
Analysis of the Influencing Factors of Grinding Uniformity under Three-Body Coupling Grinding Mode
Abstract
:1. Introduction
2. Comprehensive Performance Analysis of Precision Ball Grinding Modes in China and Foreign Countries
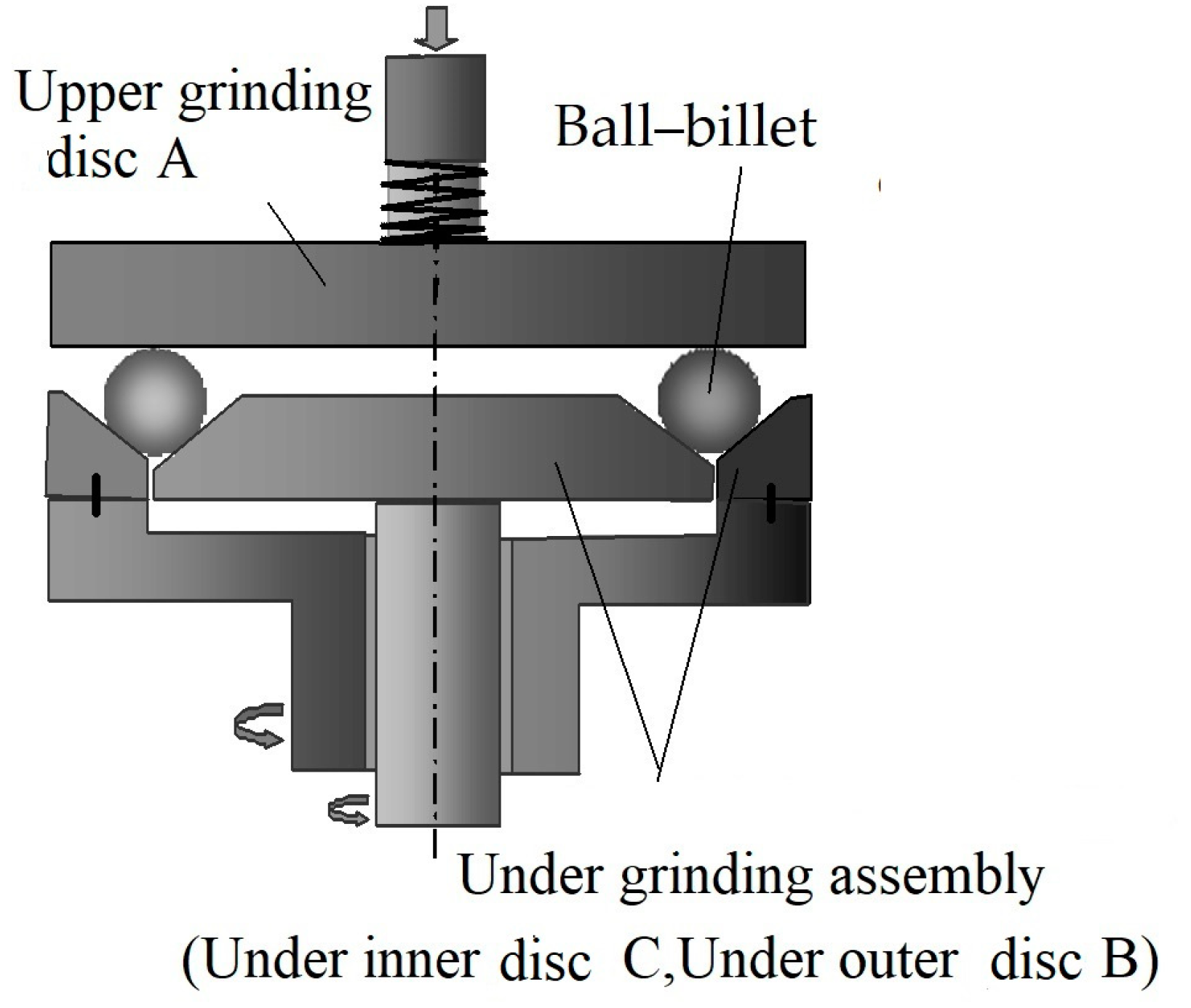
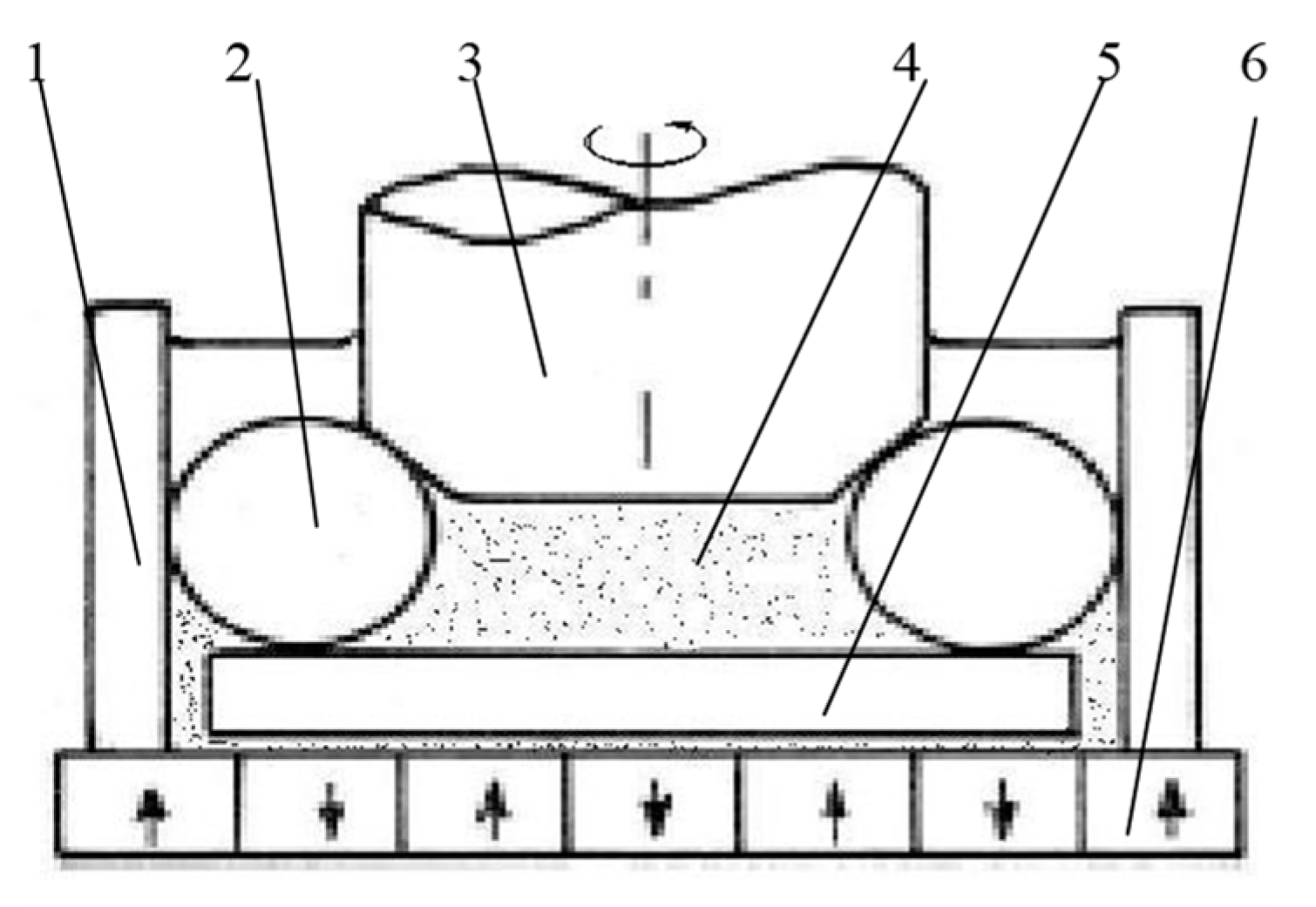
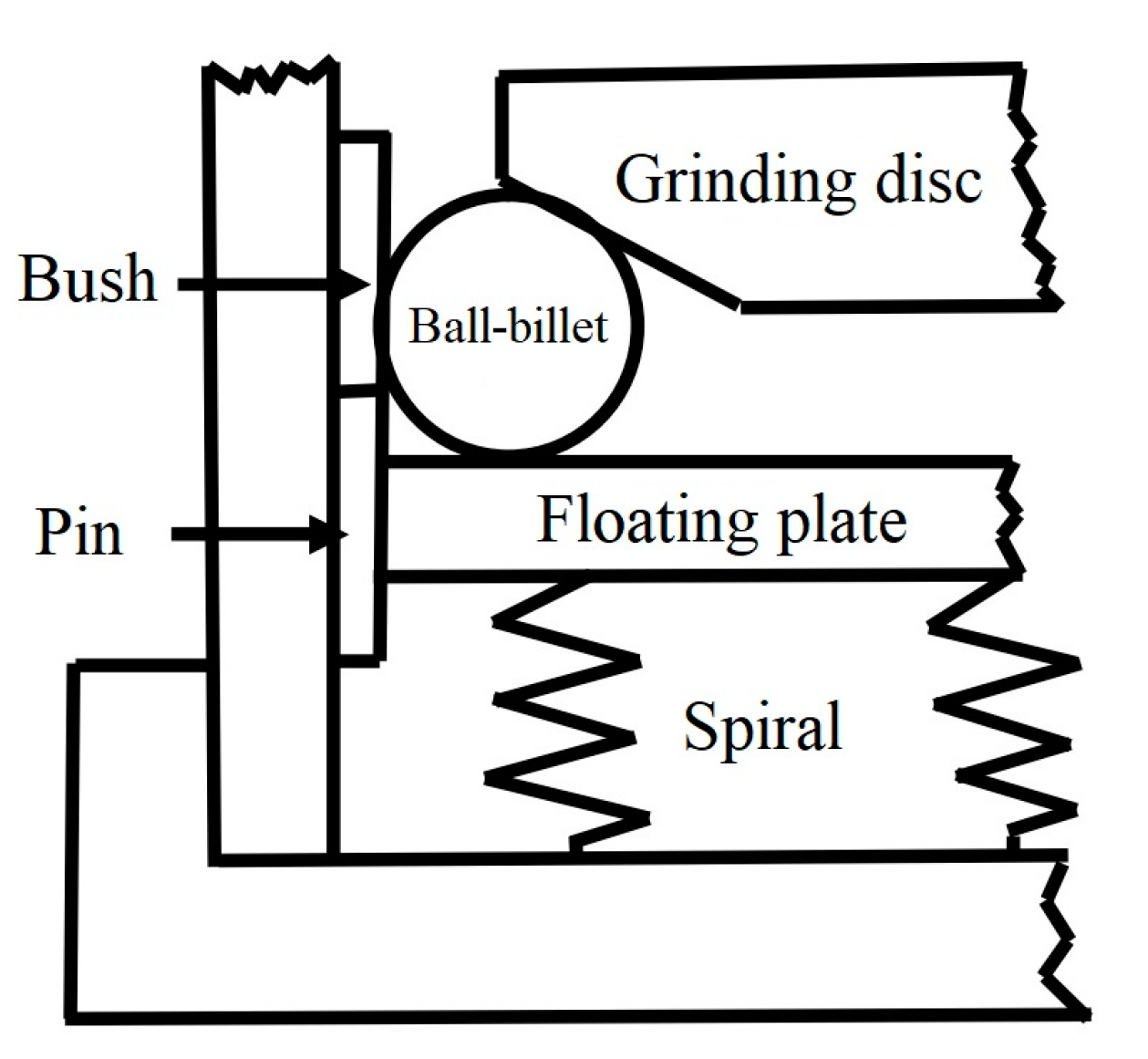
3. Balling Principle of the Three-Body Coupling Grinding Mode
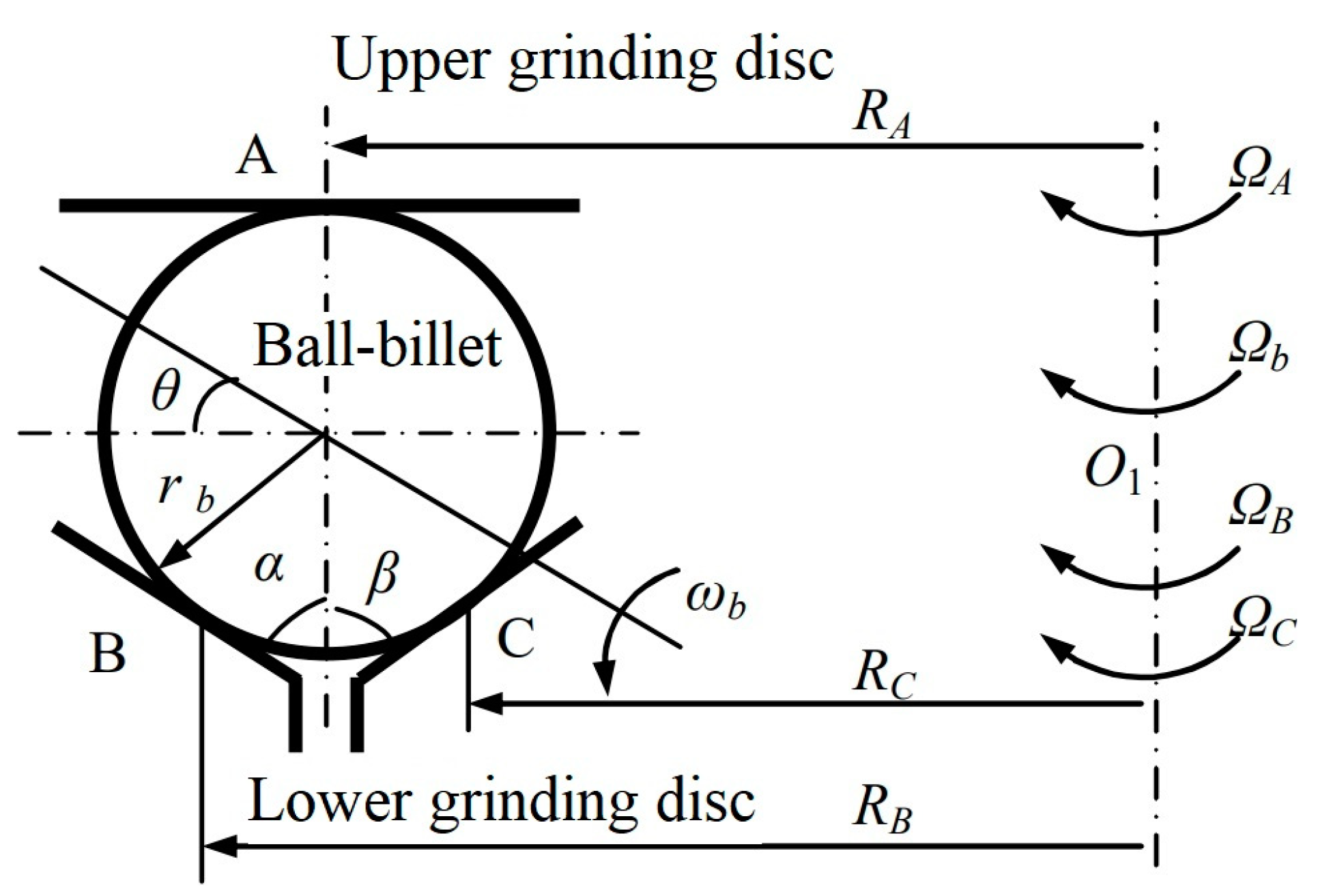
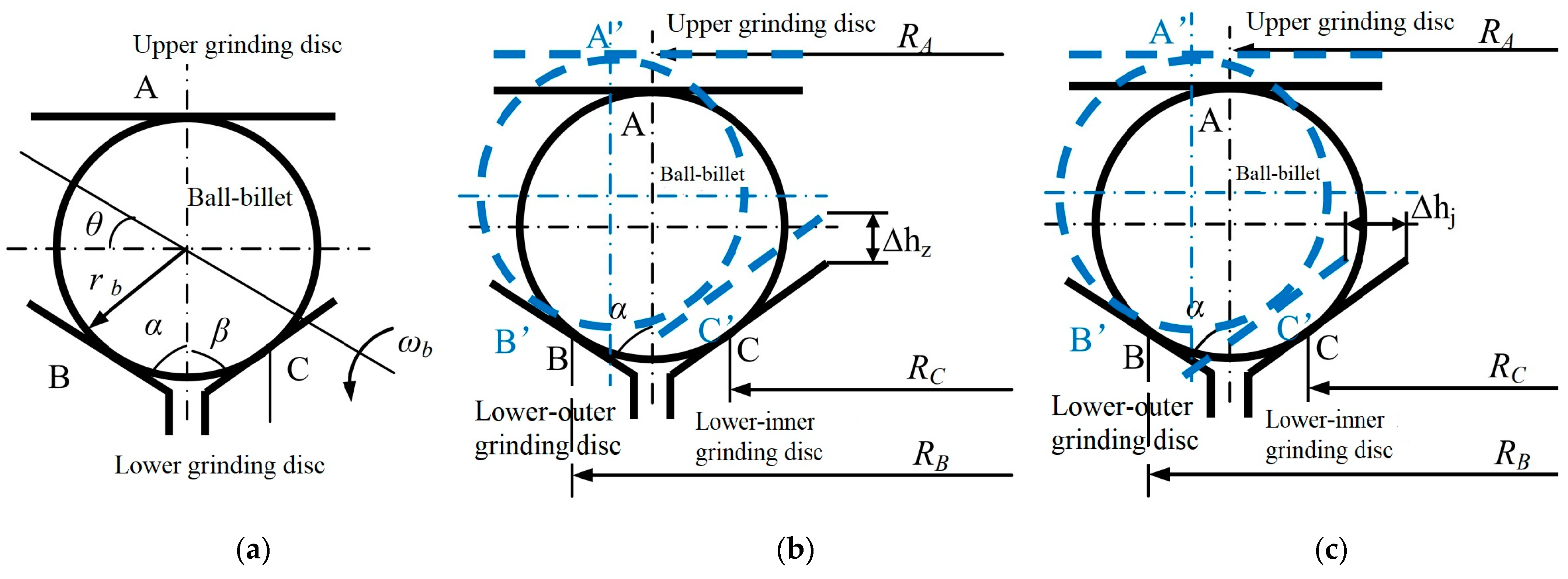
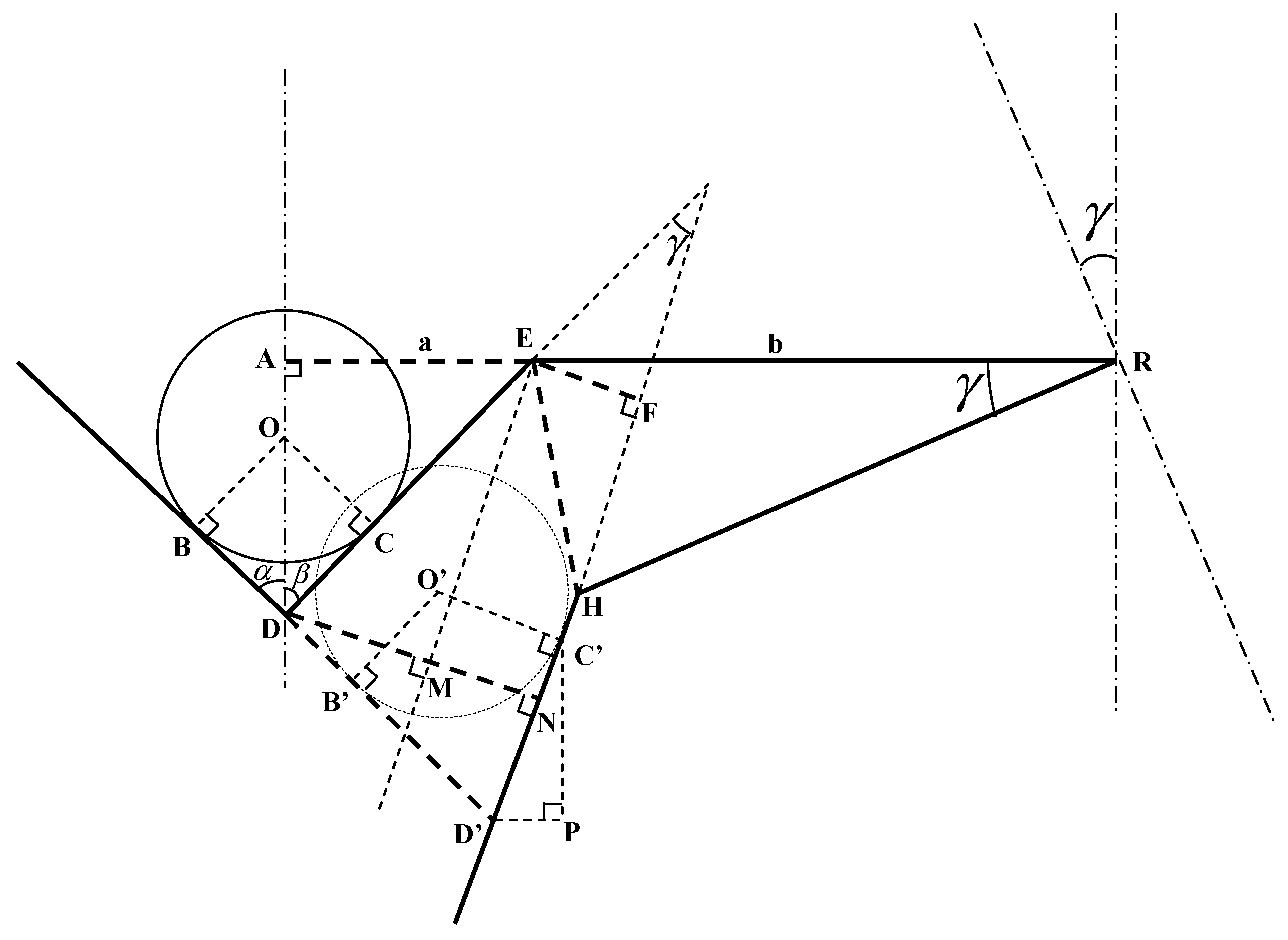
Geometric Motions of a Ball–Billet under the Three-Body Coupling Grinding Mode
4. Effects of Ball–Billet and Grinding Disc Slip on Rotating Angular Velocity
4.1. Relative Slip of the Ball–Billet with Inner and Outer Discs
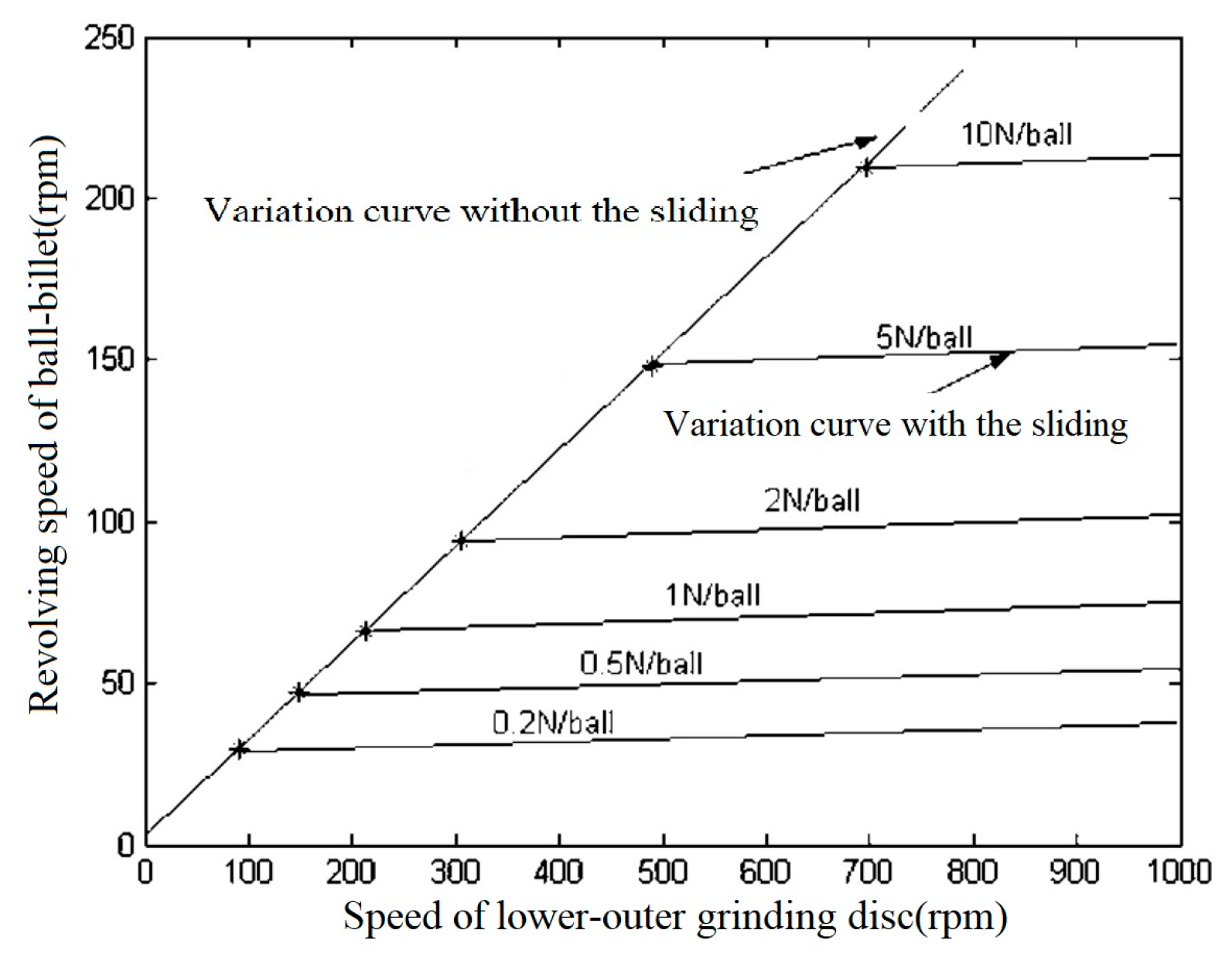
4.2. Relative Sliding between theBall–Billet and the Outer Disc
- (1)
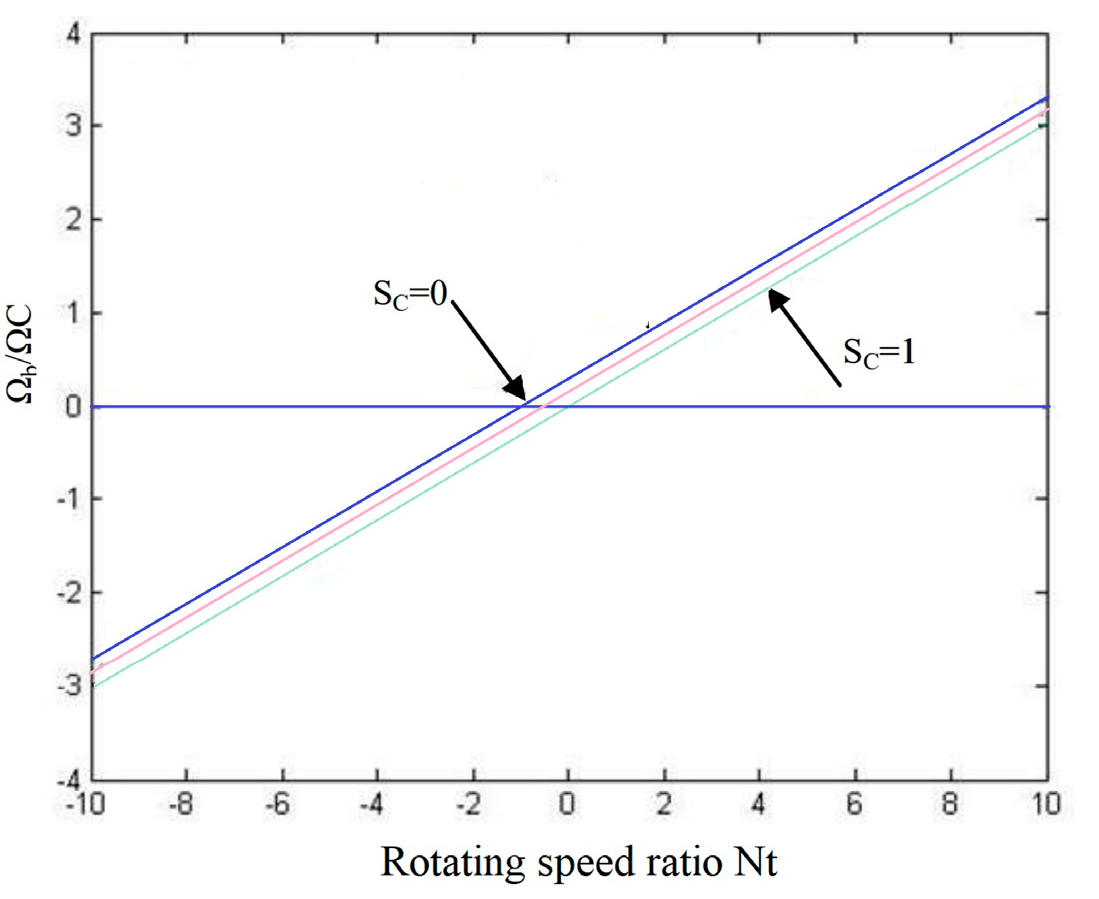
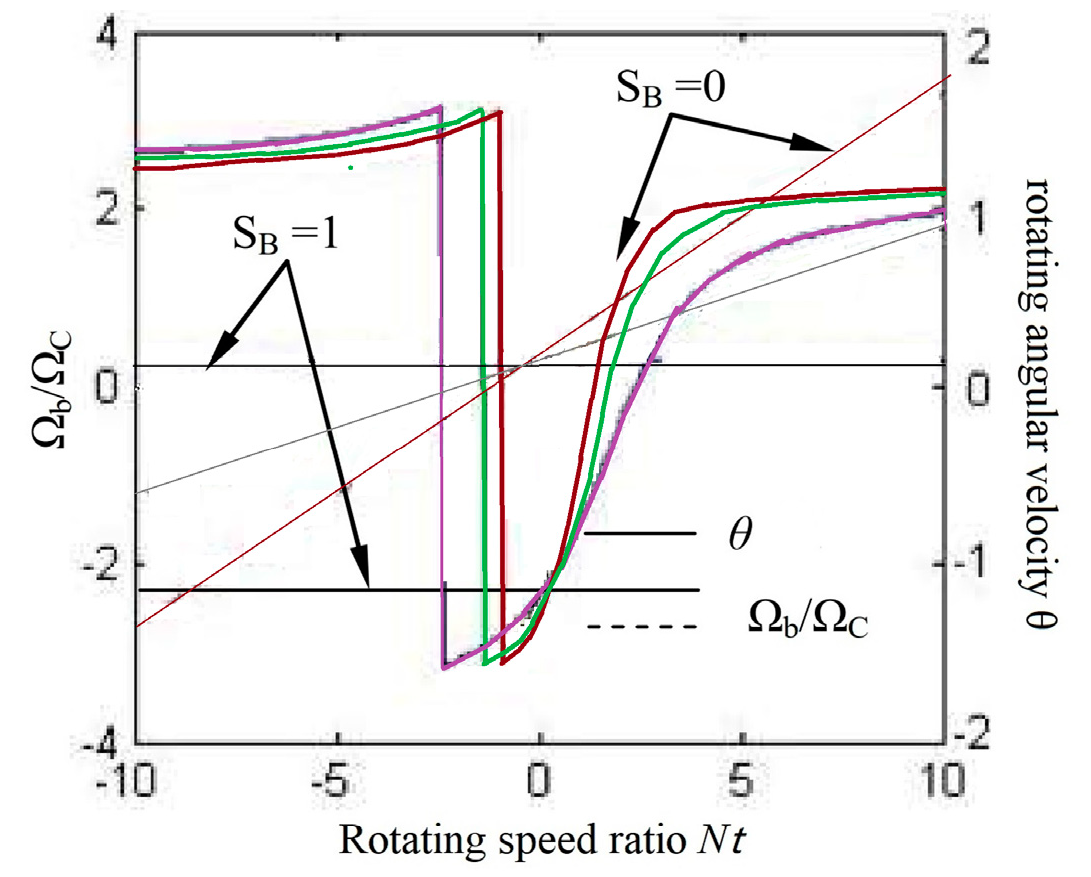
- With the increase in the sliding–friction ratio between the ball–billet and the outer disc (SB), the slope of the relation curve between and Nt decreases gradually. However, the intersection point between the relation curve and the y-axis is kept constant under different SB. When SB = 0, is a constant value. When SB ≠ 0, increases with the increase in Nt. This result demonstrates that when the rotating speed of the inner disc is constant, the revolving angular speed (Ωb) of the ball–billet may also increase with the increase in Nt. The variation of the revolving speed of the ball–billet is intensified with the decrease in SB;
- (2)
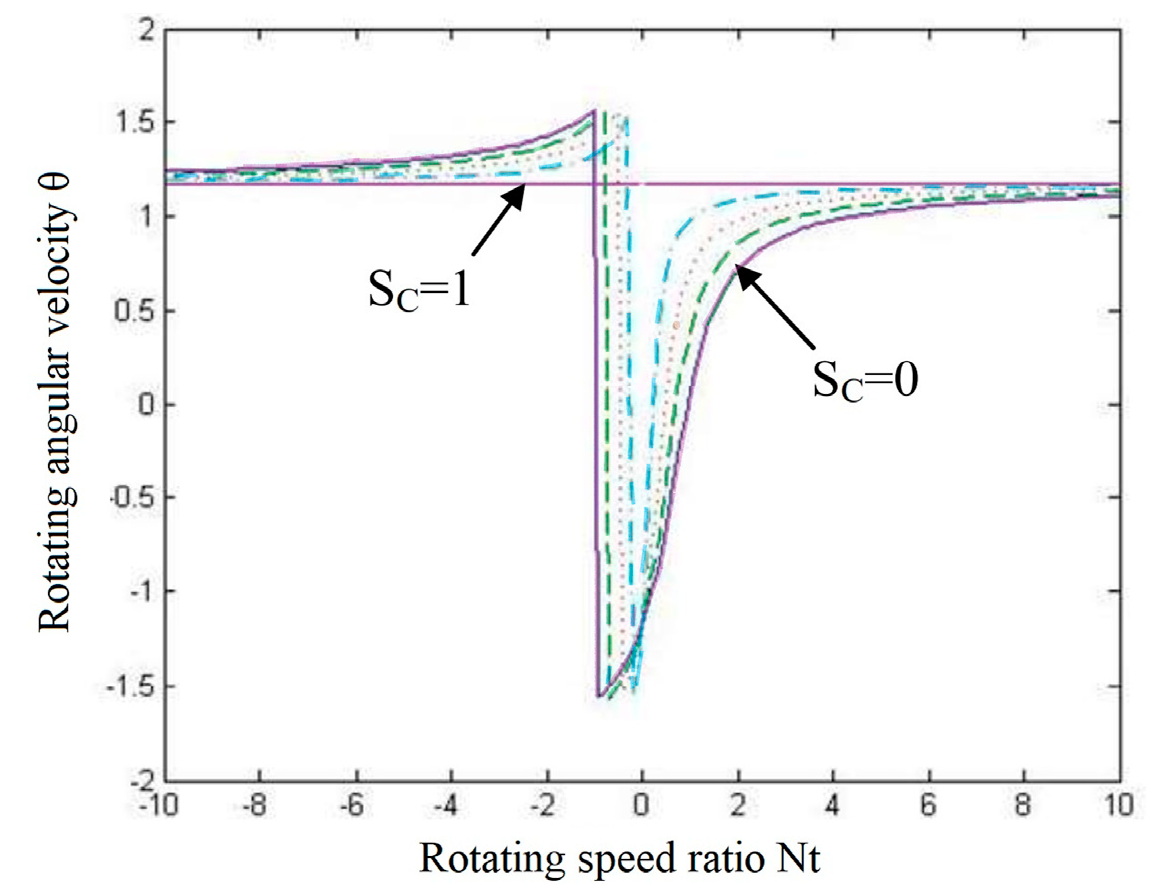
- With the reduction in SB, the ball–billet can realize the variation of rotating angular velocity within [−90°, 90°] in the relatively small variation range of Nt. When complete slippage occurs between the ball and the outer disc (SB = 1), the motion state of the ball–billet is completely determined by the inner disc, and θ is a constant value.
