
Framework of 3D Concrete Printing Potential and Challenges
 , , and
, , and
Abstract
:1. Introduction and History
1.1. Historical Development of Printing Methods
1.1.1. Additive Manufacturing by Selective Aggregates
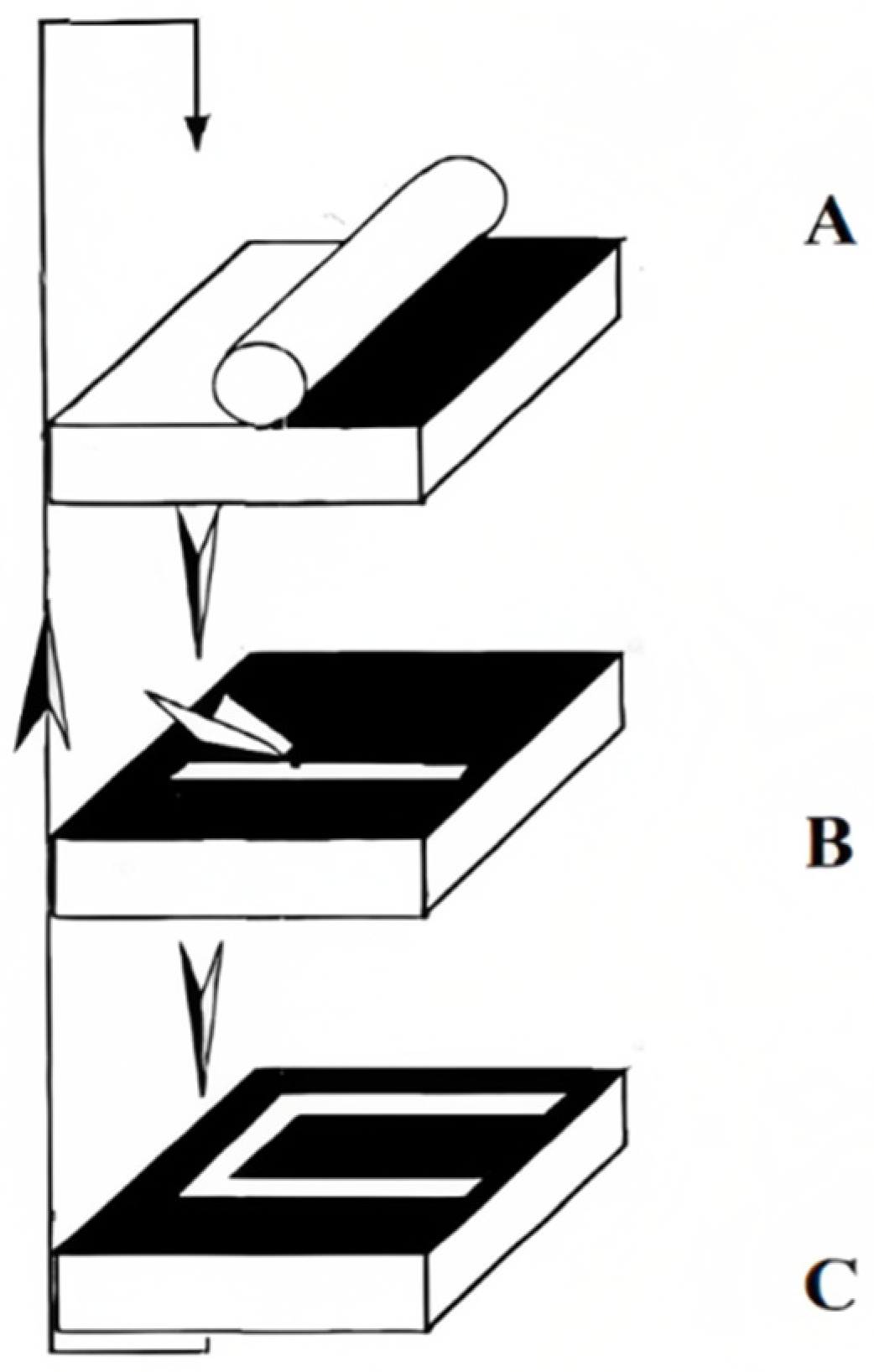
1.1.2. Contour Crafting
1.1.3. D-Shape Technique
1.1.4. Concrete Printing
2. Breakdown of the 3D Printing Process
2.1. 3D Concrete Printing Systems
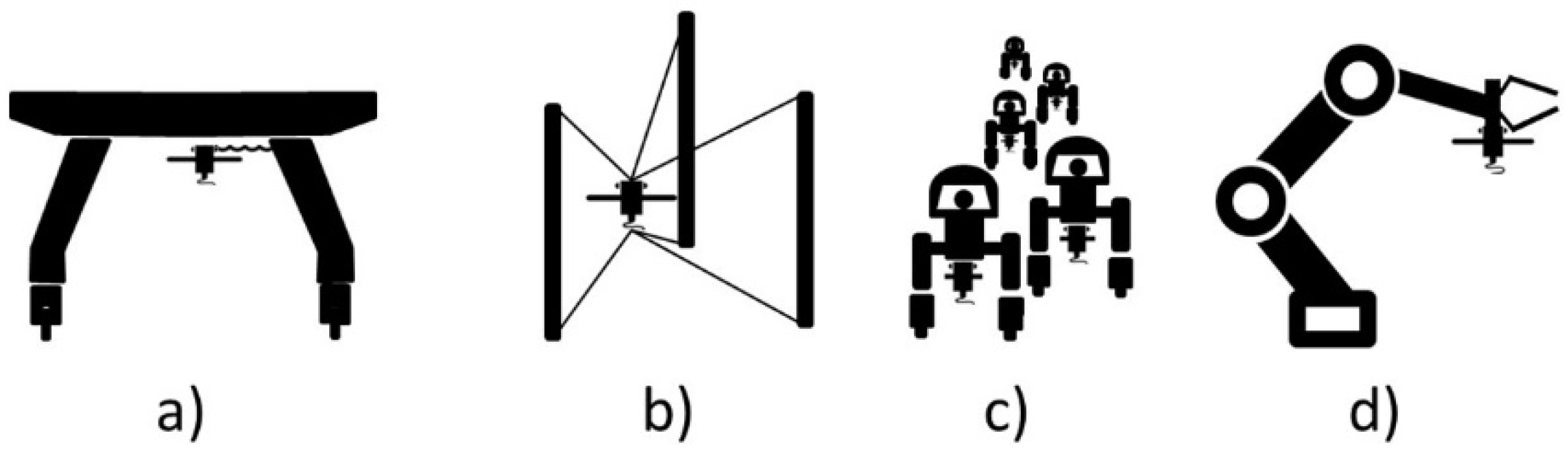
- Gantry-based system: It is the most used system for AM in construction. The gantry-based system, shown in Figure 3a, is based on Contour Crafting and has a printing head that moves in the X, Y, and Z directions like a CNC machine [23]. The drawbacks of this system include the printing size of the structure as it is limited by the size of the gantry itself. Besides, the degree of freedom of the gantry-based printing system is limited to 3-4 degrees which constrain the printing of complex and curved parts.
