
Examination of the Effect of Cooling Rate after Extrusion to Formability of 6061 Automotive Profiles
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Production
2.2. Microstructure Characterization
2.3. Mechanical Testing
3. Results
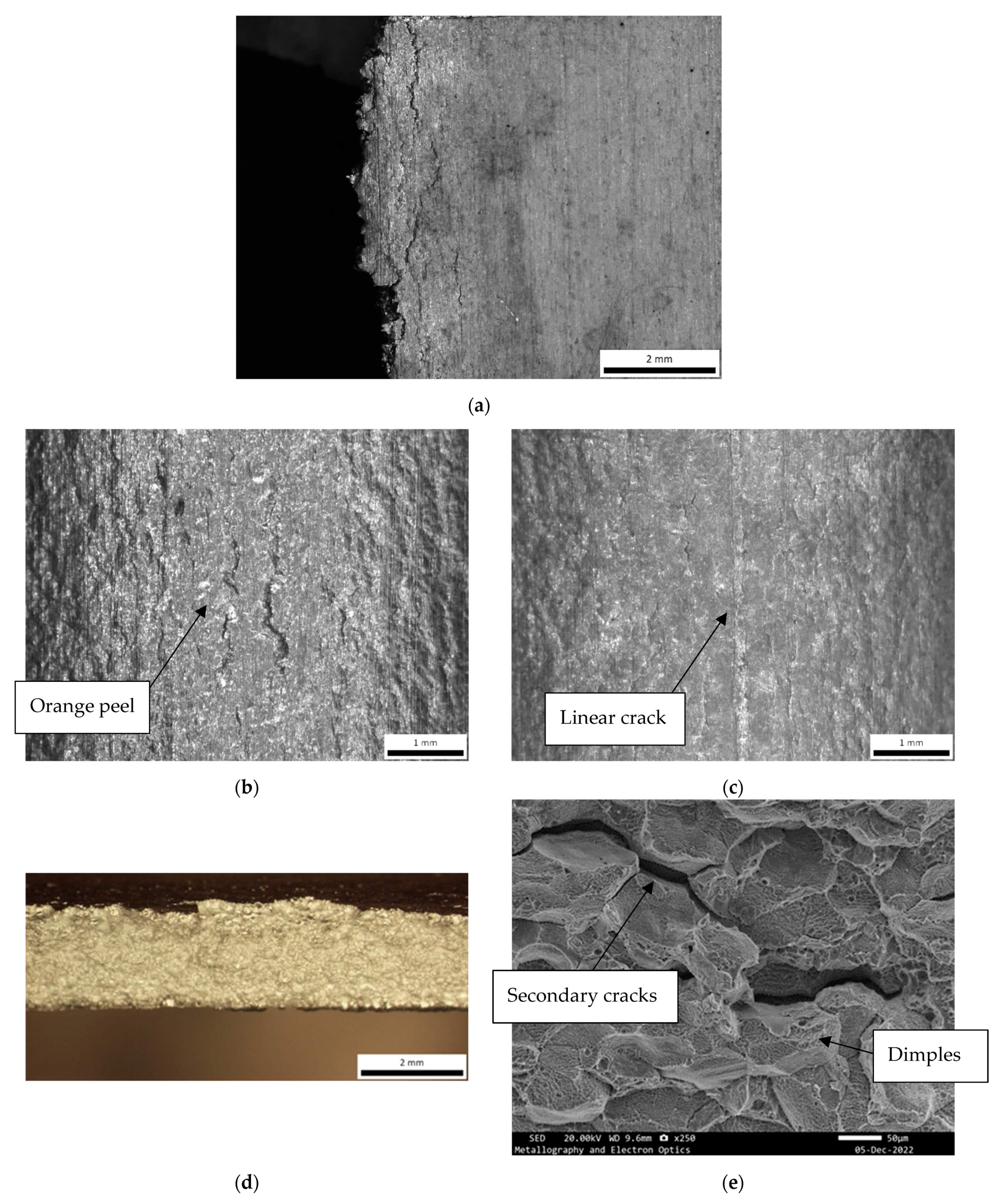
3.1. Mechanical Testing and Electron Fractography
