
Membrane Emulsification—A Novel Solution for Treatment and Reuse of Produced Water from Oil Field

Abstract
:1. Introduction
2. Materials and Methods
2.1. Membranes
2.2. Finding the Suitable Membrane Pretreatment and Operational Mode of ME
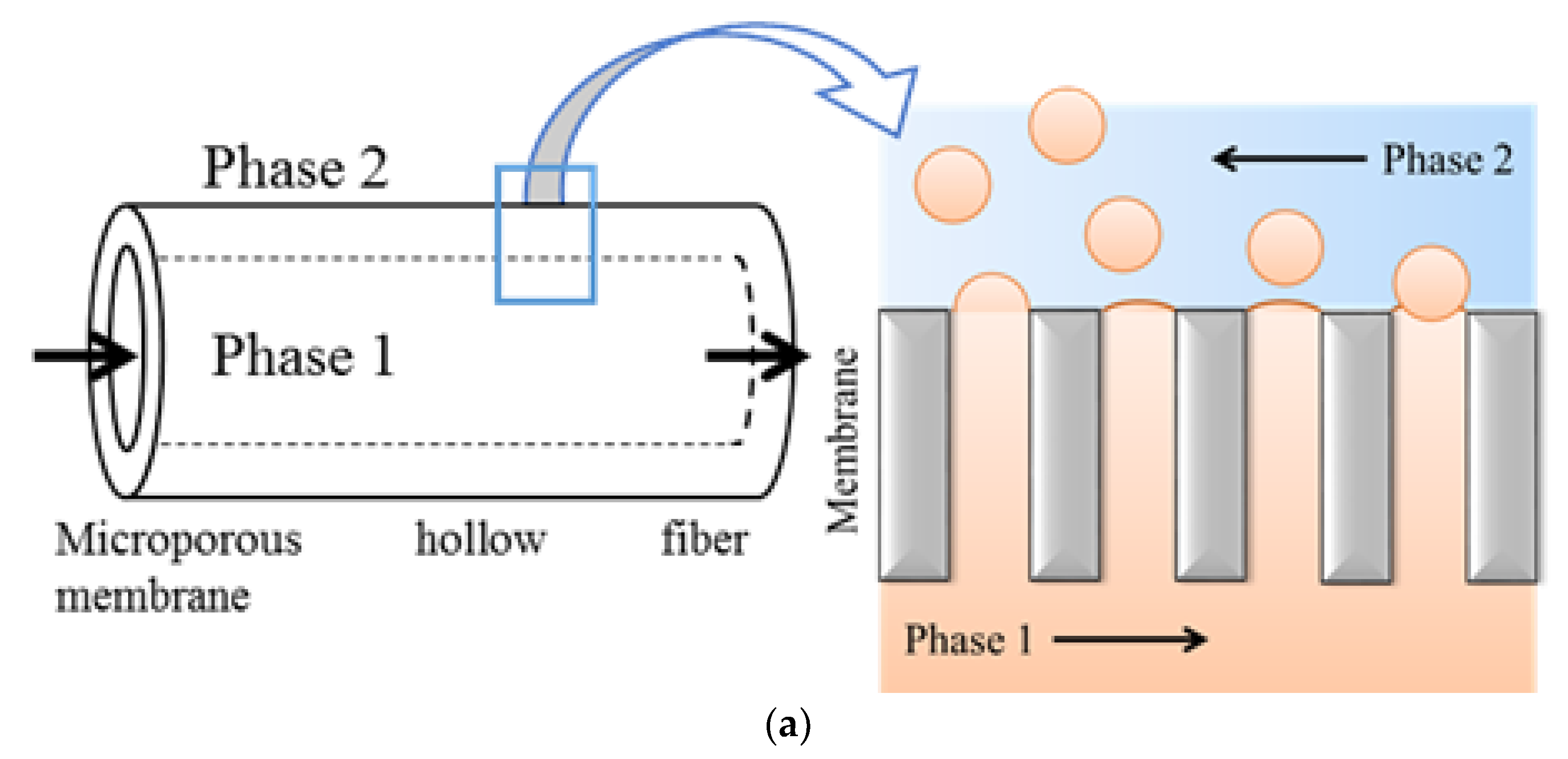
2.3. Membrane Emulsification
2.4. Droplet Size Measurement
2.5. Stability of Emulsions
2.6. Stability of the Membrane Fibers
2.7. Cleaning Procedure
3. Results and Discussion
3.1. Selection of the Appropriate Pretreatment and ME Configuration
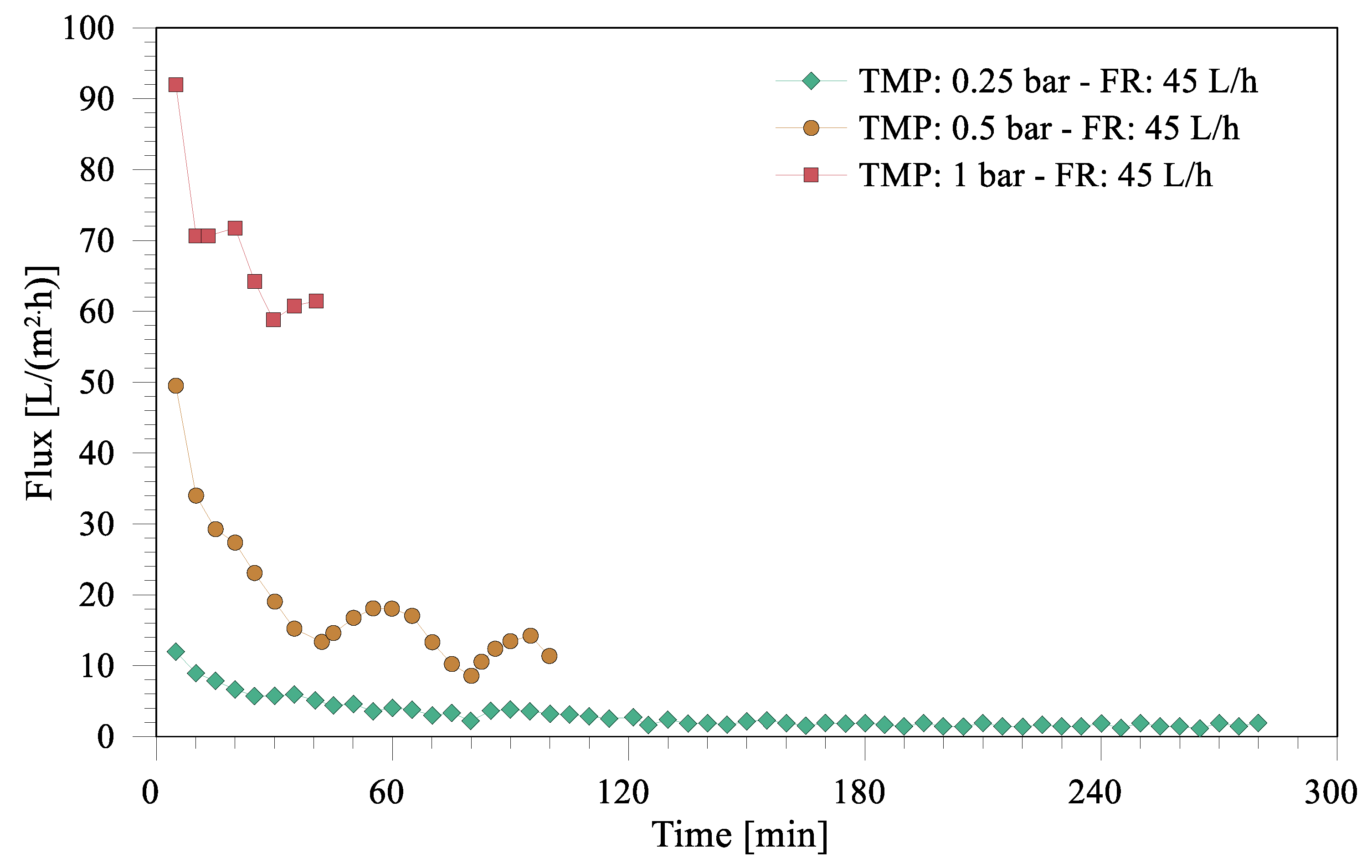
3.2. Total Flux
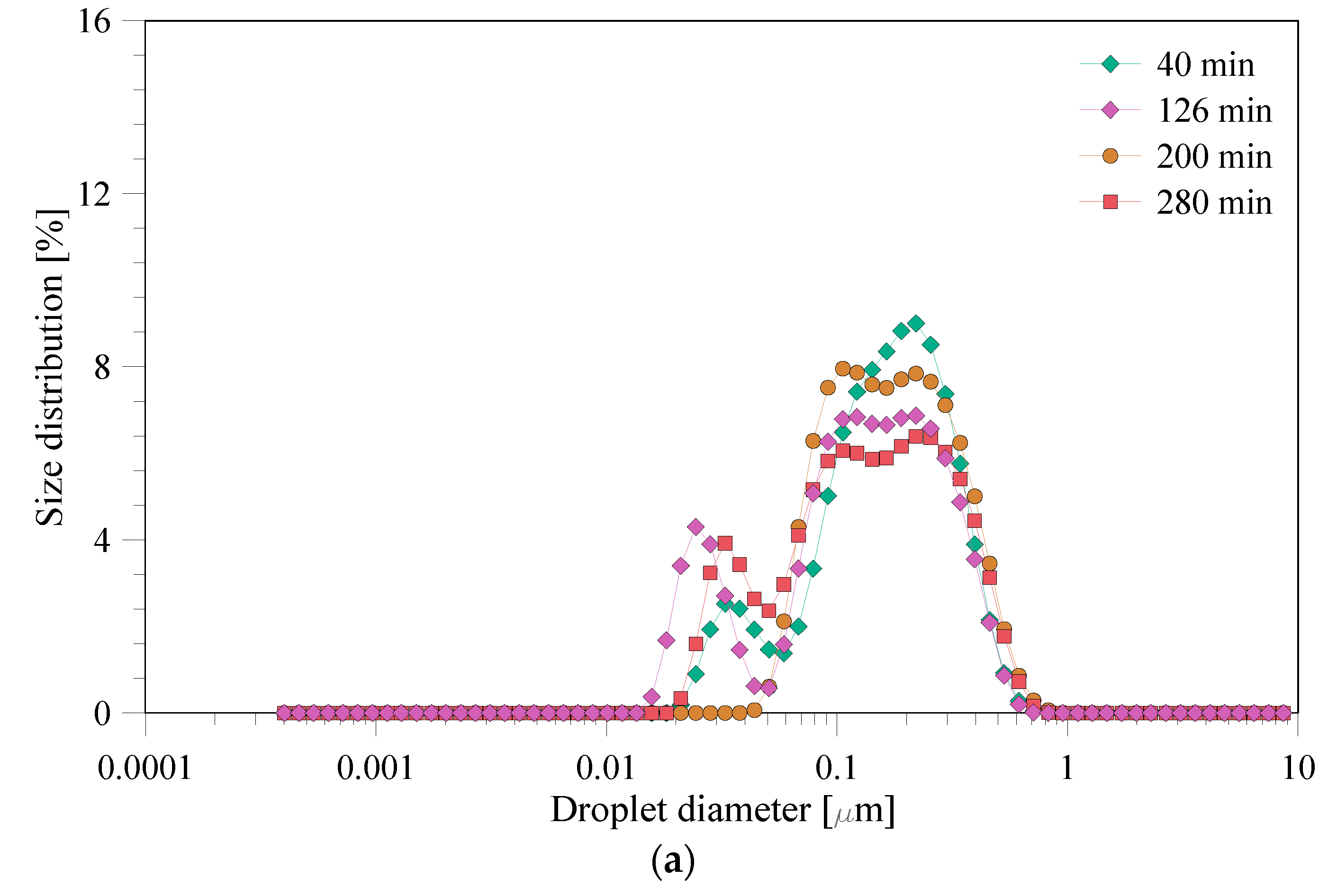
3.3. Droplet Size and Size Distribution
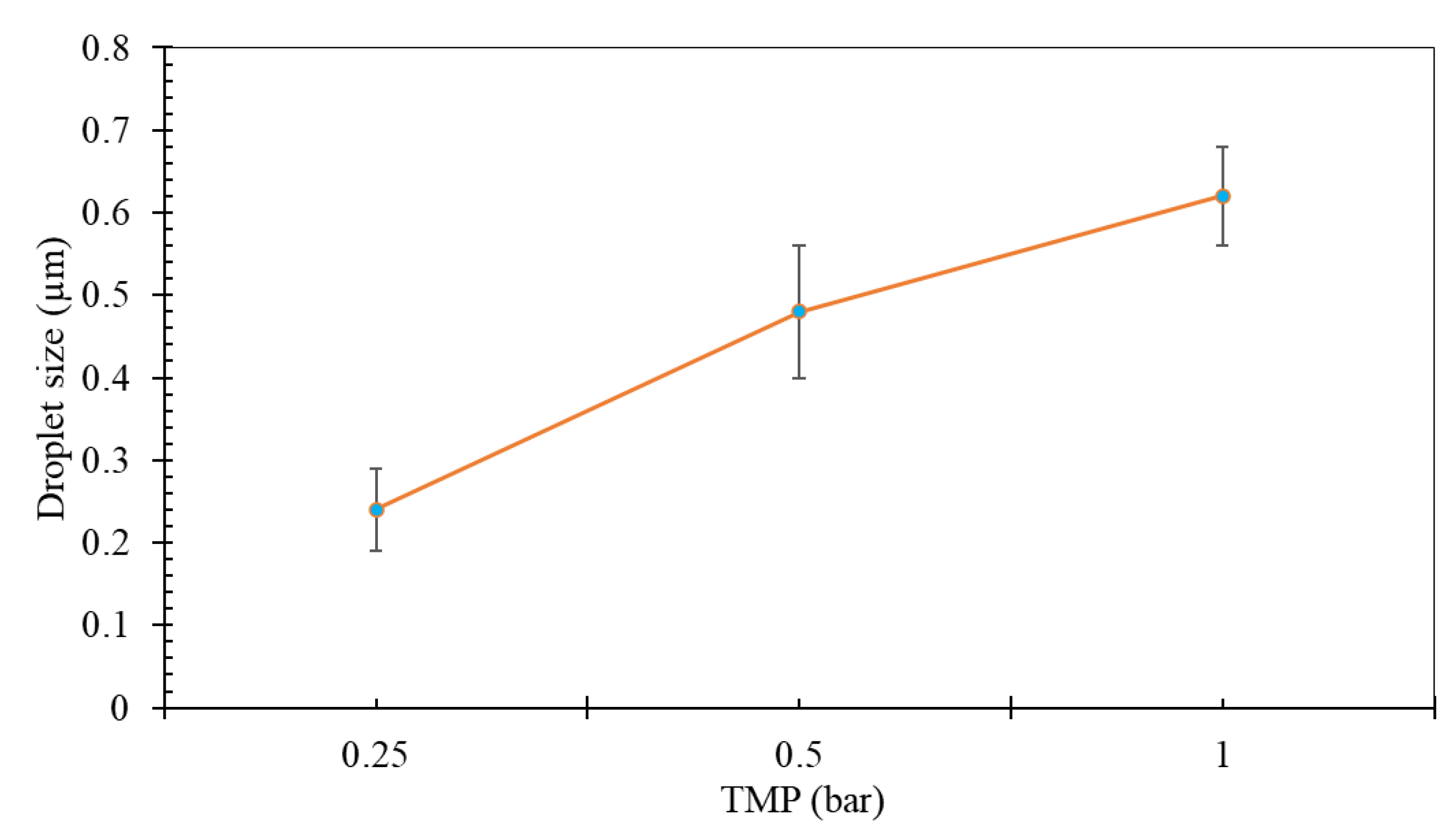
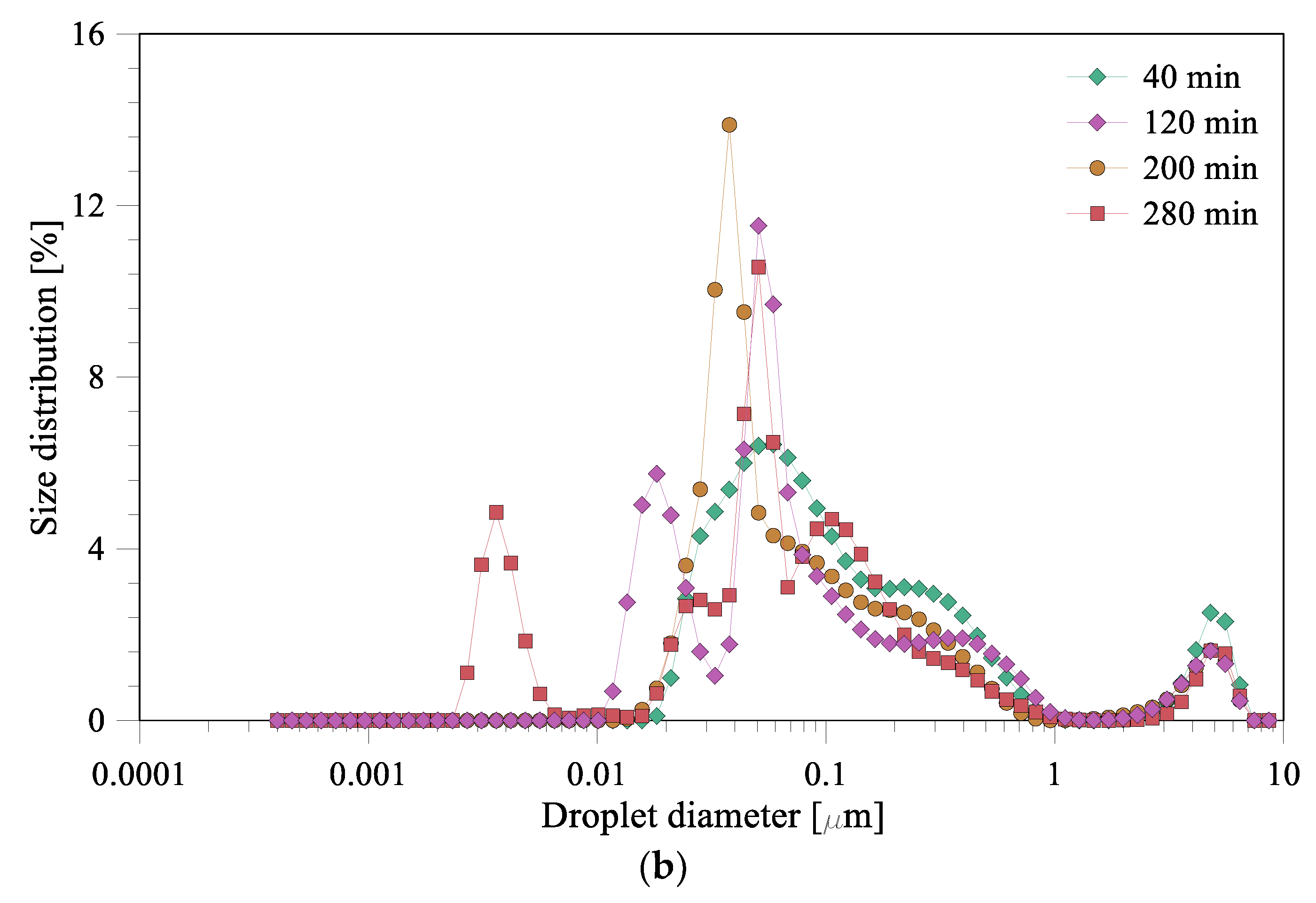
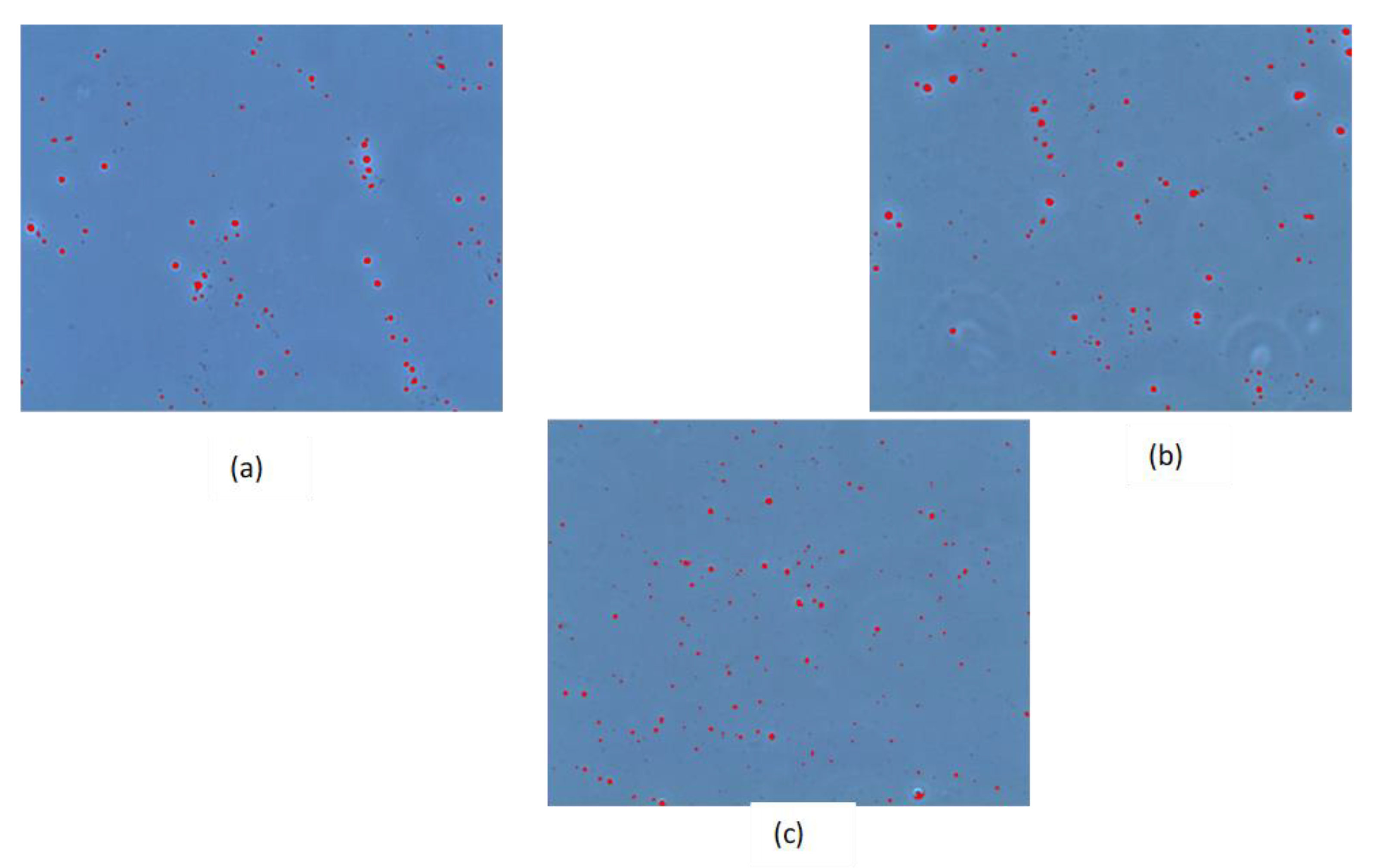
3.3.1. Effect of Applied Pressure on Droplet Size and Size Distribution
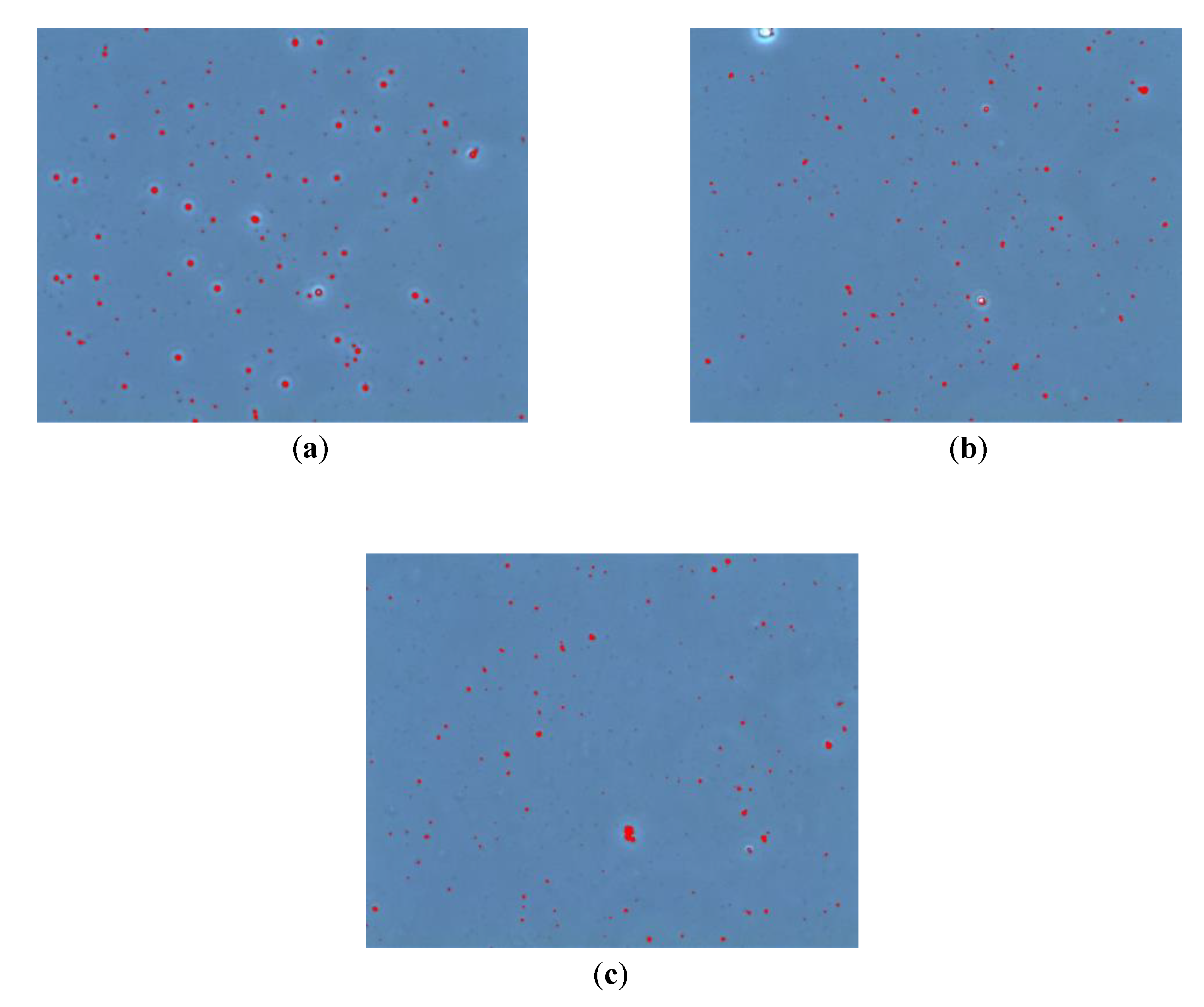
3.3.2. Effect of Composition of the Continuous Phase on Droplet Size
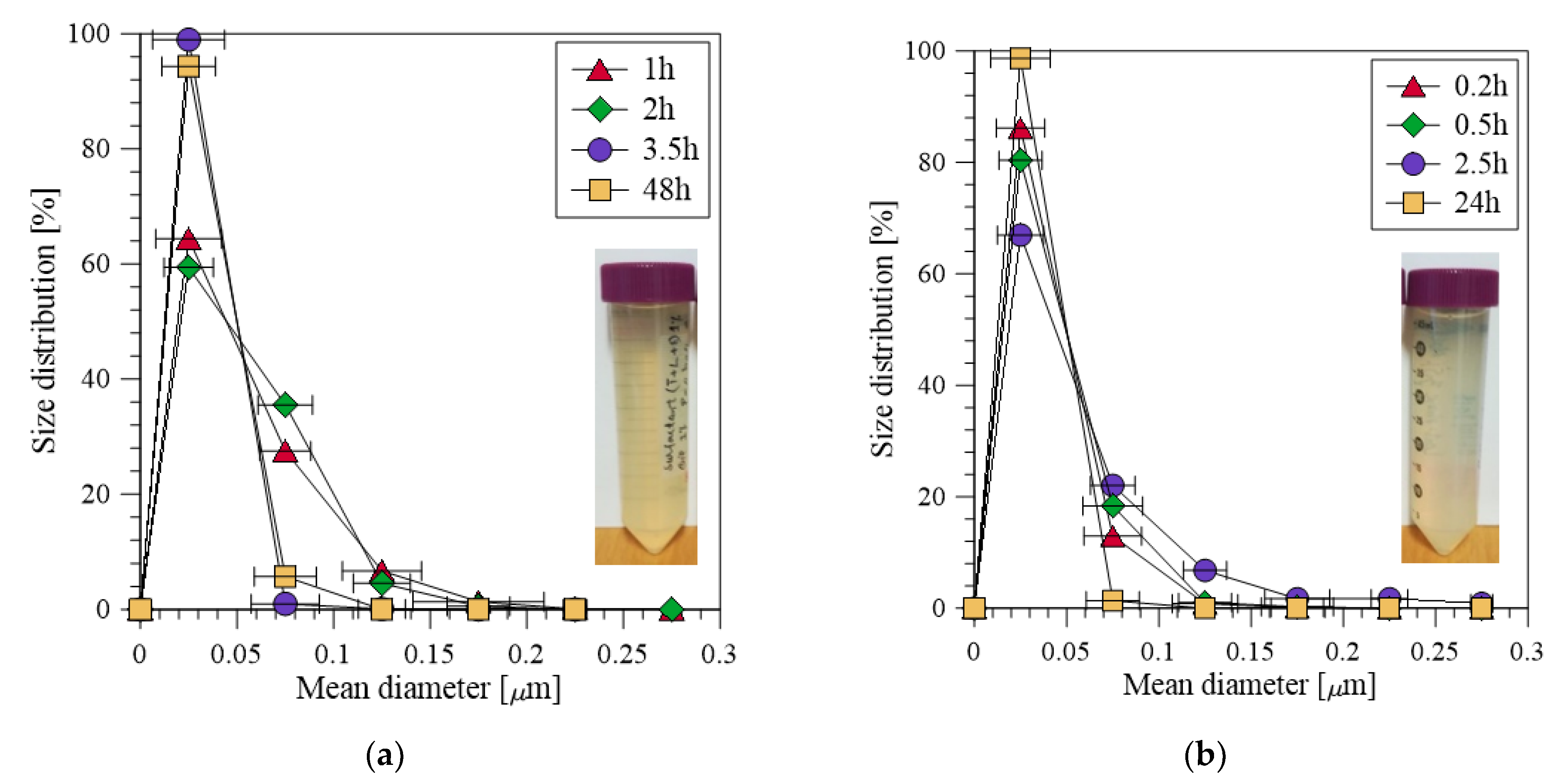
3.4. Stability under High Rotation Speed and Temperature
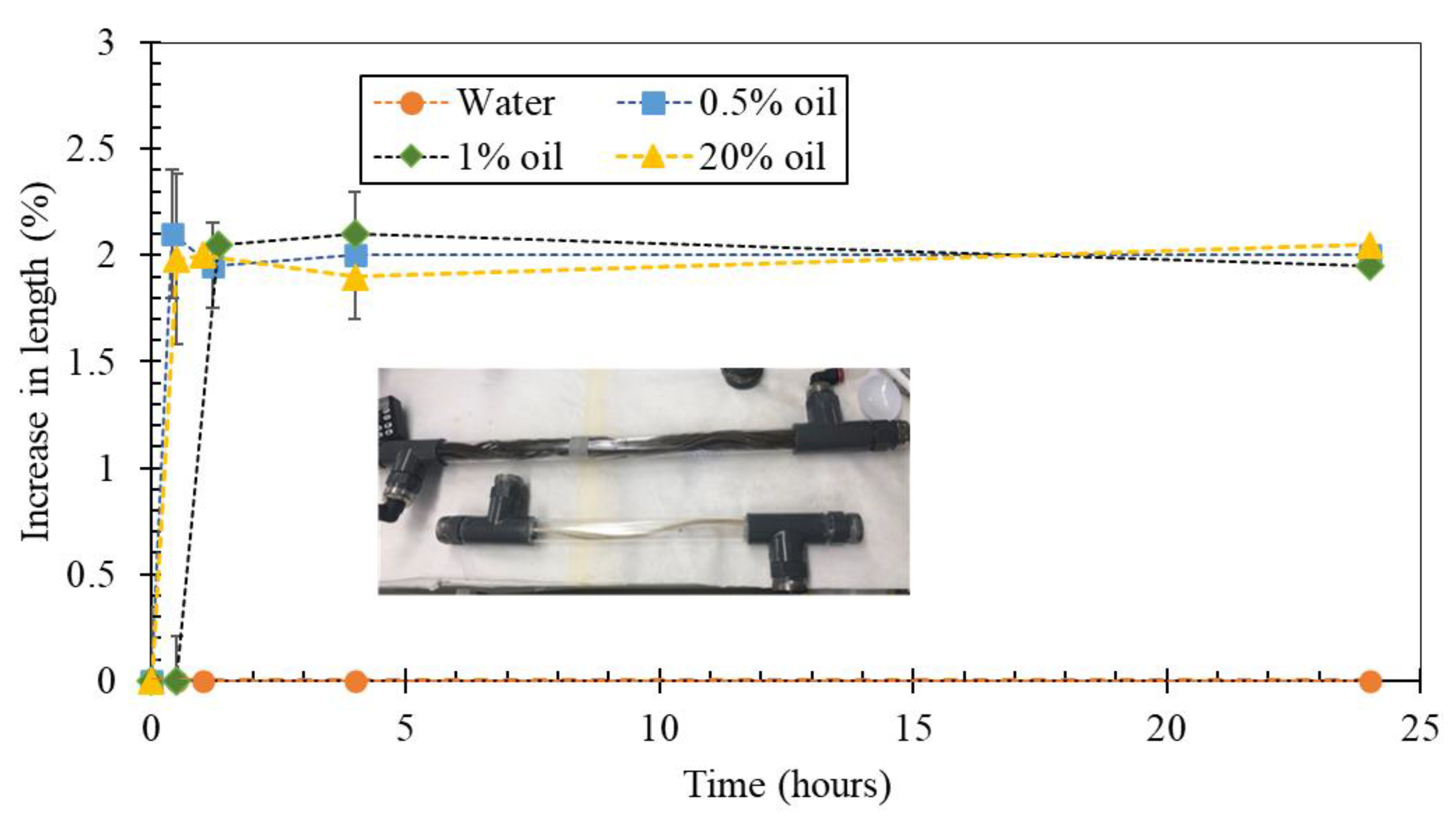
3.5. Stability of the Membrane Fibers
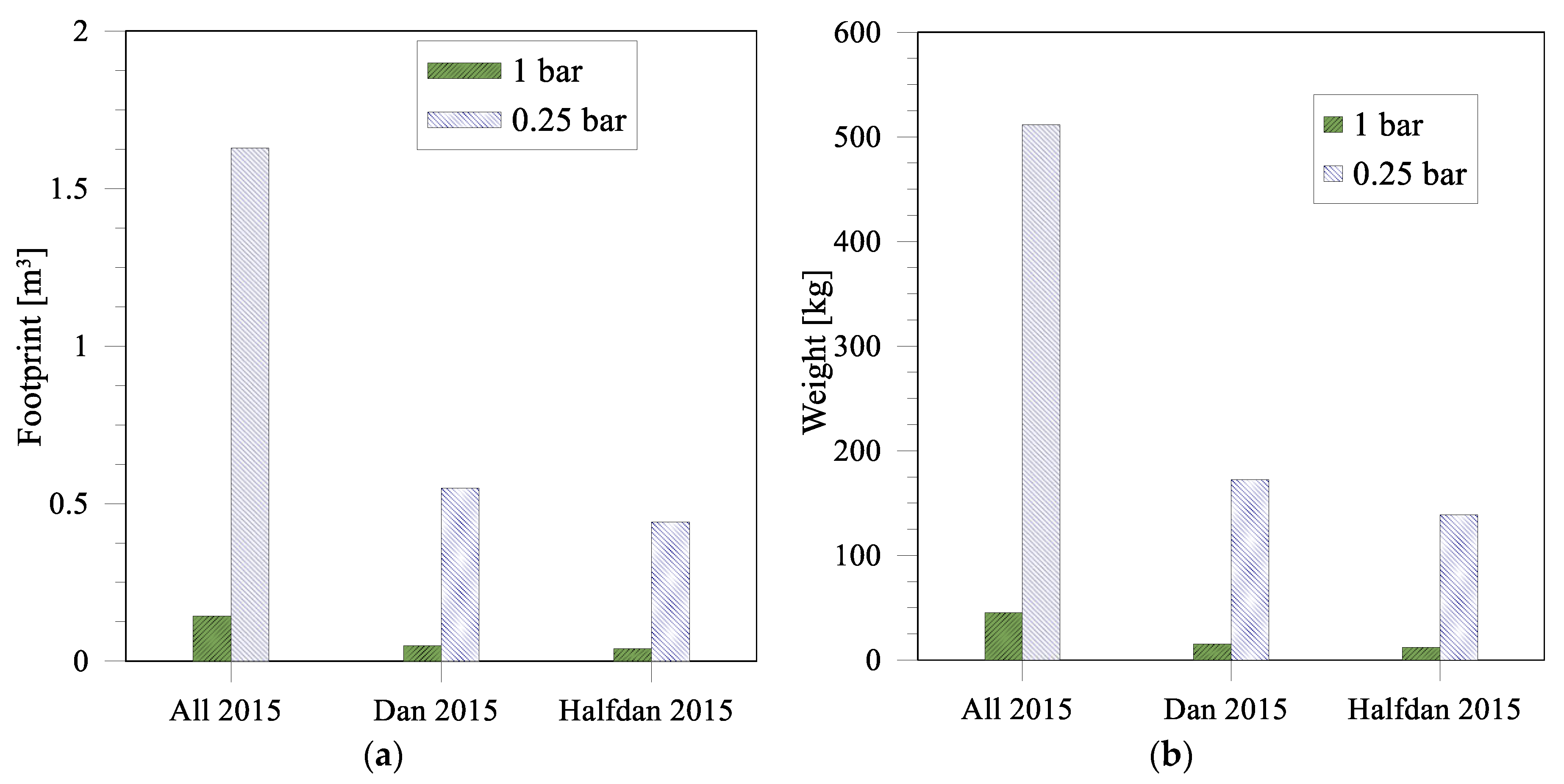
4. Implementation Perspectives
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DI | (please define it in the manuscript) [appears first in Section 2.6] |
| DLS | Dynamic light scattering |