4.3. Critical Conditions of Relative Slippage Betweenthe Ball–Billet and the Grinding Discs
4.4. Motion Characteristics of Balls under the Sliding State
5. Effects of Mechanism Error on the Rotating Angular Velocity of the Ball
5.1. Establishing the ADAMS Numerical Simulation Model
- Ignore the corrosion of the grinding fluid or chemical reactions caused by friction during grinding;
- Ignore the material removal effect;
- A single ideal real ball is used as the analysis object;
- Rigid contact occurs between the ball and grinding discs without relative slippage.
5.2. Effects of Run-Out of Lower Grinding Disc
5.3. Effects of the Tilt of the Lower Grinding Disc
5.4. Effects of Orbital Geometric Accuracy
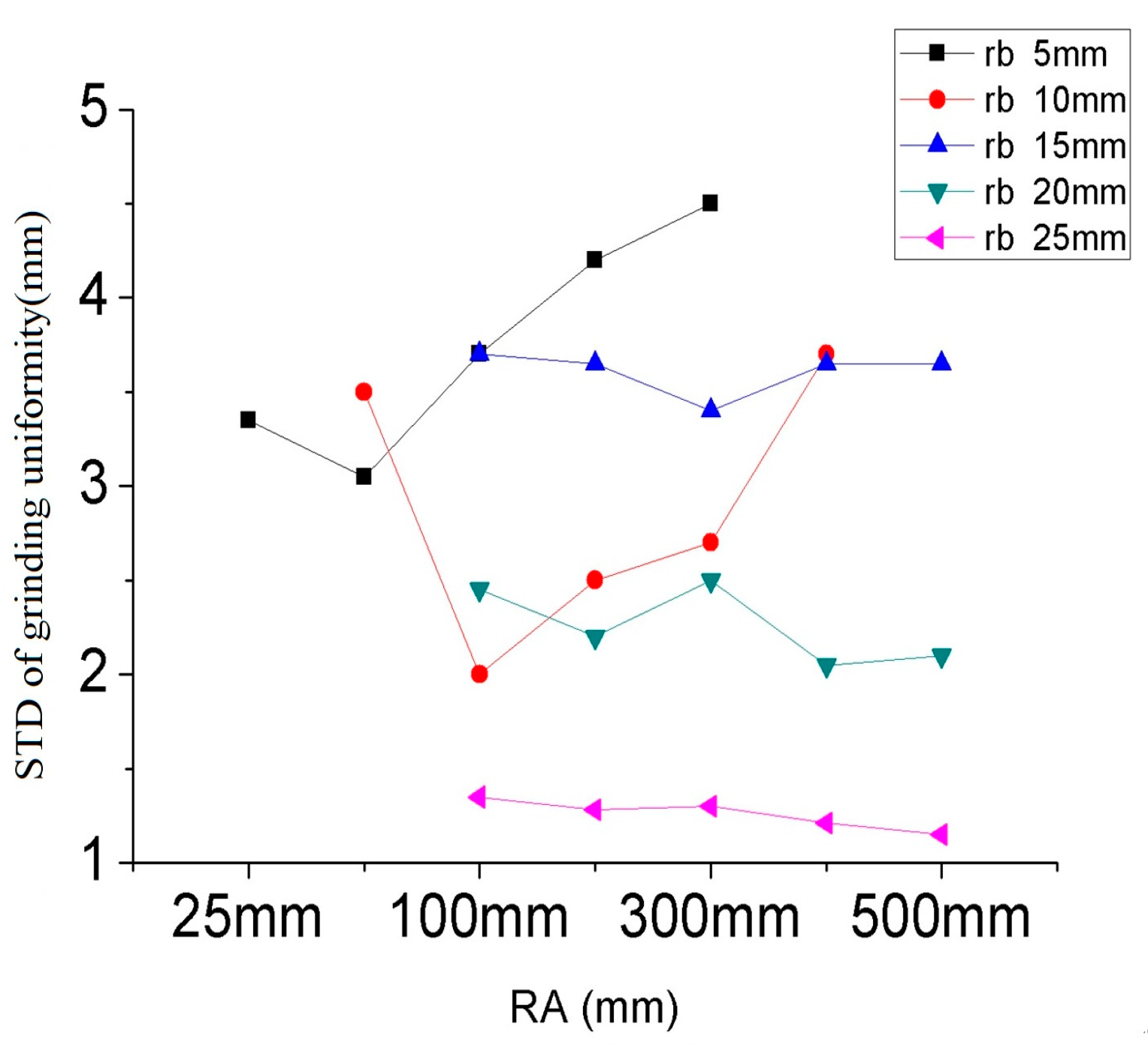
5.5. Effects of Inner Disc Diameter
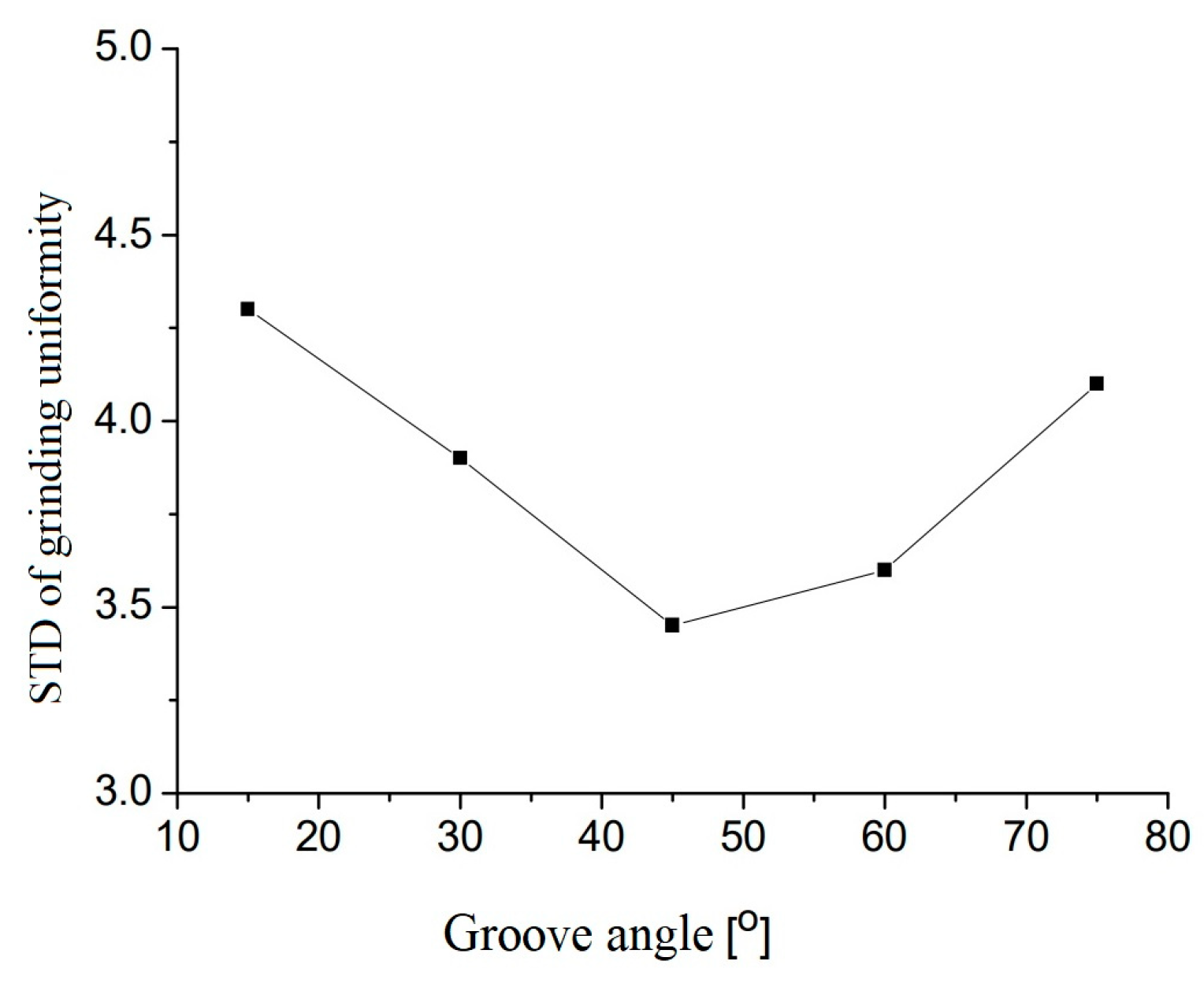
5.6. Effects of Groove Angle
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.J.; Tsai, J.C.; Hsu, Y.C. A real-time surface inspection system for precision steel balls based on machine vision. Meas. Sci. Technol. 2016, 27, 074010. [Google Scholar] [CrossRef]
- Hu, L.; Zha, J.; Zhao, W.H.; Peng, X.F.; Chen, Y.L. Multi-dimensional controllability analysis of precision ball bearing integrity. Adv. Manuf. 2022, 27, 449–452. [Google Scholar] [CrossRef]
- Zhang, K. Discussion on new Rolling Bearing of Japanese NSK. Bearings 2000, 9, 36–39. [Google Scholar]
- Maeda, Y. Development of high precision silicon nitride balls. Koyo Eng. J. 2001, 158E, 42–44. [Google Scholar]
- Wang, G.; Wang, Y. Research Progress on Ceramic Ball Bearing for Shaft of High-speed Digital Control Machine. Bearings 2003, 9, 41–59. [Google Scholar]
- Zhao, J.J.; Lin, M.X.; Song, X.C.; Guo, Q.Z.; Zhao, J.J.; Lin, M.X.; Song, X.C.; Guo, Q.Z. Analysis of the precision sustainability of the preload double-nut ball screw with consideration of the raceway wear. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2019, 234, 1530–1546. [Google Scholar] [CrossRef]
