1. Introduction
In the current economic context marked by fierce globalization and increasingly demanding markets, industries are driven to improve the performance and efficiency of their production lines to strengthen their competitiveness and satisfy their customers. Connectivity, data, new devices, inventory reduction, customization, and controlled production have given birth to what is called Industry 4.0, which today seems unstoppable [
1]. This implies the need to apply automation techniques to integrate all the new technologies that will subsequently increase productivity [
2]. The technologies of the Internet of Things (IoT) and Big Data, and the integration of artificial intelligence (AI) methods and cyber-physical systems (CPS) play an important role in this context by introducing cognitive automation and, consequently, implementing the concept of intelligent production, leading to intelligent products and services. This innovative approach leads companies to meet the challenges of a much more dynamic environment. In this regard, companies are able to maximize the life of their equipment while avoiding unplanned downtime and minimizing energy consumption and costs through the application of predictive maintenance [
3]. Predictive maintenance has become a promising approach, providing solutions for the remaining life of equipment through the prediction of data collected by various sensors on equipment [
4]. It has reached critical importance for industries due to the increasing complexity of interactions between different production activities in increasingly large manufacturing ecosystems.
Figure 1 shows the global trend towards the application of this type of smart maintenance with a prediction of 2022 to 2030. In general, the contemporary maintenance approaches vary depending on the different learning models used and the different problems encountered by the machines/equipment. However, the fault diagnosis and prognosis step in predictive maintenance must be very precise and clear [
5]. Given the goal of building an intelligent manufacturing system, the detection, interpretation and prediction of failures that occur in equipment are based on data acquired from sensors on the equipment [
4]. However, adopting these technological advances does not come alone. It is important to have a good idea of the benefits and challenges of applying Maintenance 4.0 whether it is on the financial, organizational, data source, or equipment repair side. Predictive maintenance indeed consists of data mining for the formulation of machine learning models that manage to gain knowledge and predict the state of health of equipment. In this regard, predictive maintenance offers methods such as Condition-Based Maintenance (CBM), Prognostics and Health Management (PHM), and Remaining Useful Life (RUL).
This article aims at presenting an exhaustive review of methods and tools used in smart maintenance to offer an academic and technical reference presenting challenges and opportunities in this field. With this aim, the article is divided into nine sections, starting with an introduction in
Section 1 and exploring in
Section 2 the concept of Industry 4.0 as the latest technology to evolve industrial domains, considering the safety and human challenges.
Section 3 illustrates the evolution of in-plant maintenance over the years and focuses on predictive maintenance, and its hardware and tools.
Section 4 presents the challenges faced when applying this intelligent maintenance while
Section 5 reveals its workflow.
Section 6 focuses on the models used in the application of Predictive Maintenance 4.0.
Section 7 presents a PdM case study on an industrial centrifugal compressor.
Section 8 covers discussions and recommendations of PdM based on technical and research experiments, and finally,
Section 9 presents a conclusion of this research work.
2. Industry 4.0
When computers were introduced in Industry 3.0, the addition of a whole new technology had a disruptive effect [
8]. Today, and in the future in Industry 4.0, computers and industrial equipment are connected and communicate with each other to ultimately make decisions without human intervention. The combination of cyber-physical systems, the Internet of Things (IoT), and the Internet of Systems make Industry 4.0 possible and the smart factory a reality. By supporting smart machines that become smarter as more data is accessed, factories will become more efficient and productive and produce less waste. Ultimately, it is the network of these machines that are digitally connected and create and share information that gives the true power of Industry 4.0.
Industry 4.0 is revolutionizing the way companies make, improve, and distribute their products. It has radically transformed the industrial and manufacturing world by enabling intercommunication between equipment through the Internet of Things, Big Data, computer intelligence, and decision-making systems [
9]. Indeed, this digital technology will allow companies to react faster to market changes, offer more personalized products, and increase operational efficiency thanks to the informed Big Data that helps produce goods more efficiently and productively along the value chain [
10]. These provide real-time details on the status of machines, such as leakage location and operating speed. This technology enables the deployment of smart industries [
11] since it reproduces the information received in real-time throughout the production and supply chain. In order to benefit from these improvements, several components such as Industrial Internet of Things (IIoT) systems and physical network systems are essential for the collection, processing, and storage of data [
12]. To gain the advantages and achieve an efficient factory, the Industry 4.0 model proposes to use multidisciplinary technologies. Although some of them have been studied for a long time, they are not yet ripe for mass industrial deployment [
13]. In fact, Industry 4.0 devices can automatically communicate with each other, allowing them to coordinate with each other and with other remote systems over the Internet.
Figure 2 provides an overview of the components of Industry 4.0.
Applying the components of this fourth industrial revolution brings a maintenance strategy that tries to extend the useful life of the equipment and reduce the costs thanks to continuous and instantaneous communication between different machines/equipment either in the production or the supply chain. One of the pillars of this last industry is predictive maintenance, which tries to apply the recent technologies to change the scenarios and avoid any type of breakdown or anomaly through prediction, the reduction of costs, and the reduction of downtimes.
Regarding the presented basic understanding of the fourth industrial revolution and some of the factors that characterize it, it is important to investigate the reasons for the security challenges that stand in the way of Industry 4.0 and the human aspect of Industry 4.0.
2.1. Security Challenges in the Context of Industry 4.0
Technological evolution has led to significant changes in the way organizations operate on a daily basis, creating unprecedented pressure for efficiency and performance. Indeed, organizations rely heavily on the performance of their information systems to develop their activities, due to their comfort and the emergence of new technologies [
14]. However, cloud-based systems, the Internet of Things (IoT), and the interconnectedness of smart industries have led to a significant increase in unexpected security breaches [
15]. Industry 4.0 is more vulnerable to cyber-espionage or cyber-sabotage due to digitalized and connected business processes. Currently, we are witnessing the development of well-organized groups of cyber criminals with excellent skills and accustomed to targeting specific industries, with the aim of hacking sensitive information and intellectual property. The problem associated with this phenomenon is not limited to its impact on sales, but also includes damage to the organization’s image, loss of knowhow, and reduction in the level of competitiveness of affected organizations [
16,
17].
One of the characteristics of Industry 4.0 is the ability to connect across organizational environments, which has the potential to make the AP provisioning chain more efficient. However, supply chain systems have inherent security vulnerabilities that are exploited by attackers. One such security vulnerability is at the supplier level, which is vulnerable to phishing attacks and theft of privileged credentials, resulting in massive data exposure. The main vulnerability lies at the top of the supply chain and affects the rest of the organizational processes through the actors that depend on it [
16]. Security awareness, access control through authentication mechanisms, cryptographic processes, and behavioral analysis are the security mechanisms that can help prevent supply chain hacking [
14]. Denial of service (DoS) is the act of making a system or application unavailable. For example, a DoS attack can be achieved by bombarding a server with a large number of requests to consume all available system resources, passing malformed input data to the server that can crash a process, infiltrating a virus, or destroying or disabling a sensor in a system, not allowing it to function normally [
16]. Industry 4.0 relies on a large number of interconnected systems and processes, and DoS attacks are a very significant threat in such environments [
18].
The transition to Industry 4.0 is a monumental task that will impact many areas of today’s manufacturing industry, including security. The majority of manufacturing companies are not fully aware of the security risks associated with adopting the Industry 4.0 paradigm [
15]. Normally, they only address security issues when a serious incident occurs. Therefore, it is critical and essential that organizations adopt the development of a strategy to deploy and manage the security compliance processes that Industry 4.0 requires, including reducing the organization’s exposure and effectively managing the mitigation process [
14].
2.2. Human Aspects in the Context of Industry 4.0
To address the human-related aspect in the context of Industry 4.0, there is an ever-increasing interest in research and industrial practices where humans are placed at the center of design in all disciplines [
19]. Human intelligence and intervention continue to play a key role due to the safety, security, and social aspects and the uncertainties posed by these autonomous and intelligent systems. In addition, and parallel with the advanced technologies of these intelligent systems, the role of humans has evolved from low-level operations that can be dangerous, difficult, and boring to highly specialized and safe tasks [
20]. However, humans may feel that they are easily changed due to the implementation of technology. In addition to technical skills, it has been pointed out that human work in the manufacturing sector increasingly requires technological skills, social and communication skills, as well as team skills and self-management skills [
19,
21]. The essential skills to perform the tasks must be identified and training provided to meet the requirements. The person should have more opportunities for autonomous decision-making, diversity in the workplace, and social interaction [
18]. He is also seen with his values, attitudes, and respect for others, which separates him from technological devices, and this must be emphasized in the management processes [
22].
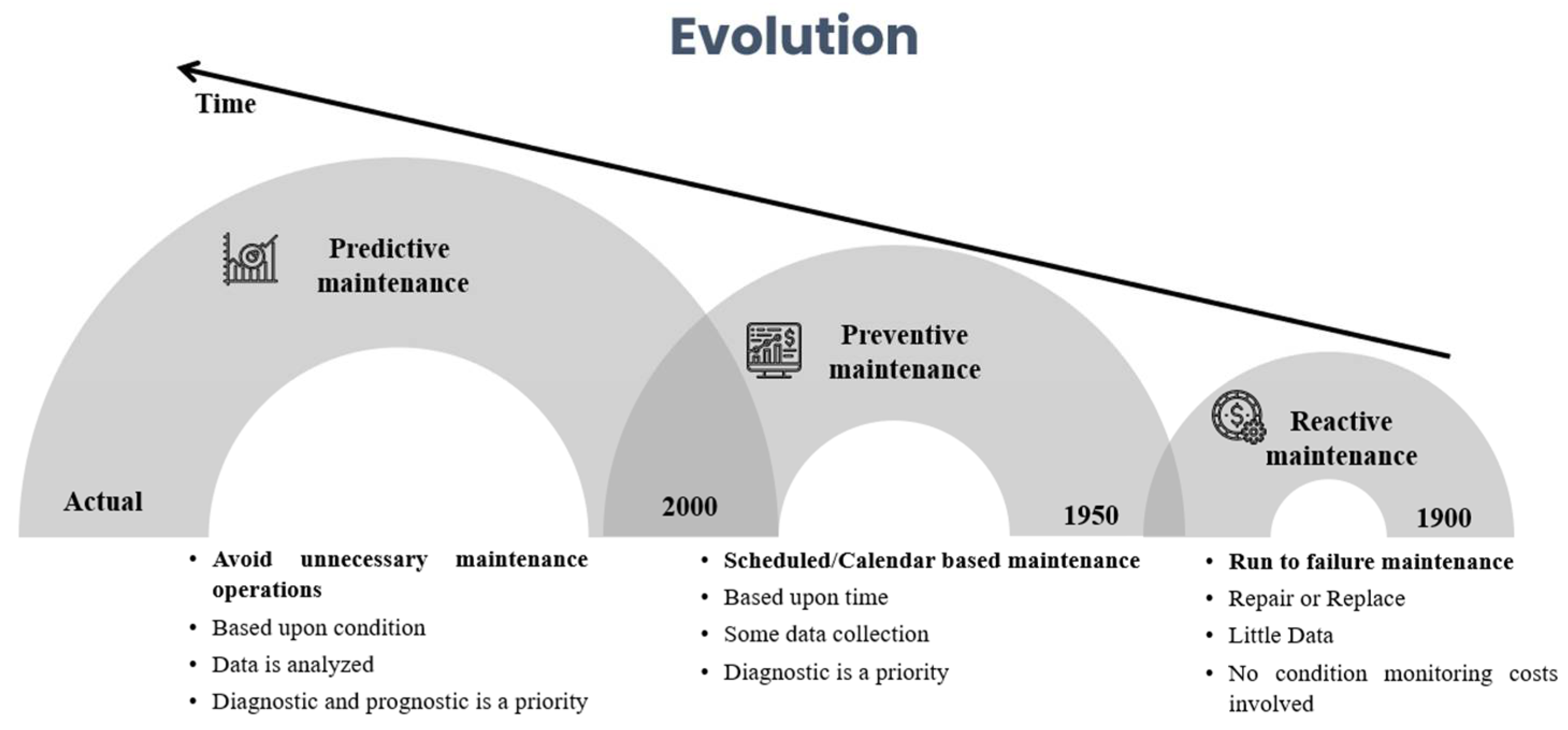
3. Evolution of Industrial Maintenance
As explained in the previous section, the concept of Industry 4.0 leads to a data-driven connected factory. Based on this concept, the dominant trend in maintenance is to move away from costly reactive maintenance to preventive and predictive maintenance, called also smart maintenance. Over the course of industrial revolutions, as shown in
Figure 3, maintenance strategies have undergone a gradual evolution and it is currently a continuous process [
23]. Indeed, the philosophy of reactive or corrective maintenance is more common in manufacturing plants that are understaffed and unable to retain skilled maintenance personnel. Industries have struggled for years to abandon this maintenance philosophy because it is costly and often results in significant unplanned downtime and increased costs [
24]. Preventive maintenance is a set of actions aimed at preventing failures, reducing the risk of failure and the number and duration of unscheduled shutdowns, which implies an extension of the equipment’s life and consists of intervening in a system before a failure occurs [
25].