- Cable-suspended platform: This printing system is made of a frame with suspended cables connected to the concrete extruder, as shown in Figure 3b. The movement of the concrete extruder is controlled by motors in a fully automated way. The advantages of this system are that it offers larger workspaces and is relatively inexpensive. The system can be easily assembled, disassembled, transported, and reconfigured [24]. However, the size of the printed structure is limited by the size of the frame.
- Swarm approach: It consists of a team of mobile or stationary robots, as shown in Figure 3c. The usage of this system provides greater scalability as a larger printing area is covered by the collective reach of the team of robots. Furthermore, it provides greater flexibility due to having a full 6 or 7 degrees of freedom which allows the printing of complex curved parts. The employment of multiple robots increases time efficiency due to the concurrent printing process. However, the motion of the robots must be carefully planned to avoid collisions. Additionally, to avoid unalignment of printed parts by different robots, the robots should be localized with high precision [25].
- Mobile Robotic Arm: The mobile 3D printer, illustrated in Figure 3d, is made of a robotic arm on wheels or a continuous track. This system has great flexibility due to having six or seven degrees of freedom which enables it to print complex structural shapes. Although it is more useful to use this movable system when compared to stationary ones; however, at some construction sites, the movement of the mobile robotic arm and the accuracy of its localization is limited by the terrain conditions. There are also other types of mobile 3D printers that do not contain wheels or continuous tracks, and a crane is used to lift them from one printing location to another at the construction site [23].
2.2. Recommended Materials for 3D Printing in the Construction Industry
2.3. 3D Concrete Laboratory Set-Up
3. Fundamentals of 3D Printing in the Building Industry
3.1. Rheological Parameters of 3DCP
3.2. Reinforcement in 3D-Printed Concrete
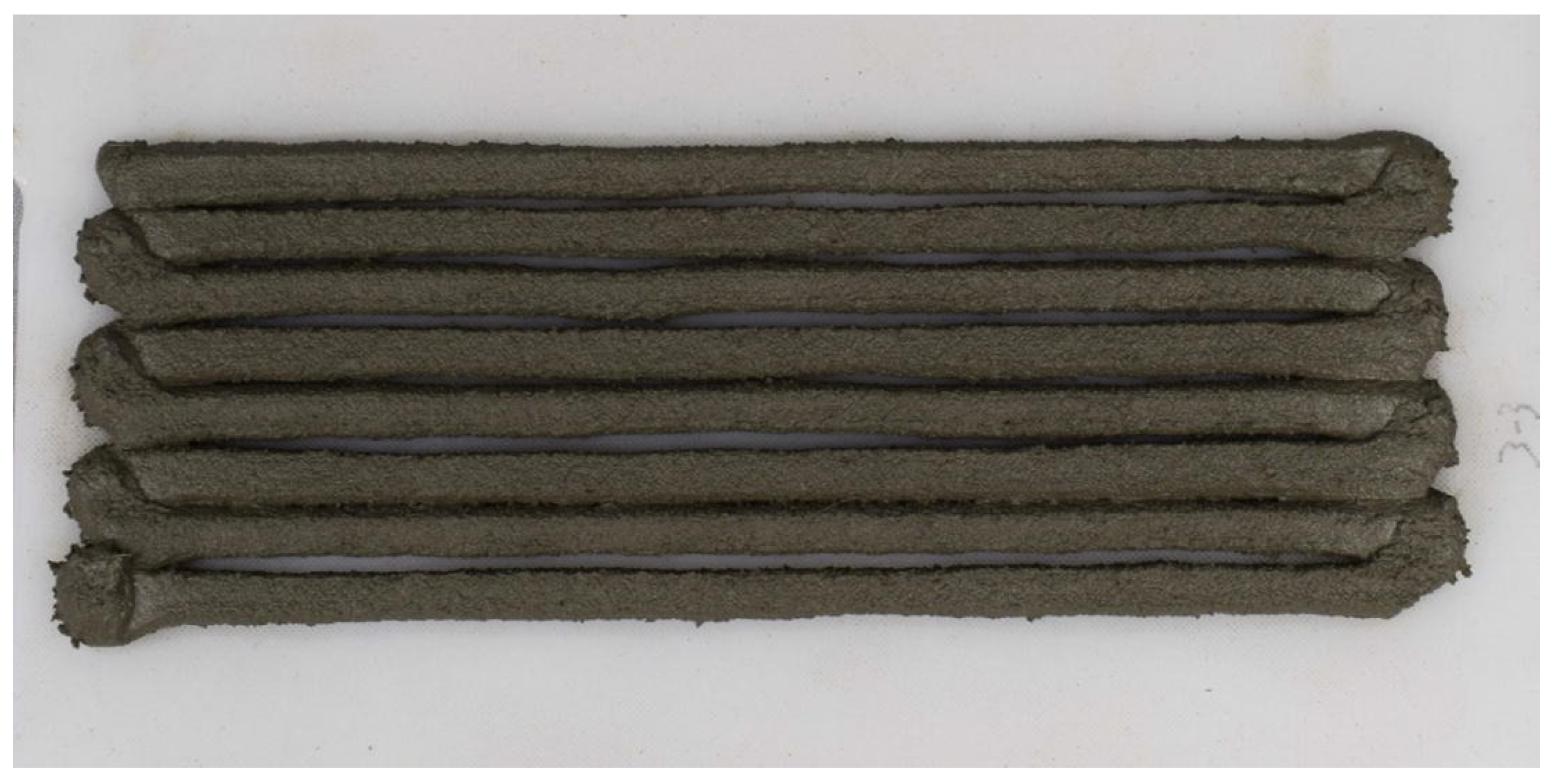
3.3. 3D Printing Using Concrete Extrusion
3.4. 3D Printing Using Foam Extrusion
3.5. Early-Age Performance of 3D Printed Concrete
4. Buildability Measurement and Development
5. Large-Scale 3D-Printed Structures
6. Integration of BIM into 3D Construction
7. Challenges Associated with 3DCP
- Developing a concrete mix design with thixotropic rheological behavior that is un-segregable, pumpable, extrudable, buildable, and printable in an exposed environment with various weather conditions.
