
A Review on the Lifecycle Strategies Enhancing Remanufacturing




Abstract
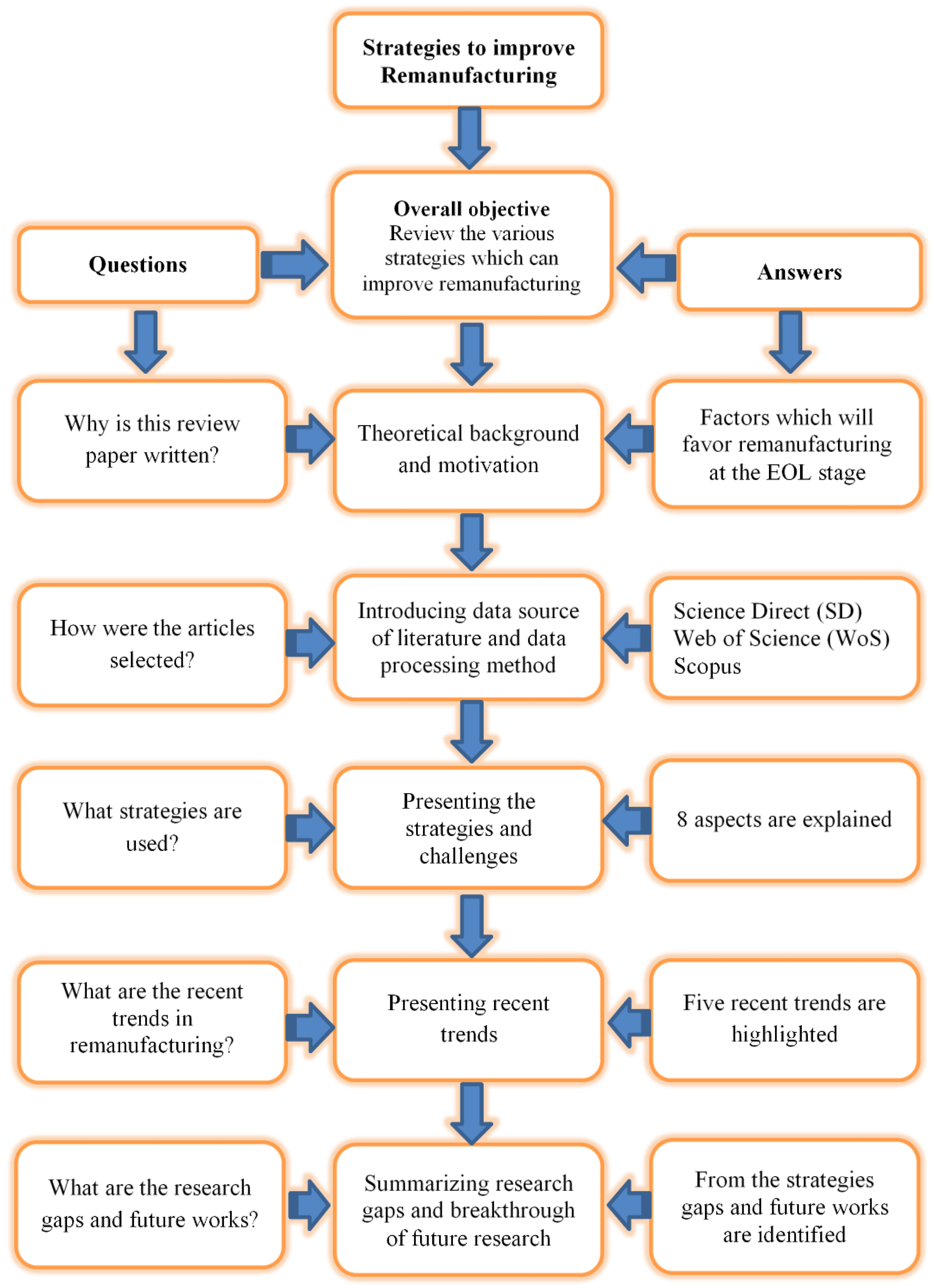
:1. Introduction
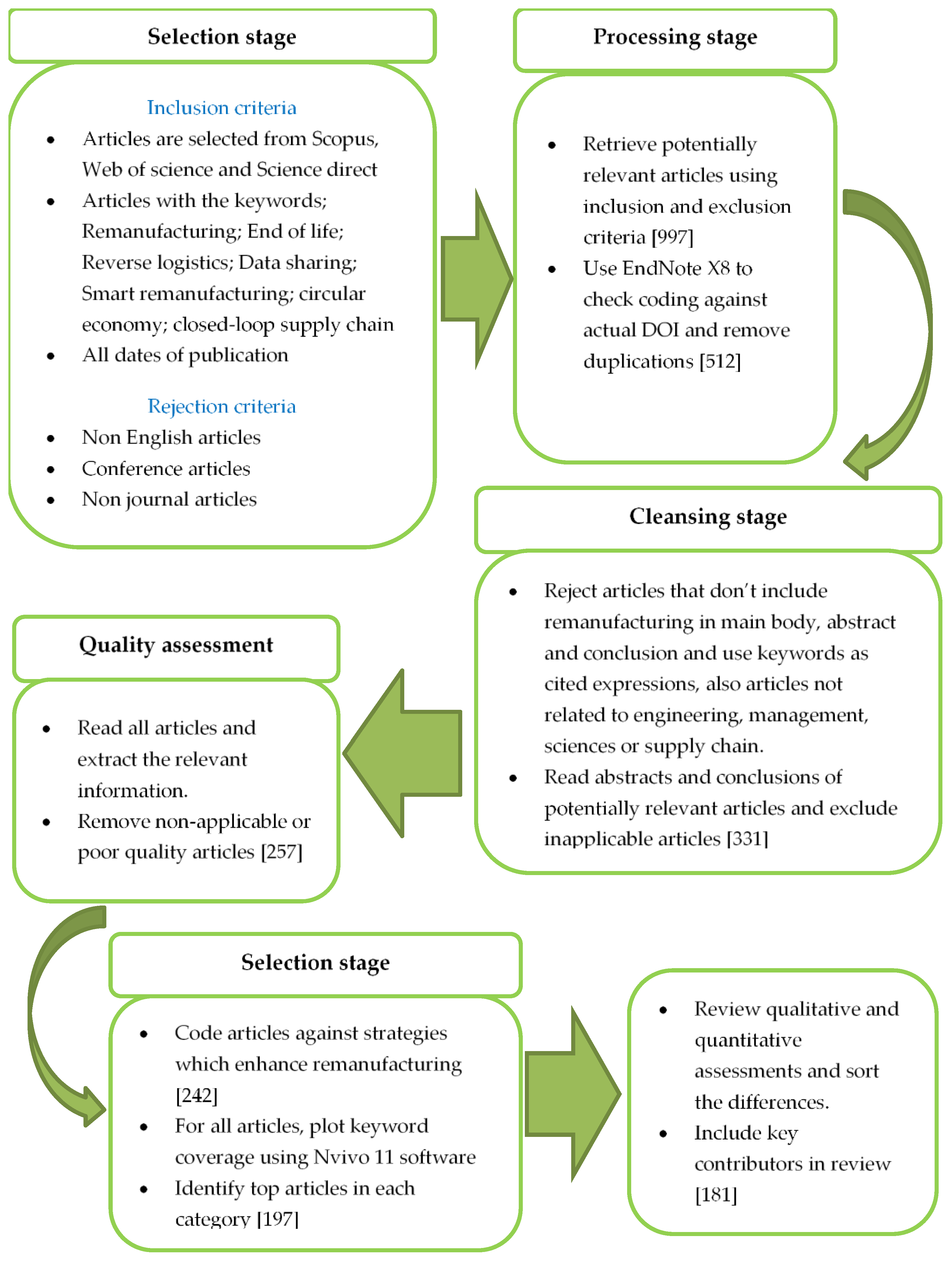
2. Methodology
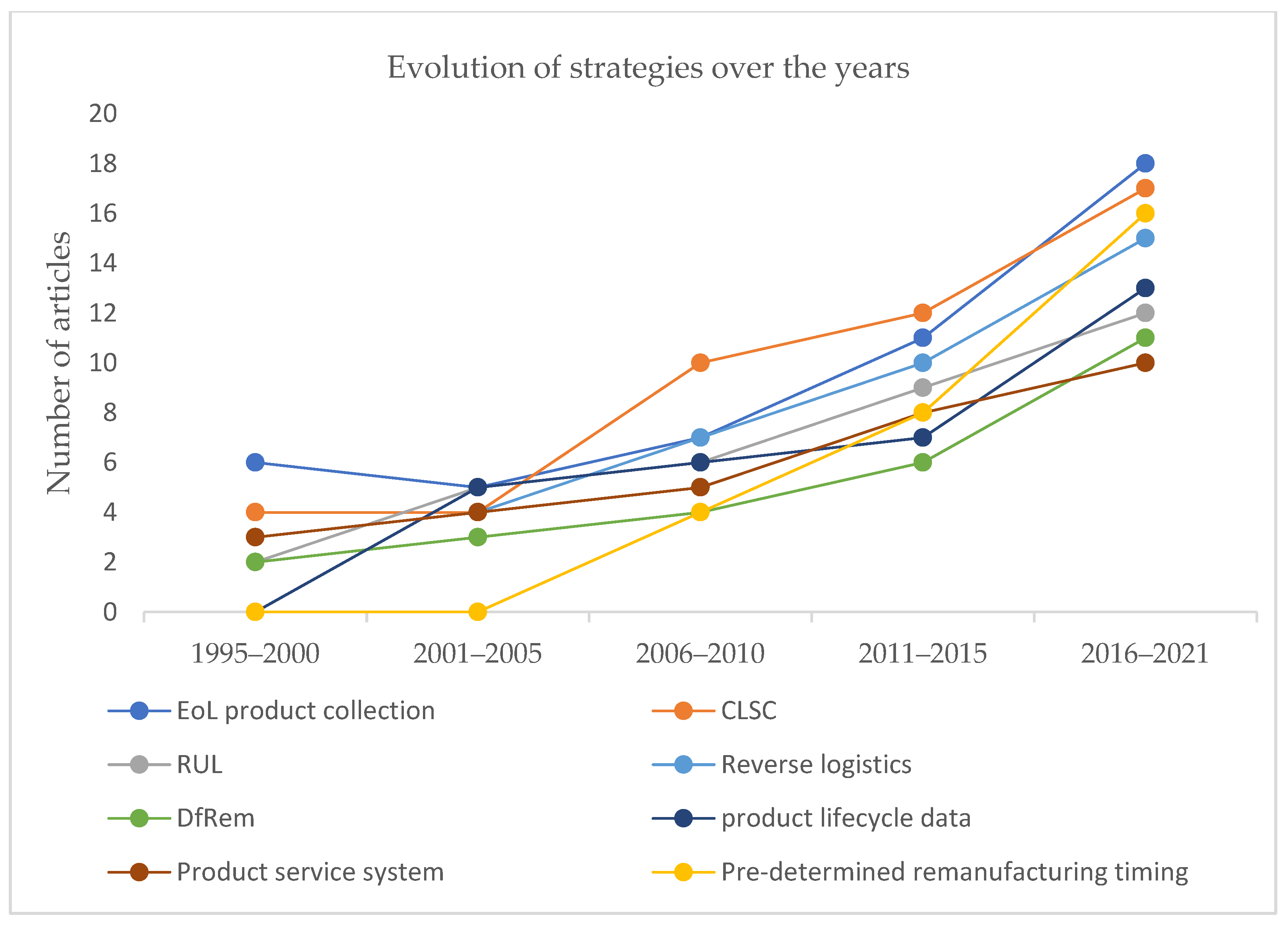
3. Strategies Enhancing Remanufacturing
3.1. End-of-Life Product Collection
3.2. Closed-Loop Supply Chain (CLSC)
3.3. Predetermined Remanufacturing Timing
- (a)
- Variable performance of key components: A product is made up of various components and some components are considered “key components” due to their importance. Therefore, their performance is observed during their lifecycles so as to determine the exact period it needs to be remanufactured.
- (b)
- Remanufacturing timing with key components: Given that the structural failure of each component is totally different according to the individual operation environment, identifying the influence on product