3.1. Predictive Maintenance
Predictive maintenance (PdM) is a recent preventive maintenance approach that consists of improving the performance and efficiency of the manufacturing process by increasing the life span of equipment and ensuring sustainable operational management. This implies, on the one hand, a decrease in downtime and the number of unnecessary stops, accompanied by a reduction in repair costs, by offering the possibility of interventions through the prediction of failures [
26]. Intelligent predictive maintenance strategies are now being implemented by manufacturing companies. This implementation is done by evaluating the remaining life of the elements responsible for the failure and by allowing the remote and real-time monitoring of equipment failures. The latter need detection and diagnosis in order for the equipment to function properly.
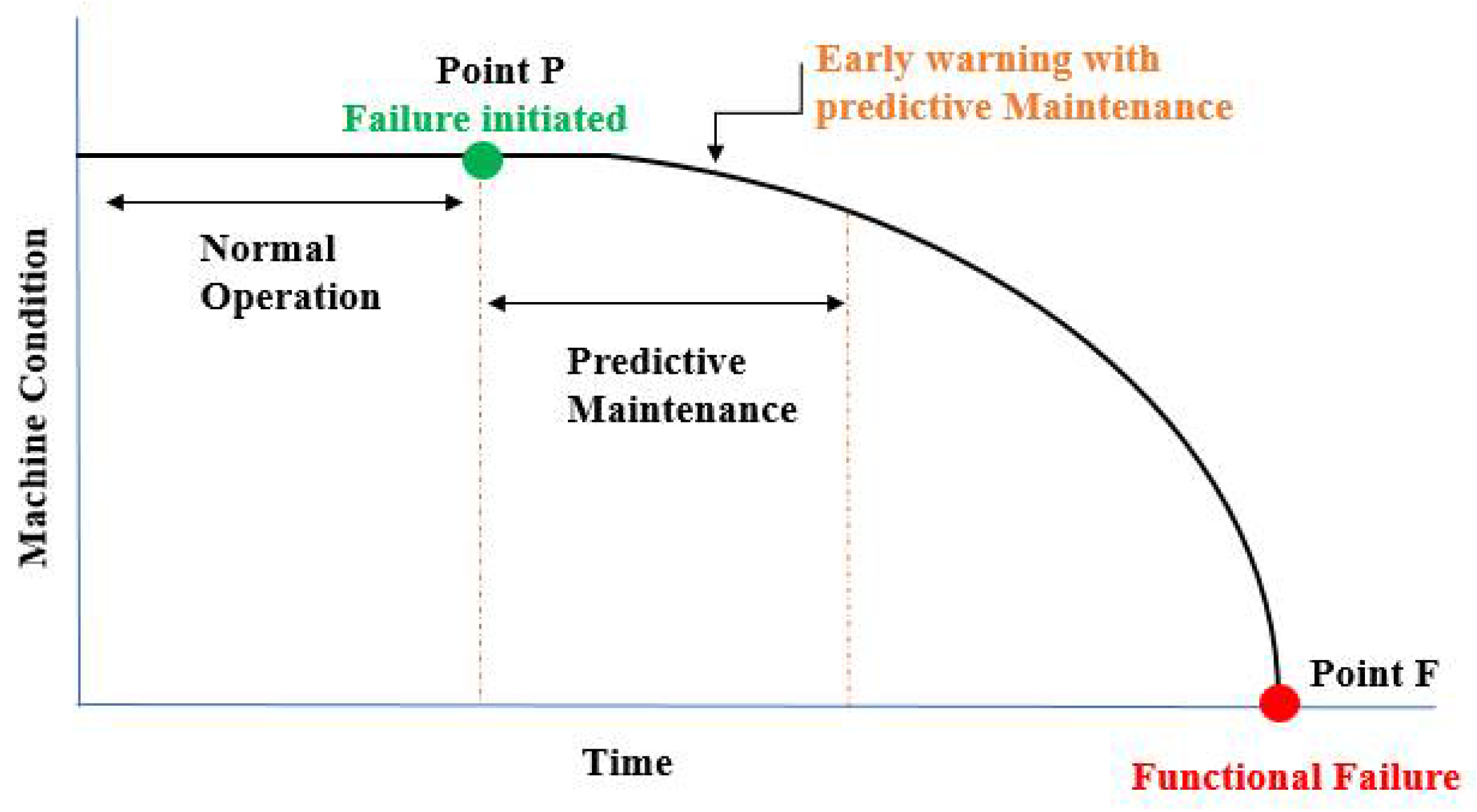
Predictive maintenance is the latest form of maintenance, offering the longest life and highest reliability of equipment (shown in
Figure 4), and the most environmentally sound and cost-effective solutions [
27]. The maintenance method used to troubleshoot by going down to the source is called proactive maintenance. This maintenance method, which is very effective when applied in conjunction with predictive maintenance, is becoming increasingly popular [
28].
3.2. Predictive Maintenance Tools and Materials
At the beginning of the 21st century, and in the era of the fourth industrial revolution, computational and advanced visualization tools based on the latest technologies have become the main and necessary components of digital transformation in Industry 4.0. They have been adopted by manufacturing companies in multiple industrial applications and, more specifically, in predictive maintenance, named maintenance 4.0 [
29,
30]. In the following subsections, the main technological tools applied in maintenance 4.0 is presented.
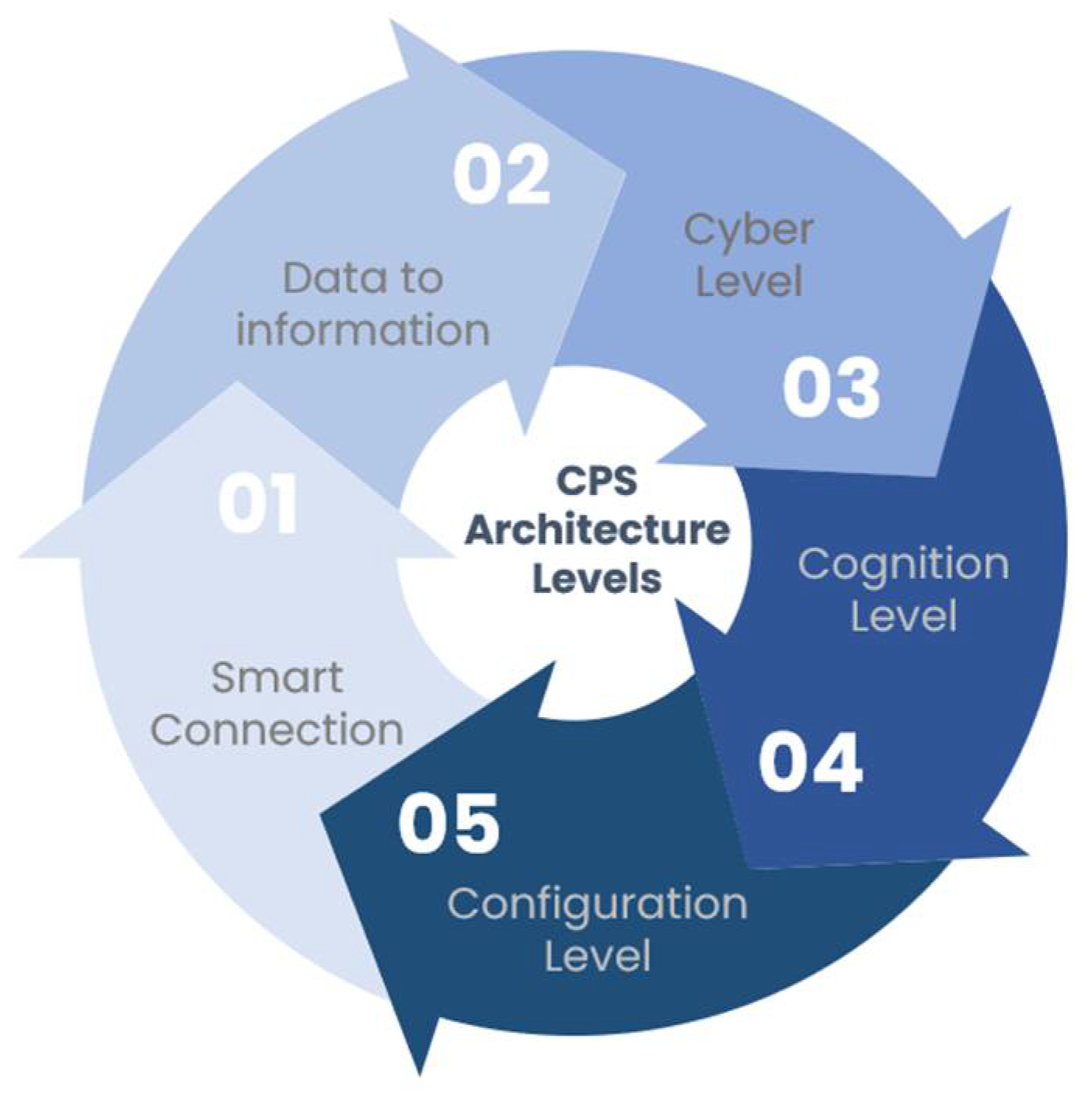
3.2.1. Cyber-Physical Systems
The most recent advancement in intelligently connected production devices and sensors, and autonomous intelligent monitoring, control, sensing, and diagnostic systems are known as “cyber-physical systems (CPS)”, which are outfitted with a variety of computational and physical methods and tools that are perfectly suited to meeting human needs [
31]. Five-stage CPS architecture (5C architecture) was proposed by [
32] (see
Figure 5). These stages provide a simpler technique to design and practice a step-by-step CPS from the data collection stage to the final analysis and value generation stage.
3.2.2. Industrial Internet of Things
Connecting machines, devices, and systems is the most fundamental step in implementing Internet of Things (IoT) applications [
31]. The IoT concept provides convenience in industrial environments, where it is called Industrial Internet of Things (IIoT) [
26]. IIoT is considered the main factor behind the principle of Industry 4.0 [
32]. It is a network that connects cyber-physical systems and provides interconnection and interaction between physical devices in the process, enabling the automatic collection and retrieval of a huge flow of data [
8]. This constitutes the notion of Big Data. IIoT also offers the possibility of transmitting data via the Internet, and it is the atmosphere that allows direct access to process data, virtualization of resources, interconnection, cooperation, intercommunication, and machine-to-machine interaction in a transparent manner and without human intervention [
33].
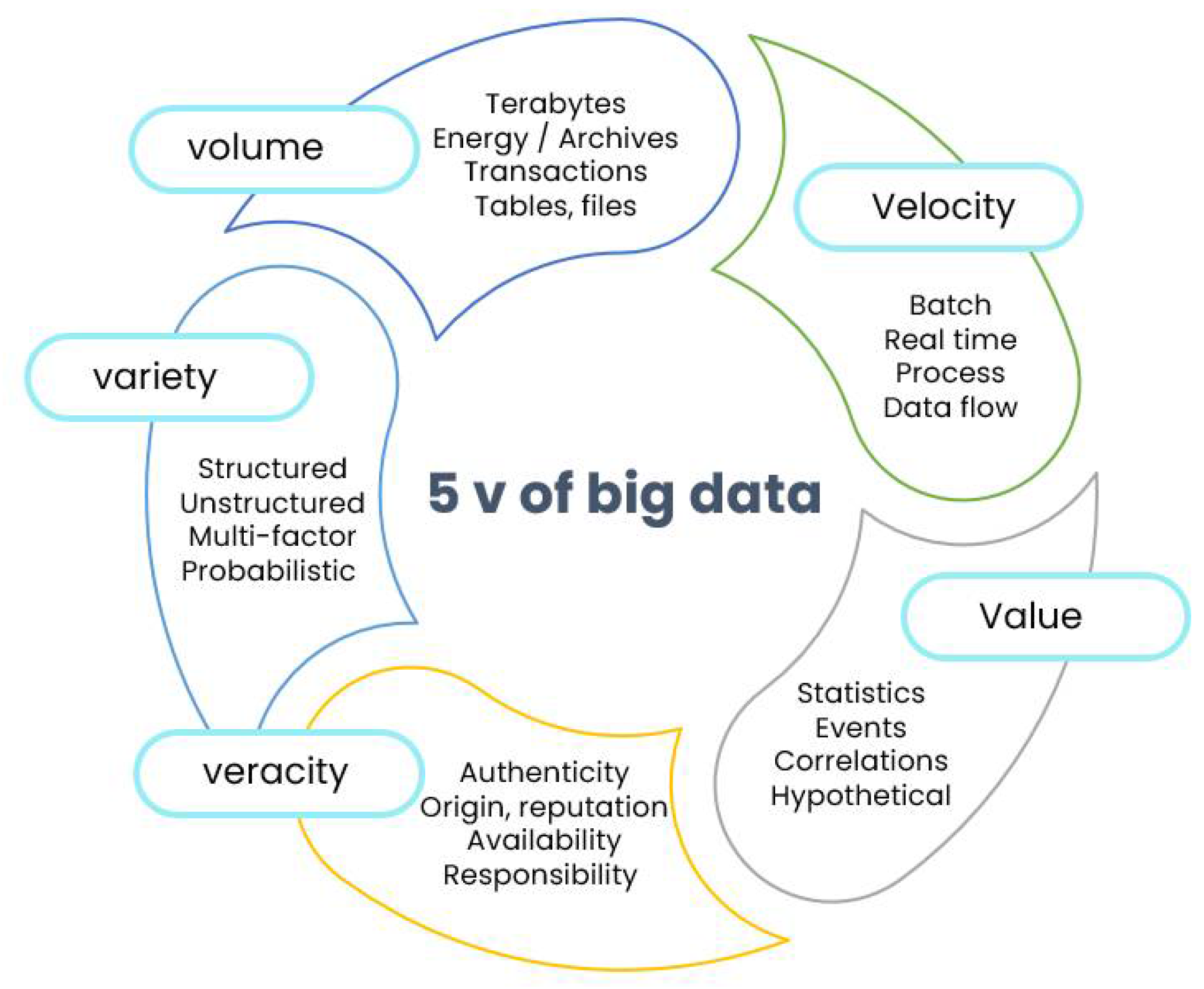
3.2.3. Big Data
Collecting, processing, and analyzing real-time Big Data from cyber-physical systems is a strategic phase for the intelligent transformation of the maintenance function, especially with respect to failure prediction, planning, and risk management [
34]. This is done through the planning and optimization of interventions using artificial intelligence tools and techniques such as machine learning and deep learning or through statistical models and approaches based on the data and information collected by the different sensors [
10]. The characterization of massive data or Big Data is usually done according to three “V’s”, the V’s of Volume, Variety and Velocity, to which other complementary “V’s” are added, such as Value and Veracity/Validity (See
Figure 6).
