
Recycling of Plastic Polymer: Reinforcement of Building Material Using Polymer Plastics of Used COVID-19 Syringes

 ,
,  , ,
, ,
Abstract
:1. Introduction
1.1. Usage of Plastics and Their Impacts on the Environment
1.2. Recycling Plastic for Buildings
1.3. Alternative Building Materials
1.4. Usage of Waste Plastic in Concrete
2. Materials and Methods
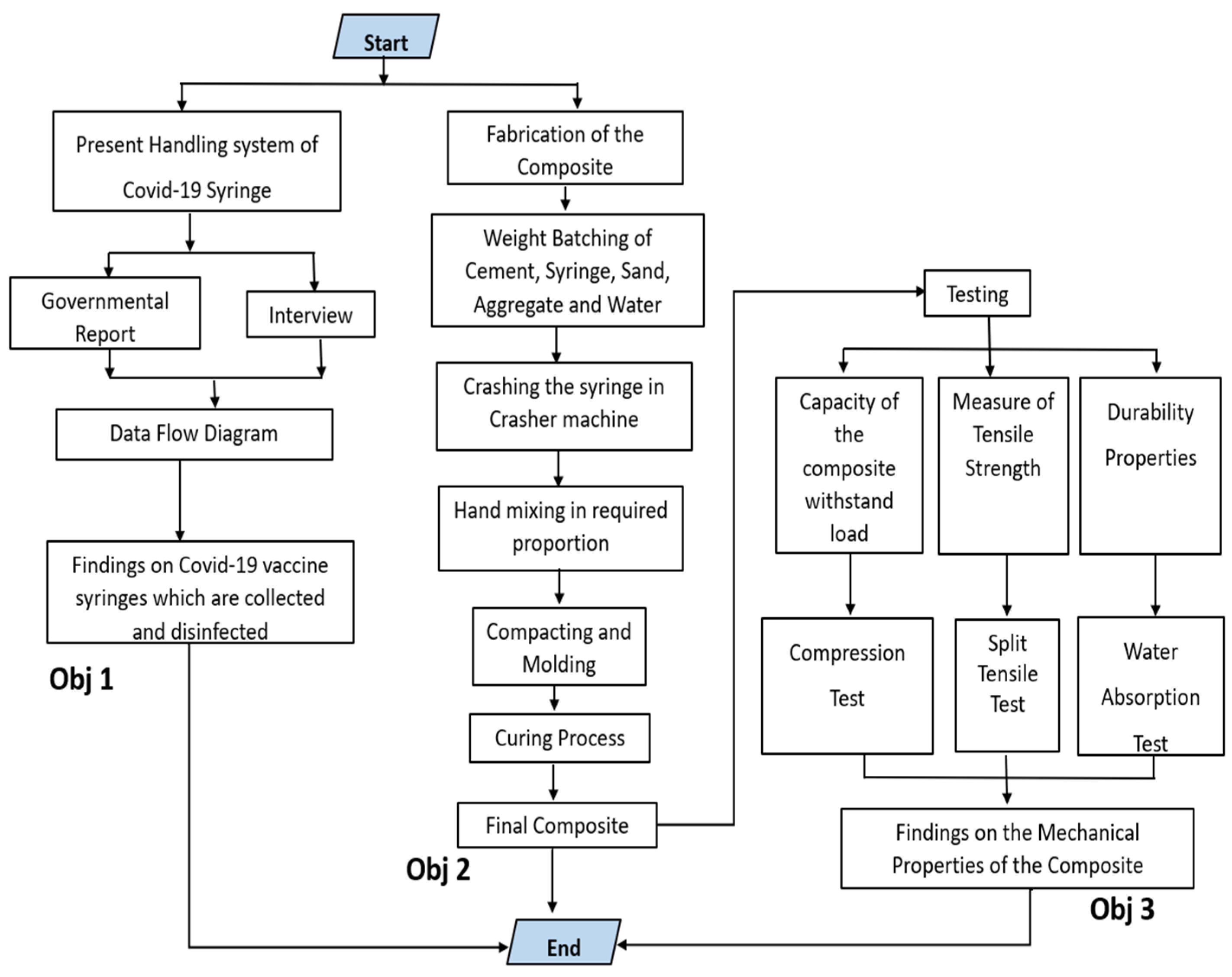