- Cheng, Q.; Qi, B.B.; Chu, H.Y.; Zhang, Z.L.; Liu, Z.F.; Zheng, J.G. The analysis on the influence of mixed sliding-rolling motion mode to precision degradation of ball screw. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 669–688. [Google Scholar] [CrossRef]
- Huang, B.W.; Kung, H.K. Variations of instability in a rotating spindle system with various bearings. Int. J. Mech. Sci. 2003, 45, 57–72. [Google Scholar] [CrossRef]
- Xiao, X.; Yan, Q.; Lin, H.; Jiao, J.; Liu, J. Research Progresses on Grinding and Polishing Technology of Silicon Nitride Ceramic Balls. J. Guangdong Univ. Technol. 2018, 6, 18–23. [Google Scholar]
- Guo, W.; Yuan, J.; Xiang, Z.; Zhou, F.; Lv, B.; Zhao, P. Spheroidal Machining Test Based on Variable Turning Curvature Grinding Method with Single Turntable. Surf. Technol. 2018, 7, 252–258. [Google Scholar]
- Guo, W.; Yuan, J.; Xiang, Z.; Lv, B.; Zhao, P.; Zhou, F. Experiment on process parameters for material removal of high-precision balls by spiral groove lapping plate. Electromech. Eng. 2018, 10, 1058–1062. [Google Scholar]
- Nie, L.; Zhao, X. Discussion on Steel Balling Conditions and Influencing Factors. Bearings 2001, 1, 16–18. [Google Scholar]
- Rascher, R. Technical Status and Development Trend of Grinding Steel Balls. Foreign Bear. 1992, 3, 38–42. [Google Scholar]
- Zhang, K.; Wang, H.; Sun, J. Research on Superfinishing Simulation and Test of Silicon Nitride Ceramic Ball Bearing Grooves. Ordnance Mater. Sci. Eng. 2019, 4, 49–54. [Google Scholar]
- Chen, B.; Wei, Z.; Li, B.; Wang, Z.; Wang, T. Research and Application Progresses of Silicon Nitride Ceramics in Four Fields. Silic. Bull. 2022, 4, 1404–1415. [Google Scholar]
- Su, B.; Sun, B.; Wang, Y.; Li, L.; Wan, L. Research on Wearing Characteristics of Aqueous Medium Silicon Nitride Full-ceramic Rolling Bearing. Bearings 2020, 3, 22–25. [Google Scholar]