| EOR | Enhanced oil recovery |
| FR | (please define it in the manuscript) [appears in Figure 3 and Figure 4] |
| FTIR | Fourier Transform infrared |
| ME | Membrane emulsification |
| NaCl | Sodium chloride |
| PP | Polypropylene |
| PW | Produced water |
| RPM | Rotations per minute |
| SPG | Shirasu porous glass |
| TMP | Transmembrane pressure |
Appendix A




- Calculations of footprint and weight of ME unit
References
- Igunnu, E.T.; Chen, G.Z. Produced water treatment technologies. Int. J. Low-Carbon Technol. 2012, 91, 157–177. [Google Scholar] [CrossRef] [Green Version]
- Al-Ghouti, M.A.; Al-Kaabi, M.A.; Ashfaq, M.Y.; Da’na, D.A. Produced water characteristics, treatment and reuse: A review. J. Water Process Eng. 2019, 28, 222–239. [Google Scholar] [CrossRef]
- Pendashteh, R.; Abdullah, L.C.; Fakhru’l-Razi, A.; Madaeni, S.S.; Abidin, Z.Z.; Biak, D.R.A. Evaluation of membrane bioreactor for hypersaline oily wastewater treatment. Process Saf. Environ. Prot. 2012, 90, 45–55. [Google Scholar] [CrossRef]
- Hickenbottom, K.L.; Hancock, N.T.; Hutchings, N.R.; Appleton, E.W.; Beaudry, E.G.; Xu, P.; Cath, T.Y. Forward osmosis treatment of drilling mud and fracturing wastewater from oil and gas operations. Desalination 2013, 312, 60–66. [Google Scholar] [CrossRef]
