

Improving the Coatability of Zn–Mg–Al Alloy on Steel Substrate by the Surface Pretreatment of SnCl2-Added Zinc Ammonium Chloride

1
Division of Advanced Materials Engineering, Research Center of Advanced Material Development, Jeonbuk National University, Jeonju 54896, Republic of Korea
2
KG Steel, R&D Department, Dangjin 31719, Republic of Korea
*
Author to whom correspondence should be addressed.
Appl. Sci. 2023, 13(2), 950; https://doi.org/10.3390/app13020950
Submission received: 11 December 2022
/
Revised: 1 January 2023
/
Accepted: 4 January 2023
/
Published: 10 January 2023
(This article belongs to the Special Issue Corrosion Inhibitors and Protective Coatings)
Abstract
:The applicability of galvanized products in various industries has increased the demand for highly corrosion-resistant coatings to counter harsh environments. Among these, Zn–Mg–Al ternary alloy coatings have excellent corrosion resistance, resulting in their commercialization and industrial demand. To increase the diversification of their products, the ideal flux composition in these coatings should be optimized. In this study, we investigated the effects of conventional flux (ZnCl2:NH4Cl) in the hot-dip galvanization of Zn–Mg–Al ternary alloy coatings. Additionally, we developed a new flux to improve the coating properties of Zn–Mg–Al ternary alloy coatings on steel sheets. During hot dipping, SnCl2 on the steel substrate decomposed faster than conventional flux, thereby eliminating the AlCl3 residues in the coating and surface defects. The thermogravimetric-differential thermal analysis studies unveiled the mechanisms for improved coatings. The thermodynamic calculations confirmed the spontaneous substitution owing to the presence of SnCl2 in the flux. Therefore, the developed and optimized flux enhanced the adhesion of the alloy coating.
1. Introduction
Hot-dip galvanizing is a coating technology used to protect steel from corrosion by forming stable corrosion products on the zinc surface with sacrificial protection owing to the lower electrochemical potential of the latter [1,2,3]. Owing to their advantages, galvanized products are applicable in automobile exterior and interior panels, home appliances, highway crash barriers, buildings, ships, solar cell frames, coil coatings, and other areas [4,5]. The hot-dip coating process [6] can be classified as a batch-type galvanizing process (BGP) and continuous galvanizing process (CGP) according to the manufactured products. In CGP, a steel coil/wire is continuously immersed in a galvanizing bath at a high speed, and the final products are formed after coating. In contrast, BGP is used to coat steel materials that have been processed and welded in their final form before hot dipping. As a result, BGP has the advantage of coating thick plates in small batches at a low initial cost.
In both processes, surface pretreatment is needed for the steel substrate. In particular, a heat-treatment reduction method is used in CGP, whereas the sample is flux-treated to protect it from oxidation in BGP. Dipping and drying the steel substrate in an aqueous chloride solution promotes the development of the flux layer. After immersion in a molten zinc bath, the protective flux layer reduces the surface tension between the bare steel and melt, thereby improving the wettability of zinc [6]. The most widely used flux for hot-dip galvanization is an aqueous solution of a salt mixture containing ammonium chloride (NH4Cl) and zinc chloride (ZnCl2) [7,8].
Recently, the demand for highly corrosion-resistant coatings to counter harsh environments has increased, thereby rapidly promoting research on alloying zinc coatings [9,10,11]. In particular, Zn–Mg–Al ternary alloy coatings, which have excellent corrosion resistance, have been commercialized, and their industrial demand has rapidly expanded. As existing commercialized Zn–Mg–Al alloy coatings are based on CGP, BGP-based galvanizing technology should be developed for the diversification of products. To produce a Zn–Mg–Al alloy coating by BGP, a flux of optimal composition should be developed to address the coating defect of conventional flux (NH4Cl:ZnCl2). In particular, conventional flux reacts with the bath, which affects the wettability by deteriorating the molten metal/substrate interface owing to the formation of aluminum chloride, thereby forming bare spots [12,13]. In addition, the release of NH3 and H2 gases by the decomposition of NH4Cl by Al adversely affects the coating performance [14,15]. To prevent the formation of AlCl3 compounds in Al alloy coatings, rare earth metal (Li, Na, K) and alkaline earth metal (Be, Ca, Sr) chlorides are introduced to form stable metal chlorides [16]. Additional studies to improve the properties of Zn–Al and Zn–Al–Mg alloy coatings have introduced various metal (Co, Pb, Ni, K, Bi, and Sn) chlorides to the flux [12,17,18,19,20]. In this study, SnCl2 was added to conventional flux to reduce the formation of aluminum chloride by inducing a reaction between the flux and Sn, and the effect of SnCl2 addition on the coating properties of hot-dip Zn–Mg–Al-alloy-coated steel sheets was investigated. The flux composition was optimized by comparative evaluation of the microstructure, surface quality, adhesion, corrosion resistance, and thermal properties of the Zn–Mg–Al alloy coating.
2. Materials and Methods
A hot-dip Zn–Mg–Al-alloy-coated steel sheet was manufactured using a batch-type vertical immersion hot-dip galvanization simulator. Commercial low-carbon cold-rolled steel sheets with a thickness of 0.8 mm were used as the substrate, and the composition is tabulated in Table 1. The steel was cut to 150 mm × 30 mm, degreased (10% NaOH at 60 °C for 10 min), and pickled (10% HCl at room temperature for 10 min) with rinsing in deionized water between steps. The samples were flux-treated at 60 °C for 1 min and dried in an oven at 120 °C for 5 min before immersion in a molten bath of Zn–1 wt.% Mg–1 wt.% Al alloy at 480 °C for 5 min. Different flux compositions obtained by adding 10–40 wt.% tin(II) chloride monohydrate (SnCl2·H2O) to the NF solution (Table 2) were investigated.
The cross-sectional microstructure analysis of the alloy coating was performed using a sample cut to 20 mm × 10 mm, cold-mounted, and polished with emery paper (grit size 220–2500) and a 1 µm diamond paste. A light optical microscope (LOM, Leica DM 2500, Heidelberg, Germany) and field-emission scanning electron microscope (FE-SEM, Hitachi SU6600, Tokyo, Japan) were used to examine the microstructure. The solidification of the Zn–Al–Mg alloy was thermodynamically analyzed using the FactSage software package. The alloy phase formation behavior and residual chlorides with different flux compositions were analyzed using an electron probe microanalyzer (EPMA, JEOL JXA-8500F, Tokyo, Japan). The crystallographic phase formation in the alloy coating was analyzed by X-ray diffraction (XRD, Rigaku RINT-2000, Tokyo, Japan) with a Cu-Kα (1.54 Å) source. The surface properties were evaluated by measuring the surface roughness using a high-resolution optical three-dimensional surface profiler (Nanoscope NS-3500, Tokyo, Japan). The bending test was performed in accordance with ASTM E290 to assess coating adhesion. Scotch tape was attached to the bent surface and removed for observation using image analysis software (Leica application suite, version 4, Imaging Software For Metallographic Applications; Leica Microsystems GmbH, Wetzlar, Germany, 2013). Thermal analysis was performed using a thermogravimetric-differential thermal analyzer (TG-DTA, DTG-60, SHIMADZU, Kyoto, Japan) to measure the decomposition behavior of the flux with and without SnCl2·H2O. The decomposition behavior of the chlorides in the flux according to the temperature change was analyzed by heating the chlorides in an alumina crucible to 800 °C at a rate of 10 °C/min in an Ar atmosphere.
