
Design of Fiber-Composite/Metal–Hybrid Structures Made by Multi-Stage Coreless Filament Winding

 , , , and
, , , and
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
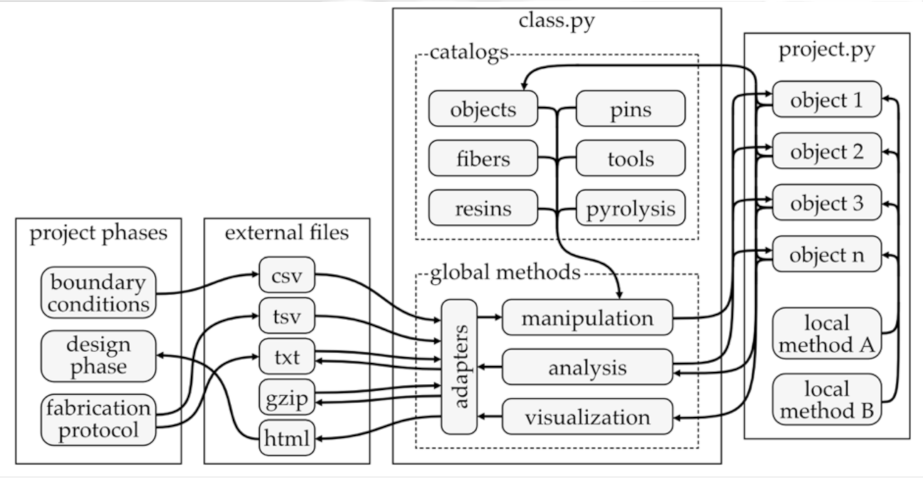
2.1. Object-Oriented Design and Management Tool
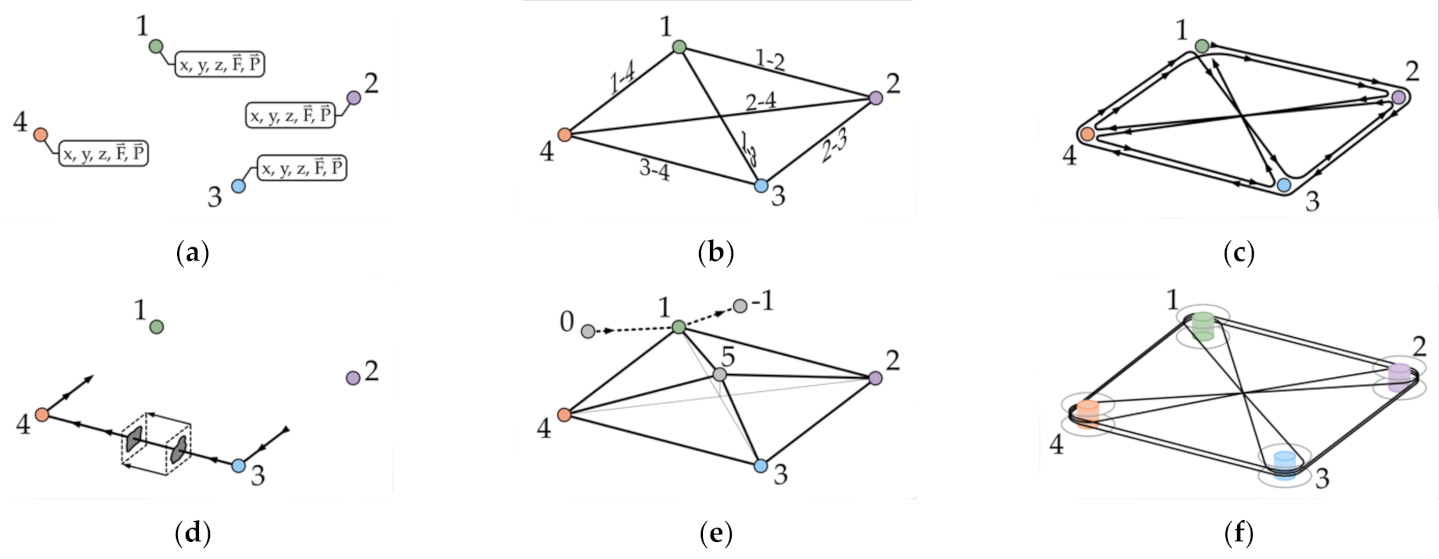
- Additional control points can be implemented to connect two fibers at a crossing point properly, to deform the fiber net, or both (point 5, see Figure 2e). Nodes represent anchors, while control points do not. A single edge between two nodes or control points is called a segment, while the connection between two nodes is called a section and may contain several segments.
- Two additional nodes (0 = pre_start_node, −1 = post_end_node, see Table A1) represent the protruding segments required at the beginning and end of the CFW process (Figure 2e). The model can be adjusted to match the fabricated structure by relocating existing nodes or control points and by adding new ones.
- Around anchors, the actual circular fiber arrangement caused by the wrapping can be implemented with a polyline (Figure 2f). Depending on the hooking condition [44], the fiber path is longer than the direct connection, and the ends of the adjacent segments are radially offset. This lets the actual fiber net deviate from the graph for structures that are small in relation to their anchors.
2.2. CFW Design Procedure
- Definition of boundary conditions, such as build volume, mass budget, load inductions points, anchor geometry, load cases, center of gravity, and second moments of inertia;
- Topology optimization (based on voxels or frameworks) to identify the load path for all relevant load cases;
- Translation of this initial design into a simplified graph (nodes, control points, and edges);
- Framework analysis to estimate the material distribution for each edge;
- Creation of the winding syntax and separation in sub syntaxes and bridges;
- Definition of the anchor orientation and creation of the hooking syntax;
- Final check if the structure meets the requirements and can be fabricated.