performance from each key component is important. Moreover, the components are the main cores to be disassembled, inspected and restored. The utilization values in the use phase and the costs in the remanufacturing phase of different key components should not be similar. Accordingly, the specific remanufacturing timing of individual components should be analyzed as the foundation of a product’s remanufacturing timing.
3.4. Reverse Logistics (RL)
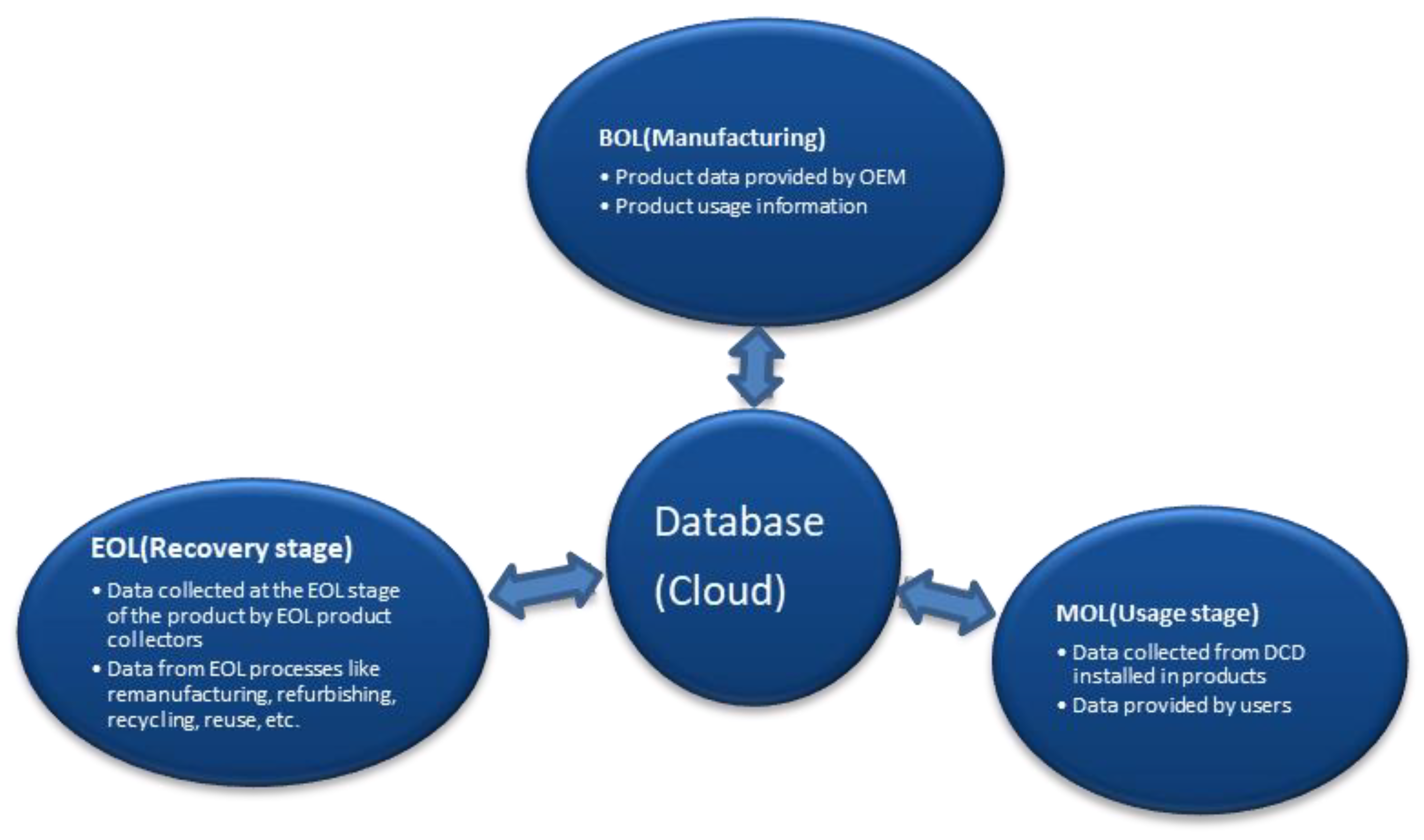
3.5. Product Lifecycle Data Acquisition and Sharing
3.6. Remaining Useful Life (RUL)
- (a)
- The physical remaining useful life: This is based on the actual state of the product, usually visible by simple observation. Questions which can be raised here include: Can the product still withstand the stress which it has to go through to satisfy its users? Is it safe for the user to keep using that product [102]?
