
Green Approaches for Sustainable Development of Liquid Separation Membrane


Abstract
:1. Introduction
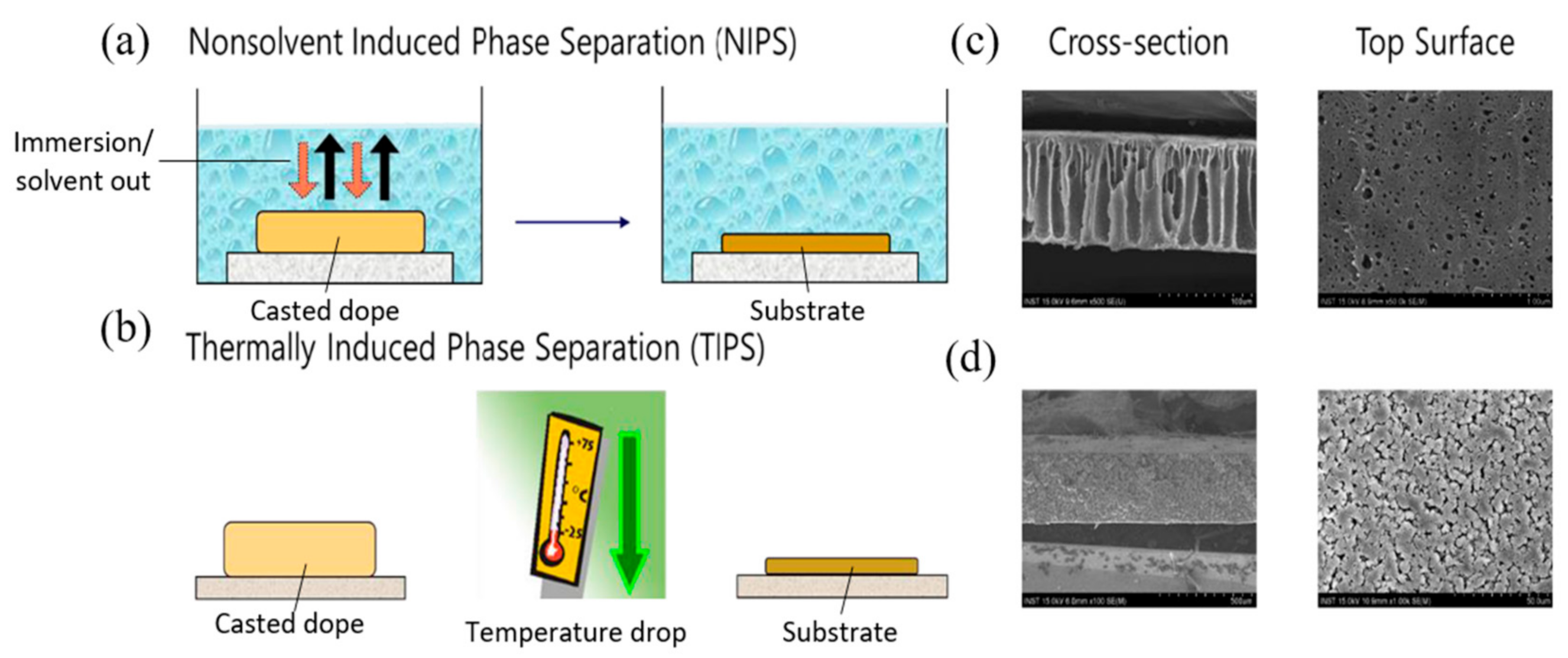
2. Substrate Preparation via Phase Inversion
2.1. Green Solvents as Alternatives forTraditional Solvents
2.2. Synthetic Organic Solvents
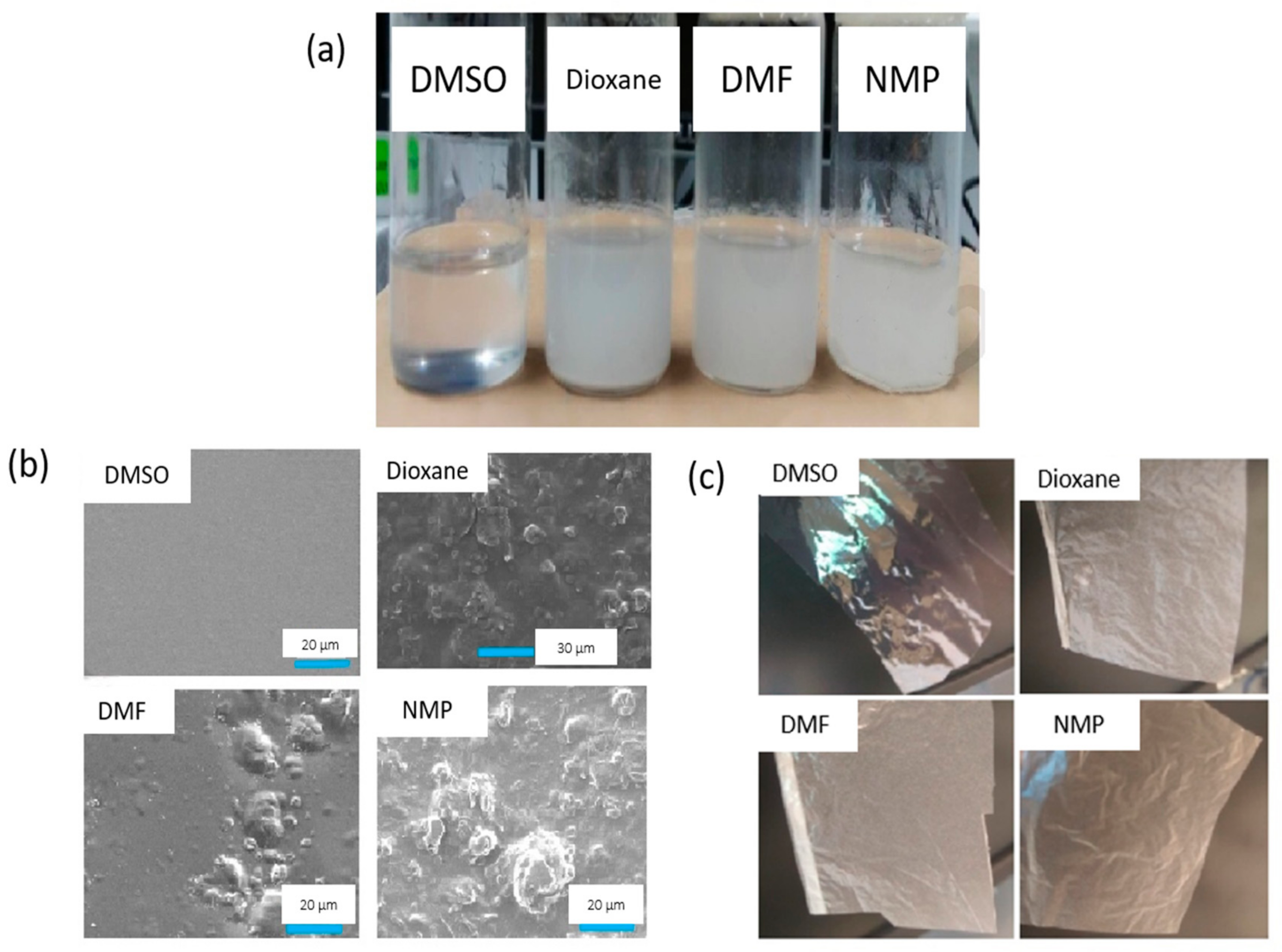
2.2.1. DMSO
2.2.2. Dimethyl Carbonate
2.2.3. TamiSolve NxG
2.3. Bio-Sourced Solvents
2.3.1. Methyl Lactate
2.3.2. γ-Butyrolactone
2.3.3. ATBC
2.3.4. Soybean Oil
2.4. Ionic Liquids
2.5. Other Potential Green Solvents
3. Membrane Modification
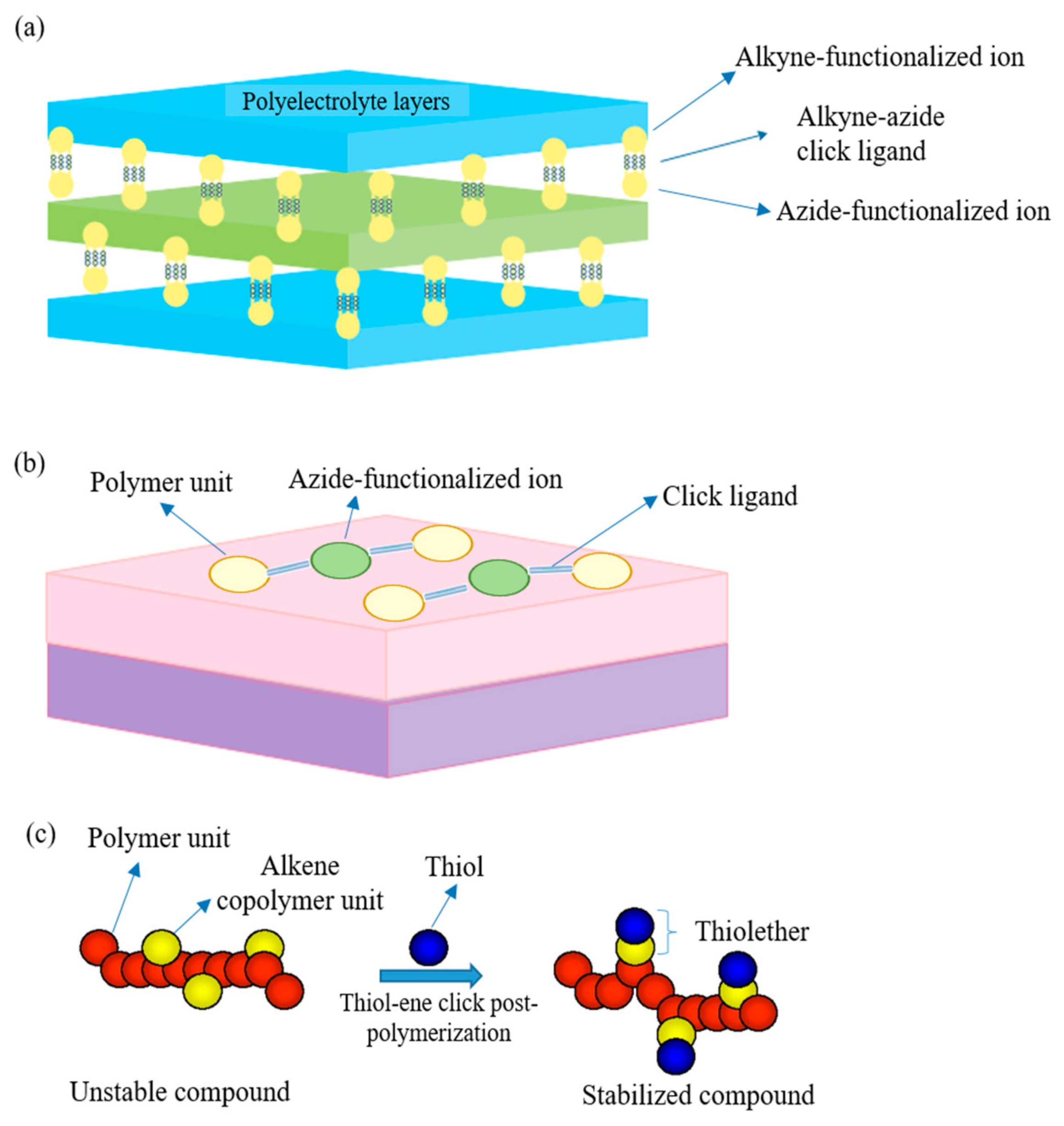
3.1. Click Chemistry for Membrane Modification
3.1.1. Layer-by-Layer Assembly
3.1.2. Modification with Nanomaterials
3.1.3. Post-Polymerization Modification
3.2. Chemical Vapor Deposition for Membrane Modification
3.3. Plasma Treatment for Membrane Modification
4. Future Challenges and Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| MSF | Multi-stage flash |
| RO | Reverse osmosis |
| MED | Multi-effect distillation |
| NF | Nanofiltration |
| FS | Feed solution |
| MD | Membrane distillation |
| FO | Forward osmosis |
| DS | Draw solution |
| UF | Ultration filtration |
| TFC | Thin film composite |
| IP | Interfacial polymerization |
| NMP | N-methyl-2-pyrrolidone |
| DMA | N,N-dimethylacetamide |
| DMF | N,N-dimethylformamide |
| THF | Tetrahydrofuran |
| TIPS | Temperature-induced phase separation |
| NIPS | Non-solvent induced phase separation |
| EIPS | Evaporation-induced phase inversion |
| VIPS | Vapor-induced phase inversion |
| DMSO | Dimethyl sulfoxide |
| ATBC | Acetyltributylcitrate |
| ATEC | Acetyltriethylcitrate |
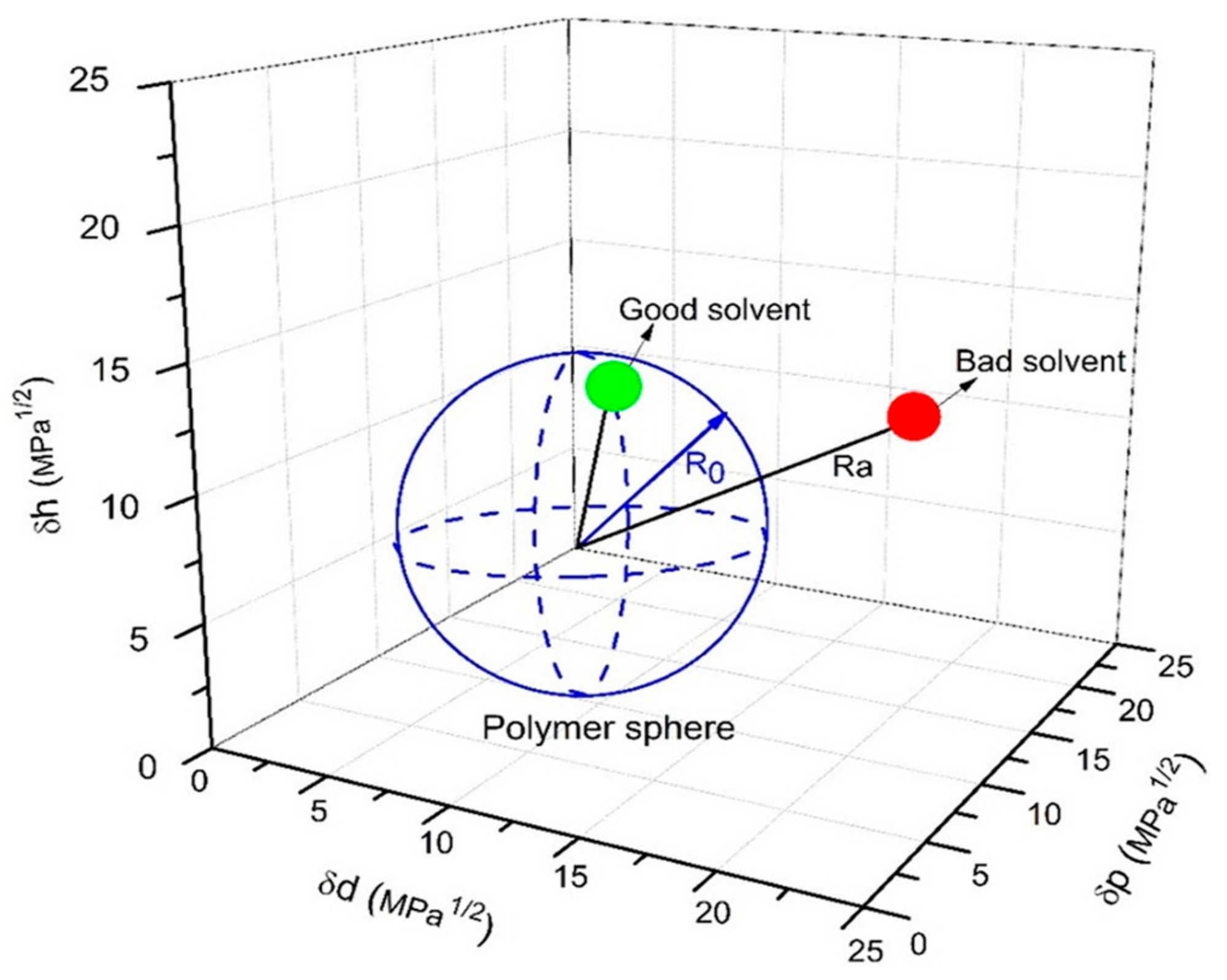
| HSP | Hansen solubility parameter |
| VOC | Volatile organic compounds |
| CNCs | Cellulose nanocrystals |
| CTA | Cellulose triacetate |
| PA | Polyamide |
| ANF | Kevlar aramid nanofiber |
| DMC | Dimethyl carbonate |
| PVDF-HFP | Poly(vinylidene fluoride-hexafluoropropylene) |
| DCMD | Direct contact membrane distillation |
| MWCO | Molecular weight cut off |
| DOP | Dioctyl phthalate |
| PEEK-WC | Polyether ether ketone |
| HFMC | Hollow fiber membrane contractor |
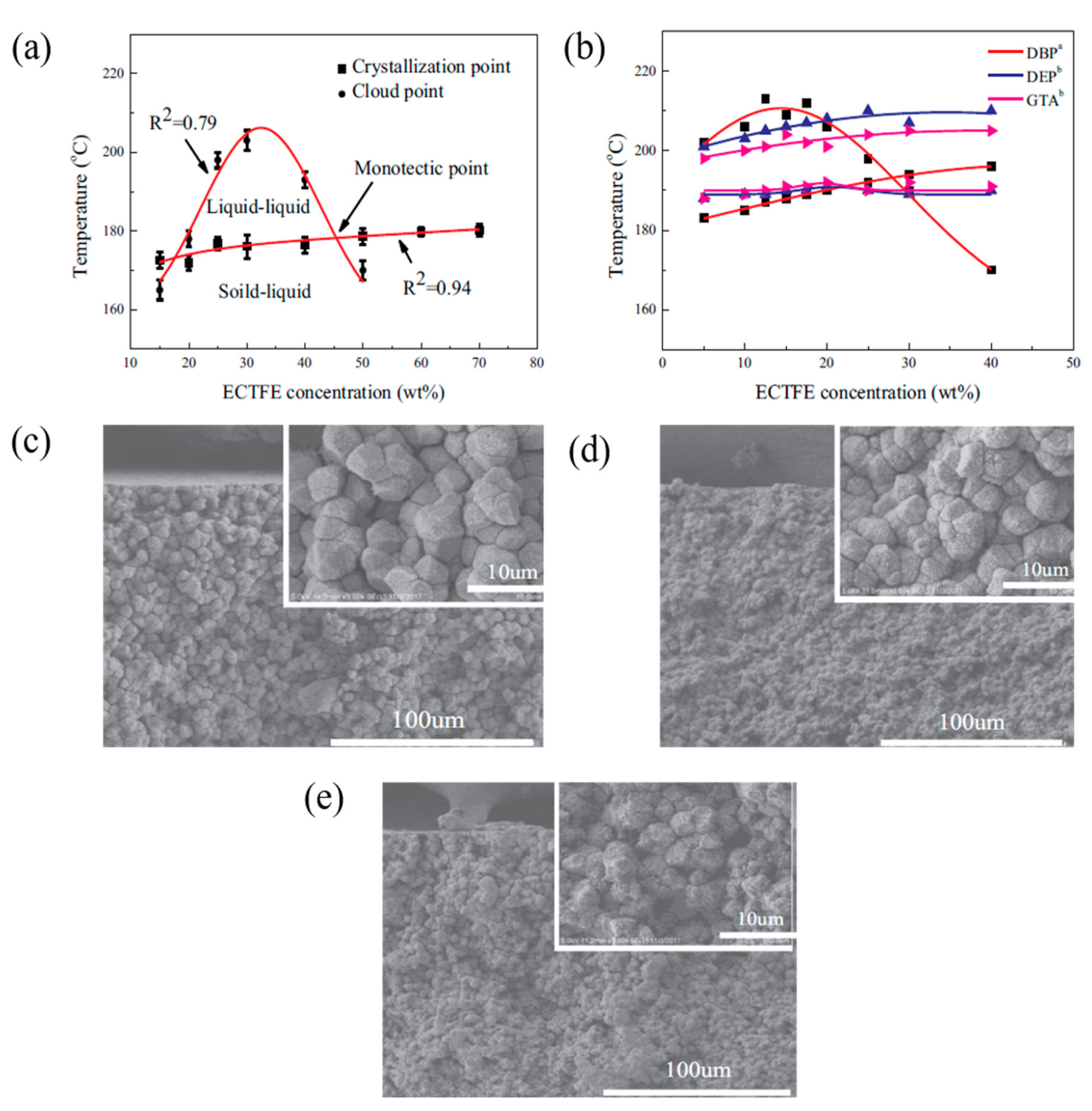
| ECTFE | Poly(ethylene chlorotrifluoroethylene) |
| DEP | Diethyl phthalate |
| PBI | Polybenzimidazole |
| ([EMIM]OAc) | 1-ethyl-3-methylimidazolium acetate |
| GTA | Glycerol triacetate |
| ICP | Internal concentration polarization |
| Lbl | Layer-by-layer |
| PEG | Polyethylene glycol |
| PAH | Polyallylamine hydrochloride |
| PAA | Polyacrylic acid |
| GA | Glutaraldehyde |
| TFN | Thin film nanocomposite |
| FBP | Functionalized β-sheet peptide |
| mPEG | Methoxypolyethylene glycol |
| PZs | Polyzwitterions |
| GO | Graphene oxide |
| CVD | Chemical vapor deposition |
| PECVD | Plasma-enhanced chemical vapor deposition |
| iCVD | Initiated chemical vapor deposition |
| PFA | Perfluorodecylacrylate |
| HEMA-co-PFDA | 2-hydroxyethyl methacrylate-co-perfluorodecyl acrylate |
| PHFBA-modified HMO | Poly (hexafluorobutyl acrylate)-modified hydrous manganese oxide |
| Hap | Hydroxyapatite |
References
- Ahmad, N.A.; Goh, P.S.; Yogarathinam, L.T.; Zulhairun, A.K.; Ismail, A.F. Current advances in membrane technologies for produced water desalination. Desalination 2020, 493. [Google Scholar] [CrossRef]
- Lee, W.J.; Ng, Z.C.; Hubadillah, S.K.; Goh, P.S.; Lau, W.J.; Othman, M.H.D.; Ismail, A.F.; Hilal, N. Fouling mitigation in forward osmosis and membrane distillation for desalination. Desalination 2020, 480, 114338. [Google Scholar] [CrossRef]
- Jones, E.; Qadir, M.; van Vliet, M.T.H.; Smakhtin, V.; Kang, S.M. The state of desalination and brine production: A global outlook. Sci. Total Environ. 2019, 657, 1343–1356. [Google Scholar] [CrossRef]
- Van der Bruggen, B. Desalination by distillation and by reverse osmosis—trends towards the future. Membr. Technol. 2003, 2003, 6–9. [Google Scholar] [CrossRef]
- Youssef, P.G.; Al-Dadah, R.K.; Mahmoud, S.M. Comparative analysis of desalination technologies. Energy Procedia 2014, 61, 2604–2607. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Li, N.; Bolto, B.; Hoang, M.; Xie, Z. Desalination by pervaporation: A review. Desalination 2016, 387, 46–60. [Google Scholar] [CrossRef]
- Takabatake, H.; Taniguchi, M.; Kurihara, M. Advanced technologies for stabilization and high performance of seawater ro membrane desalination plants. Membranes 2021, 11, 138. [Google Scholar] [CrossRef]
- Curto, D.; Franzitta, V.; Guercio, A. A review of the water desalination technologies. Appl. Sci. 2021, 11, 670. [Google Scholar] [CrossRef]
- Charcosset, C. A review of membrane processes and renewable energies for desalination. Desalination 2009, 245, 214–231. [Google Scholar] [CrossRef]
- García-Rodríguez, L. Renewable energy applications in desalination: State of the art. Sol. Energy 2003, 75, 381–393. [Google Scholar] [CrossRef]
- Drioli, E.; Fontananova, E. Membrane materials for addressing energy and environmental challenges. Annu. Rev. Chem. Biomol. Eng. 2012, 3, 395–420. [Google Scholar] [CrossRef]
- Mohammad, A.W.; Hilal, N.; Al-Zoubi, H.; Darwish, N.A. Prediction of permeate fluxes and rejections of highly concentrated salts in nanofiltration membranes. J. Membr. Sci. 2007, 289, 40–50. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.; Wang, L. An energy-saving “nanofiltration/electrodialysis with polarity reversal (NF/EDR)” integrated membrane process for seawater desalination. Part III. Optimization of the energy consumption in a demonstration operation. Desalination 2019, 452, 230–237. [Google Scholar] [CrossRef]