- Su, B.; Xin, S.; Ma, Y.; Ding, P.; Zeng, Y. Dynamic Corrosion and Wearing Behaviors of Silicon Nitride Full-ceramic Rolling Bearing in Acid Aqueous Solution. Bearings 2020, 4, 38–42. [Google Scholar]
- Sun, H.; Cao, L.; Wang, Z. Frictional and Wearing Performances of Spark Plasma Sintering Silicon Nitride Ceramic Cutting Materials. Silic. Bull. 2019, 12, 3736–3742. [Google Scholar]
- Wei, C.; Li, Y.; Jiang, C.; Zhang, J.; Ding, P. Corrosion and Wearing Characteristics of Silicon Nitride Ceramics in Acid Medium Solution. Bearings 2019, 8, 22–25. [Google Scholar]
- Zhong, J.; Li, C.; Li, J.; Hua, G. Preparation and Characteristics of Silicon Carbide Enhanced Silicon Nitride Ceramic Composite Materials. Bearings 2019, 1, 36–40. [Google Scholar]
- Lv, B. Research on Ceramic Ball-based Dual-disk Grinding Mode and Balling Mechanism. Ph.D. Dissertation, Harbin Institute of Technology, Harbin, China, 2007. [Google Scholar]
- Xu, Q. Research on High-efficiency Grinding Technologies of Precision Ball Using Hard Materials. Ph.D. Thesis, Zhejiang University of Technology, Zhejiang, China, 2008. [Google Scholar]
- Yang, F. Research on Kinetic Characteristics of Balls under Dual Rotating Grinding Mode and Influencing Factors. Master’s Thesis, Zhejiang University of Technology, Zhejiang, China, June 2006. [Google Scholar]
- Tao, B.C. Speed Optimization and Process Experiment Research on the Dual Rotating Plates Lapping Mode of the Ceramic Balls. Master’s Thesis, Zhejiang University of Technology, Zhejiang, China, June 2006. [Google Scholar]
- Tang, K. Research on Balling Mechanism under Dual Rotating Grinding Mode. Master’s Thesis, Zhejiang University of Technology, Zhejiang, China, 2010. [Google Scholar]
- Chen, J. Research of Influences of Dual Rotating Balling Mechanism on Sphericity; Zhejiang University of Technology: Zhejiang, China, 2010. [Google Scholar]
- Bo, Z.; Akira, N. Grinding of Si3N4 ceramic balls with the aid of photo-catalyst of TiO2. Ann. CIRP 2002, 51, 259–262. [Google Scholar]