2.1. Production of SPFRP
2.1.1. Chemical Properties of the Cement
2.1.2. Purposes of Selecting Design Mixture
3. Experimental Procedures
3.1. Water-Absorption Test
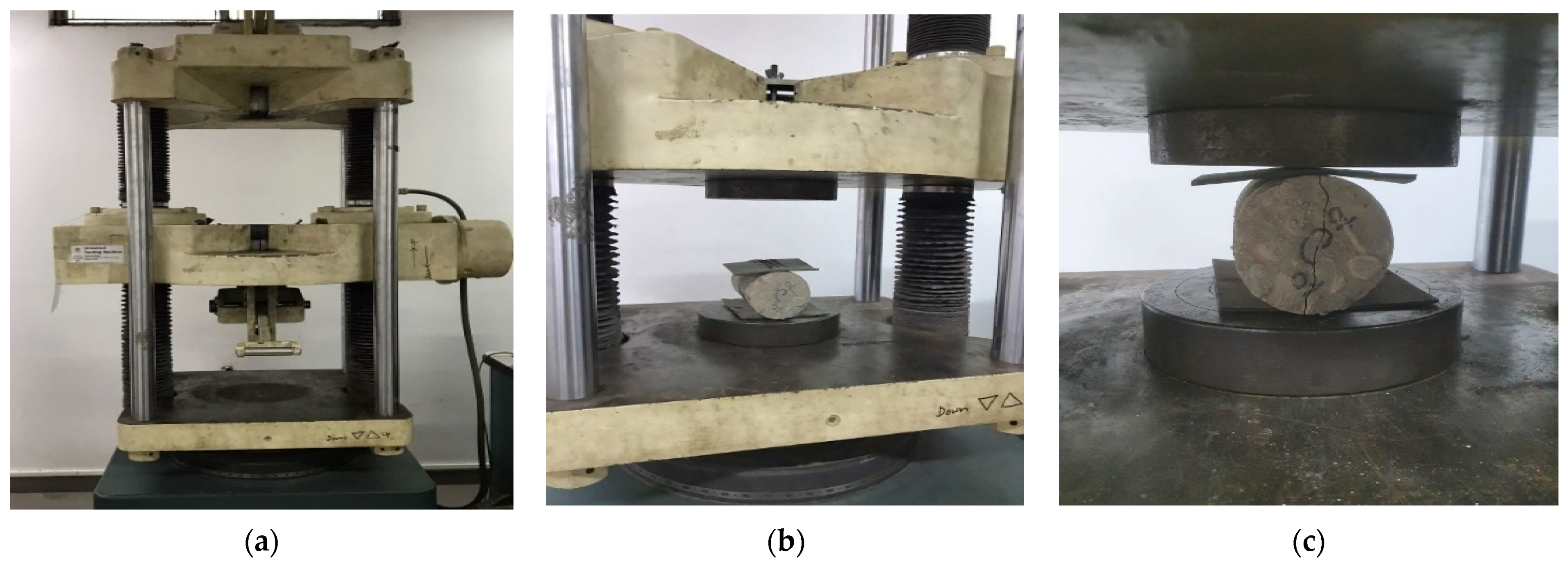
3.2. Compression Test
3.3. Split Tensile Test
4. Results and Discussion
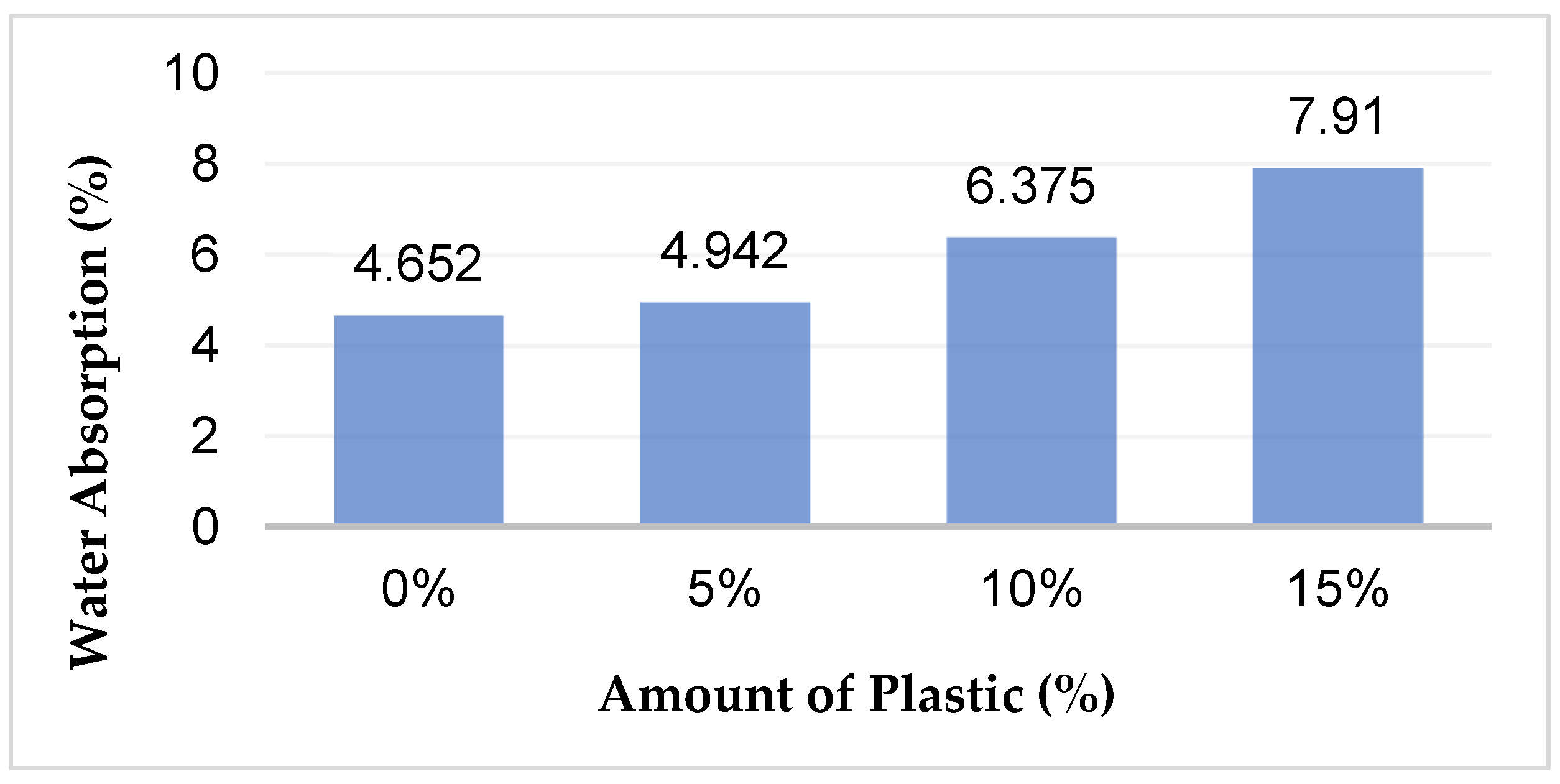
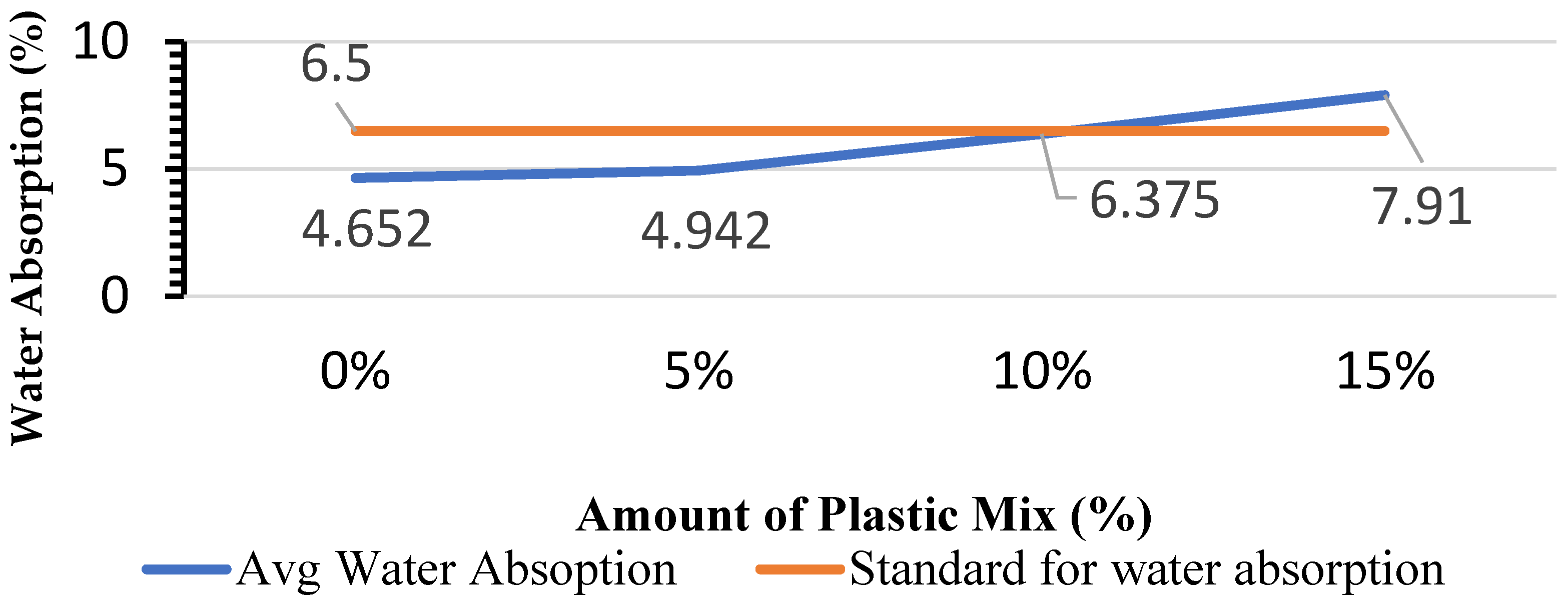