- Alsarayreh, A.A.; Al-Obaidi, M.A.; Al-Hroub, A.M.; Patel, R.; Mujtaba, I.M. Evaluation and minimisation of energy consumption in a medium-scale reverse osmosis brackish water desalination plant. J. Clean. Prod. 2020, 248, 119220. [Google Scholar] [CrossRef]
- Al-Karaghouli, A.; Kazmerski, L.L. Energy consumption and water production cost of conventional and renewable-energy-powered desalination processes. Renew. Sustain. Energy Rev. 2013, 24, 343–356. [Google Scholar] [CrossRef]
- Elimelech, M.; Phillip, W. The future of seawater desalination: Energy, technology, and the environment. Science 2011, 333, 712–717. [Google Scholar] [CrossRef] [PubMed]
- Mayor, B. Growth patterns in mature desalination technologies and analogies with the energy field. Desalination 2019, 457, 75–84. [Google Scholar] [CrossRef]
- Khawaji, A.D.; Kutubkhanah, I.K.; Wie, J.M. Advances in seawater desalination technologies. Desalination 2008, 221, 47–69. [Google Scholar] [CrossRef]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse osmosis desalination: Water sources, technology, and today’s challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.J.; Goh, P.S.; Lau, W.J.; Ong, C.S.; Ismail, A.F. Antifouling zwitterion embedded forward osmosis thin film composite membrane for highly concentrated oily wastewater treatment. Sep. Purif. Technol. 2019, 214, 40–50. [Google Scholar] [CrossRef]
- Anis, S.F.; Hashaikeh, R.; Hilal, N. Reverse osmosis pretreatment technologies and future trends: A comprehensive review. Desalination 2019, 452, 159–195. [Google Scholar] [CrossRef] [Green Version]
- Altaee, A.; Hilal, N. High recovery rate NF–FO–RO hybrid system for inland brackish water treatment. Desalination 2015, 363, 19–25. [Google Scholar] [CrossRef]
- Lalia, B.S.; Kochkodan, V.; Hashaikeh, R.; Hilal, N. A review on membrane fabrication: Structure, properties and performance relationship. Desalination 2013, 326, 77–95. [Google Scholar] [CrossRef]
- Figoli, A.; Marino, T.; Simone, S.; Di Nicolò, E.; Li, X.M.; He, T.; Tornaghi, S.; Drioli, E. Towards non-toxic solvents for membrane preparation: A review. Gr. Chem. 2014, 16, 4034–4059. [Google Scholar] [CrossRef]
- Thomas, R.; Guillen-Burrieza, E.; Arafat, H.A. Pore structure control of PVDF membranes using a 2-stage coagulation bath phase inversion process for application in membrane distillation (MD). J. Membr. Sci. 2014, 452, 470–480. [Google Scholar] [CrossRef]
- Liu, M.; Chen, D.G.; Xu, Z.L.; Wei, Y.M.; Tong, M. Effects of nucleating agents on the morphologies and performances of poly(vinylidene fluoride) microporous membranes via thermally induced phase separation. J. Appl. Polym. Sci. 2013, 128, 836–844. [Google Scholar] [CrossRef]
- Alsebaeai, M.K.; Ahmad, A.L. Membrane distillation: Progress in the improvement of dedicated membranes for enhanced hydrophobicity and desalination performance. J. Ind. Eng. Chem. 2020, 86, 13–34. [Google Scholar] [CrossRef]
- Kim, D.; Nunes, S.P. Green solvents for membrane manufacture: Recent trends and perspectives. Curr. Opin. Gr. Sustain. Chem. 2021, 28, 100427. [Google Scholar] [CrossRef]
- Lawler, W.; Bradford-Hartke, Z.; Cran, M.J.; Duke, M.; Leslie, G.; Ladewig, B.P.; Le-Clech, P. Towards new opportunities for reuse, recycling and disposal of used reverse osmosis membranes. Desalination 2012, 299, 103–112. [Google Scholar] [CrossRef]
- Xia, B.; Ding, T.; Xiao, J. Life cycle assessment of concrete structures with reuse and recycling strategies: A novel framework and case study. Waste Manag. 2020, 105, 268–278. [Google Scholar] [CrossRef]
- Elsaid, K.; Sayed, E.T.; Abdelkareem, M.A.; Mahmoud, M.S.; Ramadan, M.; Olabi, A.G. Environmental impact of emerging desalination technologies: A preliminary evaluation. J. Environ. Chem. Eng. 2020, 8, 104099. [Google Scholar] [CrossRef]
- Kim, J. Recent Progress on Improving the Sustainability of Membrane Fabrication. J. Membr. Sci. Res. 2019. [Google Scholar] [CrossRef]
- Singh, M.; Haring, A.P.; Tong, Y.; Cesewski, E.; Ball, E.; Jasper, R.; Davis, E.M.; Johnson, B.N. Additive manufacturing of mechanically isotropic thin films and membranes via microextrusion 3D printing of polymer solutions. ACS Appl. Mater. Interfaces 2019, 11, 6652–6661. [Google Scholar] [CrossRef]
- Dommati, H.; Ray, S.S.; Wang, J.C.; Chen, S.S. A comprehensive review of recent developments in 3D printing technique for ceramic membrane fabrication for water purification. RSC Adv. 2019, 9, 16869–16883. [Google Scholar] [CrossRef] [Green Version]
- Sapalidis, A.A. Porous Polyvinyl alcohol membranes: Preparation methods and applications. Symmetry 2020, 12, 960. [Google Scholar] [CrossRef]
- Strathmann, H.; Kock, K. The formation mechanism of phase inversion membranes. Desalination 1977, 21, 241–255. [Google Scholar] [CrossRef]
- Zare, S.; Kargari, A. 4-Membrane properties in membrane distillation. In Emerging Technologies for Sustainable Desalination Handbook; Gude, V.G., Ed.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 107–156. [Google Scholar] [CrossRef]
- Yang, L.; Wang, Z.; Zhang, J.; Song, P.; Liu, L. TIPS-co-NIPS method to prepare PES substrate with enhanced permeability for TFC-FO membrane. J. Taiwan Instit. Chem. Eng. 2017, 80, 137–148. [Google Scholar] [CrossRef]
- Simone, S.; Figoli, A.; Santoro, S.; Galiano, F.; Alfadul, S.M.; Al-Harbi, O.A.; Drioli, E. Preparation and characterization of ECTFE solvent resistant membranes and their application in pervaporation of toluene/water mixtures. Sep. Purif. Technol. 2012, 90, 147–161. [Google Scholar] [CrossRef]
- M’barki, O.; Hanafia, A.; Bouyer, D.; Faur, C.; Sescousse, R.; Delabre, U.; Blot, C.; Guenoun, P.; Deratani, A.; Quemener, D.; et al. Greener method to prepare porous polymer membranes by combining thermally induced phase separation and crosslinking of poly(vinyl alcohol) in water. J. Membr. Sci. 2014, 458, 225–235. [Google Scholar] [CrossRef]