2.3. Additively Manufactured Winding Pins
3. Results
3.1. Case Study
3.2. Result of the CFW Design Process
3.3. Multi-Stage CFW Process
3.4. Mechanical Evaluation
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attribute (self.) | Data Type * | Dimension | Description |
|---|---|---|---|
| ID | str | - | name of the winding object |
| graph | dict of int: list of int | - | connections between nodes |
| path | list of int | - | nodes along the fiber path |
| coordinates | dict of int: tuple of float | self.unit | x, y, and z coordinates of nodes |
| positions | dict of str: tuple of float | self.unit | x, y, and z coordinates of control points |
| group | dict of str: str | - | groups of the nodes (color names) |
| forces | dict of int: tuple of float | kN | x, y, and z components of external forces acting on nodes |
| test_datetime | datetime.datetime | date, time | local date and time of the start of the mechanical test |
| test_type | str | - | type of mech. test: tension, compression, or 3P-bending |
| test_comment | str | - | special test parameters or settings and observations |
| test_speed | float | mm/min | speed of the cross head (if constant, otherwise: 0) |
| test_sampling_rate | float | Hz | samples per seconds of the universal testing machine |
| compression_flag | bool | - | if true, mirrors the force-displacement-graphs |
| test_data | pandas.dataframe | multiple | data of mech. test: time, force, displacement, stress, and strain |
| test_bundle_thickness | list of float | mm | measured width and depth of the relevant bundle(s) |
| test_bundle_area | float | mm2 | area of relevant bundle(s), e.g., obtained by micro-sections |
| test_bundles | int | - | number of bundles in the tested cross-section |
| area_zero | float | mm2 | initial cross-section area of the component |
| length_zero | float | mm | initial length of the test specimen in testing direction |
| FOS_path | list of int | - | nodes along the FOS path |
| FOS_pathlength | dict of str: float | m | length of FOS path (theor. / real and simple/discretized) |
| FOS_data | pandas.dataframe | multiple | FOS data set (strain over time and fiber length) |
| FOS_sec | list of float | sec | timesteps of the FOS measurements |
| FOS_locations | list of float | m | locations of the sampling points along the FOS |
| FOS_comment | str | - | special test parameters or settings and observations |
| FOS_sensor | str | - | type of used FOS |
| FOS_sensor_ID | str | - | ID of the FOS as given by the FOS system |
| FOS_sensor_name | str | - | description of the FOS as given by the FOS system |
| FOS_start | float | m | position along the FOS where the measurement zone starts |
| FOS_end | float | m | position along the FOS where the measurement zone ends |
| FOS_in | float | m | position along the FOS where it enters the component |
| FOS_out | float | m | position along the FOS where it leaves the component |
| FOS_datetime | datetime.datetime | date, time | date and time of the start of the FOS measurement (UTC) |
| FOS_channel | int | - | channel the FOS was attached to |
| FOS_pitch | float | mm | distance between two adjacent sampling points |
| FOS_rate | float | Hz | sampling rate of the FOS system |
| FOS_markers | dict of str: list of float | m | relevant sections along the FOS |
| FOS_price | float | €/m | price of the FOS |
| fiber_product | str | - | name of the fiber product |
| fiber_type | str | - | type of the fiber, e.g., carbon, glass, or flax |
| k | int | 1000 | number of the filaments, e.g., 6, 12, 24, or 48 |
| tex | int | g/km | linear density of the fiber roving or yarn |
| TPM | float | 1/m | number of twists per meter |
| fiber_density | float | g/cm3 | density of the dry fiber material |
| fiber_tensile_modulus | float | GPa | tensile modulus of the dry fiber |
| fiber_tensile_strength | float | MPa | tensile strength of the dry fiber |
| fiber_max_elongation | float | % | elongation at failure |
| filament_diameter | float | µm | average diameter of a single filament/fiber |
| roving_area | float | mm2 | cross-sectional area of the dry fiber roving or yarn |
| fiber_price | float | €/g | price of the fiber product |
| resin_product | str | - | name of the resin product |
| mixing_ratio | dict of str: float | % | ingredients of the resin and their mixing ratios |
| viscosity | int | mPa *s | viscosity of the mixed resin at room temperature |
| potlife | int | min | pot life of the mixed resin |
| resin_density | float | g/cm3 | density of the cured resin |
| resin_correction_factor | float | % | correction factor for the pyrolysis [49] |
| curing_temp | list of int | °C | temperature level for resin curing and tempering |
| curing_min | list of int | min | duration of the steps to cure the resin |
| resin_price | float | €/g | price of the resin product |
| subsyntax | dict of str: list of int | - | named sequences of nodes |
| syntax | list of str or int | - | list containing keys of the sub syntax or the node sequence |
| pathlength | dict of str: float | unit | length of fiber path (theor. / real and simple/discretized) |
| resolution | dict of tuple of int: int | - | number of bundles at each edge |
| bundles_diameter | dict of tuple of int: float | mm | theoretical diameter of bundles at each edge and winding pin |
| orientation | dict of int: tuple of float | - | unit vectors of the axial direction of each winding pin |
| hooking | list of int | - | number of hookings performed on each winding pin, see [44] |
| pre_start_node | int or list of float | multiple | additional start node (int/-) or coordinates (list of float/unit) |