3.2.4. Digital Twin
A Digital Twin (DT) is a digital or virtual copy of physical assets or products. The term was originally coined by Dr. Michael Grieves in 2002 [
35]. NASA was one of the first to use the technology for space exploration [
36]. DTs connect the real and virtual world by collecting real-time data from the installed sensors. The collected data is either locally decentralized or centrally stored in a cloud. The data is then evaluated and simulated in a virtual copy of assets [
37,
38]. After receiving the information from the simulation, the parameters are applied to real assets. The integration of data in real and virtual representation helps in optimizing the performance of real assets.
3.2.5. Augmented Reality
Augmented reality (AR) is an emerging technology developed on the basis of virtual reality (VR), which generates three-dimensional virtual information through a computer system, including virtual scenes, virtual objects, etc. [
39,
40], and then superimposes this information into the real scene to realize the function of real-world enhancement and improve the user’s perception of the real world. Although developed based on VR technology, AR does not require rendering of the natural environment like VR technology [
41,
42]. AR has been applied to support various processes on the shop floor, such as assembly, maintenance, etc. Since various manufacturing processes require high quality and near-zero error rates to ensure end-user requirements and safety, AR can also equip operators with immersive interfaces to gain productivity, accuracy, and autonomy in quality [
43].
3.2.6. Artificial Intelligence
Artificial intelligence (AI) is the keyword in the transition to Industry 4.0; it is a powerful technology that compensates for the deficiencies and ineptitude of traditional techniques and approaches practiced in industry [
44]. It has emerged as a powerful tool for developing intelligent predictive algorithms in many applications. AI approaches can handle multidimensional and multivariate data and extract hidden relationships in data in complex and dynamic environments [
45]. AI is strongly related to and appropriate to Big Data for answering critical questions, addressing weaknesses, and shedding light on key process issues, especially in the analysis and processing phase of Big Data.
3.2.7. Machine Learning and Deep Learning
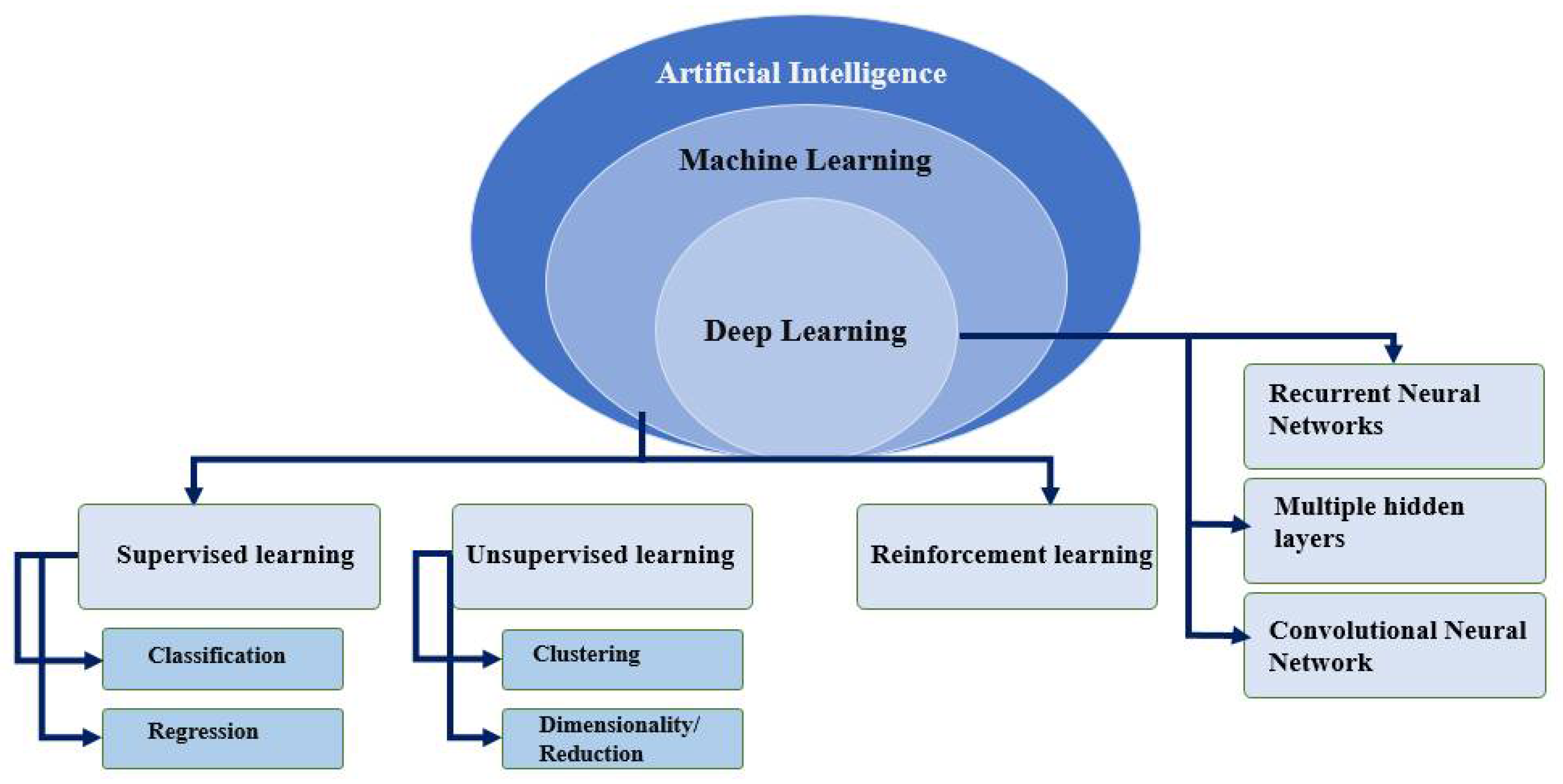
Machine Learning (ML) is a subfield of AI that has evolved from pattern recognition to analyzing data structures and integrating them into models that users can understand and regenerate [
46].
Figure 7 identifies all ML categories, methods, and models applicable to maintenance-related projects [
47]. Furthermore, ML is classified into four categories, namely supervised learning, unsupervised learning, reinforcement learning, and deep learning. The types of supervised and unsupervised learning intended to predict or describe existing relationships in a dataset are said to be supervised when the dependent variable is available and unsupervised when they are not, while reinforcement learning is a computational approach that learns from the interaction with the environment, which means determining how the actors in a system can perform actions in their environment to maximize the cumulative rewards.
Deep learning (DL) belongs to artificial neural networks (ANNs). It is a large group of techniques in many fields, which can be applied to both supervised and unsupervised learning. ANNs are inspired by brain function, with the primary goal of learning from unstructured or unlabeled data, using one or more layers to extract higher-level features step by step from raw input. Deep learning techniques can be applied to industrial equipment in different situations such as fault detection, failure prediction, etc.
4. Challenges of Predictive Maintenance
Even though adopting predictive maintenance in an industrial context is inevitable, it is surrounded by challenges that hinder the application and collective adoption of this smart maintenance approach. Despite the availability of predictive maintenance algorithms, companies that want to benefit from Industry 4.0 still have to trade off the opportunities of predictive maintenance against the capital expenditure required to purchase necessary instrumentations, software, and expertise. This disadvantage is more important in the early stages of predictive maintenance development when actual data on normal and abnormal equipment behavior is lacking or scarce, and in the case of new systems, when there is no experience with their operation. This situation can lead companies to invest more in predictive maintenance solutions [
48]. In the list of challenges encountered in the scientific literature, four groups can be distinguished and will be considered, namely financial and organizational limits, data source limits, machine repair activity limits, and limits in the deployment of industrial predictive maintenance models.
4.1. Financial and Organizational Limits
For-profit companies inevitably consider the expected costs of any new investment. Predictive maintenance efforts, such as sensor installation, information retrieval, model preparation and maintenance, and maintenance activities generate costs for the companies in which predictive maintenance methods are introduced. These costs can vary depending on multiple factors, such as the type and complexity of equipment and corresponding sensors, the cost of consulting, installation, and knowledge extraction, and whether the necessary expertise can be found internally or externally [
49]. One method of assessing whether the introduction of predictive maintenance can be beneficial is to create a projected return on investment (ROI) [
50]. The projection of the predictive ROI should consider the value of predictive maintenance results, the payback time, and the described costs. The financial rationale for the use and applicability of predictive maintenance also depends on the size and type of business in which it is introduced [
51].
4.2. Data Source Limits
The availability of relevant data is essential for the creation of a production process management model. However, companies rarely have all the relevant data at the beginning of the introduction of production process management [
30]. After using the data that is already available, it is necessary to identify the gaps and aim to resolve them. Furthermore, the quality of the existing information sources may not meet the required needs. If only part of the data is affected by unsatisfactory quality, this can be overcome during data preparation, as long as the amount of data points is sufficient to achieve statistical significance and as long as defect detection can successfully isolate machine-critical points [
52]. The company using predictive maintenance methods may then face challenges when the necessary confidence in the data does not hold true, i.e., if sensors, controllers, or other data sources provide inaccurate or incorrect measurements. This can result in incorrect predictions and missed maintenance urgency or false alarms. An additional challenge for sensor technology is that sensors currently tend to operate offline without contributing to online data. In addition, sensors are subject to downtime, instrument degradation, noise, or simply the sensor may fail. It is then important to clean the data before applying the predictive maintenance algorithm in order to predict the true reality and not distort the results.
4.3. Machine Repair Activity Limits
By being able to predict the remaining life of a component, maintenance times can be determined, but the actual maintenance of a component still faces challenges related to the dependence on human interactions and the lack of self-maintenance [
53]. In fact, the effectiveness of maintenance depends on the quality of human management and skills, given that machine components currently depend on human operators for control and maintenance. Industrial machines particularly work by executing commands in a reactive manner and do not question the plan for them. However, human task planning is based on data and experience, which the machine might also be able to retrieve. Thus, an intelligent component could autonomously propose or even initiate actions that are beneficial to system health, asset throughput, or product quality. A further step toward asset autonomy relies on asset awareness and autonomous maintenance. A self-aware asset can assess its conditions based on data that is currently extracted and stored in a predictive maintenance system and can recognize critical conditions up to the point of autonomous definition of maintenance decisions. Unlike a central system controlling one or more assets, all the information needed to make predictive maintenance decisions, as well as the degradation and prediction model, would be distributed and available at a component level. Machines can then plan maintenance programs for themselves. However, currently, industrial machines do not have this level of self-awareness and self-maintenance.
4.4. Limits in the Deployment of Industrial Predictive Maintenance Models
Generally, there are three challenging steps after the development of intelligent failure prediction models: their integration, monitoring, and updating. Model integration in the industry is a challenge because this task is often performed by an information technology (IT) team which is usually dissociated from the team of researchers and developers who developed the predictive maintenance models. Building such an IT infrastructure to maintain the data pipelines can be laborious and is not usually factored into the project planning. Regarding the monitoring step, it consists of ensuring that the model is updated. To do this, a feedback loop is added to the model so that the new incoming data are learning inputs. This continuous re-training of the prediction models has the disadvantage of weakening the reliability of the results. Indeed, neither the integrity nor the relevance of the data is verified in production, which allows the introduction of outliers and thus distorts predictions in the long run. Finally, as for the updating of the models, it is necessary in order to avoid the conceptual drift phenomenon that affects machine learning models. To update the prediction models, the company must modify the code, the model, and the data at the same time. Compared to traditional enterprise software updates, this cycle of improving predictive maintenance models is much more complex [
54].
5. Predictive Maintenance Workflow
In order to properly plan a predictive maintenance project, a life cycle is followed containing five (5) essential steps. These are the approaches to structure the solution of problems that require data science and machine learning.
Figure 8 illustrates the life cycle and workflow of a predictive maintenance project [
55,
56]:
Step 1. Understanding the project’s needs:
The first step consists in understanding the business elements and problems of the project as well as the constraints to overcome. In this step, it is necessary to fully understand the system and the equipment that are of interest to solve the project as well as the operation of the equipment. This implies the definition of the physical quantities to be measured, the choice of the sensors, and their installations if needed. In this step, we must also define a list of types of failures that we can face.