- Fakhru’l-Razi, A.; Pendashteh, A.; Abdullah, L.C.; Biak, D.R.A.; Madaeni, S.S.; Abidin, Z.Z. Review of technologies for oil and gas produced water treatment. J. Hazard. Mater. 2009, 170, 530–551. [Google Scholar] [CrossRef]
- Ali, A.; Quist-Jensen, C.A.C.A.; Macedonio, F.; Drioli, E. Application of Membrane Crystallization for Minerals’ Recovery from Produced Water. Membranes 2015, 5, 772–792. [Google Scholar] [CrossRef] [Green Version]
- Kirkebæk, B.; Simoni, G.; Lankveld, I.; Poulsen, M.; Christensen, M.; Quist-Jensen, C.A.; Yu, D.; Ali, A. Oleic acid-coated magnetic particles for removal of oil from produced water. J. Pet. Sci. Eng. 2022, 211, 110088. [Google Scholar] [CrossRef]
- Mohammadtabar, F.; Khorshidi, B.; Hayatbakhsh, A.; Sadrzadeh, M. Integrated coagulation-membrane processes with zero liquid discharge (ZLD) configuration for the treatment of oil sands produced water. Water 2019, 11, 1348. [Google Scholar] [CrossRef] [Green Version]
- McAuliffe, D. Crude-Oil-Water Emulsions to Improve Fluid Flow in an Oil Reservoir. J. Pet. Technol. 1973, 25, 727–733. [Google Scholar] [CrossRef]
- Fu, L.; Ma, Q.; Liao, K.; An, J.; Bai, J.; He, Y. Application of Pickering emulsion in oil drilling and production. Nanotechnol. Rev. 2022, 11, 26–39. [Google Scholar] [CrossRef]
- Khambharatana, F.; Thomas, S.; Ali, S.M.F. Macroemulsion Rheology and Drop Capture Mechanism During Flow in Porous Media. In Proceedings of the SPE International Oil and Gas Conference and Exhibition in China, Beijing, China, 2 November 1998. [Google Scholar] [CrossRef]