- Zhang, H.; Lu, X.; Liu, Z.; Ma, Z.; Wu, S.; Li, Z.; Kong, X.; Wu, C. Study of the dual role mechanism of water-soluble additive in low temperature thermally-induced phase separation. J. Membr. Sci. 2017, 543, 1–9. [Google Scholar] [CrossRef]
- Gu, M.; Zhang, J.; Wang, X.-L.; Ma, W. Crystallization behavior of PVDF in PVDF-DMP system via thermally induced phase separation. J. Appl. Polym. Sci. 2006, 102, 3714–3719. [Google Scholar] [CrossRef]
- Cui, Z.Y.; Du, C.H.; Xu, Y.Y.; Ji, G.L.; Zhu, B.K. Preparation of porous PVdF membrane via thermally induced phase separation using sulfolane. J. Appl. Polym. Sci. 2008, 108, 272–280. [Google Scholar] [CrossRef]
- Lin, Y.; Tang, Y.; Ma, H.; Yang, J.; Tian, Y.; Ma, W.; Wang, X.-L. Formation of a bicontinuous structure membrane of polyvinylidene fluoride in diphenyl carbonate diluent via thermally induced phase separation. J. Appl. Polym. Sci. 2009, 114, 1523–1528. [Google Scholar] [CrossRef]
- Simone, S.; Figoli, A.; Criscuoli, A.; Carnevale, M.C.; Rosselli, A.; Drioli, E. Preparation of hollow fibre membranes from PVDF/PVP blends and their application in VMD. J. Membr. Sci. 2010, 364, 219–232. [Google Scholar] [CrossRef]
- Figoli, A.; Simone, S.; Criscuoli, A.; Al-Jlil, S.A.; Al Shabouna, F.S.; Al-Romaih, H.S.; Di Nicolò, E.; Al-Harbi, O.A.; Drioli, E. Hollow fibers for seawater desalination from blends of PVDF with different molecular weights: Morphology, properties and VMD performance. Polymer 2014, 55, 1296–1306. [Google Scholar] [CrossRef]
- Kahrs, C.; Schwellenbach, J. Membrane formation via non-solvent induced phase separation using sustainable solvents: A comparative study. Polymer 2020, 186, 122071. [Google Scholar] [CrossRef]
- Ma, W.; Chen, S.; Zhang, J.; Wang, X. Kinetics of thermally induced phase separation in the PVDF Blend/Methyl Salicylate system and its effect on membrane structures. J. Macromol. Sci. 2010, 50, 1–15. [Google Scholar] [CrossRef]
- Ramaswamy, S.; Greenberg, A.R.; Krantz, W.B. Fabrication of poly (ECTFE) membranes via thermally induced phase separation. J. Membr. Sci. 2002, 210, 175–180. [Google Scholar] [CrossRef]
- Murthy, T.E.G.K.; Kishore, V.S. Effect of casting solvent and polymer on permeability of propranolol hydrochloride through membrane controlled transdermal drug delivery system. Indian J. Pharm. Sci. 2007, 69. [Google Scholar] [CrossRef]
- Yave, W.; Quijada, R.; Ulbricht, M.; Benavente, R. Syndiotactic polypropylene as potential material for the preparation of porous membranes via thermally induced phase separation (TIPS) process. Polymer 2005, 46, 11582–11590. [Google Scholar] [CrossRef]
- Yang, Z.; Li, P.; Chang, H.; Wang, S. Effect of Diluent on the Morphology and Performance of IPP Hollow Fiber Microporous Membrane via Thermally Induced Phase Separation1 1Supported by the National Natural Science Foundation of China (No.20236030). Chin. J. Chem. Eng. 2006, 14, 394–397. [Google Scholar] [CrossRef]
- Russo, F.; Galiano, F.; Pedace, F.; Aricò, F.; Figoli, A. Dimethyl isosorbide as a green solvent for sustainable ultrafiltration and microfiltration membrane preparation. ACS Sustain. Chem. Eng. 2020, 8, 659–668. [Google Scholar] [CrossRef]
- Clarke, C.J.; Tu, W.C.; Levers, O.; Bröhl, A.; Hallett, J.P. Green and Sustainable Solvents in Chemical Processes. Chem. Rev. 2018, 118, 747–800. [Google Scholar] [CrossRef]
- Razali, M.; Kim, J.F.; Attfield, M.; Budd, P.M.; Drioli, E.; Lee, Y.M.; Szekely, G. Sustainable wastewater treatment and recycling in membrane manufacturing. Gr. Chem. 2015, 17, 5196–5205. [Google Scholar] [CrossRef] [Green Version]
- Amelio, A.; Genduso, G.; Vreysen, S.; Luis, P.; Van der Bruggen, B. Guidelines based on life cycle assessment for solvent selection during the process design and evaluation of treatment alternatives. Gr. Chem. 2014, 16, 3045–3063. [Google Scholar] [CrossRef] [Green Version]
- Capello, C.; Fischer, U.; Hungerbühler, K. What is a green solvent? A comprehensive framework for the environmental assessment of solvents. Gr. Chem. 2007, 9, 927–934. [Google Scholar] [CrossRef]
- Kamp, J.; Emonds, S.; Borowec, J.; Restrepo Toro, M.A.; Wessling, M. On the organic solvent free preparation of ultrafiltration and nanofiltration membranes using polyelectrolyte complexation in an all aqueous phase inversion process. J. Membr. Sci. 2021, 618, 118632. [Google Scholar] [CrossRef]
- Medina-Gonzalez, Y.; Aimar, P.; Lahitte, J.F.; Remigy, J.C. Towards green membranes: Preparation of cellulose acetate ultrafiltration membranes using methyl lactate as a biosolvent. Int. J. Sustain. Eng. 2011, 4, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Rasool, M.A.; Pescarmona, P.P.; Vankelecom, I.F.J. Applicability of Organic Carbonates as Green Solvents for Membrane Preparation. ACS Sustain. Chem. Eng. 2019, 7, 13774–13785. [Google Scholar] [CrossRef]
- Xie, W.; Li, T.; Tiraferri, A.; Drioli, E.; Figoli, A.; Crittenden, J.C.; Liu, B. Toward the Next Generation of Sustainable Membranes from Green Chemistry Principles. ACS Sustain. Chem. Eng. 2021, 9, 50–75. [Google Scholar] [CrossRef]
- Hansen, C. Hansen Solubility Parameters: A User’s Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2007; pp. 546, 2012. [Google Scholar] [CrossRef]
- Jung, J.T.; Kim, J.F.; Wang, H.H.; di Nicolo, E.; Drioli, E.; Lee, Y.M. Understanding the non-solvent induced phase separation (NIPS) effect during the fabrication of microporous PVDF membranes via thermally induced phase separation (TIPS). J. Membr. Sci. 2016, 514, 250–263. [Google Scholar] [CrossRef]
