
Application of Bipolar Membrane Electrodialysis in Environmental Protection and Resource Recovery: A Review

Abstract
:1. Introduction
2. Recovering Salts in the Form of Acids and Bases
2.1. Inorganic Acid and Base Recovery from Salt Solutions
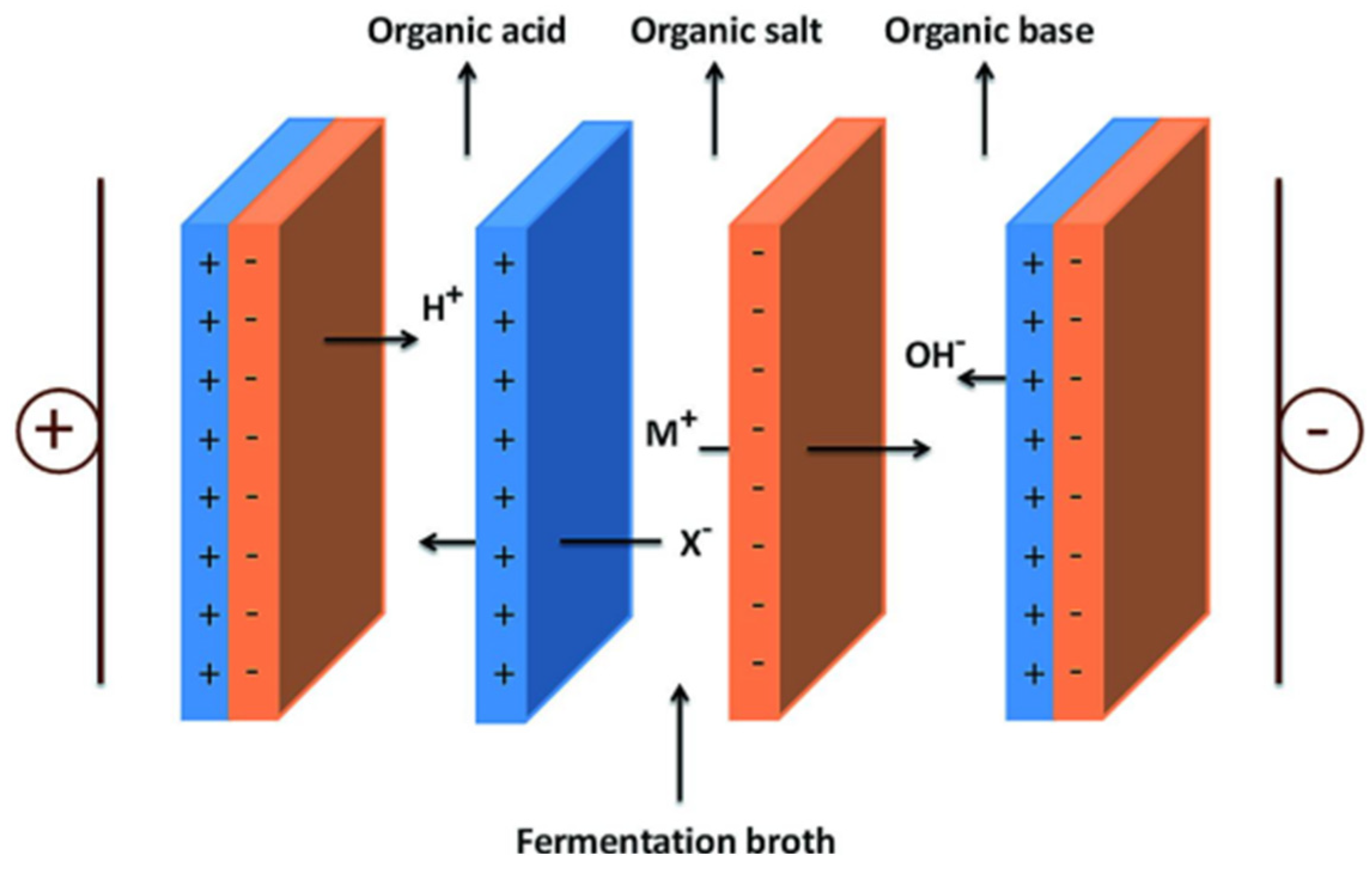
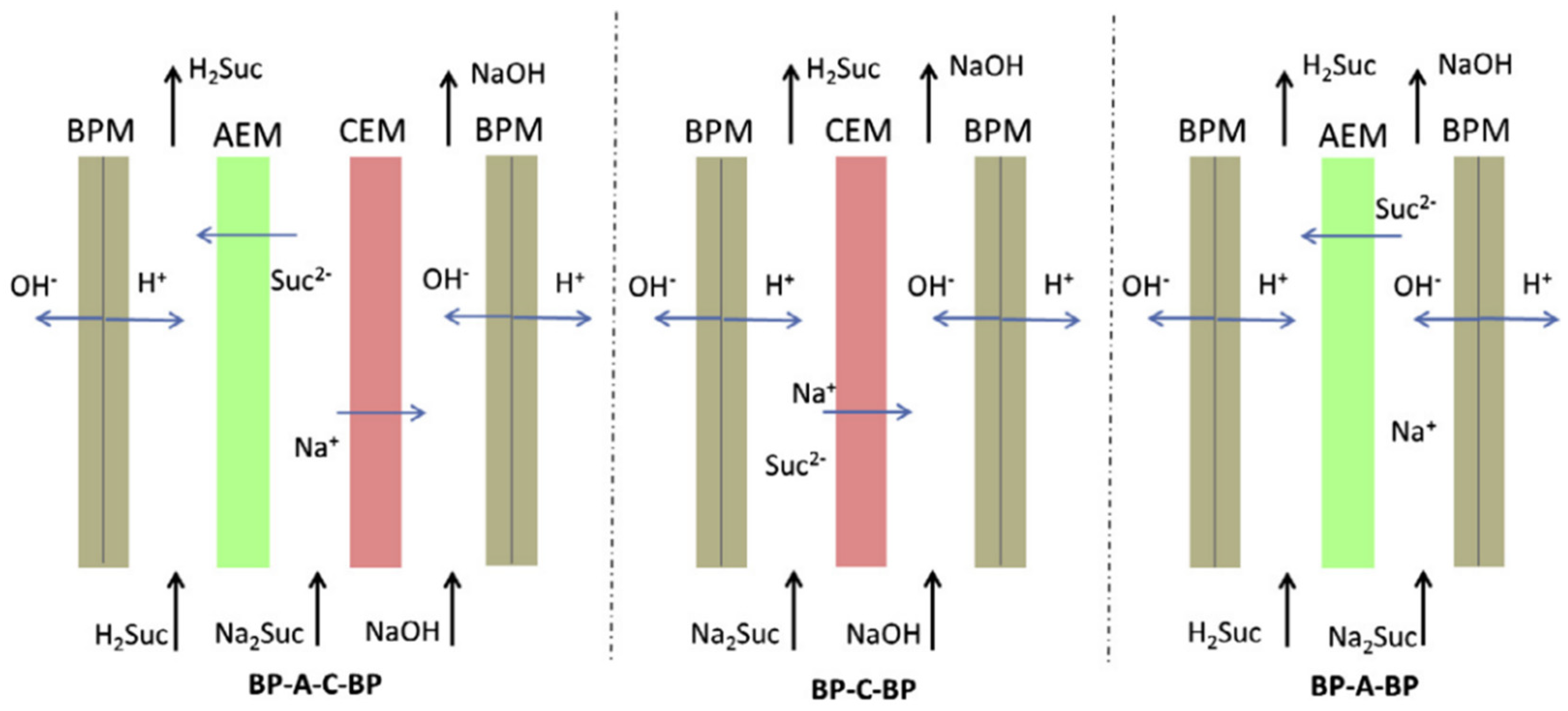
2.2. Organic Acid–Base Recovery from Salt Solution
3. CO2 Capture
4. Ammonia Nitrogen Production and Recovery
5. Ion Removal and Recovery from Wastewater
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, M.; Khan, M.A.; Al-Othman, Z.A.; Choong, T.S.Y. Recent Developments in Ion-Exchange Membranes and Their Applications in Electrochemical Processes for in situ Ion Substitutions, Separation and Water Splitting. Sep. Purif. Rev. 2013, 42, 187–261. [Google Scholar] [CrossRef]
- Xu, T. Ion exchange membranes: State of their development and perspective. J. Membr. Sci. 2005, 263, 1–29. [Google Scholar] [CrossRef]
- Khan, M.I.; Zheng, C.; Mondal, A.N.; Hossain, M.M.; Wu, B.; Emmanuel, K.; Wu, L.; Xu, T. Preparation of anion exchange membranes from BPPO and dimethylethanolamine for electrodialysis. Desalination 2017, 402, 10–18. [Google Scholar] [CrossRef]
- Arana Juve, J.-M.; Christensen, F.M.S.; Wang, Y.; Wei, Z. Electrodialysis for metal removal and recovery: A review. Chem. Eng. J. 2022, 435, 134857. [Google Scholar] [CrossRef]
- Kumar, A.; Phillips, K.R.; Cai, J.; Schroder, U.; Lienhard, J.H.t. Integrated Valorization of Desalination Brine through NaOH Recovery: Opportunities and Challenges. Angew. Chem. Int. Ed. Engl. 2019, 58, 6502–6511. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, X.; Shen, J.; Gao, C.; Van der Bruggen, B. The potential of Kevlar aramid nanofiber composite membranes. J. Mater. Chem. A 2020, 8, 7548–7568. [Google Scholar] [CrossRef]
- Gurreri, L.; Tamburini, A.; Cipollina, A.; Micale, G. Electrodialysis Applications in Wastewater Treatment for Environmental Protection and Resources Recovery: A Systematic Review on Progress and Perspectives. Membraanes 2020, 10, 146. [Google Scholar] [CrossRef]
- Frilette, V.J. Preparation and characterization of bipolar ion exchange membranes. Phys. Chem. 1956, 60, 435–439. [Google Scholar] [CrossRef]
- Bauer, B.; Gerner, F.J.; Strathmann, H. Development of bipolar membranes. Desalination 1988, 68, 279–292. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, C.; Xu, T. Which is more competitive for production of organic acids, ion-exchange or electrodialysis with bipolar membranes? J. Membr. Sci. 2011, 374, 150–156. [Google Scholar] [CrossRef]
- Coria, G.; Sirés, I.; Brillas, E.; Nava, J.L. Influence of the anode material on the degradation of naproxen by Fenton-based electrochemical processes. Chem. Eng. J. 2016, 304, 817–825. [Google Scholar] [CrossRef]
- Vasilie, S.; Manea, F.; Baciu, A.; Pop, A. Dual use of boron-doped diamond electrode in antibiotics-containing water treatment and process control. Process Saf. Environ. Prot. 2018, 117, 446–453. [Google Scholar] [CrossRef]
- Pärnamäe, R.; Mareev, S.; Nikonenko, V.; Melnikov, S.; Sheldeshov, N.; Zabolotskii, V.; Hamelers, H.V.M.; Tedesco, M. Bipolar membranes: A review on principles, latest developments, and applications. J. Membr. Sci. 2021, 617, 118538. [Google Scholar] [CrossRef]
- Xu, T.W.; Huang, C.H. Electrodialysis-Based Separation Technologies: A Critical Review. Aiche J. 2008, 54, 3147–3159. [Google Scholar] [CrossRef]
- Wilhelm, F.G. Bipolar Membrane Electrodialysis—Membrane Development and Transport Characteristics. Ph.D. Thesis, Twente University Press, Enschede, The Netherlands, 2001. [Google Scholar]
- Tongwen, X. Electrodialysis processes with bipolar membranes (EDBM) in environmental protection—A review. Resour. Conserv. Recycl. 2002, 37, 1–22. [Google Scholar] [CrossRef]