- Kurobe, T.; Kakuta, H.; Onoda, M. Spin angle control lapping of balls (1st report)-theoretical analysis of lapping mechanism. J. Jpn. Soc. Precis. Eng. 1996, 62, 1773–1777. [Google Scholar] [CrossRef]
- Umehara, N.; Kato, K. Principles of magnetic fluid grinding of ceramic balls. Appl. Electromagn. Mater. 1990, 1, 37–43. [Google Scholar]
- Wang, J.; Zhen, H. New Grinding Method of Ceramic Balls. Diam. Abras. Eng. 1996, 4, 15–18. [Google Scholar]
- Wu, Y.H.; Zhang, K.; Sun, H. Rubbing process technology of HIPSN ceramic balls. Key Eng. Mater. 2001, 202–203, 185–188. [Google Scholar]
- Li, S.; Wu, Y. Mechanical Analysis of New Ceramic Ball Grinding Mode. J. Shenyang Inst. Civ. Eng. Archit. Nat. Sci. 2003, 18, 229–232. [Google Scholar]
- Zhen, J. Introduction and Improvement of ADAMS Virtual Prototype Technology, 1st ed.; China Machine Press: Beijing, China, 2002. [Google Scholar]
- Hu, B. Lubrication Basis of Equipments, 2nd ed.; Metallurgical Industry Press: Beijing, China, 2002; pp. 13–14. [Google Scholar]
- Johansson, P. Choosing the best visualization tool in engineering design-comparing high-immersive vr with desktop-vr. In Proceedings of the 13th International Conference on Engineering Design-ICED 01, Glasgow, UK, 21–23 August 2001. [Google Scholar]
- Ido, M.; Hazi, T.; Nakazima, M. On the miniature ball bearings—On the effect of revolutional radius in lapping steel balls (in Japanese). J. Jpn. Soc. Precis. Engng 1960, 26, 470–475. [Google Scholar] [CrossRef]
- Ido, M.; Hazi, T.; Nakazima, M. On the miniature ball bearings—On the effect of lapping liquid in lapping steel balls (in Japanese). J. Jpn. Soc. Precis. Eng. 1961, 27, 261–267. [Google Scholar] [CrossRef]
- Ido, M.; Hazi, T. On the miniature ball bearings—On the lapping pressure in lapping steel balls (Part 2) (in Japanese). J. Jpn. Soc. Precis. Eng. 1958, 24, 161–168. [Google Scholar] [CrossRef]