- Fang, C.; Jeon, S.; Rajabzadeh, S.; Cheng, L.; Fang, L.; Matsuyama, H. Tailoring the surface pore size of hollow fiber membranes in the TIPS process. J. Mater. Chem. 2018, 6, 535–547. [Google Scholar] [CrossRef]
- Sawada, S.I.; Ursino, C.; Galiano, F.; Simone, S.; Drioli, E.; Figoli, A. Effect of citrate-based non-toxic solvents on poly(vinylidene fluoride) membrane preparation via thermally induced phase separation. J. Membr. Sci. 2015, 493, 232–242. [Google Scholar] [CrossRef]
- Cui, Z.; Hassankiadeh, N.T.; Lee, S.Y.; Woo, K.T.; Lee, J.M.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. Tailoring novel fibrillar morphologies in poly(vinylidene fluoride) membranes using a low toxic triethylene glycol diacetate (TEGDA) diluent. J. Membr. Sci. 2015, 473, 128–136. [Google Scholar] [CrossRef]
- Sherwood, J.; De bruyn, M.; Constantinou, A.; Moity, L.; McElroy, C.R.; Farmer, T.J.; Duncan, T.; Raverty, W.; Hunt, A.J.; Clark, J.H. Dihydrolevoglucosenone (Cyrene) as a bio-based alternative for dipolar aprotic solvents. Chem. Commun. 2014, 50, 9650–9652. [Google Scholar] [CrossRef]
- Marino, T.; Russo, F.; Criscuoli, A.; Figoli, A. TamiSolve® NxG as novel solvent for polymeric membrane preparation. J. Membr. Sci. 2017, 542, 418–429. [Google Scholar] [CrossRef]
- Rasool, M.A.; Van Goethem, C.; Vankelecom, I.F.J. Green preparation process using methyl lactate for cellulose-acetate-based nanofiltration membranes. Sep. Purif. Technol. 2020, 232, 115903. [Google Scholar] [CrossRef]
- Xie, W.; Li, T.; Chen, C.; Wu, H.; Liang, S.; Chang, H.; Liu, B.; Drioli, E.; Wang, Q.; Crittenden, J.C. Using the green solvent dimethyl sulfoxide to replace traditional solvents partly and fabricating PVC/PVC-g-PEGMA blended ultrafiltration membranes with high permeability and rejection. Ind. Eng. Chem. Res. 2019, 58, 6413–6423. [Google Scholar] [CrossRef]
- Chang, J.; Zuo, J.; Zhang, L.; O’Brien, G.S.; Chung, T.-S. Using green solvent, triethyl phosphate (TEP), to fabricate highly porous PVDF hollow fiber membranes for membrane distillation. J. Membr. Sci. 2017, 539, 295–304. [Google Scholar] [CrossRef]
- Zheng, M.; Chen, J.; Chen, G.; Farajtabar, A.; Zhao, H. Solubility modelling and solvent effect for domperidone in twelve green solvents. J. Mol. Liq. 2018, 261, 50–56. [Google Scholar] [CrossRef]
- Marino, T.; Galiano, F.; Simone, S.; Figoli, A. DMSO EVOL™ as novel non-toxic solvent for polyethersulfone membrane preparation. Environ. Sci. Pollut. Res. 2019, 26, 14774–14785. [Google Scholar] [CrossRef]
- Prihatiningtyas, I.; Li, Y.; Hartanto, Y.; Vananroye, A.; Coenen, N.; Van der Bruggen, B. Effect of solvent on the morphology and performance of cellulose triacetate membrane/cellulose nanocrystal nanocomposite pervaporation desalination membranes. Chem. Eng. J. 2020, 388, 124216. [Google Scholar] [CrossRef]
- Prihatiningtyas, I.; Gebreslase, G.A.; Van der Bruggen, B. Incorporation of Al2O3 into cellulose triacetate membranes to enhance the performance of pervaporation for desalination of hypersaline solutions. Desalination 2020, 474, 114198. [Google Scholar] [CrossRef]
- Li, Y.; Wong, E.; Mai, Z.; Van der Bruggen, B. Fabrication of composite polyamide/Kevlar aramid nanofiber nanofiltration membranes with high permselectivity in water desalination. J. Membr. Sci. 2019, 592, 117396. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Z.; Wu, Z. Effects of solvent compositions on physicochemical properties and anti-fouling ability of PVDF microfiltration membranes for wastewater treatment. Desalination 2012, 297, 79–86. [Google Scholar] [CrossRef]
- Adams, F.V.; Nxumalo, E.N.; Krause, R.W.M.; Hoek, E.M.V.; Mamba, B.B. The influence of solvent properties on the performance of polysulfone/β-cyclodextrin polyurethane mixed-matrix membranes. J. Appl. Polym. Sci. 2013, 130, 2005–2014. [Google Scholar] [CrossRef]
- Şener, T.; Okumuş, E.; Gürkan, T.; Yilmaz, L. The effect of different solvents on the performance of zeolite-filled composite pervaporation membranes. Desalination 2010, 261, 181–185. [Google Scholar] [CrossRef]
- Shi, M.; Yan, W.; Zhou, Y.; Wang, Z.; Liu, L.; Zhao, S.; Ji, Y.; Wang, J.; Gao, C.; Zhang, P.; et al. Combining tannic acid-modified support and a green co-solvent for high performance reverse osmosis membranes. J. Membr. Sci. 2020, 595, 117474. [Google Scholar] [CrossRef]
- Murillo, B.; de la Iglesia, Ó.; Rubio, C.; Coronas, J.; Téllez, C. Conversion of sugars to methyl lactate with exfoliated layered stannosilicate UZAR-S4. Catal. Today 2021, 362, 90–96. [Google Scholar] [CrossRef]
- Lafreniere, L.Y.; Talbot, F.D.F.; Matsuura, T.; Sourirajan, S. Effect of poly(vinylpyrrolidone) additive on the performance of poly(ether sulfone) ultrafiltration membranes. Ind. Eng. Chem. Res. 1987, 26, 2385–2389. [Google Scholar] [CrossRef]
- Abdoul Raguime, J.; Arthanareeswaran, G.; Thanikaivelan, P.; Mohan, D.; Raajenthiren, M. Performance characterization of cellulose acetate and poly(vinylpyrrolidone) blend membranes. J. Appl. Polym. Sci. 2007, 104, 3042–3049. [Google Scholar] [CrossRef]
- Song, Z.; Xing, M.; Zhang, J.; Li, B.; Wang, S. Determination of phase diagram of a ternary PVDF/γ-BL/DOP system in TIPS process and its application in preparing hollow fiber membranes for membrane distillation. Sep. Purif. Technol. 2012, 90, 221–230. [Google Scholar] [CrossRef]
- Bey, S.; Criscuoli, A.; Simone, S.; Figoli, A.; Benamor, M.; Drioli, E. Hydrophilic PEEK-WC hollow fibre membrane contactors for chromium (Vi) removal. Desalination 2011, 283, 16–24. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Maggiore, I.D.; Bertoldo, M.; Signori, F.; Bronco, S.; Ciardelli, F. Poly(lactic acid) properties as a consequence of poly(butylene adipate-co-terephthalate) blending and acetyl tributyl citrate plasticization. J. Appl. Polym. Sci. 2008, 110, 1250–1262. [Google Scholar] [CrossRef]