- Jaroszek, H.; Dydo, P. Ion-exchange membranes in chemical synthesis—A review. Open Chem. 2016, 14, 1–19. [Google Scholar] [CrossRef]
- Yang, Y.; Gao, X.; Fan, A.; Fu, L.; Gao, C. An innovative beneficial reuse of seawater concentrate using bipolar membrane electrodialysis. J. Membr. Sci. 2014, 449, 119–126. [Google Scholar] [CrossRef]
- Xu, T.; Yang, W.; He, B. Water dissociation phenomena in a bipolar membrane. Sci. China Ser. B Chem. 1999, 42, 589–598. [Google Scholar] [CrossRef]
- Simons, R. Water splitting in ion exchange membranes. Electrochim. Acta 1985, 30, 275–282. [Google Scholar] [CrossRef]
- Simons, R. Strong electric field effects on proton transfer between membrane-bound amines and water. Nature 1979, 280, 824–826. [Google Scholar] [CrossRef]
- Zabolotskii, V.; Sheldeshov, N.; Melnikov, S. Heterogeneous bipolar membranes and their application in electrodialysis. Desalination 2014, 342, 183–203. [Google Scholar] [CrossRef]
- Zabolotskii, V.I.; Shel’deshov, N.V.; Gnusin, N.P. Dissociation of Water Molecules in Systems with Ion-exchange Membranes. Russ. Chem. Rev. 1988, 57, 801–808. [Google Scholar] [CrossRef]
- Gao, X.; Yang, Y.; Fu, L.; Sun, Z.; Zheng, Y.; Gao, C. Regenerating spent acid produced by HZSM-5 zeolite preparation by bipolar membrane electrodialysis. Sep. Purif. Technol. 2014, 125, 97–102. [Google Scholar] [CrossRef]
- Zhuang, J.-X.; Chen, Q.; Wang, S.; Zhang, W.-M.; Song, W.-G.; Wan, L.-J.; Ma, K.-S.; Zhang, C.-N. Zero discharge process for foil industry waste acid reclamation: Coupling of diffusion dialysis and electrodialysis with bipolar membranes. J. Membr. Sci. 2013, 432, 90–96. [Google Scholar] [CrossRef]
- Jiang, G.; Li, H.; Xu, M.; Ruan, H. Sustainable reverse osmosis, electrodialysis and bipolar membrane electrodialysis application for cold-rolling wastewater treatment in the steel industry. J. Water Process Eng. 2021, 40, 101968. [Google Scholar] [CrossRef]
- Reig, M.; Casas, S.; Gibert, O.; Valderrama, C.; Cortina, J.L. Integration of nanofiltration and bipolar electrodialysis for valorization of seawater desalination brines: Production of drinking and waste water treatment chemicals. Desalination 2016, 382, 13–20. [Google Scholar] [CrossRef]
- Reig, M.; Casas, S.; Valderrama, C.; Gibert, O.; Cortina, J.L. Integration of monopolar and bipolar electrodialysis for valorization of seawater reverse osmosis desalination brines: Production of strong acid and base. Desalination 2016, 398, 87–97. [Google Scholar] [CrossRef]
- Badruzzaman, M.; Oppenheimer, J.; Adham, S.; Kumar, M. Innovative beneficial reuse of reverse osmosis concentrate using bipolar membrane electrodialysis and electrochlorination processes. J. Membr. Sci. 2009, 326, 392–399. [Google Scholar] [CrossRef]
- Chen, B.; Jiang, C.; Wang, Y.; Fu, R.; Liu, Z.; Xu, T. Selectrodialysis with bipolar membrane for the reclamation of concentrated brine from RO plant. Desalination 2018, 442, 8–15. [Google Scholar] [CrossRef]
- Chen, Q.B.; Wang, J.; Liu, Y.; Zhao, J.; Li, P.F.; Xu, Y. Sustainable disposal of seawater brine by novel hybrid electrodialysis system: Fine utilization of mixed salts. Water Res. 2021, 201, 117335. [Google Scholar] [CrossRef]
- Ilhan, F.; Kabuk, H.A.; Kurt, U.; Avsar, Y.; Gonullu, M.T. Recovery of mixed acid and base from wastewater with bipolar membrane electrodialysis—A case study. Desalin.Water Treat. 2015, 57, 5165–5173. [Google Scholar] [CrossRef]
- Gonzalez, A.; Grageda, M.; Quispe, A.; Ushak, S.; Sistat, P.; Cretin, M. Application and Analysis of Bipolar Membrane Electrodialysis for LiOH Production at High Electrolyte Concentrations: Current Scope and Challenges. Membranes 2021, 11, 575. [Google Scholar] [CrossRef] [PubMed]
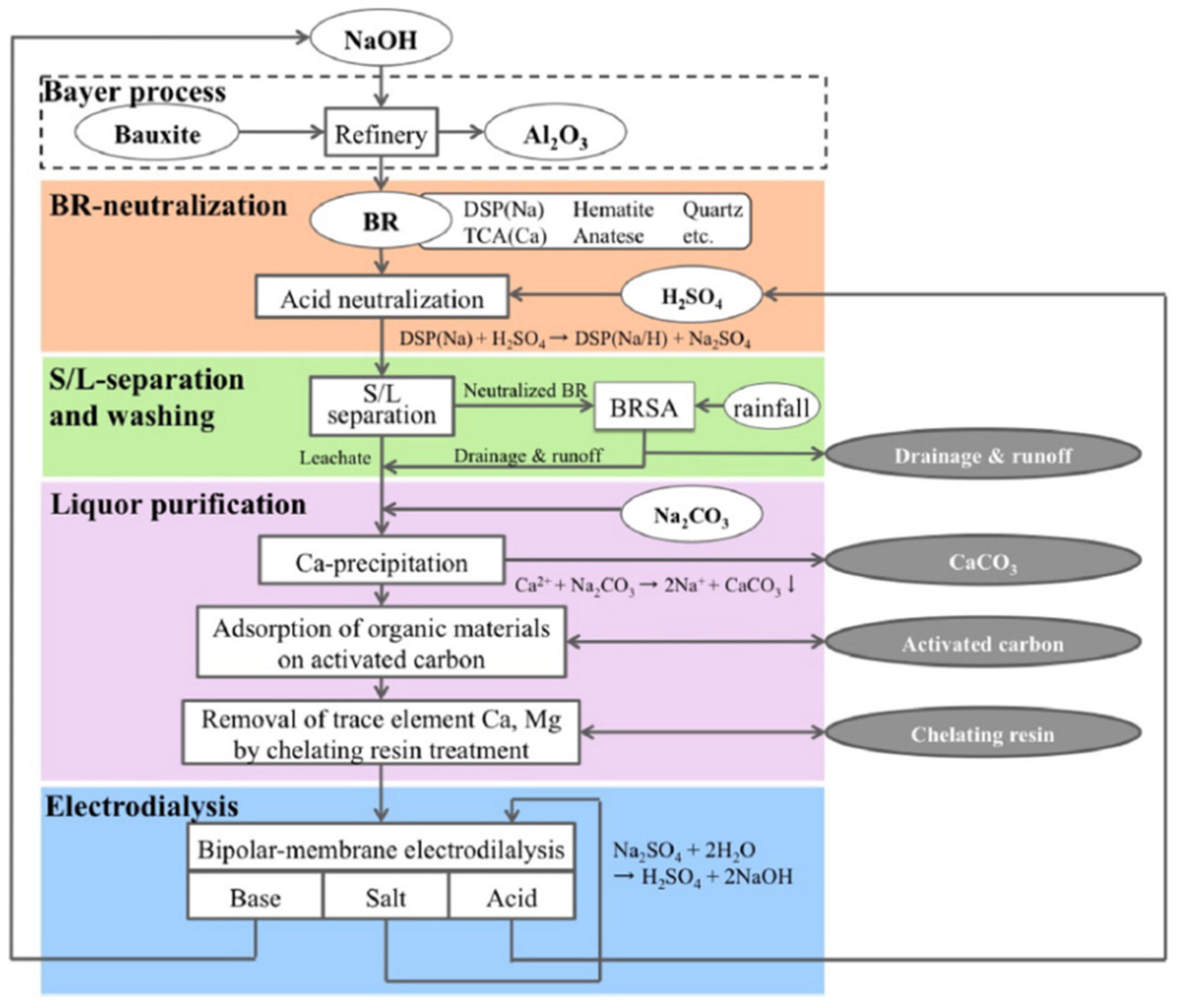
