Membrane Technologies in Wastewater Treatment: A Review



Abstract
:1. Introduction
2. Membrane Technology for Wastewater Treatment
2.1. Pressure Driven Membrane Processes
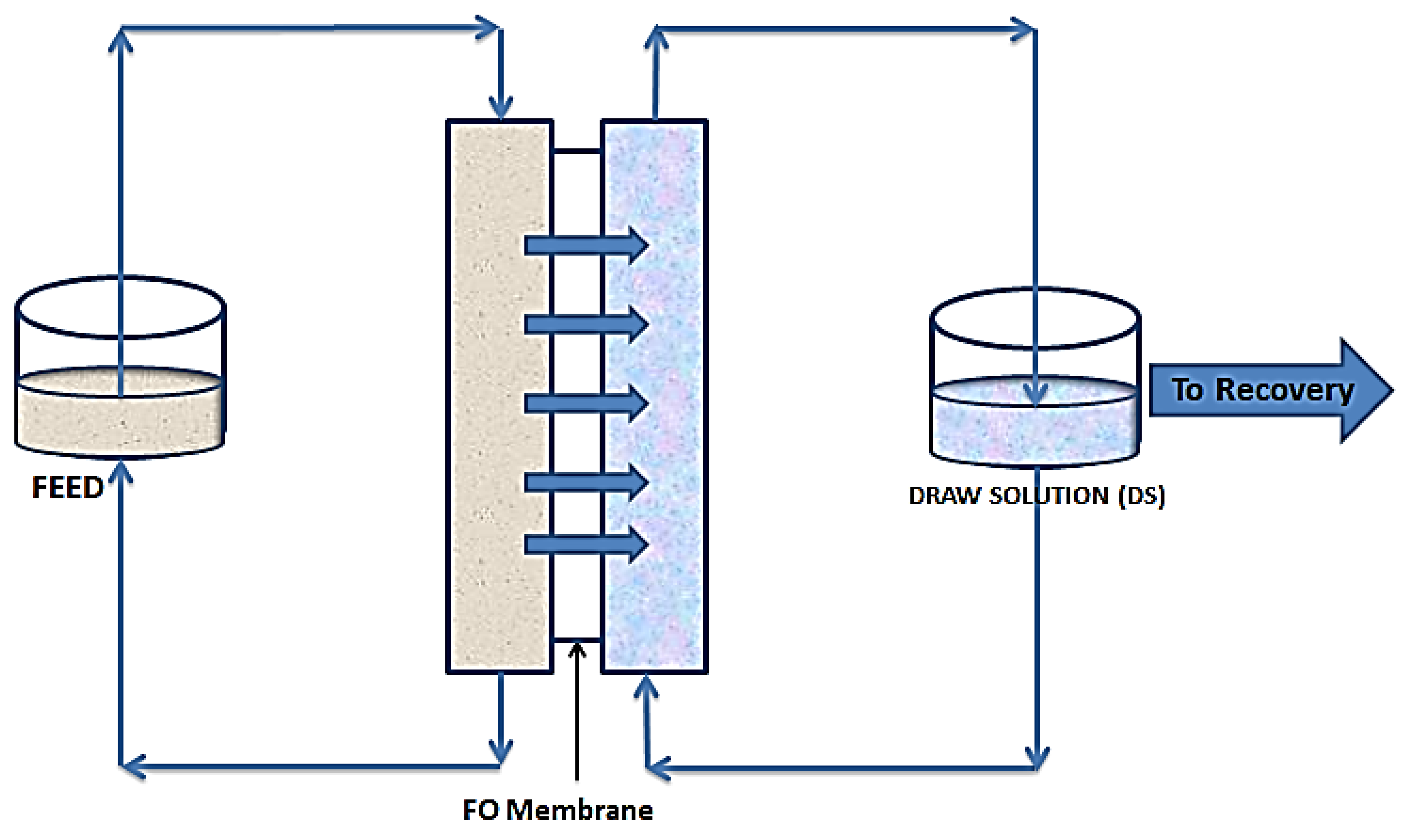
2.2. Forward Osmosis (FO)
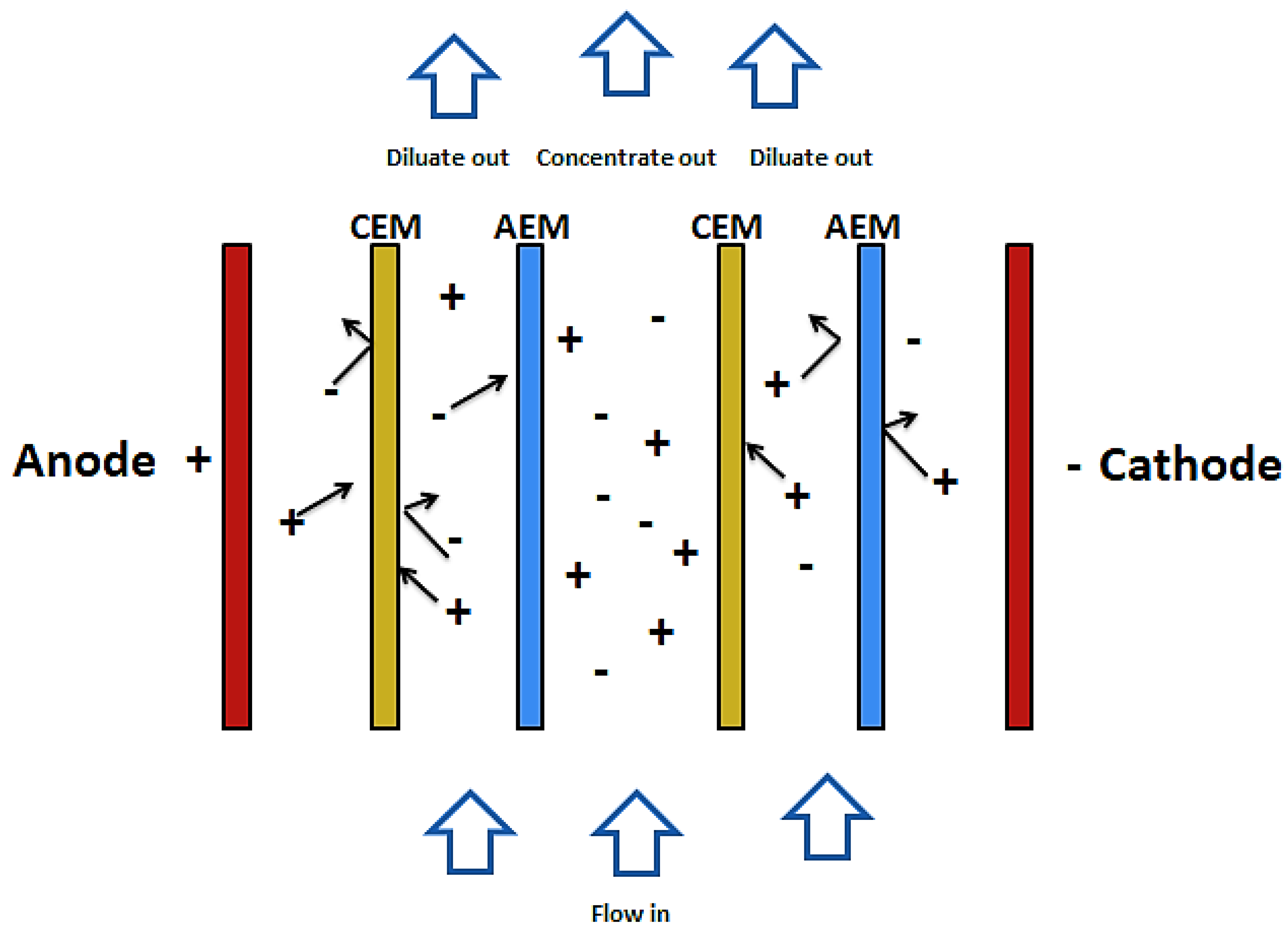
2.3. Electro-Dialysis (ED) and Electro-Dialysis Reversal (EDR)
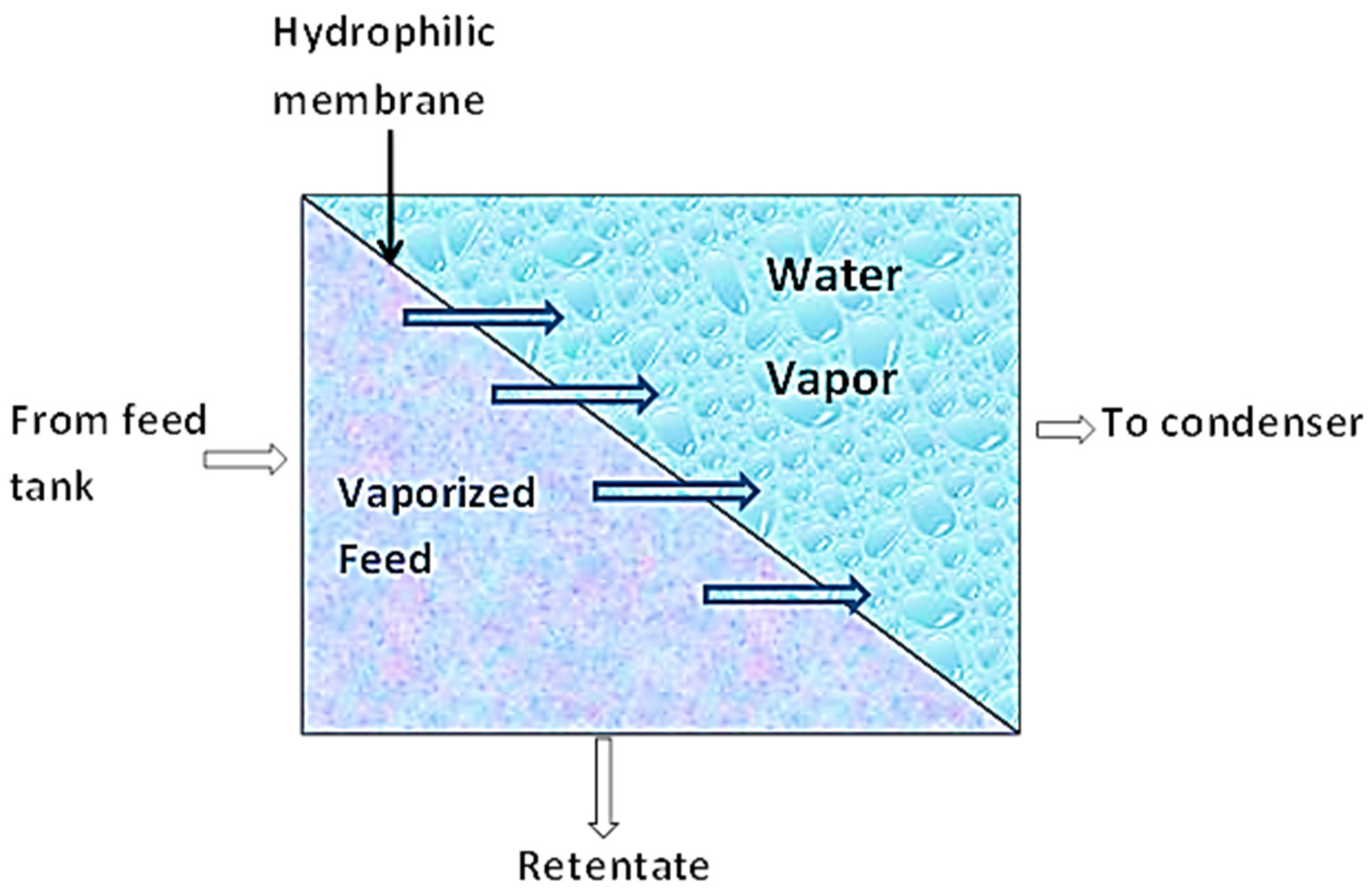
2.4. Pervaporation
3. Hybrid Membrane Processes
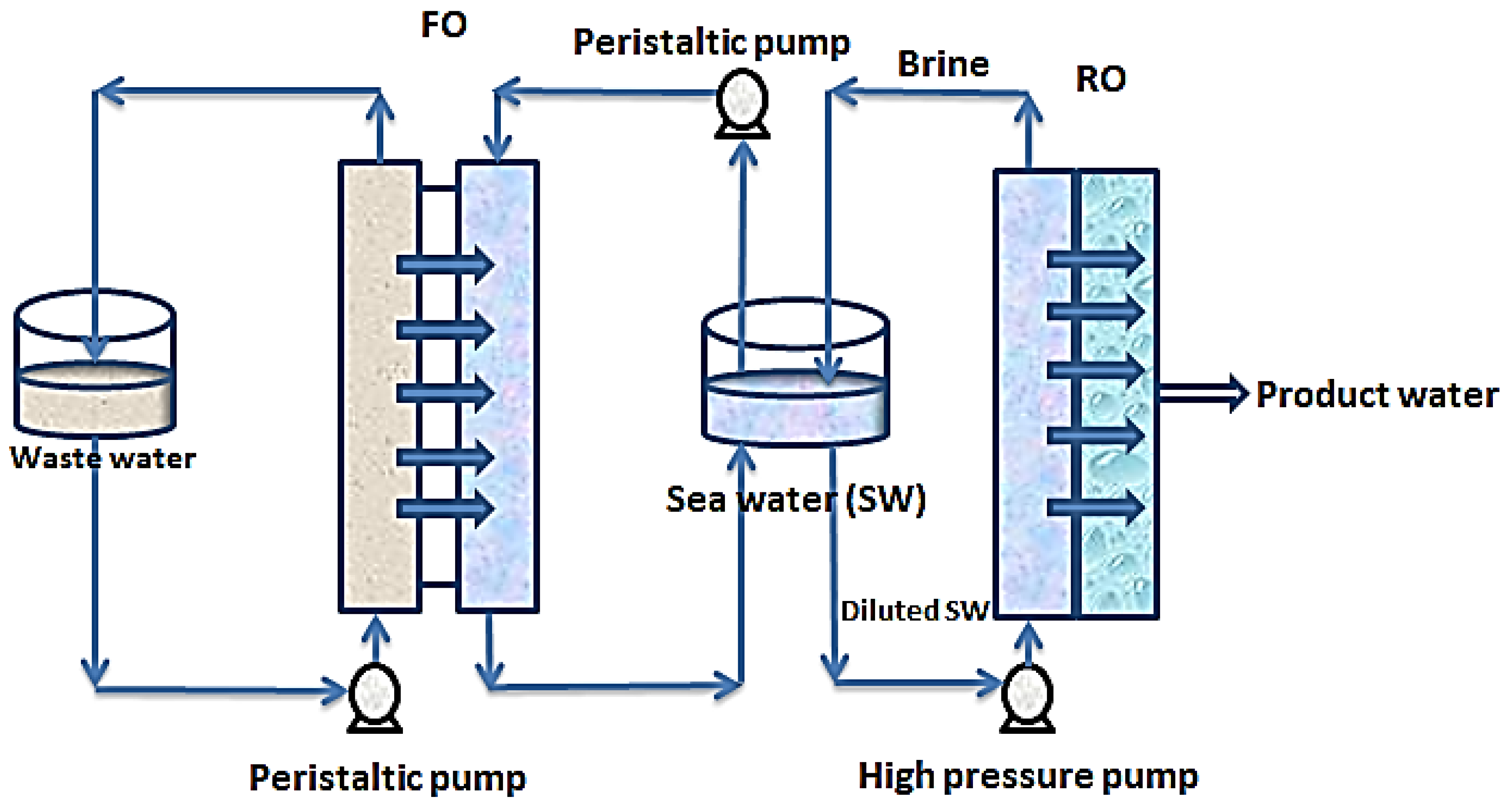
3.1. Forward Osmosis—Reverse Osmosis Hybrid Systems
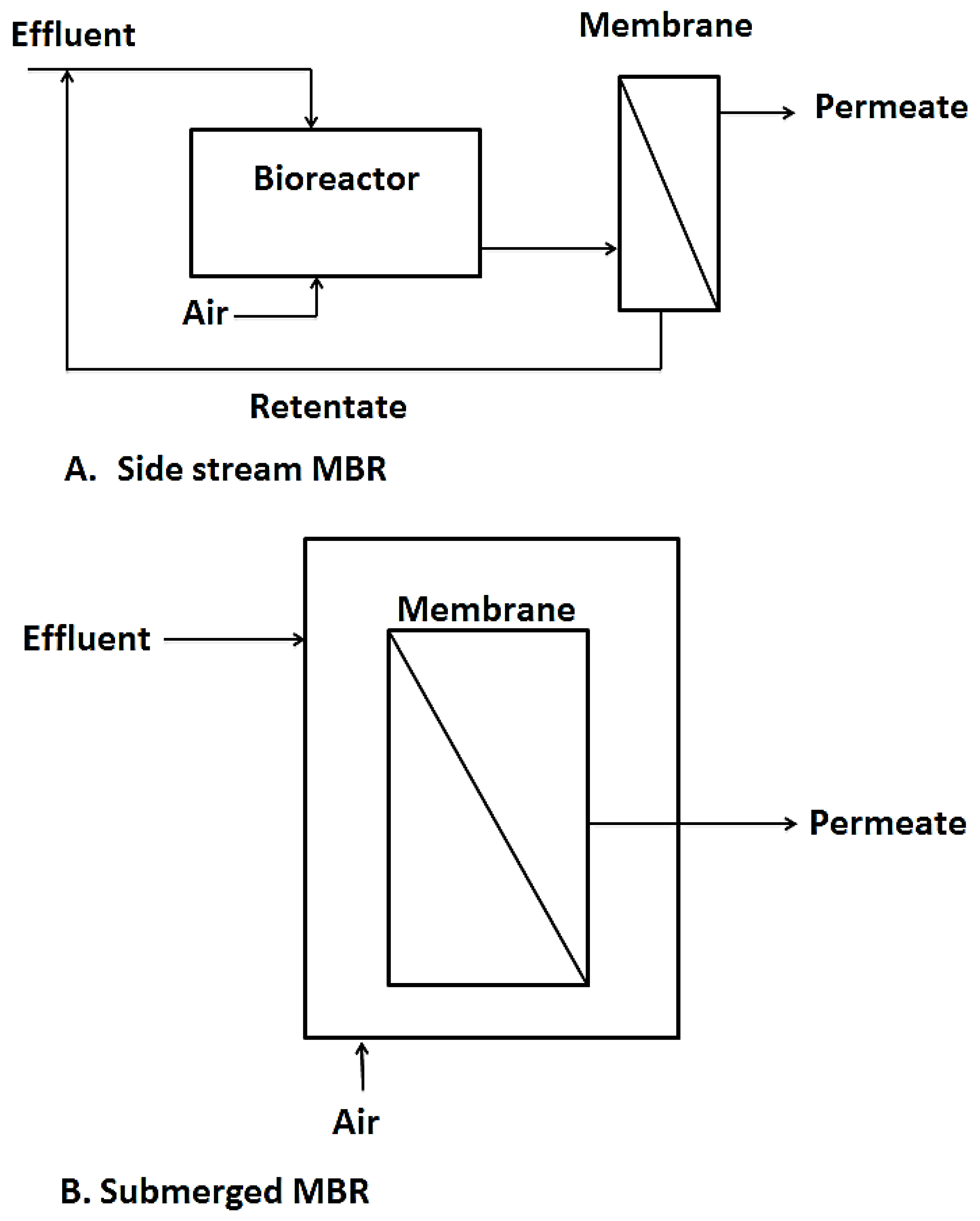
3.2. Membrane Bioreactors
3.3. Membrane Distillation
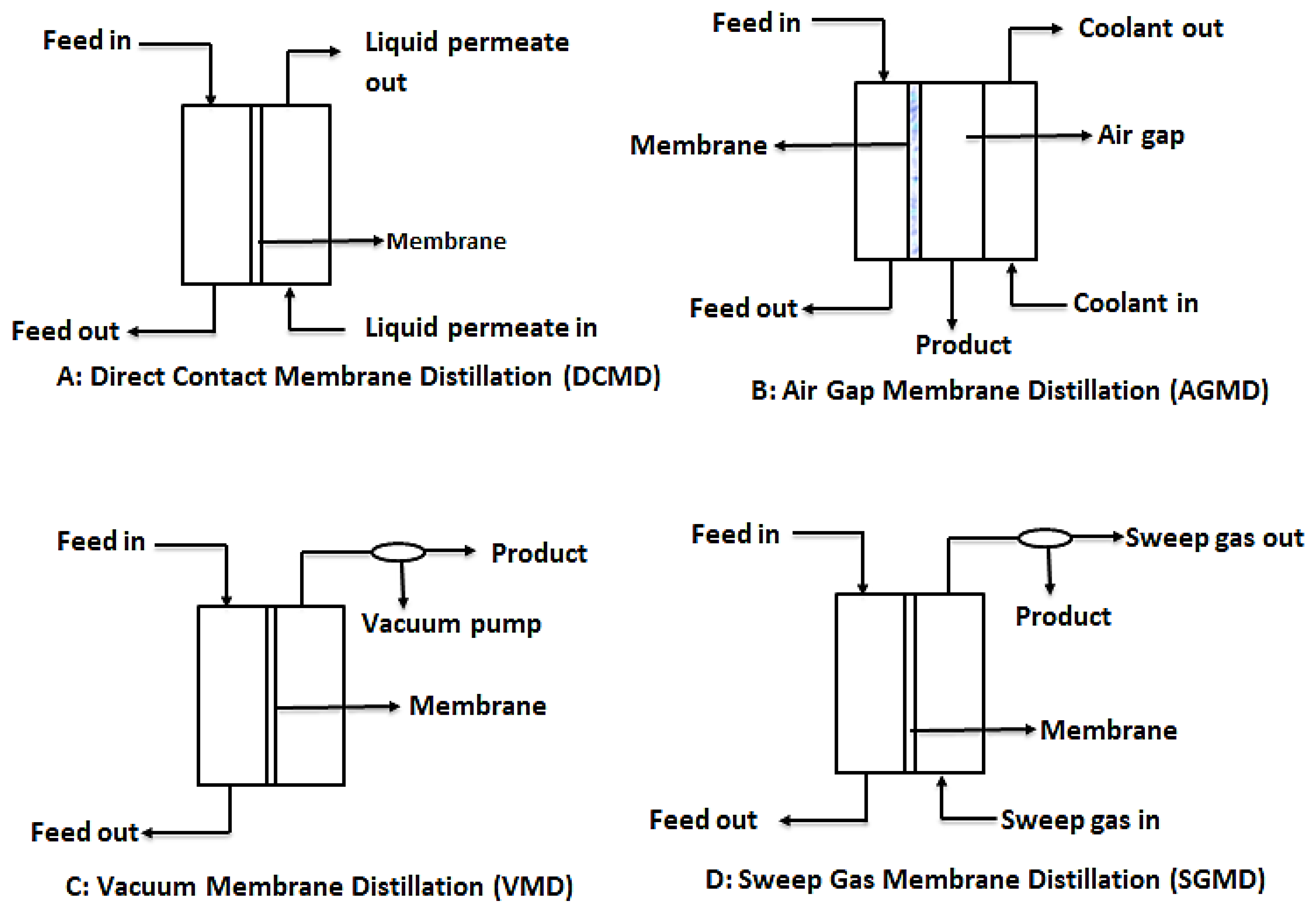
3.3.1. Membrane Distillation Configurations
3.3.2. Direct Contact Membrane Distillation (DCMD)
3.3.3. Air Gap Membrane Distillation (AGMD)
3.3.4. Vacuum Membrane Distillation (VMD)
3.3.5. Sweeping Gas Membrane Distillation (SGMD)
3.3.6. Thermostatic Sweeping Gas Membrane Distillation (TSGMD)
3.3.7. Liquid Gap Membrane Distillation (LGMD)
4. Membrane Modules and Selection
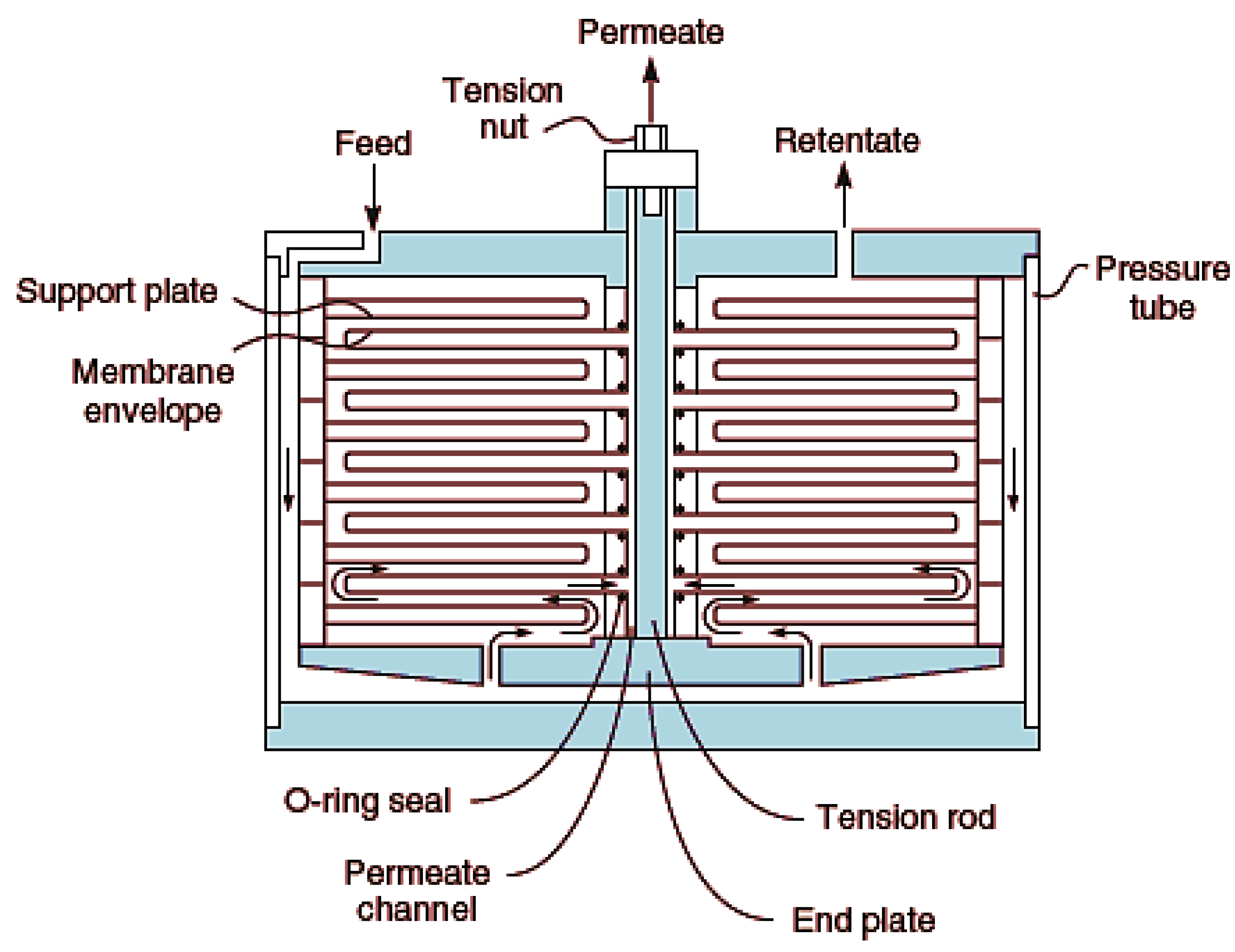
4.1. Plate-and-Frame Module
4.2. Tubular Module
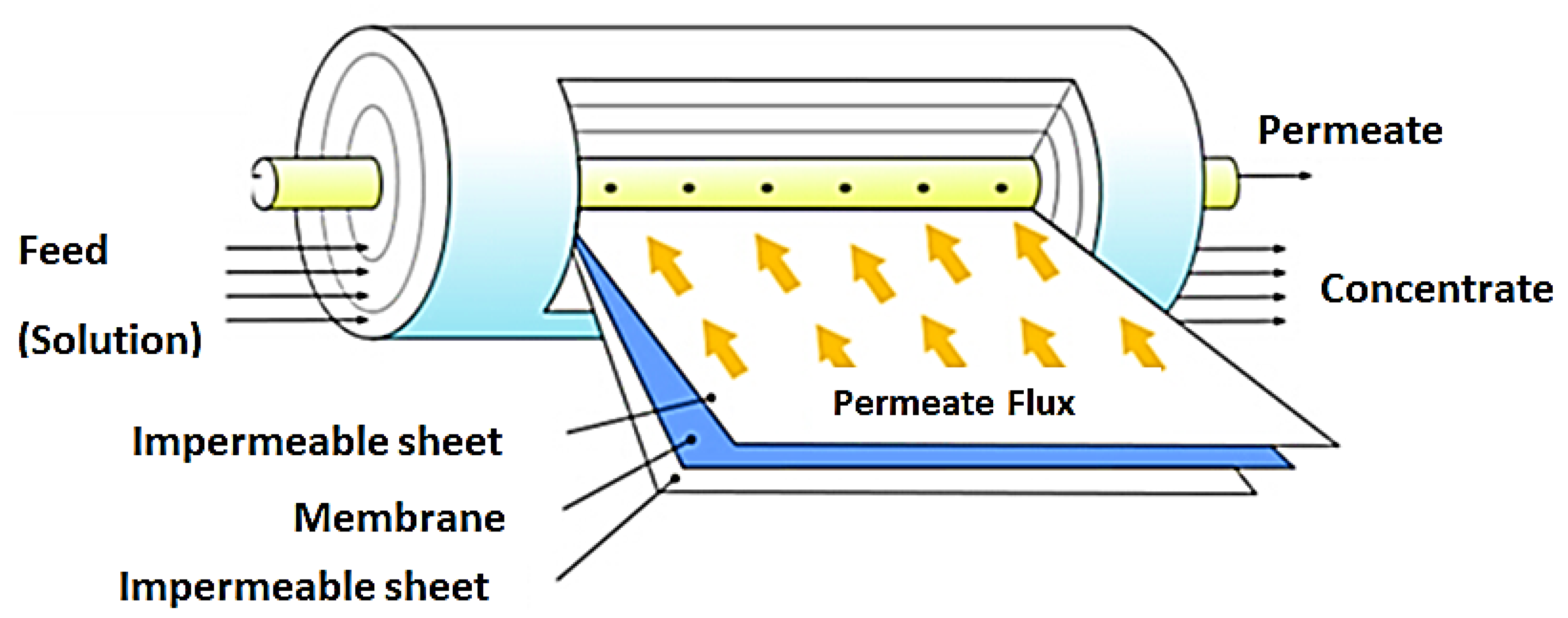
4.3. Spiral Wound Module
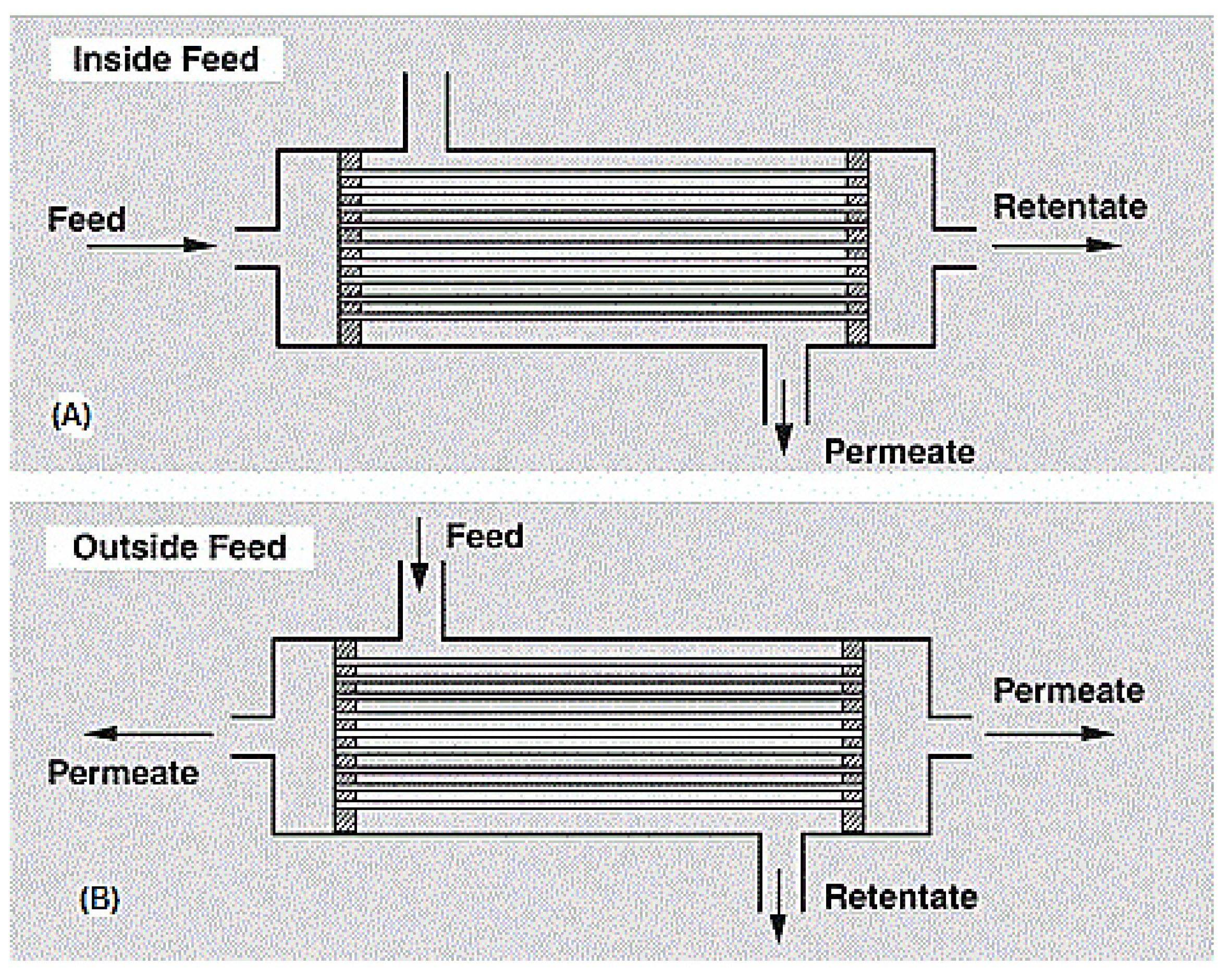
4.4. Hollow Fiber Module
5. Concentration Polarization (CP)
6. Membrane Fouling and Pretreatment Strategies
6.1. Methods of Fouling Control: Membrane Cleaning
6.2. Pretreatment Strategies for Membrane Processes
7. Recommendations for Further Research
8. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AEM | Anion exchange membrane |
| AGMD | Air gap membrane distillation |
| BOD | Biochemical oxygen demand |
| CA | Cellulose acetate |
| Cd | Cadmium |
| CEB | Chemically enhanced backwashing |
| CEM | Cation exchange membrane |
| CIP | Cleaning in place |
| COD | Chemical oxygen demand |
| CP | Concentration polarization |
| DCMD | Direct contact membrane distillation |
| ED | Electrodialysis |
| EDR | Electrodialysis reversal |
| FO | Forward osmosis |
| FO-RO | Forward osmosis-reverse osmosis |
| ICP | Internal polarization |
| LGMD | Liquid gap membrane distillation |
| MD | Membrane distillation |
| MF | Microfiltration |
| MWCO | Molecular weight cut off |
| NF | Nanofiltration |
| PE | Polyethylene |
| PTFE | Polytetraflourethylene |
| PV | Pervaporation |
| RO | Reverse osmosis |
| TDS | Total dissolved solids |
| TFC | Thin film composite |
| TOC | Total organic carbon |
| TSGMD | Thermostatic sweeping gas membrane distillation |
| TSS | Total suspended solids |
| SGMD | Sweeping gas membrane distillation |
| Sn | Tin |
| UF | Ultrafiltration |
| VMD | Vacuum membrane distillation |
References
- Pavon, C. Water Scarce Countries, Present and Future. Available online: https://www.worlddata.io/blog/water-stressed-countries-present-and-future (accessed on 13 January 2020).
- UN Water. World Water Day-Factsheet; United Nations: New York, NY, USA, 2019. [Google Scholar]
- Pendashteh, A.R.; Fakhru’l-Razi, A.; Madaeni, S.S.; Abdullah, L.C.; Abidin, Z.Z.; Biak, D.R.A. Membrane foulants characterization in a membrane bioreactor (MBR) treating hypersaline oily wastewater. Chem. Eng. J. 2011, 168, 140–150. [Google Scholar] [CrossRef]
- SAICE. Infrastructure Report Card for South Africa; South African Institution of Civil Engineers: Midrand, South Africa, 2011. [Google Scholar]
- Tetteh, E.K.; Obotey Ezugbe, E.; Rathilal, S.; Asante-Sackey, D. Removal of COD and SO42− from Oil Refinery Wastewater Using a Photo-Catalytic System—Comparing TiO2 and Zeolite Efficiencies. Water 2020, 12, 214. [Google Scholar] [CrossRef] [Green Version]
- Quist-Jensen, C.A.; Macedonio, F.; Drioli, E. Membrane technology for water production in agriculture: Desalination and wastewater reuse. Desalination 2015, 364, 17–32. [Google Scholar] [CrossRef]
- Singh, R.; Hankins, N. Emerging Membrane Technology for Sustainable Water Treatment; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Stoquart, C.; Servais, P.; Bérubé, P.R.; Barbeau, B. Hybrid Membrane Processes using activated carbon treatment for drinking water: A review. J. Membr. Sci. 2012, 411–412, 1–12. [Google Scholar] [CrossRef]
- Noble, R.D.; Stern, S.A. Membrane Separations Technology: Principles and Applications; Noble, R.D., Stern, S.A., Eds.; Elsevier Science & Technology: Denver, CO, USA, 1995; p. 731. [Google Scholar]
- Takht Ravanchi, M.; Kaghazchi, T.; Kargari, A. Application of membrane separation processes in petrochemical industry: A review. Desalination 2009, 235, 199–244. [Google Scholar] [CrossRef]