| post_end_node | int or list of float | multiple | additional end node (int/-) or coordinates (list of float/unit) |
| pin_name | str | - | name of the winding pin |
| pin_type | str | - | type of the winding pin, e.g., sleeve–washer combination |
| pin_inner_diameter | float | mm | inner diameter of the winding pin |
| pin_outer_diameter | float | mm | outer diameter of the winding pin |
| pin_sleeve_diameter | float | mm | inner diameter of the sleeve |
| pin_height | float | mm | height of the sleeve |
| pin_mass | float | g | mass of the winding pin parts that remain in the component |
| pin_material | str | - | material of the winding pin parts that remain in the component |
| pin_bolt | str | - | nominal diameter of the center bolts thread |
| pin_capacity | float | mm | capacity of the winding pin expressed as a diameter |
| pin_price | float | € | price of the single-use parts of the winding pin |
| maker | list of str | - | operator name(s) |
| robot | str | - | robot type or serial number or “manual” keyword |
| tool | str | - | name of the used winding tool |
| tool_capacity | float | ml | volume of resin that the tool can hold without reloading |
| nozzle_diameter | float | mm | diameter of the characteristic tool opening |
| production_date | datetime.date | date | date of winding |
| production_comment | str | - | special production parameters or settings and anomalies |
| production_temp | float | °C | temperature of the production environment |
| production_humidity | float | % | relative humidity of the production environment |
| curing | pandas.dataframe | multiple | temperature curve of the curing process |
| unit | str | multiple | defines the unit of length of the winding object model |
| photos | list of str | - | file names of pictures or videos related to the winding object |
| composite_mass | dict of key: float | g | mass of the composite of the component (theor., real) |
| component_mass | dict of key: float | g | mass of the whole component (keys: theor., real) |
| composite_volume | float | cm3 | volume of the composite of the component (key set by mass) |
| component_volume | float | cm3 | volume of the whole component (key set by mass) |
| composite_density | float | g/cm3 | density of the composite of the component (key set by mass) |
| component_density | float | g/cm3 | density of the whole component (key set by mass) |
| component_price | dict of key: float | € | material price of the whole component (keys: theor., real) |
| pyrolysis | datetime.date | date | date of the pyrolysis measurement |
| FVR | float | % | characteristic fiber volume ratio of the winding object |
| FMR | float | % | characteristic fiber mass ratio of the winding object |
| Type * | Name | Description |
|---|---|---|
| self | __len__ | returns the number of missing attributes of the winding object |
| self | __str__ | returns all variables of the winding object |
| self | add_FOS_marker | adds a marker to FOS data |
| self | add_FOS_markers_equally | adds equally spaced markers |
| self | add_edge | adds one or multiple edges to the graph |
| self | add_node | adds a node to the winding object |
| self | add_random_points | adds random points inside a single or multiple boxes |
| self | add_subsyntax | adds a node sequence to the sub syntaxes |
| self | add_winding_origin | adds a winding origin for the windabiltiy check |
| cls | check_catalog_fiber | returns the control string for a fiber of the catalog |
| cls | check_catalog_pin | returns the control string for a winding pin of the catalog |
| cls | check_catalog_pyrolysis | returns the control string for a pyrolysis measurement of the catalog |
| cls | check_catalog_resin | returns the control string for a resin of the catalog |
| cls | check_catalog_tool | returns the control string for a fiber of the catalog |
| self | check_eulerian | checks if the graph is Eulerian (Hierholzer’s algorithm) |
| self | check_inside_box | checks if a point is inside a box |
| self | check_path_in_graph | checks if the path is a subset of the graph |
| self | check_path_is_cycle | checks if the first and last node within the path are the same |
| static | check_versions | checks the versions of the included Python packages |
| static | circle | returns the coordinates of a circle |
| static | closest_value_from_list | returns the closest value to the given value that is part of a list |
| self | connect_nearby_nodes | connects all nodes with their closest nodes at a given number of edges per node |
| self | connect_nodes_by_distance | connects all nodes within a given Euclidian distance |
| static | convert_length | converts values of length between µm, mm, cm, dm, m, and km |
| static | cylinder | returns the coordinates of a cylinder |
| self | discretize_path | discretizes a winding path at a winding pin |
| static | evaluate_matrix_similarity | returns the number of changes necessary to make both matrixes the same |
| cls | evaluate_pyrolysis | evaluates pyrolysis data and returns fiber volume ratio and fiber mass ratio |
| self | export_FOS_to_parquet | exports FOS data as a parquet file (slow but small file) |
| self | export_FOS_to_pickle | exports FOS data as pickle file (fast but large file) |
| self | extend_FOS_path | extends the FOS path around sleeve points |
| self | find_all_intersections | finds all intersections in a graph |
| static | find_average | returns the weighted average of values |
| self | find_box | finds the corner points of a box from a given center point |
| self | find_breaking_length | returns the breaking length in km of the dry fiber material |