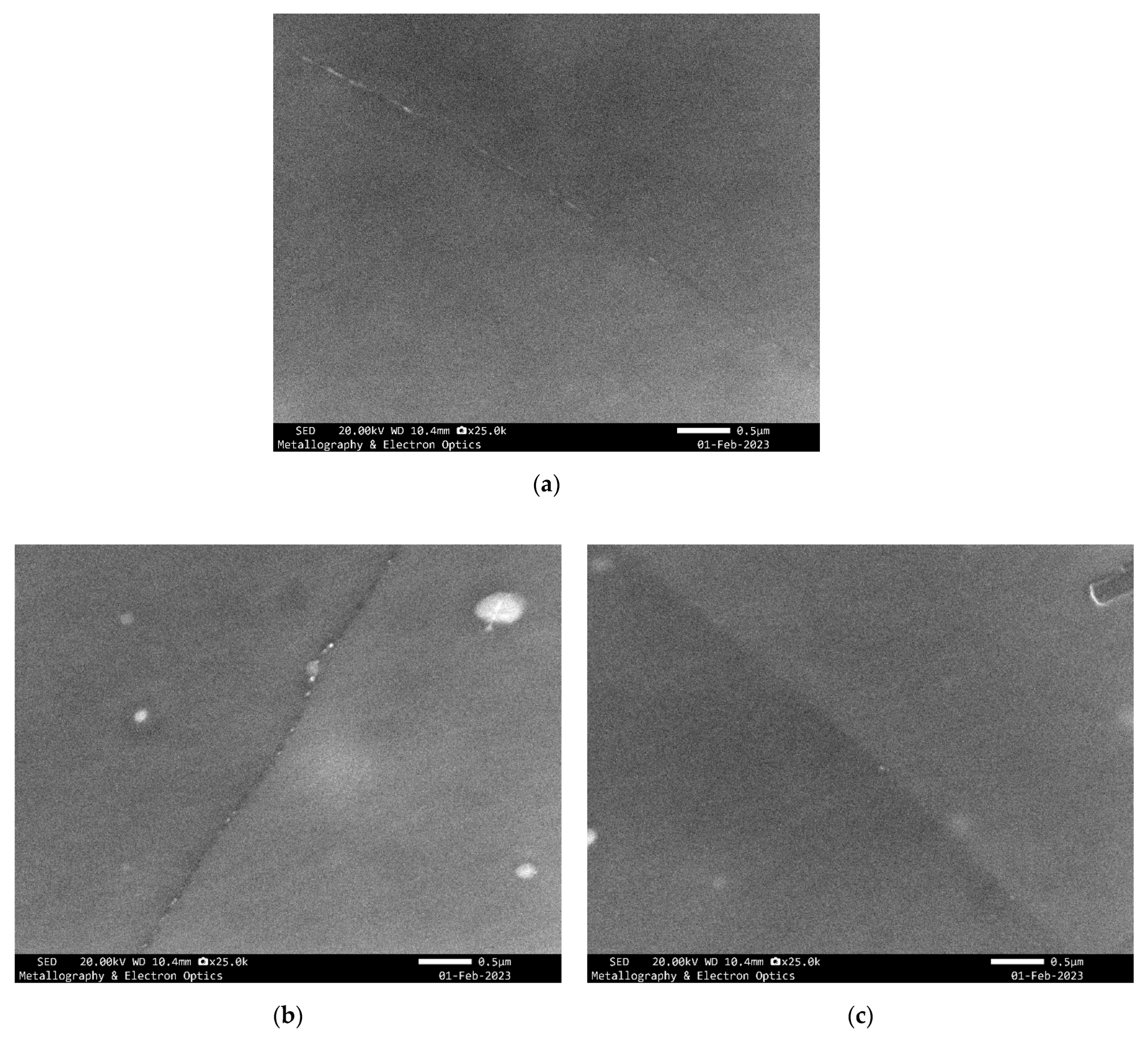
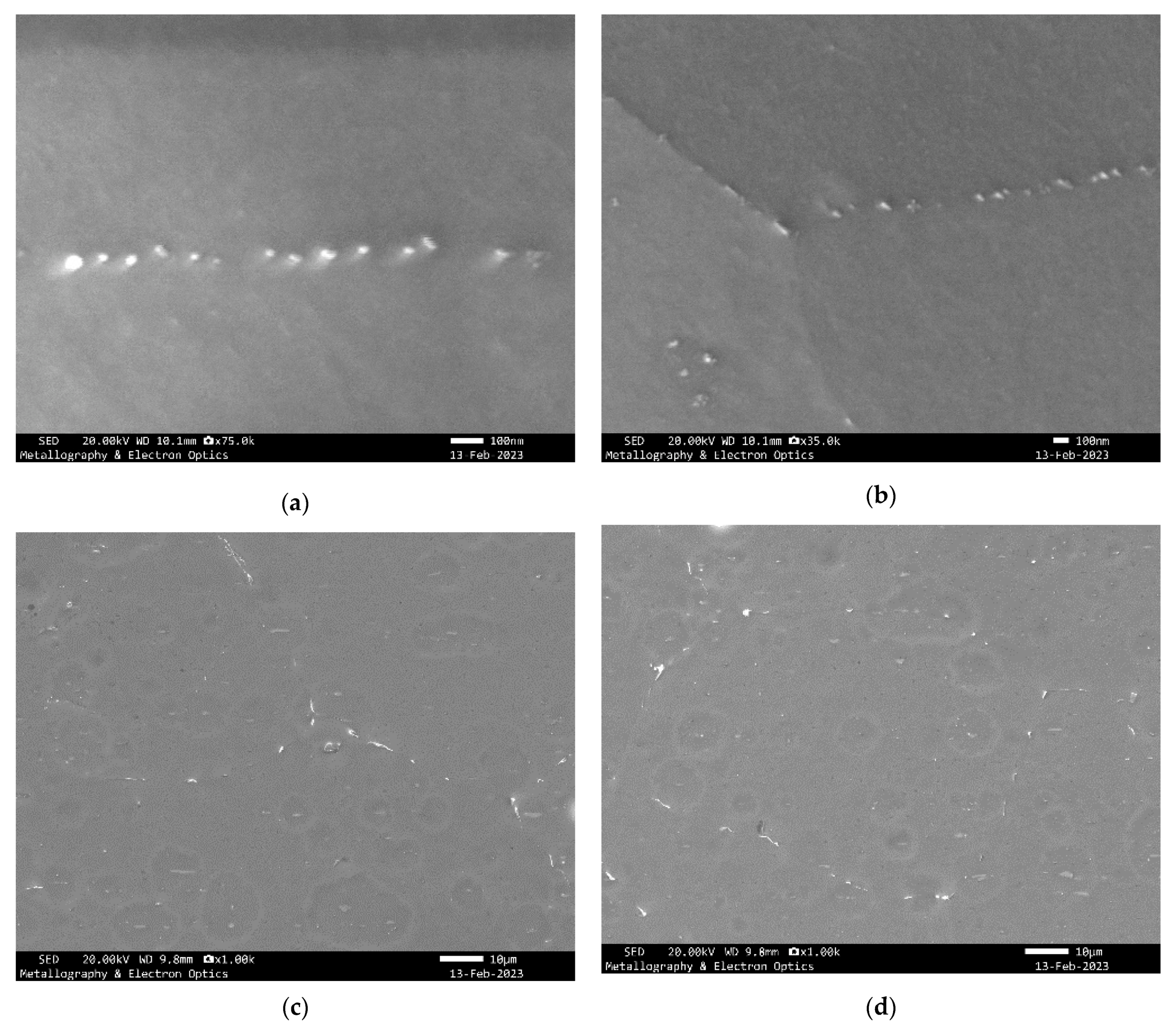
3.2. Microstructure Characterization
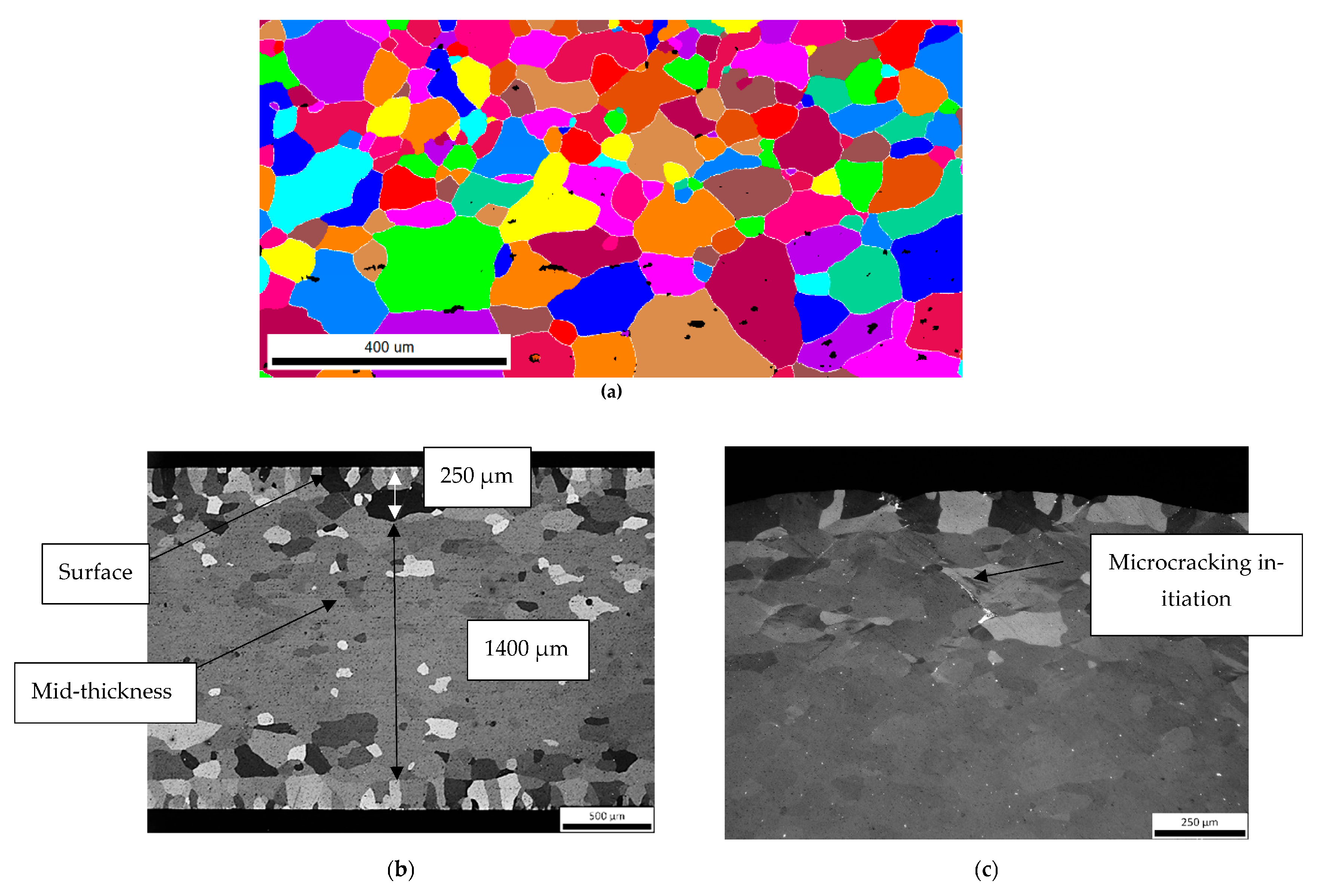
3.3. Electron Backscatter Diffraction
4. Discussion
5. Conclusions
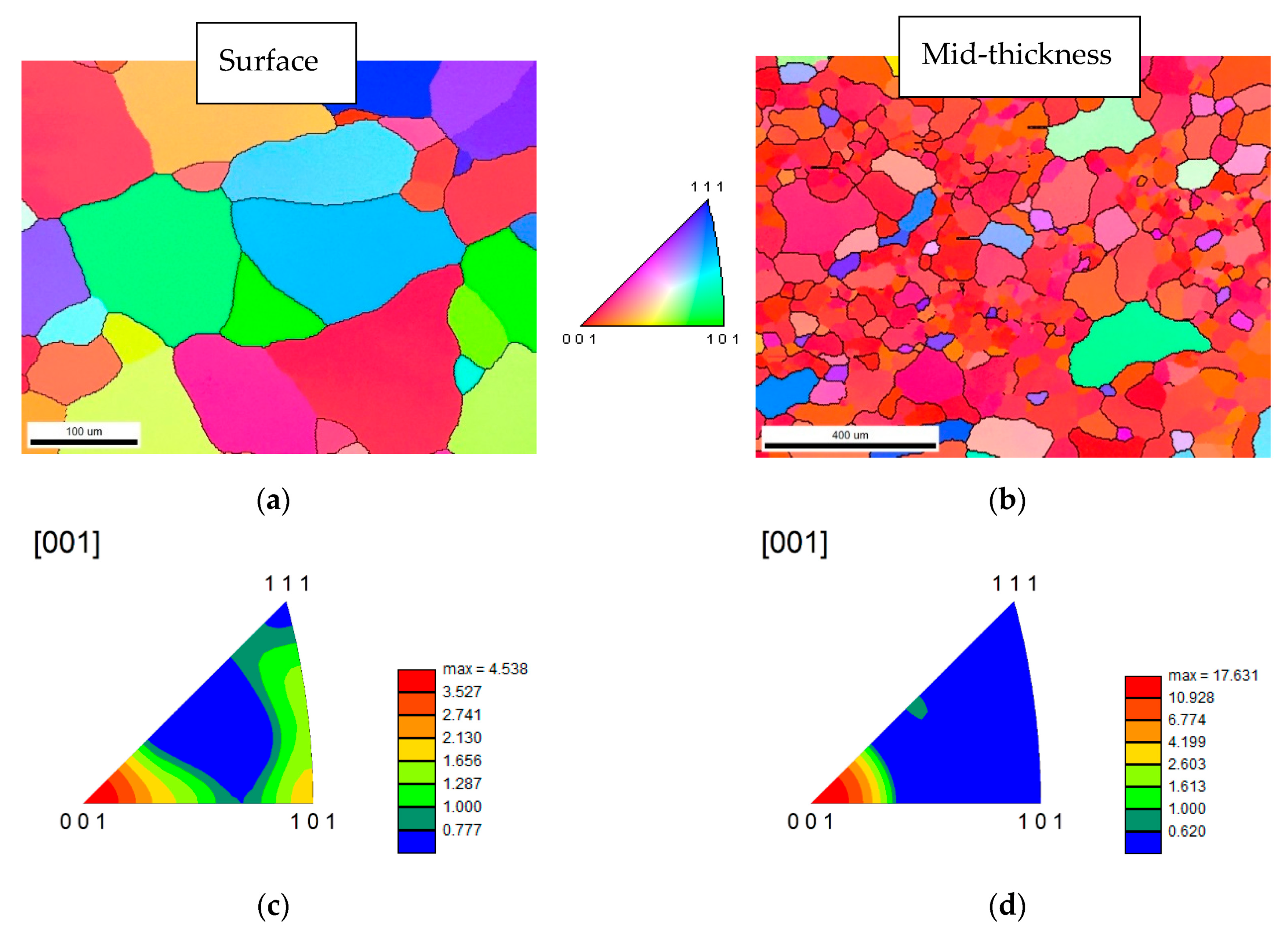
- Texture analysis can be very useful in the determination of the areas which are prone to crack initiation and affect formability properties of automotive profiles. Apart from the typical analysis of the orientation and grain size analysis, Taylor factor maps should be constructed for the observation of areas with high differences in respective values.