4.1. Water-Absorption Test
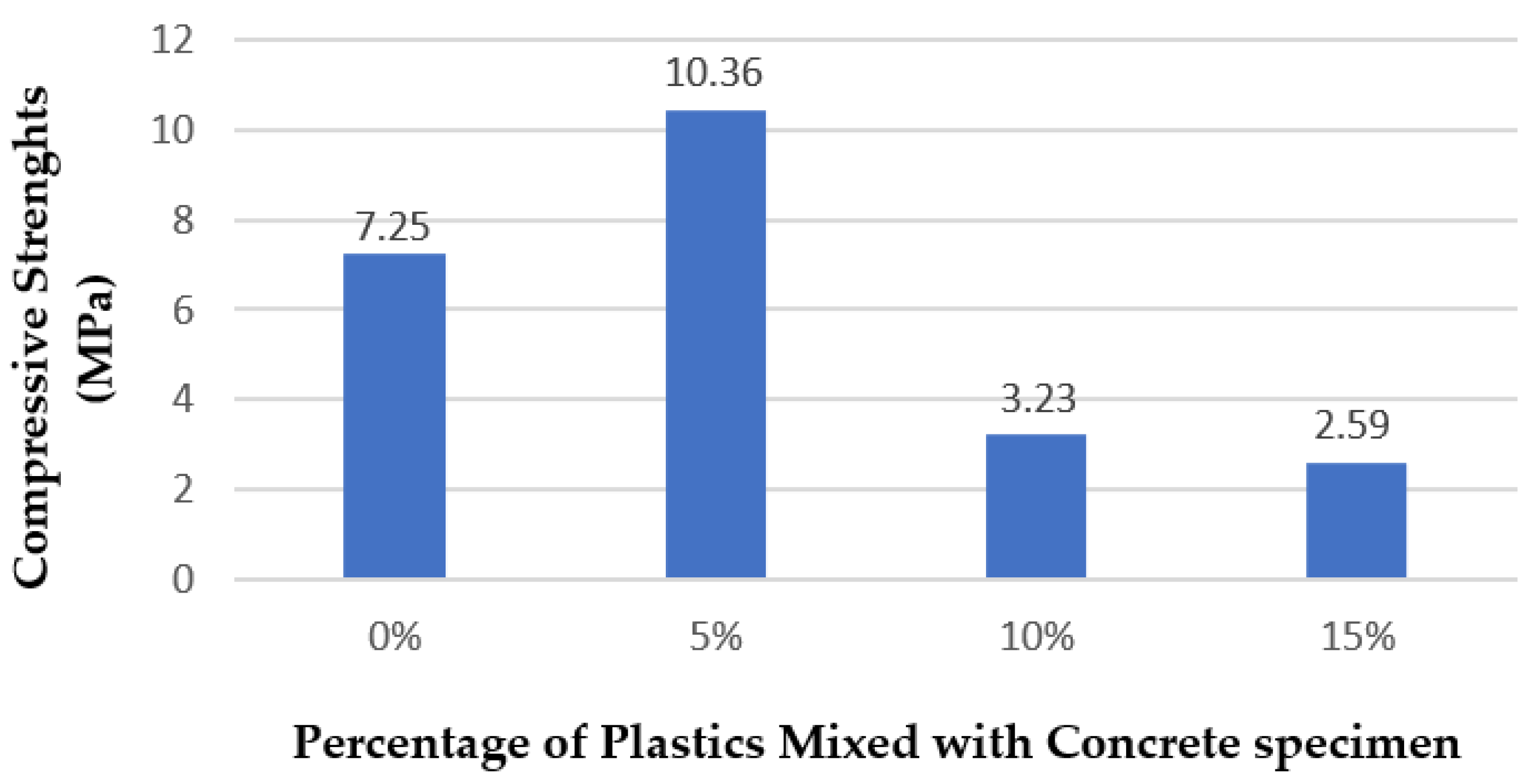
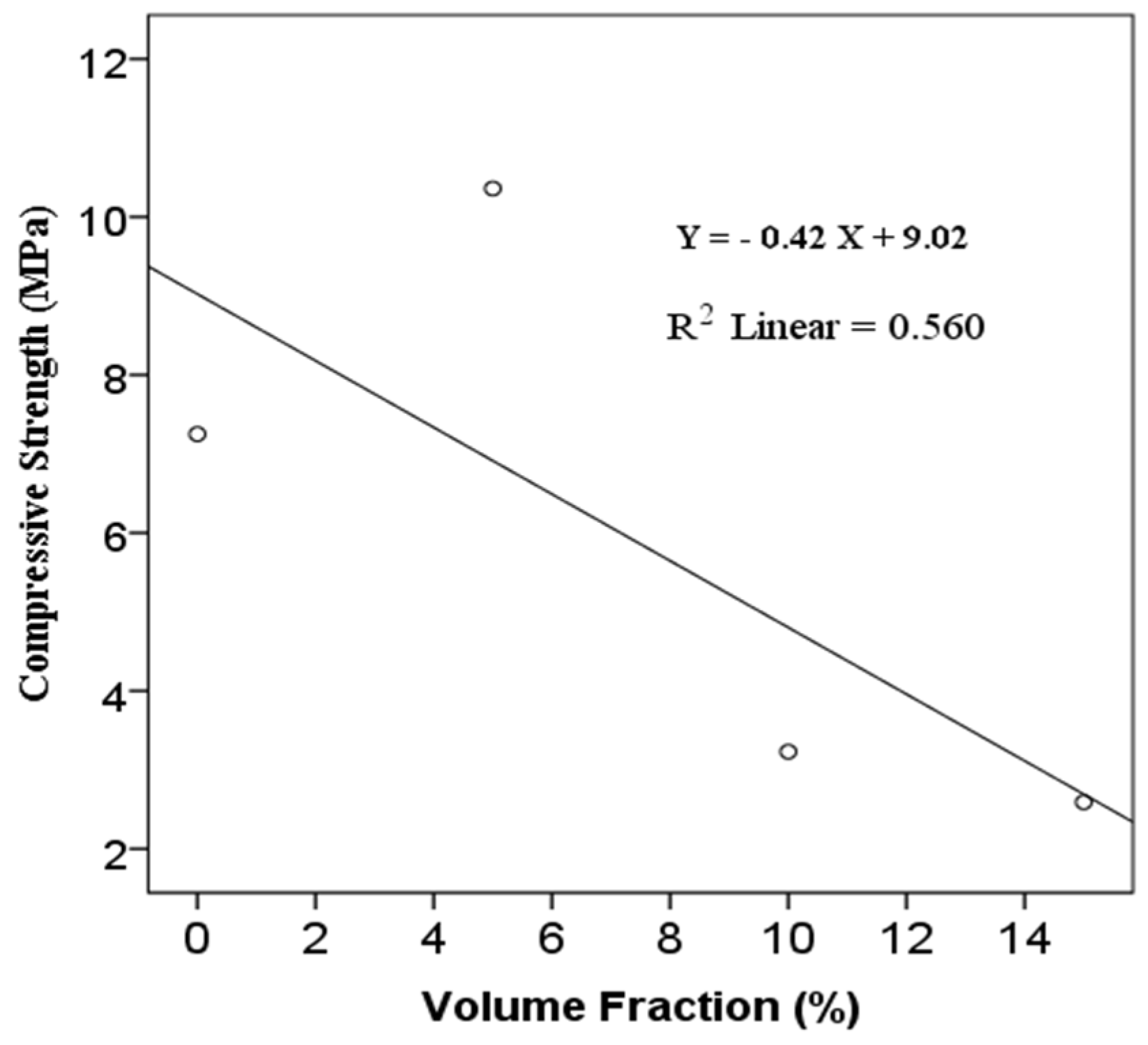
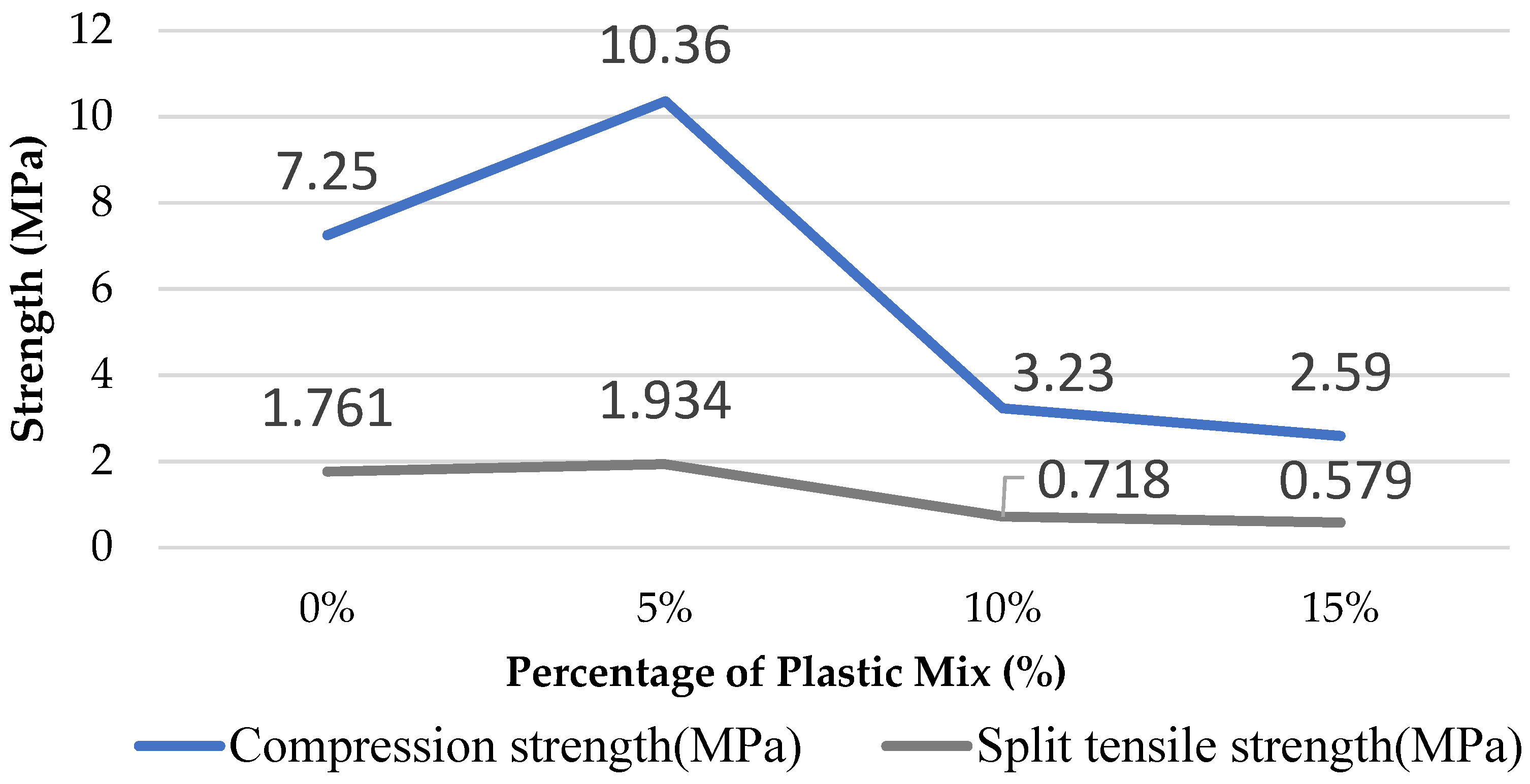
4.2. Compression Test
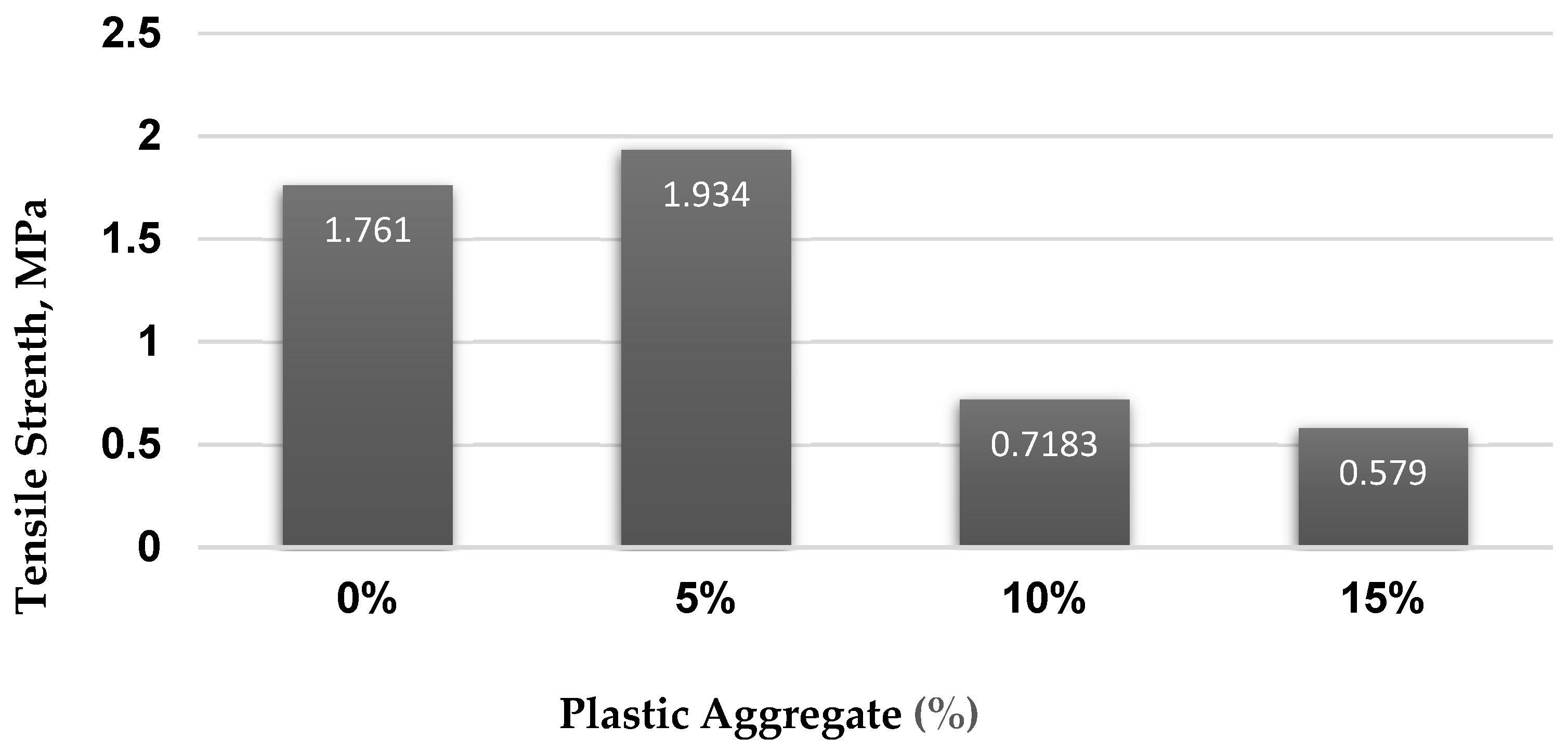
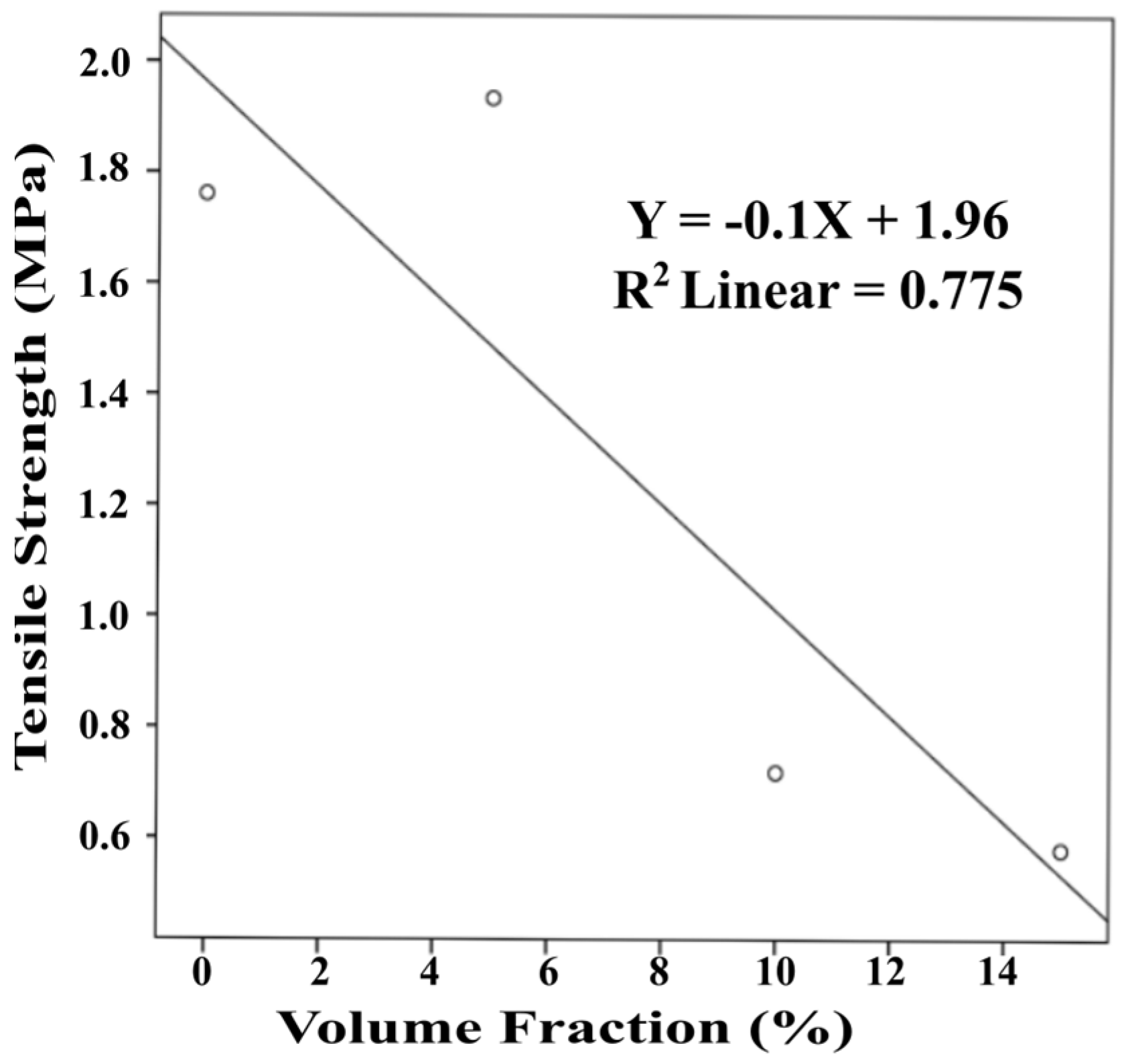
4.3. Split Tensile Test
4.4. Analysis of Standard and Experimental Values
5. Conclusions
- The COVID-19 pandemic has led to a rise in the use of disposable plastics; thus, it is essential to reduce their accumulation via recycling in favor of the usage of new plastics. A simple manufacturing method might be used by people to create FRP from discarded plastic syringes. The mechanical qualities of SPFRP, including ultimate compressive strength and ultimate tensile strength, are adequate for strengthening from an engineering perspective. As the syringe plastic’s surface might weaken the binding between aggregate and concrete, it is unclear how to keep the volume percentage of syringe plastics and concrete uniform. This indicates that uniform mixing of the syringe plastic aggregate with the concrete will increase both the bonding strength and hence the mechanical strength of the SPFRP.