Step 2. Data collection, understanding, and preparation:
Data collection: The sensors available in the equipment have the capacity to collect data and transfer them to the database.
Understanding: This phase involves determining precisely what data to analyze, identifying the quality of the available data, and relating the data to its meaning.
Preparation: This sub-step includes elements such as selecting related data; integrating data by merging datasets; cleaning and managing missing values by deleting missing values or imputing them with related data; managing erroneous data by deleting erroneous data; checking outliers and processing them; using feature engineering to build new data and obtain new features from existing data; formatting the data into the desired structure; and removing unnecessary columns and features. Data preparation is the most time-consuming step, accounting for 70–90% of the total project time, but it is the most important step in the entire life cycle.
Step 3. Data modeling:
Data modeling is considered the heart of data analysis. The model takes the data prepared in the previous step (data preparation) as input and provides the required output. This step involves choosing the right type of algorithm, whether it is a classification problem, a regression problem or a clustering problem. The testing and parameterization of different chosen algorithms constitute a model.
Step 4. Evaluation and deployment:
Step 4.1—Model Evaluation: Ultimately, we need to evaluate the model by measuring accuracy (how well the model works, i.e., does it accurately describe the data) and relevance (does it answer the original question that needs to be answered). We also need to ensure that there is a good balance between performance and generalization, which means that the model created should not be biased; it should be a generalized model.
Step 4.2—Deploying the model: The evaluated model is finally deployed in the required format and channel. This is the last step in the predictive maintenance life cycle that is related to the data. Each stage of the life cycle explained below should be carefully considered. If one step is not executed well, it will affect the next step and all the effort will be wasted. For example, if data is not collected properly, information will be lost, and a representative model cannot be created. If the data is not properly cleaned, the model will not work properly. If the model is not evaluated correctly, it will fail to give a perfect output in the real world. From understanding the project to deploying the model, proper attention, time, and energy must be given to each step.
Step 5. Decision making:
In general, the decision-making process helps operators solve problems by deciding on the best path forward. Using a step-by-step approach is an effective way to make thoughtful, informed decisions that have a positive impact on short- and long-term goals.
Step 5.1—Identifying the decision: The first step in making the right decision is to recognize the problem. In this phase, several possible intervention scenarios are developed with associated repair times and costs.
Step 5.2—Action: After the identification of the possible scenarios, we choose an alternative or combine them in order to find the one that verifies the minimum costs and delays. The days of repair are planned after checking the availability of manpower and spare parts.
Step 5.3—Review: This step is important because it allows us to evaluate the effectiveness of the decision taken; the life cycle of predictive maintenance is repetitive, so it allows us to improve future interventions.
6. Predictive Maintenance Models
As mentioned in previous sections, predictive maintenance approaches are developed to help industrial sectors based on their needs and maintenance requirements. Depending on the technical and digital maturity level, different types of PdM models can be offered. Among others, three main PdM models are presented in the following subsections.
6.1. Condition-Based Maintenance
Condition-based maintenance (CBM) is a management philosophy in which repair or replacement decisions are made based on the current or future condition of equipment [
57]. It is defined as a maintenance program that recommends maintenance solutions based on information gathered from condition monitoring and consists of three main steps: data collection, data processing, and maintenance decision-making [
58]. CBM is an extended version of predictive maintenance where automatic alarms are activated before a failure occurs. Automatically triggered alarms are activated before any failure is obtained. Complex multi-variable methods and algorithms are used to satisfy the application requirements of CBM [
59]. The objective of CBM is to minimize the overall cost of inspections and repairs by collecting and interpreting intermittent or continuous data about the operating status of critical components [
60].
CBM can take many forms, from simple to complex. However, the most common form adopted by most industries is the one shown in
Figure 9 where the focus is on data collection, prediction, and correction with varying degrees of automation [
57]. The starting point is to monitor a set of indicators representative of the health of the equipment over time. When one or more of these indicators reach a predetermined level of deterioration, maintenance actions are taken to return the equipment to the desired state [
61]. This means that equipment is only taken out of service when there is direct evidence of deterioration [
62].
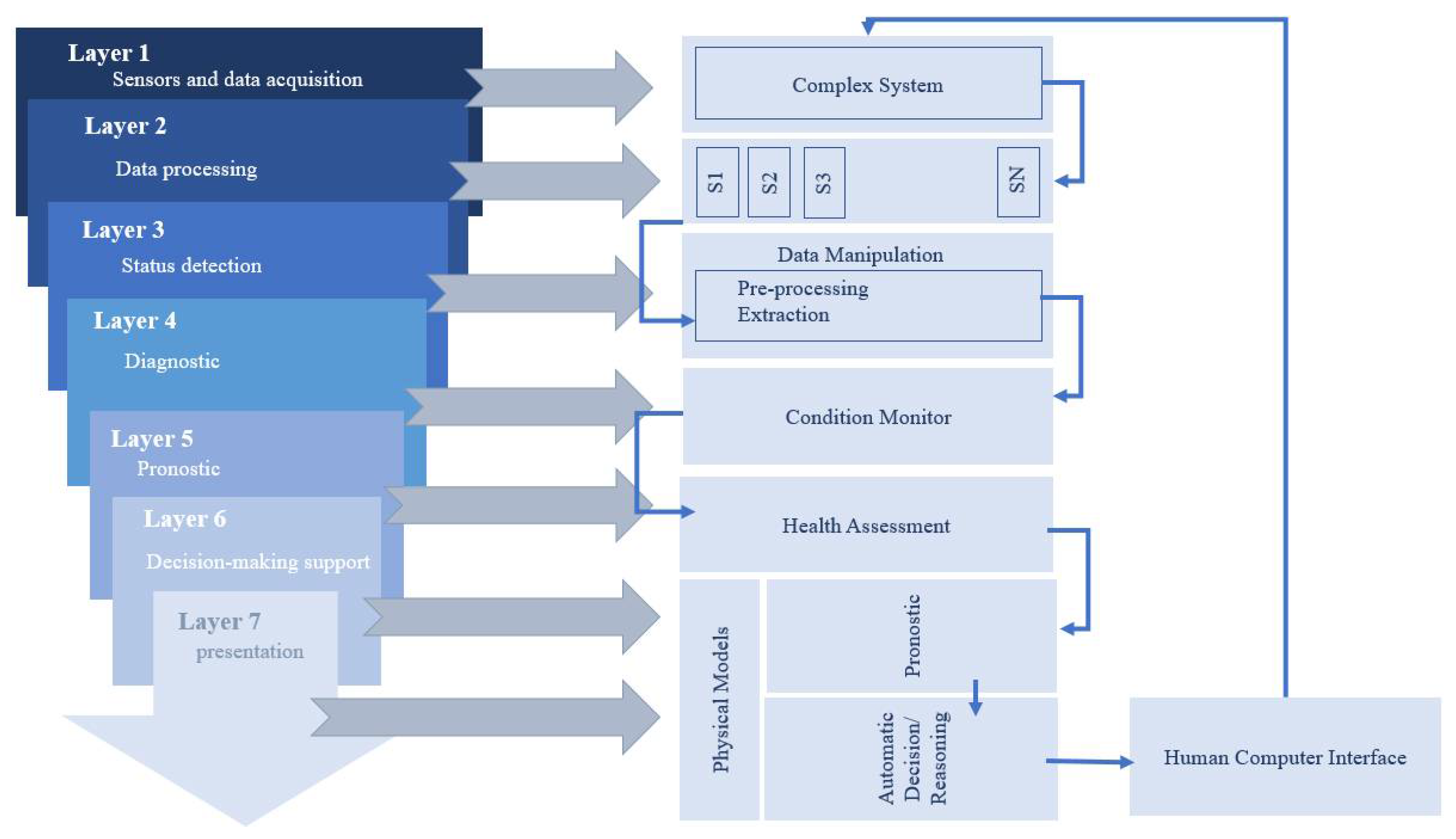
The modules of a conditional maintenance system can be presented as follows:
Module 1: The sensor module provides the CBM system with digitized data from the sensor or transducer.
Module 2: The signal processing module receives signals and data from the sensor module or other signal processing modules. The output of the signal processing module includes digitally filtered sensor data, frequency spectra, virtual sensor signals, and other CBM features. The signal processing module may consist of an AI-ESTATE (Artificial Intelligence and Expert System Tie to Automatic Test Equipment).
Module 3: The status monitor receives data from the sensor module, the signal processing module, and other status monitors. Its main purpose is to compare the data with the expected values. The status monitor must also be able to generate alerts based on predefined operational limits. This function can be very useful for rapid fault development.
Module 4: This module receives data from various status monitors or other health assessment modules. The main purpose of the health assessment module is to determine if the health status of the monitored component, subsystem, or system has degraded. The health assessment module is able to generate diagnostic records and propose failure possibilities. The diagnosis is based on trends in health status history, operational status, and loading and maintenance history.
Module 5: The prognostic module has the ability to take into account data from all previous layers. The main objective of the prognosis module is to calculate the future health status of an asset, taking into account future usage profiles. The module should indicate the future health status at a given time or the remaining useful life (RUL).
Module 6: The decision support module receives data from the health assessment module and the prognosis module. Its main purpose is to generate recommended actions and alternatives. The actions can be in the area of maintenance, but also in the area of operating the asset until the current mission is completed without a failure occurring.
Module 7: The presentation module should present the data from all the previous modules. The most important layers to present are, of course, the data from the health assessment, prognosis, and decision support modules, as well as the alerts generated by the status monitors. However, the ability to lock in even further down the layer should be a possibility. The presentation module could be integrated into a regular machine interface.
6.2. Prognostics and Health Management
The concept of Prognostics and Health Management (PHM) appeared in the 1990s with the launch of the US Army’s Joint Strike Fighter (JSF) project [
63]. The initial application of PHM is therefore in the field of military aviation. Given the accelerated development of sensor technology and predictive algorithms, practitioners have more opportunities to monitor and predict system states. This allows system actors to take proactive measures to avoid serious accidents. For this reason, PHM is currently popular in a growing number of fields [
64].
The objective behind the implementation of a PHM architecture includes the dynamic monitoring of the system state for the purpose of a predictable type of maintenance [
65,
66]. In this respect, the prognostic activity is considered a key process; unlike diagnostics, which concerns the ability to detect and isolate the cause of an existing error, PHM has the ability to assess the development of future degradation or errors of a system: it guarantees the operation of the system and is an important step before being able to describe the different maintenance scenarios used for the prediction and prevention of malfunctions [
67,
68].
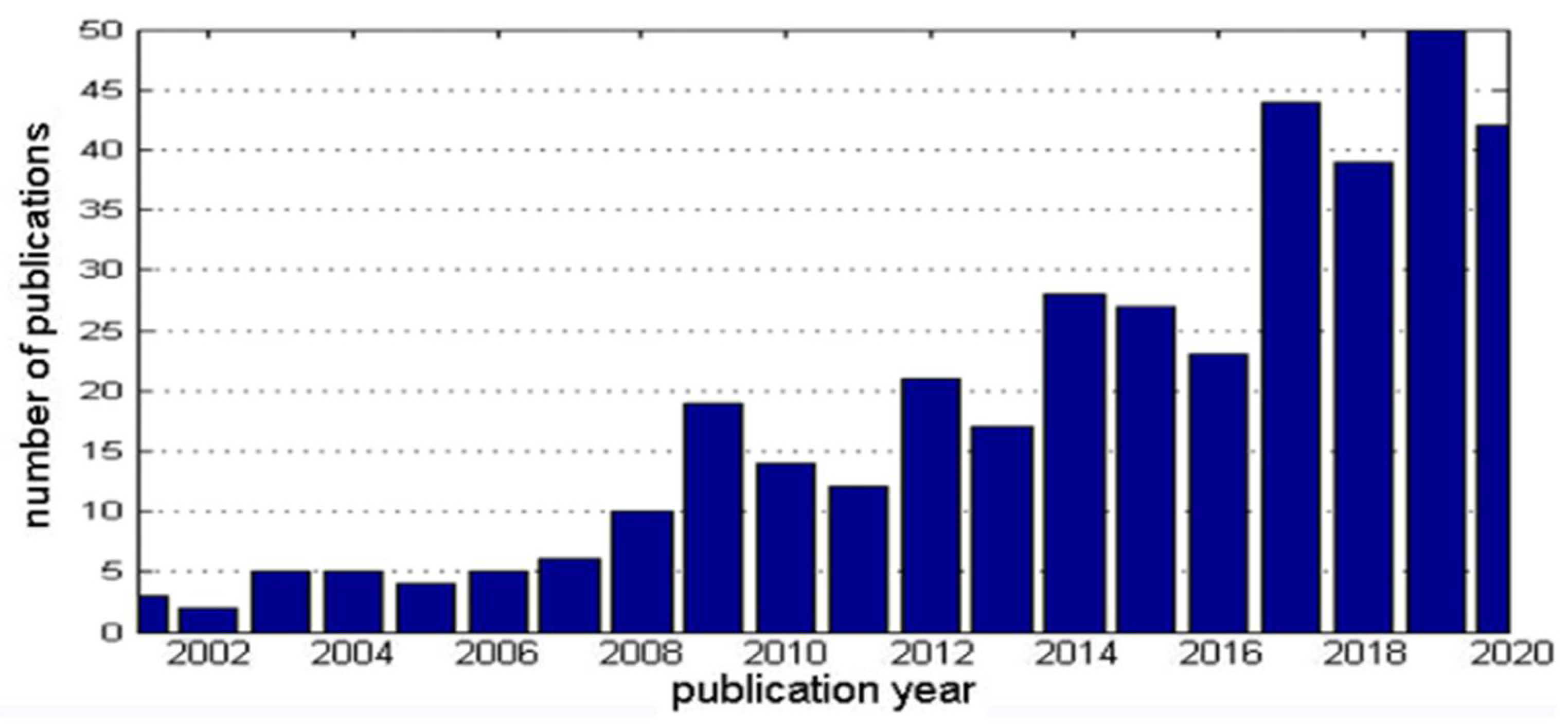
Figure 10 [
69] shows the variation in the number of publications over the last 20 years on the topic of prognosis and health management of industrial equipment. The total number is 373, calculated on the basis of a Web of Science search result. The number of publications has increased rapidly since 2006. The total number of publications from 1999 to 2010 was 100, while the number of publications in the last five years was 198, which is much larger than the total number in the first ten years.