| self | find_dimensions | returns the overall dimensions of the winding object |
| self | find_edge_load | performs a framework analysis of the winding object |
| self | find_equidistant_points | returns a list of equidistant points between two nodes |
| self | find_eulerian | returns a Eulerian path or cycle of the graph |
| self | find_hookings | returns a dictionary with the hooking condition parameter [44] per node in winding order |
| self | find_line_intersection | finds the intersection point of two lines between nodes |
| self | find_matrix_adjacency | returns the adjacency matrix for the graph |
| self | find_matrix_bundles_diameter | returns the bundles diameter matrix |
| self | find_matrix_distance | returns the distance matrix ignoring the graph |
| self | find_matrix_resolution | returns the resolution matrix |
| self | find_pin_saturation | returns the theoretical occupancy of each winding pin in percent |
| self | find_points_around_sleeve | returns points around a winding sleeve |
| cls | find_resin_correction_factor | returns the resin correction factor used in the pyrolysis [49] |
| self | find_resolution_distribution | returns the undirected winding resolution distribution |
| self | find_shortest_path | returns the shortest path between two given nodes |
| self | find_triangle_line_intersection | returns the position of a line intersecting a triangle given by three points |
| self | find_unit_vector | returns the unit vector between two nodes or positions |
| self | import_FOS_from_parquet | imports FOS data from a gzip file |
| self | import_FOS_from_pickle | imports FOS data from a gzip file |
| self | import_FOS_from_tsv | imports FOS data from a tsv file created by the FOS system |
| self | import_all_from_csv | imports the graph, groups, and coordinates from csv file |
| self | import_coordinates_from_csv | imports the node coordinates from a csv file |
| self | import_curing | imports the curing temperature curve from a csv file |
| self | import_forces_from_csv | imports the forces acting on the nodes from a csv file |
| self | import_graph_from_csv | imports the graph from a csv file |
| self | import_group_from_csv | imports the color groups of the nodes from a csv file |
| self | import_orientation_from_csv | imports the winding pin orientations from a csv file |
| self | import_subsyntax_from_csv | imports the sub syntaxes from a csv file |
| self | import_test_from_txt | imports mechanical testing data from a txt file created by the universal testing machine |
| self | isolate_node | isolates a node |
| cls | learn_fiber | adds a fiber to the fiber catalog of the class |
| cls | learn_pin | adds a winding pin to the winding pin catalog of the class |
| cls | learn_pyrolysis | adds a pyrolysis measurement to the pyrolysis catalog of the class |
| cls | learn_resin | adds a resin to the resin catalog of the class |
| cls | learn_tool | adds a tool to the tool catalog of the class |
| self | list_all_paths | lists paths between two nodes that does not contain cycles or loops |
| static | list_colors | lists the predefined colors |
| self | list_edges_all | lists all possible edges ignoring the graph |
| self | list_edges_graph | lists all edges within the graph |
| self | list_edges_path | lists the edges along the path |
| cls | list_methods | lists all methods |
| self | list_nodes | lists all nodes in the graph |
| cls | list_objects | lists all winding objects of the class |
| self | list_path_angles | lists all angles at nodes along the path |
| self | list_path_nodes | lists the nodes traveled by the path, including how often they have been visited |
| self | list_subsyntax | returns a list of all sub syntaxes |
| self | list_vectors_at_node | lists the unit vectors of a node |
| self | modify_FOS_data | limits, crops the array in time or space, smooths FOS data, and replaces NaNs by zeros |
| self | move_node | shifts or relocates a node |
| self | nodes | returns the number of nodes in the graph or coordinates |
| self | parameters | returns a list of all parameters of the winding object |
| self | plot_2D | plots the winding object in 2D |
| self | plot_3D | plots the winding object in 3D |
| self | plot_FOS | plots the FOS data as surface plot, matrix plot, or 2D plot |
| self | plot_FOS_histogram | plots a histogram of the FOS data |
| self | plot_bar | plots a bar chart of a list |
| self | plot_curing | plots curing data |
| self | plot_matrix | plots a matrix |
| self | plot_test | plots the mech. test data as force-displacement or stress-strain diagram |
| static | project_vec_on_plane | projects a vector onto a plane |
| self | remove_edge | removes a specific edge |
| self | remove_loops | removes all loops in the graph and/or path |
| self | remove_node | removes a specific node |
| self | rename_node | renames a node |
| self | repeat_path | repeats the path |
| self | rotate_node | rotates a node or list of nodes around a point and vector in counterclockwise direction |
| static | rotation_matrix | returns the rotation matrix of a counterclockwise rotation about the axis |
| static | round_down | rounds down a number at a decimal |
| static | round_up | rounds up a number at a decimal |
| self | set_FVR | sets the FVR value of the winding object from the pyrolysis catalog or overrides it manually |
| self | set_bundle_diameter | sets the bundles diameter and the winding pin occupation |
| self | set_component_mass | sets the component mass of the winding object |
| self | set_component_price | sets the price of the component including sleeves and FOS |