- (b)
- The technical remaining useful life: For the technical aspect of RUL, the aspect to take into consideration is whether the main parts of the product are still functioning properly; in order words, whether the product is still able to carry out its assigned function.
- (c)
- The economic remaining useful life: This option has to do with profit margins and is special for products that normally generate revenue when they are being used, for example, a food processing machine. The main question asked here is whether the product can still generate its allocated revenue.
3.7. Design for Remanufacturing (DfRem)
3.8. Product Service System (PSS)
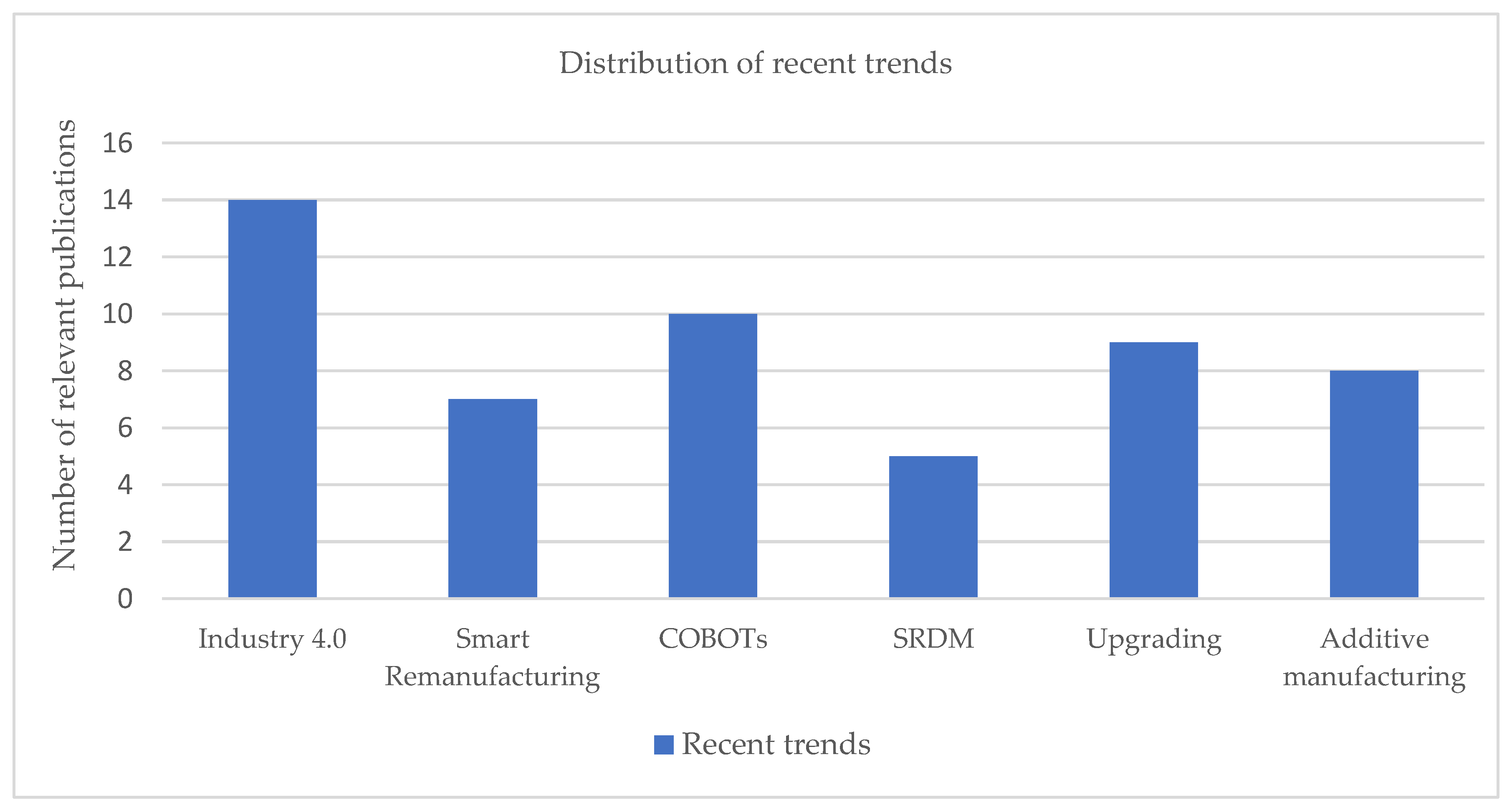
4. Recent Trends in Remanufacturing
4.1. Industry 4.0 (I4.0)
4.2. Collaborative Robots (COBOTs)
4.3. Upgrading Products
4.4. Additive Manufacturing for Remanufacturing
4.5. Smart Remanufacturing
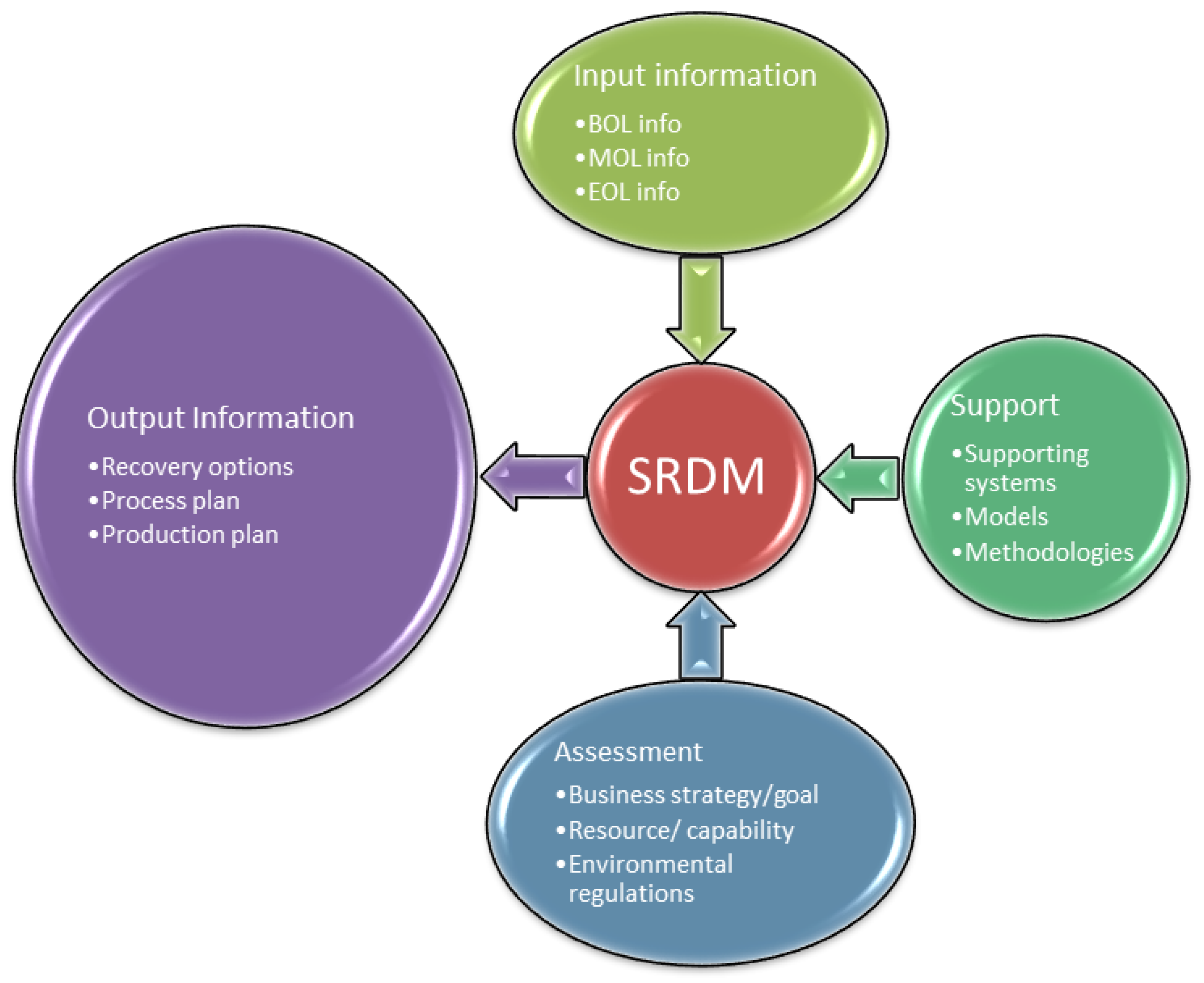
4.6. Smart Recovery Decision Making (SRDM)
5. Research Gaps and Future Work
5.1. Research Gaps
- (a)
- There have been improvements in design for remanufacturing concepts and implementations in the supply chain. However, there are still limitations since there are no standards put in place so that manufacturers of the same product worldwide can apply the same DfRem principles. This causes a lot of discrepancies.