3. Results
3.1. Surface Evaluation
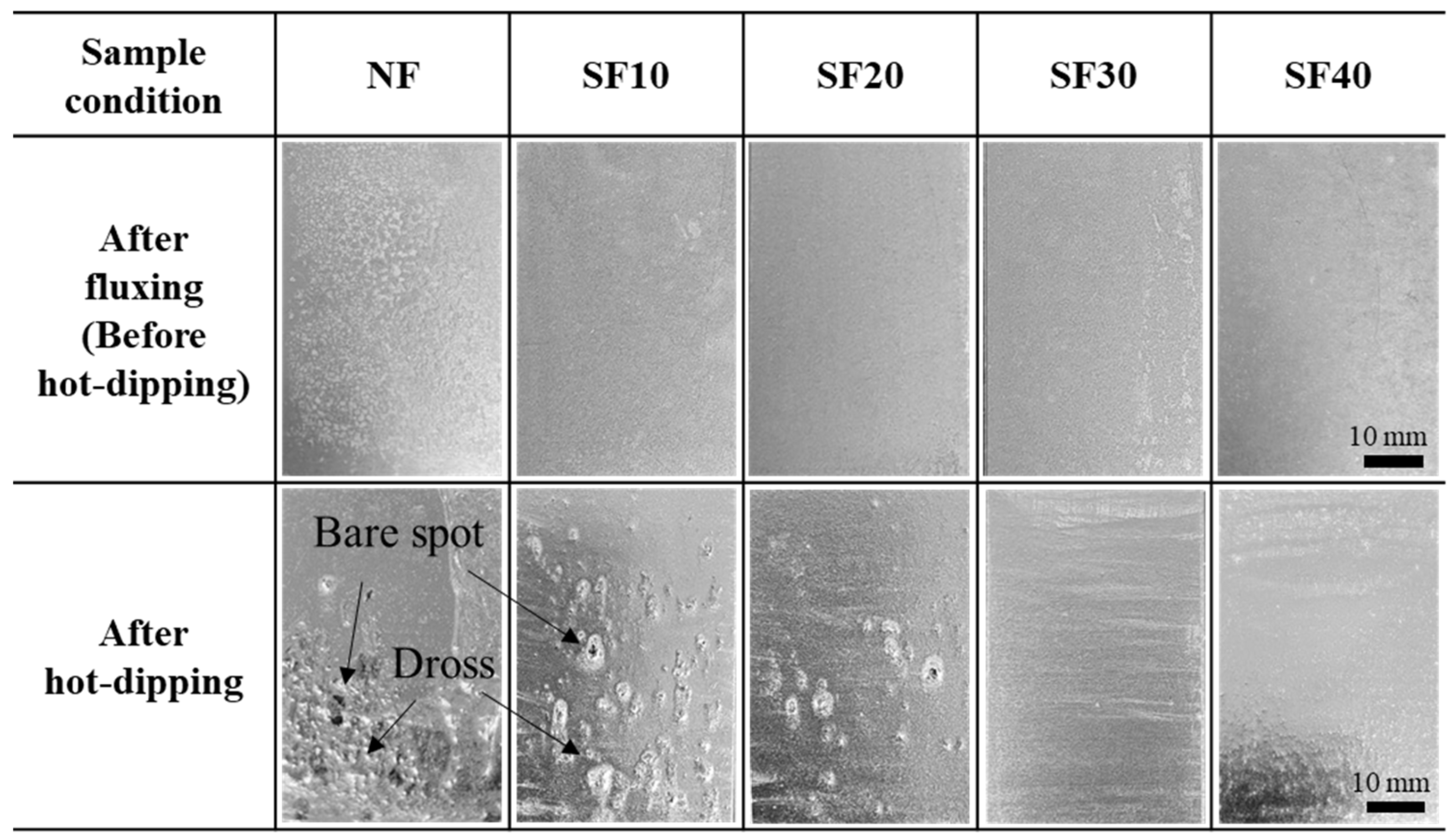
Figure 1 presents images of the surfaces of the steel samples before (i.e., after fluxing and drying) and after hot dipping. Salt precipitation was visible on the NF samples, whereas the modified flux (i.e., SF10–SF40) did not precipitate. After hot dipping, surface defects such as bare spots and dross were observed on the coating layer of the NF sample. The SF10–SF40 samples exhibited decreasing defects. The SF30 sample had the best coating surface.
