
Direct Electrophoretic Deposition and Characterization of Thin-Film Membranes Based on Doped BaCeO3 and CeO2 for Anode-Supported Solid Oxide Fuel Cells



Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis and Characterization of the Electrolytes
2.2. Fabrication of the Anode Substrates and Their Characterization
2.3. Preparation of the Suspensions Based on the Electrolyte Materials and Their Characterization
2.4. Electrophoretic Deposition of the Thin-film Electrolyte Layers
2.5. Fuel-Cell Fabrication and High-temperature Investigations
3. Results
3.1. Characterization of the Initial Electrolyte Powder Materials and Suspension Preparation
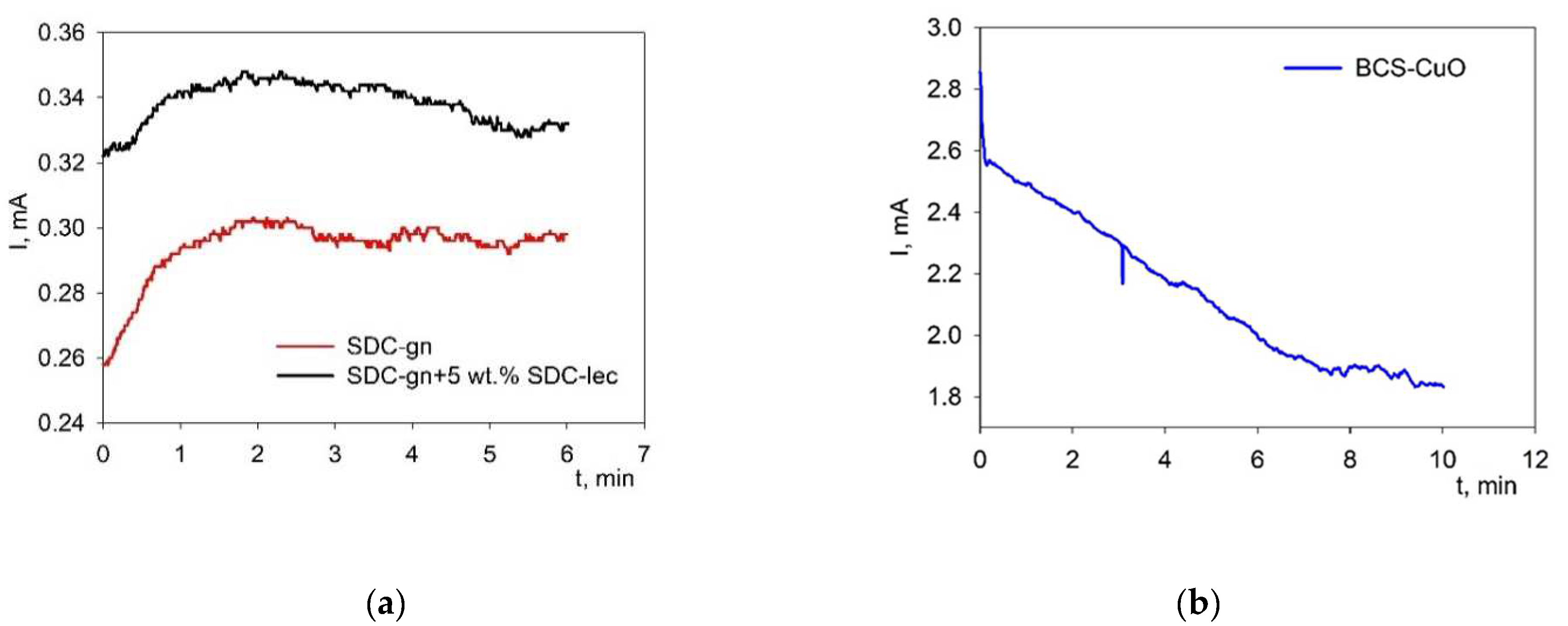
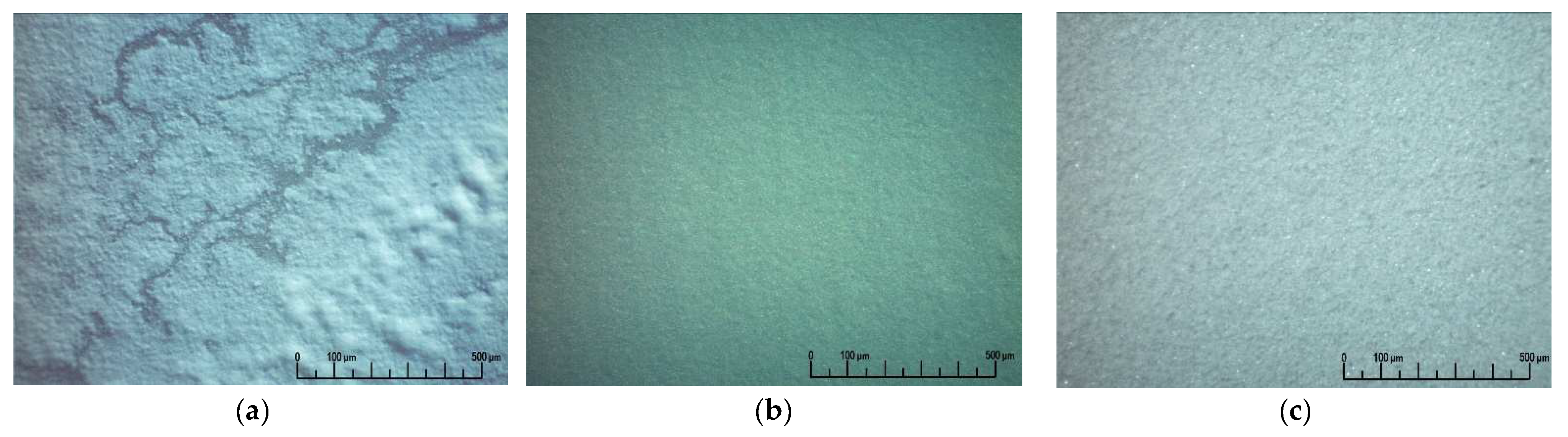
3.2. Peculiarities of EPD from the Suspensions of the Electrolyte Materials on a Model Ni-foil Substrate
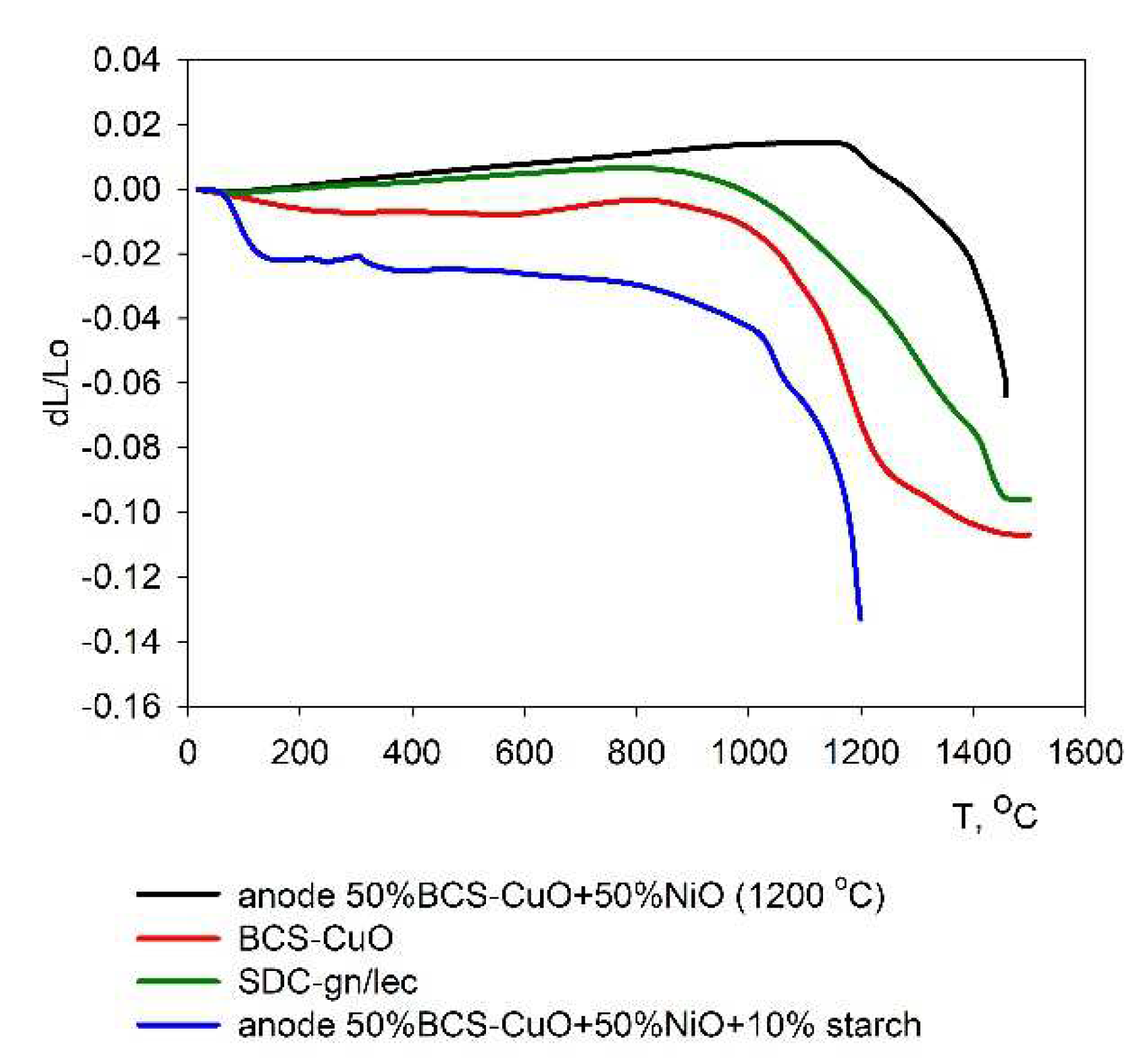
3.3. Dilatometric Studies of the Sintering Kinetics
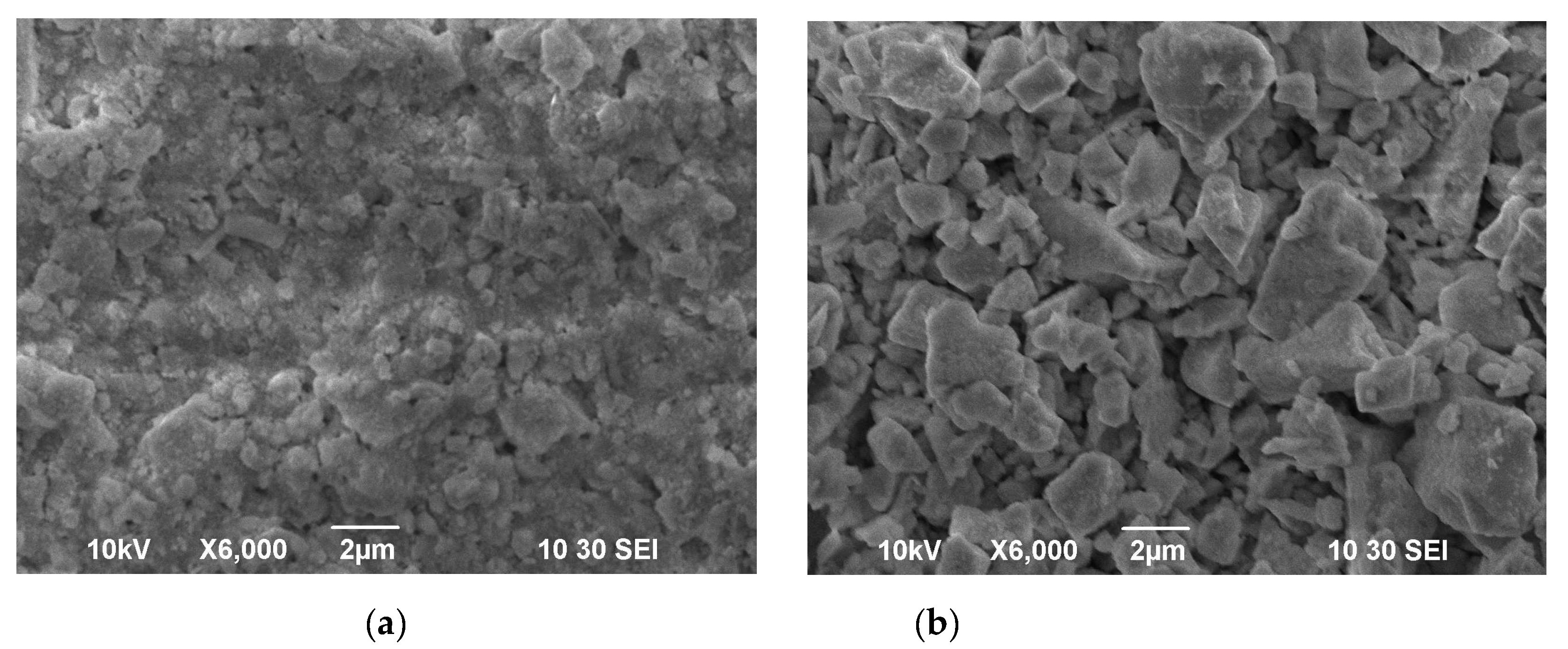
3.4. Direct EPD from the SDC-gn/lec and BCS-CuO Suspensions on the Porous NiO-BCS-CuO Anode Substrates, Pre-Sintered at 1200 °C
3.5. SOFCs’ Testing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mendonça, C.; Ferreira, A.; Santos, D.M.F. Towards the Commercialization of Solid Oxide Fuel Cells: Recent Advances in Materials and Integration Strategies. Fuels 2021, 2, 23. [Google Scholar] [CrossRef]
- Fallah Vostakola, M.; Amini Horri, B. Progress in Material Development for Low-Temperature Solid Oxide Fuel Cells: A Review. Energies 2021, 14, 1280. [Google Scholar] [CrossRef]
- Shi, H.; Su, C.; Ran, R.; Cao, J.; Shao, Z. Electrolyte materials for intermediate-temperature solid oxide fuel cells. Prog. Nat. Sci. 2020, 30, 764–774. [Google Scholar] [CrossRef]
- Morale, M.; Roa, J.J.; Tartaj, J.; Segarra, M. A review of doped lanthanum gallates as electrolytes for intermediate temperature solid oxides fuel cells: From materials processing to electrical and thermo-mechanical properties. J. Europ. Ceram. Soc. 2016, 36, 1–16. [Google Scholar] [CrossRef]