- Fane, A.T.; Wang, R.; Jia, Y. Membrane technology: Past, present and future. In Membrane and Desalination Technologies; Springer: Berlin, Germany, 2011; pp. 1–45. [Google Scholar]
- Sagle, A.; Freeman, B. Fundamentals of membranes for water treatment. Future Desalin. Tex. 2004, 2, 137. [Google Scholar]
- Baker, R.W. Membrane Technology and Applications; Wiley Online Library: Hoboken, NJ, USA, 2012. [Google Scholar]
- Aliyu, U.M.; Rathilal, S.; Isa, Y.M. Membrane desalination technologies in water treatment: A review. Water Pract. Technol. 2018, 13, 738–752. [Google Scholar] [CrossRef]
- Mallada, R.; Menéndez, M. Inorganic Membranes: Synthesis, Characterization and Applications; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Jhaveri, J.H.; Murthy, Z.V.P. A comprehensive review on anti-fouling nanocomposite membranes for pressure driven membrane separation processes. Desalination 2016, 379, 137–154. [Google Scholar] [CrossRef]
- Chollom, M.; Rathilal, S.; Pillay, V.L. Treatment and Reuse of Reactive Dye Effluent from Textile Industry Using Membrane Technology. Ph.D. Thesis, Durban University of Technology, Durban, South Africa, 2014. [Google Scholar]
- Muro, C.; Riera, F.; del Carmen Díaz, M. Membrane separation process in wastewater treatment of food industry. In Food Industrial Processes–Methods and Equipment; InTech, Rijeka: Rijeka, Croatia, 2012; pp. 253–280. [Google Scholar]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse osmosis desalination: Water sources, technology, and today’s challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef]
- Nataraj, S.K.; Hosamani, K.M.; Aminabhavi, T.M. Distillery wastewater treatment by the membrane-based nanofiltration and reverse osmosis processes. Water Res. 2006, 40, 2349–2356. [Google Scholar] [CrossRef]
- Šostar-Turk, S.; Simonič, M.; Petrinić, I. Wastewater treatment after reactive printing. Dye. Pigment. 2005, 64, 147–152. [Google Scholar] [CrossRef]
- Mohammadi, T.; Esmaeelifar, A. Wastewater treatment using ultrafiltration at a vegetable oil factory. Desalination 2004, 166, 329–337. [Google Scholar] [CrossRef]
- Rodriguez-Mozaz, S.; Ricart, M.; Köck-Schulmeyer, M.; Guasch, H.; Bonnineau, C.; Proia, L.; de Alda, M.L.; Sabater, S.; Barceló, D. Pharmaceuticals and pesticides in reclaimed water: Efficiency assessment of a microfiltration–reverse osmosis (MF–RO) pilot plant. J. Hazard. Mater. 2015, 282, 165–173. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dittrich, J.; Gnirss, R.; Peter-Fröhlich, A.; Sarfert, F. Microfiltration of municipal wastewater for disinfection and advanced phosphorus removal. Water Sci. Technol. 1996, 34, 125–131. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Zhang, J.; Yin, J.; Wang, H. Investigation of microfiltration for treatment of emulsified oily wastewater from the processing of petroleum products. Desalination 2009, 249, 1223–1227. [Google Scholar] [CrossRef]
- Rautenbach, R.; Linn, T.; Eilers, L. Treatment of severely contaminated waste water by a combination of RO, high-pressure RO and NF—Potential and limits of the process. J. Membr. Sci. 2000, 174, 231–241. [Google Scholar] [CrossRef]
- Yordanov, D. Preliminary study of the efficiency of ultrafiltration treatment of poultry slaughterhouse wastewater. Bulg. J. Agric. Sci. 2010, 16, 700–704. [Google Scholar]
- Ellouze, E.; Tahri, N.; Amar, R.B. Enhancement of textile wastewater treatment process using Nanofiltration. Desalination 2012, 286, 16–23. [Google Scholar] [CrossRef]
- Petrinic, I.; Korenak, J.; Povodnik, D.; Hélix-Nielsen, C. A feasibility study of ultrafiltration/reverse osmosis (UF/RO)-based wastewater treatment and reuse in the metal finishing industry. J. Clean. Prod. 2015, 101, 292–300. [Google Scholar] [CrossRef]
- Salahi, A.; Badrnezhad, R.; Abbasi, M.; Mohammadi, T.; Rekabdar, F. Oily wastewater treatment using a hybrid UF/RO system. Desalin. Water Treat. 2011, 28, 75–82. [Google Scholar] [CrossRef]
- Sun, X.; Wang, C.; Li, Y.; Wang, W.; Wei, J. Treatment of phenolic wastewater by combined UF and NF/RO processes. Desalination 2015, 355, 68–74. [Google Scholar] [CrossRef]
- Bartels, C.R.; Wilf, M.; Andes, K.; Iong, J. Design considerations for wastewater treatment by reverse osmosis. Water Sci. Technol. 2005, 51, 473–482. [Google Scholar] [CrossRef] [PubMed]
- Bergman, R.A.; Joffe, D.; Adams, N.; Porter, R. Gwinnett County Water Reclamation with 50 mgd Ultrafiltration–Proof Testing and Design. In Proceedings of the AWWA Membrane Technology Conference, Atlanta, GA, USA, 2–5 March 2003. [Google Scholar]