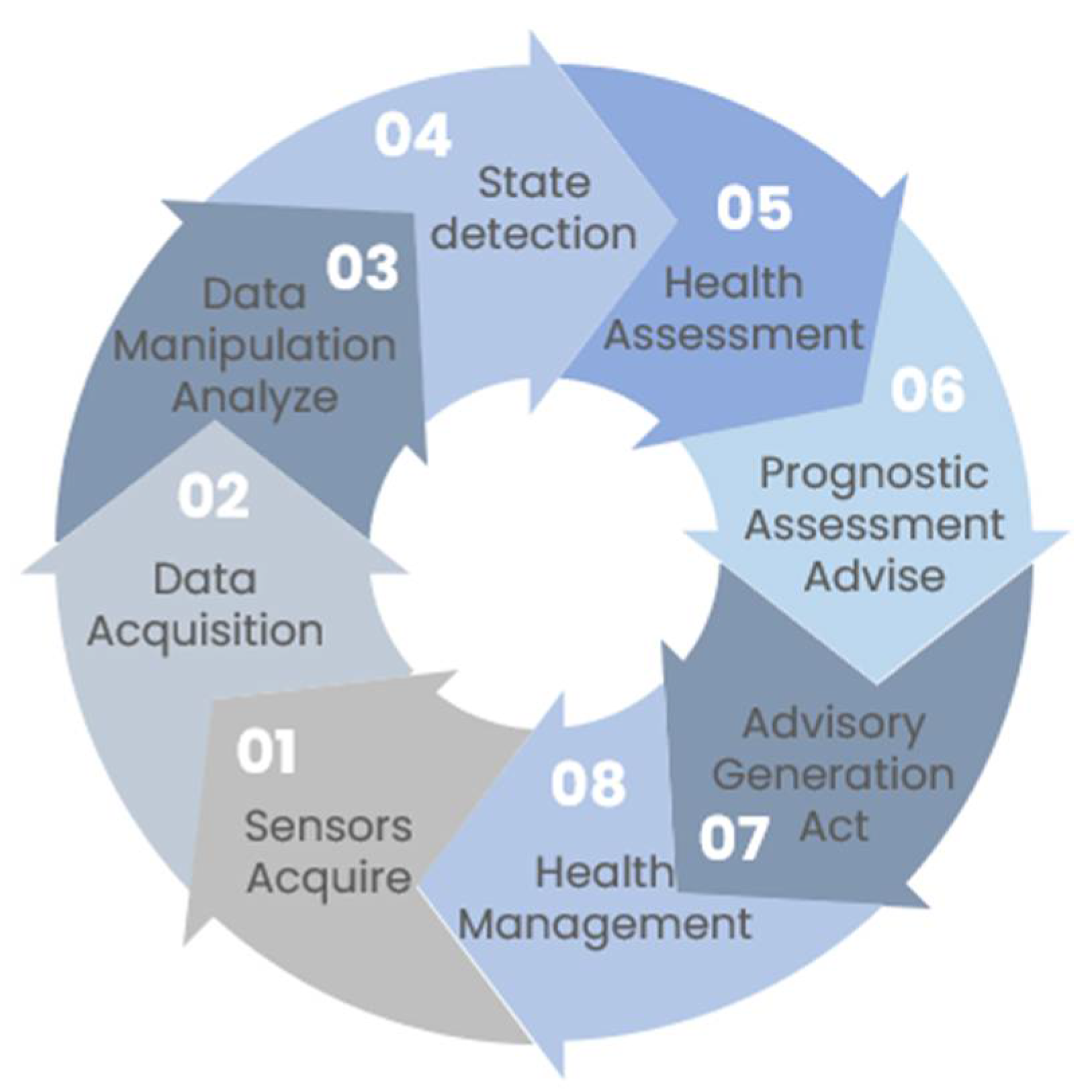
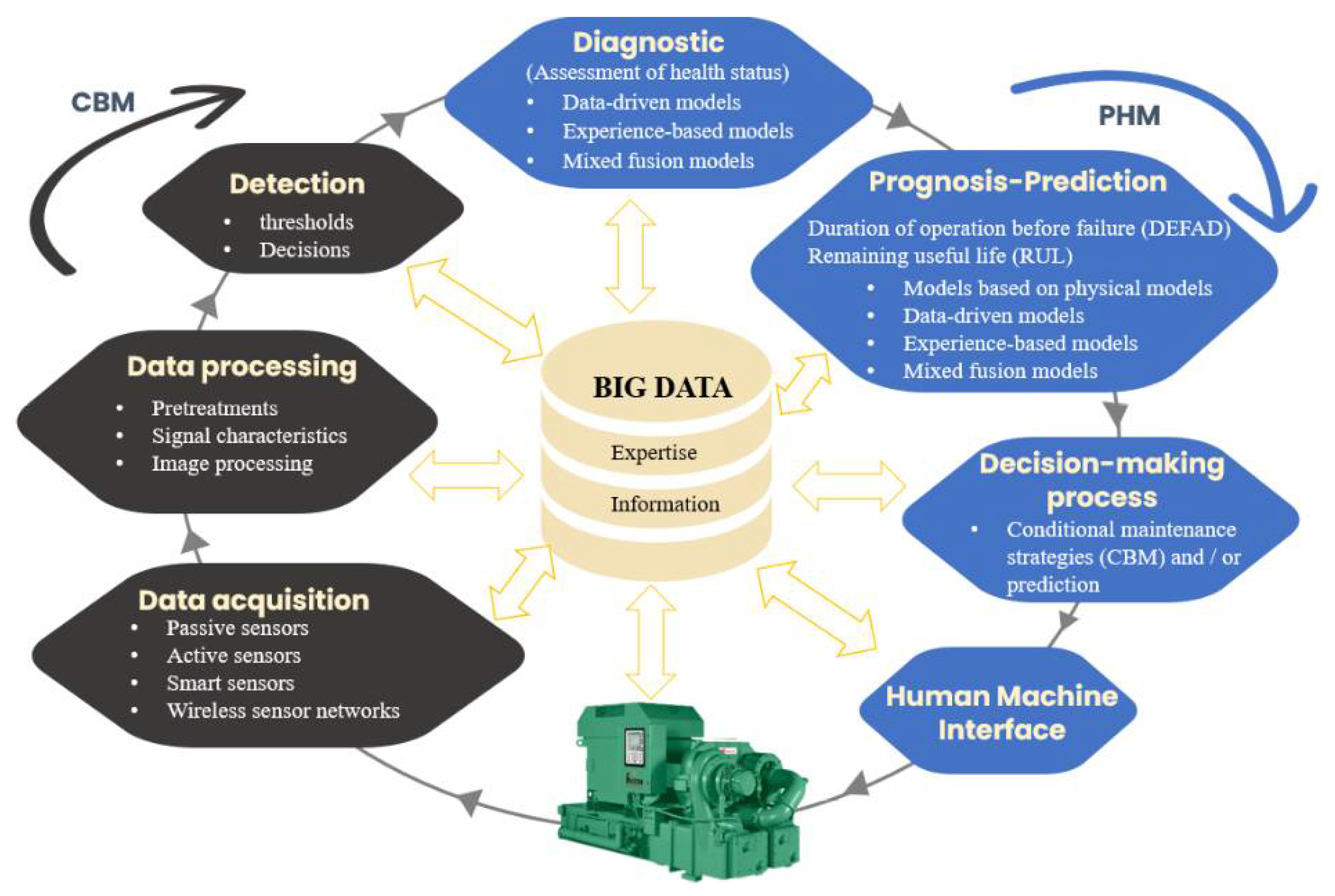
The PHM life cycle can be illustrated in
Figure 11, wherein the PHM cycle is composed of eight steps [
50]. PHM methods can be classified into three categories as shown in
Figure 12 [
63]. These categories are model-based approaches, data-based approaches and hybrid approaches that combine the advantages of the two previous approaches. The main objective of these approaches is to develop a model suitable for RUL evaluation under a wide range of operating conditions and at any time during the life cycle of a component or subsystem. The guidelines for PHM are selected based on the scope of its use, accuracy of the results, the cost, and the complexity of the operation.
6.3. Remaining Useful Life
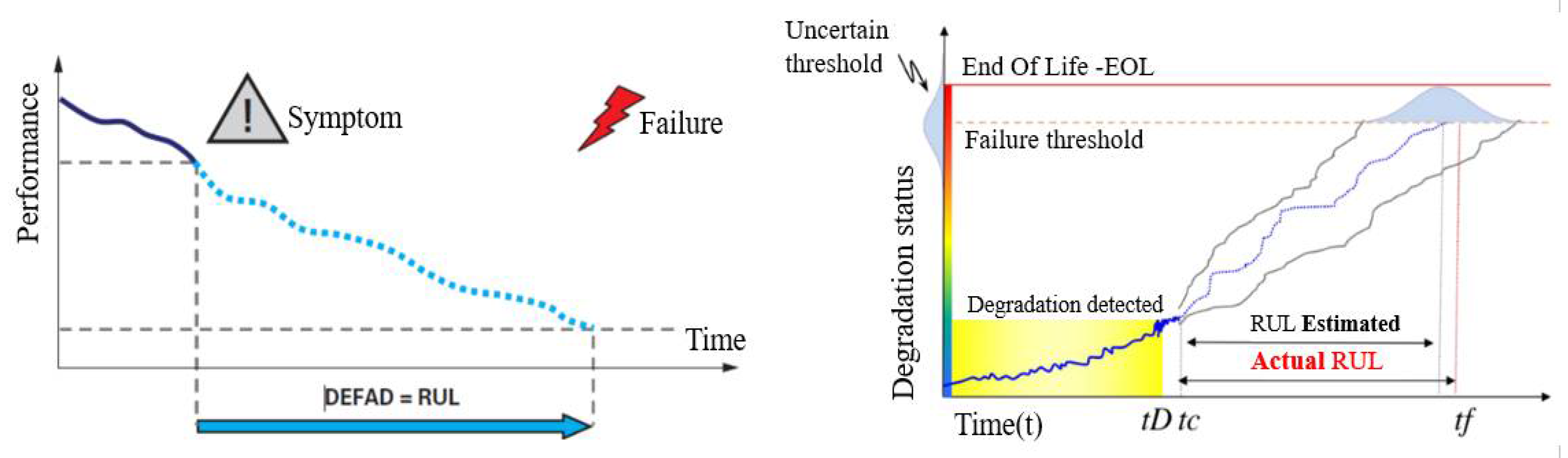
The remaining useful life (RUL) is the period of time that a piece of equipment is likely to operate before it needs to be repaired or replaced. Depending on the system, this period can be represented in days, miles, cycles or any other quantity. Service life prediction provides early warnings of failure and has become a key component of prognostication and systems health management [
71]. It enables maintenance planning, optimizes operating efficiency, and avoids unplanned downtime [
72]. The estimation of RUL is a real challenge because the relevance and effectiveness of maintenance actions depend on the accuracy and precision of the results obtained
RUL =
tf −
tc. A confidence measure should also be constructed to indicate the degree of certainty of the RUL as presented in
Figure 13.