- Ren, C.Z. The eccentric circular groove lapping technique for ceramic balls. Chin. J. Mech. Eng. 1995, 11, 21–24. [Google Scholar]
- Yuan, J.L.; Wang, Z.W.; Lv, B.H. Simulation Study on the Developed Eccentric V-grooves Lapping Mode for Precise Ball. Key Eng. Mater. 2006, 304–305, 300–304. [Google Scholar]
- Wang, Z. Basic Study on Grinding Technology of Precision Ball. Master’s Thesis, Zhejiang University of Technology, Zhejiang, China, 2005; pp. 27–35. [Google Scholar]
- Kurobe, T.; Kakuta, H.; Onoda, M. Spin angle control lapping of balls (2nd report)-theoretical analysis of lapping mechanism. J. Jpn. Soc. Precis. Eng. 1997, 63, 726–730. [Google Scholar] [CrossRef]
- Lu, F.; Wu, Y.; Zhang, K. Conical Grinding Technique of Hybrid Bearing Ceramic Balls. J. Northeast. Univ. Nat. Sci. 2004, 25, 82–85. [Google Scholar]
- Tani, Y.; Kawata, K. Development of high-efficient fine finishing process using magnetic fluid. Ann. CIRP 1984, 33, 217–220. [Google Scholar] [CrossRef]
- Yu, W.; Yuan, J.; Lv, B.; Deng, Q.; Liu, D. Analysis on Sliding State of Ball in Rotated Dual-Plates Lapping Mode. Adv. Mater. Res. Vols. 2011, 319, 345–349. [Google Scholar]
- Wen, S. Principle of Tribology; Tsinghua University Press: Beijing, China, 1990; pp. 24–26. [Google Scholar]
- Childs, T.H.C.; Mahmood, S.; Yoon, H.J. Magnetic fluid grinding of ceramic balls. Tribol. Int. 1995, 28, 341–348. [Google Scholar] [CrossRef]
- Li, J. ADAMS Case Course; Beijing Institute of Technology Press: Beijing, China, 2007. [Google Scholar]
- Chen, L. Dynamic Analysis of Mechanical System and ADAMS Application Course, 1st ed.; Tsinghua University Press: Beijing, China, 2005. [Google Scholar]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Signs |
|---|---|
| Contact points between upper and lower grinding discs and the precision ball Distance from three contact points to the rotating axis of the lower grinding disc Rotating speeds of grinding disc | A, B, C RA, RB, RC ΩA, ΩB, ΩC |