- Finkelstein, M.; Gold, H. Toxicology of the citric acid esters: Tributyl citrate, acetyl tributyl citrate, triethyl citrate, and acetyl triethyl citrate. Toxicol. Appl. Pharmacol. 1959, 1, 283–298. [Google Scholar] [CrossRef]
- Cui, Z.; Hassankiadeh, N.T.; Lee, S.Y.; Lee, J.M.; Woo, K.T.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. Poly(vinylidene fluoride) membrane preparation with an environmental diluent via thermally induced phase separation. J. Membr. Sci. 2013, 444, 223–236. [Google Scholar] [CrossRef]
- Hassankiadeh, N.T.; Cui, Z.; Kim, J.H.; Shin, D.W.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. PVDF hollow fiber membranes prepared from green diluent via thermally induced phase separation: Effect of PVDF molecular weight. J. Membr. Sci. 2014, 471, 237–246. [Google Scholar] [CrossRef]
- Xu, K.; Cai, Y.; Hassankiadeh, N.T.; Cheng, Y.; Li, X.; Wang, X.; Wang, Z.; Drioli, E.; Cui, Z. ECTFE membrane fabrication via TIPS method using ATBC diluent for vacuum membrane distillation. Desalination 2019, 456, 13–22. [Google Scholar] [CrossRef]
- Karkhanechi, H.; Rajabzadeh, S.; Di Nicolò, E.; Usuda, H.; Shaikh, A.R.; Matsuyama, H. Preparation and characterization of ECTFE hollow fiber membranes via thermally induced phase separation (TIPS). Polymer 2016, 97, 515–524. [Google Scholar] [CrossRef]
- Wilson, R.F. Soybean: Market Driven Research Needs. In Genetics and Genomics of Soybean; Stacey, G., Ed.; Springer: New York, NY, USA, 2008; pp. 3–15. [Google Scholar]
- Wiese, K.; Snyder, H. Analysis of the oil extraction process in soybeans: A new continuous procedure. J. AOCS 1987, 64, 402–406. [Google Scholar] [CrossRef]
- Bin Latheef, M. Pulsed Ultrasound-Assisted Solvent Extraction of Oil From Soybeans and Microalgae. Master′s Thesis, McGill University, Montreal, QC, Canada, 2012. [Google Scholar]
- Tang, N.; Jia, Q.; Zhang, H.; Li, J.; Cao, S. Preparation and morphological characterization of narrow pore size distributed polypropylene hydrophobic membranes for vacuum membrane distillation via thermally induced phase separation. Desalination 2010, 256, 27–36. [Google Scholar] [CrossRef]
- Wang, Y.J.; Zhao, Z.P.; Xi, Z.Y.; Yan, S.Y. Microporous polypropylene membrane prepared via TIPS using environment-friendly binary diluents and its VMD performance. J. Membr. Sci. 2018, 548, 332–344. [Google Scholar] [CrossRef]
- Hulsbosch, J.; De Vos, D.E.; Binnemans, K.; Ameloot, R. Biobased ionic liquids: Solvents for a green processing industry? ACS Sustain. Chem. Eng. 2016, 4, 2917–2931. [Google Scholar] [CrossRef]
- Eftekhari, A.; Saito, T. Synthesis and properties of polymerized ionic liquids. Eur. Polym. J. 2017, 90, 245–272. [Google Scholar] [CrossRef]
- Li, Y.; Sniekers, J.; Malaquias, J.; Li, X.; Schaltin, S.; Stappers, L.; Binnemans, K.; Fransaer, J.; Vankelecom, I.F.J. A non-aqueous all-copper redox flow battery with highly soluble active species. Electrochim. Acta 2017, 236, 116–121. [Google Scholar] [CrossRef]
- Maciel, V.G.; Wales, D.J.; Seferin, M.; Ugaya, C.M.L.; Sans, V. State-of-the-art and limitations in the life cycle assessment of ionic liquids. J. Clean. Prod. 2019, 217, 844–858. [Google Scholar] [CrossRef]
- Szalaty, T.J.; Klapiszewski, Ł.; Jesionowski, T. Recent developments in modification of lignin using ionic liquids for the fabrication of advanced materials–A review. J. Mol. Liq. 2020, 301, 112417. [Google Scholar] [CrossRef]
- Thuy Pham, T.P.; Cho, C.-W.; Yun, Y.-S. Environmental fate and toxicity of ionic liquids: A review. Water Res. 2010, 44, 352–372. [Google Scholar] [CrossRef]
- Xing, D.Y.; Chan, S.Y.; Chung, T.S. The ionic liquid [EMIM]OAc as a solvent to fabricate stable polybenzimidazole membranes for organic solvent nanofiltration. Gr. Chem. 2014, 16, 1383–1392. [Google Scholar] [CrossRef]
- Xing, D.Y.; Chan, S.Y.; Chung, T.S. Molecular interactions between polybenzimidazole and [EMIM]OAc, and derived ultrafiltration membranes for protein separation. Gr. Chem. 2012, 14, 1405–1412. [Google Scholar] [CrossRef]
- Xing, D.Y.; Peng, N.; Chung, T.-S. Formation of cellulose acetate membranes via phase inversion using ionic liquid, [BMIM]SCN, as the solvent. Ind. Eng. Chem. Res. 2010, 49, 8761–8769. [Google Scholar] [CrossRef]
- Livazovic, S.; Li, Z.; Behzad, A.R.; Peinemann, K.V.; Nunes, S.P. Cellulose multilayer membranes manufacture with ionic liquid. J. Membr. Sci. 2015, 490, 282–293. [Google Scholar] [CrossRef] [Green Version]
- Falca, G.; Musteata, V.E.; Behzad, A.R.; Chisca, S.; Nunes, S.P. Cellulose hollow fibers for organic resistant nanofiltration. J. Membr. Sci. 2019, 586, 151–161. [Google Scholar] [CrossRef]
- Kim, D.; Livazovic, S.; Falca, G.; Nunes, S.P. Oil–water separation using membranes manufactured from cellulose/ionic liquid solutions. ACS Sustain. Chem. Eng. 2019, 7, 5649–5659. [Google Scholar] [CrossRef] [Green Version]
- Esfahani, M.R.; Taylor, A.; Serwinowski, N.; Parkerson, Z.J.; Confer, M.P.; Kammakakam, I.; Bara, J.E.; Esfahani, A.R.; Mahmoodi, S.N.; Koutahzadeh, N.; et al. Sustainable Novel Bamboo-Based Membranes for Water Treatment Fabricated by Regeneration of Bamboo Waste Fibers. ACS Sustain. Chem. Eng. 2020, 8, 4225–4235. [Google Scholar] [CrossRef]
- Rajabzadeh, S.; Maruyama, T.; Sotani, T.; Matsuyama, H. Preparation of PVDF hollow fiber membrane from a ternary polymer/solvent/nonsolvent system via thermally induced phase separation (TIPS) method. Sep. Purif. Technol. 2008, 63, 415–423. [Google Scholar] [CrossRef]