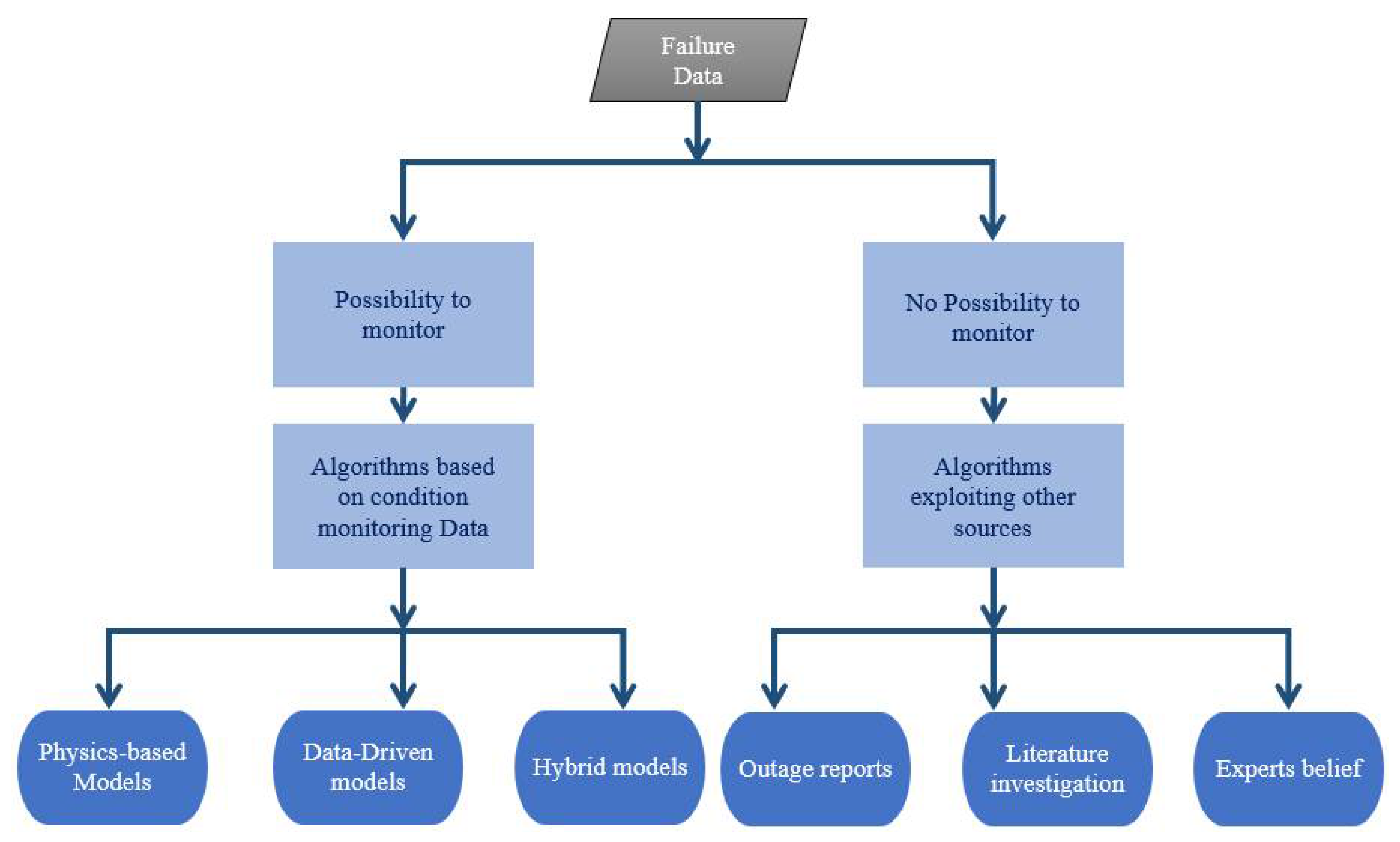
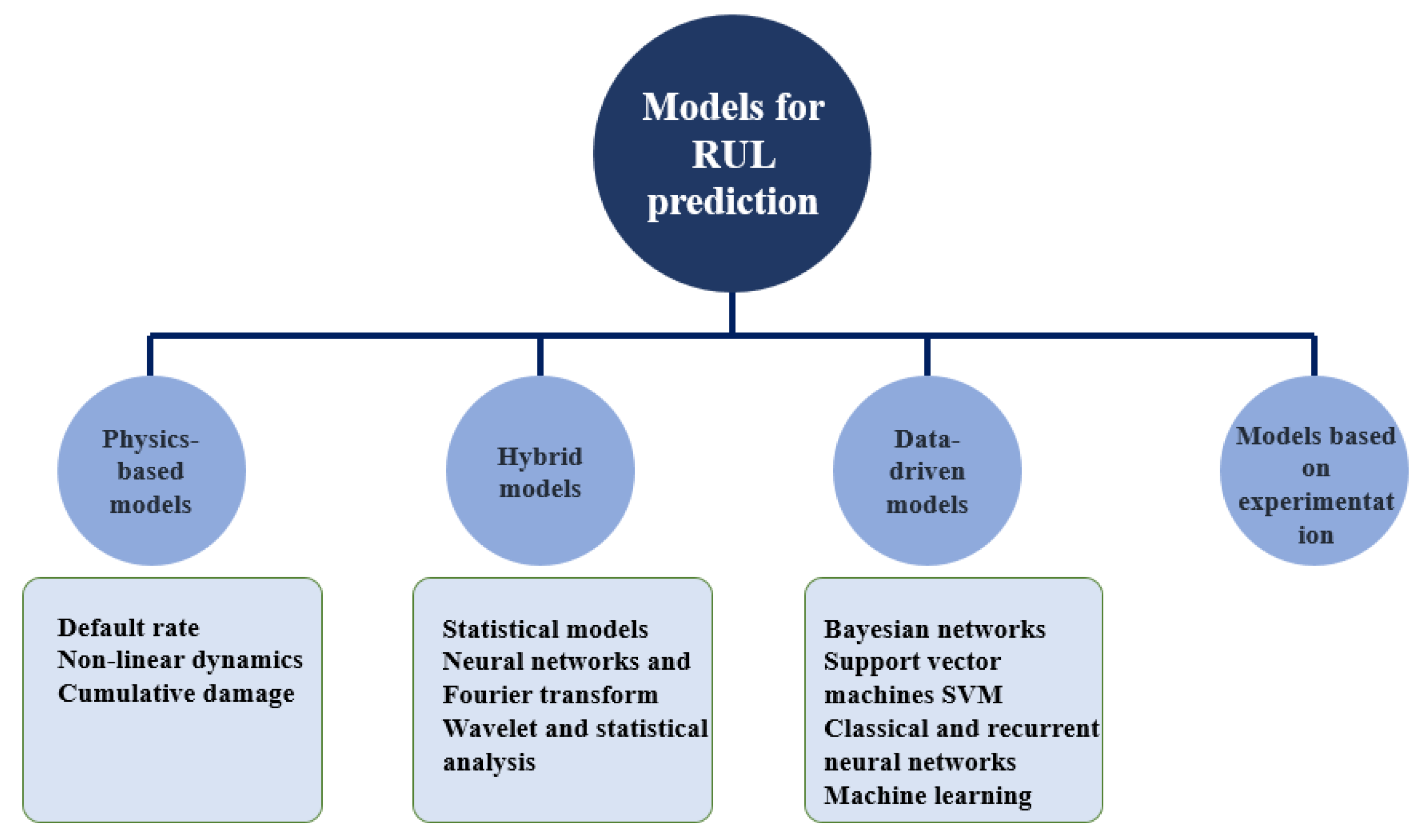
In the last decade, many tools and methods have been proposed as shown in
Figure 14. Generally, two types of methods are used to predict equipment life: physics-based methods and data-based methods [
73]. The physics-based approach uses mathematical principles such as statistics and probability, which attempt to create accurate mathematical models from prior knowledge to predict equipment life. However, relying on prior knowledge can lead to insufficient generalization. Data-driven methods aim to explore the potential relationship between monitored sensor data and their RUL value based on historical data. The RUL of equipment is a random variable that depends on the current age of a machine/equipment and its health information. It gives the remaining time for a machine, component or system before it is no longer functional. In the research, there has been an interest in the use of remaining life estimates within industries [
74]. In the following, we will present articles that have dealt with this subject.
In order to improve the prediction of RUL, Kitai et al. [
75] used convolutional neural networks (CNN) and hierarchical Bayesian regression. The conclusion is improved by defining a min-max scaling for the RUL and giving a good prediction accuracy of the CNN. However, the combination of CNN with hierarchical Bayesian regression gave a higher rate if just CNN is used for RUL prediction. Erpolat Taşabat et al. [
76] opted to use the LSTM long-term short-term memory for motor prediction; the results give a success rate of 91/100 for failure prediction. Indeed, during their experiments, the authors of [
77] used three neural networks that differ by the number of layers of LSTM used for the same dataset. They found that adding an LSTM layer increases the accuracy of the training and validation set. The use of deep learning methods has therefore become essential in the last decade. The author of [
78] used two datasets to test neural network models on over 100 motors to predict their remaining lifetimes. The results of the MAE and RMSE metrics were compared to three other topologies. Here, the author found that the recurrent neural network model outperformed the other three topologies for the first dataset used while for the entire second dataset, the error was within the acceptable range for the proposed topology.
7. Predictive Maintenance Case Study on a Centrifugal Compressor
In this section, a practical case study based on a PdM approach is presented to estimate the remaining life of a centrifugal compressor. Compressors are used throughout industry to supply air to shops or instruments, power air tools, paint sprayers and sandblasting equipment, dephase refrigerants for air conditioning and refrigeration, propel gas in pipelines, etc. [
79]. Therefore, they play a key role in the production line. This requires a study on the remaining life of this equipment in order to predict future failures and avoid them while applying machine learning methods.
Figure 15 represents the components of the CBM/PHM approach for an industrial compressor [
80].
Nordal and El-Thalji [
81] propose a predictive maintenance (PdM) evaluation matrix for overcoming centrifugal compressor failures that highlight the link between the combination of several sensor signals and the ability to detect, diagnose, and predict the future evolution of failures. Ali [
82] implemented a redundancy system with two additional compressors that are used when the main compressor fails or is under scheduled maintenance. From a general point of view, the objective is to minimize the number of possible interruptions, hence the redundancy system, which a plant will gladly invest in, instead of an unproven predictive system. However, the application of predictive maintenance can be a great advantage for the plant, because of the many benefits it brings.
8. Discussions and Recommendations
Predictive maintenance is a technique that uses tools and condition monitoring techniques to monitor the performance and health state of a structure or equipment during operation in a sustainable manner [
83,
84,
85,
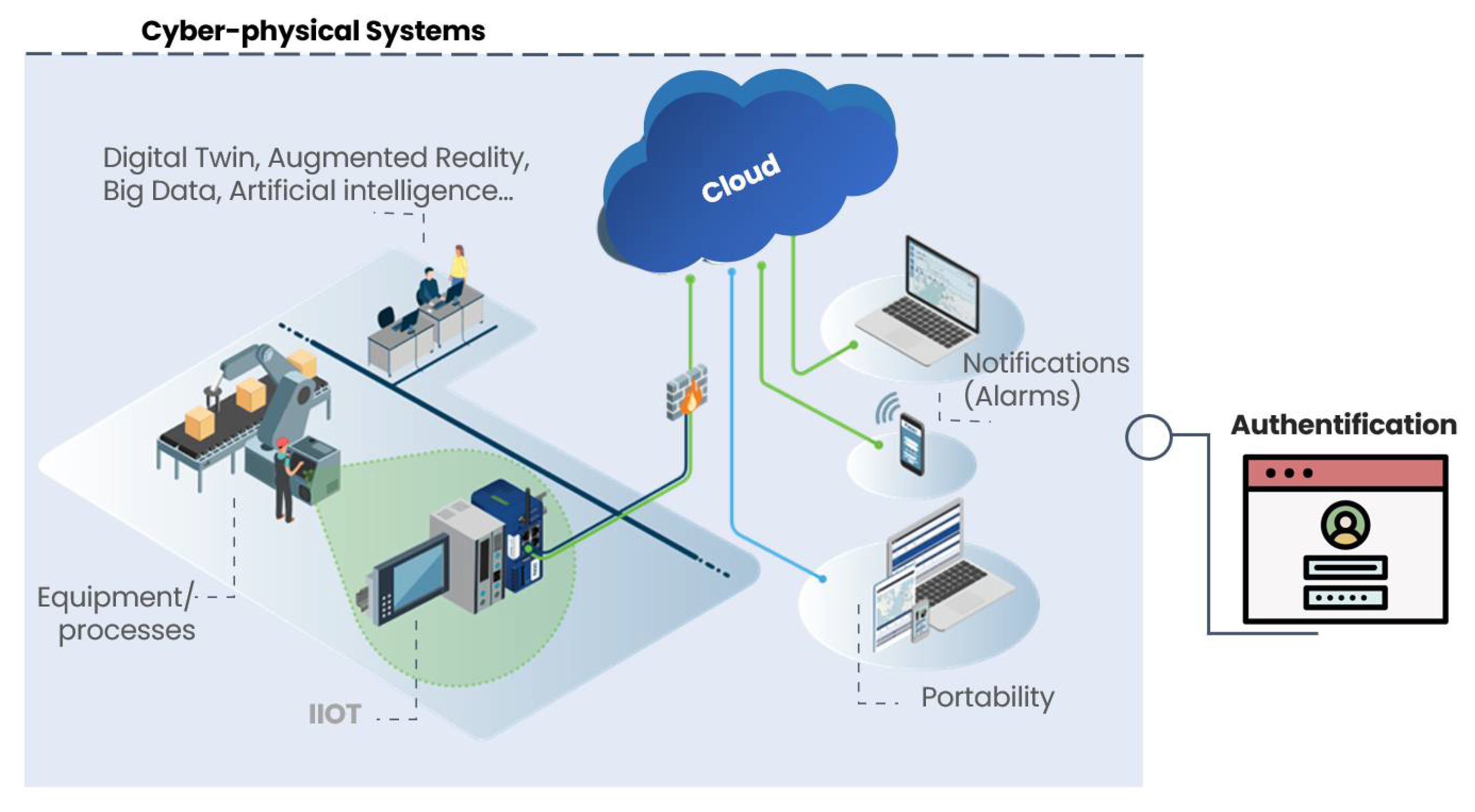
86]. However, it can be noticed in the literature that the application of maintenance 4.0 is mostly focused on a specific machine or industrial equipment. The idea of creating a user-friendly and multifunctional platform, as depicted in
Figure 16, that integrates different types of sensors and enables in-situ PdM on different types of equipment in real-time can be considered revolutionary in the field [
87]. This platform highlights support in maintenance management and decision-making based on acquired data and developed models of PdM. It allows users and the maintenance team, depending on their predefined access level to the platform, to manipulate and modify proposed decisions anytime and at any step of the maintenance planning process. The platform gives remote access via user authentication protected by a VPN (private virtual network). Thus, a cloud infrastructure is provided that allows mobile and web connections in order to receive notifications received by the alarms. Apart from remote connectivity, this platform will provide real-time on-site data monitoring collected by machines and equipment in the form of a dashboard that calculates key performance indicators and supports API (application programming interface) protocols for data customization and alarm notifications. This provides remote plant monitoring from any browser and also ensures high security against attacks by preserving the integrity and confidentiality of information.