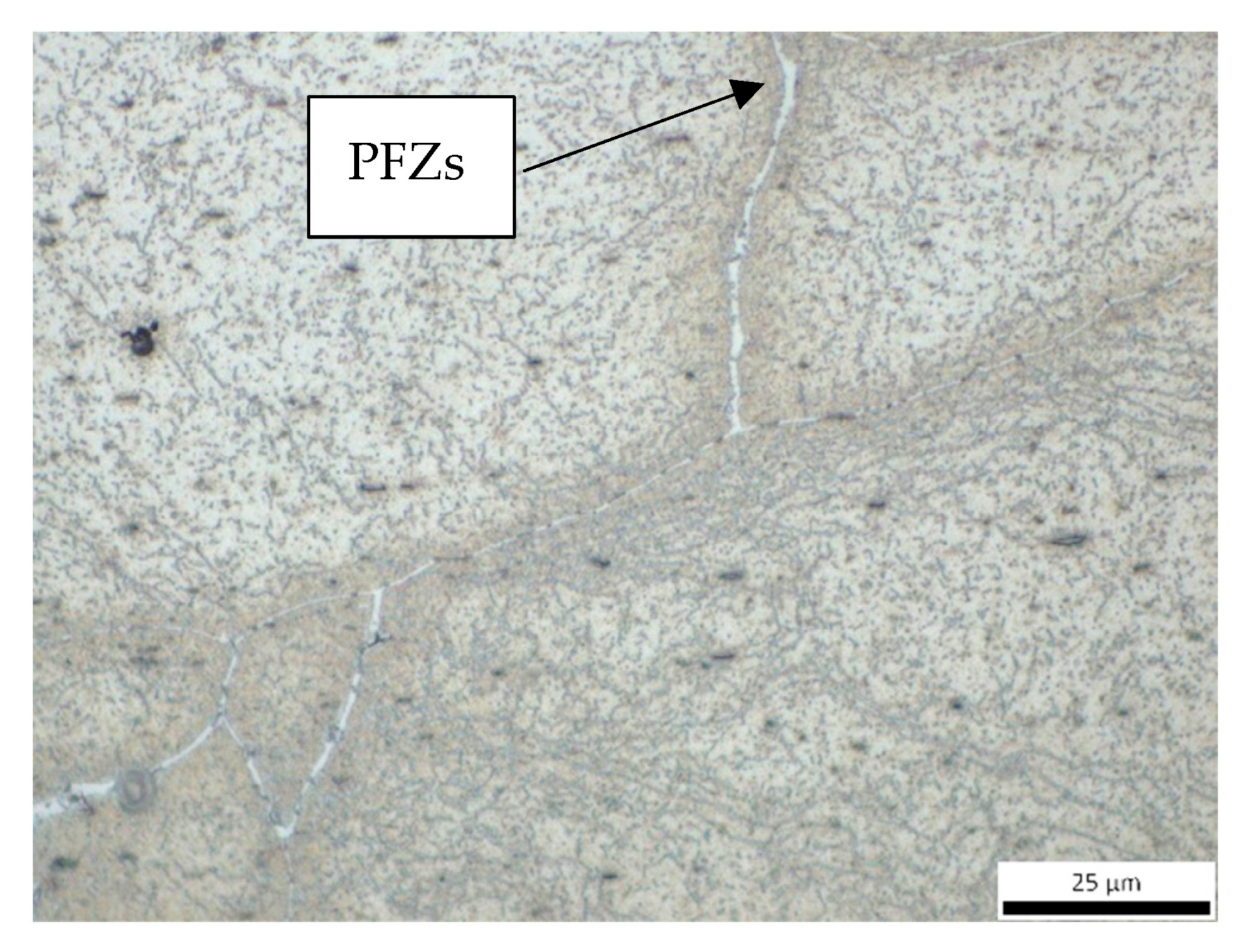
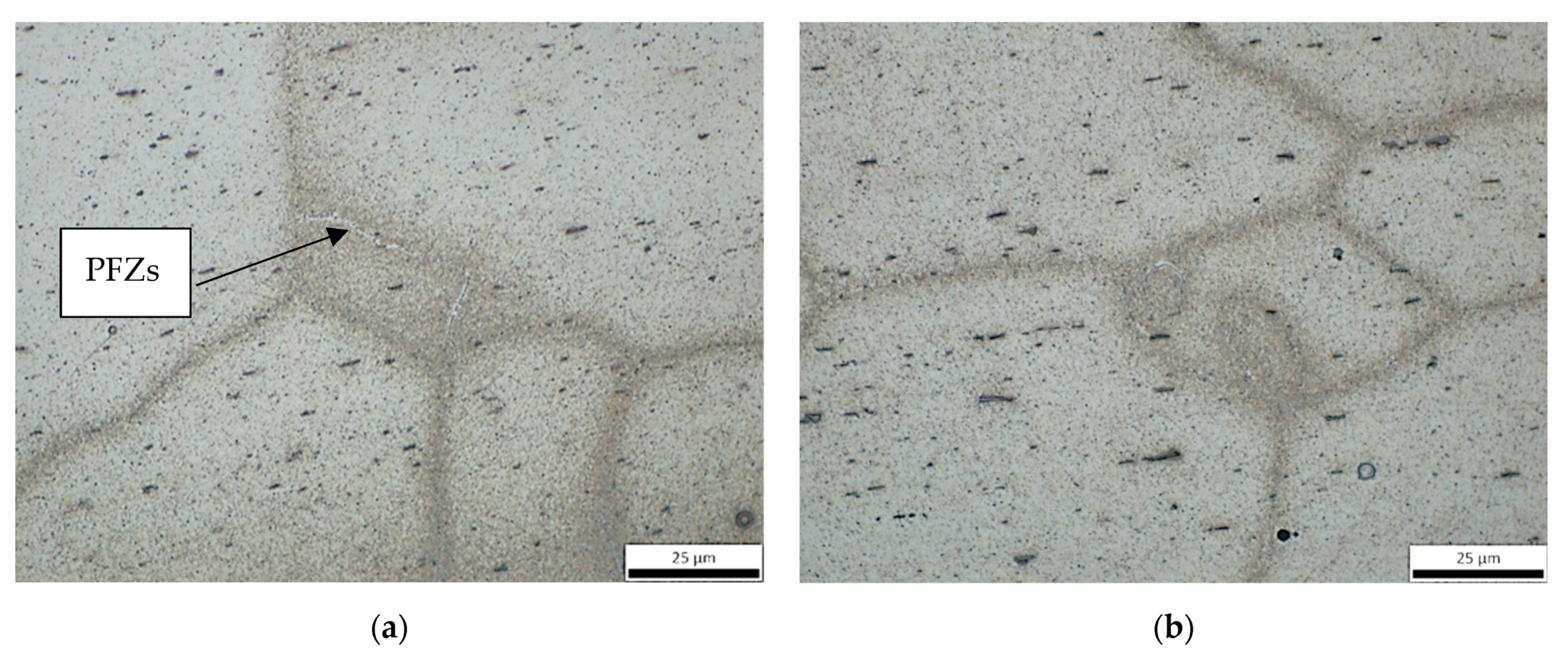
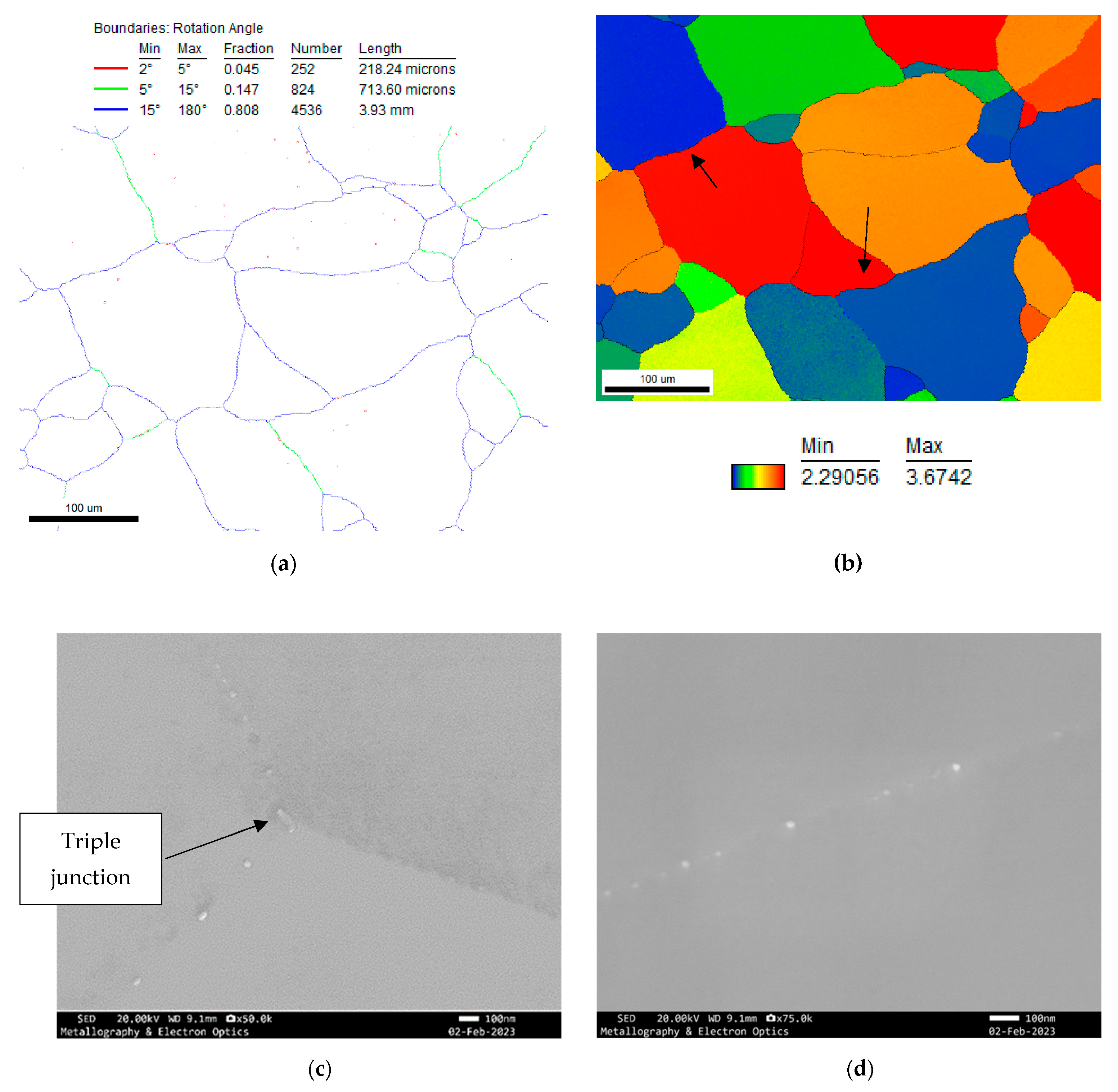
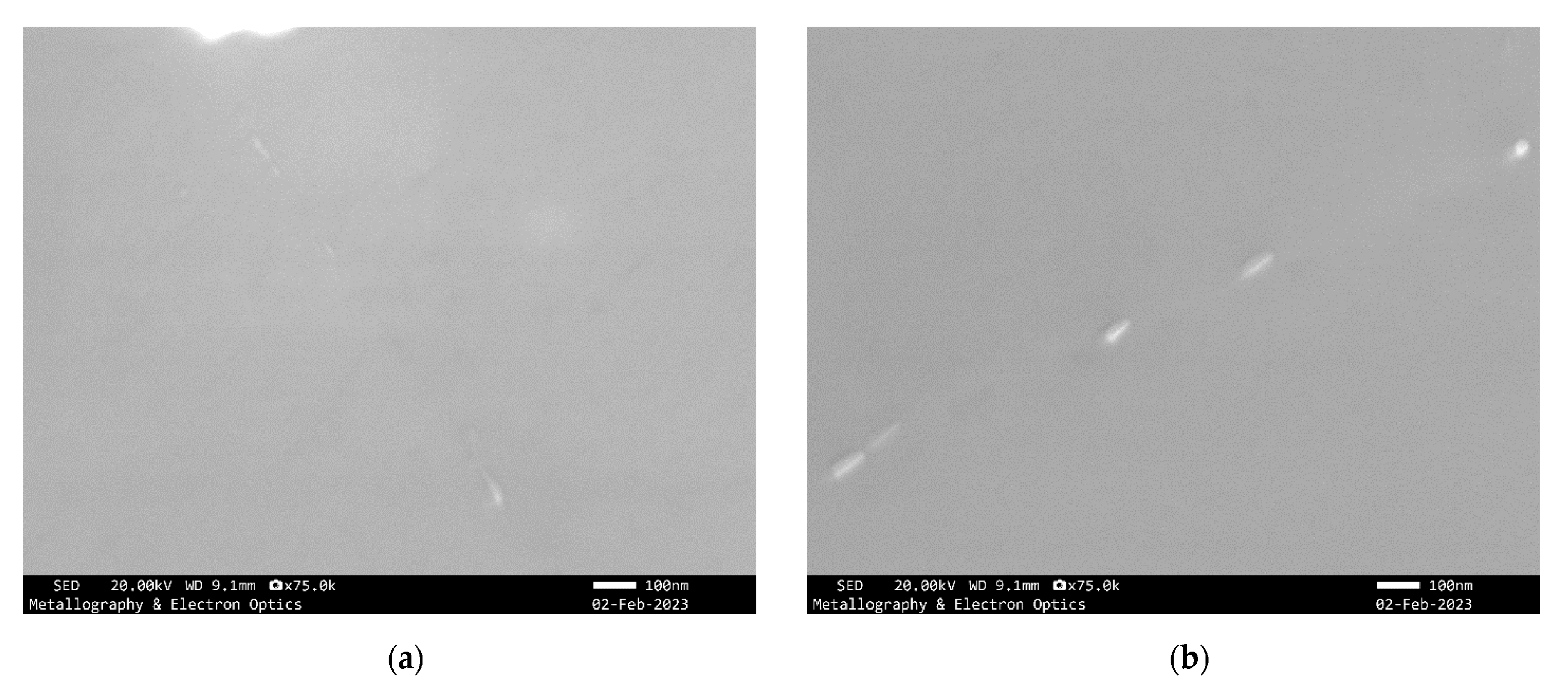
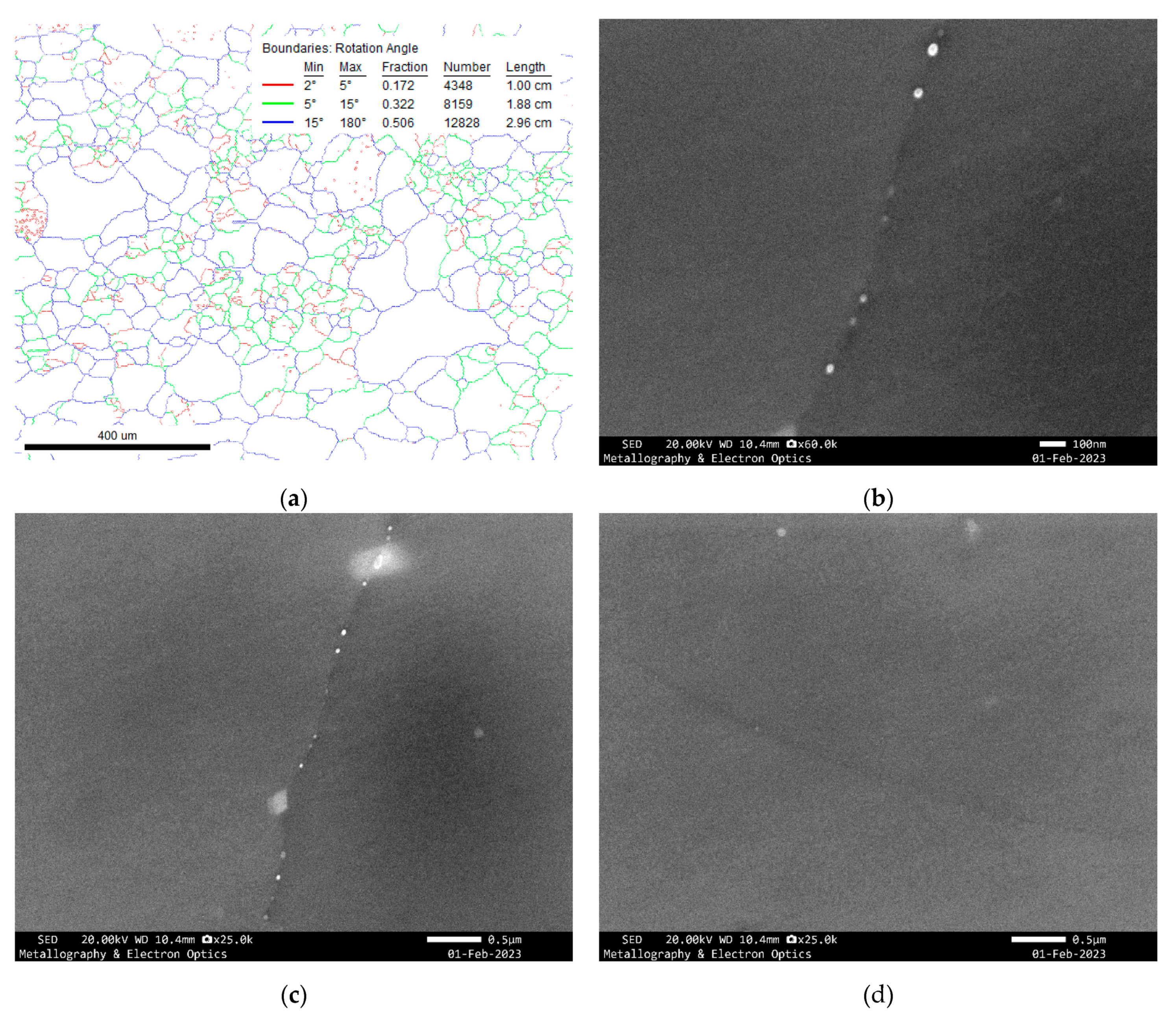
- A plausible scenario for crack initiation in automotive profiles involves a subsurface region where the convergence of slip lines and the presence of grain boundaries with relatively high susceptibility to crack initiation and propagation may promote this phenomenon. The outer surface, however, may not be the most likely site of crack initiation. Misorientation maps can be used for observation of grain boundaries which are based on their types (HAGBs, LAGBs, and SGBs) which are related with different propensity values for precipitation. On HAGBs, coarser precipitates are formed, and this is accompanied by the formation of PFZs which are visible with optical microscopy.