- Azizov, I.; Dudek, M.; Øye, G. Emulsions in porous media from the perspective of produced water re-injection—A review. J. Pet. Sci. Eng. 2021, 206, 109057. [Google Scholar] [CrossRef]
- Fiori, M.; Ali, S.M.F. Optimal Emulsion Design For The Recovery Of A Saskatchewan Crude. J. Can. Pet. Technol. 1991, 30. [Google Scholar] [CrossRef]
- Clark, P.E.; Pilehvari, A. Characterization of crude oil-in-water emulsions. J. Pet. Sci. Eng. 1993, 9, 165–181. [Google Scholar] [CrossRef]
- Son, H.; Kim, H.; Lee, G.; Kim, J.; Sung, W. Enhanced oil recovery using nanoparticle-stabilized oil/water emulsions. Korean J. Chem. Eng. 2014, 31, 338–342. [Google Scholar] [CrossRef]
- Austad, T.; Strand, S. Colloids a and Colloids and Surfaces Surfaces Elsevier Chemical flooding of oil reservoirs 4. Effects of temperature and pressure on the middle phase solubilization parameters close to optimum flood conditions. Colloids Surf. A Physicochem. Eng. Asp. 1996, 108, 243–252. [Google Scholar] [CrossRef]
- Zeidani, K.; Polikar, M.; Huang, H.; Boyd, J. Heavy Oil-in-Water Emulsion as a Novel Sealant in the Near Well Bore Region. In Proceedings of the Canadian International Petroleum Conference, Calgary, Alberta, 12 June 2007. [Google Scholar]