- It was found that the mechanical properties of the FRP were significantly affected due to the mixing of syringe plastics fiber with concrete beyond a certain percentage of plastic fiber. This study aimed to find an alternative that can overcome the plastic wastes for the sustainability of our environment and can be utilized as a concrete material for low-load-bearing applications such as cement-based plaster with SPFRP confinement to cover and smoothen the surface of walls and ceilings, flooring in garages, warehouses, and industrial facilities, as well as grouts to fill gaps between tiles, bricks, or other building materials. In addition, it can be used for the casting of varieties of blocks, pavers, and decorative elements in landscaping and construction projects.
- In terms of durability, concrete’s compressive strength enhancement due to SPFRP confinement increased from 7.25% to 10.36% with a five percent (5% w/w) SP aggregate mix. The concrete can benefit greatly from the SPFRP confinement’s reinforcing effect.
- Concerning environmental effects, SPFRP may greatly minimize the quantity of plastic syringe waste. In this study, reinforcement of eight concrete cylinder blocks may reduce the total of 1500 syringe plastics, suggesting successful waste management by reusing used syringe plastics. The real reinforcing of reinforced concrete columns needs greater strengthening regions than in a small-scale concrete cylinder test, meaning higher requirement for SP wastes. Continued deployment of SPFRP strengthening in real full-scale columns should be carefully undertaken to determine its usability and to analyze the environmental effects.
Author Contributions
Funding
Conflicts of Interest
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Inamdar, I. Recycling of plastic wastes generated from COVID-19: A comprehensive illustration of type and properties of plastics with remedial options. Sci. Total Environ. 2022, 838, 155895. [Google Scholar] [CrossRef]
- Vanapalli, K.R.; Sharma, H.B.; Ranjan, V.P.; Samal, B.; Bhattacharya, J.; Dubey, B.K.; Goel, S. Challenges and strategies for effective plastic waste management during and post COVID-19 pandemic. Sci. Total Environ. 2021, 750, 141514. [Google Scholar] [CrossRef]
- Yudell, M.; Roberts, D.; DeSalle, R.; Tishkoff, S. NIH must confront the use of race in science. Science 2020, 369, 1314–1315. [Google Scholar] [CrossRef]
- Prata, J.C.; Silva, A.L.P.; Walker, T.R.; Duarte, A.C.; Rocha-Santos, T. COVID-19 Pandemic Repercussions on the Use and Management of Plastics. Environ. Sci. Technol. 2020, 54, 7760–7765. [Google Scholar] [CrossRef] [PubMed]
- Parashar, N.; Hait, S. Plastics in the time of COVID-19 pandemic: Protector or polluter? Sci. Total Environ. 2021, 759, 144274. [Google Scholar] [CrossRef] [PubMed]
- Roberts, K.; Bowyer, C.; Kolstoe, S.; Fletcher, S. Coronavirus Face Masks: An Environmental Disaster that Might Last Generations. 2020. Available online: https://theconversation.com/coronavirus-face-masks-an-environmental-disaster-that-might-last-generations-144328 (accessed on 21 February 2023).
- Saberian, M.; Li, J.; Kilmartin-Lynch, S.; Boroujeni, M. Repurposing of COVID-19 single-use face masks for pavements base/subbase. Sci. Total Environ. 2021, 769, 145527. [Google Scholar] [CrossRef] [PubMed]
- Sangkham, S. Face mask and medical waste disposal during the novel COVID-19 pandemic in Asia. Case Stud. Chem. Environ. Eng. 2020, 2, 100052. [Google Scholar] [CrossRef]
- Klemeš, J.J.; Jiang, P.; Van Fan, Y.; Bokhari, A.; Wang, X.C. COVID-19 pandemics Stage II—Energy and environmental impacts of vaccination. Renew. Sustain. Energy Rev. 2021, 150, 111400. [Google Scholar] [CrossRef]
- Hasija, V.; Patial, S.; Raizada, P.; Thakur, S.; Singh, P.; Hussain, C.M. The environmental impact of mass coronavirus vaccinations: A point of view on huge COVID-19 vaccine waste across the globe during ongoing vaccine campaigns. Sci. Total Environ. 2022, 813, 151881. [Google Scholar] [CrossRef]
- Baumann, N.; Chen, S.; McDonald, J.R.; Davis, M.H.; Petroff, C.; McKelvy, P. Mitigating COVID-19 Vaccine Waste through a Multidisciplinary Inpatient Vaccination Initiative. J. Healthc. Qual. 2022, 44, 178–183. [Google Scholar] [CrossRef] [PubMed]
- Hama, S.M.; Hilal, N.N. Fresh properties of self-compacting concrete with plastic waste as partial replacement of sand. Int. J. Sustain. Built Environ. 2017, 6, 299–308. [Google Scholar] [CrossRef]
- Alqahtani, F.K.; Ghataora, G.; Khan, M.I.; Dirar, S. Novel lightweight concrete containing manufactured plastic aggregate. Constr. Build. Mater. 2017, 148, 386–397. [Google Scholar] [CrossRef]
- del Rey Castillo, E.; Almesfer, N.; Saggi, O.; Ingham, J.M. Light-weight concrete with artificial aggregate manufactured from plastic waste. Constr. Build. Mater. 2020, 265, 120199. [Google Scholar] [CrossRef]
- Scarpitti, N.; Gavio, N.; Pol, A.; Sanei, S.H. Recycling Unrecycled Plastic and Composite Wastes as Concrete Reinforcement. J. Compos. Sci. 2023, 7, 11. [Google Scholar] [CrossRef]
- Belmokaddem, M.; Mahi, A.; Senhadji, Y.; Pekmezci, B.Y. Mechanical and physical properties and morphology of concrete containing plastic waste as aggregate. Constr. Build. Mater. 2020, 257, 119559. [Google Scholar] [CrossRef]
- Khalid, F.S.; Irwan, J.M.; Wan Ibrahim, M.H.; Othman, N.; Shahidan, S. Splitting tensile and pullout behavior of synthetic wastes as fiber-reinforced concrete. Constr. Build. Mater. 2018, 171, 54–64. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Rahim, A.A.F. Experimental behavior and analysis of high strength concrete beams reinforced with PET waste fiber. Constr. Build. Mater. 2020, 244, 118350. [Google Scholar] [CrossRef]