- Hassankiadeh, N.T.; Cui, Z.; Kim, J.H.; Shin, D.W.; Lee, S.Y.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. Microporous poly(vinylidene fluoride) hollow fiber membranes fabricated with PolarClean as water-soluble green diluent and additives. J. Membr. Sci. 2015, 479, 204–212. [Google Scholar] [CrossRef]
- Wang, H.H.; Jung, J.T.; Kim, J.F.; Kim, S.; Drioli, E.; Lee, Y.M. A novel green solvent alternative for polymeric membrane preparation via nonsolvent-induced phase separation (NIPS). J. Membr. Sci. 2019, 574, 44–54. [Google Scholar] [CrossRef]
- Marino, T.; Galiano, F.; Molino, A.; Figoli, A. New frontiers in sustainable membrane preparation: Cyrene™ as green bioderived solvent. J. Membr. Sci. 2019, 580, 224–234. [Google Scholar] [CrossRef]
- Hailemariam, R.H.; Woo, Y.C.; Damtie, M.M.; Kim, B.C.; Park, K.-D.; Choi, J.-S. Reverse osmosis membrane fabrication and modification technologies and future trends: A review. Adv. Colloid Interface Sci. 2020, 276, 102100. [Google Scholar] [CrossRef]
- Lau, W.J.; Ismail, A.; Misdan, N.; Kassim, M. A recent progress in thin film composite membrane: A review. Desalination 2011, 287, 190–199. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Chen, Q.; Ge, Q. Recent advances in forward osmosis (FO) membrane: Chemical modifications on membranes for FO processes. Desalination 2017, 419, 101–116. [Google Scholar] [CrossRef]
- Otitoju, T.A.; Saari, R.A.; Ahmad, A.L. Progress in the modification of reverse osmosis (RO) membranes for enhanced performance. J. Ind. Eng. Chem. 2018, 67, 52–71. [Google Scholar] [CrossRef]
- Park, H.M.; Yoo, J.; Lee, Y.T. Improved fouling resistance for RO membranes by a surface modification method. J. Ind. Eng. Chem. 2019, 76, 344–354. [Google Scholar] [CrossRef]
- Kolb, H.C.; Finn, M.G.; Sharpless, K.B. Click chemistry: Diverse chemical function from a few good reactions. Angew. Chem. Int. Ed. 2001, 40, 2004–2021. [Google Scholar] [CrossRef]
- Wang, C.; Ikhlef, D.; Kahlal, S.; Saillard, J.Y.; Astruc, D. Metal-catalyzed azide-alkyne “click” reactions: Mechanistic overview and recent trends. Coord. Chem. Rev. 2016, 316, 1–20. [Google Scholar] [CrossRef]
- Kolb, H.C.; Sharpless, K.B. The growing impact of click chemistry on drug discovery. Drug Discov. Today 2003, 8, 1128–1137. [Google Scholar] [CrossRef]
- Rostovtsev, V.V.; Green, L.G.; Fokin, V.V.; Sharpless, K.B. A Stepwise huisgen cycloaddition process: Copper(I)-catalyzed regioselective “ligation” of azides and terminal alkynes. Angew. Chem. Int. Ed. 2002, 41, 2596–2599. [Google Scholar] [CrossRef]
- Tornøe, C.W.; Christensen, C.; Meldal, M. Peptidotriazoles on solid phase: [1,2,3]-triazoles by regiospecific Copper(I)-catalyzed 1,3-dipolar cycloadditions of terminal alkynes to azides. J. Org. Chem. 2002, 67, 3057–3064. [Google Scholar] [CrossRef] [PubMed]
- Hou, X.; Ke, C.; Fraser Stoddart, J. Cooperative capture synthesis: Yet another playground for copper-free click chemistry. Chem. Soc. Rev. 2016, 45, 3766–3780. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Hoi, H.; Montemagno, C.D.; Abraham, S. Functionalized polymeric membrane with aquaporin using click chemistry for water purification application. J. Appl. Polym. Sci. 2018, 135, 46678. [Google Scholar] [CrossRef]
- Yang, Y.; Ramos, T.L.; Heo, J.; Green, M.D. Zwitterionic poly(arylene ether sulfone) copolymer/poly(arylene ether sulfone) blends for fouling-resistant desalination membranes. J. Membr. Sci. 2018, 561, 69–78. [Google Scholar] [CrossRef]
- Wang, C.; Such, G.K.; Widjaya, A.; Lomas, H.; Stevens, G.; Caruso, F.; Kentish, S.E. Click poly(ethylene glycol) multilayers on RO membranes: Fouling reduction and membrane characterization. J. Membr. Sci. 2012, 409, 9–15. [Google Scholar] [CrossRef]
- Haldón, E.; Nicasio, M.C.; Pérez, P.J. Copper-catalysed azide–alkyne cycloadditions (CuAAC): An update. Org. Biomol. Chem. 2015, 13, 9528–9550. [Google Scholar] [CrossRef]
- Zhang, G.; Yan, H.; Ji, S.; Liu, Z. Self-assembly of polyelectrolyte multilayer pervaporation membranes by a dynamic layer-by-layer technique on a hydrolyzed polyacrylonitrile ultrafiltration membrane. J. Membr. Sci. 2007, 292, 1–8. [Google Scholar] [CrossRef]
- Cho, K.L.; Lomas, H.; Hill, A.J.; Caruso, F.; Kentish, S.E. Spray assembled, cross-linked polyelectrolyte multilayer membranes for salt removal. Langmuir 2014, 30, 8784–8790. [Google Scholar] [CrossRef]
- Wang, L.; Wang, N.; Zhang, G.; Ji, S. Covalent Crosslinked assembly of tubular ceramic-based multilayer nanofiltration membranes for dye desalination. AIChE J. 2013, 59, 3834–3842. [Google Scholar] [CrossRef]
- Suwaileh, W.A.; Johnson, D.J.; Sarp, S.; Hilal, N. Advances in forward osmosis membranes: Altering the sub-layer structure via recent fabrication and chemical modification approaches. Desalination 2018, 436, 176–201. [Google Scholar] [CrossRef] [Green Version]
- Liang, H.Q.; Hung, W.S.; Yu, H.H.; Hu, C.C.; Lee, K.R.; Lai, J.Y.; Xu, Z.K. Forward osmosis membranes with unprecedented water flux. J. Membr. Sci. 2017, 529, 47–54. [Google Scholar] [CrossRef]
- McCutcheon, J.R.; Elimelech, M. Influence of concentrative and dilutive internal concentration polarization on flux behavior in forward osmosis. J. Membr. Sci. 2006, 284, 237–247. [Google Scholar] [CrossRef]
- Zhou, J.; He, H.L.; Sun, F.; Su, Y.; Yu, H.Y.; Gu, J.S. Structural parameters reduction in polyamide forward osmosis membranes via click modification of the polysulfone support. Colloids Surf. A Physicochem. Eng. Asp. 2020, 585, 124082. [Google Scholar] [CrossRef]
- Soroush, A.; Ma, W.; Silvino, Y.; Rahaman, M.S. Surface modification of thin film composite forward osmosis membrane by silver-decorated graphene-oxide nanosheets. Environ. Sci. Nano 2015, 2, 395–405. [Google Scholar] [CrossRef]