- Zhigachev, A.O.; Rodaev, V.V.; Zhigacheva, D.V.; Lyskov, N.V.; Shchukina, M.A. Doping of Scandia-stabilized zirconia electrolytes for intermediate-temperature solid oxide fuel cell: A review. Ceram Int. 2021, 47, 32490–32504. [Google Scholar] [CrossRef]
- Medvedev, D.A.; Lyagaeva, J.G.; Gorbova, E.V.; Demin, A.K.; Tsiakaras, P. Advanced materials for SOFC application: Strategies for the development of highly conductive and stable solid oxide proton electrolytes. Prog. Mater. Sci. 2016, 75, 38–79. [Google Scholar] [CrossRef]
- Zhang, W.; Hu, Y.H. Progress in proton-conducting oxides as electrolytes for low-temperature solid oxide fuel cells: From materials to devices. Energy Sci. Eng. 2021, 9, 984–1011. [Google Scholar] [CrossRef]
- Pikalova, E.Y.; Kalinina, E.G. Approaches to improving efficiency of solid oxide fuel cells based on ceramic membranes with mixed conductivity. Russ. Chem. Rev. 2021, 90, 703–749. [Google Scholar] [CrossRef]
- Jaiswal, N.; Tanwar, K.; Suman, R.; Kumar, D.; Upadhyay, S.; Parkash, O. A brief review on ceria based solid electrolytes for solid oxide fuel cells. J. Alloys Compd. 2019, 781, 984–1005. [Google Scholar] [CrossRef]
- Zhu, B.; Fan, L.; Lund, P. Breakthrough fuel cell technology using ceria-based multi-functional nanocomposites. Appl. Sci. 2013, 106, 163–175. [Google Scholar] [CrossRef]
- Tarancón, A. Strategies for Lowering Solid Oxide Fuel Cells Operating Temperature. Energies 2009, 2, 1130–1150. [Google Scholar] [CrossRef]
- Agarkova, E.A.; Burmistrov, I.N.; Agarkov, D.A.; Zadorozhnaya, O.Y.; Shipilova, A.V.; Solovyev, A.A.; Nepochatov, Y.K.; Bredikhin, S.I. Bilayered anode supports for planar solid oxide fuel cells: Fabrication and electrochemical performance. Mater. Lett. 2021, 283, 128752. [Google Scholar] [CrossRef]
- Zhang, Y.; Cai, G.; Gu, Y.; Ge, L.; Zheng, Y.; Chen, H.; Guo, L. Modifying the electrode-electrolyte interface of anode supported solid oxide fuel cells (SOFCs) by laser-machining. Energy Convers. Manag. 2018, 171, 1030–1037. [Google Scholar] [CrossRef]