| self | set_component_volume | sets the volume of the component measured by Archimedes’ principle |
| self | set_composite_mass | sets the composite mass of the component |
| self | set_edge_midpoints | sets the positions of the midpoints of all edges of the graph and adds them to self.positions |
| self | set_fiber | sets the fiber material of the winding object based on the fiber catalog of the class |
| self | set_force | set the force of a node |
| self | set_path_from_syntax | sets the path based on self.syntax |
| self | set_pathlength | calculates the theoretical length of the fiber or FOS path |
| self | set_physical_parameters | set the composite and component mass as well as the component price |
| self | set_pin | sets the resin material of the winding object based on the resin catalog of the class |
| self | set_pin_orientation | sets the winding pin orientation by a path segment |
| self | set_production_parameters | sets the parameters of the production or overrides them |
| self | set_resin | sets the resin material of the winding object based on the resin catalog of the class |
| self | set_resolution | sets the resolution (bundles per segment) of the winding object |
| self | set_roving_area | sets the cross-sectional area in mm2 of a dry roving by filament number or linear density |
| self | set_sleeve_points | sets the in and out points of a node with given sleeve parameters |
| self | set_syntax | sets the syntax of the winding object |
| self | set_test_parameters | sets the parameters of the mechanical test or overrides them |
| self | set_tool | sets the winding tool based on the tool catalog of the class |
| self | set_unit | sets the unit of length for the node coordinates |
| self | simple_angle | returns the included angle at the left node of a list of three nodes |
| self | simple_distance | returns the Euclidean distance between two nodes |
| cls | tabulate_objects | returns a table of selected parameters of all winding objects of the class |
| cls | tabulate_pyrolysis | returns a table of selected parameters of all pyrolysis measurements of the class |
| cls | timer_return | prints a timer |
| cls | timer_start | starts a timer |
| cls | timer_stop | stops a timer |
| self | walk | sets a path based on the graph and the selected method of traveling |
| static | water_density | returns the density of water depending on the water temperature |
| self | xyz_pos | returns the x, y, and z coordinates of a node or position |
| Stage | Sub Syntax | Regions * | Repetitions | Sequence |
|---|---|---|---|---|
| 1 | 1 | A, B | 2× | 20, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20 |
| 2 | A, B, D | 2× | 20, 1, 2, 18, 2, 3, 17, 3, 4, 16, 4, 5, 15, 5, 6, 14, 6, 7, 13, 7, 8, 12, 8, 9, 10, 11, 12, 8, 12, 13, 7, 13, 14, 6, 14, 15, 5, 15, 16, 4, 16, 17, 3, 17, 18, 2, 18, 19, 20 | |
| 3 | A, B, C | 2× | 20, 21, 22, 23, 24, 25, 26, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 26, 25, 24, 23, 22, 21, 20 | |
| 4 | E | 4× | 20, 18, 21, 3, 22, 16, 23, 5, 24, 14, 25, 7, 26, 12, 10, 8, 26, 13, 25, 6, 24, 15, 23, 4, 22, 17, 21, 2, 20 | |
| bridge | B | 1× | 20, 19 | |
| 5 | F | 6× | 19, 59, 19 | |
| bridge | B, F, G, H | 1× | 19, 59, 58, 57, 56, 55, 54, 53, 52, 51, 50, 49, 48, 47, 46, 45, 44, 11, 10, 9, 42, 43, 44 | |
| 6 | F | 6× | 44, 11, 44 | |
| 7 | G | 20× | 44, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 58, 57, 56, 55, 54, 53, 52, 51, 50, 49, 48, 47, 46, 45, 44 | |
| bridge | H | 1× | 44, 43, 42 | |
| 8 | F | 6× | 42, 9, 42 | |
| 9 | H | 6× | 42, 43, 44, 43, 42 | |
| 10 | G | 20× | 42, 41, 40, 39, 38, 37, 36, 35, 34, 33, 32, 31, 30, 29, 28, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 38, 39, 40, 41, 42 | |
| bridge | G | 1× | 42, 41, 40, 39, 38, 37, 36, 35, 34, 33, 32, 31, 30, 29, 28, 27 | |
| 11 | H | 7× | 27, 60, 59, 60, 27 | |
| 12 | F | 6× | 27, 1, 27 | |
| bridge | B | 1× | 27, 1, 20 | |
| 2 | 13 | B, F, J | 10× | 20, 1, 27, 58, 18, 57, 61, 30, 3, 31, 62, 54, 16, 53, 63, 34, 5, 35, 64, 50, 14, 49, 65, 38, 7, 39, 66, 46, 12, 45, 42, 9, 10, 11, 44, 41, 8, 40, 66, 47, 13, 48, 65, 37, 6, 36, 64, 51, 15, 52, 63, 33, 4, 32, 62, 55, 17, 56, 61, 29, 2, 28, 59, 19, 20 |
| 14 | I | 20× | 20, 60, 61, 62, 63, 64, 65, 66, 43, 10, 43, 66, 65, 64, 63, 62, 61, 60, 20 | |
| 13 | B, F, J | 3× | 20, 1, 27, 58, 18, 57, 61, 30, 3, 31, 62, 54, 16, 53, 63, 34, 5, 35, 64, 50, 14, 49, 65, 38, 7, 39, 66, 46, 12, 45, 42, 9, 10, 11, 44, 41, 8, 40, 66, 47, 13, 48, 65, 37, 6, 36, 64, 51, 15, 52, 63, 33, 4, 32, 62, 55, 17, 56, 61, 29, 2, 28, 59, 19, 20 | |
| 3 | 15 | B, F, J, L | 1× | 20, 1, 27, 58, 18, 57, 61, 21, 61, 30, 3, 31, 62, 22, 62, 54, 16, 53, 63, 23, 63, 34, 5, 35, 64, 24, 64, 50, 14, 49, 65, 25, 65, 38, 7, 39, 66, 26, 66, 46, 12, 45, 42, 9, 10, 11, 44, 41, 8, 40, 66, 26, 66, 47, 13, 48, 65, 25, 65, 37, 6, 36, 64, 24, 64, 51, 15, 52, 63, 23, 63, 33, 4, 32, 62, 22, 62, 55, 17, 56, 61, 21, 61, 29, 2, 28, 59, 19, 20 |
| 16 | B, F, J, K, L | 3× | 20, 1, 27, 58, 18, 57, 21, 61, 21, 30, 3, 31, 22, 62, 22, 54, 16, 53, 23, 63, 23, 34, 5, 35, 24, 64, 24, 50, 14, 49, 25, 65, 25, 38, 7, 39, 26, 66, 26, 46, 12, 45, 42, 9, 10, 11, 44, 41, 8, 40, 26, 66, 26, 47, 13, 48, 25, 65, 25, 37, 6, 36, 24, 64, 24, 51, 15, 52, 23, 63, 23, 33, 4, 32, 22, 62, 22, 55, 17, 56, 21, 61, 21, 29, 2, 28, 59, 19, 20 | |
| 1 | A, B | 1× | 20, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20 | |
| 2 | A, B, D | 1× | 20, 1, 2, 18, 2, 3, 17, 3, 4, 16, 4, 5, 15, 5, 6, 14, 6, 7, 13, 7, 8, 12, 8, 9, 10, 11, 12, 8, 12, 13, 7, 13, 14, 6, 14, 15, 5, 15, 16, 4, 16, 17, 3, 17, 18, 2, 18, 19, 20 | |