- Kishida, M.; Harato, T.; Tokoro, C.; Owada, S. In situ remediation of bauxite residue by sulfuric acid leaching and bipolar-membrane electrodialysis. Hydrometallurgy 2017, 170, 58–67. [Google Scholar] [CrossRef]
- Erkmen, J.; Yapıcı, S.; Arzutuğ, M.E.; Aydın, Ö.; Ata, O.N.; Öner, M.R. Hydrofluoric acid and sodium hydroxide production by bipolar membrane electrodialysis. Desalin. Water Treat. 2015, 57, 20254–20260. [Google Scholar] [CrossRef]
- Yao, L.; Qiu, Y.; Zhao, Y.; Tang, C.; Shen, J. A continuous mode operation of bipolar membrane electrodialysis (BMED) for the production of high-pure choline hydroxide from choline chloride. Sep. Purif. Technol. 2020, 233, 116054. [Google Scholar] [CrossRef]
- Pan, J.; Hou, L.; Wang, Q.; He, Y.; Wu, L.; Mondal, A.N.; Xu, T. Preparation of bipolar membranes by electrospinning. Mater. Chem. Phys. 2017, 186, 484–491. [Google Scholar] [CrossRef]
- Szczygiełda, M.; Antczak, J.; Prochaska, K. Separation and concentration of succinic acid from post-fermentation broth by bipolar membrane electrodialysis (EDBM). Sep. Purif. Technol. 2017, 181, 53–59. [Google Scholar] [CrossRef]
- Shen, J.; Yu, J.; Liu, L.; Lin, J.; Van der Bruggen, B. Synthesis of quaternary ammonium hydroxide from its halide salt by bipolar membrane electrodialysis (BMED): Effect of molecular structure of ammonium compounds on the process performance. J. Chem. Technol. Biotechnol. 2014, 89, 841–850. [Google Scholar] [CrossRef]
- Baylis, A.D. Why glyphosate is a global herbicide: Strengths, weaknesses and prospects. Pest Manag. Sci. 2000, 56, 299–308. [Google Scholar] [CrossRef]
- Woodburn, A.T. Glyphosate: Production, pricing and use worldwide. Pest Manag. Sci. 2000, 56, 309–312. [Google Scholar] [CrossRef]
- Luo, J.; Wei, S.; Su, Y.; Chen, X.; Wan, Y. Desalination and recovery of iminodiacetic acid (IDA) from its sodium chloride mixtures by nanofiltration. J. Membr. Sci. 2009, 342, 35–41. [Google Scholar] [CrossRef]
- Wang, X.-x.; Wang, M.; Jia, Y.-x.; Yao, T.-t. The feasible study on the reclamation of the glyphosate neutralization liquor by bipolar membrane electrodialysis. Desalination 2012, 300, 58–63. [Google Scholar] [CrossRef]
- Shen, J.; Huang, J.; Liu, L.; Ye, W.; Lin, J.; Van der Bruggen, B. The use of BMED for glyphosate recovery from glyphosate neutralization liquor in view of zero discharge. J. Hazard. Mater. 2013, 260, 660–667. [Google Scholar] [CrossRef] [PubMed]
- Xie, M.; Liu, Z.Y.; Xu, Y.H. Removal of glyphosate in neutralization liquor from the glycine-dimethylphosphit process by nanofiltration. J. Hazard. Mater. 2010, 181, 975–980. [Google Scholar] [CrossRef] [PubMed]
- Meng, W.; Wang, G.; Zhang, M.; Wan, D.; Song, N.; Lei, Y.; Cheng, J.; Qu, W.; Lee, S. Generation of acid-base by bipolar membrane electrodialysis process during desalination of pesticide containing wastewater. Desalin. Water Treat. 2021, 217, 91–100. [Google Scholar] [CrossRef]
- Haoran, Y.; Binghuang, W.; Yuming, Z.; Jiacheng, Y.; Zhihua, Y. Review on the research status of bipolar membrane electrodialysis toward the treatment of hyperhaline industrial wastewater. In Membrane Science and Technology; Elsevier: Amsterdam, The Netherlands, 2022; pp. 1–9. [Google Scholar]
- Pinazo, J.M.; Domine, M.E.; Parvulescu, V.; Petru, F. Sustainability metrics for succinic acid production: A comparison between biomass-based and petrochemical routes. Catal. Today 2015, 239, 17–24. [Google Scholar] [CrossRef]
- Ai, M.; Ohdan, K. Oxidative dehydrogenation of lactic acid to pyruvic acid over iron phosphate catalyst. Appl. Catal. A Gen. 1997, 150, 13–20. [Google Scholar] [CrossRef]
- Gao, Z.; Chen, W.; Chen, X.; Wang, D.; Yi, S. Study on the Isomerization of Maleic Acid to Fumaric Acid without Catalyst. Bull. Korean Chem. Soc. 2018, 39, 920–924. [Google Scholar] [CrossRef]