3.2. Microstructural and Crystallographic Characterization of the Hot-Dipped Coatings
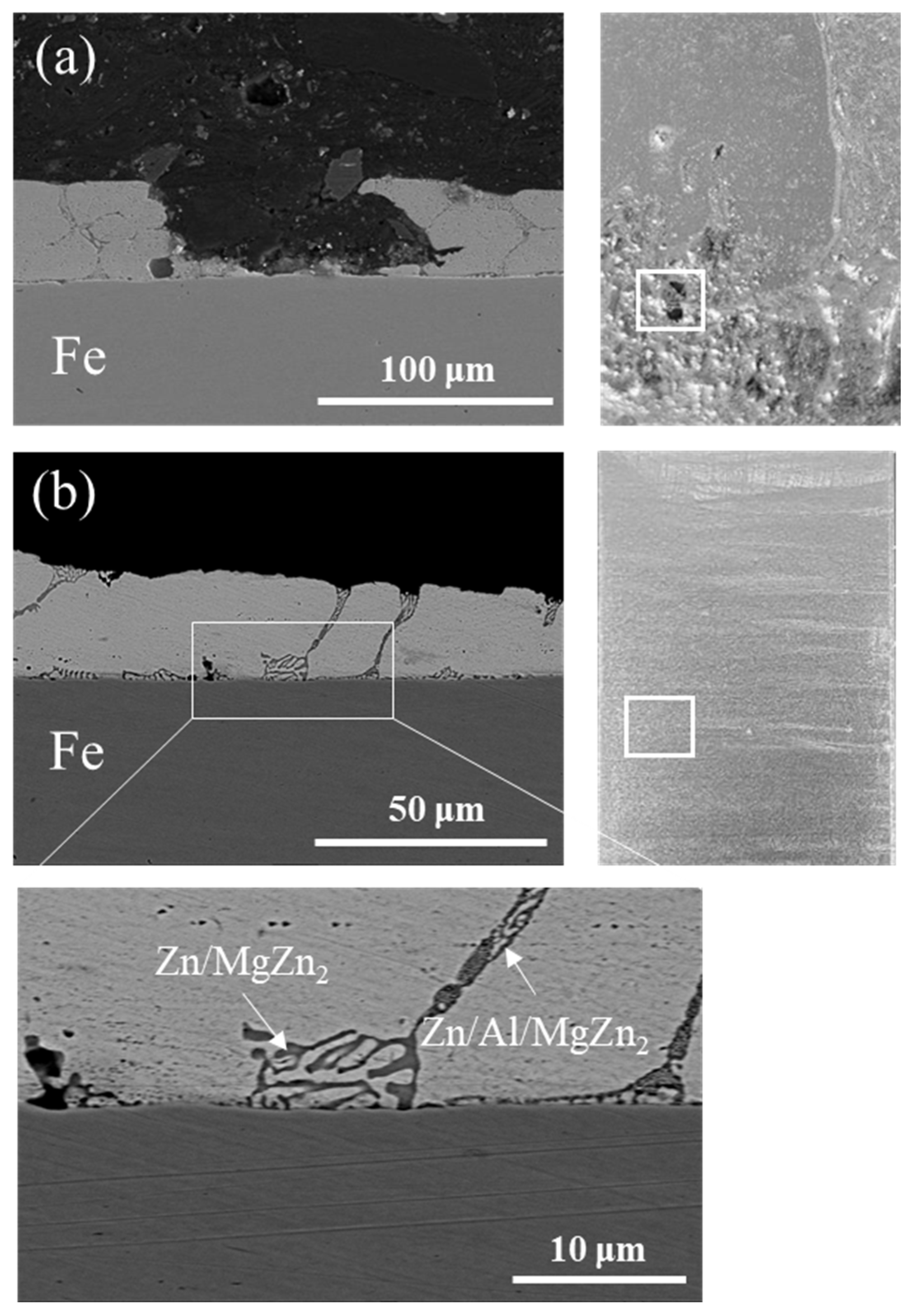
From the surface evaluation, the SF30 sample exhibited the best results. Therefore, the properties of the NF and SF30 samples were investigated and compared in the subsequent experiments. SEM was used to analyze the cross-sectional microstructures of the samples. Secondary electron images of the hot-dipped samples are shown in Figure 2. The NF sample (Figure 2a) shows the presence of a bare spot (i.e., region without coating on the substrate). The coating defects can be attributed to the failure to form a stable inhibition layer of Fe2Al5, which marks the poor reactivity between the steel and molten metal. This poor reactivity is further confirmed by the EPMA results. The SnCl2 flux (Figure 2b) facilitates the formation of a stable interface layer, thereby achieving a uniform Zn–1Mg–1Al alloy coating layer.
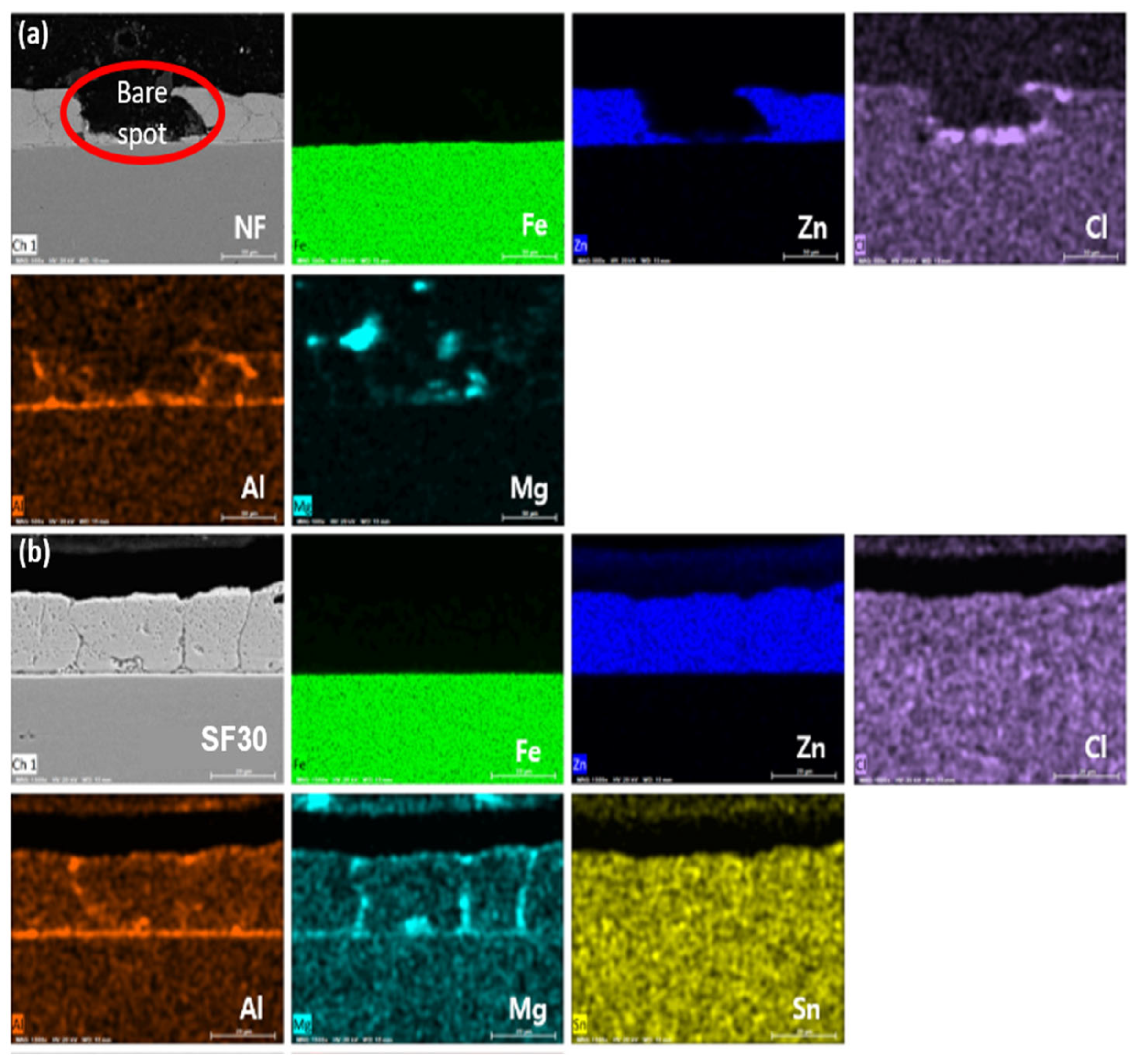
The phase formation behavior of the coatings was analyzed using EPMA, and the respective phase maps are shown in Figure 3. The bare spot region shows high concentrations of Al and Cl at the coating interface and substrate. The formation of the Al/Cl compound at the interface is expected to promote the formation of bare spots. In contrast, in the SF30 sample, Cl was not present at the interface, confirming the absence of the Al/Cl compound. Al was uniformly distributed throughout the interface, which promoted the formation of a stable Fe2Al5 inhibition layer. The increased SnCl2 in the flux might have promoted the alloying reaction between the steel substrate and molten alloy coating. The absence of Sn in the coating layer confirms the complete decomposition of the SnCl2 flux.