- Developing a concrete mix design with a small coarse aggregate size that has sufficient mechanical properties to avoid clogs inside the 3D printing machine.
- Developing a concrete mix design with proper tensile properties that allows eliminating or diminishing steel reinforcement.
- Developing a concrete mix design entirely from the materials available locally without the need of acquiring overseas products.
- There are no codes or standards to follow for AM in the construction of buildings.
- Constructing a multi-story building entirely by the 3D printer without using conventional construction methods or other structural systems is still in development.
- 3D printers require skilled operators, careful handling, and proper cleaning.
- There are still no standardized tests to evaluate concrete’s buildability and interlayer bonding.
- Applying the building regulations issued by governmental entities such as green buildings regulations for thermal insulations issued by the Dubai Municipality.
- Precise localization of the 3D printers under different terrain conditions.
8. Summary and Conclusion
- ❖
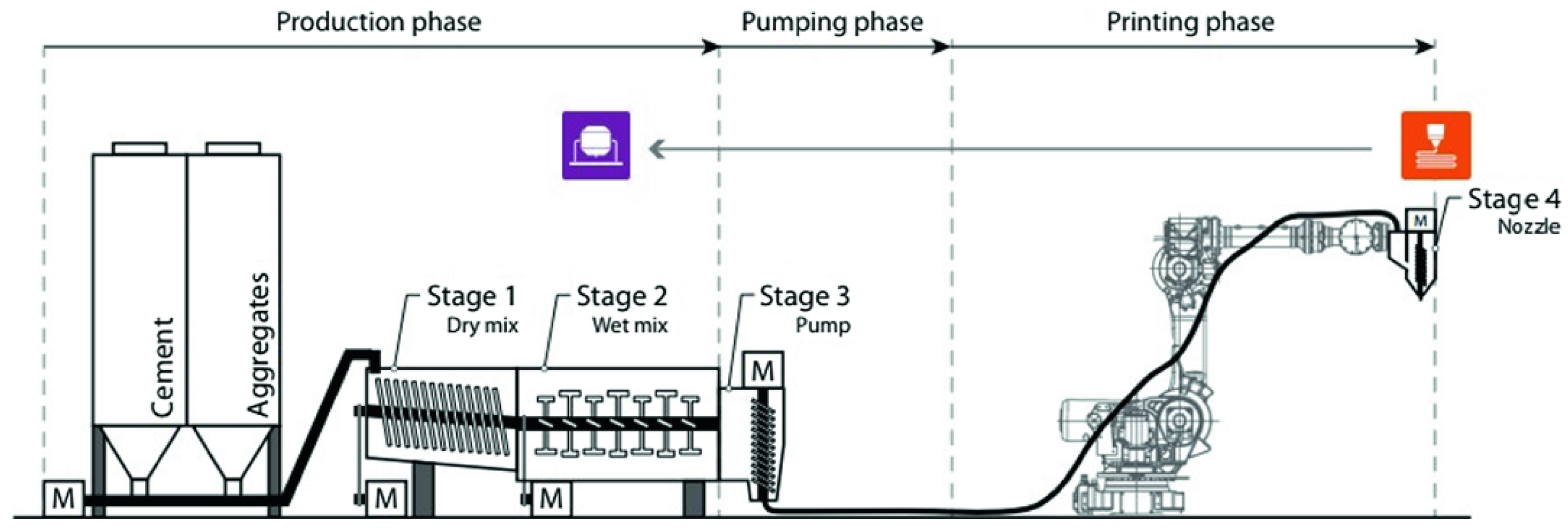
- The 3D concrete mix design undergoes various stages of mixing, pumping, and extruding before it produces a 3D structure. However, in order for the 3D concrete mix to be successfully printed, it needs to have certain printability requirements such as pumpability, extrudability, buildability, interlayer bonding, open time, and segregation prevention. All these printability requirements are dependent on the workability (flowability) of the mix design. The concrete should exhibit thixotropic rheological behavior in which the viscosity is reduced and regained through the printing stages in order to have a flowability that allows printability to be achieved. It is recommended to incorporate calcined clay, nano-clay, fibers or ECC, and pozzolanic materials into the mix design to improve the concrete’s thixotropic rheological properties, mechanical properties, durability, and sustainability.
- ❖
- The implementation of AM in construction offers a wide range of advantages including reductions in cost, labor, formwork, construction time, waste, and emissions. It allows flexibility in changing the design of the structure, printing complex and customized shapes for aesthetics, and utilizing the geometry of the printed structure to improve the performance in terms of thermal insulating and soundproofing with less amount of material required. AM allows improvement of efficiency and safety at the construction site and support of damaged structures by allowing structural rehabilitation by using 3D-printed elements.
- ❖
- There are different systems of 3D printing such as gantry-based systems, cable-suspended platforms, swarm approaches, and mobile robotic arms. The selection of any of those systems is dependent on different factors: the 3D structure, budget, and project site, among other factors.
- ❖
- In comparison to conventional construction, additive construction offers a reduction in cost, labor, and time, and an elimination of formwork and reinforcement. It offers the flexibility of changing the design and combining 3D printing with other construction systems. To date, additive construction faces a lot of obstacles that slow down its full utilization. For instance, developing a 3D concrete mix design with thixotropic rheological behavior that is pumpable, extrudable, and printable in an exposed environment. It should also have sufficient mechanical properties regardless of its small coarse aggregate size and has proper tensile properties to reduce or eliminate steel reinforcement.
- ❖
- There is a need for a fully operational 3D laboratory to assess the quality of 3D mix designs in terms of hardened and rheological performance. The focus of this research was directed at fresh properties due to the fact that fresh properties play a larger role in achieving printability requirements. There are six parameters that were suggested to be tested in the 3D laboratory which are workability (flowability), rheological properties (yield strength, plastic viscosity, thixotropy), green strength, buildability, penetration resistance, and hydration heat. Some of these tests lack standardization and can be used for research purposes due to their value in indicating the quality of the 3D mix design. Other parameters still lack testing methods such as interlayer bonding. It is suggested that the 3D laboratory include a temperature controller to mimic the printing process in an exposed environment.