- Sang, R.; Kucmierczyk, P.; Duhren, R.; Razzaq, R.; Dong, K.; Liu, J.; Franke, R.; Jackstell, R.; Beller, M. Synthesis of Carboxylic Acids by Palladium-Catalyzed Hydroxycarbonylation. Angew Chem. Int. Ed. Engl. 2019, 58, 14365–14373. [Google Scholar] [CrossRef]
- Prikaznov, A.V.; Shmal’ko, A.V.; Sivaev, I.B.; Petrovskii, P.V.; Bragin, V.I.; Kisin, A.V.; Bregadze, V.V. Synthesis of carboxylic acids based on the closo-decaborate anion. Polyhedron 2011, 30, 1494–1501. [Google Scholar] [CrossRef]
- Solmi, M.V.; Schmitz, M.; Leitner, W. Chapter 6—CO2 as a Building Block for the Catalytic Synthesis of Carboxylic Acids. In Studies in Surface Science and Catalysis; Albonetti, S., Perathoner, S., Quadrelli, E.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 178, pp. 105–124. [Google Scholar]
- Handojo, L.; Wardani, A.K.; Regina, D.; Bella, C.; Kresnowati, M.; Wenten, I.G. Electro-membrane processes for organic acid recovery. R. Soc. Chem. 2019, 9, 7854–7869. [Google Scholar] [CrossRef] [PubMed]
- Prochaska, K.; Staszak, K.; Wozniak-Budych, M.J.; Regel-Rosocka, M.; Adamczak, M.; Wisniewski, M.; Staniewski, J. Nanofiltration, bipolar electrodialysis and reactive extraction hybrid system for separation of fumaric acid from fermentation broth. Bioresour. Technol. 2014, 167, 219–225. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Wang, D.; Wu, Y.; Li, W.; Zhang, Y.; Xing, J.; Su, Z. One step recovery of succinic acid from fermentation broths by crystallization. Sep. Purif. Technol. 2010, 72, 294–300. [Google Scholar] [CrossRef]
- Huh, Y.S.; Jun, Y.-S.; Hong, Y.K.; Song, H.; Lee, S.Y.; Hong, W.H. Effective purification of succinic acid from fermentation broth produced by Mannheimia succiniciproducens. Process Biochem. 2006, 41, 1461–1465. [Google Scholar] [CrossRef]
- Orjuela, A.; Yanez, A.J.; Peereboom, L.; Lira, C.T.; Miller, D.J. A novel process for recovery of fermentation-derived succinic acid. Sep. Purif. Technol. 2011, 83, 31–37. [Google Scholar] [CrossRef]
- Jun, Y.-S.; Lee, E.Z.; Huh, Y.S.; Hong, Y.K.; Hong, W.H.; Lee, S.Y. Kinetic study for the extraction of succinic acid with TOA in fermentation broth; effects of pH, salt and contaminated acid. Biochem. Eng. J. 2007, 36, 8–13. [Google Scholar] [CrossRef]
- Huang, C.; Xu, T.; Zhang, Y.; Xue, Y.; Chen, G. Application of electrodialysis to the production of organic acids: State-of-the-art and recent developments. J. Membr. Sci. 2007, 288, 1–12. [Google Scholar] [CrossRef]
- Anastas, P.T.; Breen, J.J. Design for the environment and Green Chemistry: The heart and soul of industrial ecology. J. Clean. Prod. 1997, 5, 97–102. [Google Scholar] [CrossRef]
- Bailly, M.; Roux-de Balmann, H.; Aimar, P.; Lutin, F.; Cheryan, M. Production processes of fermented organic acids targeted around membrane operations: Design of the concentration step by conventional electrodialysis. J. Membr. Sci. 2001, 191, 129–142. [Google Scholar] [CrossRef]
- Takahashi, H.; Ohba, K.; Kikuchi, K.-i. Sorption of di- and tricarboxylic acids by an anion-exchange membrane. J. Membr. Sci. 2003, 222, 103–111. [Google Scholar] [CrossRef]
- Hülber-Beyer, É.; Bélafi-Bakó, K.; Nemestóthy, N. Low-waste fermentation-derived organic acid production by bipolar membrane electrodialysis—An overview. Chem. Pap. 2021, 75, 5223–5234. [Google Scholar] [CrossRef]
- Tongwen, X.; Weihua, Y. Citric acid production by electrodialysis with bipolar membranes. Chem. Eng. Process. Process Intensif. 2002, 41, 519–524. [Google Scholar] [CrossRef]
- Tongwen, X.; Weihua, Y. Effect of cell configurations on the performance of citric acid production by a bipolar membrane electrodialysis. J. Membr. Sci. 2002, 203, 145–153. [Google Scholar] [CrossRef]
- Cauwenberg, V.; Peels, J.; Resbeut, S.; Pourcelly, G. Application of electrodialysis within fine chemistry. Sep. Purif. Technol. 2001, 22–23, 115–121. [Google Scholar] [CrossRef]
