
Recycling of Flash-Calcined Dredged Sediment for Concrete 3D Printing

Abstract
:1. Introduction
2. Materials and Methods
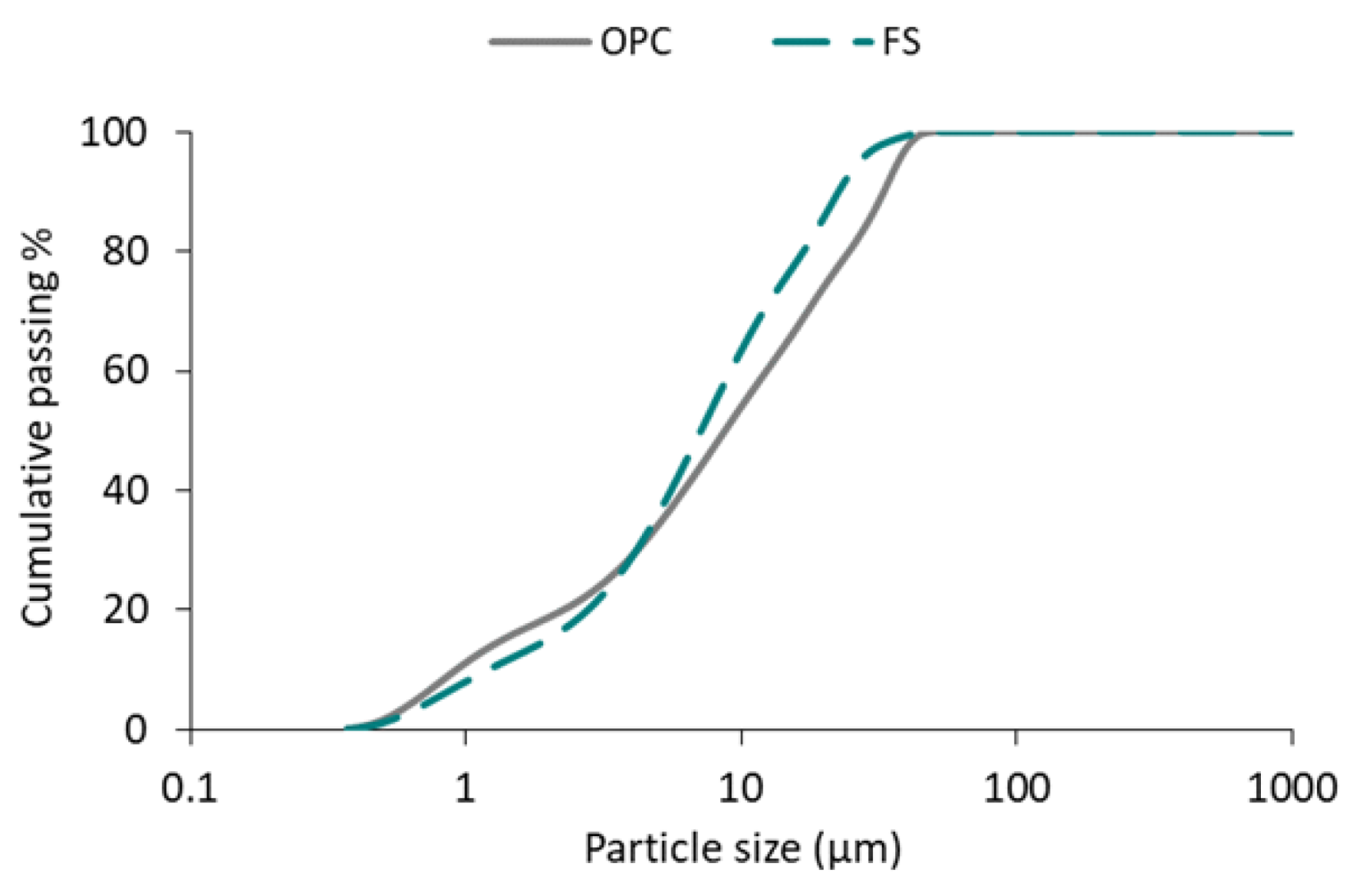
2.1. Materials
2.2. Mix Design
2.3. Mixing Procedure
- Dry mixing at low speed for all solid ingredients for 2 min;
- Adding water and HRWR for 30 s at low speed;
- Mixing at low speed for 30 additional seconds;
- Mixing at high speed for 1 min;
- Scraping the mixer bowl followed by resting for 1 min;
- Mixing at high speed for 2 min.