- ❖
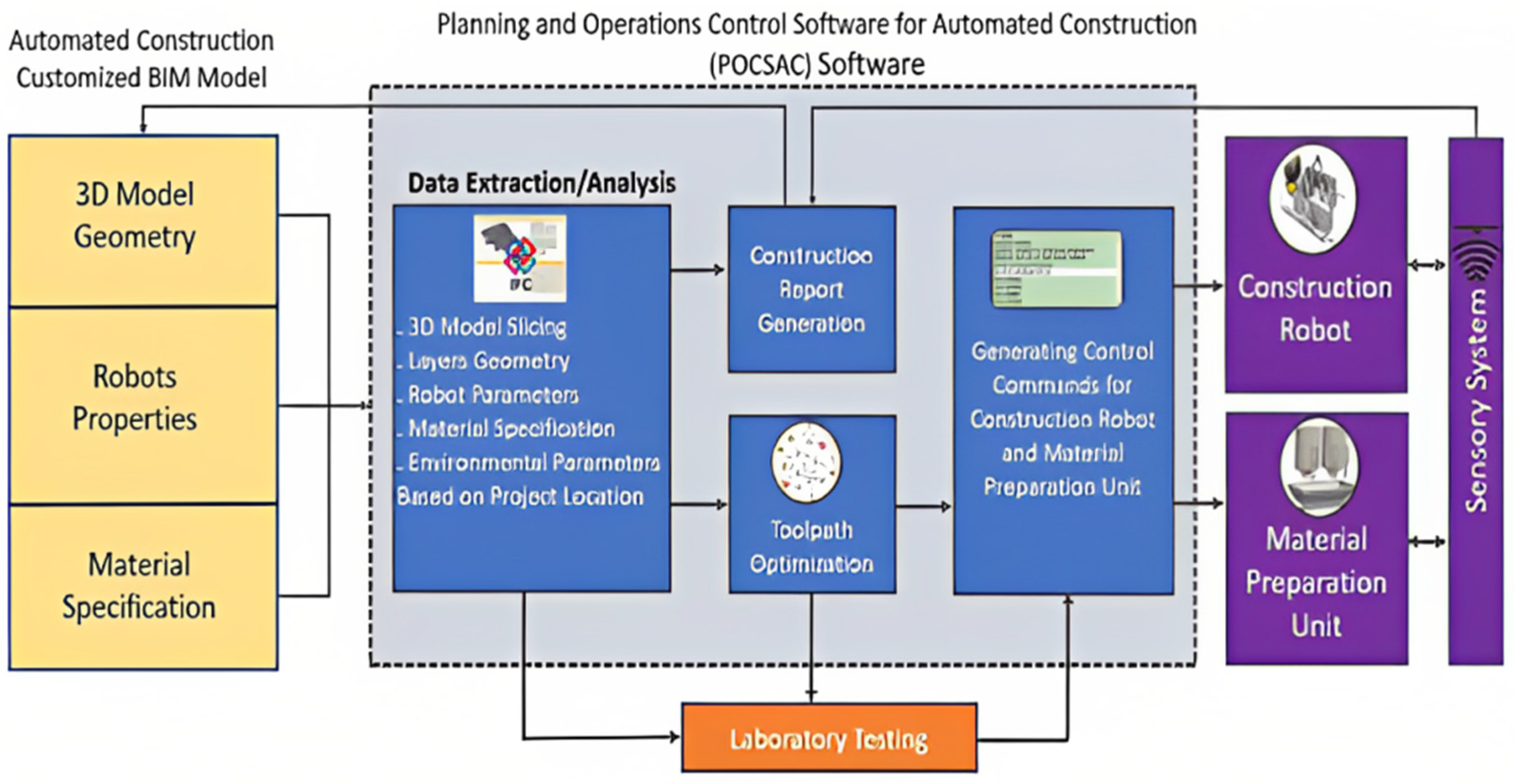
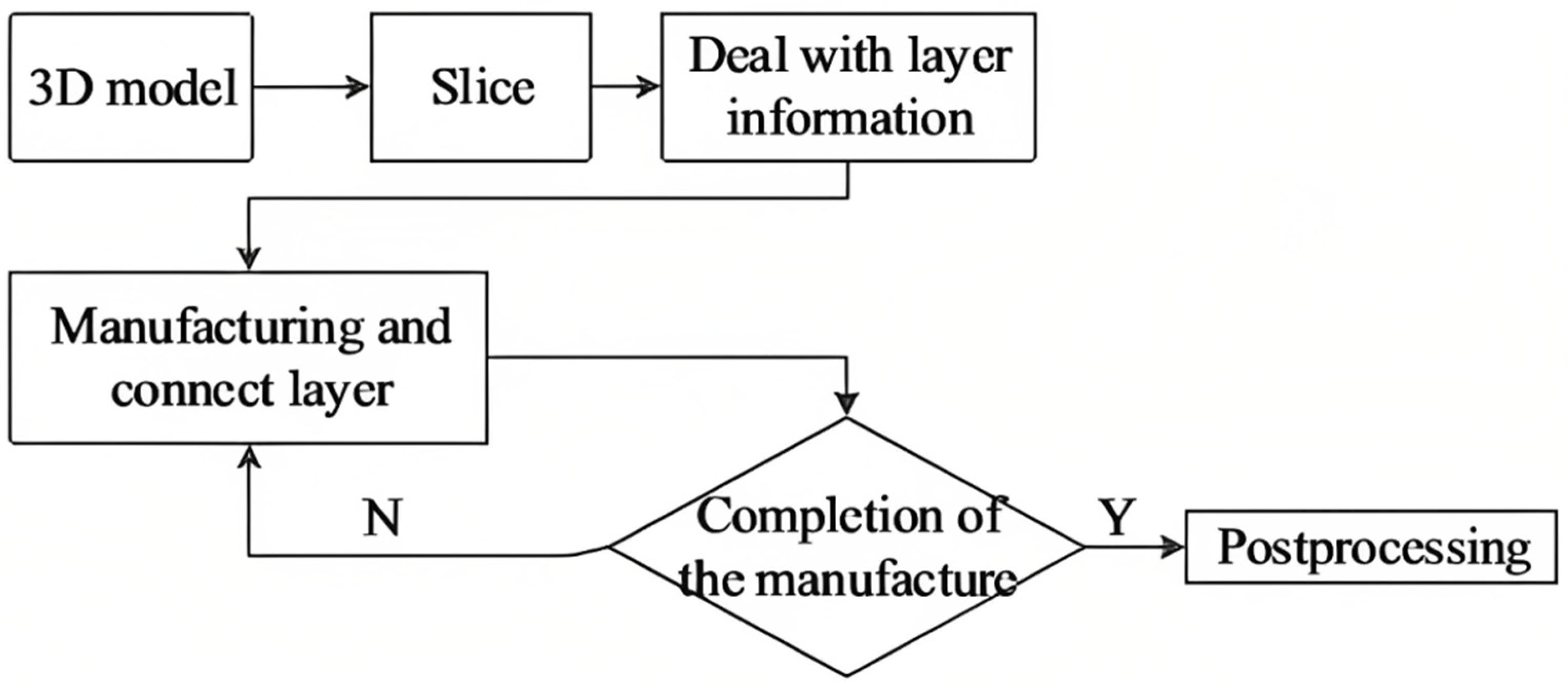
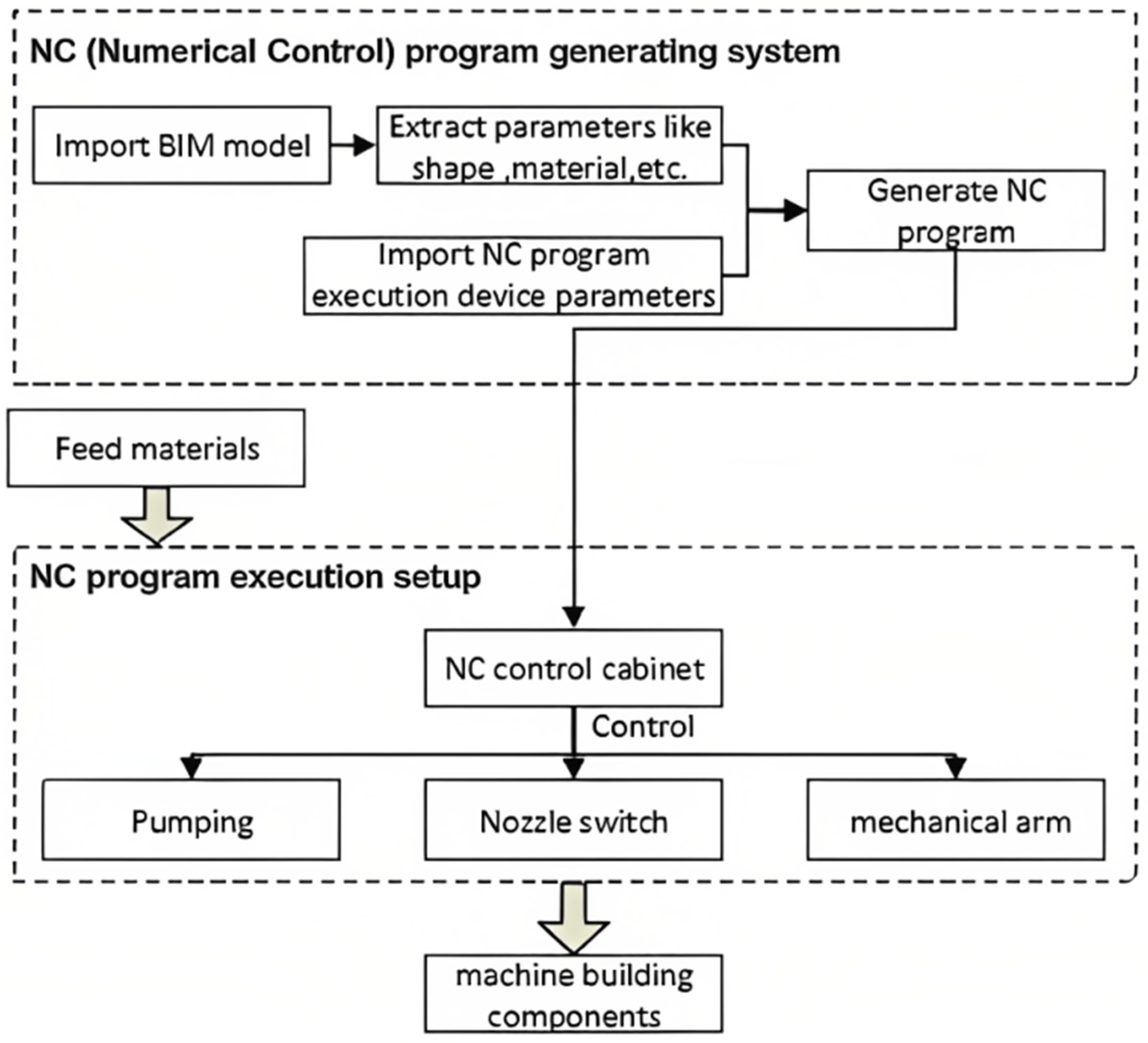
- Additive construction can be integrated with Building Information Modeling (BIM) to achieve higher performance throughout the life cycle of the 3D structure from the construction stage to demolition in terms of design, cost, scheduling, energy, and maintenance. In this research, three different algorithms developed for integrating BIM with 3D concrete printing were discussed. The three BIM-integrated additive construction frameworks share a lot of similarities and few differences because their development was for slightly different purposes. However, this integration has not been investigated in depth because it is still in its early stages. Therefore, BIM-integrated additive construction systems still need to be studied in depth in order to develop a system that covers all the significant aspects that can be used as a reference for any 3D construction project.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| 3DCP | 3D Concrete Printing |
| AG | Attapulgite |
| AM | Additive Manufacturing |
| BIM | Building Information Modelling |
| CAD | Computer-Aided Design |
| CC | Contour Crafting |
| CNC | Computer Numerical Control |
| CSR | Constant Shear Rate |
| CUCT | Confined Uniaxial Compression Test |
| DEM | Discrete Element Method |
| GCT | Green Compression Test |
| HRWR | High-Range Water Reducer |
| MCF | Mineral-Impregnated Carbon Fiber |
| NC | Nano-Clay |
| NC | Numerical Control |
| PC | Portland Cement |
| PU | Polyurethane |
| RA | Retarder Agent |
| RHA | Rice Husk Ash |
| SCM | Supplementary Cementitious Materials |
| SEM | Scanning Electron Microscopy |
| SF | Silica Fume |
| SG | Sodium Gluconate |
| TA | Thickening Agent |
| TCM | Tangential Continuity Method |
| UUCR | Unconfined Uniaxial Compression Test |
References
- World Economic Forum. Future Scenarios and Implications for the Industry; World Economic Forum: Geneva, Switzerland, 2018. [Google Scholar]
- Global Construction 2030, A Global Forecast for the Construction Industry to 2030; Global Construction Perspectives and Oxford Economics: London, UK, 2015.
