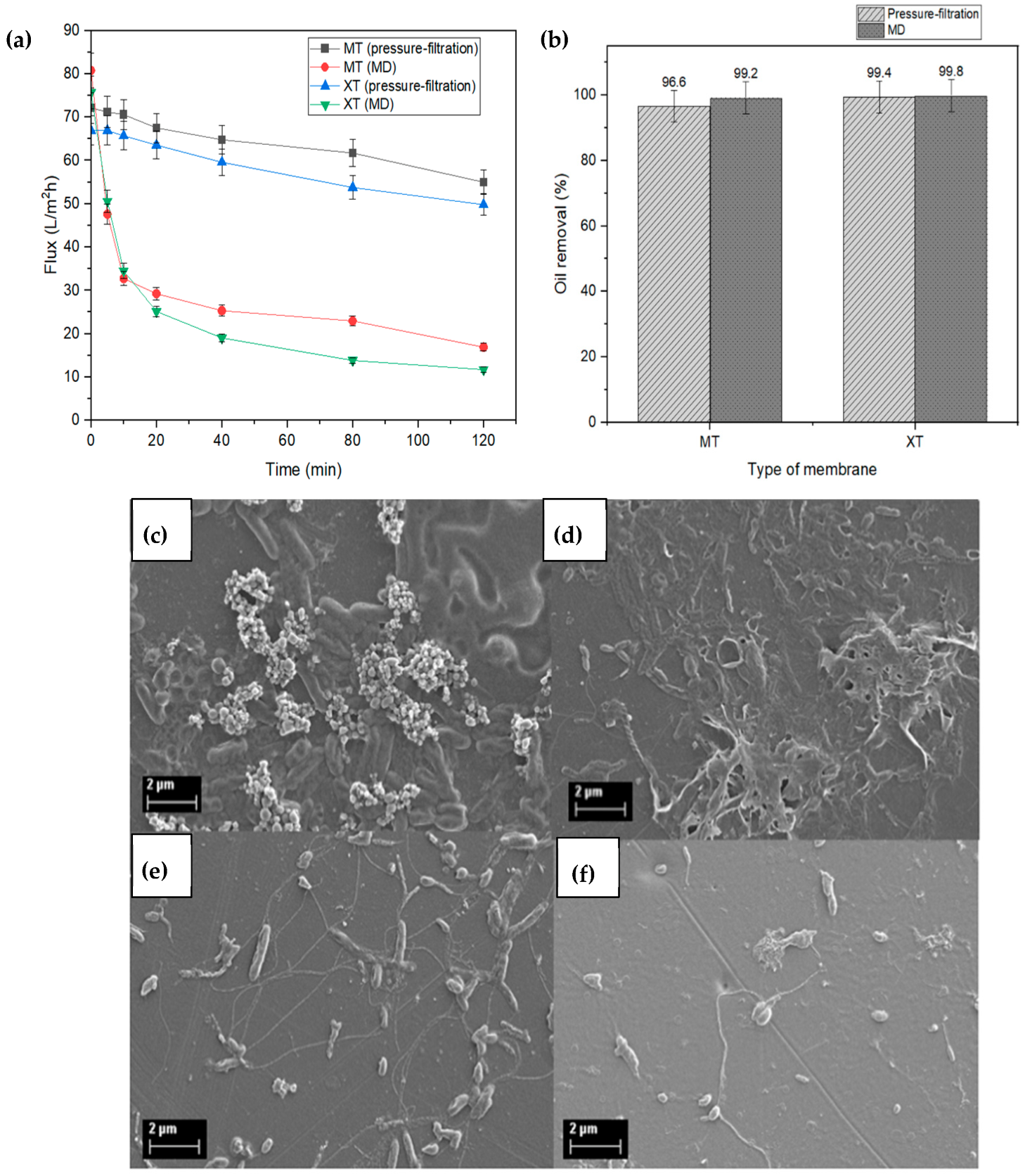
3.3.3. The Performance Comparison between MD and Pressure-Filtration Method
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barambu, N.U.; Bilad, M.R.; Bustam, M.A.; Kurnia, K.A.; Othman, M.H.D.; Nordin, N.A.H.M. Development of membrane material for oily wastewater treatment: A review. Ain Shams Eng. J. 2021, 12, 1361–1374. [Google Scholar] [CrossRef]
- Hakak, S.; Khan, W.Z.; Gilkar, G.A.; Haider, N.; Imran, M.; Alkatheiri, M.S. Industrial wastewater management using blockchain technology: Architecture, requirements, and future directions. IEEE Internet Things Mag. 2020, 3, 38–43. [Google Scholar] [CrossRef]
- Abuhasel, K.; Kchaou, M.; Alquraish, M.; Munusamy, Y.; Jeng, Y.T. Oily wastewater treatment: Overview of conventional and modern methods, challenges, and future opportunities. Water 2021, 13, 980. [Google Scholar] [CrossRef]
- Jamaly, S.; Giwa, A.; Hasan, S. Recent improvements in oily wastewater treatment: Progress, challenges, and future opportunities. J. Environ. Sci. 2015, 37, 15–30. [Google Scholar] [CrossRef]
- Putatunda, S.; Bhattacharya, S.; Sen, D.; Bhattacharjee, C. A review on the application of different treatment processes for emulsified oily wastewater. International journal of environmental science and technology. Int. J. Environ. Sci. Technol. 2019, 16, 2525–2536. [Google Scholar] [CrossRef]
- Kalla, S. Use of membrane distillation for oily wastewater treatment–A review. J. Environ. Chem. Eng. 2021, 9, 104641. [Google Scholar] [CrossRef]
- Hui, L.; Yan, W.; Juan, W.; Zhongming, L. A review: Recent advances in oily wastewater treatment. Recent Innov. Chem. Eng. Former. Recent Pat. Chem. Eng. 2015, 7, 17–24. [Google Scholar] [CrossRef]
- Kundu, P.; Mishra, I.M. Treatment and reclamation of hydrocarbon-bearing oily wastewater as a hazardous pollutant by different processes and technologies: A state-of-the-art review. Rev. Chem. Eng. 2019, 35, 73–108. [Google Scholar] [CrossRef]
- Hamzah, N.; Rohani, R.; Hassan, A.R.; Sharifuddin, S.S.; Isa, M.H.M. Development of chitosan/pluronic F108/polyethersulfone (PES) nanofiltration (NF) membrane for oily wastewater treatment. In AIP Conference Proceedings; AIP Publishing LLC: Long Island, NY, USA, 2018; Volume 1972, p. 30014. [Google Scholar]
- Dickhout, J.M.; Moreno, J.; Biesheuvel, P.M.; Boels, L.; Lammertink, R.G.H.; De Vos, W.M. Produced water treatment by membranes: A review from a colloidal perspective. J. Colloid Interface Sci. 2017, 487, 523–534. [Google Scholar] [CrossRef]
- Bitter, J. Types of Membrane Separation Processes, Mechanisms of Separation. In Transport Mechanisms in Membrane Separation Processes; Springer: Berlin/Heidelberg, Germany, 1991; pp. 3–9. [Google Scholar]