When Mg and Al were added to the Zn bath, MgZn2, Mg2Zn11, and Al phases were formed alone or in a combined eutectic phase in addition to the Zn phase during the solidification process [10]. The main phase consists of primary Zn and single-phase Al and binary (Zn–MgZn2) and ternary eutectic phases (Zn–MgZn2–Al). Figure 4 shows the ternary phase diagram and solidification behavior of the Zn–Mg–Al alloy system analyzed using FactSage [21,22] and the FTlite database. The position of the Zn–1Mg–1Al coating composition is indicated in the ternary phase diagram of Zn–Mg–Al (Figure 4a). In the mixed eutectic phase Zn–MgZn2 and Al were formed after primary Zn was formed during solidification. Figure 4b shows the transformation behavior from a liquid to solid phase when the Zn–1Mg–1Al composition was solidified from 480 °C to room temperature. Primary Zn was crystallized from approximately 400 °C. Subsequently, the MgZn2 intermetallic compound was solidified at 350 °C to form a Zn–MgZn2 binary eutectic phase. Finally, the remaining coating solution was solidified as a Zn–MgZn2–Al ternary eutectic phase at 340 °C. The phase fraction of the eutectic phase containing Mg and Al is approximately 8%, which is consistent with the SEM data in Figure 2b. The presence of various phases in the coated layer is confirmed using XRD, as shown in Figure 5.
3.3. Thermal Decomposition of the NF and SF30 Samples
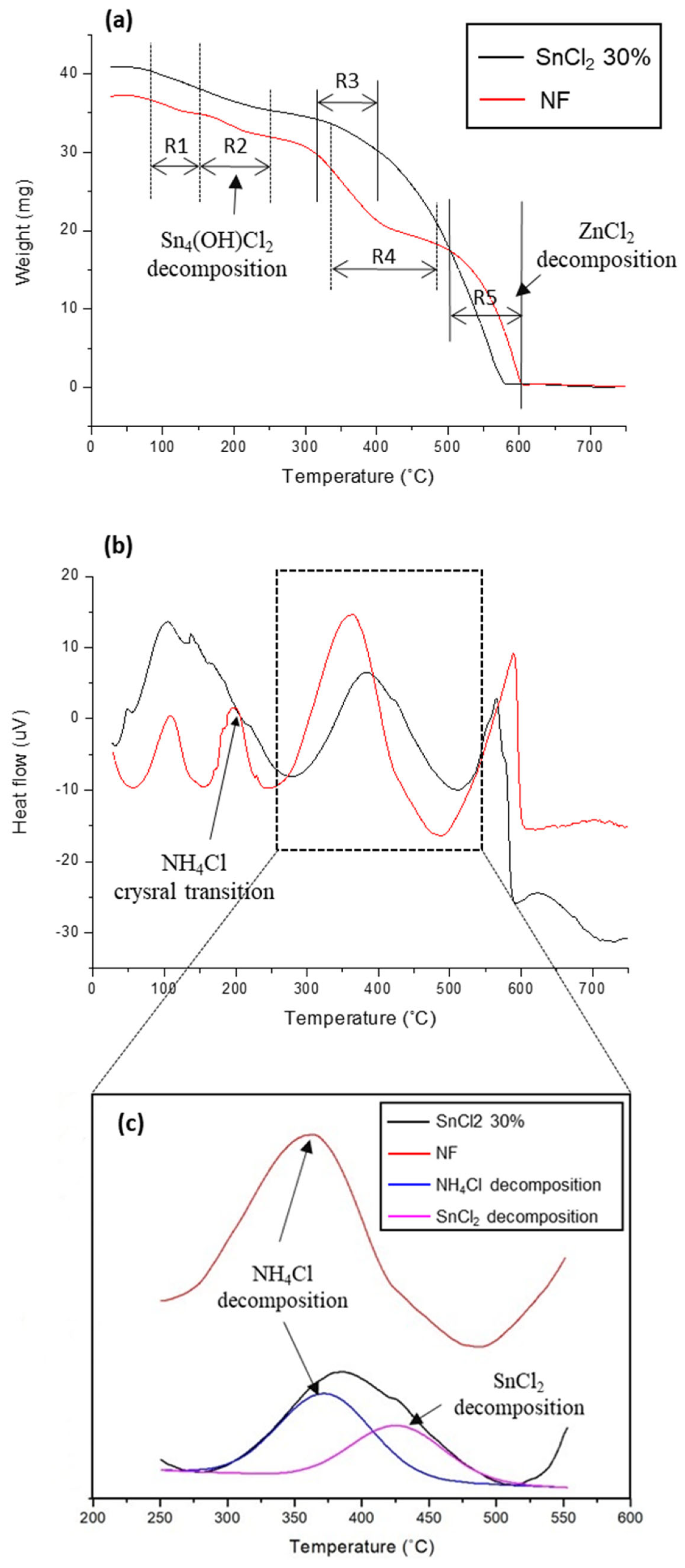
The thermal decomposition behavior of the NF and SF30 fluxes was studied using TG-DTA, as shown in Figure 6. As both fluxes are hygroscopic, moisture evaporation lowered their weight in the temperature range 100–150 °C (R1), as confirmed by the endothermic peak of the DTA curve. A fast weight loss occurred in the NF flow at 310–400 °C, which is the ammonium chloride decomposition temperature range (R3). Weight reduction slowed after ammonium chloride decomposition in the coating bath at 400–500 °C and was further slowed above 500 °C. Finally, the flux decomposition was completed at 600 °C. Meanwhile, for the SF30 flux, an additional decomposition behavior of tin chloride was observed at 340–460 °C, which is the decomposition temperature for ammonium chloride (R4). The endothermic peak of the DTA curve overlapped, and the deconvolution of the peak was achieved, as shown in Figure 6c. Unlike NF, the weight reduction was continuous in the coating bath temperature range 400–500 °C due to the decomposition of SnCl2, which continued until the end of the flux decomposition. Therefore, SF30 decomposed at a lower temperature than NF. From the experimental results, the SnCl2 addition to the flux promoted the decomposition of the flux in contact with the molten metal, thereby improving the wettability of the molten metal and suppressing the residual Al/Cl compound formation in the coating layer.