- Craveiro, F.; Duarte, J.P.; Bartolo, H.; Bartolo, P.J.D.S. Additive Manufacturing as an enabling technology for Digital Construction: A perspective on construction 4.0. Autom. Constr. 2019, 103, 251–267. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Buswell, R.; Soar, R.; Gibb, A.; Thorpe, A. Freeform construction: Megascale rapid manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.-T.; Yeh, Z. Mega-scale fabrication by contour crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]
- Dini, E.; Chiarug, M.; Nannini, R. Method and Device for Building Automatically Conglomerate Structures. U.S. Patent 20080148683, 26 June 2008. [Google Scholar]
- Alchaar, A.; Al-Tamimi, A. Mechanical properties of 3D printed concrete in hot temperatures. Constr. Build. Mater. 2021, 266, 120991. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Carlson, A.; Leach, N.; Thangavelu, M. Contour crafting simulation plan for Lunar Settlement Infrastructure Buildup. In Earth and Space 2012; American Society of Civil Engineers: Reston, VA, USA, 2012. [Google Scholar]
- Khoshevis, B. Additive Fabrication Method. U.S. Patent No. 5,656,230, 12 August 1997. [Google Scholar]
- Alchaar, A.S. Evaluation of 3D Concrete Printing in the United Arab Emirates. Master’s Thesis, American University of Sharjah, Sharjah, United Arab Emirates, 2020. [Google Scholar]
- Kolan, K.C.; Leu, M.C.; Hilmas, G.E.; Brown, R.F.; Velez, M. Fabrication of 13-93 bioactive glass scaffolds for bone tissue engineering using indirect selective Laser Sintering. Biofabrication 2011, 3, 025004. [Google Scholar] [CrossRef] [PubMed]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Freire, T.; Brun, F.; Mateus, A.; Gaspar, F. 3D printing technology in the construction industry. In Sustainability and Automation in Smart Constructions; Springer: Cham, Switzerland, 1970. [Google Scholar]
- Perrot, A. 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction Revolution; John Wiley & Sons, Incorporated: London, UK, 2019; ISBN 978-1-786-30341-7. [Google Scholar]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Priya, T.S.; Mehra, A.; Jain, S.; Kakria, K. Effect of graphene oxide on high-strength concrete induced with rice husk ash: Mechanical and durability performance. Innov. Infrastruct. Solut. 2020, 6, 5. [Google Scholar] [CrossRef]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Bosscher, P.; Williams, R.L.; Bryson, L.S.; Castro-Lacouture, D. Cable-suspended robotic contour crafting system. Autom. Constr. 2007, 17, 45–55. [Google Scholar] [CrossRef]
- International Astronautical Congress & International Astronautical Federation. In Proceedings of the 61st International Astronautical Congress 2010, IAC 2010, Prague, Czech Republic, 27 September–1 October 2010; International Astronautical Federation: Prague, Czech Republic, 2010; Volume 11, pp. 8812–8820.
- Panda, B.; Tan, M.J. Material properties of 3D printable high-volume slag cement—Researchgate. In Proceedings of the First International Conference on 3D Concrete Printing (3DcP), Melbourne, Australia, 18 September 2018. [Google Scholar]
- Rahul, A.V.; Sharma, A.; Santhanam, M. A desorptivity-based approach for the assessment of phase separation during extrusion of cementitious materials. Cem. Concr. Compos. 2020, 108, 103546. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Z.; Figueiredo, S.C.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and calcined clay-based sustainable cementitious materials for 3D concrete printing: A fundamental study of extrudability and early-age strength development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef] [Green Version]
- Muthukrishnan, S.; Kua, H.W.; Yu, L.N.; Chung, J.K.H. Fresh properties of cementitious materials containing rice husk ash for construction 3D printing. J. Mater. Civ. Eng. 2020, 32, 3230. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Guo, Z.; Dong, L.; Xia, J.; Mi, S.; Sun, W. 3D Printing unique nanoclay-incorporated double-network hydrogels for Construction of Complex Tissue Engineering Scaffolds. Adv. Healthcare Mater. 2021, 10, 2100036. [Google Scholar] [CrossRef] [PubMed]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Wu, P.; Wang, J.; Wang, X. Automation in Construction A critical review of the use of 3-D printing in the construction industry material Finished. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Qian, Y.; Lesage, K.; El Cheikh, K.; De Schutter, G. Effect of polycarboxylate ether superplasticizer (PCE) on dynamic yield stress, thixotropy and flocculation state of fresh cement pastes in consideration of the Critical Micelle Concentration (CMC). Cem. Concr. Res. 2018, 107, 75–84. [Google Scholar] [CrossRef]
- RFerron, D.; Shah, S.; Fuente, E.; Negro, C. Aggregation and breakage kinetics of fresh cement paste. Cem. Concr. Res. 2013, 50, 1–10. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Constr. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Austin, S.A.; Robins, P.J.; Goodier, C.I. The rheological performance of wet-process sprayed mortars. Mag. Concr. Res. 1999, 51, 341–352. [Google Scholar] [CrossRef] [Green Version]
- Kloft, H.; Empelmann, M.; Hack, N.; Herrmann, E.; Lowke, D. Reinforcement strategies for 3D-concrete-printing. Civ. Eng. Des. 2020, 2, 131–139. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Wolfs, R.J.M.; Salet, T.A.M. 3D printing concrete with reinforcement. In High Tech Concrete: Where Technology and Engineering Meet; Springer: Cham, Switzerland, 1970. [Google Scholar]
- Marchment, T.; Sanjayan, J. Reinforcement method for 3D concrete printing using paste-coated bar penetrations. Autom. Constr. 2021, 127, 103694. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Q.; Tan, Z.; Wang, L.; Li, Z.; Ma, G. Investigation of steel wire mesh reinforcement method for 3D Concrete Printing—Archives of Civil and Mechanical Engineering. Arch. Civ. Mech. Eng. 2021, 21, 24. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-cable reinforced geopolymer composite for extrusion-based 3D printing. Mater. Lett. 2018, 235, 144–147. [Google Scholar] [CrossRef]
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Michel, A.; Liebscher, M.; Schmeier, T. Extrusion-based additive manufacturing with carbon reinforced concrete: Concept and feasibility study. Materials 2020, 13, 2568. [Google Scholar] [CrossRef]
- Casagrande, L.; Esposito, L.; Menna, C.; Asprone, D.; Auricchio, F. Effect of testing procedures on buildability properties of 3D-printable concrete. Constr. Build. Mater. 2020, 245, 118286. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of type of fiber on inter-layer bond and flexural strengths of extrusion-based 3D printed geopolymer. Mater. Sci. Forum 2018, 939, 155–162. [Google Scholar]