- Yu, H.Y.; Kang, Y.; Liu, Y.; Mi, B. Grafting polyzwitterions onto polyamide by click chemistry and nucleophilic substitution on nitrogen: A novel approach to enhance membrane fouling resistance. J. Membr. Sci. 2014, 449, 50–57. [Google Scholar] [CrossRef]
- Carlsson, J.O.; Martin, P.M. Chapter 7-Chemical Vapor Deposition. In Handbook of Deposition Technologies for Films and Coatings, 3rd ed.; Martin, P.M., Ed.; William Andrew Publishing: Norwich, NY, USA, 2010; pp. 314–363. [Google Scholar] [CrossRef]
- Makhlouf, A.S.H. 1-Current and advanced coating technologies for industrial applications. In Nanocoatings and Ultra-Thin Films; Makhlouf, A.S.H., Tiginyanu, I., Eds.; Woodhead Publishing: Swaston/Cambridge, UK, 2011; pp. 3–23. [Google Scholar] [CrossRef]
- Okada, K. Plasma-enhanced chemical vapor deposition of nanocrystalline diamond. Sci. Technol. Adv. Mater. 2007, 8, 624–634. [Google Scholar] [CrossRef]
- Katz, A.; Lee, C.H.; Tai, K.L. Advanced metallization schemes for bonding of InP-based laser devices to CVD-diamond heatsinks. Mater. Chem. Phys. 1994, 37, 303–328. [Google Scholar] [CrossRef]
- O’Brien, P. Chemical Vapor Deposition. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2001; pp. 1173–1176. [Google Scholar]
- Wang, J.T. Chapter 7-CVD and its related theories in inorganic synthesis and materials preparations. In Modern Inorganic Synthetic Chemistry; Xu, R., Pang, W., Huo, Q., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; pp. 151–171. [Google Scholar] [CrossRef]
- You, Y.; Ito, A.; Tu, R.; Goto, T. Preparation of the c-axis oriented aln film by laser chemical vapor deposition using a newly proposed Al(Acac)3 porecursor. J. Cryst. Growth 2013, 365, 1–5. [Google Scholar] [CrossRef]
- Ozaydin-Ince, G.; Matin, A.; Khan, Z.; Zaidi, S.M.J.; Gleason, K.K. Surface modification of reverse osmosis desalination membranes by thin-film coatings deposited by initiated chemical vapor deposition. Thin Solid Films 2013, 539, 181–187. [Google Scholar] [CrossRef]
- Matin, A.; Shafi, H.; Wang, M.; Khan, Z.; Gleason, K.; Rahman, F. Reverse osmosis membranes surface-modified using an initiated chemical vapor deposition technique show resistance to alginate fouling under cross-flow conditions: Filtration & subsequent characterization. Desalination 2016, 379, 108–117. [Google Scholar] [CrossRef]
- Kazemi, A.S.; Abdi, Y.; Eslami, J.; Das, R. Support based novel single layer nanoporous graphene membrane for efficacious water desalination. Desalination 2019, 451, 148–159. [Google Scholar] [CrossRef]
- Lai, G.S.; Lau, W.J.; Goh, P.S.; Karaman, M.; Gürsoy, M.; Ismail, A.F. Development of thin film nanocomposite membrane incorporated with plasma enhanced chemical vapor deposition-modified hydrous manganese oxide for nanofiltration process. Compos. Part B Eng. 2019, 176, 107328. [Google Scholar] [CrossRef]
- Dowling, D.P. 4.07-Surface processing using cold atmospheric pressure plasmas. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 171–185. [Google Scholar] [CrossRef]
- Shi, D.; Lian, J.; He, P.; Wang, L.M.; Xiao, F.; Yang, L.; Schulz, M.J.; Mast, D.B. Plasma coating of carbon nanofibers for enhanced dispersion and interfacial bonding in polymer composites. Appl. Phys. Lett. 2003, 83, 5301–5303. [Google Scholar] [CrossRef] [Green Version]
- Kubo, M.; Taguchi, T.; Shimada, M. Preparation of nanoparticle-embedded thin films by simultaneous feeding of gaseous and solid raw materials in plasma-enhanced chemical vapor deposition process. Thin Solid Films 2017, 632, 55–65. [Google Scholar] [CrossRef]
- Vandencasteele, N.; Reniers, F. Plasma-modified polymer surfaces: Characterization using XPS. J. Electron Spectrosc. Relat. Phenom. 2010, 178, 394–408. [Google Scholar] [CrossRef]
- Yu, S.; Liu, X.; Liu, J.; Wu, D.; Liu, M.; Gao, C. Surface modification of thin-film composite polyamide reverse osmosis membranes with thermo-responsive polymer (TRP) for improved fouling resistance and cleaning efficiency. Sep. Purif. Technol. 2011, 76, 283–291. [Google Scholar] [CrossRef]
- Wu, S.; Xing, J.; Zheng, C.; Xu, G.; Zheng, G.; Xu, J. Plasma modification of aromatic polyamide reverse osmosis composite membrane surface. J. Appl. Polym. Sci. 1997, 64, 1923–1926. [Google Scholar] [CrossRef]
- Déon, S.; Koubaa, Z.; Korzhova, E.; Airoudj, A.; Fievet, P.; Roucoules, V. Understanding the impact of poly(allylamine) plasma grafting on the filtration performances of a commercial polymeric membrane. Sep. Purif. Technol. 2019, 212, 30–39. [Google Scholar] [CrossRef]
- Ohland, A.L.; Salim, V.M.M.; Borges, C.P. Plasma functionalized hydroxyapatite incorporated in membranes for improved performance of osmotic processes. Desalination 2019, 452, 87–93. [Google Scholar] [CrossRef]
- Chul Woo, Y.; Chen, Y.; Tijing, L.D.; Phuntsho, S.; He, T.; Choi, J.S.; Kim, S.H.; Kyong Shon, H. CF4 plasma-modified omniphobic electrospun nanofiber membrane for produced water brine treatment by membrane distillation. J. Membr. Sci. 2017, 529, 234–242. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solvent | Boiling Point (°C) | Fabrication Method | Hazard and Toxicological Statements |
|---|---|---|---|
| Dimethylformamide (DMF) | 153 | NIPS |
|
| Dimethylacetamide (DMA) | 166 | NIPS |
|
| N-methyl-2-pyrrolidone (NMP) | 202 | NIPS/TIPS |
|
| 1,4-Dioxane | 101 | NIPS |
|
| Dibutyl-phtalate (DBP) | 384 | TIPS |
|
| Dioctyl-phtalate (DOP) | 384 | TIPS |
|
| Acetone | 56 | NIPS |
|
| Chloroform | 61.2 | NIPS |
|
| Tetrahydrofuran (THF) | 66 | NIPS |
|
| Toluene | 111 | NIPS |
|
| Polymers | δd (MPa1/2) | δp (MPa1/2) | δh (MPa1/2) | R0 (MPa1/2) | Ref. |
|---|---|---|---|---|---|
| Cellulose acetate (CA) | 18.6 | 12.7 | 11 | 8.8 | [62] |