- Syed, U.T.; Dias, A.M.A.; de Sousa, H.C.; Crespo, J.; Brazinha, C. Greening perfluorocarbon based nanoemulsions by direct membrane emulsification: Comparative studies with ultrasound emulsification. J. Clean. Prod. 2022, 357, 131966. [Google Scholar] [CrossRef]
- Syed, U.T.; Leonardo, I.C.; Mendoza, G.; Gaspar, F.B.; Gámez, E.; Huertas, R.M.; Crespo, M.T.; Arruebo, M.; Crespo, J.G.; Sebastian, V.; et al. On the role of components of therapeutic hydrophobic deep eutectic solvent-based nanoemulsions sustainably produced by membrane-assisted nanoemulsification for enhanced antimicrobial activity. Sep. Purif. Technol. 2022, 285, 120319. [Google Scholar] [CrossRef]
- Schroën, K.; Bliznyuk, O.; Muijlwijk, K.; Sahin, S.; Berton-Carabin, C.C. Microfluidic emulsification devices: From micrometer insights to large-scale food emulsion production. Curr. Opin. Food Sci. 2015, 3, 33–40. [Google Scholar] [CrossRef]
- Gijsbertsen-Abrahamse, J.; van der Padt, A.; Boom, R.M. Status of cross-flow membrane emulsification and outlook for industrial application. J. Membr. Sci. 2004, 230, 149–159. [Google Scholar] [CrossRef]
- Hashtjin, M.; Abbasi, S. Optimization of ultrasonic emulsification conditions for the production of orange peel essential oil nanoemulsions. J. Food Sci. Technol. 2015, 52, 2679–2689. [Google Scholar] [CrossRef] [Green Version]