2.4. Fresh State Characterization of Mortars
2.4.1. Printability Tests
2.4.2. Flow Table Test and Setting Time
2.4.3. Fall Cone Test
2.5. Mechanical Performance of Mortars
2.6. Isothermal Calorimetry Measurements
3. Results and Discussion
3.1. Fresh-State Characterization of Mortars
3.1.1. Printability Tests
3.1.2. Flow Table Test and Setting Time
3.1.3. Fall Cone Test
3.2. Mechanical Performance of Mortars
3.3. Isothermal Calorimetry Measurements
4. Conclusions
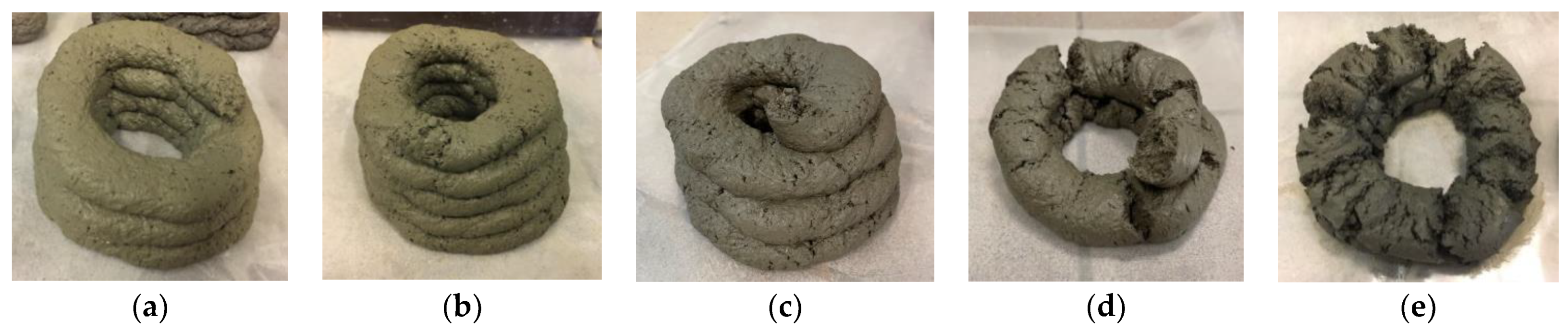
- The extrudability test using a manual gun device showed that it was possible to extrude mixtures with up to 10% of flash-calcined sediment. Mixtures containing 15% and 20% of flash-calcined sediment were very hard to extrude, whereas the mixture containing 30% of flash-calcined sediment was very dry and nonextrudable, and therefore was abandoned for the rest of the study.