- Suwaileh, W.A.; Johnson, D.J.; Sarp, S.; Hilal, N. Advances in forward osmosis membranes: Altering the sub-layer structure via recent fabrication and chemical modification approaches. Desalination 2018, 436, 176–201. [Google Scholar] [CrossRef] [Green Version]
- Haupt, A.; Lerch, A. Forward osmosis application in manufacturing industries: A short review. Membranes 2018, 8, 47. [Google Scholar] [CrossRef] [Green Version]
- Holloway, R.W.; Childress, A.E.; Dennett, K.E.; Cath, T.Y. Forward osmosis for concentration of anaerobic digester centrate. Water Res. 2007, 41, 4005–4014. [Google Scholar] [CrossRef]
- York, R.J.; Thiel, R.S.; Beaudry, E.G. Full-Scale Experience of Direct Osmosis Concentration Applied to Leachate Management; Cagliari: Sardinia, Italy, 1999; pp. 4–8. [Google Scholar]
- Zhang, S.; Wang, P.; Fu, X.; Chung, T.-S. Sustainable water recovery from oily wastewater via forward osmosis-membrane distillation (FO-MD). Water Res. 2014, 52, 112–121. [Google Scholar] [CrossRef] [PubMed]
- Haupt, A.; Lerch, A. Forward osmosis treatment of effluents from dairy and automobile industry – results from short-term experiments to show general applicability. Water Sci. Technol. 2018. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferrari, F.; Pijuan, M.; Rodriguez-Roda, I.; Blandin, G. Exploring Submerged Forward Osmosis for Water Recovery and Pre-Concentration of Wastewater before Anaerobic Digestion: A Pilot Scale Study. Membranes 2019, 9, 97. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Pal, P. A novel forward osmosis-nano filtration integrated system for coke-oven wastewater reclamation. Chem. Eng. Res. Des. 2015, 100, 542–553. [Google Scholar] [CrossRef]
- Zhao, S.; Minier-Matar, J.; Chou, S.; Wang, R.; Fane, A.G.; Adham, S. Gas field produced/process water treatment using forward osmosis hollow fiber membrane: Membrane fouling and chemical cleaning. Desalination 2017, 402, 143–151. [Google Scholar] [CrossRef]
- Thiruvenkatachari, R.; Francis, M.; Cunnington, M.; Su, S. Application of integrated forward and reverse osmosis for coal mine wastewater desalination. Sep. Purif. Technol. 2016, 163, 181–188. [Google Scholar] [CrossRef]
- Lutchmiah, K.; Cornelissen, E.R.; Harmsen, D.J.; Post, J.W.; Lampi, K.; Ramaekers, H.; Rietveld, L.C.; Roest, K. Water recovery from sewage using forward osmosis. Water Sci. Technol. 2011, 64, 1443–1449. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Hou, D.; Li, K.; Zhang, Y.; Wang, J.; Zhang, X. Domestic wastewater treatment by forward osmosis-membrane distillation (FO-MD) integrated system. Water Sci. Technol. 2018, 77, 1514–1523. [Google Scholar] [CrossRef] [PubMed]
- Shen, L.-C.; Hankins, N.P. Forward Osmosis for Sustainable Water Treatment; Elsevier: Amsterdam, The Netherlands, 2016; pp. 55–76. [Google Scholar]
- Shaffer, D.L.; Werber, J.R.; Jaramillo, H.; Lin, S.; Elimelech, M. Forward osmosis: Where are we now? Desalination 2015, 356, 271–284. [Google Scholar] [CrossRef]
- Wang, Y.-N.; Goh, K.; Li, X.; Setiawan, L.; Wang, R. Membranes and processes for forward osmosis-based desalination: Recent advances and future prospects. Desalination 2018, 434, 81–99. [Google Scholar] [CrossRef]
- Wang, P.; Chung, T.-S. Recent advances in membrane distillation processes: Membrane development, configuration design and application exploring. J. Membr. Sci. 2015, 474, 39–56. [Google Scholar] [CrossRef]
- Cai, Y.; Hu, X.M. A critical review on draw solutes development for forward osmosis. Desalination 2016, 391, 16–29. [Google Scholar] [CrossRef]
- Johnson, D.J.; Suwaileh, W.A.; Mohammed, A.W.; Hilal, N. Osmotic’s potential: An overview of draw solutes for forward osmosis. Desalination 2018, 434, 100–120. [Google Scholar] [CrossRef] [Green Version]
- Subramani, A.; Jacangelo, J.G. Emerging desalination technologies for water treatment: A critical review. Water Res. 2015, 75, 164–187. [Google Scholar] [CrossRef]
- Alejo, T.; Arruebo, M.; Carcelen, V.; Monsalvo, V.M.; Sebastian, V. Advances in draw solutes for forward osmosis: Hybrid organic-inorganic nanoparticles and conventional solutes. Chem. Eng. J. 2017, 309, 738–752. [Google Scholar] [CrossRef]
- Tan, C.H.; Ng, H.Y. A novel hybrid forward osmosis-nanofiltration (FO-NF) process for seawater desalination: Draw solution selection and system configuration. Desalin. Water Treat. 2010, 13, 356–361. [Google Scholar] [CrossRef]
- Luo, H.; Wang, Q.; Zhang, T.C.; Tao, T.; Zhou, A.; Chen, L.; Bie, X. A review on the recovery methods of draw solutes in forward osmosis. J. Water Process Eng. 2014, 4, 212–223. [Google Scholar] [CrossRef]