- Kaltsa, O.; Gatsi, I.; Yanniotis, S.; Mandala, I. Influence of Ultrasonication Parameters on Physical Characteristics of Olive Oil Model Emulsions Containing Xanthan. Food Bioprocess Technol. 2014, 7, 2038–2049. [Google Scholar] [CrossRef] [Green Version]
- Nakashima, T.; Shimizu, M.; Kawano, M. Articles of Porous Glass and Process for Preparng the Same. U.S. Patent 4,657,875, 4 April 1987. [Google Scholar]
- Nakashima, T.; Shimizu, M.; Kukizaki, M. Monoosperse Single and Double Emulsons and Method of Producing Same. Patent Number 5,326,484 A, 5 July 1994. [Google Scholar]
- Mugabi, J.; Igura, N.; Shimoda, M. Effect of process parameters on oil-in-water emulsion droplet size and distribution in swirl flow membrane emulsification. J. Chem. Eng. Jpn. 2018, 51, 229–236. [Google Scholar] [CrossRef]
- Syed, U.T.; Dias, A.M.A.; Crespo, J.; Brazinha, C.; de Sousa, H.C. Studies on the formation and stability of perfluorodecalin nanoemulsions by ultrasound emulsification using novel surfactant systems. Colloids Surf. A Physicochem. Eng. Asp. 2021, 616, 126315. [Google Scholar] [CrossRef]
- Gijsbertsen-Abrahamse, A. Membrane Emulsification: Process Principles. Wageingen University. 2003. Available online: https://edepot.wur.nl/121412 (accessed on 5 September 2022).
- Almojjly, A.; Johnson, D.; Hilal, N. Investigations of the effect of pore size of ceramic membranes on the pilot-scale removal of oil from oil-water emulsion. J. Water Process Eng. 2019, 31, 100868. [Google Scholar] [CrossRef]