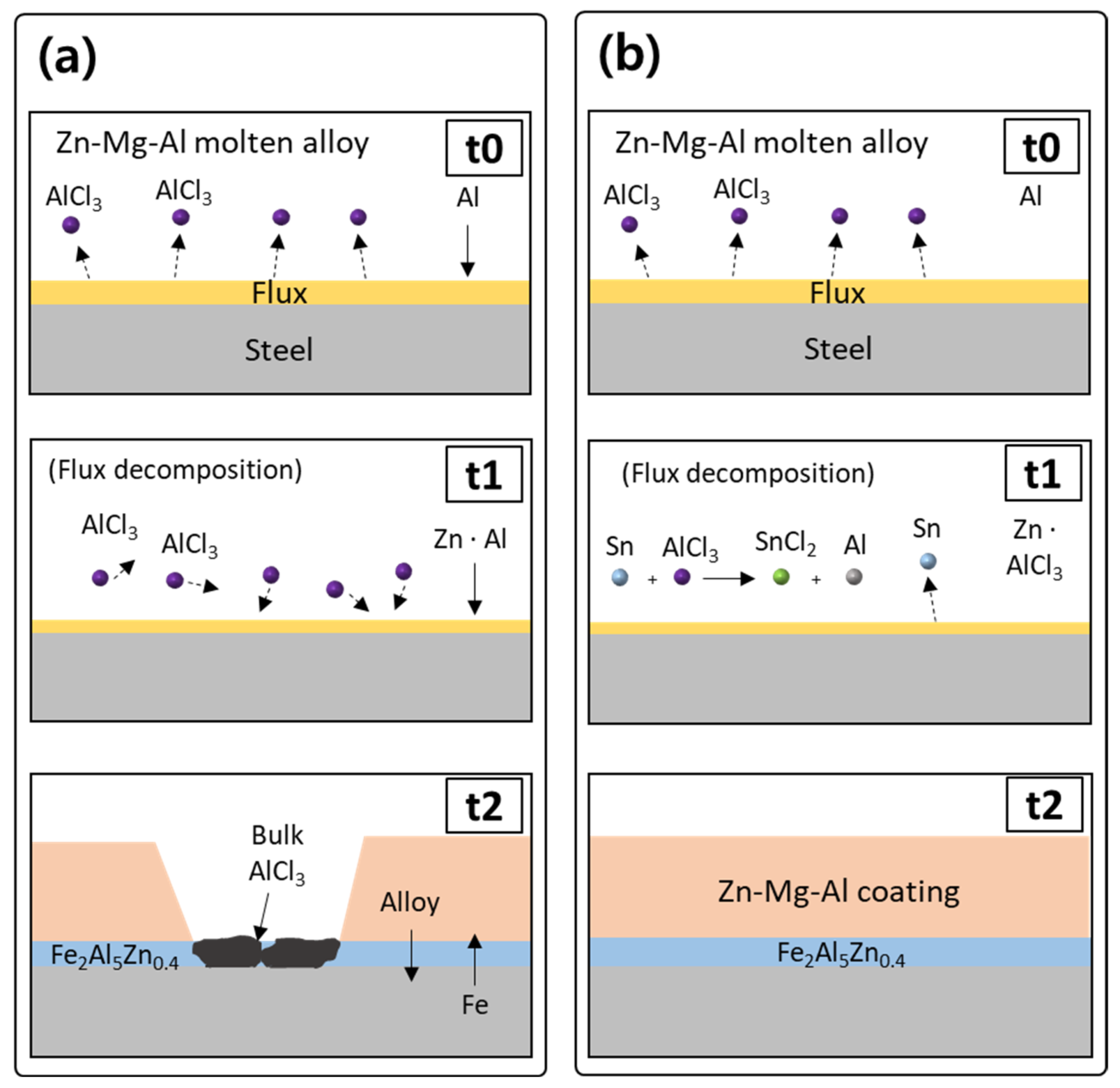
For the NF sample, Al present in the Zn–1Mg–1Al molten alloy reacted with the flux to form the Al/Cl compound (t0, Figure 7a) [14].
6NH4Cl + 2Al → 2AlCl3 + 6NH3 + 3H2
3ZnCl2 + 2Al → 2AlCl3 + 3Zn
The formation of AlCl3 depletes the flux (t1, Figure 7a), incorporates it into the coating layer, and fosters the coating defects (t2, Figure 7a) (i.e., deterioration of the coating characteristics), as shown in the EPMA results (Figure 3a). Meanwhile, in the SF samples, SnCl2 was reduced to Sn by reacting with Zn, according to the following reactions:
SnCl2 + Zn → ZnCl2 + Sn
3Sn + 2AlCl3 → 3SnCl2 + 2Al
The reduced Sn underwent a substitution reaction with AlCl3 to form SnCl2 (t1, Figure 7b). The thermodynamic properties for reaction (4) were calculated. The change in enthalpy (ΔH) was −346.28 kJ/mol (exothermic), and the change in entropy (ΔS) was 7.74 J/mol·K (i.e., increased entropy). Therefore, the Gibbs free energy change (ΔG) at 753 K can be calculated as −352.1 kJ/mol, which indicates the spontaneous Sn substitution reaction at the pot temperature. Consequently, the AlCl3 compound, which caused defects, was removed. Therefore, after complete flux decomposition, the Zn–1Mg–1Al molten alloy reacted with the steel substrate, promoting the formation of the Fe–Al inhibition layer at the interface (t2, Figure 7b), resulting in the formation and growth of a defect-free hot-dipped alloy coating layer. This plausible mechanism of the hot-dipped alloy coating formation for the NF and SF30 samples is schematically represented in Figure 7.