- Smorygo, O.; Sadykov, V.; Mikutski, V.; Marukovich, A.; Ilyushchanka, A.; Yarkovich, A.; Mezentseva, N.; Bobrova, L.; Fedorova, Y.; Pelipenko, V.; et al. Porous substrates for intermediate temperature SOFCs and in-cell reforming catalysts. Catal. Sust. Energy 2013, 1, 90–99. [Google Scholar] [CrossRef]
- Osinkin, D.A.; Bogdanovich, N.M.; Beresnev, S.M.; Zhuravlev, V.D. High-performance anode-supported solid oxide fuel cell with impregnated electrodes. J. Power Sources 2015, 288, 20–25. [Google Scholar] [CrossRef]
- Kalinina, E.G.; Bogdanovich, N.M.; Bronin, D.I.; Pikalova, E.Y.; Pankratov, A.A. Formation of Thin-Film Electrolyte by Electrophoretic Deposition onto Modified Multilayer Cathode. Russ. J. Appl. Chem. 2019, 92, 191–198. [Google Scholar] [CrossRef]
- Beresnev, S.M.; Bobrenok, O.F.; Kuzin, B.L.; Bogdanovich, N.M.; Kurteeva, A.A.; Osinkin, D.A.; Vdovin, G.K.; Bronin, D.I. Single fuel cell with supported LSM cathode. Russ. J. Electrochem. 2012, 48, 969–975. [Google Scholar] [CrossRef]
- Sun, L.; Li, N.; Chen, C.; Zhan, Z. Comparative study of solid oxide fuel cells supported on ceramic cathodes with different pore structures. Int. J. Hydrog. Energy 2021, 46, 13330–13339. [Google Scholar] [CrossRef]
- Coddet, P.; Liao, H.; Coddet, C. A review on high power SOFC electrolyte layer manufacturing using thermal spray and physical vapour deposition technologies. Adv. Manuf. 2014, 2, 212–221. [Google Scholar] [CrossRef]
- Lyu, Y.; Wang, F.; Wang, D.; Jin, Z. Alternative preparation methods of thin films for solid oxide fuel cells: Review. Mater. Technol. 2019, 35, 212–227. [Google Scholar] [CrossRef]
- Pikalova, E.Y.; Kalinina, E.G. Place of Electrophoretic Deposition Among Thin-Film Methods Adapted to the Solid Oxide Fuel Cell Technology: A Short Review. Int. J. Energy Prod. Manag. 2019, 4, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Pikalova, E.Y.; Kalinina, E.G. Electrophoretic deposition in the solid oxide fuel cell technology: Fundamentals and recent advances. Renew. Sust. Energy Rev. 2019, 116, 109440. [Google Scholar] [CrossRef]
- Ab Aziz, S.A.B.; Amirnordin, S.H.; Hamimah, A.R.; Abdullah, H.Z.; Taib, H. Short Review: Electrophoretic Deposition (EPD) on Non-Conductive Substrate. Adv. Mater. Res. 2012, 488–489, 1358–1362. [Google Scholar] [CrossRef]