- Sun, X.; Lu, H.; Wang, J. Recovery of citric acid from fermented liquid by bipolar membrane electrodialysis. J. Clean. Prod. 2017, 143, 250–256. [Google Scholar] [CrossRef]
- Yu, L.; Lin, A.; Zhang, L.; Chen, C.; Jiang, W. Application of electrodialysis to the production of Vitamin C. Chem. Eng. J. 2000, 78, 153–157. [Google Scholar] [CrossRef]
- Szczygiełda, M.; Prochaska, K. Alpha-ketoglutaric acid production using electrodialysis with bipolar membrane. J. Membr. Sci. 2017, 536, 37–43. [Google Scholar] [CrossRef]
- Jiang, C.; Wang, Y.; Xu, T. An excellent method to produce morpholine by bipolar membrane electrodialysis. Sep. Purif. Technol. 2013, 115, 100–106. [Google Scholar] [CrossRef]
- Yu, L.; Su, J.; Wang, J. Bipolar membrane-based process for the recycle of p-toluenesulfonic acid in D-(-)-p-hydroxyphenylglycine production. Desalination 2005, 177, 209–215. [Google Scholar] [CrossRef]
- Fu, L.; Gao, X.; Yang, Y.; Aiyong, F.; Hao, H.; Gao, C. Preparation of succinic acid using bipolar membrane electrodialysis. Sep. Purif. Technol. 2014, 127, 212–218. [Google Scholar] [CrossRef]
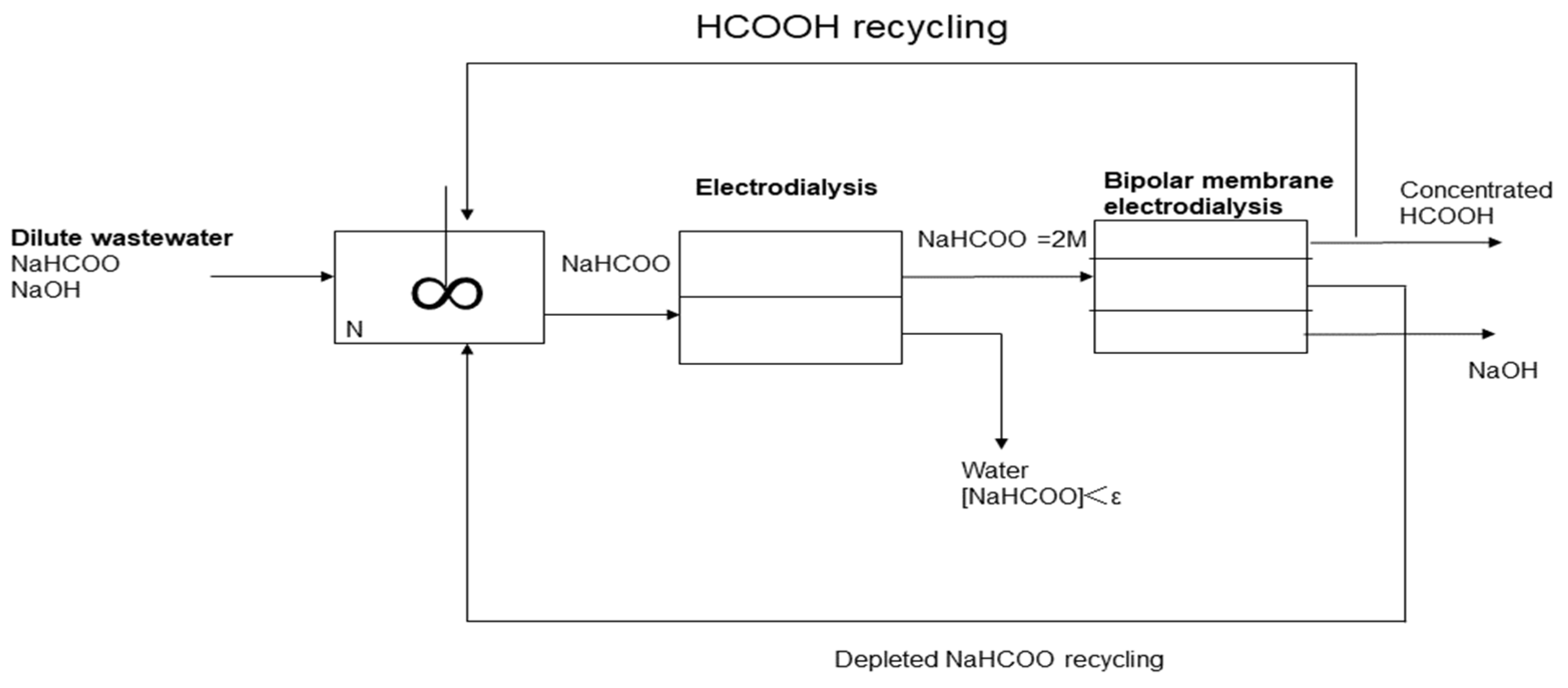
- Ferrer, J.S.J.; Laborie, S.; Durand, G.; Rakib, M. Formic acid regeneration by electromembrane processes. J. Membr. Sci. 2006, 280, 509–516. [Google Scholar] [CrossRef]
- Alvarez, F.; Alvarez, R.; Coca, J.; Sandeaux, J.; Sandeaux, R.; Gavach, C. Salicylic acid production by electrodialysis with bipolar membranes. J. Membr. Sci. 1997, 123, 61–69. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, X.; Yan, H.; Jiang, C.; Ge, L.; Xu, T. Bipolar Membrane Electrodialysis for Cleaner Production of N-Methylated Glycine Derivative Amino Acids. AIChE J. 2020, 66, e17023. [Google Scholar] [CrossRef]
- Komáromy, P.; Rózsenberszki, T.; Bakonyi, P.; Nemestóthy, N.; Bélafi-Bakó, K. Statistical analysis on the variables affecting itaconic acid separation by bipolar membrane electrodialysis. Desalinat. Water Treat. 2020, 192, 408–414. [Google Scholar] [CrossRef]
- Cao, R.; Xu, Y. Efficient Preparation of Xylonic Acid from Xylonate Fermentation Broth by Bipolar Membrane Electrodialysis. Appl. Biochem. Biotechnol. 2019, 187, 396–406. [Google Scholar] [CrossRef] [PubMed]
- Benson, S.M.; Orr, F.M. Carbon Dioxide Capture and Storage. MRS Bull. 2011, 33, 303–305. [Google Scholar] [CrossRef]
- Jiang, C.; Li, S.; Zhang, D.; Yang, Z.; Yu, D.; Chen, X.; Wang, Y.; Xu, T. Mathematical modelling and experimental investigation of CO2 absorber recovery using an electro-acidification method. Chem. Eng. J. 2019, 360, 654–664. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, L.; Otto, A.; Robinius, M.; Stolten, D. A Review of Post-combustion CO2 Capture Technologies from Coal-fired Power Plants. Energy Procedia 2017, 114, 650–665. [Google Scholar] [CrossRef]
- Hwang, J.; Kim, J.; Lee, H.W.; Na, J.; Ahn, B.S.; Lee, S.D.; Kim, H.S.; Lee, H.; Lee, U. An experimental based optimization of a novel water lean amine solvent for post combustion CO2 capture process. Appl. Energy 2019, 248, 174–184. [Google Scholar] [CrossRef]
- Spigarelli, B.P.; Kawatra, S.K. Opportunities and challenges in carbon dioxide capture. J. CO2 Util. 2013, 1, 69–87. [Google Scholar] [CrossRef]
- Valluri, S.; Kawatra, S.K. Reduced reagent regeneration energy for CO2 capture with bipolar membrane electrodialysis. Fuel Process. Technol. 2021, 213, 106691. [Google Scholar] [CrossRef]
- Knuutila, H.; Svendsen, H.F.; Anttila, M. CO2 capture from coal-fired power plants based on sodium carbonate slurry; a systems feasibility and sensitivity study. Int. J. Greenh. Gas Control 2009, 3, 143–151. [Google Scholar] [CrossRef]
- Littau, K.A.; Torres, F.E. System and Method for Recovery of CO2 by Aqueous Carbonate Flue Gas Capture and High Efficiency Bipolar Membrane Electrodialysis. U.S. Patent 8,535,502, 17 September 2013. [Google Scholar]