- Chekli, L.; Phuntsho, S.; Shon, H.K.; Vigneswaran, S.; Kandasamy, J.; Chanan, A. A review of draw solutes in forward osmosis process and their use in modern applications. Desalin. Water Treat. 2012, 43, 167–184. [Google Scholar] [CrossRef]
- Campione, A.; Gurreri, L.; Ciofalo, M.; Micale, G.; Tamburini, A.; Cipollina, A. Electrodialysis for water desalination: A critical assessment of recent developments on process fundamentals, models and applications. Desalination 2018, 434, 121–160. [Google Scholar] [CrossRef]
- Galama, A.H.; Saakes, M.; Bruning, H.; Rijnaarts, H.H.M.; Post, J.W. Seawater predesalination with electrodialysis. Desalination 2014, 342, 61–69. [Google Scholar] [CrossRef]
- Strathmann, H. Assessment of electrodialysis water desalination process costs. In Proceedings of the International Conference on Desalination Costing, Limassol, Cyprus, 6 December 2004; pp. 32–54. [Google Scholar]
- Chao, Y.-M.; Liang, T.M. A feasibility study of industrial wastewater recovery using electrodialysis reversal. Desalination 2008, 221, 433–439. [Google Scholar] [CrossRef]
- Valero, D.; García-García, V.; Expósito, E.; Aldaz, A.; Montiel, V. Application of electrodialysis for the treatment of almond industry wastewater. J. Membr. Sci. 2015, 476, 580–589. [Google Scholar] [CrossRef] [Green Version]
- Albornoz, L.L.; Marder, L.; Benvenuti, T.; Bernardes, A.M. Electrodialysis applied to the treatment of an university sewage for water recovery. J. Environ. Chem. Eng. 2019, 7, 102982. [Google Scholar] [CrossRef]
- Gally, C.R.; Benvenuti, T.; da Trindade, C.d.M.; Rodrigues, M.A.S.; Zoppas-Ferreira, J.; Pérez-Herranz, V.; Bernardes, A.M. Electrodialysis for the tertiary treatment of municipal wastewater: Efficiency of ion removal and ageing of ion exchange membranes. J. Environ. Chem. Eng. 2018, 6, 5855–5869. [Google Scholar] [CrossRef]
- Abou-Shady, A. Recycling of polluted wastewater for agriculture purpose using electrodialysis: Perspective for large scale application. Chem. Eng. J. 2017, 323, 1–18. [Google Scholar] [CrossRef]
- Deghles, A.; Kurt, U. Treatment of tannery wastewater by a hybrid electrocoagulation/electrodialysis process. Chem. Eng. Process. Process Intensif. 2016, 104, 43–50. [Google Scholar] [CrossRef]
- Sivakumar, D.; Shankar, D.; Gomathi, V.; Nandakumaar, A. Application of electro-dialysis on removal of heavy metals. Pollut. Res. 2014, 33, 627–637. [Google Scholar]
- Association, A.W.W. Electrodialysis and Electrodialysis Reversal: M38; American Water Works Association: Denver, CO, USA, 1995; Volume 38. [Google Scholar]
- Nagai, K. Fundamentals and Perspectives for Pervaporation. In Comprehensive Membrane Science and Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Zhang, S.; Drioli, E. Pervaporation Membranes. Sep. Sci. Technol. 1995, 30, 1–31. [Google Scholar] [CrossRef]
- Edgar, Q.-B.; Hongde, Z.; Gary, P. Membrane Pervaporation for Wastewater Reuse in Microirrigation. J. Environ. Eng. 2005, 131, 1633–1643. [Google Scholar]
- Wijmans, J.G.; Kaschemekat, J.; Davidson, J.E.; Baker, R.W. Treatment of organic-contaminated wastewater streams by pervaporation. Environ. Prog. 1990. [Google Scholar] [CrossRef]
- Kondo, M.; Sato, H. Treatment of wastewater from phenolic resin process by pervaporation. Desalination 1994, 98, 147–154. [Google Scholar] [CrossRef]
- Simone, S.; Figoli, A.; Santoro, S.; Galiano, F.; Alfadul, S.M.; Al-Harbi, O.A.; Drioli, E. Preparation and characterization of ECTFE solvent resistant membranes and their application in pervaporation of toluene/water mixtures. Sep. Purif. Technol. 2012, 90, 147–161. [Google Scholar] [CrossRef]
- Wu, X.M.; Zhang, Q.G.; Soyekwo, F.; Liu, Q.L.; Zhu, A.M. Pervaporation removal of volatile organic compounds from aqueous solutions using the highly permeable PIM-1 membrane. Aiche, J. 2016, 62, 842–851. [Google Scholar] [CrossRef]
- Kujawa, J.; Cerneaux, S.; Kujawski, W. Removal of hazardous volatile organic compounds from water by vacuum pervaporation with hydrophobic ceramic membranes. J. Membr. Sci. 2015, 474, 11–19. [Google Scholar] [CrossRef]
- Singha, N.; Ray, S. Removal of pyridine from water by pervaporation using crosslinked and filled natural rubber membranes. J. Appl. Polym. Sci. 2012, 124, E99–E107. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, L.; Bai, Y.; Gu, J.; Sun, Y. ZSM-5 filled polyurethaneurea membranes for pervaporation separation isopropyl acetate from aqueous solution. Sep. Purif. Technol. 2012, 85, 8–16. [Google Scholar] [CrossRef]