- Slow cooling is related with unacceptable formability, as it can lead to substantial grain boundary sensitization and early fracture in mechanical tests due to coarse Mg2Si non-coherent particles formation. In addition, the strength of the material is lower due to a lower alloying elements amount available for precipitation hardening by artificial aging.
- Step cooling can lead to mechanical performance which are comparable with water quenching and therefore leaves space for further investigation, as it is directly related with the extrusion process and the cooling method setup.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bajor, T.; Kawałek, A.; Berski, S.; Jurczak, H.; Borowski, J. Analysis of the Extrusion Process of Aluminium Alloy Profiles. Materials 2022, 15, 8311. [Google Scholar] [CrossRef] [PubMed]
- Shen, X.; Liu, S.; Wang, X.; Cui, C.; Gong, P.; Zhao, L.; Han, X.; Li, Z. Effect of Cooling Rate on the Microstructure Evolution and Mechanical Properties of Iron-Rich Al–Si Alloy. Materials 2022, 15, 411. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, S.; Wang, H.; Song, H.; Li, S.; Chen, X. Effect of Cooling Rate on Microstructure and Properties of Twin-Roll Casting 6061 Aluminum Alloy Sheet. Metals 2020, 10, 1168. [Google Scholar] [CrossRef]
- Zhang, W.; Li, H.; Hu, Z.; Hua, L. Investigation on the deformation behavior and post-formed microstructure/properties of AA7075-T6 alloy under pre-hardened hot forming process. Mater. Sci. Eng. A 2020, 792, 139749. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, W.; Teng, D.; Zhang, H. Improvement of the mechanical properties of Al–Mg–Si alloys with nano-scale precipitates after repetitive continuous extrusion forming and T8 tempering. J. Mater. Res. Technol. 2019, 8, 5950–5960. [Google Scholar] [CrossRef]
- Bourget, J.-P.; Fafard, M.; Shakeri, H.R.; Côté, T. Optimization of heat treatment in cold-drawn 6063 aluminium tubes. J. Mater. Process. Technol. 2009, 209, 5035–5041. [Google Scholar] [CrossRef] [Green Version]
- Zupanič, F.; Steinacher, M.; Žist, S.; Bončina, T. Microstructure and Properties of a Novel Al-Mg-Si Alloy AA 6086. Metals 2021, 11, 368. [Google Scholar] [CrossRef]
- Mao, H.; Bai, X.; Song, F.; Song, Y.; Jia, Z.; Xu, H.; Wang, Y. Effect of Cd on Mechanical Properties of Al-Si-Cu-Mg Alloys under Different Multi-Stage Solution Heat Treatment. Materials 2022, 15, 5101. [Google Scholar] [CrossRef]
- Zhao, B.; Ye, B.; Wang, L.; Bai, Y.; Yu, X.; Wang, Q.; Yang, W. Effect of ageing and thermal exposure on microstructure and mechanical properties of a HPDC Al–Si–Cu–Mg alloy. Mater. Sci. Eng. A 2022, 849, 143463. [Google Scholar] [CrossRef]
- Türkmen, M.; Akdemir, O.; Taşpınar, Y.; Yıldız, M.; Gündüz, S. The Effect of Cooling Rate on Microstructure and Mechanical Properties of Al-Mg-Si (6063) Alloy. Pamukkale Üniversitesi Mühendislik Bilim. Derg. 2015, 21, 11–14. [Google Scholar] [CrossRef] [Green Version]
- Ye, Y.; Sanders, R., Jr.; Yang, X. The Influence of Microstructure on the Fracture Resistance of 6xxx Alloy Sheet. In Proceedings of the 16th International Aluminum Alloys Conference (ICAA16), Montreal, QC, Canada, 17–21 June 2018; Canadian Institute of Mining, Metallurgy & Petroleum: Westmount, QC, Canada, 2018. [Google Scholar]
- Westermann, I.; Snilsberg, K.; Holmedal, B.; Hopperstad, O. Bendability and Fracture Behaviour of Heat-Treatable Extruded Aluminium Alloys. In Proceedings of the 12th International Conference on Aluminium Alloys, ICAA12, Yokohama, Japan, 5–9 September 2010; pp. 595–600. [Google Scholar]
- Vazdirvanidis, A.; Pressas, I.; Papadopoulou, S.; Toulfatzis, A.; Rikos, A.; Katsivarda, M.; Symeonidis, G.; Pantazopoulos, G. Examination of formability properties of 6063 alloy extruded profiles for the automotive industry. Materials 2019, 12, 1875. [Google Scholar] [CrossRef] [Green Version]
- Papadopoulou, S.; Gavalas, E.; Vourlakou, C.; Papaefthymiou, S. The influence of second phase particles on texture during rolling of Al 3104. J. Mater. Sci. 2012, 47, 7754–7764. [Google Scholar] [CrossRef]
- Inoue, H. Prediction of in-plane anisotropy of bendability based on orientation distribution function for polycrystalline face-centered cubic metal sheets with various textures. Mater. Trans. 2015, 56, 61–69. [Google Scholar] [CrossRef] [Green Version]
- Hernández-Sánchez, A.; Amigó, V.; Fernández, R.; González-Doncel, G. Microstructure and fracture toughness of as-cast and heat-treated Al-Mg-Si alloys. J. Mater. Sci. 2016, 51, 10668–10682. [Google Scholar] [CrossRef]
- Mbuya, S.O.; Amigó, V.; Fernández, R.; González-Doncel, G. The effect of Cu addition on the mechanical properties of Al-Mg-Si alloy. J. Alloy. Compd. 2020, 825, 154045. [Google Scholar] [CrossRef]
- Ghribi, N.M.; Keddam, M.; Bacroix, B. Effect of aging on microstructure and fracture toughness of Al-Mg-Si-Cu alloys. Mater. Sci. Eng. A 2016, 671, 177–186. [Google Scholar] [CrossRef]