- Drioli, E.; Ali, A.; Macedonio, F. Membrane distillation: Recent developments and perspectives. Desalination 2015, 356, 56–84. [Google Scholar] [CrossRef]
- Worch, E. Drinking Water Treatment: An Introduction; Walter de Gruyter: Berlin, Germany, 2019. [Google Scholar] [CrossRef] [Green Version]
- Onsekizoglu, P. Membrane distillation: Principle, advances, limitations and future prospects in food industry. Distill. Adv. Model. Appl. 2012, 282, 234–257. [Google Scholar]
- Aijaz, M.O.; Karim, M.R.; Omar, N.M.A.; Othman, M.H.D.; Wahab, M.A.; Akhtar Uzzaman, M.; Alharbi, H.M.; Wazeer, I. Recent Progress, Challenges, and Opportunities of Membrane Distillation for Heavy Metals Removal. Chem. Rec. 2022, 22, e202100323. [Google Scholar] [CrossRef] [PubMed]
- Rezaei, M.; Warsinger, D.M.; Duke, M.C.; Matsuura, T.; Samhaber, W.M. Wetting phenomena in membrane distillation: Mechanisms, reversal, and prevention. Water Res. 2018, 139, 329–352. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Hou, D.; Wang, J.; Wang, Z.; Tian, B.; Liang, P. Hydrophilic surface coating on hydrophobic PTFE membrane for robust anti-oil-fouling membrane distillation. Appl. Surf. Sci. 2018, 450, 57–65. [Google Scholar] [CrossRef]
- Yi, G.; Fan, X.; Quan, X.; Chen, S.; Yu, H. Comparison of CNT-PVA membrane and commercial polymeric membranes in treatment of emulsified oily wastewater. Front. Environ. Sci. Eng. 2019, 13, 23. [Google Scholar] [CrossRef]
- Zhu, X.; Loo, H.-E.; Bai, R. A novel membrane showing both hydrophilic and oleophobic surface properties and its non-fouling performances for potential water treatment applications. J. Membr. Sci. 2013, 436, 47–56. [Google Scholar] [CrossRef]
- Tawalbeh, M.; Al Mojjly, A.; Al-Othman, A.; Hilal, N. Membrane separation as a pre-treatment process for oily saline water. Desalination 2018, 447, 182–202. [Google Scholar] [CrossRef] [Green Version]
- Medeiros, A.D.L.M.D.; Silva Junior, C.J.G.D.; Amorim, J.D.P.D.; Durval, I.J.B.; Costa, A.F.D.S.; Sarubbo, L.A. Oily Wastewater Treatment: Methods, Challenges, and Trends. Processes 2022, 10, 743. [Google Scholar] [CrossRef]
- Nawi, N.I.M.; Ong Amat, S.; Bilad, M.R.; Nordin, N.A.H.M.; Shamsuddin, N.; Prayogi, S.; Narkkun, T.; Faungnawakij, K. Development of Polyvinylidene Fluoride Membrane via Assembly of Tannic Acid and Polyvinylpyrrolidone for Filtration of Oil/Water Emulsion. Polymers 2021, 13, 976. [Google Scholar] [CrossRef]
- Yalcinkaya, F. A review on advanced nanofiber technology for membrane distillation. J. Eng. Fibers Fabr. 2019, 14, 1558925018824901. [Google Scholar] [CrossRef]
- Marbelia, L.; Bilad, M.R.; Piassecka, A.; Jishna, P.S.; Naik, P.V.; Vankelecom, I.F. Study of PVDF asymmetric membranes in a high-throughput membrane bioreactor (HT-MBR): Influence of phase inversion parameters and filtration performance. Sep. Purif. Technol. 2016, 162, 6–13. [Google Scholar] [CrossRef]