- Besra, L.; Compson, C.; Liu, M. Electrophoretic deposition on non-conducting substrates: The case of YSZ film on NiO–YSZ composite substrates for solid oxide fuel cell application. J. Power Sources 2007, 173, 130–136. [Google Scholar] [CrossRef]
- Matsuda, M.; Hosomi, T.; Murata, K.; Fukui, T.; Miyake, M. Direct EPD of YSZ Electrolyte Film onto Porous NiO-YSZ Composite Substrate for Reduced-Temperature Operating Anode-Supported SOFC. Electrochem. Solid-State Lett. 2005, 8, A8–A11. [Google Scholar] [CrossRef]
- Majhi, S.M.; Behura, S.K.; Bhattacharjee, S.; Singh, B.P.; Chongdar, T.K.; Gokhale, N.M.; Besra, L. Anode supported solid oxide fuel cells (SOFC) by electrophoretic deposition. Int. J. Hydrog. Energy 2011, 36, 14930–14935. [Google Scholar] [CrossRef]
- Das, D.; Bagchi, B.; Basu, R.N. Nanostructured zirconia film fabricated by electrophoretic deposition technique. J. Alloys Compd. 2017, 693, 1220–1230. [Google Scholar] [CrossRef]
- Klyndyuk, A.I.; Chizhova, E.A.; Kharytonau, D.S.; Medvedev, D.A. Layered Oxygen-Deficient Double perovskites as Promising Cathode Materials for Solid Oxide Fuel Cells. Materials 2022, 15, 141. [Google Scholar] [CrossRef]
- Li, Z.; Li, M.; Zhu, Z. Perovskite Cathode Materials for Low-Temperature Solid Oxide Fuel Cells: Fundamentals to Optimization. Electrochem. Energy Rev. 2022, 5, 263–311. [Google Scholar] [CrossRef]
- Pikalova, E.; Bogdanovich, N.; Kolchugin, A.; Shubin, K.; Ermakova, L.; Eremeev, N.; Farlenkov, A.; Khrustov, A.; Filonova, E.; Sadykov, V. Development of composite LaNi0.6Fe0.4O3-δ-based air electrodes for solid oxide fuel cells with a thin-film bilayer electrolyte. Int. J. Hydrog. Energy 2021, 46, 16947–16964. [Google Scholar] [CrossRef]
- Shri Prakash, B.; Pavitra, R.; Senthil Kumar, S.; Aruna, S.T. Electrolyte bi-layering strategy to improve the performance of an intermediate temperature solid oxide fuel cell: A review. J. Power Sources 2018, 381, 136–155. [Google Scholar] [CrossRef]