This platform will help operators work more efficiently, safely and save money by reducing downtime and costs. It acts as an HMI operator interface where all necessary information from the equipment can be viewed in real-time through the data acquisition and transfer system. Then it allows the supervision of all the installed machines and also allows following the operations remotely in addition to keeping the history and future predictions thanks to the application of AI.
9. Conclusions
This article explored an exhaustive literature review on methods and tools in smart and prognostic industrial maintenance, covering the main articles on intelligent predictive maintenance. As a result, it was possible to identify each proposed approach as addressing specific equipment so that it becomes more difficult to compare it to other techniques. In addition, it is possible to notice that this intelligent maintenance itself has emerged as a new tool for handling maintenance events. Indeed, after the advance of Industry 4.0, Maintenance 4.0 is becoming more and more feasible and promising. The priority of adopting intelligent predictive maintenance in the maintenance routines of manufacturing sectors is recognized by industrial companies. In this article, a novel multifunctional platform of industrial predictive maintenance based on asset management and smart maintenance planning approaches is presented. This platform aims at implementing a plug-and-play type of maintenance hardware wherein different types of sensors and maintenance approaches are integrated for diverse types of industrial machines and equipment. The platform is endowed with smart prognostic algorithms featuring a prescriptive maintenance model. An industrial case study on a centrifugal compressor is also presented as the implementation of our proposed platform. The results are promising, considering the fact that the breakdown and defect prediction for the compressor followed the real maintenance timing, allowing better planning with respect to the maintenance team and spare part preparation.
In terms of challenges and future directions, there are several steps to consider in verifying this new development. Generally, an intelligent predictive maintenance project is dependent on the following activities: modeling, simulation and experimental validation, instrumentation of the system to be studied, creation of a failure database, data processing and cleaning, analysis of the main failure modes, decision support, anticipation of cyber-attacks, and presentation of the project results in the form of an HMI (human-machine interface). The future research work can take into consideration these steps in different types of industrial equipment and validate smart decision-making for industrial maintenance planning.
Author Contributions
Conceptualization, M.A. (Mounia Achouch), H.I., M.A. (Mehdi Adda), S.S.K., M.D., R.D. and K.Z.; methodology, M.A. (Mounia Achouch), M.D., K.Z., H.I., S.S.K. and R.D.; validation, H.I., M.D., K.Z., R.D. and S.S.K.; formal analysis, H.I., M.D. and S.S.K.; writing—original draft preparation, M.A. (Mounia Achouch), R.D., M.D. and K.Z.; writing—review and editing, H.I., K.Z., M.D., M.A. (Mehdi Adda), R.D. and S.S.K.; visualization, M.A. (Mounia Achouch), K.Z., R.D. and M.D.; supervision, H.I., M.A. (Mehdi Adda), M.D. and S.S.K.; project administration, H.I. and M.A. (Mehdi Adda). All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature and Symbols
| ANN | Artificial Neural Network |
| AI | Artificial Intelligence |
| AR | Augmented Reality |
| CBM | Condition-Based Maintenance |
| CNN | Convolutional neural networks |
| CPS | Cyber-Physical Systems |
| DoS | Denial of service |
| DP | Deep Learning |
| DT | Digital Twin |
| HMI | Human Machine Interface |
| IoT | Internet of Things |
| IIoT | Industrial Internet of Things |
| ML | Machine Learning |
| PdM | Predictive maintenance |
| PM | Preventive maintenance |
| PHM | Prognostics and Health Management |
| ROI | Return on investment |
| RUL | Remaining Useful Life |
| VR | Virtual Reality |
References
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries; Boston Consulting Group: Boston, MA, USA, 2015. [Google Scholar]
- Kaczmarek, M.J.; Gola, A. Maintenance 4.0 Technologies for Sustainable Manufacturing—An Overview. IFAC-PapersOnLine 2019, 52, 91–96. [Google Scholar] [CrossRef]
- Ran, Y.; Zhou, X.; Lin, P.; Wen, Y.; Deng, R. A Survey of Predictive Maintenance: Systems, Purposes and Approaches. arXiv 2019, arXiv:1912.07383. Available online: http://arxiv.org/abs/1912.07383 (accessed on 14 October 2021).
- Tiddens, W.; Braaksma, J.; Tinga, T. Exploring predictive maintenance applications in industry. J. Qual. Maint. Eng. 2020, 28, 68–85. [Google Scholar] [CrossRef]
- Blancke, O. Développement D’une Approche de Pronostic Pour les Équipements Complexes Permettant L’application de la Maintenance Prévisionnelle. Ph.D. Thesis, École de Technologie Supérieure, Montreal, QC, Canada, 2020. [Google Scholar]
- Market Research Report, Marketsandmarkets.com. “Predictive Maintenance Market by Component (Solutions, Services), De-ployment Mode (On-Premises, Cloud), Organization Size (Large Enterprises, SME), Vertical and Region—Global Forecast to 2026”. Available online: https://www.grandviewresearch.com/industry-analysis/predictive-maintenance-market (accessed on 24 July 2022).
- Predictive Maintenance Market Size Worldwide 2020–2030|Statista. 2022. Available online: https://www.statista.com/statistics/748080/global-predictive-maintenance-market-size/ (accessed on 24 July 2022).
- Qu’est ce Que L’industrie 4.0? L’agence Digitale Créative—Les Digital Heroes. 1 October 2021. Available online: https://lesdigitalheroes.fr/quest-ce-que-lindustrie-4-0/ (accessed on 13 April 2022).
- Li, Z.; Wang, Y.; Wang, K.-S. Intelligent predictive maintenance for fault diagnosis and prognosis in machine centers: Industry 4.0 scenario. Adv. Manuf. 2017, 5, 377–387. [Google Scholar] [CrossRef]
- Silvestri, L.; Forcina, A.; Introna, V.; Santolamazza, A.; Cesarotti, V. Maintenance transformation through Industry 4.0 technologies: A systematic literature review. Comput. Ind. 2020, 123, 103335. [Google Scholar] [CrossRef]
- Fernandez-Carames, T.M.; Fraga-Lamas, P. A Review on Human-Centered IoT-Connected Smart Labels for the Industry 4.0. IEEE Access 2018, 6, 25939–25957. [Google Scholar] [CrossRef]
- Vaidya, S.; Ambad, P.; Bhosle, S. Industry 4.0—A Glimpse. Procedia Manuf. 2018, 20, 233–238. [Google Scholar] [CrossRef]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Bécue, A.; Praça, I.; Gama, J. Artificial intelligence, cyber-threats and Industry 4.0: Challenges and opportunities. Artif. Intell. Rev. 2021, 54, 3849–3886. [Google Scholar] [CrossRef]
- Mentsiev, A.U.; Guzueva, E.R.; Magomaev, T.R. Security challenges of the Industry 4.0. J. Phys. Conf. Ser. 2020, 1515, 032074. [Google Scholar] [CrossRef]
- Pereira, T.; Barreto, L.; Amaral, A. Network and information security challenges within Industry 4.0 paradigm. Procedia Manuf. 2017, 13, 1253–1260. [Google Scholar] [CrossRef]
- Kashmar, N.; Adda, M.; Atieh, M. From access control models to access control metamodels: A survey. In Proceedings of the Future of Information and Communication Conference, San Francisco, CA, USA, 14–15 March 2019; Springer: Cham, Switzerland, 2019; pp. 892–911. [Google Scholar]
- Pedreira, V.; Barros, D.; Pinto, P. A review of attacks, vulnerabilities, and defenses in industry 4.0 with new chal-lenges on data sovereignty ahead. Sensors 2021, 21, 5189. [Google Scholar] [CrossRef] [PubMed]
- Reiman, A.; Kaivooja, J.; Parviainen, E.; Takala, E.P.; Lauraeus, T. Human factors and ergonomics in manufac-turing in the industry 4.0 context–A scoping review. Technol. Soc. 2021, 65, 101572. [Google Scholar] [CrossRef]
- Neumann, W.P.; Winkelhaus, S.; Grosse, E.H.; Glock, C.H. Industry 4.0 and the human factor–A systems frame-work and analysis methodology for successful development. Int. J. Prod. Econ. 2021, 233, 107992. [Google Scholar] [CrossRef]
- Veile, J.W.; Kiel, D.; Müller, J.M.; Voigt, K.-I. Lessons learned from Industry 4.0 implementation in the German manufacturing industry. J. Manuf. Technol. Manag. 2019, 31, 977–997. [Google Scholar] [CrossRef]
- Pilloni, V. How Data Will Transform Industrial Processes: Crowdsensing, Crowdsourcing and Big Data as Pillars of Industry 4.0. Future Internet 2018, 10, 24. [Google Scholar] [CrossRef]
- Lee, J.; Ni, J.; Singh, J.; Jiang, B.; Azamfar, M.; Feng, J. Intelligent Maintenance Systems and Predictive Manufacturing. J. Manuf. Sci. Eng. 2020, 142, 110805. [Google Scholar] [CrossRef]
- de Faria, H.; Costa, J.G.S.; Olivas, J.L.M. A review of monitoring methods for predictive maintenance of electric power transformers based on dissolved gas analysis. Renew. Sustain. Energy Rev. 2015, 46, 201–209. [Google Scholar] [CrossRef]
- Levitt, J. Complete Guide to Preventive and Predictive Maintenance; Industrial Press Inc.: New York, NY, USA, 2003. [Google Scholar]
- Pech, M.; Vrchota, J.; Bednář, J. Predictive Maintenance and Intelligent Sensors in Smart Factory: Review. Sensors 2021, 21, 1470. [Google Scholar] [CrossRef]
- Cakir, M.; Guvenc, M.A.; Mistikoglu, S. The experimental application of popular machine learning algorithms on predictive maintenance and the design of IIoT based condition monitoring system. Comput. Ind. Eng. 2020, 151, 106948. [Google Scholar] [CrossRef]
- Poór, P.; Basl, J.; Zenisek, D. Predictive Maintenance 4.0 as next evolution step in industrial maintenance development. In Proceedings of the 2019 International Research Conference on Smart Computing and Systems Engineering (SCSE), Colombo, Sri Lanka, 28 March 2019; pp. 245–253. [Google Scholar]
- Jimenez-Cortadi, A.; Irigoien, I.; Boto, F.; Sierra, B.; Rodriguez, G. Predictive Maintenance on the Machining Process and Machine Tool. Appl. Sci. 2019, 10, 224. [Google Scholar] [CrossRef]
- Maktoubian, J.; Taskhiri, M.S.; Turner, P. Intelligent Predictive Maintenance (IPdM) in Forestry: A Review of Challenges and Opportunities. Forests 2021, 12, 1495. [Google Scholar] [CrossRef]
- Okano, M.T. IOT and Industry 4.0: The Industrial New Revolution. In Proceedings of the ICMIS-17—International Conference on Management and Information Systems, Bangkok, Thailand, 25–26 September 2017; pp. 75–82. [Google Scholar]
- Lee, J.; Ardakani, H.D.; Yang, S.; Bagheri, B. Industrial Big Data Analytics and Cyber-physical Systems for Future Maintenance & Service Innovation. Procedia CIRP 2015, 38, 3–7. [Google Scholar] [CrossRef]
- Lambán, M.P.; Morella, P.; Royo, J.; Sánchez, J.C. Using Industry 4.0 to face the challenges of Predictive Mainte-nance: A Key Performance Indicators development in a Cyber Physical System. Comput. Ind. Eng. 2022, 171, 108400. [Google Scholar] [CrossRef]
- Wang, J.; Xu, C.; Zhang, J.; Zhong, R. Big data analytics for intelligent manufacturing systems: A review. J. Manuf. Syst. 2021, 62, 738–752. [Google Scholar] [CrossRef]
- Kaarlela, T.; Arnarson, H.; Pitkäaho, T.; Shu, B.; Solvang, B.; Pieskä, S. Common Educational Teleoperation Plat-form for Robotics Utilizing Digital Twins. Machines 2022, 10, 577. [Google Scholar] [CrossRef]
- Azeez, N.A.; Adjekpiyede, O.O. Digital Twin Technology: A Review of Its Applications and Prominent Challenges. Covenant J. Inform. Commun. Technol. 2022, 10. Available online: https://journals.covenantuniversity.edu.ng/index.php/cjict/article/view/2995 (accessed on 10 June 2022).