- Das, S.; Banthia, A.K.; Adhikari, B. Porous polyurethane urea membranes for pervaporation separation of phenol and chlorophenols from water. Chem. Eng. J. 2008, 138, 215–223. [Google Scholar] [CrossRef]
- Crespo, J.G.; Brazinha, C. 1—Fundamentals of pervaporation. In Pervaporation, Vapour Permeation and Membrane Distillation; Basile, A., Figoli, A., Khayet, M., Eds.; Woodhead Publishing: Oxford, UK, 2015; pp. 3–17. [Google Scholar] [CrossRef]
- Liu, G.; Hou, D.; Wei, W.; Xiangli, F.; Jin, W. Pervaporation Separation of Butanol-Water Mixtures Using Polydimethylsiloxane/Ceramic Composite Membrane. Chin. J. Chem. Eng. 2011, 19, 40–44. [Google Scholar] [CrossRef]
- Huang, J.; Meagher, M.M. Pervaporative recovery of n-butanol from aqueous solutions and ABE fermentation broth using thin-film silicalite-filled silicone composite membranes. J. Membr. Sci. 2001, 192, 231–242. [Google Scholar] [CrossRef]
- Van der Bruggen, B.; Luis, P. Pervaporation as a tool in chemical engineering: A new era? Curr. Opin. Chem. Eng. 2014, 4, 47–53. [Google Scholar] [CrossRef]
- Fane, A.G. Membranes for water production and wastewater reuse. Desalination 1996, 106, 1–9. [Google Scholar] [CrossRef]
- Ang, W.L.; Mohammad, A.W.; Hilal, N.; Leo, C.P. A review on the applicability of integrated/hybrid membrane processes in water treatment and desalination plants. Desalination 2015, 363, 2–18. [Google Scholar] [CrossRef]
- Xiangli, Q.; Zhenjia, Z.; Nongcun, W.; Wee, V.; Low, M.; Loh, C.S.; Teck Hing, N. Coagulation pretreatment for a large-scale ultrafiltration process treating water from the Taihu River. Desalination 2008, 230, 305–313. [Google Scholar] [CrossRef]
- Cath, T.Y.; Hancock, N.T.; Lundin, C.D.; Hoppe-Jones, C.; Drewes, J.E. A multi-barrier osmotic dilution process for simultaneous desalination and purification of impaired water. J. Membr. Sci. 2010, 362, 417–426. [Google Scholar] [CrossRef]
- Cath, T.Y.; Childress, A.E.; Elimelech, M. Forward osmosis: Principles, applications, and recent developments. J. Membr. Sci. 2006, 281, 70–87. [Google Scholar] [CrossRef]
- Simon, J. The MBR book: Principles and Application of Membrane Biorector in Water and Wastewater Treatment, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Jelena, R.C.; Marin, M.S.C.; Ivan, M.C.; Mira, P.C.; Damià, B. Membrane bioreactor (MBR) as an advanced wastewater treatment technology. In Emerging Contaminants from Industrial and Municipal Waste; Mira, P.C., Damià, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2007; Volume 5. [Google Scholar]
- Judd, S.J. The status of industrial and municipal effluent treatment with membrane bioreactor technology. Chem. Eng. J. 2016, 305, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Cicek, N.; Ilg, J. State-of-the-art of membrane bioreactors: Worldwide research and commercial applications in North America. J. Membr. Sci. 2006, 270, 201–211. [Google Scholar] [CrossRef]
- Galinha, C.F.; Sanches, S.; Crespo, J.G. Chapter 6-Membrane bioreactors. In Fundamental Modelling of Membrane Systems; Luis, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Yamamoto, K.; Hiasa, M.; Mahmood, T.; Matsuo, T. Direct solid-liquid separation using hollow fiber membrane in an activated sludge aeration tank. In Water Pollution Research and Control Brighton; Lijklema, L., Imhoff, K.R., Ives, K.J., Jenkins, D., Ludwig, R.G., Suzuki, M., Toerien, D.F., Wheatland, A.B., Milburn, A., Izod, E.J., Eds.; Pergamon: Brighton, UK, 1988; pp. 43–54. [Google Scholar] [CrossRef]
- Hai, F.I.; Yamamoto, K.; Lee, C.-H. Membrane Biological Reactors; Iwa Publishing: London, UK, 2013. [Google Scholar]
- Côté, P.; Buisson, H.; Praderie, M. Immersed membranes activated sludge process applied to the treatment of municipal wastewater. Water Sci. Technol. 1998, 38, 437–442. [Google Scholar] [CrossRef]
- Nagy, E. Chapter 19-Membrane Distillation. In Basic Equations of Mass Transport Through a Membrane Layer, 2nd ed.; Nagy, E., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 483–496. [Google Scholar] [CrossRef]
- González, D.; Amigo, J.; Suárez, F. Membrane distillation: Perspectives for sustainable and improved desalination. Renew. Sustain. Energy Rev. 2017, 80, 238–259. [Google Scholar] [CrossRef]
- Sanmartino, J.A.; Khayet, M.; García-Payo, M.C.; Hankins, N.P.; Singh, R. Desalination by Membrane Distillation; Elsevier: Madrid, Spain, 2016; pp. 77–109. [Google Scholar]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Produced water treatment: Application of Air Gap Membrane Distillation. Desalination 2013, 309, 46–51. [Google Scholar] [CrossRef]