- Matsuda, M.; Hosomi, T.; Murata, K.; Fukui, T.; Miyake, M. Fabrication of bilayered YSZ/SDC electrolyte film by electrophoretic deposition for reduced-temperature operating anode-supported SOFC. J. Power Sources 2007, 165, 102–107. [Google Scholar] [CrossRef]
- Kalinina, E.; Pikalova, E.; Ermakova, L.; Bogdanovich, N. Challenges of Formation of Thin-Film Solid Electrolyte Layers on Non-Conductive Substrates by Electrophoretic Deposition. Coatings 2021, 11, 805. [Google Scholar] [CrossRef]
- Martínez-Amesti, A.; Larrañaga, A.; Rodríguez-Martínez, L.M.; Nó, M.L.; Pizarro, J.L.; Laresgoiti, A.; Arriortua, M.I. Chemical compatibility between YSZ and SDC sintered at different atmospheres for SOFC applications. J. Power Sources 2009, 192, 151–157. [Google Scholar] [CrossRef]
- Meng, Y.; Gao, J.; Zhao, Z.; Amoroso, J.; Tong, J.; Brinkman, K.S. Review: Recent progress in low-temperature proton-conducting ceramics. J. Mater. Sci. 2019, 54, 9291–9312. [Google Scholar] [CrossRef] [Green Version]
- Wu, X.; Wang, H.; Peng, R.; Xia, C.; Meng, G. Effect of A-site deficiency in BaCe0.8Sm0.2O3-δ on the electrode performance for proton conducting solid oxide fuel cells. Solid State Ion. 2011, 192, 611–614. [Google Scholar] [CrossRef]
- Park, I.; Kim, J.; Choi, J.; Lee, H.; Park, J.; Shin, D. Enhanced sintering behavior mechanism of nanocrystalline BaCe0.8Sm0.2O3−δ by Cu doping. Int. J. Hydrog. Energy 2013, 38, 7423–7429. [Google Scholar] [CrossRef]
- Vdovin, G.K.; Rudenko, A.O.; Antonov, B.D.; Malkov, V.B.; Demin, A.K.; Medvedev, D.A. Manipulating the grain boundary properties of BaCeO3-based ceramic materials through sintering additives introduction. Chimica Techno Acta 2019, 6, 38–45. [Google Scholar] [CrossRef] [Green Version]
- Kalinina, E.; Shubin, K.; Pikalova, E. Electrophoretic Deposition and Characterization of the Doped BaCeO3 Barrier Layers on a Supporting Ce0.8Sm0.2O1.9 Solid-State Electrolyte. Membranes 2022, 12, 308. [Google Scholar] [CrossRef]
- Gavrilyuk, A.L.; Osinkin, D.A.; Bronin, D.I. On a variation of the Tikhonov regularization method for calculating the distribution function of relaxation times in impedance spectroscopy. Electrochim. Acta 2020, 354, 136683. [Google Scholar] [CrossRef]