- Foti, D.; Lerna, M. New Mortar Mixes with Chemically Depolymerized Waste PET Aggregates. Adv. Mater. Sci. Eng. 2020, 2020, 8424936. [Google Scholar] [CrossRef]
- Van Den Einde, L.; Zhao, L.; Seible, F. Use of FRP composites in civil structural applications Lelli. Constr. Build. Mater. 2003, 17, 389–403. [Google Scholar] [CrossRef]
- Jirawattanasomkul, T.; Ueda, T.; Likitlersuang, S.; Zhang, D.; Hanwiboonwat, N.; Wuttiwannasak, N.; Horsangchai, K. Effect of natural fibre reinforced polymers on confined compressive strength of concrete. Constr. Build. Mater. 2019, 223, 156–164. [Google Scholar] [CrossRef]
- Jirawattanasomkul, T.; Likitlersuang, S.; Wuttiwannasak, N.; Ueda, T.; Zhang, D.; Shono, M. Structural behaviour of pre-damaged reinforced concrete beams strengthened with natural fibre reinforced polymer composites. Compos. Struct. 2020, 244, 112309. [Google Scholar] [CrossRef]
- Jirawattanasomkul, T.; Likitlersuang, S.; Wuttiwannasak, N.; Ueda, T.; Zhang, D.; Voravutvityaruk, T. Effects of Heat Treatment on Mechanical Properties of Jute Fiber-Reinforced Polymer Composites for Concrete Confinement. J. Mater. Civ. Eng. 2020, 32, 04020363. [Google Scholar] [CrossRef]
- Dai, J.-G.; Bai, Y.-L.; Teng, J.G. Behavior and Modeling of Concrete Confined with FRP Composites of Large Deformability. J. Compos. Constr. 2011, 15, 963–973. [Google Scholar] [CrossRef]
- Dai, J.G.; Lam, L.; Ueda, T. Seismic retrofit of square RC columns with polyethylene terephthalate (PET) fibre reinforced polymer composites. Constr. Build. Mater. 2012, 27, 206–217. [Google Scholar] [CrossRef]
- Rousakis, T.C. Reusable and recyclable nonbonded composite tapes and ropes for concrete columns confinement. Compos. Part B Eng. 2016, 103, 15–22. [Google Scholar] [CrossRef]
- Hakeem, I.; Hosen, M.A.; Alyami, M.; Qaidi, S.; Özkılıc, Y. Influence of Heat-Cool Cyclic Exposure on the Performance of Fiber-Reinforced High-Strength Concrete. Sustainability 2023, 15, 1433. [Google Scholar] [CrossRef]
- Madenci, E.; Özkılıç, Y.O.; Aksoylu, C.; Asyraf, M.R.M.; Syamsir, A.; Supian, A.B.M.; Mamaev, N. Buckling Analysis of CNT-Reinforced Polymer Composite Beam Using Experimental and Analytical Methods. Materials 2023, 16, 614. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Ren, Z.; Chou, T.W. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Wuite, J.; Adali, S. Deflection and stress behaviour of nanocomposite reinforced beams using a multiscale analysis. Compos. Struct. 2005, 71, 388–396. [Google Scholar] [CrossRef]
- Madenci, E.; Özkılıç, Y.O.; Aksoylu, C.; Safonov, A. The Effects of Eccentric Web Openings on the Compressive Performance of Pultruded GFRP Boxes Wrapped with GFRP and CFRP Sheets. Polymers 2022, 14, 4567. [Google Scholar] [CrossRef] [PubMed]
- Aksoylu, C.; Özkılıç, Y.O.; Madenci, E.; Safonov, A. Compressive Behavior of Pultruded GFRP Boxes with Concentric Openings Strengthened by Different Composite Wrappings. Polymers 2022, 14, 4095. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Zeng, X.; Li, Y.; Yang, H.; Tang, S. Influences of MgO and PVA Fiber on the Abrasion and Cracking Resistance, Pore Structure and Fractal Features of Hydraulic Concrete. Fractal Fract. 2022, 6, 674. [Google Scholar] [CrossRef]
- Wang, L.; He, T.; Zhou, Y.; Tang, S.; Tan, J.; Liu, Z.; Su, J. The influence of fiber type and length on the cracking resistance, durability and pore structure of face slab concrete. Constr. Build. Mater. 2021, 282, 122706. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef] [PubMed]
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Jiang, X.; Xiao, R.; Bai, Y.; Huang, B.; Ma, Y. Influence of waste glass powder as a supplementary cementitious material (SCM) on physical and mechanical properties of cement paste under high temperatures. J. Clean. Prod. 2022, 340, 130778. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Al Saffar, D.M.; Aadi, A.S.; Almeshal, I. Sulphate resistance of cement mortar contains glass powder. J. King Saud Univ. Eng. Sci. 2020, 32, 495–500. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Almeshal, I.; Magbool, H.M.; Alabduljabbar, H.; Alyousef, R. Performance of sustainable concrete containing different types of recycled plastic. J. Clean. Prod. 2021, 328, 129517. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Aksoylu, C.; Özkılıç, Y.O.; Arslan, M.H. Mechanical Steel Stitches: An Innovative Approach for Strengthening Shear Deficiency in Undamaged Reinforced Concrete Beams. Buildings 2022, 12, 1501. [Google Scholar] [CrossRef]
- Prakash, R.; Thenmozhi, R.; Raman, S.N.; Subramanian, C. Characterization of eco-friendly steel fiber-reinforced concrete containing waste coconut shell as coarse aggregates and fly ash as partial cement replacement. Struct. Concr. 2019, 21, 437–447. [Google Scholar] [CrossRef]
- Prakash, R.; Divyah, N.; Srividhya, S.; Avudaiappan, S.; Amran, M.; Naidu Raman, S.; Guindos, P.; Vatin, N.I.; Fediuk, R. Effect of Steel Fiber on the Strength and Flexural Characteristics of Coconut Shell Concrete Partially Blended with Fly Ash. Materials 2022, 15, 4272. [Google Scholar] [CrossRef]
- Srividhya, S.; Vidjeapriya, R.; Neelamegam, M. Enhancing the performance of hyposludge concrete beams using basalt fiber and latex under cyclic loading. Comput. Concr. 2021, 28, 93. [Google Scholar] [CrossRef]