- Kiai, H.; García-Payo, M.C.; Hafidi, A.; Khayet, M. Application of membrane distillation technology in the treatment of table olive wastewaters for phenolic compounds concentration and high quality water production. Chem. Eng. Process. Process Intensif. 2014, 86, 153–161. [Google Scholar] [CrossRef]
- Calabrò, V.; Drioli, E.; Matera, F. Membrane distillation in the textile wastewater treatment. Desalination 1991, 83, 209–224. [Google Scholar] [CrossRef]
- Noor, I.-E.; Coenen, J.; Martin, A.; Dahl, O. Performance assessment of chemical mechanical planarization wastewater treatment in nano-electronics industries using membrane distillation. Sep. Purif. Technol. 2020, 235, 116201. [Google Scholar] [CrossRef]
- Mostafa, M.G.; Zhu, B.; Cran, M.; Dow, N.; Milne, N.; Desai, D.; Duke, M. Membrane Distillation of Meat Industry Effluent with Hydrophilic Polyurethane Coated Polytetrafluoroethylene Membranes. Membranes 2017, 7, 55. [Google Scholar] [CrossRef] [Green Version]
- Conidi, C.; Macedonio, F.; Ali, A.; Cassano, A.; Criscuoli, A.; Argurio, P.; Drioli, E. Treatment of Flue Gas Desulfurization Wastewater by an Integrated Membrane-Based Process for Approaching Zero Liquid Discharge. Membranes 2018, 8, 117. [Google Scholar] [CrossRef] [Green Version]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Ponnampalam, E.; Quispe-Chavez, N.; Weeks, M.; Duke, M. Direct Contact Membrane Distillation of Dairy Process Streams. Membranes 2011, 1, 48–58. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Laqbaqbi, M.; García-Payo, M.C.; Khayet, M.; El Kharraz, J.; Chaouch, M. Application of direct contact membrane distillation for textile wastewater treatment and fouling study. Sep. Purif. Technol. 2019, 209, 815–825. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane distillation: A comprehensive review. Desalination 2012, 287, 2–18. [Google Scholar] [CrossRef]
- Deshmukh, A.; Elimelech, M. Understanding the impact of membrane properties and transport phenomena on the energetic performance of membrane distillation desalination. J. Membr. Sci. 2017, 539, 458–474. [Google Scholar] [CrossRef]
- Tomaszewska, M. Temperature Polarization. In Encyclopedia of Membranes; Drioli, E., Giorno, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1–2. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. Membrane Distillation: Principles and Applications; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Essalhi, M.; Khayet, M. Application of a porous composite hydrophobic/hydrophilic membrane in desalination by air gap and liquid gap membrane distillation: A comparative study. Sep. Purif. Technol. 2014, 133, 176–186. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Hilal, N. 3—Membrane distillation—Principles, applications, configurations, design, and implementation. In Emerging Technologies for Sustainable Desalination Handbook; Gude, V.G., Ed.; Butterworth-Heinemann: Oxford, UK, 2018. [Google Scholar] [CrossRef]
- Rivier, C.A.; García-Payo, M.C.; Marison, I.W.; von Stockar, U. Separation of binary mixtures by thermostatic sweeping gas membrane distillation: I. Theory and simulations. J. Membr. Sci. 2002, 201, 1–16. [Google Scholar] [CrossRef]
- Winter, D. Permeate Gap Membrane Distillation (PGMD). In Encyclopedia of Membranes; Springer: Berlin, Germany, 2016; pp. 1–2. [Google Scholar]
- Winter, D.; Koschikowski, J.; Wieghaus, M. Desalination using membrane distillation: Experimental studies on full scale spiral wound modules. J. Membr. Sci. 2011, 375, 104–112. [Google Scholar] [CrossRef]
- Kucera, J. Reverse Osmosis: Industrial Processes and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- Gu, B.; Kim, D.Y.; Kim, J.H.; Yang, D.R. Mathematical model of flat sheet membrane modules for FO process: Plate-and-frame module and spiral-wound module. J. Membr. Sci. 2011, 379, 403–415. [Google Scholar] [CrossRef]
- Langerak, R.W.; Koehler, P.B.; Tonelli, F.A. Tubular Membrane Module. U.S. Patent 5,227,063, 13 July 1993. [Google Scholar]
- Kucera, J. Desalination: Water from Water; John Wiley & Sons: Hoboken, NJ, USA, 2019. [Google Scholar]
- Lee, K.P.; Arnot, T.C.; Mattia, D. A review of reverse osmosis membrane materials for desalination—Development to date and future potential. J. Membr. Sci. 2011, 370, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Membrane Solutions LLC. Membrane Solutions. Available online: https://www.membrane-solutions.com/spiral_membrane.htm (accessed on 14 February 2020).