- Osinkin, D.A. An approach to the analysis of the impedance spectra of solid oxide fuel cell using the DRT technique. Electrochim. Acta 2021, 372, 137858. [Google Scholar] [CrossRef]
- Pikalova, E.Y.; Nikonov, A.V.; Zhuravlev, V.D.; Bamburov, V.G.; Samatov, O.M.; Lipilin, A.S.; Khrustov, V.R.; Nikolaenko, I.V.; Plaksin, S.V.; Molchanova, N.G. Effect of the synthesis technique on the physicochemical properties of Ce0.8(Sm0.75Sr0.2Ba0.05)0.2O2−δ. Inorg. Mater. 2011, 47, 396–401. [Google Scholar] [CrossRef]
- Bokov, A.A.; Boltachev, G.S.; Volkov, N.B.; Zayats, S.V.; Il’ina, A.M.; Nozdrin, A.A.; Paranin, S.N.; Olevskii, E.A. Uniaxial Compaction of Nanopowders on a Magnetic-Pulse Press. Tech. Phys. 2013, 58, 1459–1468. [Google Scholar] [CrossRef]
- Lyagaeva, J.; Antonov, B.; Dunyushkina, L.; Kuimon, V.; Medvedev, D.; Demin, A.; Tsiakaras, P. Acceptor doping effects on microstructure, thermal and electrical properties of proton-conducting BaCe0.5Zr0.3Ln0.2O3−δ (Ln = Yb, Gd, Sm, Nd, La or Y) ceramics for solid oxide fuel cell applications. Electrochim. Acta 2016, 192, 80–88. [Google Scholar] [CrossRef]
- Dusoulier, L.; Cloots, R.; Vertruyen, B.; Moreno, R.; Burgos-Montes, O.; Ferrari, B. YBa2Cu3O7−x dispersion in iodine acetone for electrophoretic deposition: Surface charging mechanism in a halogenated organic media. J. Eur. Ceram. Soc. 2011, 31, 1075–1086. [Google Scholar] [CrossRef] [Green Version]
- Kalinina, E.G.; Pikalova, E.Y. Modifying Suspensions for the Electrophoretic Deposition of BaCe0.5Zr0.3Y0.1Yb0.1O3−δ Solid Electrolyte. Russ. J. Phys. Chem. A 2021, 95, 1942–1947. [Google Scholar] [CrossRef]
- Pantoja-Pertegal, J.L.; Díaz-Parralejo, A.; Marcías-García, A.; Sánchez-González, J.; Cuerda-Correa, E.M. Design, preparation, and characterization of Yttria-Stabilized Zirconia (YSZ) coatings obtained by electrophoretic deposition (EPD). Ceram. Int. 2021, 47, 13312–13321. [Google Scholar] [CrossRef]