- Ghaffar, S.H.; Corker, J.; Fan, M. Additive Manufacturing Technology and its implementation in construction as an eco-innovative solution. Autom. Constr. 2018, 93, 1–11. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction—Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Leblond, P.; Al-Mansouri, O.; D’hondt, M.; Remond, S. Mechanical assessment of concrete—Steel bonding in 3D printed elements. Constr. Build. Mater. 2020, 256, 119457. [Google Scholar] [CrossRef]
- Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Development of the construction processes for reinforced additively constructed concrete. Addit. Manuf. 2019, 28, 39–49. [Google Scholar] [CrossRef]
- Vantyghem, G.; Corte, W.D.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Bond properties of reinforcing bar penetrations in 3D Concrete Printing. Autom. Constr. 2020, 120, 103394. [Google Scholar] [CrossRef]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of layers: A promising way to reinforce concrete 3D printing structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef] [Green Version]
- Geneidy, O.; Kumarji, S.; Dubor, A.; Sollazzo, A. Simultaneous reinforcement of concrete while 3D printing. In Proceedings of the DC 2020: Second RILEM International Conference on Concrete and Digital Fabrication, Digital, 6–9 July 2020. [Google Scholar]
- van Overmeir, A. Designing an Interlayer Reinforcement Solution for Printable Strain-Hardening Cement-Based Composites: Practical Research on Various Bond Improvement Concepts; TU Delft Repositories: Delft, The Netherlands.
- Khoshnevis, B.; Bukkapatnam, S.; Kwon, H.; Saito, J. Experimental investigation of contour crafting using ceramics materials. Rapid Prototyp. J. 2001, 7, 32–42. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; Schutter, G.D.; Tittelboom, K.V. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2020, 115, 103855. [Google Scholar] [CrossRef]
- Buswell, R.A.; de Silva, W.L.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for reserarch. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Albar, A.; Chougan, M.; Kheetan, M.J.A.; Swash, M.R.; Ghaffar, S.H. Effective extrusion-based 3D printing system design for cementitious-based materials. Results Eng. 2020, 6, 100135. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Characterizing extrudability for 3D concrete printing using discrete element simulations. In Proceedings of the DC 2020: Second RILEM International Conference on Concrete and Digital Fabrication, Digital, 6–9 July 2020. [Google Scholar]
- Elistratkin, M.; Alfimova, N.; Podgornyi, D.; Olisov, A.; Promakhov, V.; Kozhukhova, N. Influence of equipment operation parameters on the characteristics of a track produced with construction 3D printing. Buildings 2022, 12, 593. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Gan, Y.; Çopuroğlu, O.; Veer, F.; Schlangen, E. A review of printing strategies, sustainable cementitious materials and characterization methods in the context of extrusion-based 3D concrete printing. J. Build. Eng. 2021, 45, 103599. [Google Scholar] [CrossRef]
- Furet, B.; Poullain, P.; Garnier, S. 3D printing for construction based on a complex wall of polymer-foam and concrete. Addit. Manuf. 2019, 28, 58–64. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and Cement Chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Method for the enhancement of buildability and bending Resistance of 3D Printable Tailing Mortar. Int. J. Concr. Struct. Mater. 2018, 12, 37. [Google Scholar] [CrossRef] [Green Version]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J.G. Yield stress criteria to assess the buildability of 3D Concrete Printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Practice-oriented buildability criteria for developing 3D-printable concretes in the context of digital construction. Autom. Constr. 2019, preprints. [Google Scholar]
- Panda, B.; Ruan, S.; Unluer, C.; Tan, M.J. Improving the 3D printability of high volume fly ash mixtures via the use of Nano Attapulgite Clay. Compos. Part B Eng. 2018, 165, 75–83. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Direct shear test for the assessment of rheological parameters of concrete for 3D printing applications. Mater. Struct. 2019, 52, 12. [Google Scholar] [CrossRef]
- Di Carlo, T.; Khoshnevis, B.; Carlson, A. Experimental and numerical techniques to characterize structural properties of fresh concrete. Volume 9: Mechanics of Solids, Structures and Fluids. In Proceedings of the ASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013. [Google Scholar]
- Di Carlo, T.; Khoshnevis, B.; Chen, Y. Manufacturing additively, with fresh concrete. Volume 2A: Advanced Manufacturing. In Proceedings of the ASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013. [Google Scholar]
- Tripathi, A.; Nair, S.A.O.; Neithalath, N. A comprehensive analysis of buildability of 3D-printed concrete and the use of bi-linear stress-strain criterion-based failure curves towards their prediction. Cem. Concr. Compos. 2022, 128, 104424. [Google Scholar] [CrossRef]
- Ivanova, I.; Ivaniuk, E.; Bisetti, S.; Nerella, V.N.; Mechtcherine, V. Comparison between methods for indirect assessment of buildability in Fresh 3D printed mortar and concrete. Cem. Concr. Res. 2022, 156, 106764. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Anton, A.; Flatt, R.J. Setting on demand for Digital Concrete—Principles, measurements, chemistry, Validation. Cem. Concr. Res. 2020, 132, 106047. [Google Scholar] [CrossRef]
- Bos, F.P.; Kruger, P.J.; Lucas, S.S.; van Zijl, G.P.A.G. Juxtaposing fresh material characterisation methods for buildability assessment of 3D printable cementitious mortars. Cem. Concr. Compos. 2021, 120, 104024. [Google Scholar] [CrossRef]
- Chang, Z.; Xu, Y.; Chen, Y.; Gan, Y.; Schlangen, E.; Šavija, B. A discrete lattice model for assessment of buildability performance of 3d-printed concrete. Comput. Aided Civ. Infrastruct. Eng. 2021, 36, 638–655. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Technologies for improving buildability in 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104144. [Google Scholar] [CrossRef]
- Pelletier, L.; Winnefeld, F.; Lothenbach, B. The ternary system Portland cement–calcium sulphoaluminate clinker–anhydrite: Hydration mechanism and mortar properties. Cem. Concr. Compos. 2010, 32, 497–507. [Google Scholar] [CrossRef]