- Vladisavljević, G.T.; Shimizu, M.; Nakashima, T. Preparation of monodisperse multiple emulsions at high production rates by multi-stage premix membrane emulsification. J. Membr. Sci. 2004, 244, 97–106. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, I.; Nakajima, M.; Mukataka, S. Preparation characteristics of oil-in-water emulsions using differently charged surfactants in straight-through microchannel emulsification. Colloids Surf. A Physicochem. Eng. Asp. 2003, 229, 33–41. [Google Scholar] [CrossRef]
- Abrahamse, J.; van Lierop, R.; van der Sman, R.G.M.; van der Padt, A.; Boom, R.M. Analysis of droplet formation and interactions during cross-flow membrane emulsification. J. Membr. Sci. 2002, 204, 125–137. [Google Scholar] [CrossRef]
- Morelli, S.; Holdich, R.G.; Dragosavac, M.M. Chitosan and Poly (Vinyl Alcohol) microparticles produced by membrane emulsification for encapsulation and pH controlled release. Chem. Eng. J. 2016, 288, 451–460. [Google Scholar] [CrossRef] [Green Version]
- Scholarlycommons, S.; Accessible, P.; Dissertations, P.; Meyer, R.F. The Physics of Membrane Emulsification and Applications for The Physics of Membrane Emulsification and Applications for Controlled Drug Delivery Controlled Drug Delivery. 2010. Available online: https://repository.upenn.edu/edissertations/279 (accessed on 8 September 2022).