- Medvedev, D.; Maragou, V.; Pikalova, E.; Demin, A.; Tsiakaras, P. Novel composite solid state electrolytes on the base of BaCeO3 and CeO2 for intermediate temperature electrochemical devices. J. Power Sources 2013, 221, 217–227. [Google Scholar] [CrossRef]
- Medvedev, D.; Pikalova, E.; Demin, A.; Podias, A.; Korzun, I.; Antonov, B.; Tsiakaras, P. Structural, thermomechanical and electrical properties of new (1 − x)Ce0.8Nd0.2O2−δ–xBaCe0.8Nd0.2O3−δ composites. J. Power Sources 2014, 267, 269–279. [Google Scholar] [CrossRef]
- Sun, W.; Jiang, Y.; Wang, Y.; Fang, S.; Zhu, Z.; Liu, W. A novel electronic current-blocked stable mixed ionic conductor for solid oxide fuel cells. J. Power Sources 2011, 196, 62–68. [Google Scholar] [CrossRef]
- Altomare, A.; Cuocci, C.; Giacovazzo, C.; Moliterni, A.; Rizzi, R. QUALX: A computer program for qualitative analysis using powder diffraction data. J. Appl. Cryst. 2008, 41, 815–817. [Google Scholar] [CrossRef]
- Altomare, A.; Corriero, N.; Cuocci, C.; Falcicchio, A.; Moliterni, A.; Rizzi, R. QUALX2.0: A qualitative phase analysis software using the freely available database POW_COD. J. Appl. Cryst. 2015, 48, 598–603. [Google Scholar] [CrossRef]
- Nakayama, S.; Miyayama, M. Fabrication and Fuel-Cell Properties of Sm-Doped CeO2 Electrolyte Film by Electrophoretic Deposition. Key Engin. Mater. 2007, 350, 175–178. [Google Scholar] [CrossRef]
- Osinkin, D.A.; Kuzin, B.L.; Bogdanovich, N.M. Time dependence of electrochemical characteristics of high performance CeO2-modified Ni-cermet electrode in multicomponent gas mixtures H2 + H2O + CO + CO2. Solid State Ion. 2013, 251, 66–69. [Google Scholar] [CrossRef]
- Osinkin, D.A. Detailed analysis of electrochemical behavior of high–performance solid oxide fuel cell using DRT technique. J. Power Sources 2022, 527, 231120. [Google Scholar] [CrossRef]
- Zhao, X.-H.; Mou, X.-P.; Xiong, Y.-L.; Peng, K.-P. Effect of Composition on Electrochemical Performance of Ce0.8Sm0.2O1.9-BaCe0.8Sm0.2O2.9 Composite Electrolytes. J. Synthetic. Cryst. 2017, 46, 1300–1306. Available online: http://rgjtxb.jtxb.cn/EN/Y2017/V46/I7/1300 (accessed on 6 June 2022).