- (b)
- Online monitoring is being used mostly for high value products and it is limited for lower value products. Even for the high value products with online monitoring systems in place, using the data is still problematic as there is no mechanism to share information across stakeholders.
- (c)
- For EoL collection methods, there are methods of collection that have been used for a very long time now, e.g., from dumping sites. With emerging technologies such as smart lifecycle data and I4.0, there needs to be an upgrade in collection methods that matches the high level of technology. A more improved method for waste collection would greatly reduce the challenges faced in collecting and sorting EoL products.
- (d)
- Another gap concerns the product lifecycle data collected. Data collection is done for certain products and it is very useful for I4.0.There are two issues here: (a) there are no tools for the information sharing for remanufacturing, and (b) even if the tools are available, the stakeholders are reluctant to share the information. This gap causes a lot of difficulties in remanufacturing since product information determines the production process which the product will follow during its remanufacturing stage.
- (e)
- With new technologies being used in remanufacturing activities, there are quite a few case studies that show how these new technologies are being used in real time on products. Most of the work is still in the theoretical stage and for the practical stages there is much work to be done to improve the situation. The more researchers there are using case studies to explain their discoveries, the greater the chances of them being realized are.
- (f)
- The RUL of a product is a very important element that can help the remanufacturing timing. There are still research gaps with regard to how exactly the RUL of a product can be calculated at any particular stage in its lifecycle. Various calculations have been made for certain products but they have not really been implemented because they are not all coherent.
5.2. Future Work
- (a)
- DfRem standards should be set for companies that manufacture the same products; this would improve the uniformity of the products during remanufacturing.
- (b)
- There needs to be a mechanism set in place that can ensure the safe sharing of data between stakeholders without the fear of information leakage.
- (c)
- An online monitoring system for lower value products could be established that would expand online monitoring beyond high value products.
- (d)
- More research needs to be done on how the RUL of a product can be calculated at any given time in its lifecycle.
- (e)
- More case studies should be used to demonstrate how emerging technologies like smart remanufacturing, I4.0 and SRDM can be applied in real circumstances.
6. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| EoL | End-of-life |
| OEMs | Original equipment manufacturers |
| BoL | Beginning-of-life |
| MoL | Middle-of-life |
| WEEE | Waste electrical and electronic equipment |
| CSLC | Closed-loop supply chain |
| RL | Reverse logistics |
| RUL | Remaining useful life |
| DfRem | Design for remanufacturing |
| I4.0 | Industry 4.0 |
| IoT | Internet of Things |
| COBOTs | Collaborative robots |
| SRDM | Smart recovery decision making |
| AI | Artificial intelligence |
| SCM | Supply chain management |
| DCD | Data carrying devices |
| PSS | Product service system |
| CE | Circular economy |
References
- Thierry, M.; Salomon, M.; van Nunen, J.; van Wassenhove, L. Strategic issues in product recovery management. Calif. Manag. Rev. 1995, 37, 114–135. [Google Scholar] [CrossRef] [Green Version]
- Hauschild, M.Z.; Kara, S.; Røpke, I. Absolute sustainability: Challenges to life cycle engineering. CIRP Ann. 2020, 69, 533–553. [Google Scholar] [CrossRef]
- Ijomah, W.L. Addressing decision making for remanufacturing operations and design-for-remanufacture. Int. J. Sustain. Eng. 2009, 2, 91–102. [Google Scholar] [CrossRef] [Green Version]
- Amezquita, T.; Hammond, R.; Salazar, M.; Bras, B. Characterizing the Remanufacturability of Engineering Systems; Citeseer: Princeton, NJ, USA, 1995; Volume 82. [Google Scholar]
- Fatimah, Y.A.; Biswas, W.K. Sustainability assessment of remanufactured computers. Proc. CIRP 2016, 40, 150–155. [Google Scholar] [CrossRef] [Green Version]
- Giutini, R.; Gaudette, K. The Ultimate Form of Recycling. 2003. Available online: https://my.cardone.com/English/Club/Corporate/Reman%20Next%20great%20opportunity%20for%20Productivity.pdf (accessed on 6 May 2021).
- Jansson, K. Circular economy in shipbuilding and marine networks—A focus on remanufacturing in ship repair. IFIP Adv. Inf. Commun. Technol. 2016, 480, 661–671. [Google Scholar] [CrossRef] [Green Version]
- Mitchell, P.; Morgan, J. Employment and the circular economy job creation in a more resource efficient Britain. Green Alliance 2016. [Google Scholar] [CrossRef]
- Lund, R.T. The Remanufacturing Industry: Hidden Giant; Boston University: Boston, MA, USA, 2002. [Google Scholar]
- Sundin, E.; Lee, H.M.; Matsumoto, M.; Umeda, Y.; Masui, K. In what way is remanufacturing good for the environment? In Design for Innovative Value Towards a Sustainable Society; Springer: Amsterdam, The Netherlands, 2012; pp. 552–557. [Google Scholar]
- Zhang, X.; Zhang, M.; Zhang, H.; Jiang, Z.; Liu, C.; Cai, W. A review on energy, environment and economic assessment in remanufacturing based on life cycle assessment method. J. Clean. Prod. 2020, 255, 120160. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhou, T.; Zhang, H.; Wang, Y. Reliability and cost optimization for remanufacturing process planning. J. Clean. Prod. 2016, 135. [Google Scholar] [CrossRef]
- Amaya, J.; Zwolinski, P.; Brissaud, D. Environmental benefits of parts remanufacturing: The truck injector case. In Proceedings of the 17th CIRP International Conference on Life Cycle Engineering, Hefei, China, 19–21 May 2010. [Google Scholar]
- Lee, H.B.; Cho, N.W.; Hong, Y.S. A hierarchical end-of-life decision model for determining the economic levels of remanufacturing and disassembly under environmental regulations. J. Clean. Prod. 2010, 18, 1276–1283. [Google Scholar] [CrossRef]
- U.S. International Trade Commission. Remanufactured Goods: An Overview of the U.S. and Global Industries, Markets and Trade. 2012. Available online: https://www.usitc.gov/publications/332/pub4356.pdf (accessed on 16 February 2021).