| 4 | E | 2× | 20, 18, 21, 3, 22, 16, 23, 5, 24, 14, 25, 7, 26, 12, 10, 8, 26, 13, 25, 6, 24, 15, 23, 4, 22, 17, 21, 2, 20 | |
| 17 | C | 2× | 20, 21, 22, 23, 24, 25, 26, 10, 26, 25, 24, 23, 22, 21, 20 | |
| 1 | A, B | 2× | 20, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20 |
References
- Bakis, C.E.; Bank, L.C.; Brown, V.L.; Cosenza, E.; Davalos, J.F.; Lesko, J.J.; Machida, A.; Rizkalla, S.H.; Triantafillou, T.C. Fiber-Reinforced Polymer Composites for Construction—State-of-the-Art Review. J. Compos. Constr. 2002, 6. [Google Scholar] [CrossRef] [Green Version]
- Utsunomiya, S.; Kamiya, T.; Shimizu, R. Development of CFRP mirrors for space telescopes. In Proceedings of the Volume 8837—Material Technologies and Applications to Optics, Structures, Components, and Sub-Systems, SPIE Optical Engineering and Applications, San Diego, CA, USA, 25–29 August 2013. [Google Scholar] [CrossRef]
- Galehdar, A.; Nicholson, K.J.; Callus, P.J.; Rowe, W.S.T.; John, S.; Wang, C.H.; Ghorbani, K. The strong diamagnetic behaviour of unidirectional carbon fiber reinforced polymer laminates. J. Appl. Phys. 2012, 112, 113921. [Google Scholar] [CrossRef]
- Wang, W.X.; Takao, Y.; Matsubara, T. Galvanic Corrosion-Resistant Carbon Fiber Metal Laminates. In Proceedings of the 16th International Conference on Composite Materials, ICCM-16—“A Giant Step Towards Environmental Awareness: From Green Composites to Aerospace” (ICCM International Conferences on Composite Materials), Kyoto, Japan, 8–13 July 2007. [Google Scholar]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste. Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Savage, G.; Oxley, M. Damage Evaluation and Repair of Composite Structures. An. Mecánica Fract. 2008, 25, 758–768. [Google Scholar]
- Heuer, H.; Schulze, M.; Pooch, M.; Gäbler, S.; Nocke, A.; Bardl, G.; Cherif, C.; Klein, M.; Kupke, R.; Vetter, R.; et al. Review on quality assurance along the CFRP value chain—Non-destructive testing of fabrics, preforms and CFRP by HF radio wave techniques. Compos. Part B Eng. 2015, 77, 494–501. [Google Scholar] [CrossRef]
- Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int. J. Life Cycle Assess. 2011, 16, 268–282. [Google Scholar] [CrossRef]
- La Magna, R.; Waimer, F.; Knippers, J. Coreless Winding and Assembled Core—Novel fabrication approaches for FRP based components in building construction. Constr. Build. Mater. 2016, 127, 1009–1016. [Google Scholar] [CrossRef]
- Minsch, N.; Müller, M.; Gereke, T.; Nocke, A.; Cherif, C. 3D truss structures with coreless 3D filament winding technology. J. Compos. Mater. 2019, 53, 2077–2089. [Google Scholar] [CrossRef]
- Büchler, D.; Elsken, T.; Glück, N.; Sier, M.; Bludszuweit, S. Ultraleichte Raumzelle–Entwicklung von ultraleichten Großstrukturen in Faserverbund- und Hybridbauweise für den Schiffbau. In Statustagung Schifffahrt und Meerestechnik, 1st ed.; Forschungszentrum: Jülich, Germany, 2011; pp. 25–45. [Google Scholar]
- Prado, M. Skeletal composites: Robotic fabrication processes for lightweight multi-nodal structural components. Constr. Robot. 2020, 4, 217–226. [Google Scholar] [CrossRef]
- Duque Estrada, R.; Kannenberg, F.; Wagner, H.J.; Yablonina, M.; Menges, A. Spatial winding: Cooperative heterogeneous multi-robot system for fibrous structures. Constr. Robot. 2020, 4, 205–215. [Google Scholar] [CrossRef]
- Hunt, C.J.; Morabito, R.; Grace, C.; Zhao, Y.; Woods, B.K.S. A review of composite lattice structures. Compos. Struct. 2022, 284, 115120. [Google Scholar] [CrossRef]
- Dambrosio, N.; Zechmeister, C.; Bodea, S.; Koslowski, V.; Gil Pérez, M.; Rongen, B.; Knippers, J.; Menges, A. Towards an architectural application of novel fiber composite building systems—The BUGA Fibre Pavilion. In Proceedings of the 39th Annual Conference of the Association for Computer Aided Design in Architecture, Austin, TX, USA, 24–26 October 2019; ACADIA: Fargo, ND, USA, 2019; pp. 140–149. [Google Scholar]
- Bodea, S.; Dambrosio, N.; Zechmeister, C.; Gil Pérez, M.; Koslowski, V.; Rongen, B.; Dörstelmann, M.; Knippers, J.; Menges, A.; Kyjanek, O. BUGA Fibre Pavilion: Towards robotically-fabricated composite building structures. In Fabricate 2020; Burry, J., Sabin, J.E., Sheil, B., Skavara, M., Eds.; UCL Press: London, UK, 2020; pp. 234–243. [Google Scholar]
- Polini, W.; Sorrentino, L. Influence of winding speed and winding trajectory on tension in robotized filament winding of full section parts. Compos. Sci. Technol. 2005, 65, 1574–1581. [Google Scholar] [CrossRef]
- Arrabiyeh, P.A.; May, D.; Eckrich, M.; Dlugaj, A.M. An overview on current manufacturing technologies: Processing continuous rovings impregnated with thermoset resin. Polym. Compos. 2021, 42, 5630–5655. [Google Scholar] [CrossRef]
- Mindermann, P.; Bodea, S.; Menges, A.; Gresser, G.T. Development of an Impregnation End-Effector with Fiber Tension Monitoring for Robotic Coreless Filament Winding. Processes 2021, 9, 806. [Google Scholar] [CrossRef]
- Gil Pérez, M.; Zechmeister, C.; Kannenberg, F.; Mindermann, P.; Balangé, L.; Guo, Y.; Hügle, S.; Gienger, A.; Forster, D.; Bischoff, M.; et al. Computational co-design framework for coreless wound fibre-polymer composite structures. J. Comput. Des. Eng. 2022, in press. [Google Scholar]
- Quanjin, M.; Rejab, M.R.M.; Idris, M.S.; Kumar, N.M.; Merzuki, M.N.M. Robotic Filament Winding Technique (RFWT) in Industrial Application: A Review of State of the Art and Future Perspectives. Int. Res. J. Eng. Technol. 2018, 5, 1668–1676. [Google Scholar]
- Munro, M. Review of Manufacturing of Fiber Composite Components by Filament Winding. Polym. Compos. 1988, 9, 352–359. [Google Scholar] [CrossRef]