- Adetukasi, A.O. Strength and deflection characteristics of concrete reinforced with steel swarf. IOP Conf. Ser. Mater. Sci. Eng. 2019, 640, 012044. [Google Scholar] [CrossRef]
- Sharba, A.A.K.; Ibrahim, A.J. Evaluating the use of steel scrap, waste tiles, waste paving blocks and silica fume in flexural behavior of concrete. Innov. Infrastruct. Solut. 2020, 5, 94. [Google Scholar] [CrossRef]
- Balea, A.; Fuente, E.; Monte, M.C.; Blanco, A.; Negro, C. Recycled Fibers for Sustainable Hybrid Fiber Cement Based Material: A Review. Materials 2021, 14, 2408. [Google Scholar] [CrossRef]
- Merli, R.; Preziosi, M.; Acampora, A.; Lucchetti, M.C.; Petrucci, E. Recycled fibers in reinforced concrete: A systematic literature review. J. Clean. Prod. 2020, 248, 119207. [Google Scholar] [CrossRef]
- Altera, A.Z.A.; Bayraktar, O.Y.; Bodur, B.; Kaplan, G. Investigation of the Usage Areas of Different Fiber Reinforced Concrete. Kast. Univ. J. Eng. Sci. 2021, 7, 7–18. [Google Scholar]
- Yang, E.H.; Wang, S.; Yang, Y.; Li, V.C. Fiber-bridging constitutive law of engineered cementitious composites. J. Adv. Concr. Technol. 2008, 6, 181–193. [Google Scholar] [CrossRef]
- Özkılıç, Y.O.; Aksoylu, C.; Arslan, M.H. Experimental and numerical investigations of steel fiber reinforced concrete dapped-end purlins. J. Build. Eng. 2021, 36, 102119. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Neeraja, D.; Arshad, S.M.; Nadaf, A.K.N.; Reddy, M.K. Evaluation of workability and strength of green concrete using waste steel scrap. IOP Conf. Ser. Mater. Sci. Eng. 2017, 263, 032013. [Google Scholar] [CrossRef]
- Shewalul, Y.W. Experimental study of the effect of waste steel scrap as reinforcing material on the mechanical properties of concrete. Case Stud. Constr. Mater. 2021, 14, e00490. [Google Scholar] [CrossRef]
- Gemi, L.; Madenci, E.; Özkılıç, Y.O. Experimental, analytical and numerical investigation of pultruded GFRP composite beams infilled with hybrid FRP reinforced concrete. Eng. Struct. 2021, 244, 112790. [Google Scholar] [CrossRef]
- Arslan, M.H.; Yazman, Ş.; Hamad, A.A.; Aksoylu, C.; Özkılıç, Y.O.; Gemi, L. Shear strengthening of reinforced concrete T-beams with anchored and non-anchored CFRP fabrics. Structures 2022, 39, 527–542. [Google Scholar] [CrossRef]
- Qureshi, Z.N.; Mushtaq Raina, Y.; Mohd, S.; Rufaie, A. Strength Characteristics Analysis of Concrete Reinforced with Lathe Machine Scrap. Int. J. Eng. Res. Gen. Sci. 2016, 4, 210–217. [Google Scholar]
- ASTM. Standard Practice for Making and Curing Concrete Test Specimens in the Field; ASTM International: West Conshohocken, PE, USA, 2012. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. of Samples | Percentage of PP SP | Quantity of Cement (kg) | Quantity of Fine Aggregate (kg) | Quantity of PP Plastic (kg) | Quantity of Coarse Aggregate (kg) | Quantity of Water (L) |
|---|---|---|---|---|---|---|
| 6 | 0% | 4 | 10 | 0 | 18 | 1.6 |
| 6 | 5% | 0.9 | 17.1 | |||
| 6 | 10% | 1.8 | 16.2 | |||
| 6 | 15% | 2.7 | 15.3 |
| Percentage of Syringe Plastic in Composites | Sample ID | Diameter (mm) | Radius (mm) | Section Area (mm2) |
|---|---|---|---|---|
| 0% | D | 101.33 | 50.67 | 8067 |
| B | 101.54 | 50.77 | 8100 | |
| 5% | D | 102.22 | 51.11 | 8209 |
| C | 102.85 | 51.43 | 8311 | |
| 10% | B | 102.78 | 51.39 | 8300 |
| C | 102.09 | 51.05 | 8189 | |
| 15% | D | 101.58 | 50.79 | 8107 |
| C | 97.01 | 51.68 | 7394 |
| Amount of Plastic (%) | Specimen | Weight of Dry Block, Wd (kg) | Weight of Wet Block, Ww (kg) | Water Absorption, Wab (%) | Average Water Absorption, Wab (%) |
|---|---|---|---|---|---|
| 0% | E | 3.596 | 3.754 | 4.393 | 4.652 |
| F | 3.726 | 3.909 | 4.911 | ||
| 5% | E | 3.444 | 3.633 | 5.487 | 4.942 |
| F | 3.456 | 3.608 | 4.398 | ||
| 10% | A | 3.144 | 3.364 | 6.997 | 6.375 |
| E | 3.320 | 3.511 | 5.753 | ||
| 15% | A | 2.806 | 3.029 | 7.947 | 7.91 |
| E | 2.80 | 3.021 | 7.892 |
| Amount of Plastic (%) | Sample ID | Section Area, A (mm2) | Maximum Force, F (kN) | Ultimate Compressive Strength, (MPa) |
|---|---|---|---|---|
| 0% | B0 | 8100 | 55.90 | 6.9 |
| D0 | 8067 | 61.00 | 7.6 | |
| 5% | C5 | 8311 | 93.60 | 11.3 |
| D5 | 8209 | 77.65 | 9.5 | |
| 10% | B10 | 8300 | 32.25 | 3.9 |
| C10 | 8189 | 21.15 | 2.6 | |
| 15% | C15 | 7394 | 21.95 | 3.0 |
| D15 | 8107 | 18.15 | 2.2 |
| Amount of Plastic (%) | Sample ID | Tensile Load, F (kN) | Average Tensile Load, F (kN) | Ultimate Tensile Strength, (MPa) |
|---|---|---|---|---|
| 0% | A | 55.451 | 56.38 | 1.761 |
| C | 57.309 | |||
| 5% | A | 37.79 | 61.905 | 1.934 |
| B | 61.905 | |||
| 10% | D | 20.275 | 22.987 | 0.718 |
| F | 25.7 | |||
| 15% | B | 24.052 | 18.55 | 0.579 |
| F | 13.061 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fahim, G.; Hossain, M.T.; Penheiro, S.; Zakir, M.I.B.; Shamsuzzaman, M.; Morshed, M.S.; Khan, S.H.; Hamja, A. Recycling of Plastic Polymer: Reinforcement of Building Material Using Polymer Plastics of Used COVID-19 Syringes. Buildings 2023, 13, 919. https://doi.org/10.3390/buildings13040919
Fahim G, Hossain MT, Penheiro S, Zakir MIB, Shamsuzzaman M, Morshed MS, Khan SH, Hamja A. Recycling of Plastic Polymer: Reinforcement of Building Material Using Polymer Plastics of Used COVID-19 Syringes. Buildings. 2023; 13(4):919. https://doi.org/10.3390/buildings13040919
Chicago/Turabian StyleFahim, Golam, Md. Tofazzal Hossain, Stapheny Penheiro, Md. Iffat Bin Zakir, Md. Shamsuzzaman, Mohammad Sarwar Morshed, Sakib Hossain Khan, and Abu Hamja. 2023. "Recycling of Plastic Polymer: Reinforcement of Building Material Using Polymer Plastics of Used COVID-19 Syringes" Buildings 13, no. 4: 919. https://doi.org/10.3390/buildings13040919