| Ball–billet radius Revolutionary angular velocity of the ball Rotating angular velocity of the ball V-shaped groove angles | rb Ωb ωb a and β |
| Structural Parameters | Ball Diameter db (mm) | Rollaway Radius RA (mm) | V-Shaped Groove Angle α = β |
|---|---|---|---|
| 10 | 130 | 45° |
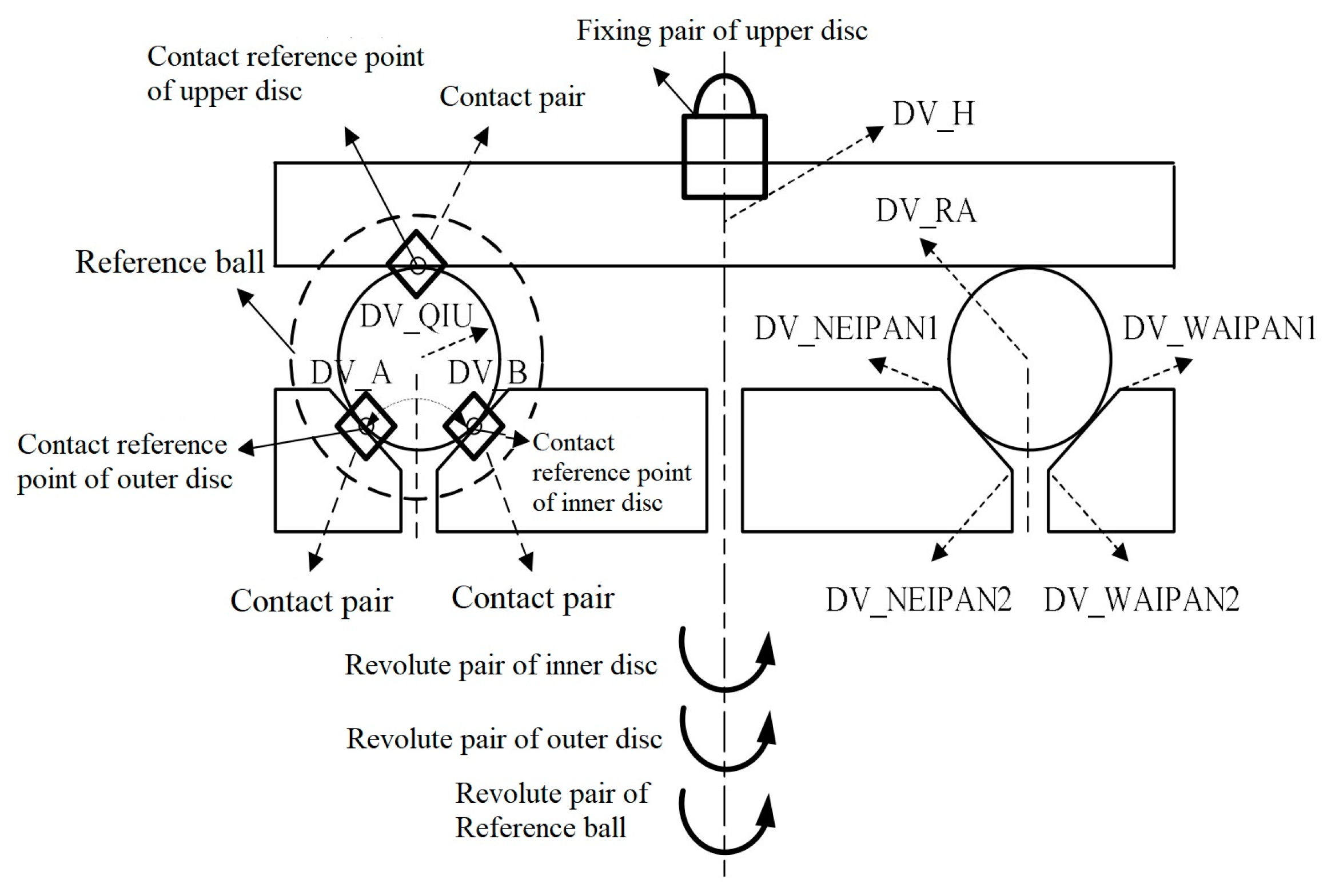
| Name of Design Variables | Meanings |
|---|---|
| TC | Period of rotating speed |
| DV_QIU | Radius of the ball |
| DV_RA | Distance from the ball center to the spin axis of the grinding disc |
| DV_H | Height position of the upper grinding disc |
| DV_A | Lateral angle of the V-shaped groove |
| DV_B | Inner angle of the V-shaped groove |
| DV_WAIPAN1 DV_WAIPAN2 | Design variables of the outer disc shape |
| DV_NEIPAN1 DV_NEIPAN2 | Design variables of the inner disc shape |
| Simulation Parameters | ||
|---|---|---|
| Ball diameter rb (mm) | 15 | |
| Radius of grinding disc RA (mm) | 300 | |
| V-shaped groove angles α, β (rad) | π/4 | |
| Rotating speeds of Grinding disc | ΩC (rpm) | 20 |
| ΩB (rpm) | Variation (Reference to Figure 2, Figure 3 and Figure 4) | |
| Axial run-out distance ∆hz | ±0.1 mm, ±1 mm, ±2 mm | |
| Radial run-out distance ∆hj | 0.1 mm, 1 mm, 2 mm | |
| Simulation time (s) | 600 | |
| Time interval Δt (s) | 0.06 | |
| Degree of Run-Out | STD |
|---|---|
| ∆hz = 0 mm (or ∆hj = 0 mm) | 1.44 |
| ∆hz = 0.1 mm (or ∆hj = 0.1 mm) | 1.5601 |
| ∆hz = 1 mm (or ∆hj = 1 mm) | 1.6883 |
| ∆hz = 2 mm (or ∆hj = 2 mm) | 1.8311 |
| ∆hz = −0.1 mm (or ∆hj = 0 mm) | 1.7023 |
| ∆hz = −1 mm (or ∆hj = 0 mm) | 1.9768 |
| ∆hz = −2 mm (or ∆hj = 0 mm) | 1.9864 |
| Simulation Parameters | ||
|---|---|---|
| Radius of the grinding disc RA (mm) | 300 (a = 15 mm) | |
| Ball diameter rb (mm) | 15 | |
| V-shaped groove angles α, β (rad) | π/4 | |
| Rotating speeds of the grinding disc | ΩC (rpm) | 20 |
| ΩB (rpm) | Variations | |
| γ | 0.5°, 1°, 2°, 5°, 10° | |
| Simulation time (s) | 600 | |