- Puzatova, A.; Shakor, P.; Laghi, V.; Dmitrieva, M. Large-scale 3D printing for construction application by means of robotic arm and Gantry 3D Printer: A Review. Buildings 2022, 12, 2023. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital Concrete: Opportunities and challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Perrot, A.; Pierre, A.; Nerella, V.N.; Wolfs, R.J.M.; Keita, E.; Nair, S.A.O.; Neithalath, N.; Roussel, N.; Mechtcherine, V. From analytical methods to numerical simulations: A process engineering toolbox for 3D Concrete Printing. Cem. Concr. Compos. 2021, 122, 104164. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D Concrete Printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Yu, S.; Du, H.; Sanjayan, J. Aggregate-bed 3D concrete printing with cement paste binder. Cem. Concr. Res. 2020, 136, 106169. [Google Scholar] [CrossRef]
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-scale digital concrete construction—CONPrint3D concept for on-site, monolithic 3D-Printing. Autom. Constr. 2019, 107, 102933. [Google Scholar] [CrossRef]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer reinforcement of 3D printed concrete by the in-process deposition of u-nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D concrete printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Baduge, S.K.; Navaratnam, S.; Abu-Zidan, Y.; McCormack, T.; Nguyen, K.; Mendis, P.; Zhang, G.; Aye, L. Improving performance of additive manufactured (3D printed) concrete: A review on Material Mix design, processing, interlayer bonding, and reinforcing methods. Structures 2021, 29, 1597–1609. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Bester, F.; van den Heever, M.; Kruger, J.; van Zijl, G. Reinforcing digitally fabricated concrete: A systems approach review. Addit. Manuf. 2021, 37, 101737. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudilliere, N.; Dirrenberger, J.; More, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Schwartz, T. Extension of a Visual Programming Language to Support Teaching and Research on Robotics Applied to Construction; Springer: Vienna, Austria, 2012; pp. 92–101. [Google Scholar]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of Mobile Robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Sakin, M.; Kiroglu, Y.C. 3D printing of buildings: Construction of the Sustainable Houses of the future by Bim. Energy Procedia 2017, 134, 702–711. [Google Scholar] [CrossRef]
- Lee, S.-K.; Kim, K.-R.; Yu, J.-H. Bim and ontology-based approach for building cost estimation. Autom. Constr. 2014, 41, 96–105. [Google Scholar] [CrossRef]
- Kim, H.; Anderson, K.; Lee, S.H.; Hildreth, J. Generating construction schedules through automatic data extraction using open BIM (building information modeling) technology. Autom. Constr. 2013, 35, 285–295. [Google Scholar] [CrossRef]
- Leite, F.; Akinci, B.; Garrett, J., Jr. Identification of data items needed for automatic clash detection in MEP Design Coordination. In Proceedings of the Construction Research Congress 2009, Seattle, WA, USA, 4–7 April 2009. [Google Scholar]
- Davtalab, O.; Kazemian, A.; Khoshnevis, B. Perspectives on a BIM-integrated software platform for robotic construction through Contour Crafting. Autom. Constr. 2018, 89, 13–23. [Google Scholar] [CrossRef]
- Ding, L.; Wei, R.; Che, H. Development of a BIM-based automated construction system. Procedia Eng. 2014, 85, 123–131. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition |
|---|---|
| Extrudability | The capability of the material to be homogenously ejected from the nozzle in a continuous manner with no reports of clogging. |
| Open Time | The period at which the material can be extruded continuously without separation. |
| Pumpability | The ease of transporting the material from the reservoir to the nozzle. |
| Extended Workability | The ease with which concrete flows after it is pumped. |
| Parameter | Test | Equipment | Standard | Remarks |
|---|---|---|---|---|
| Workability/flowability | Flow table test | Flow table, concrete mold, tamping rod, scoop, sampling tray, and measuring tape | ASTM C230/C230M | Due to the high flowability of the 3D concrete mixtures, the Flow table test is used instead of the Slump test [4]. |
| Rheological properties (yield strength, plastic viscosity, thixotropy) | Concrete rheometer test | Rheometer | ASTM C1749 | 3D-printed concrete is considered as a Bingham fluid (Ʈ = Ʈ0 + ŋ.ɣ) [4]. After plotting (shear stress (Pa) vs. shear rate (1/s)) graph, the rheological properties are obtained from the graph along with the Bingham fluid equation [4]. |
| Green strength | Uniaxial compression test | Compression machine | - | The samples are (70 × 140 mm) cylinders. The fresh 3D concrete mixtures are molded in cylindrical containers. After 5 s of compaction, the molds are removed and the specimens’ compression strength is t tested after different resting durations (5, 30, 60, 120, and 150 min) [32]. |
| Buildability | Total height and layer settlement measurement | Measuring tape and digital caliper | - | The achieved total height is measured by a measuring tape and the settlement of each layer is measured by a digital caliper [24]. |
| Penetration resistance | Penetration resistance test | Concrete mortar penetrometer | ASTM C403 | Strength development at early-age is evaluated using this test by determining the initial and final setting time. Growth of penetration resistance has a linear relationship with the growth of static yield stress; thus, penetration resistance can be used to characterize the structural build-up [32]. |
| Hydration heat | Isothermal calorimetry test | TAM air isothermal calorimeter | ASTM C1702 | The rate of heat of hydration is directly proportional to the rate of structural build-up [32]. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Tamimi, A.K.; Alqamish, H.H.; Khaldoune, A.; Alhaidary, H.; Shirvanimoghaddam, K. Framework of 3D Concrete Printing Potential and Challenges. Buildings 2023, 13, 827. https://doi.org/10.3390/buildings13030827
Al-Tamimi AK, Alqamish HH, Khaldoune A, Alhaidary H, Shirvanimoghaddam K. Framework of 3D Concrete Printing Potential and Challenges. Buildings. 2023; 13(3):827. https://doi.org/10.3390/buildings13030827
Chicago/Turabian StyleAl-Tamimi, Adil K., Habib H. Alqamish, Ahlam Khaldoune, Haidar Alhaidary, and Kamyar Shirvanimoghaddam. 2023. "Framework of 3D Concrete Printing Potential and Challenges" Buildings 13, no. 3: 827. https://doi.org/10.3390/buildings13030827