- Marbelia, L.; Mulier, M.; Vandamme, D.; Muylaert, K.; Szymczyk, A.; Vankelecom, I.F. Polyacrylonitrile membranes for microalgae filtration: Influence of porosity, surface charge and microalgae species on membrane fouling. Algal Res. 2016, 19, 128–137. [Google Scholar] [CrossRef]
- Chung, Y.T.; Mahmoudi, E.; Mohammad, A.W.; Benamor, A.; Johnson, D.; Hilal, N. Development of polysulfone-nanohybrid membranes using ZnO-GO composite for enhanced antifouling and antibacterial control. Desalination 2017, 402, 123–132. [Google Scholar] [CrossRef] [Green Version]
- Huang, L.; McCutcheon, J.R. Impact of support layer pore size on performance of thin film composite membranes for forward osmosis. J. Membr. Sci. 2015, 483, 25–33. [Google Scholar] [CrossRef]
- Yang, C.; Tian, M.; Xie, Y.; Li, X.-M.; Zhao, B.; He, T.; Liu, J. Effective evaporation of CF4 plasma modified PVDF membranes in direct contact membrane distillation. J. Membr. Sci. 2015, 482, 25–32. [Google Scholar] [CrossRef]
- Ong, C.S.; Lau, W.J.; Goh, P.S.; Ng, B.C.; Ismail, A.F. Investigation of submerged membrane photocatalytic reactor (sMPR) operating parameters during oily wastewater treatment process. Desalination 2014, 353, 48–56. [Google Scholar] [CrossRef]
- Le, N.L.; Nunes, S.P. Materials and membrane technologies for water and energy sustainability. Sustain. Mater. Technol. 2016, 7, 1–28. [Google Scholar] [CrossRef] [Green Version]
- Macedo, A.T.Z.N.; Pulido, J.M.O.; Fragoso, R. The use and performance of nanofiltration membranes for agro-industrial effluents purification. Nanofiltration. Lond. Intechopen Ltd. 2018, 65–84. [Google Scholar] [CrossRef] [Green Version]
- Tana, J.Y.; Anga, W.L.; Mohammada, A.W. Hydrophobic Polyvinylidene Fluoride Membrane Modified with Silica Nanoparticles and Silane for Succinic Acid Purification Using Osmotic Distillation Process. J. Kejuruter. 2021, 33, 89–101. [Google Scholar]
- Li, N.; Tian, Y.; Zhao, J.; Zhang, J.; Kong, L.; Zhang, J.; Zuo, W. Static adsorption of protein-polysaccharide hybrids on hydrophilic modified membranes based on atomic layer deposition: Anti-fouling performance and mechanism insight. J. Membr. Sci. 2018, 548, 470–480. [Google Scholar] [CrossRef]
- Rohani, R.; Yusoff, I.I.; Manimaran, V. Polyvinylidene difluoride-co-polyethylene glycol membrane for biohydrogen purification from palm oil mill effluent fermentation. J. Membr. Sci. Res. 2021, 7, 166–172. [Google Scholar]
- Hebbar, R.S.; Isloor, A.M.; Ismail, A.F. Contact angle measurements. In Membrane Characterization; Elsevier: Amsterdam, The Netherland, 2017; pp. 219–255. [Google Scholar]