3.4. Adhesion Test
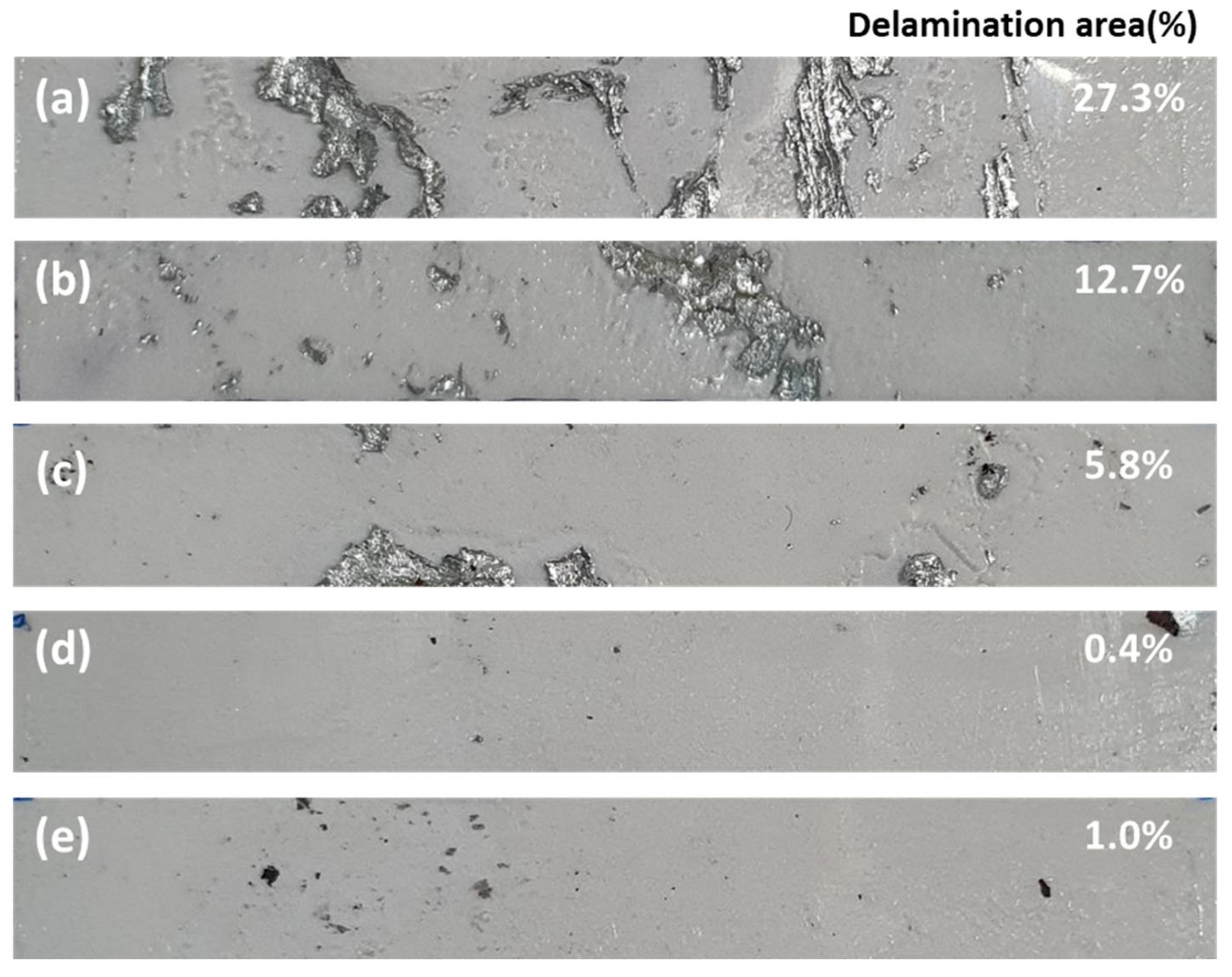
The adhesion of the hot-dipped Zn–1Mg–1Al alloy coating was evaluated based on the amount of coating delaminated from the bent surface and attached to the scotch tape. The LOM images of the scotch tape and peeled coating percentages are shown in Figure 8. The delamination area of 27.3% for the NF sample can be attributed to the non-dissociation of the flux, which promotes the AlCl3 compound formation at the interface. In contrast, minimal delamination was observed on the coating of the SF30 sample (0.4%), which indicates the dissociation of the flux (no residual flux). This promoted the interdiffusion of Fe and Al to form a stable inhibition layer at the interface, thereby increasing the adhesion of the coating [14].
3.5. Corrosion Test
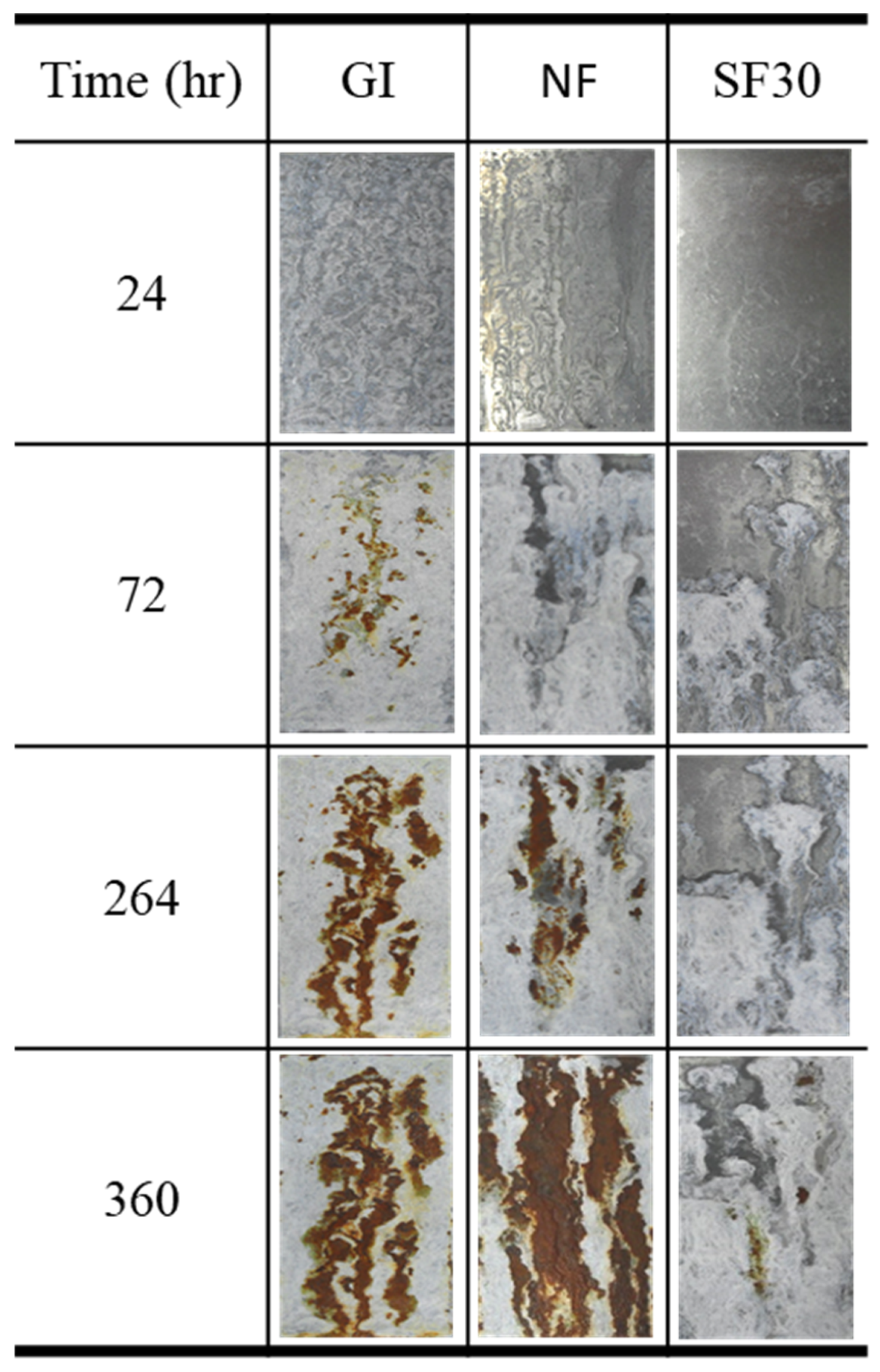
Figure 9 shows the surface changes in the samples according to the salt-spray time. Based on 5% of the surface area of the red rust, GI developed red rust after 70 h. For the NF sample, the occurrence time of red rust (170 h) was slower than that of the GI specimen. However, the red rust area increased rapidly owing to the surface defects, such as bare spots. The red rust occurrence time of SF30 was >500 h, demonstrating its excellent corrosion resistance, which was approximately eight times higher than that of GI. A high-quality Zn–1Mg–1Al alloy layer was formed using the SnCl2-added flux, and Mg2+ and Al2+ cations dissolved from the intermetallic compounds, such as Zn/MgZn2 and Zn/Al/MgZn2, in the coating layer precipitated in the cathode region on the surface of the coating layer to form dense and stable corrosion products (e.g., Simonkolleite).