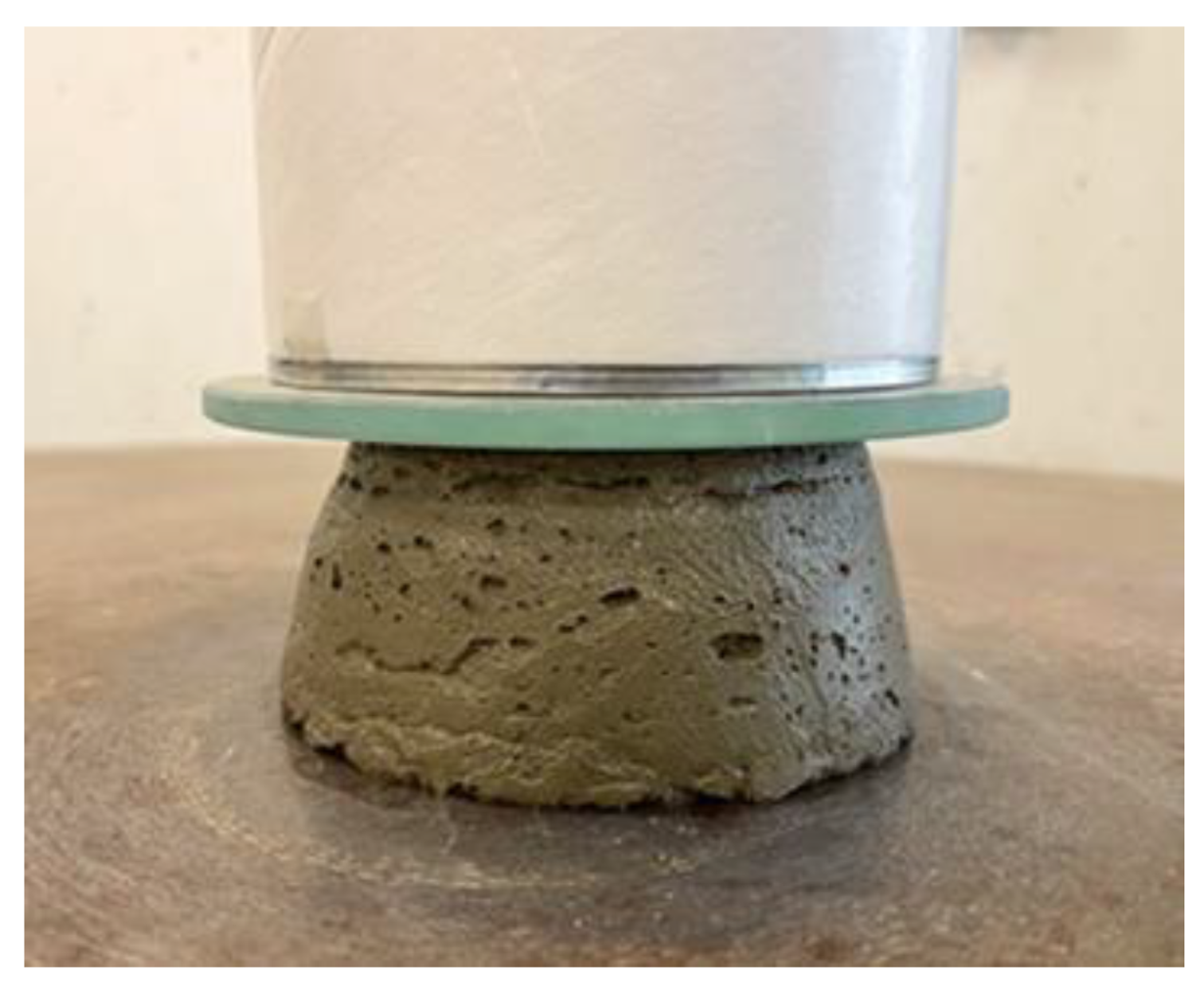
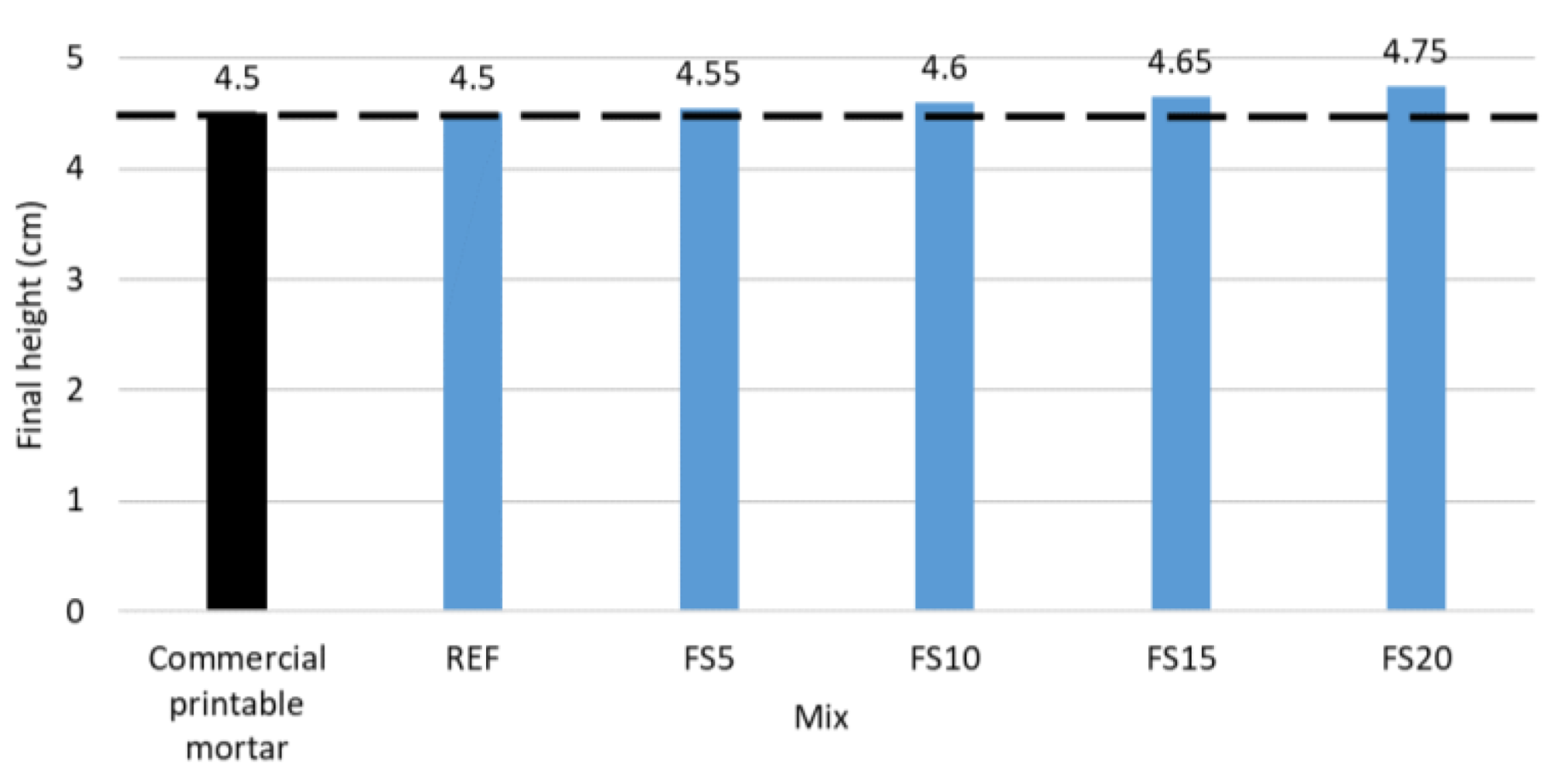
- The buildability test using the modified minislump setup showed that all mixtures were buildable and had good shape-retention ability.
- Mixtures with 5% and 10% of flash-calcined sediment were printable using a 2 cm diameter nozzle (extrudable and buildable); however, those containing 15% and 20% of flash-calcined sediment were nonprintable (nonextrudable but buildable).
- The printability of the mixture containing 10% of flash-calcined sediment was confirmed by printing on a larger scale using a three-axis gantry printer.