- Hammond, R.; Amezquita, T.; Bras, B.A. Issues in the automotive parts remanufacturing industry: Discussion of results from surveys performed among remanufacturers. Eng. Des. Autom. 1998, 4, 27–46. [Google Scholar]
- Coley, F.J.S.; Lemon, M. Exploring the design and perceived benefit of sustainable solutions: A review. J. Eng. Des. 2009, 20, 543–554. [Google Scholar] [CrossRef] [Green Version]
- Cheung, W.M.; Marsh, R.; Griffin, P.W.; Newnes, L.B.; Mileham, A.R.; Lanham, J.D. Towards cleaner production: A roadmap for predicting product end-of-life costs at early design concept. J. Clean. Prod. 2015, 87, 431–441. [Google Scholar] [CrossRef] [Green Version]
- Denizel, M.; Souza, G.C. Multi-period remanufacturing planning with uncertain quality of inputs. IEEE Trans. Eng. Manag. 2009, 57, 394–404. [Google Scholar] [CrossRef]
- Inderfurth, K. Impact of uncertainties on recovery behavior in a remanufacturing environment. A numerical analysis. Int. J. Phys. Distrib. Logist. Manag. 2005, 35, 318–336. [Google Scholar] [CrossRef]
- Atasu, A.; Guide, V.D.R.; Van Wassenhove, L.N. So what if remanufacturing cannibalizes my new product sales? Calif. Manag. Rev. 2010, 52, 56–76. [Google Scholar] [CrossRef] [Green Version]
- Van Nguyen, T.; Zhou, L.; Chong, A.Y.L.; Li, B.; Pu, X. Predicting customer demand for remanufactured products: A data-mining approach. Eur. J. Oper. Res. 2020, 281, 543–558. [Google Scholar] [CrossRef]
- Wahab, D.A.; Blanco-Davis, E.; Ariffin, A.K.; Wang, J. A review on the applicability of remanufacturing in extending the life cycle of marine or offshore components and structures. Ocean Eng. 2018, 169, 125–133. [Google Scholar] [CrossRef]
- Badurdeen, F.; Aydin, R.; Brown, A. A multiple lifecycle-based approach to sustainable product configuration design. J. Clean. Prod. 2018, 200, 756–769. [Google Scholar] [CrossRef]
- Seuring, S.; Gold, S. Conducting content-analysis based literature reviews in supply chain management. Supply Chain Manag. Int. J. 2012, 17, 544–555. [Google Scholar] [CrossRef]
- Thomé, A.M.T.; Scavarda, L.F.; Scavarda, A.J. Conducting systematic literature review in operations management. In Production Planning and Control; Taylor and Francis Ltd.: Abingdon-on-Thames, UK, 2016; Volume 27, pp. 408–420. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Loures, E.D.F.R.; Ramos, L.F.P. Past, present and future of Industry 4.0—A systematic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Morgan, S.D.; Gagnon, R.J. A systematic literature review of remanufacturing scheduling. Int. J. Prod. Res. 2013, 51, 4853–4879. [Google Scholar] [CrossRef]
- Tranfield, D.; Denyer, D.; Smart, P. Towards a methodology for developing evidence-informed management knowledge by means of systematic review. Br. J. Manag. 2003, 14. [Google Scholar] [CrossRef]
- Angouria-Tsorochidou, E.; Cimpan, C.; Parajuly, K. Optimized collection of EoL electronic products for circular economy: A techno-economic assessment. Proc. CIRP 2018, 69, 986–991. [Google Scholar] [CrossRef]
- Paterson, D.A.P.; Ijomah, W.L.; Windmill, J.F.C. End-of-life decision tool with emphasis on remanufacturing. J. Clean. Prod. 2017, 148, 653–664. [Google Scholar] [CrossRef] [Green Version]
- Król, A.; Nowakowski, P.; Mrówczyńska, B. How to improve WEEE management? Novel approach in mobile collection with application of artificial intelligence. Waste Manag. 2016, 50, 222–233. [Google Scholar] [CrossRef]
- Parajuly, K.; Wenzel, H. Potential for circular economy in household WEEE management. J. Clean. Prod. 2017, 151, 272–285. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, W. Optimal production and financing portfolio strategies for a capital-constrained closed-loop supply chain with OEM remanufacturing. J. Clean. Prod. 2021, 279, 123467. [Google Scholar] [CrossRef]
- Alamerew, Y.A.; Brissaud, D. Modelling reverse supply chain through system dynamics for realizing the transition towards the circular economy: A case study on electric vehicle batteries. J. Clean. Prod. 2020, 254, 120025. [Google Scholar] [CrossRef]
- Georgiadis, P.; Besiou, M. Environmental and economical sustainability of WEEE closed-loop supply chains with recycling: A system dynamics analysis. Int. J. Adv. Manuf. Technol. 2010, 47, 475–493. [Google Scholar] [CrossRef]
- Kara, S.S.; Onut, S. A two-stage stochastic and robust programming approach to strategic planning of a reverse supply network: The case of paper recycling. Exp. Syst. Appl. 2010, 37, 6129–6137. [Google Scholar] [CrossRef]
- Müller, A.; Bornschlegl, M.; Mantwill, F. Life cycle rating—An approach to support the decision-making process of manufacturing systems. Proc. Manuf. 2018, 21, 305–312. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, Y.; Liu, C.; Xie, Q.; Xu, Y. A new tool wear monitoring method based on multi-scale PCA. J. Intell. Manuf. 2019, 30, 113–122. [Google Scholar] [CrossRef]
- Dulman, M.T.; Gupta, S.M. Maintenance and remanufacturing strategy: Using sensors to predict the status of wind turbines. J. Remanuf. 2018, 8, 131–152. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Zhang, H.; Jiang, Z.; Wang, Y. A decision-making approach for end-of-life strategies selection of used parts. Int. J. Adv. Manuf. Technol. 2016, 87, 1457–1464. [Google Scholar] [CrossRef]
- Deng, K.; Zhang, X.; Cheng, Y.; Zheng, Z.; Jiang, F.; Liu, W.; Peng, J. A remaining useful life prediction method with long-short term feature processing for aircraft engines. Appl. Soft Comput. J. 2020, 93, 106344. [Google Scholar] [CrossRef]
- Zang, Y.; Shangguan, W.; Cai, B.; Wang, H.; Pecht, M.G. Hybrid remaining useful life prediction method. A case study on railway D-cables. Reliab. Eng. Syst. Saf. 2021, 213, 107746. [Google Scholar] [CrossRef]
- Santana, J.C.C.; Guerhardt, F.; Franzini, C.E.; Ho, L.L.; Júnior, S.E.R.R.; Cânovas, G.; Yamamura, C.L.K.; Vanalle, R.M.; Berssaneti, F.T. Refurbishing and recycling of cell phones as a sustainable process of reverse logistics: A case study in Brazil. J. Clean. Prod. 2021, 283. [Google Scholar] [CrossRef]
- Liao, T.Y. Reverse logistics network design for product recovery and remanufacturing. Appl. Math. Model. 2018, 60, 145–163. [Google Scholar] [CrossRef]
- Li, J.; Wang, Z.; Jiang, B. Coordination strategies in a three-echelon reverse supply chain for economic and social benefit. Model. Technol. 2017, 49. [Google Scholar] [CrossRef]
- Abdulrahman, M.D.-A.; Subramanian, N.; Liu, C.; Shu, C. Viability of remanufacturing practice: A strategic decision making framework for Chinese auto-parts companies. J. Clean. Prod. 2015, 105, 311–323. [Google Scholar] [CrossRef]
- Özceylan, E.; Paksoy, T. Modeling and optimizing the integrated problem of closed-loop supply chain network design and disassembly line balancing. J. Res. Logist. 2014, 61. [Google Scholar] [CrossRef]
- Hatcher, G.; Ijomah, W. Integrating design for remanufacture into the design process: The operational factors. J. Clean. Prod. 2013, 39. [Google Scholar] [CrossRef]
- Güngör, A. Evaluation of connection types in design for disassembly (DFD) using analytic network process. Comput. Ind. Eng. 2006, 50. [Google Scholar] [CrossRef]