4. Conclusions
In this study, we investigated the effects of the conventional flux (ZnCl2:NH4Cl) for hot-dip galvanization and developed a new flux that improved the coating properties of Zn–Mg–Al ternary alloy coatings on steel sheets. The coating quality depends on the surface preparation techniques and utilization of a suitable flux for the alloy composition. The conclusions drawn from this study are: The conventional flux usage for the Zn–Mg–Al alloy coating deteriorated the coating quality by forming coating defects owing to the formation of AlCl3 compounds. The addition of approximately 30 wt.% SnCl2 fostered the best coating surface quality owing to the complete decomposition of the flux during hot dipping. SnCl2 in the flux eliminated the AlCl3 residues in the coating by a spontaneous substitution reaction at the bath temperature, as confirmed by the thermodynamic calculations. Therefore, the complete flux decomposition enhanced the wettability of the molten metal on the steel substrate, which promoted the formation of a stable inhibition layer with superior coating adhesion.
Author Contributions
Conceptualization, M.-S.O.; methodology, K.-y.K.; software, M.-S.O.; validation, S.G.; investigation, K.-y.K.; data curation, M.-S.O.; writing—original draft preparation, S.G.; writing—review and editing, M.-S.O. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the [National Research Foundation of Korea (NRF)] grant funded by the Korea Government (Ministry of Science and ICT) [No. 2022R1A2C1008972]. This work was also supported by the Technology Innovation Program (20012941, 20016850) funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea). This work was also supported in part by the Technology Development Program (S3160560) funded by the Ministry of SMEs and Startups (MSS, Korea).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shih, H.C.; Hsu, J.W.; Sun, C.N.; Chung, S.C. The Lifetime Assessment of Hot-Dip 5% Al-Zn Coatings in Chloride Environments. Surf. Coatings Technol. 2002, 150, 70–75. [Google Scholar] [CrossRef]
- Pistofidis, N.; Vourlias, G.; Konidaris, S.; Pavlidou, E.; Stergiou, A.; Stergioudis, G. Microstructure of Zinc Hot-Dip Galvanized Coatings Used for Corrosion Protection. Mater. Lett. 2006, 60, 786–789. [Google Scholar] [CrossRef]
- Lee, J.W.; Oh, S.Y.; Park, B.; Oh, M.S.; Kim, S.J. Corrosion Behaviors of the Eutectic Structure in Zn-Al-Mg Alloy Coated Steel in Chloride Containing Aqueous Environment. J. Korean Inst. Met. Mater. 2020, 58, 610–616. [Google Scholar] [CrossRef]
- Marder, A.R. The Metallurgy of Zinc-Coated Steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Amadeh, A.; Pahlevani, B.; Heshmati-Manesh, S. Effects of Rare Earth Metal Addition on Surface Morphology and Corrosion Resistance of Hot-Dipped Zinc Coatings. Corros. Sci. 2002, 44, 2321–2331. [Google Scholar] [CrossRef]
- Sjoukes, F. Chemical Reactions in Fluxes for Hot Dip Galvanizing. Anti-Corros. Methods Mater. 1990, 37, 12–14. [Google Scholar] [CrossRef]
- Pistofidis, N.; Vourlias, G.; Konidaris, S.; Pavlidou, E.; Stergioudis, G.; Tsipas, D. The Effect of Preflux Bath Additives on the Morphology and Structure of the Hot-Dip Galvanized Coatings. Cryst. Res. Technol. 2006, 41, 759–765. [Google Scholar] [CrossRef]
- Cook, T.H. Composition, Testing, and Control of Hot Dip Galvanizing Flux. Met. Finish. 2003, 101, 22–35. [Google Scholar] [CrossRef]
- Lee, J.W.; Park, B.R.; Oh, S.Y.; Yun, D.W.; Hwang, J.K.; Oh, M.S.; Kim, S.J. Mechanistic Study on the Cut-Edge Corrosion Behaviors of Zn-Al-Mg Alloy Coated Steel Sheets in Chloride Containing Environments. Corros. Sci. 2019, 160, 108170. [Google Scholar] [CrossRef]
- Oh, M.S.; Kim, S.H.; Kim, J.S.; Lee, J.W.; Shon, J.H.; Jin, Y.S. Surface and Cut-Edge Corrosion Behavior of Zn-Mg-Al Alloy-Coated Steel Sheets as a Function of the Alloy Coating Microstructure. Met. Mater. Int. 2016, 22, 26–33. [Google Scholar] [CrossRef]
- Schuerz, S.; Fleischanderl, M.; Luckeneder, G.H.; Preis, K.; Haunschmied, T.; Mori, G.; Kneissl, A.C. Corrosion Behaviour of Zn-Al-Mg Coated Steel Sheet in Sodium Chloride-Containing Environment. Corros. Sci. 2009, 51, 2355–2363. [Google Scholar] [CrossRef]
- Du, A.; Huo, Y.; Hu, J. Study of Fluxing Process for Hot Dipping Galfan Alloy on Steel Wire. Adv. Mater. Res. 2012, 433–440, 111–115. [Google Scholar]
- Manna, M. Effect of Fluxing Chemical: An Option for Zn-5wt.%Al Alloy Coating on Wire Surface by Single Hot Dip Process. Surf. Coatings Technol. 2011, 205, 3716–3721. [Google Scholar] [CrossRef]
- Liu, T.; Ma, R.; Fan, Y.; Du, A.; Zhao, X.; Wen, M.; Cao, X. Effect of Fluxes on Wettability between the Molten Galfan Alloy and Q235 Steel Matrix. Surf. Coat. Technol. 2018, 337, 270–278. [Google Scholar] [CrossRef]
- Rocha, L.A.; Barbosa, M.A. Microstructure, Growth Kinetics, and Corrosion Resistance of Hot-Dip Galvanized Zn-5% Al Coatings. Corrosion 1991, 47, 536–541. [Google Scholar] [CrossRef]