- Katsivarda, M.; Vazdirvanidis, A.; Pantazopoulos, G.; Kolioubas, N.; Papadopoulou, S.; Rikos, A.; Spiropoulou, E.; Papaefthymiou, S. Investigation of the effect of homogenization practice of 6063 alloy billets on beta to alpha transformation and of the effect of cooling rate on precipitation kinetics. Mater. Sci. Forum 2018, 941, 884–889. [Google Scholar] [CrossRef]
- Papadopoulou, S.; Loukadakis, V.; Zacharopoulos, Z.; Papaefthymiou, S. Influence of uniaxial deformation on texture evolution and anisotropy of 3104 Al sheet with different initial microstructure. Metals 2021, 11, 1729. [Google Scholar] [CrossRef]
- Papadopoulou, S.; Kontopoulou, A.; Gavalas, E.; Papaefthymiou, S. The Effects of Reduction and Thermal Treatment on the Recrystallization and Crystallographic Texture Evolution of 5182 Aluminum Alloy. Metals 2020, 10, 1380. [Google Scholar] [CrossRef]
- Vazdirvanidis, A.; Skordilis, I.; Katsivarda, M.; Stavroulakis, P.; Papaefthymiou, S. Study of Grain structure and crystallographic orientation of extruded 6xxx series alloy profiles. In Proceedings of the 14th International Scientific Congress Machines, Technologies, Materials (MTM 2017), Varna, Bulgaria, 13–16 September 2017; Volume 11, pp. 457–459. [Google Scholar]
- Dao, M.; Li, M. A micromechanics study on strain-localization-induced fracture initiation in bending using crystal plasticity models. Philos. Mag. A 2001, 81, 1997–2020. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Robson, J.D.; Stefanou, G.; Stergiou, V.; Karanika, A.; Kourkoulis, S.K. Microstructural and Mechanical Characterization of the Aging Response of Wrought 6156 (Al-Mg-Si) Aluminum Alloy. Alloys 2022, 1, 180–195. [Google Scholar] [CrossRef]
- Vazdirvanidis, A.; Koumarioti, A.; Pantazopoulos, G.; Rikos, A.; Toulfatzis, A.; Kostazos, P.; Manolakos, D. Examination of Buckling Behavior of Thin-Walled Al-Mg-Si Alloy Extrusions. In Proceedings of the 12th International Conference on Aluminium Alloys, Pittsburgh, PA, USA, 3–7 June 2012. [Google Scholar]
- Papadopoulou, S.; Gavalas, E.; Papaefthymiou, S. Methodology for the Identification of Nucleation Sites in Aluminum Alloy by Use of Misorientatation Mapping. Mater. Proc. 2021, 3, 11. [Google Scholar] [CrossRef]
- Koumarioti, I.; Ping, S.; Vazdirvanidis, A.; Pantazopoulos, G.; Zormalia, S. Influence of Homogenizing and Ageing Practices on Microstructure and Dynamic Compression of Crash Relevant Al-Alloy Extrusions. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; pp. 1124–1129. [Google Scholar]
- Westermann, I.; Snilsberg, K.E.; Sharifi, Z.; Hopperstad, O.S.; Marthinsen, K. Three-Point Bending of Heat-Treatable Aluminum Alloys: Influence of Microstructure and Texture on Bendability and Fracture Behavior. Metall. Mater. Trans. A 2011, 42, 3386–3398. [Google Scholar] [CrossRef] [Green Version]
- Das, S.; Heyen, M.; Kamat, R.; Hamerton, R. Improving Bendability of Al-Mg-Si Alloy Sheet by Minor Alloying Element Addition. In Light Metals; TMS; Martin, O., Ed.; Springer: Berlin/Heidelberg, Germany, 2018; pp. 325–331. [Google Scholar]
- Lloyd, D. Aspects of plasticity and fracture under bending in Al alloys. In Proceedings of the 16th International Aluminum Alloys Conference (ICAA16), Montreal, QC, Canada, 17–21 June 2018; Canadian Institute of Mining, Metallurgy & Petroleum: Westmount, QC, Canada, 2018; pp. 309–314, ISBN 978-1-926872-41-4. [Google Scholar]
- 6061 Aluminum Composition Spec. The Aluminum Association. 2017. Available online: https://www.aluminum.org/sites/default/files/Aluminum-Standards-Data-2017_0.pdf (accessed on 14 January 2023).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (%) | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.4–0.8 | 0.7 | 0.15–0.4 | 0.15 | 0.8–1.2 | 0.04–0.35 | 0.25 | 0.15 | Bal. |
| Sample | TS (MPa) | YS (MPa) | El. (%) |
|---|---|---|---|
| WQ | 315 | 304 | 12.1 |
| AC | 284 | 241 | 9.6 |
| SC | 310 | 298 | 12.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vazdirvanidis, A.; Papadopoulou, S.; Symeonidis, G.; Aslanis, F.; Rikos, A.; Stachouli, E. Examination of the Effect of Cooling Rate after Extrusion to Formability of 6061 Automotive Profiles. Appl. Sci. 2023, 13, 3763. https://doi.org/10.3390/app13063763
Vazdirvanidis A, Papadopoulou S, Symeonidis G, Aslanis F, Rikos A, Stachouli E. Examination of the Effect of Cooling Rate after Extrusion to Formability of 6061 Automotive Profiles. Applied Sciences. 2023; 13(6):3763. https://doi.org/10.3390/app13063763
Chicago/Turabian StyleVazdirvanidis, Athanasios, Sofia Papadopoulou, Grigoris Symeonidis, Fivos Aslanis, Andreas Rikos, and Eva Stachouli. 2023. "Examination of the Effect of Cooling Rate after Extrusion to Formability of 6061 Automotive Profiles" Applied Sciences 13, no. 6: 3763. https://doi.org/10.3390/app13063763