- Raihanian Mashhadi, A.; Behdad, S. Optimal sorting policies in remanufacturing systems: Application of product life-cycle data in quality grading and end-of-use recovery. J. Manuf. Syst. 2017, 43, 15–24. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Liu, S.; Liu, Y.; Yang, H.; Li, M.; Huisingh, D.; Wang, L. The ‘internet of things’ enabled real-time scheduling for remanufacturing of automobile engines. J. Clean. Prod. 2018, 185, 562–575. [Google Scholar] [CrossRef]
- Xu, F.; Li, Y.; Feng, L. The influence of big data system for used product management on manufacturing–remanufacturing operations. J. Clean. Prod. 2019, 209, 782–794. [Google Scholar] [CrossRef]
- Mont, O.; Dalhammar, C.; Jacobsson, N. A new business model for baby prams based on leasing and product remanufacturing. J. Clean. Prod. 2006, 14, 1509–1518. [Google Scholar] [CrossRef]
- Khan, M.A.; Wuest, T. Towards a framework to design upgradable product service systems. Proc. CIRP 2018, 78, 400–405. [Google Scholar] [CrossRef]
- Huang, J.; Pham, D.T.; Li, R.; Qu, M.; Wang, Y.; Kerin, M.; Su, S.; Ji, C.; Mahomed, O.; Khalil, R.; et al. An experimental human-robot collaborative disassembly cell. Comput. Ind. Eng. 2021, 155, 107189. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, Z.; Pham, D.T.; Xu, W.; Ji, C.; Liu, Q. Robotic disassembly sequence planning using enhanced discrete bees algorithm in remanufacturing. Int. J. Prod. Res. 2018, 56, 3134–3151. [Google Scholar] [CrossRef]
- Gely, C.; Trentesaux, D.; Le Mortellec, A. Maintenance of the Autonomous Train: A Human-Machine Cooperation Framework; Springer: Cham, Switzerland, 2020; pp. 135–148. [Google Scholar]
- Müller-Abdelrazeq, S.L.; Schönefeld, K.; Haberstroh, M.; Hees, F. Interacting with Collaborative Robots—A Study on Attitudes and Acceptance in Industrial Contexts; Springer: Cham, Switzerland, 2019; pp. 101–117. [Google Scholar]
- Leino, M.; Pekkarinen, J.; Soukka, R. The role of laser additive manufacturing methods of metals in repair, refurbishment and remanufacturing—Enabling circular economy. Phys. Proc. 2016, 83, 752–760. [Google Scholar] [CrossRef] [Green Version]
- Aziz, N.A.; Adnan, N.A.A.; Wahab, D.A.; Azman, A.H. Component design optimisation based on artificial intelligence in support of additive manufacturing repair and restoration: Current status and future outlook for remanufacturing. J. Clean. Prod. 2021, 296. [Google Scholar] [CrossRef]
- Raj, A.; Dwivedi, G.; Sharma, A.; Lopes de Sousa Jabbour, A.B.; Rajak, S. Barriers to the adoption of industry 4.0 technologies in the manufacturing sector: An inter-country comparative perspective. Int. J. Prod. Econ. 2020, 224, 107546. [Google Scholar] [CrossRef]
- Gallala, A.; Hichri, B.; Plapper, P. Survey: The evolution of the usage of augmented reality in industry 4.0. IOP Conf. Ser. Mater. Sci. Eng. 2019, 521, 12017. [Google Scholar] [CrossRef]
- Cardona-Uribe, N.; Betancur, M.; Martínez, J.D. Towards the chemical upgrading of the recovered carbon black derived from pyrolysis of end-of-life tires. Sustain. Mater. Technol. 2021, 28, e00287. [Google Scholar] [CrossRef]
- Copani, G.; Behnam, S. Remanufacturing with upgrade PSS for new sustainable business models. CIRP J. Manuf. Sci. Technol. 2020, 29, 245–256. [Google Scholar] [CrossRef]
- Tseng, H.E.; Chang, C.C.; Lee, S.C.; Huang, Y.M. Hybrid bidirectional ant colony optimization (hybrid BACO): An algorithm for disassembly sequence planning. Eng. Appl. Artif. Intell. 2019, 83, 45–56. [Google Scholar] [CrossRef]
- Chauhan, C.; Sharma, A.; Singh, A. A SAP-LAP linkages framework for integrating Industry 4.0 and circular economy. Benchmarking 2019, 28. [Google Scholar] [CrossRef]
- Gao, Y.; Feng, Y.; Wang, Q.; Zheng, H.; Tan, J. A multi-objective decision making approach for dealing with uncertainty in EOL product recovery. J. Clean. Prod. 2018, 204, 712–725. [Google Scholar] [CrossRef]
- Liao, H.; Deng, Q.; Wang, Y.; Guo, S.; Ren, Q. An environmental benefits and costs assessment model for remanufacturing process under quality uncertainty. J. Clean. Prod. 2018, 178, 45–58. [Google Scholar] [CrossRef]
- Govindan, K.; Mina, H.; Esmaeili, A.; Gholami-Zanjani, S.M. An integrated hybrid approach for circular supplier selection and closed loop supply chain network design under uncertainty. J. Clean. Prod. 2020, 242. [Google Scholar] [CrossRef]
- Govindan, K.; Soleimani, H.; Kannan, D. Reverse logistics and closed-loop supply chain: A comprehensive review to explore the future. Eur. J. Oper. Res. 2015, 240. [Google Scholar] [CrossRef] [Green Version]
- Arnette, A.N.; Brewer, B.L.; Choal, T. Design for sustainability (DFS): The intersection of supply chain and environment. J. Clean. Prod. 2014, 83, 374–390. [Google Scholar] [CrossRef]
- Siew Khor, K.; Udin, Z.M. Impact of reverse logistics product disposition towards business performance in Malaysian e&e companies. J. Supply Chain Cust. Relatsh. Manag. 2012, 2012. [Google Scholar] [CrossRef]
- Velte, C.; Steinhilper, R. Complexity in a circular economy: A need for rethinking complexity management strategies. Proc. World Congr. Eng. 2016, 2, 1–6. [Google Scholar]
- Liao, H.; Deng, Q.; Shen, N. Optimal remanufacture-up-to strategy with uncertainties in acquisition quality, quantity, and market demand. J. Clean. Prod. 2019, 206, 987–1003. [Google Scholar] [CrossRef]
- Peng, H.; Shen, N.; Liao, H.; Xue, H. Uncertainty factors, methods, and solutions of closed-loop supply chain—A review for current situation and future prospects. J. Clean. Prod. 2020, 254. [Google Scholar] [CrossRef]
- Li, T.; Liu, Z.C.; Zhang, H.C.; Jiang, Q.H. Environmental emissions and energy consumptions assessment of a diesel engine from the life cycle perspective. J. Clean. Prod. 2013, 53, 7–12. [Google Scholar] [CrossRef]
- Liu, G.; Yang, Z.; Chen, B.; Zhang, Y.; Su, M.; Zhang, L. Emergy evaluation of the urban solid waste handling in liaoning province, China. Energies 2013, 6, 5486–5506. [Google Scholar] [CrossRef] [Green Version]
- Sadok, T.; Zied, H.; Nidhal, R. Performance evaluation of a hybrid manufacturing remanufacturing system taking into account the machine degradation. IFAC Pap. 2015, 28, 2153–2157. [Google Scholar] [CrossRef]
- Ke, Q.; Li, J.; Huang, H.; Liu, G.; Zhang, L. Performance evaluation and decision making for pre-decision remanufacturing timing with on-line monitoring. J. Clean. Prod. 2021, 283, 124606. [Google Scholar] [CrossRef]
- Zarte, M.; Pechmann, A.; Nunes, I.L. Decision support systems for sustainable manufacturing surrounding the product and production life cycle—A literature review. J. Clean. Prod. 2019, 219, 336–349. [Google Scholar] [CrossRef]
- Wu, Q. An inertial device biases on-line monitoring method in the applications of two rotational inertial navigation systems redundant configuration. Mech. Syst. Signal Process. 2019, 120. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Rogers, D.S.; Tibben-Lembke, R.S. Going Backwards: Reverse Logistics Trends and Practices; Center for Logistics Management, University of Nevada: Reno, NV, USA, 1998. [Google Scholar]
- Shi, J.; Liu, Z.; Tang, L.; Xiong, J. Multi-objective optimization for a closed-loop network design problem using an improved genetic algorithm. Appl. Math. Model. 2017, 45, 14–30. [Google Scholar] [CrossRef]
- Dekker, R.; Fleischmann, M.; Inderfurth, K. Reverse Logistics: Quantitative Models for Closed-Loop Supply Chains; Springer: New York, NY, USA, 2013. [Google Scholar]