- Balster, J. Hollow Fiber Membrane Module. In Encyclopedia of Membranes; Drioli, E., Giorno, L., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 955–957. [Google Scholar] [CrossRef]
- Song, L.; Elimelech, M. Theory of concentration polarization in crossflow filtration. J. Chem. Soc. Faraday Trans. R. Soc. Chem. 1995, 91, 3389–3398. [Google Scholar] [CrossRef]
- Mulder, M. Basic principles of membrane technology; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Mikulášek, P. Methods to reduce concentration polarization and fouling in membrane filtration. Collect. Czechoslov. Chem. Commun. 1994, 59, 737–755. [Google Scholar] [CrossRef]
- Klyuchnikov, A.; Ovsyannikov, V.Y.; Lobacheva, N.; Berestovoy, A.; Klyuchnikova, D. Hydrodynamic methods for reducing concentration polarization during beer processing by membranes. Proc. Iop Conf. Ser. Earth Env. Sci. 2020, 421, 022006. [Google Scholar] [CrossRef]
- Wang, K.Y.; Ong, R.C.; Chung, T.-S. Double-Skinned Forward Osmosis Membranes for Reducing Internal Concentration Polarization within the Porous Sublayer. Ind. Eng. Chem. Res. 2010, 49, 4824–4831. [Google Scholar] [CrossRef]
- Chi, X.Y.; Zhang, P.Y.; Guo, X.J.; Xu, Z.L. Interforce initiated by magnetic nanoparticles for reducing internal concentration polarization in CTA forward osmosis membrane. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Liu, Q.; Li, J.; Zhou, Z.; Xie, J.; Lee, J.Y. Hydrophilic mineral coating of membrane substrate for reducing internal concentration polarization (ICP) in forward osmosis. Sci. Rep. 2016, 6, 19593. [Google Scholar] [CrossRef] [Green Version]
- Mo, H.; Ng, H. An experimental study on the effect of spacer on concentration polarization in a long channel reverse osmosis membrane cell. Water Sci. Technol. 2010, 61, 2035–2041. [Google Scholar] [CrossRef]
- Bhattacharjee, C.; Saxena, V.; Dutta, S. Static turbulence promoters in cross-flow membrane filtration: A review. Chem. Eng. Commun. 2019. [Google Scholar] [CrossRef]
- Su, X.; Li, W.; Palazzolo, A.; Ahmed, S. Concentration polarization and permeate flux variation in a vibration enhanced reverse osmosis membrane module. Desalination 2018, 433, 75–88. [Google Scholar] [CrossRef]
- Speth, T.F.; Summers, R.S.; Gusses, A.M. Nanofiltration Foulants from a Treated Surface Water. Environ. Sci. Technol. 1998, 32, 3612–3617. [Google Scholar] [CrossRef]
- Amy, G. Fundamental understanding of organic matter fouling of membranes. Desalination 2008, 231, 44–51. [Google Scholar] [CrossRef]
- Burn, S.; Gray, S. Efficient Desalination by Reverse Osmosis: A guide to RO Practice; IWA Publishing: London, UK, 2016. [Google Scholar]
- Matin, A.; Khan, Z.; Zaidi, S.M.J.; Boyce, M.C. Biofouling in reverse osmosis membranes for seawater desalination: Phenomena and prevention. Desalination 2011, 281, 1–16. [Google Scholar] [CrossRef]
- Van de Lisdonk, C.A.C.; van Paassen, J.A.M.; Schippers, J.C. Monitoring scaling in nanofiltration and reverse osmosis membrane systems. Desalination 2000, 132, 101–108. [Google Scholar] [CrossRef]
- Shirazi, S.; Lin, C.-J.; Chen, D. Inorganic fouling of pressure-driven membrane processes—A critical review. Desalination 2010, 250, 236–248. [Google Scholar] [CrossRef]
- Li, Q.; Elimelech, M. Organic Fouling and Chemical Cleaning of Nanofiltration Membranes: Measurements and Mechanisms. Environ. Sci. Technol. 2004, 38, 4683–4693. [Google Scholar] [CrossRef]
- Zhao, Y.-J.; Wu, K.-F.; Wang, Z.-J.; Zhao, L.; Li, S.-S. Fouling and cleaning of membrane–A literature review. Env. Sci. 2000, 12, 241–251. [Google Scholar]
- Jagannadh, S.N.; Muralidhara, H.S. Electrokinetics Methods To Control Membrane Fouling. Ind. Eng. Chem. Res. 1996, 35, 1133–1140. [Google Scholar] [CrossRef]
- Williams, C.; Wakeman, R. Membrane fouling and alternative techniques for its alleviation. Membr. Technol. 2000, 2000, 4–10. [Google Scholar] [CrossRef]
- Lin, J.C.-T.; Lee, D.-J.; Huang, C. Membrane Fouling Mitigation: Membrane Cleaning. Sep. Sci. Technol. 2010, 45, 858–872. [Google Scholar] [CrossRef]
- Wang, Z.; Ma, J.; Tang, C.Y.; Kimura, K.; Wang, Q.; Han, X. Membrane cleaning in membrane bioreactors: A review. J. Membr. Sci. 2014, 468, 276–307. [Google Scholar] [CrossRef]
- Yigit, N.O.; Civelekoglu, G.; Harman, I.; Koseoglu, H.; Kitis, M. Effects of various backwash scenarios on membrane fouling in a membrane bioreactor. Desalination 2009, 237, 346–356. [Google Scholar] [CrossRef]
- An, Y. Post-treatment of upflow anaerobic sludge blanket effluent by combining the membrane filtration process: Fouling control by intermittent permeation and air sparging. Water Environ. J. Wej 2010, 24, 32–38. [Google Scholar] [CrossRef]
- Li, J.; Sanderson, R.D.; Jacobs, E.P. Ultrasonic cleaning of nylon microfiltration membranes fouled by Kraft paper mill effluent. J. Membr. Sci. 2002, 205, 247–257. [Google Scholar] [CrossRef]
- Wan, M.-W.; Reguyal, F.; Futalan, C.; Yang, H.-L.; Kan, C.-C. Ultrasound irradiation combined with hydraulic cleaning on fouled polyethersulfone and polyvinylidene fluoride membranes. Environ. Technol. 2013, 34, 2929–2937. [Google Scholar] [CrossRef] [PubMed]
- Kyllönen, H.M.; Pirkonen, P.; Nyström, M. Membrane filtration enhanced by ultrasound: A review. Desalination 2005, 181, 319–335. [Google Scholar] [CrossRef]
- José Miguel, A.; Beatriz, G.-F.; María, S. Membrane cleaning. In Expanding Issues on Desalination; Ning, R.Y., Ed.; IntechOpen: Valencia, Spain, 2011; Volume 3. [Google Scholar]
- Liu, C.; Caothien, S.; Hayes, J.; Caothuy, T.; Otoyo, T.; Ogawa, T. Membrane Chemical Cleaning: From Art to Science; Pall Corporation: Port Washington, NY, USA, 2001; p. 11050. [Google Scholar]
- Shorrock, C.J.; Bird, M.R. Membrane Cleaning: Chemically Enhanced Removal of Deposits Formed During Yeast Cell Harvesting. Food Bioprod. Process. 1998, 76, 30–38. [Google Scholar] [CrossRef]
- Porcelli, N.; Judd, S. Chemical cleaning of potable water membranes: A review. Sep. Purif. Technol. 2010, 71, 137–143. [Google Scholar] [CrossRef] [Green Version]
- Maartens, A.; Swart, P.; Jacobs, E.P. An enzymatic approach to the cleaning of ultrafiltration membranes fouled in abattoir effluent. J. Membr. Sci. 1996, 119, 9–16. [Google Scholar] [CrossRef]
- Allie, Z.; Jacobs, E.P.; Maartens, A.; Swart, P. Enzymatic cleaning of ultrafiltration membranes fouled by abattoir effluent. J. Membr. Sci. 2003, 218, 107–116. [Google Scholar] [CrossRef]
- Popović, S.; Djurić, M.; Milanović, S.; Tekić, M.N.; Lukić, N. Application of an ultrasound field in chemical cleaning of ceramic tubular membrane fouled with whey proteins. J. Food Eng. 2010, 101, 296–302. [Google Scholar] [CrossRef]
- Maskooki, A.; Mortazavi, S.A.; Maskooki, A. Cleaning of spiralwound ultrafiltration membranes using ultrasound and alkaline solution of EDTA. Desalination 2010, 264, 63–69. [Google Scholar] [CrossRef]
- Huang, H.; Schwab, K.; Jacangelo, J.G. Pretreatment for Low Pressure Membranes in Water Treatment: A Review. Environ. Sci. Technol. 2009, 43, 3011–3019. [Google Scholar] [CrossRef] [PubMed]
- Tong, T.; Carlson, K.H.; Robbins, C.A.; Zhang, Z.; Du, X. Membrane-based treatment of shale oil and gas wastewater: The current state of knowledge. Front. Environ. Sci. Eng. 2019, 13, 63. [Google Scholar] [CrossRef]
- Sardari, K.; Fyfe, P.; Lincicome, D.; Ranil Wickramasinghe, S. Combined electrocoagulation and membrane distillation for treating high salinity produced waters. J. Membr. Sci. 2018, 564, 82–96. [Google Scholar] [CrossRef]
- Chang, H.; Liu, B.; Yang, B.; Yang, X.; Guo, C.; He, Q.; Liang, S.; Chen, S.; Yang, P. An integrated coagulation-ultrafiltration-nanofiltration process for internal reuse of shale gas flowback and produced water. Sep. Purif. Technol. 2019, 211, 310–321. [Google Scholar] [CrossRef]
- Kong, F.-X.; Chen, J.-F.; Wang, H.-M.; Liu, X.-N.; Wang, X.-M.; Wen, X.; Chen, C.-M.; Xie, Y.F. Application of coagulation-UF hybrid process for shale gas fracturing flowback water recycling: Performance and fouling analysis. J. Membr. Sci. 2017, 524, 460–469. [Google Scholar] [CrossRef]
- Hube, S.; Eskafi, M.; Hrafnkelsdóttir, K.F.; Bjarnadóttir, B.; Bjarnadóttir, M.Á.; Axelsdóttir, S.; Wu, B. Direct membrane filtration for wastewater treatment and resource recovery: A review. Sci. Total Environ. 2020, 710, 136375. [Google Scholar] [CrossRef]
- Gong, H.; Jin, Z.; Wang, Q.; Zuo, J.; Wu, J.; Wang, K. Effects of adsorbent cake layer on membrane fouling during hybrid coagulation/adsorption microfiltration for sewage organic recovery. Chem. Eng. J. 2017, 317, 751–757. [Google Scholar] [CrossRef]