- Iizuka, A.; Hashimoto, K.; Nagasawa, H.; Kumagai, K.; Yanagisawa, Y.; Yamasaki, A. Carbon dioxide recovery from carbonate solutions using bipolar membrane electrodialysis. Sep. Purif. Technol. 2012, 101, 49–59. [Google Scholar] [CrossRef]
- Nagasawa, H.; Yamasaki, A.; Iizuka, A.; Kumagai, K.; Yanagisawa, Y. A new recovery process of carbon dioxide from alkaline carbonate solution via electrodialysis. AIChE J. 2009, 55, 3286–3293. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, J.; Ji, Z.; Liu, J.; Guo, X.; Yuan, J. A novel technology of carbon dioxide adsorption and mineralization via seawater decalcification by bipolar membrane electrodialysis system with a crystallizer. Chem. Eng. J. 2020, 381, 122542. [Google Scholar] [CrossRef]
- Bazhenov, S.; Rieder, A.; Schallert, B.; Vasilevsky, V.; Unterberger, S.; Grushevenko, E.; Volkov, V.; Volkov, A. Reclaiming of degraded MEA solutions by electrodialysis: Results of ED pilot campaign at post-combustion CO2 capture pilot plant. Int. J. Greenh. Gas Control 2015, 42, 593–601. [Google Scholar] [CrossRef]
- Chen, T.; Bi, J.; Zhao, Y.; Du, Z.; Guo, X.; Yuan, J.; Ji, Z.; Liu, J.; Wang, S.; Li, F.; et al. Carbon dioxide capture coupled with magnesium utilization from seawater by bipolar membrane electrodialysis. Sci. Total Environ. 2022, 820, 153272. [Google Scholar] [CrossRef]
- Klaassen, R.; Feron, P.H.M.; Jansen, A.E. Membrane Contactors in Industrial Applications. Chem. Eng. Res. Des. 2005, 83, 234–246. [Google Scholar] [CrossRef]
- Ruan, H.; Wu, S.; Chen, X.; Zou, J.; Liao, J.; Cui, H.; Dong, Y.; Qiu, Y.; Shen, J. Capturing CO2 with NaOH solution from reject brine via an integrated technology based on bipolar membrane electrodialysis and hollow fiber membrane contactor. Chem. Eng. J. 2022, 450, 138095. [Google Scholar] [CrossRef]
- Jiang, C.; Zhang, Y.; Feng, H.; Wang, Q.; Wang, Y.; Xu, T. Simultaneous CO2 capture and amino acid production using bipolar membrane electrodialysis (BMED). J. Membr. Sci. 2017, 542, 264–271. [Google Scholar] [CrossRef]
- Huang, H.; Xiao, X.; Yan, B. Complex treatment of the ammonium nitrogen wastewater from rare-earth separation plant. Desalin. Water Treat. 2009, 8, 109–117. [Google Scholar] [CrossRef]
- Erisman, J.W.; Bleeker, A.; Galloway, J.; Sutton, M.S. Reduced nitrogen in ecology and the environment. Environ. Pollut. 2007, 150, 140–149. [Google Scholar] [CrossRef] [PubMed]
- De Gisi, S.; Galasso, M.; De Feo, G. Treatment of tannery wastewater through the combination of a conventional activated sludge process and reverse osmosis with a plane membrane. Desalination 2009, 249, 337–342. [Google Scholar] [CrossRef]
- Ibáñez, R.; Pérez-González, A.; Gómez, P.; Urtiaga, A.M.; Ortiz, I. Acid and base recovery from softened reverse osmosis (RO) brines. Experimental assessment using model concentrates. Desalination 2013, 309, 165–170. [Google Scholar] [CrossRef]
- Jin, X.; Li, E.; Lu, S.; Qiu, Z.; Sui, Q. Coking wastewater treatment for industrial reuse purpose: Combining biological processes with ultrafiltration, nanofiltration and reverse osmosis. J. Environ. Sci. 2013, 25, 1565–1574. [Google Scholar] [CrossRef]
- Li, Y.; Shi, S.; Cao, H.; Wu, X.; Zhao, Z.; Wang, L. Bipolar membrane electrodialysis for generation of hydrochloric acid and ammonia from simulated ammonium chloride wastewater. Water Res. 2016, 89, 201–209. [Google Scholar] [CrossRef]
- Zhang, C.; Ding, W.; Zeng, X.; Xu, X. Recovery of ammonia nitrogen from landfill leachate using a biopolar membrane equipped electrodialysis system. Water Sci. Technol. 2020, 82, 1758–1770. [Google Scholar] [CrossRef]
- Ferrari, F.; Pijuan, M.; Molenaar, S.; Duinslaeger, N.; Sleutels, T.; Kuntke, P.; Radjenovic, J. Ammonia recovery from anaerobic digester centrate using onsite pilot scale bipolar membrane electrodialysis coupled to membrane stripping. Water Res. 2022, 218, 118504. [Google Scholar] [CrossRef]