| Time interval Δt (s) | 0.06 | |
| Tilt Degree | STD |
|---|---|
| γ = 0° | 1.44 |
| γ = 0.5° | 1.5601 |
| γ = 1° | 1.6883 |
| γ = 2° | 1.8811 |
| γ = 5° | 2.1768 |
| γ = 10° | 2.6765 |
| Simulation Parameters | ||
|---|---|---|
| Radius of grinding disc RA (mm) | 300 | |
| Radius of outer disc under the ideal state Router (mm) | 303 | |
| Ball diameter rb (mm) | 15 | |
| V-shaped groove angles α, β (rad) | π/4 | |
| Rotating speeds of grinding disc | ΩC (rpm) | 20 |
| ΩB (rpm) | Variations (Refer to Figure 2, Figure 3, Figure 4) | |
| Difference between the long and short axes of the ellipse outer disc d (mm) | 0.1, 0.2, 0.3, 0.4, 0.5, 1 | |
| Simulation time (s) | 600 | |
| Time interval Δt (s) | 0.06 | |
| Error Parameters | d = 0 mm | d = 0.1 mm | d = 0.2 mm | d = 0.3 mm | d = 0.4 mm |
|---|---|---|---|---|---|
| STD | 1.44 | 2.4742 | 1.6863 | 3.5959 | 1.9236 |
| rb (mm) | RA (mm)—Min (STD) |
|---|---|
| 5 | 50 |
| 10 | 100 |
| 15 | 300 |
| 20 | 400 |
| 25 | 500 |
| Simulation Conditions | |
|---|---|
| Radius of bearing ball rb (mm) | 20 |
| Radius of lower grinding disc RA (mm) | 400 |
| Eccentric distance e (mm) | 0 |
| Rotating speed of inner disc ΩC (rpm) | 40 × sin2πt + 20 |
| Rotating speed of outer disc ΩB (rpm) | 20 |
| Groove angle α | 15°–75° |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.; Lv, B.; Yuan, J. Analysis of the Influencing Factors of Grinding Uniformity under Three-Body Coupling Grinding Mode. Appl. Sci. 2023, 13, 6111. https://doi.org/10.3390/app13106111
Yu W, Lv B, Yuan J. Analysis of the Influencing Factors of Grinding Uniformity under Three-Body Coupling Grinding Mode. Applied Sciences. 2023; 13(10):6111. https://doi.org/10.3390/app13106111
Chicago/Turabian StyleYu, Wei, Binghai Lv, and Julong Yuan. 2023. "Analysis of the Influencing Factors of Grinding Uniformity under Three-Body Coupling Grinding Mode" Applied Sciences 13, no. 10: 6111. https://doi.org/10.3390/app13106111