- Charcosset, C. Preparation of nanomaterials for food applications using membrane emulsification and membrane mixing. In Emulsions; Elsevier: Singapore, 2016; pp. 37–69. [Google Scholar] [CrossRef]
- Shalaby, S.; Sołowski, G.; Abbas, W. Recent Aspects in Membrane Separation for Oil/Water Emulsion. Adv. Mater. Interfaces 2021, 8, 1–20. [Google Scholar] [CrossRef]
- Behroozi, H.; Kasiri, N.; Mohammadi, T. Multi-phenomenal macroscopic investigation of cross-flow membrane flux in microfiltration of oil-in-water emulsion, experimental & computational. J. Water Process Eng. 2019, 32, 100962. [Google Scholar] [CrossRef]
- Almojjly, A.; Johnson, D.J.; Mandale, S.; Hilal, N. Optimisation of the removal of oil in water emulsion by using ceramic microfiltration membrane and hybrid coagulation/sand filter-MF. J. Water Process Eng. 2019, 27, 15–23. [Google Scholar] [CrossRef] [Green Version]
- Baig, U.; Gondal, M.A.; Dastageer, M.A. Oil-water separation using surface engineered superhydrophobic and superoleophilic membrane for the production of clean water. J. Water Process Eng. 2022, 45, 102473. [Google Scholar] [CrossRef]
- Spyropoulos, F.; Lloyd, D.M.; Hancocks, R.D.; Pawlik, A.K. Advances in membrane emulsification. Part A: Recent developments in processing aspects and microstructural design approaches. J. Sci. Food Agric. 2014, 94, 613–627. [Google Scholar] [CrossRef] [PubMed]
- Vladisavljević, G.T.; Williams, R.A. Recent developments in manufacturing emulsions and particulate products using membranes. Adv. Colloid Interface Sci. 2005, 113, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Suárez, A.; Gutiérrez, G.; Matos, M.; Coca, J.; Pazos, C. Emulsification using tubular metallic membranes. Chem. Eng. Process. Process Intensif. 2014, 81, 24–34. [Google Scholar] [CrossRef]
- Suárez, M.A.; Gutiérrez, G.; Coca, J.; Pazos, C. Stirred tank membrane emulsification using flat metallic membranes: A dimensional analysis. Chem. Eng. Process. Process Intensif. 2013, 69, 31–43. [Google Scholar] [CrossRef]
- Matos, M.; Suárez, M.A.; Gutiérrez, G.; Coca, J.; Pazos, C. Emulsification with microfiltration ceramic membranes: A different approach to droplet formation mechanism. J. Membr. Sci. 2013, 444, 345–358. [Google Scholar] [CrossRef]
- Zanatta, V.; Rezzadori, K.; Penha, F.M.; Zin, G.; Lemos-Senna, E.; Petrus, J.C.C.; Di Luccio, M. Stability of oil-in-water emulsions produced by membrane emulsification with microporous ceramic membranes. J. Food Eng. 2017, 195, 73–84. [Google Scholar] [CrossRef]
- Athas, C.; Jun, K.; McCafferty, C.; Owoseni, O.; John, V.T.; Raghavan, S.R. An effective dispersant for oil spills based on food-grade amphiphiles. Langmuir 2014, 30, 9285–9294. [Google Scholar] [CrossRef]
- Raman, K.Y.; Jain, A.; Ramkumar, S. Oil absorption and desorption by polypropylene fibers. TAPPI J. 2017, 16, 507–513. [Google Scholar] [CrossRef]
- Nazzal, F.F.; Wiesner, M.R. Microfiltration of oil-in-water emulsions. Water Environ. Res. 1996, 68, 1187–1191. [Google Scholar] [CrossRef] [Green Version]
- Lloyd, M.; Norton, I.T.; Spyropoulos, F. Process optimisation of rotating membrane emulsification through the study of surfactant dispersions. J. Food Eng. 2015, 166, 316–324. [Google Scholar] [CrossRef] [Green Version]
- Lloyd, M.; Norton, I.T.; Spyropoulos, F. Processing effects during rotating membrane emulsification. J. Membr. Sci. 2014, 466, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Piacentini, E.; Drioli, E.; Giorno, L. Membrane emulsification technology: Twenty-five years of inventions and research through patent survey. J. Membr. Sci. 2014, 468, 410–422. [Google Scholar] [CrossRef]
- Egidi, E.; Gasparini, G.; Holdich, R.G.; Vladisavljević, G.T.; Kosvintsev, S.R. Membrane emulsification using membranes of regular pore spacing: Droplet size and uniformity in the presence of surface shear. J. Membr. Sci. 2008, 323, 414–420. [Google Scholar] [CrossRef] [Green Version]
- Charcosset, C.; Limayem, I.; Fessi, H. The membrane emulsification process-A review. J. Chem. Technol. Biotechnol. 2004, 79, 209–218. [Google Scholar] [CrossRef]
- Rostami, P.; Mehraban, M.F.; Sharifi, M.; Dejam, M.; Ayatollahi, S. Effect of water salinity on oil/brine interfacial behaviour during low salinity waterflooding: A mechanistic study. Petroleum 2019, 5, 367–374. [Google Scholar] [CrossRef]
- Wanyi, W.; Lu, L.; Zehan, H.; Xinan, X. Comparison of emulsifying characteristics of different macromolecule emulsifiers and their effects on the physical properties of lycopene nanoemulsions. J. Dispers. Sci. Technol. 2020, 41, 618–627. [Google Scholar] [CrossRef]
- Part 1—An Introduction to Energy Consumption in Pumps_a7542; Esevier Ltd.: Amsterdam, The Netherlands, 2008.
- DOW Product Data Sheet DuPont Ultrafiltration Modules. 2019. Available online: https://www.dupont.com/content/dam/dupont/amer/us/en/water-solutions/public/documents/en/45-D00003-en.pdf (accessed on 5 September 2022).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane Material | Polypropylene |
|---|---|
| Type of membrane module | Hollow fiber |
| No. of fibers | 19 |
| Length of fibers (cm) | 42 |
| Inner fiber diameter (mm) | 1.8 |
| Outer fiber diameter (mm) | 2.7 |
| Membrane thickness (mm) | 0.45 |
| Average pore size (nm) | 200 |
| Porosity (%) | 73 |
| Surface area (cm2) | 45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, A.; Syed, U.T.; Bak, T.S.; Quist-Jensen, C.A. Membrane Emulsification—A Novel Solution for Treatment and Reuse of Produced Water from Oil Field. Membranes 2022, 12, 971. https://doi.org/10.3390/membranes12100971
Ali A, Syed UT, Bak TS, Quist-Jensen CA. Membrane Emulsification—A Novel Solution for Treatment and Reuse of Produced Water from Oil Field. Membranes. 2022; 12(10):971. https://doi.org/10.3390/membranes12100971
Chicago/Turabian StyleAli, Aamer, Usman Taqui Syed, Thomas Skovfoged Bak, and Cejna Anna Quist-Jensen. 2022. "Membrane Emulsification—A Novel Solution for Treatment and Reuse of Produced Water from Oil Field" Membranes 12, no. 10: 971. https://doi.org/10.3390/membranes12100971