- Graillon, S.; Persin, F.; Pourcelly, G.; Gavach, C. Development of electrodialysis with bipolar membrane for the treatment of concentrated nitrate effluents. Desalination 1996, 107, 159–169. [Google Scholar] [CrossRef]
- Ali, M.; Rakib, M.; Laborie, S.; Viers, P.; Durand, G. Coupling of bipolar membrane electrodialysis and ammonia stripping for direct treatment of wastewaters containing ammonium nitrate. J. Membr. Sci. 2004, 244, 89–96. [Google Scholar] [CrossRef]
- Eccles, H. Treatment of metal-contaminated wastes: Why select a biological process? Trends Biotechnol. 1999, 17, 462–465. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, H.; Liu, Y.; Chen, R.; Qian, Q.; Van der Bruggen, B. Cr(III) recovery in form of Na2CrO4 from aqueous solution using improved bipolar membrane electrodialysis. J. Membr. Sci. 2020, 604, 118097. [Google Scholar] [CrossRef]
- Liu, Y.; Ke, X.; Zhu, H.; Chen, R.; Chen, X.; Zheng, X.; Jin, Y.; Van der Bruggen, B. Treatment of raffinate generated via copper ore hydrometallurgical processing using a bipolar membrane electrodialysis system. Chem. Eng. J. 2020, 382, 122956. [Google Scholar] [CrossRef]
- Liu, Y.; Dai, L.; Ke, X.; Ding, J.; Wu, X.; Chen, R.; Ding, R.; Van der Bruggen, B. Arsenic and cation metal removal from copper slag using a bipolar membrane electrodialysis system. J. Clean. Prod. 2022, 338, 130662. [Google Scholar] [CrossRef]
- Sun, M.; Li, M.; Zhang, X.; Wu, C.; Wu, Y. Graphene oxide modified porous P84 co-polyimide membranes for boron recovery by bipolar membrane electrodialysis process. Sep. Purif. Technol. 2020, 232, 115963. [Google Scholar] [CrossRef]
- Jarma, Y.A.; Çermikli, E.; İpekçi, D.; Altıok, E.; Kabay, N. Comparison of two electrodialysis stacks having different ion exchange and bipolar membranes for simultaneous separation of boron and lithium from aqueous solution. Desalination 2021, 500, 114850. [Google Scholar] [CrossRef]
- İpekçi, D.; Kabay, N.; Bunani, S.; Altıok, E.; Arda, M.; Yoshizuka, K.; Nishihama, S. Application of heterogeneous ion exchange membranes for simultaneous separation and recovery of lithium and boron from aqueous solution with bipolar membrane electrodialysis (EDBM). Desalination 2020, 479, 114313. [Google Scholar] [CrossRef]
- İpekçi, D.; Altıok, E.; Bunani, S.; Yoshizuka, K.; Nishihama, S.; Arda, M.; Kabay, N. Effect of acid-base solutions used in acid-base compartments for simultaneous recovery of lithium and boron from aqueous solution using bipolar membrane electrodialysis (BMED). Desalination 2018, 448, 69–75. [Google Scholar] [CrossRef]
- Bunani, S.; Arda, M.; Kabay, N.; Yoshizuka, K.; Nishihama, S. Effect of process conditions on recovery of lithium and boron from water using bipolar membrane electrodialysis (BMED). Desalination 2017, 416, 10–15. [Google Scholar] [CrossRef]
- Bunani, S.; Yoshizuka, K.; Nishihama, S.; Arda, M.; Kabay, N. Application of bipolar membrane electrodialysis (BMED) for simultaneous separation and recovery of boron and lithium from aqueous solutions. Desalination 2017, 424, 37–44. [Google Scholar] [CrossRef]
- Hung, W.-C.; Horng, R.S.; Tsai, C.-H. Effects of process conditions on simultaneous removal and recovery of boron from boron-laden wastewater using improved bipolar membrane electrodialysis (BMED). J. Water Process Eng. 2022, 47, 102650. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | ED | Ion Exchange | BMED |
|---|---|---|---|
| additive | consume a lot of acid | consume a lot of acid and base | does not consume any acid and base |
| product | produce a lot of salt waste liquid, the produced high-soda ash solution can be recycled | produces a lot of acid and base waste liquid, and it is difficult to recover | no waste liquid is produced, and the produced high-soda ash solution can be recycled |