- Ahmad, D.; van den Boogaert, I.; Miller, J.; Presswell, R.; Jouhara, H. Hydrophilic and hydrophobic materials and their applications. Energy Sources Part A Recover. Util. Environ. Eff. 2018, 40, 2686–2725. [Google Scholar] [CrossRef]
- Yusoff, I.I.; Rohani, R.; Ng, L.Y.; Mohammad, A.W. Conductive polyelectrolyte multilayers PANI membranes synthesis for tunable filtration ranges. J. Mater. Sci. 2019, 54, 12988–13005. [Google Scholar] [CrossRef]
- Nguyen, C.H.; Fu, C.-C.; Kao, D.-Y.; Van Tran, T.T.; Juang, R.-S. Adsorption removal of tetracycline from water using poly (vinylidene fluoride)/polyaniline-montmorillonite mixed matrix membranes. J. Taiwan Inst. Chem. Eng. 2020, 112, 259–270. [Google Scholar] [CrossRef]
- Rho, H.; Chon, K.; Cho, J. Surface charge characterization of nanofiltration membranes by potentiometric titrations and electrophoresis: Functionality vs. zeta potential. Desalination 2018, 427, 19–26. [Google Scholar] [CrossRef]
- Williams, P. Membrane Charge (Zeta Potential) Effect. In Encyclopedia of Membranes; Springer: Berlin/Heidelberg, Germany, 2014; pp. 2063–2064. [Google Scholar] [CrossRef]
- Kim, S.; Lee, S.; Lee, E.; Sarper, S.; Kim, C.-H.; Cho, J. Enhanced or reduced concentration polarization by membrane fouling in seawater reverse osmosis (SWRO) processes. Desalination 2009, 247, 162–168. [Google Scholar] [CrossRef]
- Coca, J.; Gutiérrez, G.; Benito, J. Treatment of oily wastewater. In Water Purification and Management; Springer: Dordrecht, The Netherland, 2011; pp. 1–55. [Google Scholar]
- Lu, D.; Zhang, T.; Ma, J. Ceramic membrane fouling during ultrafiltration of oil/water emulsions: Roles played by stabilization surfactants of oil droplets. Environ. Sci. Technol. 2015, 49, 4235–4244. [Google Scholar] [CrossRef]
- Lu, D.; Zhang, T.; Gutierrez, L.; Ma, J.; Croué, J.-P. Influence of surface properties of filtration-layer metal oxide on ceramic membrane fouling during ultrafiltration of oil/water emulsion. Environ. Sci. Technol. 2016, 50, 4668–4674. [Google Scholar] [CrossRef] [Green Version]
- Al-Anzi, B.S.; Siang, O.C. Recent developments of carbon based nanomaterials and membranes for oily wastewater treatment. RSC Adv. 2017, 7, 20981–20994. [Google Scholar] [CrossRef] [Green Version]
- Manawi, Y.; Kochkodan, V.; Mahmoudi, E.; Johnson, D.J.; Mohammad, A.W.; Atieh, M.A. Characterization and separation performance of a novel polyethersulfone membrane blended with acacia gum. Sci. Rep. 2017, 7, 15831. [Google Scholar] [CrossRef] [Green Version]
- Tan, X.M.; Rodrigue, D. A review on porous polymeric membrane preparation. Part I: Production techniques with polysulfone and poly (vinylidene fluoride). Polymers 2019, 11, 1160. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.; Hoek, E.M.; Choi, H.; Shin, H. Effect of membrane surface properties during the fast evaluation of cell attachment. Sep. Sci. Technol. 2006, 41, 1475–1487. [Google Scholar] [CrossRef]