- Pikalova, E.; Medvedev, D. Effect of anode gas mixture humidification on the electrochemical performance of the BaCeO3-based protonic ceramic fuel cell. Int. J. Hydrog. Energy 2016, 41, 4016–4025. [Google Scholar] [CrossRef]
- Mather, G.C.; Muñoz-Gil, D.; Zamudio-García, J.; Porras-Vázquez, J.M.; Marrero-López, D.; Pérez-Coll, D. Perspectives on Cathodes for Protonic Ceramic Fuel Cells. Appl. Sci. 2021, 11, 5363. [Google Scholar] [CrossRef]
- Kasyanova, A.V.; Tarutina, L.R.; Rudenko, A.O.; Lyagaeva, J.G.; Medvedev, D.A. Ba(Ce,Zr)O3-based electrodes for protonic ceramic electrochemical cells: Towards highly compatible functionality and triple-conducting behavior. Russ. Chem Rev. 2020, 89, 667–692. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrolyte Material | Crystal Lattice Type, Space Group | Lattice Parameters, Å | Specific Surface Area, m2/g |
|---|---|---|---|
| SDC-gn | cubic-type structure, Fm-3m (225) | a = 5.431(1) Å | 12.1(2) |
| SDC-lec | cubic-type structure, Fm-3m (225) | a = 5.439(3) Å, CSR*=18(2) nm | 44.1(9) |
| BCS-CuO | orthorhombic structure, Pnma (62) | a = 6.231(1) Å, b = 8.801(2) Å, c = 6.227(1) Å | 3.0(1) |
| Suspension | UT, min | Zeta Potential, mV (pH) |
|---|---|---|
| SDC-gn | 5 25 125 | +4 (5.9) +6 (4.0) +6 (3.5) |
| SDC-gn + 5 wt% SDC-lec | 5 25 | +13 (3.6) +13 (3.6) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pikalova, E.; Osinkin, D.; Kalinina, E. Direct Electrophoretic Deposition and Characterization of Thin-Film Membranes Based on Doped BaCeO3 and CeO2 for Anode-Supported Solid Oxide Fuel Cells. Membranes 2022, 12, 682. https://doi.org/10.3390/membranes12070682
Pikalova E, Osinkin D, Kalinina E. Direct Electrophoretic Deposition and Characterization of Thin-Film Membranes Based on Doped BaCeO3 and CeO2 for Anode-Supported Solid Oxide Fuel Cells. Membranes. 2022; 12(7):682. https://doi.org/10.3390/membranes12070682
Chicago/Turabian StylePikalova, Elena, Denis Osinkin, and Elena Kalinina. 2022. "Direct Electrophoretic Deposition and Characterization of Thin-Film Membranes Based on Doped BaCeO3 and CeO2 for Anode-Supported Solid Oxide Fuel Cells" Membranes 12, no. 7: 682. https://doi.org/10.3390/membranes12070682