| production scale | capable of mass production | not suitable for mass production | capable of mass production of inorganic acids and bases; the market for organic acids and bases is expanding |
| recycling effect | high recovery and high purity | the recovery efficiency is low; the purity is high | high recovery efficiency and purity |
| Method | Operating Conditions | Boron Concentration | Efficiency | References |
|---|---|---|---|---|
| intermittent BMED | voltage: 12 V, current density: 6.36 A/m2, pH: 9.5–10.5, solution flow rate: 36 L/h | 680 mg B/L | SB = 98.6% βB = 86.5% | [115] |
| Continuous BMED | Voltage: 12 V, current density: 6.36 A/m2, pH: 9.5–10.5, solution flow rate: 36 L/h reaction time: 5 cycle | 612 mg B/L | SB = 98.53% βB = 81.2% | [115] |
| BMED | voltage: 30 V, reaction time: 3 h, membrane: QGO-P84 membrane | 1000 mg B/L | SB = 76.6% | [109] |
| voltage: 30 V, reaction time: 3 h, membrane: Commercial membrane CJMA-3 | 1000 mg B/L | SB = 51.6% | [109] | |
| voltage: 15 V, sample solution: 0.5 L 3 mM HCl-3 mM NaOH membrane: PC-bip membranes | 850 mg B/L | SB = 72.3% βB = 70.8% | [113] | |
| voltage: 30 V, type of membrane: AHA membranes | 1000 mg B/L | SB = 97.8% βB = 39.1% | [114] | |
| voltage: 30 V, sample solution: 2 L 5 mM HCl-5 mM NaOH | 1000 mg B/L | SB = 86.9% βB = 50.0% | [112] | |
| voltage: 20 V, sample solution: 0.05 mol/L H3BO3-0.05 mol/L LiOH solution flow rate: 45–50 L/h, membrane: PC-Cell ED 640 04 model | 924 mg B/L 313 mg Li/L | SB = 77.5% βB = 54.0% | [110] | |
| voltage: 20 V, sample solution: 0.05 moL/L H3BO3, 0.05 mol/L LiOH solution flow rate: 45–50 L/h, membrane: Mega EDR-Z-Full-V4 model | 976 mg B/L, 314 mg Li/L | SB = 81.0% βB = 38.8% | [110] | |
| voltage: 25 V, sample solution: 3 mM HCl-3 mM NaOH solution flow rate: 50 L/h, membrane: Mega EDR-Z-FULL-V4 model | 812 ± 56.15 mg B/L | SB = 74.0% βB = 59.0% | [111] |
| Method | Operating Conditions | Feed Solution | Efficiency | References |
|---|---|---|---|---|
| BMED | Voltage: 15 V, sample solution: 0.5 L 3 mM HCl, 3 mM NaOH membrane: PC-bip membranes | 250 mg Li/L | SLi = 99.6% βLi = 88.3% | [113] |
| Voltage: 30 V, sample solution: 0.1 M HCl, 0.1 M NaOH membrane: AHA BP-1E membranes | 340 mg Li/L | SLi = 97.8% βLI = 20.0% | [114] | |
| Voltage: 30 V, sample solution: 2 L 5 mM HCl, 5 mM NaOH | 340 mg Li/L | SLi = 94.7% βLi = 62.0% | [112] | |
| Voltage: 20 V, sample solution: 0.05 moL/L H3BO3, 0.05 moL/L LiOH solution flow rate: 45–50 L/h, membrane: PC-Cell ED 640 04 model | 313 mg Li/L | SLi = 99.8% βLi = 86.4% | [110] | |
| Voltage: 20 V, sample solution: 0.05 mol/L H3BO3, 0.05 mol/L LiOH solution flow rate: 45–50 L/h, membrane: Mega EDR-Z-Full-V4 model | 314 mg Li/L | SLi = 99.8% βLi = 50.2% | [110] | |
| Voltage: 25 V, sample solution: 3 mM HCl, 3 mM NaOH solution flow rate: 50 L/h, membrane: Mega EDR-Z-FULL-V4 model | 256 ± 33.11 mg Li/L | SLi = 99.0% βLi = 73.0% | [111] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, Y.; Liu, Y.; Shen, J.; Van der Bruggen, B. Application of Bipolar Membrane Electrodialysis in Environmental Protection and Resource Recovery: A Review. Membranes 2022, 12, 829. https://doi.org/10.3390/membranes12090829
Luo Y, Liu Y, Shen J, Van der Bruggen B. Application of Bipolar Membrane Electrodialysis in Environmental Protection and Resource Recovery: A Review. Membranes. 2022; 12(9):829. https://doi.org/10.3390/membranes12090829
Chicago/Turabian StyleLuo, Yu, Yaoxing Liu, Jiangnan Shen, and Bart Van der Bruggen. 2022. "Application of Bipolar Membrane Electrodialysis in Environmental Protection and Resource Recovery: A Review" Membranes 12, no. 9: 829. https://doi.org/10.3390/membranes12090829