- Vasiliev, V.V.; Barynin, V.A.; Razin, A.F. Anisogrid composite lattice structures—Development and aerospace applications. Compos. Struct. 2012, 94, 1117–1127. [Google Scholar] [CrossRef]
- Sorrentino, L.; Anamateros, E.; Bellini, C.; Carrino, L.; Corcione, G.; Leone, A.; Paris, G. Robotic filament winding: An innovative technology to manufacture complex shape structural parts. Compos. Struct. 2019, 220, 699–707. [Google Scholar] [CrossRef]
- Bodea, S.; Zechmeister, C.; Dambrosio, N.; Dörstelmann, M.; Menges, A. Robotic coreless filament winding for hyperboloid tubular composite components in construction. Automat. Constr. 2021, 126, 103649. [Google Scholar] [CrossRef]
- Gil Pérez, M.; Rongen, B.; Koslowski, V.; Knippers, J. Structural Design, Optimization and Detailing of the BUGA Fibre Pavilion. Int. J. Space Struct. 2020, 35, 147–159. [Google Scholar] [CrossRef]
- Rongen, B.; Koslowski, V.; Gil Pérez, M.; Knippers, J. Structural optimisation and rationalisation of the BUGA fibre composite dome. In Proceedings of the IASS Annual Symposium—Structural Membranes—Form and Force, Barcelona, Spain, 7–10 October 2019. [Google Scholar]
- Bodea, S.; Mindermann, P.; Gresser, G.T.; Menges, A. Additive Manufacturing of Large Coreless Filament Wound Composite Elements for Building Construction. 3d Print. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- Gil Pérez, M.; Früh, N.; La Magna, R.; Knippers, J. Integrative structural design of a timber-fibre hybrid building system fabricated through coreless filament winding: Maison Fibre. J. Build. Eng. 2022, 49, 104114. [Google Scholar] [CrossRef]
- Mindermann, P.; Rongen, B.; Gubetini, D.; Knippers, J.; Gresser, G.T. Material Monitoring of a Composite Dome Pavilion Made by Robotic Coreless Filament Winding. Materials 2021, 14, 5509. [Google Scholar] [CrossRef] [PubMed]
- De Lima, A.S.; De Faria, A.R.; Faria, J.J.R. Critical Review of Displacement-Based Laminate Theories and Modeling Techniques. In Proceedings of the 4th Brazilian Conference on Composite Materials, Rio de Janeiro, Brazil, 22–25 July 2018. [Google Scholar] [CrossRef]
- Menges, A.; Knippers, J.; Wagner, H.J.; Zechmeister, C. Pilotprojekte für ein Integratives Computerbasiertes Planen und Bauen. In Baustatik–Baupraxis, 14th ed.; Bischoff, M., Scheven, M., Bastian, O., Eds.; University of Stuttgart: Stuttgart, Germany, 2020; pp. 67–79. [Google Scholar]
- Mindermann, P.; Gresser, G.T. Robotic 3D Deposition of Impregnated Carbon Rovings with Gradient Properties for Primary Structures. In Proceedings of the 69th International Astronautical Congress, Bremen, Germany, 1–5 October 2015. [Google Scholar]
- Cayley, A. A theorem on trees. Quart. J. Math. 1889, 23, 376–378. [Google Scholar]
- Dreißig, D.; Faßbänder, P.; Hindenlang, U. Simulation of carbon-roving-structures-extreme light and strong by filament wound reinforcement. In Proceedings of the 6th BETA CAE International Conference, Thessaloniki, Greece, 10–12 June 2015. [Google Scholar]
- Gil Pérez, M.; Rongen, B.; Koslowski, V.; Knippers, J. Structural design assisted by testing for modular coreless filament-wound composites: The BUGA Fibre Pavilion. Constr. Build Mater. 2021, 301, 124303. [Google Scholar] [CrossRef]
- Prashanth, S.; Subbaya, K.M.; Nithin, K.; Sachhidananda, S. Fiber Reinforced Composites—A review. J. Mater. Sci. Eng. 2017, 6, 1000341. [Google Scholar] [CrossRef] [Green Version]
- Hitzler, L.; Merkel, M.; Hall, W.; Öchsner, A. A Review of Metal Fabricated with Laser- and Powder-Bed Based Additive Manufacturing Techniques: Process, Nomenclature, Materials, Achievable Properties, and its Utilization in the Medical Sector. Adv. Eng. Mater. 2018, 20, 1700658. [Google Scholar] [CrossRef] [Green Version]
- Früh, N.; Knippers, J. Multi-stage filament winding: Integrative design and fabrication method for fibre-reinforced composite components of complex geometries. Compos. Struct. 2021, 268, 113969. [Google Scholar] [CrossRef]
- Shai, O.; Preiss, K. Graph theory representations of engineering systems and their embedded knowledge. Artif. Intell. Eng. 1999, 13, 273–285. [Google Scholar] [CrossRef]
- Wang, J.; Lu, M.; Belardo, F.; Randić, M. The anti-adjacency matrix of a graph: Eccentricity matrix. Discret. Appl. Math. 2018, 251, 299–309. [Google Scholar] [CrossRef]
- Zechmeister, C.; Bodea, S.; Dambrosio, N.; Menges, A. Design for long-span coreless wound, structural composite building elements. In Impact: Design with All Senses; Gengnagel, C., Baverel, O., Burry, J., Ramsgaard-Thomsen, M., Weinzierl, S., Eds.; Springer: Berlin, Germany, 2020; pp. 401–415. [Google Scholar]
- Mindermann, P.; Gil Pérez, M.; Kamimura, N.; Knippers, J.; Gresser, G.T. Implementation of Fiber-Optical Sensors into Coreless Filament-Wound Composite Structures. 2022, submitted.
- Mindermann, P.; Gresser, G.T. Adaptive Winding Pin and Hooking Capacity Model for Coreless Filament Winding. 2022, submitted.
- Harris, C.R.; Millman, K.J.; Van der Walt, S.J.; Gommers, R.; Virtanen, P.; Cournapeau, D.; Wieser, E.; Taylor, J.; Berg, S.; Smith, N.J.; et al. Array programming with NumPy. Nature 2020, 585, 357–362. [Google Scholar] [CrossRef] [PubMed]
- McKinney, W. Data Structures for Statistical Computing in Python. In Proceedings of the 9th Python in Science Conference (SciPy 2010), Austin, TX, USA, 28 June–3 July 2010. [Google Scholar]
- Plotly Technologies Inc. Collaborative Data Science; Plotly Technologies Inc.: Montréal, QC, Canada, 2015; Available online: https://plot.ly. (accessed on 4 February 2022).