- Alias, N.H.; Jaafar, J.; Samitsu, S.; Matsuura, T.; Ismail, A.F.; Othman, M.H.D.; Rahman, M.A.; Othman, N.H.; Abdullah, N.; Paiman, S.H. Photocatalytic nanofiber-coated alumina hollow fiber membranes for highly efficient oilfield produced water treatment. Chem. Eng. J. 2019, 360, 1437–1446. [Google Scholar] [CrossRef]
- Al-Juboori, R.A.; Yusaf, T. Biofouling in RO system: Mechanisms, monitoring and controlling. Desalination 2012, 302, 1–23. [Google Scholar] [CrossRef]
- Meng, F.; Zhang, H.; Yang, F.; Li, Y.; Xiao, Z.J. Effect of filamentous bacteria on membrane fouling in submerged membrane bioreactor. J. Membr. Sci. 2006, 272, 161–168. [Google Scholar] [CrossRef]
- Abdel-Karim, A.; El-Naggar, M.E.; Radwan, E.K.; Mohamed, I.M.; Azaam, M.; Kenawy, E.-R. High-performance mixed-matrix membranes enabled by organically/inorganic modified montmorillonite for the treatment of hazardous textile wastewater. Chem. Eng. J. 2021, 405, 126964. [Google Scholar] [CrossRef]
- Salahi, A.; Badrnezhad, R.; Abbasi, M.; Mohammadi, T.; Rekabdar, F. Oily wastewater treatment using a hybrid UF/RO system. Desalination Water Treat. 2011, 28, 75–82. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane Commercial | Manufacturer | Type of Membrane | Molecular Weight Cut-Off (MWCO) (Da)/Specification | Maximum Allowable Working Pressure (MAWP) | Type of Polymer |
|---|---|---|---|---|---|
| NFS | Synder Filtration | NF | 100–250 | 435 psi at T > 95 °C 600 psi at T < 95 °C | PA TFC |
| NFX | NF | 150–300 | PA TFC | ||
| XT | UF | 1000 | 120 psi | PES | |
| MT | UF | 5000 | PES | ||
| GC | GuoChu Technology | NF | 200 | - | PA |
| FILMTEC | Dow Water Solutions | NF | 97% salt removal | - | PA TFC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohanadas, D.; Nordin, P.M.I.; Rohani, R.; Dzulkharnien, N.S.F.; Mohammad, A.W.; Mohamed Abdul, P.; Abu Bakar, S. A Comparison between Various Polymeric Membranes for Oily Wastewater Treatment via Membrane Distillation Process. Membranes 2023, 13, 46. https://doi.org/10.3390/membranes13010046
Mohanadas D, Nordin PMI, Rohani R, Dzulkharnien NSF, Mohammad AW, Mohamed Abdul P, Abu Bakar S. A Comparison between Various Polymeric Membranes for Oily Wastewater Treatment via Membrane Distillation Process. Membranes. 2023; 13(1):46. https://doi.org/10.3390/membranes13010046
Chicago/Turabian StyleMohanadas, Dharshini, Puteri Mimie Isma Nordin, Rosiah Rohani, Nur Syafiqah Farhanah Dzulkharnien, Abdul Wahab Mohammad, Peer Mohamed Abdul, and Suriani Abu Bakar. 2023. "A Comparison between Various Polymeric Membranes for Oily Wastewater Treatment via Membrane Distillation Process" Membranes 13, no. 1: 46. https://doi.org/10.3390/membranes13010046