- Bazan, E.; Jaber, M.Y.; Zanoni, S. A review of mathematical inventory models for reverse logistics and the future of its modeling: An environmental perspective. Appl. Math. Model. 2016, 40. [Google Scholar] [CrossRef]
- Qiu, Y.; Ni, M.; Wang, L.; Li, Q.; Fang, X.; Pardalos, P.M. Production routing problems with reverse logistics and remanufacturing. Transp. Res. Part E Logist. Transp. Rev. 2018, 111, 87–100. [Google Scholar] [CrossRef]
- Fallah, H.; Eskandari, H.; Pishvaee, M.S. Competitive closed-loop supply chain network design under uncertainty. J. Manuf. Syst. 2015, 37. [Google Scholar] [CrossRef]
- El-Ashhab, M.; El-Sayed, M.; Afia, N.; El-Kharbotly, A. A stochastic model for forward-reverse logistics network design under risk. Comput. Ind. Eng. 2010, 58. [Google Scholar] [CrossRef]
- Amin, S.H.; Zhang, G. A multi-objective facility location model for closed-loop supply chain network under uncertain demand and return. Appl. Math. Model. 2013, 37, 4165–4176. [Google Scholar] [CrossRef]
- Fleischmann, M.; Krikke, H.R.; Dekker, R.; Douwe, S.; Flapper, P. A characterisation of logistics networks for product recovery. Omega 2000, 28. [Google Scholar] [CrossRef]
- Agrawal, S.; Singh, R.K.; Murtaza, Q. A literature review and perspectives in reverse logistics. In Resources, Conservation and Recycling; Elsevier: Amsterdam, The Netherlands, 2015; Volume 97, pp. 76–92. [Google Scholar] [CrossRef]
- Alshamsi, A.; Diabat, A. A reverse logistics network design. J. Manuf. Syst. 2015, 37, 589–598. [Google Scholar] [CrossRef]
- Lee, J.E.; Gen, M.; Rhee, K.G. Network model and optimization of reverse logistics by hybrid genetic algorithm. Comput. Ind. Eng. 2009, 56, 951–964. [Google Scholar] [CrossRef]
- Das, K.; Chowdhury, A.H. Designing a reverse logistics network for optimal collection, recovery and quality-based product-mix planning. Int. J. Prod. Econ. 2012, 135, 209–221. [Google Scholar] [CrossRef]
- Govindan, K.; Soleimani, H. A review of reverse logistics and closed-loop supply chains: A journal of cleaner production focus. J. Clean. Prod. 2017, 142, 371–384. [Google Scholar] [CrossRef]
- Ren, S.; Zhang, Y.; Liu, Y.; Sakao, T.; Huisingh, D.; Almeida, C.M.V.B. A comprehensive review of big data analytics throughout product lifecycle to support sustainable smart manufacturing: A framework, challenges and future research directions. J. Clean. Prod. 2019, 210, 1343–1365. [Google Scholar] [CrossRef] [Green Version]
- Zheng, P.; Lin, Y.; Chen, C.H.; Xu, X. Smart, connected open architecture product: An IT-driven co-creation paradigm with lifecycle personalization concerns. Int. J. Prod. Res. 2019, 57, 2571–2584. [Google Scholar] [CrossRef]
- Manavalan, E.; Jayakrishna, K. A review of internet of things (IoT) embedded sustainable supply chain for industry 4.0 requirements. Comput. Ind. Eng. 2019, 127, 925–953. [Google Scholar] [CrossRef]
- Xia, J.; Feng, Y.; Lu, C.; Fei, C.; Xue, X. LSTM-based multi-layer self-attention method for remaining useful life estimation of mechanical systems. Eng. Fail. Anal. 2021, 125, 105385. [Google Scholar] [CrossRef]
- Wu, J.Y.; Wu, M.; Chen, Z.; Li, X.; Yan, R. A joint classification-regression method for multi-stage remaining useful life prediction. J. Manuf. Syst. 2021, 58, 109–119. [Google Scholar] [CrossRef]
- Djedidi, O.; Djeziri, M.A.; Benmoussa, S. Remaining useful life prediction in embedded systems using an online auto-updated machine learning based modeling. Microelectron. Reliab. 2021, 119, 114071. [Google Scholar] [CrossRef]
- Ijomah, W.L.; Mcmahon, C.A.; Hammond, G.P.; Newman, S.T. Development of design for remanufacturing guidelines to support sustainable manufacturing. Robot. Comput. Manuf. 2007, 23, 712–719. [Google Scholar] [CrossRef]
- Hatcher, G.D.; Ijomah, W.L.; Windmill, J.F.C. Design for remanufacture: A literature review and future research needs. J. Clean. Prod. 2011, 19, 2004–2014. [Google Scholar] [CrossRef]
- Huisman, J.; Boks, C.B.; Stevels, A.L.N. Quotes for environmentally weighted recyclability (QWERTY): Concept of describing product recyclability in terms of environmental value. Int. J. Prod. Res. 2003, 41, 3649–3665. [Google Scholar] [CrossRef]
- Sundin, E.; Lindahl, M.; Ijomah, W. Product design for product/service systems: Design experiences from Swedish industry. J. Manuf. Technol. Manag. 2009, 20, 723–753. [Google Scholar] [CrossRef]
- Sundin, E.; Björkman, M.; Jacobsson, N. Analysis of service selling and design for remanufacturing. IEEE Int. Symp. Electron. Environ. 2000, 272–277. [Google Scholar] [CrossRef] [Green Version]
- Sundin, E.; Bras, B. Making functional sales environmentally and economically beneficial through product remanufacturing. J. Clean. Prod. 2005, 13. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.A.; Mittal, S.; West, S.; Wuest, T. Review on upgradability—A product lifetime extension strategy in the context of product service systems. J. Clean. Prod. 2018, 204, 1154–1168. [Google Scholar] [CrossRef]
- Khan, M.A.; Wuest, T. Upgradable product-service systems: Implications for business model components. Proc. CIRP 2019, 80, 768–773. [Google Scholar] [CrossRef]
- Telukdarie, A.; Buhulaiga, E.; Bag, S.; Gupta, S.; Luo, Z. Industry 4.0 implementation for multinationals. Process. Saf. Environ. Prot. 2018, 118, 316–329. [Google Scholar] [CrossRef]
- Antikainen, M.; Uusitalo, T.; Kivikytö-Reponen, P. Digitalisation as an enabler of circular economy. Proc. CIRP 2018, 73, 45–49. [Google Scholar] [CrossRef]
- De Sousa Jabbour, A.B.L.; Jabbour, C.J.C.; Godinho-Filho, M.; Roubaud, D. Industry 4.0 and the circular economy: A proposed research agenda and original roadmap for sustainable operations. Ann. Oper. Res. 2018, 270, 273–286. [Google Scholar] [CrossRef]
- Yang, S.; Raghavendra, M.R.A.; Kaminski, J.; Pepin, H. Opportunities for industry 4.0 to support remanufacturing. Appl. Sci. 2018, 8, 1177. [Google Scholar] [CrossRef] [Green Version]
- Arunachalam, D.; Kumar, N.; Kawalek, J.P. Understanding big data analytics capabilities in supply chain management: Unravelling the issues, challenges and implications for practice. Transp. Res. Part E Logist. Transp. Rev. 2018, 114, 416–436. [Google Scholar] [CrossRef]
- Kerin, M.; Pham, D.T. A review of emerging industry 4.0 technologies in remanufacturing. J. Clean. Prod. 2019, 237, 117805. [Google Scholar] [CrossRef]
- Franklin, C.S.; Dominguez, E.G.; Fryman, J.D.; Lewandowski, M.L. Collaborative robotics: New era of human–robot cooperation in the workplace. J. Saf. Res. 2020, 74, 153–160. [Google Scholar] [CrossRef]
- Pacaux-Lemoine, M.P.; Trentesaux, D. Ethical risks of human-machine symbiosis in industry 4.0: Insights from the human-machine cooperation approach. IFAC Pap. 2019, 52, 19–24. [Google Scholar] [CrossRef]
- Foumani, M.; Razeghi, A.; Smith-Miles, K. Stochastic optimization of two-machine flow shop robotic cells with controllable inspection times: From theory toward practice. Robot. Comput. Manuf. 2020, 61, 101822. [Google Scholar] [CrossRef]
- Schneemann, F.; Diederichs, F. Action prediction with the Jordan model of human intention: A contribution to cooperative control. Cogn. Technol. Work 2019, 21, 711–721. [Google Scholar] [CrossRef]
- De Pace, F.; Manuri, F.; Sanna, A.; Fornaro, C. A systematic review of augmented reality interfaces for collaborative industrial robots. Comput. Ind. Eng. 2020, 149, 106806. [Google Scholar] [CrossRef]