- Utigard, T.A.; Friesen, K.; Roy, R.R.; Lim, J.; Silny, A.; Dupuis, C. The Properties and Uses of Fluxes in Molten Aluminum Processing. Jom 1998, 50, 38–43. [Google Scholar] [CrossRef]
- Leychkis, D.; Zervoudis, J. Flux and Process for Hot Dip Galvanization. US Patent 7,811,389B2, 21 June 2007. [Google Scholar]
- Shawki, S.; Hamid, Z.A. Effect of Aluminium Content on the Coating Structure and Dross Formation in the Hot-Dip Galvanizing Process. Surf. Interface Anal. 2003, 35, 943–947. [Google Scholar] [CrossRef]
- Gao, L.; Li, Z.; Kuang, X.; Yin, F.; Ji, H. Formation of Periodic Layered Structure during Hot-Dip Galvanizing in Al-Zn-Mg Bath. Surf. Coat. Technol. 2016, 304, 306–315. [Google Scholar] [CrossRef] [Green Version]
- Xie, Y.; Du, A.; Zhao, X.; Ma, R.; Fan, Y.; Cao, X. Effect of Mg on Fe–Al Interface Structure of Hot–Dip Galvanized Zn–Al–Mg Alloy Coatings. Surf. Coat. Technol. 2018, 337, 313–320. [Google Scholar] [CrossRef]
- Bale, C.W.; Chartrand, P.; Degterov, S.A.; Eriksson, G.; Hack, K.; Ben Mahfoud, R.; Melançon, J.; Pelton, A.D.; Petersen, S. FactSage Thermochemical Software and Databases. Calphad 2002, 26, 189–228. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; Pelton, A.D.; et al. FactSage Thermochemical Software and Databases - Recent Developments. Calphad Comput. Coupling Phase Diagr. Thermochem. 2009, 33, 295–311. [Google Scholar] [CrossRef]
Figure 1.
Surface of the samples before and after hot dipping with the respective flux compositions.
Figure 1.
Surface of the samples before and after hot dipping with the respective flux compositions.

Figure 2.
Cross-sectional images of (a) NF and (b) SF30 samples.

Figure 3.
EPMA phase maps of the (a) NF and (b) SF30 samples of the elements marked at the bottom of the map.
Figure 3.
EPMA phase maps of the (a) NF and (b) SF30 samples of the elements marked at the bottom of the map.

Figure 4.
(a) Phase diagram (Zn: 85%–100%, Mg and Al: 0%–15%) and (b) solidification behaviors of the Zn–1 wt.% Mg–1 wt.% Al composition (Liquid → Solid).
Figure 4.
(a) Phase diagram (Zn: 85%–100%, Mg and Al: 0%–15%) and (b) solidification behaviors of the Zn–1 wt.% Mg–1 wt.% Al composition (Liquid → Solid).

Figure 5.
XRD of the SF30 sample with the Zn, MgZn2, and Al phases.

Figure 6.
(a) TGA and (b) DTA curves showing the thermal decomposition behavior of the fluxes for high-quality coatings with improved adhesion. (c) Deconvolution of the SF30 DTA curve.
Figure 6.
(a) TGA and (b) DTA curves showing the thermal decomposition behavior of the fluxes for high-quality coatings with improved adhesion. (c) Deconvolution of the SF30 DTA curve.

Figure 7.
Schematic of the hot-dipped Zn–1Mg–1Al alloy coating formation: (a) NF and (b) SF30 samples; t0—time at which the fluxed steel is dipped into the bath, t1—time at decomposition of flux, and t2—after coating solidification.
Figure 7.
Schematic of the hot-dipped Zn–1Mg–1Al alloy coating formation: (a) NF and (b) SF30 samples; t0—time at which the fluxed steel is dipped into the bath, t1—time at decomposition of flux, and t2—after coating solidification.

Figure 8.
T-bending test images of the Zn–1Mg–1Al hot-dip-coated steel with respect to the flux composition: (a) normal flux, (b) 10% SnCl2, (c) 20% SnCl2, (d) 30% SnCl2, and (e) 40% SnCl2.
Figure 8.
T-bending test images of the Zn–1Mg–1Al hot-dip-coated steel with respect to the flux composition: (a) normal flux, (b) 10% SnCl2, (c) 20% SnCl2, (d) 30% SnCl2, and (e) 40% SnCl2.

Figure 9.
Red rust formation in the GI and Zn–1Mg–1Al coatings with different flux compositions.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Composition of the commercial steel used in this study (wt.%).
| C | Mn | S | P | Si | Al | N | Fe |
|---|---|---|---|---|---|---|---|
| 0.140 | 0.300 | 0.010 | 0.015 | 0.025 | 0.030 | 0.004 | Bal. |
Table 2.
Flux compositions and sample designation.
| Sample Designation | Flux | Flux Composition (wt.%) | ||
|---|---|---|---|---|
| NH4Cl | ZnCl2 | SnCl2·H2O | ||
| NF | Normal Flux | 75.0 | 25.0 | - |
| SF10 | NF + 10% SnCl2 | 67.5 | 22.5 | 10.0 |
| SF20 | NF + 20% SnCl2 | 60.0 | 20.0 | 20.0 |
| SF30 | NF + 30% SnCl2 | 52.5 | 17.5 | 30.0 |
| SF40 | NF + 40% SnCl2 | 45.0 | 15.0 | 40.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kim, K.-y.; Grandhi, S.; Oh, M.-S. Improving the Coatability of Zn–Mg–Al Alloy on Steel Substrate by the Surface Pretreatment of SnCl2-Added Zinc Ammonium Chloride. Appl. Sci. 2023, 13, 950. https://doi.org/10.3390/app13020950
AMA Style
Kim K-y, Grandhi S, Oh M-S. Improving the Coatability of Zn–Mg–Al Alloy on Steel Substrate by the Surface Pretreatment of SnCl2-Added Zinc Ammonium Chloride. Applied Sciences. 2023; 13(2):950. https://doi.org/10.3390/app13020950
Chicago/Turabian StyleKim, Ki-yeon, Srinivasulu Grandhi, and Min-Suk Oh. 2023. "Improving the Coatability of Zn–Mg–Al Alloy on Steel Substrate by the Surface Pretreatment of SnCl2-Added Zinc Ammonium Chloride" Applied Sciences 13, no. 2: 950. https://doi.org/10.3390/app13020950
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.