- Hosamo, H.H.; Svennevig, P.R.; Svidt, K.; Han, D.; Nielsen, H.K. A Digital Twin predictive maintenance framework of air handling units based on automatic fault detection and diagnostics. Energy Build. 2022, 261, 111988. [Google Scholar] [CrossRef]
- You, Y.; Chen, C.; Hu, F.; Liu, Y.; Ji, Z. Advances of Digital Twins for Predictive Maintenance. Procedia Comput. Sci. 2022, 200, 1471–1480. [Google Scholar] [CrossRef]
- Wang, Y.; Martinsen, K.; Yu, T.; Wang, K. Advanced Manufacturing and Automation XI; Springer: Singapore, 2022. [Google Scholar]
- Chiang, F.-K.; Shang, X.; Qiao, L. Augmented reality in vocational training: A systematic review of research and applications. Comput. Hum. Behav. 2021, 129, 107125. [Google Scholar] [CrossRef]
- Ho, P.T.; Albajez, J.A.; Santolaria, J.; Yagüe-Fabra, J.A. Study of Augmented Reality Based Manufacturing for Further Integration of Quality Control 4.0: A Systematic Literature Review. Appl. Sci. 2022, 12, 1961. [Google Scholar] [CrossRef]
- Arena, F.; Collotta, M.; Pau, G.; Termine, F. An Overview of Augmented Reality. Computers 2022, 11, 28. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, H.; Tang, D.; Nie, Q.; Zhou, T.; Wang, L.; Song, Y. Probing an intelligent predictive maintenance approach with deep learning and augmented reality for machine tools in IoT-enabled manufacturing. Robot. Comput.-Integr. Manuf. 2022, 77, 102357. [Google Scholar] [CrossRef]
- Daniyan, I.; Mpofu, K.; Oyesola, M.; Ramatsetse, B.; Adeodu, A. Artificial intelligence for predictive maintenance in the railcar learning factories. Procedia Manuf. 2020, 45, 13–18. [Google Scholar] [CrossRef]
- Carvalho, T.P.; Soares, F.A.A.M.N.; Vita, R.; Francisco, R.D.P.; Basto, J.P.; Alcalá, S.G.S. A systematic literature review of machine learning methods applied to predictive maintenance. Comput. Ind. Eng. 2019, 137, 106024. [Google Scholar] [CrossRef]
- Barja-Martinez, S.; Aragüés-Peñalba, M.; Munné-Collado, Í.; Lloret-Gallego, P.; Bullich-Massagué, E.; Villafafila-Robles, R. Artificial intelligence techniques for enabling Big Data services in distribution networks: A review. Renew. Sustain. Energy Rev. 2021, 150, 111459. [Google Scholar] [CrossRef]
- Nacchia, M.; Fruggiero, F.; Lambiase, A.; Bruton, K. A Systematic Mapping of the Advancing Use of Machine Learning Techniques for Predictive Maintenance in the Manufacturing Sector. Appl. Sci. 2021, 11, 2546. [Google Scholar] [CrossRef]
- zu Wickern, V.F.M. Challenges and Reliability of Predictive Maintenance. Master’s Thesis, Faculty of Communication and Environment, Rhine-Waal University of Applied Sciences, Kleve, Germany, 2019. [Google Scholar] [CrossRef]
- Wellsandt, S.; Klein, K.; Hribernik, K.; Lewandowski, M.; Bousdekis, A.; Mentzas, G.; Thoben, K.D. Hybrid-augmented intelligence in predictive maintenance with digital intelligent assistants. Annu. Rev. Control 2022, 53, 382–390. [Google Scholar] [CrossRef]
- Diamond, S. Predictive Maintenance For Dummies®, IBM Limited Edition; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; p. 51. [Google Scholar]
- Jin, X.; Weiss, B.A.; Siegel, D.; Lee, J. Present Status and Future Growth of Advanced Maintenance Technology and Strategy in US Manufacturing. Int. J. Progn. Health Manag. 2016, 7, 12. [Google Scholar] [CrossRef]
- Keleko, A.T.; Kamsu-Foguem, B.; Ngouna, R.H.; Tongne, A. Artificial intelligence and real-time predictive maintenance in industry 4.0: A bibliometric analysis. AI Ethics 2022, 1–25. [Google Scholar] [CrossRef]
- Mousavi, S. Simultaneous Control of the Production, Maintenance, and Inspection Strategies for a Failure-Prone Manufacturing System with Quality-Based Financial Penalties/Incentives. Ph.D. Thesis, École de Technologie Supérieure, Montreal, QC, Canada, 2021. [Google Scholar]
- Paleyes, A.; Urma, R.G.; Lawrence, N.D. Challenges in deploying machine learning: A survey of case studies. ACM Comput. Surv. (CSUR) 2020. [Google Scholar] [CrossRef]
- Sipos, R.; Fradkin, D.; Moerchen, F.; Wang, Z. Log-based predictive maintenance. In Proceedings of the 20th ACM SIGKDD International Conference on Knowledge Discovery and Data Mining, New York, NY, USA, 24–27 August 2014; pp. 1867–1876. [Google Scholar] [CrossRef]
- Ton, B.; Basten, R.; Bolte, J.; Braaksma, J.; Di Bucchianico, A.; Van De Calseyde, P.; Grooteman, F.; Heskes, T.; Jansen, N.; Teeuw, W.; et al. PrimaVera: Synergising Predictive Maintenance. Appl. Sci. 2020, 10, 8348. [Google Scholar] [CrossRef]
- Prabhakar, D.; Raj, V.J. CBM, TPM, RCM and A-RCM-a qualitative comparison of maintenance management strategies. Int. J. Manag. Bus. Stud. 2014, 4, 49–56. [Google Scholar]
- Fernandes, J.; Reis, J.; Melão, N.; Teixeira, L.; Amorim, M. The role of Industry 4.0 and BPMN in the arise of condition-based and predictive maintenance: A case study in the automotive industry. Appl. Sci. 2021, 11, 3438. [Google Scholar] [CrossRef]
- Ogbonnaya, C.; Abeykoon, C.; Nasser, A.; Turan, A. A computational approach to solve a system of transcendental equations with multi-functions and multi-variables. Mathematics 2021, 9, 920. [Google Scholar] [CrossRef]
- Ali, M.H.; Haddad, S. Stratégie pour la maintenance prévisionnelle des systèmes photovoltaïques. J. Renew. Energ. 2020, 23, 59–71. [Google Scholar]
- Peng, Y.; Dong, M.; Zuo, M.J. Current status of machine prognostics in condition-based maintenance: A review. Int. J. Adv. Manuf. Technol. 2010, 50, 297–313. [Google Scholar] [CrossRef]
- Bengtsson, M. On Condition Based Maintenance and Its Implementation in Industrial Settings. Ph.D. Thesis, Mälardalens Högskola, Västerås, Sweden, 2007. [Google Scholar]
- Hess, A.; Calvello, G.; Dabney, T. PHM a key enabler for the JSF autonomic logistics support concept. In Proceedings of the 2004 IEEE Aerospace Conference Proceedings (IEEE Cat. no. 04th8720), Big Sky, MT, USA, 6–13 March 2004; Volume 6, pp. 3543–3550. [Google Scholar]
- Meng, H.; Li, Y.F. A review on prognostics and health management (PHM) methods of lithium-ion batteries. Renew. Sustain. Energy Rev. 2019, 116, 109405. [Google Scholar] [CrossRef]
- Omri, N.; Al Masry, Z.; Mairot, N.; Giampiccolo, S.; Zerhouni, N. Towards an adapted PHM approach: Data quality requirements methodology for fault detection applications. Comput. Ind. 2021, 127, 103414. [Google Scholar] [CrossRef]
- Hu, N.; Su, X.; Liu, B. A Review on Prognostics and Health Management. In Proceedings of the 2018 Second International Conference of Sensor Network and Computer Engineering (ICSNCE 2018), Xi’an, China, 27–29 April 2018; p. 7. [Google Scholar]
- Sanchez, R.E.S. Contribution au Pronostic de Durée de vie des Systèmes Pile à Combustible de Type PEMFC. Ph.D. Thesis, Université du Québec à Trois-Rivières, Trois-Rivières, QC, Canada, 2016. [Google Scholar]
- Zheng, J.; Mu, H.; Wang, X.; Li, T.-M.; Zhang, Q.; Wang, X. An Adaptive Maintenance Policy With Nonlinear Degradation Modeling Based on Prognostic Information. IEEE Access 2020, 8, 160040–160049. [Google Scholar] [CrossRef]
- Peng, C.; Tang, Z.; Gui, W.; Chen, Q.; Zhang, L.; Yuan, X.; Deng, X. Review of Key Technologies and Progress in Industrial Equipment Health Management. IEEE Access 2020, 8, 151764–151776. [Google Scholar] [CrossRef]
- Vogl, G.W.; Weiss, B.A.; Helu, M. A review of diagnostic and prognostic capabilities and best practices for manufacturing. J. Intell. Manuf. 2019, 30, 79–95. [Google Scholar] [CrossRef] [PubMed]
- Pecht, S.K.M. Modeling Approaches for Prognostics and Health Management of Electronics. Int. J. Perform. Eng. 2010, 6, 467. [Google Scholar]
- Si, X.-S.; Wang, W.; Hu, C.-H.; Zhou, D.-H. Remaining useful life estimation—A review on the statistical data driven approaches. Eur. J. Oper. Res. 2011, 213, 1–14. [Google Scholar] [CrossRef]
- de Pater, I.; Reijns, A.; Mitici, M. Alarm-based predictive maintenance scheduling for aircraft engines with imperfect Remaining Useful Life prognostics. Reliab. Eng. Syst. Saf. 2022, 221, 108341. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, Q.; Shao, S.; Niu, T.; Yang, X. Attention-Based LSTM Network for Rotatory Machine Remaining Useful Life Prediction. IEEE Access 2020, 8, 132188–132199. [Google Scholar] [CrossRef]
- Zonta, T.; da Costa, C.A.; Righi, R.D.R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Kitai, M.; Kobayashi, T.; Fujiwara, H.; Tani, R.; Numao, M.; Fukui, K.-I. A Framework for Predicting Remaining Useful Life Curve of Rolling Bearings under Defect Progression Based on Neural Network and Bayesian Method. IEEE Access 2021, 9, 62642–62652. [Google Scholar] [CrossRef]
- Taşabat, S.E.; Aydin, O. Using Long-Short term Memory networks with Genetic Algorithm to predict engine condition. GAZI Univ. J. Sci. 2021, 35, 1200–1210. [Google Scholar] [CrossRef]
- Thakkar, U.R. Remaining Useful Life Prediction of a Turbofan Engine Using Deep Layer Recurrent Neural Networks. Ph.D. Thesis, Carleton University, Ottawa, ON, Canada, 2021. [Google Scholar]
- Zhang, Y.; Xu, S.; Wan, Y. Performance improvement of centrifugal compressors for fuel cell vehicles using the aerodynamic optimization and data mining methods. Int. J. Hydrogen Energy 2020, 45, 11276–11286. [Google Scholar]
- La maintenance Prédictive Intelligente Pour L’industrie 4.0. Techniques de L’ingénieur. Available online: https://www.techniques-ingenieur.fr/base-documentaire/genie-industriel-th6/mise-en-uvre-de-la-maintenance-42136210/la-maintenance-predictive-intelligente-pour-l-industrie-4-0-mt9572/ (accessed on 20 April 2022).
- Nordal, H.; El-Thalji, I. Assessing the Technical Specifications of Predictive Maintenance: A Case Study of Centrifugal Compressor. Appl. Sci. 2021, 11, 1527. [Google Scholar] [CrossRef]
- Ali, J. Assessing the Impact of Business Model for Predictive Maintenance Scenarios Using Multimethod Simulation: A Case Study of Centrifugal Compressor. Master’s Thesis, University of Stavanger, Stavanger, Norway, 2020. [Google Scholar]
- Gholami, H.; Abu, F.; Lee, J.K.Y.; Karganroudi, S.S.; Sharif, S. Sustainable Manufacturing 4.0—Pathways and Practices. Sustainability 2021, 13, 13956. [Google Scholar] [CrossRef]
- Aminzadeh, A.; Sattarpanah Karganroudi, S.; Meiabadi, M.S.; Mohan, D.G.; Ba, K. A Survey of Process Monitor-ing Using Computer-Aided Inspection in Laser-Welded Blanks of Light Metals Based on the Digital Twins Concept. Quantum Beam Sci. 2022, 6, 19. [Google Scholar] [CrossRef]
- Jamil, N.; Gholami, H.; Mat Saman, M.Z.; Streimikiene, D.; Sharif, S.; Zakuan, N. DMAIC-based approach to sus-tainable value stream mapping: Towards a sustainable manufacturing system. Econ. Res.-Ekon. Istraživanja 2020, 33, 331–360. [Google Scholar] [CrossRef]
- Lee, J.K.Y.; Gholami, H.; Saman, M.Z.M.; Ngadiman, N.H.A.B.; Zakuan, N.; Mahmood, S.; Omain, S.Z. Sustainability-oriented Application of Value Stream Mapping: A review and classification. IEEE Access 2021, 9, 68414–68434. [Google Scholar] [CrossRef]
- Flexible Data Communication and IIoT Platform in Industrial Applications—Ewon Flexy. Available online: www.ewon.biz (accessed on 28 July 2022).
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}