- Koller, J.; Velte, C.J.; Schötz, S.; Döpper, F. Customizing products through remanufacturing -ideation of a concept. Proc. Manuf. 2020, 43, 598–605. [Google Scholar] [CrossRef]
- Kandukuri, S.; Günay, E.E.; Al-Araidah, O.; Okudan Kremer, G.E. Inventive solutions for remanufacturing using additive manufacturing: ETRIZ. J. Clean. Prod. 2021, 305, 126992. [Google Scholar] [CrossRef]
- Zheng, Y.; Ahmad, R. Automated feature extraction for hybrid additive-subtractive remanufacturing. Proc. CIRP 2020, 93, 56–61. [Google Scholar] [CrossRef]
- Le, V.T.; Paris, H.; Mandil, G. Extracting features for manufacture of parts from existing components based on combining additive and subtractive technologies. Int. J. Interact. Des. Manuf. 2018, 12, 525–536. [Google Scholar] [CrossRef]
- Le, V.T.; Paris, H.; Mandil, G. Process planning for combined additive and subtractive manufacturing technologies in a remanufacturing context. J. Manuf. Syst. 2017, 44, 243–254. [Google Scholar] [CrossRef]
- Zheng, Y.; Qureshi, A.J.; Ahmad, R. Algorithm for remanufacturing of damaged parts with hybrid 3D printing and machining process. Manuf. Lett. 2018, 15, 38–41. [Google Scholar] [CrossRef]
- Liu, Z.; Shu, J. Control of the microstructure formation in the near-net-shape laser additive tip-remanufacturing process of single-crystal superalloy. Opt. Laser Technol. 2021, 133, 106537. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Savaget, P.; Bocken, N.M.P.; Hultink, E.J. The circular economy a new sustainability paradigm? J. Clean. Prod. 2017, 143, 757–768. [Google Scholar] [CrossRef] [Green Version]
- Kerin, M.; Pham, D.T. Smart remanufacturing: A review and research framework. J. Manuf. Technol. Manag. 2020, 31. [Google Scholar] [CrossRef]
- Carvalho, N.; Chaim, O.; Cazarini, E.; Gerolamo, M. Manufacturing in the fourth industrial revolution: A positive prospect in sustainable. Manufacturing 2018, 21. [Google Scholar] [CrossRef]
- Wang, L. Machine availability monitoring and machining process planning towards Cloud manufacturing. CIRP J. Manuf. Sci. Technol. 2013, 6, 263–273. [Google Scholar] [CrossRef]
- Váncza, J. Cyber-physical manufacturing in the light of professor Kanji Ueda’s legacy. Proc. CIRP 2017, 63. [Google Scholar] [CrossRef] [Green Version]
- Muñoz-Villamizar, A.; Santos, J.; Viles, E.; Ormazábal, M. Manufacturing and environmental practices in the Spanish context. J. Clean. Prod. 2018, 178. [Google Scholar] [CrossRef]
- Meng, K.; Cao, Y.; Peng, X.; Prybutok, V.; Youcef-Toumi, K. Smart recovery decision-making for end-of-life products in the context of ubiquitous information and computational intelligence. J. Clean. Prod. 2020, 272, 122804. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strategies | Relevant Papers | Case Study Used |
|---|---|---|
| EoL product collection | [30] | Electronic products |
| [31] | Emphasis on remanufacturing | |
| [32] | Mobile phones | |
| [33] | WEEE | |
| CLSC | [34] | OEMs |
| [35] | Electric vehicle batteries | |
| [36] | System dynamics analysis | |
| [37] | Paper recycling | |
| Predetermined remanufacturing timing | [38] | Manufacturing systems |
| [39] | Multi-scale PCA | |
| [40] | Wind turbines | |
| RUL | [41] | Used parts |
| [40] | Wind turbines | |
| [42] | Aircraft engines | |
| [43] | Railway D-cables | |
| Reverse logistics | [44] | Cell phones |
| [45] | Use of algorithm in Taoyuan City | |
| [46] | Improved genetic algorithm | |
| [47] | Chinese automobile parts | |
| DfRem | [48] | Disassembly line balancing |
| [49] | Analyzing operational factors | |
| [50] | Analytic network process | |
| Product lifecycle data | [51] | Quality grading and end-of-use recovery |
| [52] | IoT scheduling to predict remanufacturing timing | |
| [53] | Big data in product lifecycle | |
| PSS | [54] | Baby prams |
| [55] | Upgradable PSS | |
| Collaborative robots | [56] | Human–robot collaborative disassembly cell |
| [57] | Enhanced discrete bee algorithm | |
| [58] | Maintenance of autonomous train | |
| [59] | A study on attitude and acceptance in an industrial context | |
| Additive manufacturing | [60] | Metals (silver, iron, etc.) |
| [61] | Future outlook for remanufacturing | |
| Industry 4.0 | [62] | Inter-country comparative perspective |
| [63] | Use of augmented reality | |
| Upgrading products | [64] | EoL tires |
| [65] | PSS | |
| SRDM | [66] | Algorithm to optimize disassembly |
| Smart remanufacturing | [67] | I4.0 and CE |
| Beginning-of-Life (Design, Manufacture) | |
|---|---|
| Design for remanufacturing (DfRem) | Design that considers the need to disassemble products for repair, refurbishment or recycling. |
| Product lifecycle data acquisition | Data collected based on product’s design, production process, usage and disposal. Data collected from the middle-of-life stage is shared so as to enhance the production technique, design and usage. |
| Middle-of-Life (Distribution, Sales, Use) | |
| Product service system (PSS) | The ownership of the product rests with the producer who provides design, usage, maintenance, repair and recycling throughout the lifetime of the product. The customer pays a rent for the time of its usage. |
| Smart recovery decision making (SRDM) | Withdrawing products from the supply chain in case of defaults. |
| Product lifecycle data acquisition | Data collected throughout the product’s use stage to detect performance degradation as well as defections. |
| End-of-life (EoL) | |
| EoL product collection | Products at the EoL stage are collected and sorted. |
| Predetermined remanufacturing timing | Decision making for the collection of remanufacturable products and the timing of collection is crucial; the sooner the better. |
| Remaining useful life (RUL) | Determining how much useful life an EoL product has left, deciding whether it can be remanufactured or recycled. |
| Reverse logistics | Analyzing various recovery options for collected EoL products. |
| Product lifecycle data acquisition | Data collected on the state of the collected products for future improvement. |
| Remanufacturing | |
| Product lifecycle data sharing | Data collected throughout the product’s lifecycle is shared so as to ease the remanufacturing process. |
| Industry 4.0 | The use of inter-connected production processes in the remanufacturing process. |
| Smart remanufacturing | Using advanced techniques in remanufacturing |
| Collaborative robots | Human–robot close collaboration to overcome the barriers encountered during remanufacturing. |
| Additive manufacturing | Using various techniques such as 3D printing to remanufacture complex parts which are difficult to achieve with traditional methods. |
| Upgrading | Increasing the performance of an EoL product through remanufacturing. |
| CLSC | CLSC enhances remanufacturing as a recovery option. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fofou, R.F.; Jiang, Z.; Wang, Y. A Review on the Lifecycle Strategies Enhancing Remanufacturing. Appl. Sci. 2021, 11, 5937. https://doi.org/10.3390/app11135937
Fofou RF, Jiang Z, Wang Y. A Review on the Lifecycle Strategies Enhancing Remanufacturing. Applied Sciences. 2021; 11(13):5937. https://doi.org/10.3390/app11135937
Chicago/Turabian StyleFofou, Raoul Fonkoua, Zhigang Jiang, and Yan Wang. 2021. "A Review on the Lifecycle Strategies Enhancing Remanufacturing" Applied Sciences 11, no. 13: 5937. https://doi.org/10.3390/app11135937