- Guo, W.S.; Vigneswaran, S.; Ngo, H.H.; Chapman, H. Experimental investigation of adsorption–flocculation–microfiltration hybrid system in wastewater reuse. J. Membr. Sci. 2004, 242, 27–35. [Google Scholar] [CrossRef] [Green Version]
- Vigneswaran, S.; Shon, H.; Boonthanon, S.; Ngo, H.; Aim, R.B. Membrane-flocculation-adsorption hybrid system in wastewater treatment: Micro and nano size organic matter removal. Water Sci. Technol. 2004, 50, 265–271. [Google Scholar] [CrossRef]
- Manamperuma, L.D.; Vik, E.A.; Benjamin, M.; Cai, Z.; Skjefstad, J. Effects of a Novel Adsorbent on Membrane Fouling by Natural Organic Matter in Drinking Water Treatment. Membranes 2019, 9, 151. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shon, H.K.; Vigneswaran, S.; Kim, I.S.; Cho, J.; Ngo, H.H. Effect of pretreatment on the fouling of membranes: Application in biologically treated sewage effluent. J. Membr. Sci. 2004, 234, 111–120. [Google Scholar] [CrossRef]
- Tooker, N.B.; Darby, J.L. Cloth media filtration and membrane microfiltration: Serial operation. Water Environ. Res. A Res. Publ. Water Environ. Fed. 2007, 79, 125–130. [Google Scholar] [CrossRef] [PubMed]
- López Zavala, M.Á.; Suárez Pérez, L.B.; Reynoso-Cuevas, L.; Funamizu, N. Pre-filtration for enhancing direct membrane filtration of graywater from washing machine discharges. Ecol. Eng. 2014, 64, 116–119. [Google Scholar] [CrossRef]
- Paraskeva, C.A.; Papadakis, V.G.; Tsarouchi, E.; Kanellopoulou, D.G.; Koutsoukos, P.G. Membrane processing for olive mill wastewater fractionation. Desalination 2007, 213, 218–229. [Google Scholar] [CrossRef]
- Kim, Y.; Choi, D.; Cui, M.; Lee, J.; Kim, B.; Park, K.; Jung, H.; Lee, B. Dissolved air flotation separation for pretreatment of membrane bioreactor in domestic wastewater treatment. J. Water Supply Res. Technol.-Aqua 2015, 64, 186–193. [Google Scholar] [CrossRef]
- Shi, Y.; Ma, J.; Wu, D.; Pan, Q. Dissolved Air Flotation in Combination with Ultrafiltration Membrane Modules in Surface Water Treatment. J. Harbin Inst. Technol. –Harbin Harbin Inst. Technol. 2017, 24, 23–30. [Google Scholar]
- Riley, S.M.; Ahoor, D.C.; Regnery, J.; Cath, T.Y. Tracking oil and gas wastewater-derived organic matter in a hybrid biofilter membrane treatment system: A multi-analytical approach. Sci. Total Environ. 2018, 613–614, 208–217. [Google Scholar] [CrossRef]
- Riley, S.M.; Oliveira, J.M.S.; Regnery, J.; Cath, T.Y. Hybrid membrane bio-systems for sustainable treatment of oil and gas produced water and fracturing flowback water. Sep. Purif. Technol. 2016, 171, 297–311. [Google Scholar] [CrossRef] [Green Version]
- Pramanik, B.K.; Roddick, F.A.; Fan, L. Combining Coagulation/MIEX with Biological Activated Carbon Treatment to Control Organic Fouling in the Microfiltration of Secondary Effluent. Membranes 2016, 6, 39. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane Process | * MWCO (kilo Dalton) | Retained Diameters (µm) | Pressure Required (bar) | Membrane Type | Average Permeability (L/m2 h bar) | Solutes Retained |
|---|---|---|---|---|---|---|
| MF | 100–500 | 10−1–10 | 1–3 | Porous, asymmetric or symmetric | 500 | Bacteria, fat, oil, grease, colloids, organics, micro-particles |
| UF | 20–150 | 10−3–1 | 2–5 | Micro porous, asymmetric | 150 | Proteins, pigments, oils, sugar, organics, microplastics |
| NF | 2–20 | 10−3–10−2 | 5–15 | tight porous, asymmetric, thin film composite | 10–20 | Pigments, sulfates, divalent cations, divalent anions, lactose, sucrose, sodium chloride |
| RO | 0.2–2 | 10−4–10−3 | 15–75 | Semi porous, asymmetric, thin film composite | 5–10 | All contaminants including monovalent ions |
| Pressure Driven Membrane Process | Wastewater Treated | Results * | Reference |
|---|---|---|---|
| UF | Vegetable oil factory | COD a (91%), TSS b (100%), TOC d (87%), PO43− (85%), Cl− (40%) | [22] |
| MF-RO | Urban wastewater | Pesticides and pharmaceuticals removed to discharge limit | [23] |
| MF | Municipal wastewater (disinfection and phosphorus removal) | Contaminants removed to below detection limit | [24] |
| MF | Synthetic emulsified oily wastewater | 95% removal of organic contaminants | [25] |
| NF-RO | Dumpsite leachate | 95% water recovery | [26] |
| UF | Poultry slaughterhouse wastewater | COD and BOD c removal > 94%, fats (99%), suspended substances (98%) | [27] |
| NF | Textile | COD (57%), color (100%), salinity (30%) | [28] |
| UF-RO | Metal finishing industry | 90–99% removal of different contaminants | [29] |
| UF-RO | Oily wastewater | Oil and grease (100%), TOC (98%), COD (98%), TDS e (95%), Turbidity (100%) | [30] |
| UF-NF/RO | Phenolic wastewater from paper mill | COD (95.5%), phenol (94.9%) | [31] |
| Application | Draw Solute Used | Result | Reference |
|---|---|---|---|
| Raw municipal wastewater | NaCl, MgCl2 | Up to 70% water recovery | [40] |
| Coke-oven wastewater | NaCl, MgSO2 and CaCl2∙H2O (0.4–2.5 M) | 96–98% removal of cyanide, phenols and COD | [35,41] |
| Reduction in volume of gas field produced water | 1 M NaCl | 50% of volume reduced | [42] |
| Coal mine wastewater desalination | More saline mine waster | More than 80% of volume of mine water recovered | [43] |
| Sewage (primary effluent) | NaCl, MgCl2∙6H2O | Low water recovery due to internal concentration polarization and fouling | [44] |
| Domestic wastewater | NaCl (35 g/L) | Over 90% contaminant removal | [45] |
| Application | Result | Reference |
|---|---|---|
| Treatment of almond industry wastewater | 94% recovery of water | [61] |
| Treatment of university sewage | 70-90% removal of TDS, total inorganic carbon, cations and anions. 23–52% removal of COD, BOD, colour, turbidity and TOC | [62] |
| Tertiary treatment of municipal wastewater | 100% effectiveness in treatment to meet discharge standards and removal of Cl−, Mg2+, Ca2+ | [63] |
| Treatment of drainage wastewater for agricultural purposes | Removal of heavy metals and Na+ up to 99% | [64] |
| Treatment of tannery wastewater | 92–100% removal of COD, color, NH3-H, Cr. | [65] |
| Removal of heavy metals (* Cd and * Sn) from electroplating industry wastewater | Successful removal of Cd (74.8%) and Sn (64.5%) | [66] |
| Treatment of wastewater from the China Steel Corporation wastewater treatment plant | 92% desalination rate, 98% Cl− removal, 80% SO4 removal and 51% removal rate of COD | [60] |
| Application | Results | Reference |
|---|---|---|
| Removal of toluene from aqueous solution | Up to 42% of toluene removed | [73] |
| 1.0 mol% aqueous VOC (ethyl acetate, diethyl ether, acetonitrile) | Up to 90.35 * wt% removal | [74] |
| Removal of methyl tert-butyl-ether from aqueous solution | Up to 95% removal | [75] |
| Removal of 0.5 wt% pyridine from water | Effective removal reported | [76] |
| Removal of 0.39 wt% Isopropyl acetate from aqueous solution | Effective removal reported | [77] |
| Removal of 0.1–0.4 wt% phenol and chlorophenol from aqueous soloution | Effective separation reported | [78] |
| Application | Results | Reference |
|---|---|---|
| Wastewater from nano-electronics industry | High quality permeate with contaminant separation efficiency of >99% | [102] |
| Stick water treatment using | Up to 78% water recovery and 99% salt rejection using * PU-PTFE commercial membranes | [103] |
| Treatment of RO retentate from flue gas desulphurization wastewater | 87% water recovery | [104] |
| Dairy wastewater treatment | >99% rejection of Total organic carbons | [105] |
| Textile wastewater treatment | >99% dye rejection | [106] |
| Property | Plate-and-Frame | Tubular | Spiral Wound | Hollow Fiber |
|---|---|---|---|---|
| Packing Density ft2/ft3 (m2/m3) | 45–150 (148–492) | 6–120 (20–374) | 150–380 (492–1247) | 150–1500 (492–4924) |
| Potential for fouling | Moderate | Low | High | Very High |
| Ease of Cleaning | Good | Excellent | Poor | Poor |
| Relative Manufacturing cost | High | High | Moderate | Low |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obotey Ezugbe, E.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. https://doi.org/10.3390/membranes10050089
Obotey Ezugbe E, Rathilal S. Membrane Technologies in Wastewater Treatment: A Review. Membranes. 2020; 10(5):89. https://doi.org/10.3390/membranes10050089
Chicago/Turabian StyleObotey Ezugbe, Elorm, and Sudesh Rathilal. 2020. "Membrane Technologies in Wastewater Treatment: A Review" Membranes 10, no. 5: 89. https://doi.org/10.3390/membranes10050089