- Virtanen, P.; Gommers, R.; Oliphant, T.E.; Haberland, M.; Reddy, T.; Cournapeau, D.; Burovski, E.; Peterson, P.; Weckesser, W.; Bright, J.; et al. SciPy 1.0: Fundamental algorithms for scientific computing in Python. Nat. Methods 2020, 17, 261–272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- DIN 16459:2021-06—Determination of the Fiber Volume Content of Fiber-Reinforced Plastics by Thermogravimetric Analysis (TGA). Available online: https://www.beuth.de/en/standard/din-16459/336402982 (accessed on 4 February 2022).
- Dempe, S. Eulersche Graphen und das Problem des chinesischen Postboten. In Springer-Taschenbuch der Mathematik—Begründet von I.N. Bronstein und K.A. Semendjaew, 3rd ed.; Zeidler, E., Grosche, G., Ziegler, V., Ziegler, D., Eds.; Springer: Wiesbaden, Germany, 2013; pp. 1070–1071. [Google Scholar]
- SLM Solutions—Robust Selective Laser Melting—Multiple Lasers and Process Stability for Demanding Applications—SLM 280 Selective Laser Melting Machine. Available online: https://www.slm-solutions.com/fileadmin/Content/Machines/SLM_R_280_Web.pdf (accessed on 4 February 2022).
- IPG Photonics Corporation—YLR-1070 Series—Ytterbium Fiber Lasers (Model YLR-400WC). Available online: https://www.ipgphotonics.com/de/172/FileAttachment/YLR-1070+Series+Datasheet.pdf (accessed on 4 February 2022).
- Zeiss Metrotom 1500. Available online: https://asset-downloads.zeiss.com/catalogs/download/iqs/ed81f139-455f-478c-bef0-2dc41802fa18/ZEISS_METROTOM_1500_Flyer_EN.pdf (accessed on 4 February 2022).
- Mindermann, P.; Witt, M.U.; Gresser, G.T. Pultrusion-winding: A novel fabrication method for coreless wound fiber-reinforced thermoset composites with distinct cross-section. Compos. Part A Appl. Sci. Manuf. 2022, 154, 106763. [Google Scholar] [CrossRef]
- Yang, W.; Lin, J.; Gao, N.; Yan, R. Experimental Study on the Static Behavior of Reinforced Warren Circular Hollow Section (CHS) Tubular Trusses. Appl. Sci. 2018, 8, 2237. [Google Scholar] [CrossRef] [Green Version]
- Teijin Tenax Filament Yarn—Product Data Sheet (EU). Available online: https://www.teijincarbon.com/fileadmin/PDF/Datenblätter_en/Product_Data_Sheet_TSG01en__EU_Filament_.pdf (accessed on 4 February 2022).
- Hexion—Epoxy Hand Lay-up Systems for Wind Blades (EPIKOTE Resin MGS LR 635 with LH 634–637). Available online: https://www.hexion.com/en-us/applications/composites/wind/hand-lay-up (accessed on 4 February 2022).














| Fiber | Resin | Pins | Tools | Pyrolysis |
|---|---|---|---|---|
| fiber_product | resin_product | pin_name | tool | pyrolysis_date |
| fiber_type | mixing_ratio | pin_type | tool_capacity | sample_object |
| k | viscosity | pin_inner_diameter | nozzle_diameter | sample_location |
| tex | potlife | pin_outer_diameter | fiber_product | |
| TPM | resin_density | pin_sleeve_diameter | resin_product | |
| fiber_density | resin_correction_factor | pin_height | tool | |
| fiber_tensile_modulus | curing_temp | pin_mass | before_empty | |
| fiber_tensile_strength | curing_min | pin_material | before_with_sample | |
| fiber_max_elongation | resin_price | pin_bolt | after_with_sample | |
| filament_diameter | pin_price | |||
| fiber_price |
| Parameter | Value | Unit |
|---|---|---|
| laser power (max. 400 W) | 350 | W |
| laser beam diameter at focal point | 80 | µm |
| scan speed | 1650 | mm/s |
| hatch distance | 130 | µm |
| scan vector length | 10 | mm |
| layer thickness | 30 | µm |
| build platform preheating temperature | 150 | °C |
| rotation angle increment | 67 | ° |
| fill pattern type | stripes | |
| inert gas | argon |
| Parameter | Stage 1 | Stage 2 | Stage 3 | Unit | |
|---|---|---|---|---|---|
| measured | added resin per stage | 33.95 | 29.07 | 12.77 | g |
| component mass 1 | 250 | 310 | 352 | g | |
| composite mass | 62 | 122 | 164 | g | |
| fiber mass | 27.9 | 58.8 | 88.1 | g | |
| fiber length | 72.4 | 152.8 | 228.7 | m | |
| fiber volume ratio | 33.28 | 36.17 | 41.36 | % | |
| predicted | composite mass | 74 | 140 | 172 | g |
| fiber mass | 28.1 | 53.1 | 65.4 | g | |
| fiber length | 96.6 | 182.4 | 224.7 | m | |
| fiber volume ratio 2 | 37.96 | 37.96 | 37.96 | % |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mindermann, P.; Müllner, R.; Dieringer, E.; Ocker, C.; Klink, R.; Merkel, M.; Gresser, G.T. Design of Fiber-Composite/Metal–Hybrid Structures Made by Multi-Stage Coreless Filament Winding. Appl. Sci. 2022, 12, 2296. https://doi.org/10.3390/app12052296
Mindermann P, Müllner R, Dieringer E, Ocker C, Klink R, Merkel M, Gresser GT. Design of Fiber-Composite/Metal–Hybrid Structures Made by Multi-Stage Coreless Filament Winding. Applied Sciences. 2022; 12(5):2296. https://doi.org/10.3390/app12052296
Chicago/Turabian StyleMindermann, Pascal, Ralf Müllner, Erik Dieringer, Christof Ocker, René Klink, Markus Merkel, and Götz T. Gresser. 2022. "Design of Fiber-Composite/Metal–Hybrid Structures Made by Multi-Stage Coreless Filament Winding" Applied Sciences 12, no. 5: 2296. https://doi.org/10.3390/app12052296