| Polyvinylidene fluoride (PVDF) | 17.2 | 12.5 | 9.2 | 5 | [63] |
| Polysulfone (PSU) | 19.7 | 8.3 | 8.3 | 8 | [62] |
| Polyvinyl chloride (PVC) | 17.6 | 7.8 | 3.4 | 8.2 | [62] |
| Polyacrylonitrile (PAN) | 21.7 | 14.1 | 9.1 | 10.9 | [62] |
| Chitosan | 21.9 | 32.5 | 24.6 | NA | [60] |
| Solvents | |||||
| Acetyltributylcitrate (ATBC) | 16.02 | 2.56 | 8.55 | − | [64] |
| Acetyltriethylcitrate (ATEC) | 16.6 | 3.5 | 8.6 | − | [65] |
| Triethyl citrate (TEC) | 16.5 | 4.9 | 12 | − | [65] |
| Triethylene glycol diacetate (TEGDA) | 16.45 | 2.14 | 9.78 | − | [66] |
| Cyrene | 18.8 | 10.6 | 6.9 | − | [67] |
| Dimethyl isosorbide (DMI) | 17.6 | 7.1 | 7.5 | − | [53] |
| TamiSolve NxG | 17.8 | 8.2 | 5.9 | − | [68] |
| Ethyl lactate | 16 | 7.6 | 12.5 | − | [62] |
| Methyl lactate | 15.8 | 6.5 | 10.2 | − | [69] |
| PolarClean | 15.8 | 10.7 | 9.2 | − | [63] |
| Dimethylsulfoxide (DMSO) | 18.4 | 16.4 | 10.2 | − | [70] |
| Triethylphosphate (TEP) | 16.8 | 11.5 | 9.2 | − | [71] |
| γ-butyrolactone | 19 | 16.6 | 7.4 | − | [64] |
| Propylene carbonate (PC) | 20 | 18 | 4.1 | − | [60] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
|---|---|---|---|---|---|---|
| DMSO ((CH3)2SO) |  | 189 |
| |||
| Membrane (Technology) | Fabrication Technique | Solvents | Feed Conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| CTA/CNCs (PV) | NIPS | DMSO Dioxane NMP DMF | 30.0 and 90.0 | 11.67 11.99 11.68 8.08 | All > 99.0 (30.0 g·L−1 NaCl) DMSO > 99.0 (90.0 g·L−1 NaCl) | [74] |
| CTA/Al2O3 (PV) | NIPS | DMSO | 30.0 | 6.70 | 99.8 (NaCl) | [75] |
| ANF-PA (NF) | NIPS | DMSO | 1.0 | 57.60 | 100.0 (Na2SO4) 99.4 (MgSO4) 92.7 (MgCl2) 80.3 (NaCl) | [76] |
| PAN/Zeolite 13× (PV) | NIPS | DMSO DMF DMA | ~50 wt.% | 27.70 61.14 3.45 | Highest (DMSO) | [79] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
| DMC (C3H6O3) |  | 90 |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| PSU-PA (RO) | NIPS | DMC | 2.0 | 64.2 | 99.03 (NaCl) | [80] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
| TamiSolve NxG (Proprietary) | (Proprietary) | 108 (Closed cup) |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| PVDF-HFP (DCMD) | NIPS | TamiSolve NxG | 21.3 | 25 | 99.5 | [68] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
|---|---|---|---|---|---|---|
| Methyl lactate (C4H8O3) |  | 144 |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| CA (NF) | NIPS | Methyl lactate/ 2-Methyl THF (Co-solvent) | 0.6 | 134.4 | 80.2 (MgSO4) | [69] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
| γ-Butyrolactone (C4H6O2) |  | 204 |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| PEEK-WC (HFMC) | NIPS | γ-Butyrolactone | 0.01–0.1 | − | 99.0 (Cr salt) | [85] |
| PVDF (DCMD) | TIPS | γ-Butyrolactone | 3.5 wt.% | 51.5 | 99.99 (NaCl) | [84] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
| ATBC (C20H34O8) |  | 327 |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| PVDF (DCMD) | TIPS | ATBC | 3.5 wt.% | ~21 | 99.9 (NaCl) | [89] |
| ECTFE (VMD) | TIPS | ATBC | 3.5 wt.% | 22.3 | 99.9 (NaCl) | [90] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
| Soybean Oil (C57H98O12) |  | 300 |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| IPP (VMD) | TIPS | Soybean oil | 29.22 | 24.81 | >99.9 (NaCl) | [95] |
| PP (VMD) | TIPS | Soybean oil/carnauba wax | 10 | 41.2 | 99.95 (NaCl) | [96] |
| Solvents | Chemical Structure | Boiling Point (°C) | Green Credentials | |||
|---|---|---|---|---|---|---|
| [Emim]OAc (C8H14N2O2) |  | 164 |
| |||
| Membrane (Technology) | Fabrication technique | Solvents | Feed conc. (g·L−1) | Water flux (L·m−2·h−1) | Salt rejection (%) | Ref. |
| PBI (NF) | NIPS | [Emim]OAc | 0.2 | 26.05 | >95.0 (MgSO4) | [103] |
| Silylated cellulose Cellulosic | Coating on multilayers NIPS | THF/ Acid treatment [Emim]OAc | 2 2 | 40.5 69.0 | 3.0 (NaCl) N/A | [106] |
| Application | Membrane | Click Approach | Feed Solution | Water Flux (L·m−2·h−1) | Salt Rejection (%) | Flux Recovery (%) | Ref. |
|---|---|---|---|---|---|---|---|
| NF | Lbl PAA/PVA ceramic membrane | Click reaction to link PAA and PVA layers | 1 g·L−1 NaCl | ~25.0 | 3.0 | N/A | [131] |
| NF | Lbl PAA/PAH PSU membrane | Click reaction to link PAA and PAH layers | 32 g·L−1 NaCl 2 g·L−1 CaCl2 | ~300.0 | ~50 (NaCl) ~80 (CaCl2) | N/A | [130] |
| RO | Lbl PEG TFC membrane | Click reaction to stabilize PEG multilayers | 30.83 g·L−1 NaCl | ~110.0 | >94.5 | N/A | [127] |
| RO | SBAES zwitterionic TFC membrane | Clicked post-polymerization for PAES copolymer | 2.0 g·L−1 NaCl | 27.2 | ~98 | 94 | [129] |
| RO | Aquaporin-FBP TFC membrane | Click reaction to link FBP and PSU substrate | 1.0 g·L−1 NaCl | ~4.53 | 12.5 | N/A | [128] |
| FO | mPEG TFC membrane | Click reaction to graft mPEG onto PSU substrate | NaCl | ~2.5 | High | N/A | [135] |
| FO | Ag–GO TFC membrane | Click reaction to graft Ag–GO onto PA layer | 50 mM NaCl | ~5.5 | ~95 | N/A | [136] |
| FO | PZs TFC membrane | Click reaction to graft PZs onto PA layer | 20 mM NaCl | ~5.4 | High | ~100 | [137] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, W.J.; Goh, P.S.; Lau, W.J.; Ismail, A.F.; Hilal, N. Green Approaches for Sustainable Development of Liquid Separation Membrane. Membranes 2021, 11, 235. https://doi.org/10.3390/membranes11040235
Lee WJ, Goh PS, Lau WJ, Ismail AF, Hilal N. Green Approaches for Sustainable Development of Liquid Separation Membrane. Membranes. 2021; 11(4):235. https://doi.org/10.3390/membranes11040235
Chicago/Turabian StyleLee, Wei Jie, Pei Sean Goh, Woei Jye Lau, Ahmad Fauzi Ismail, and Nidal Hilal. 2021. "Green Approaches for Sustainable Development of Liquid Separation Membrane" Membranes 11, no. 4: 235. https://doi.org/10.3390/membranes11040235