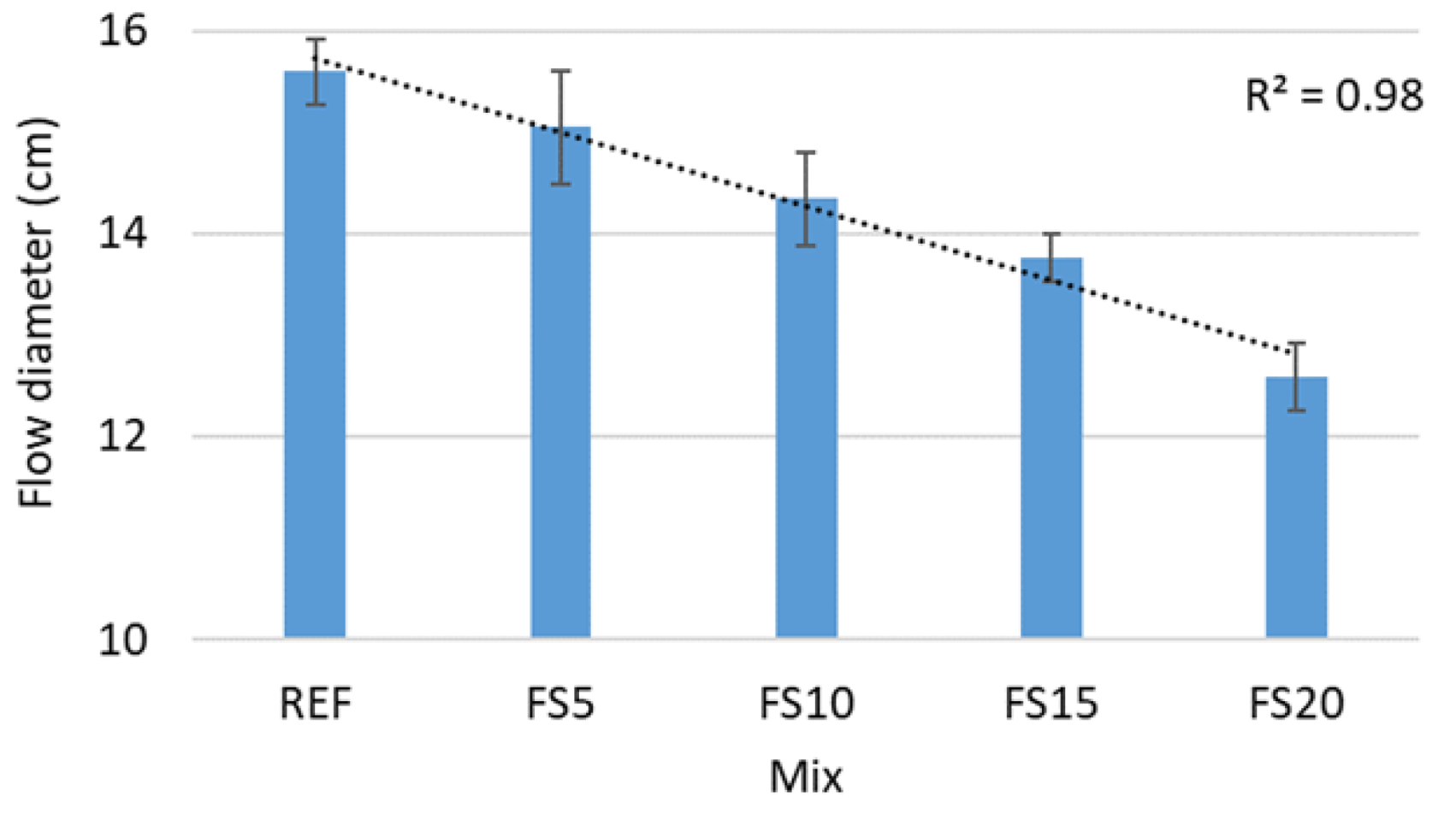
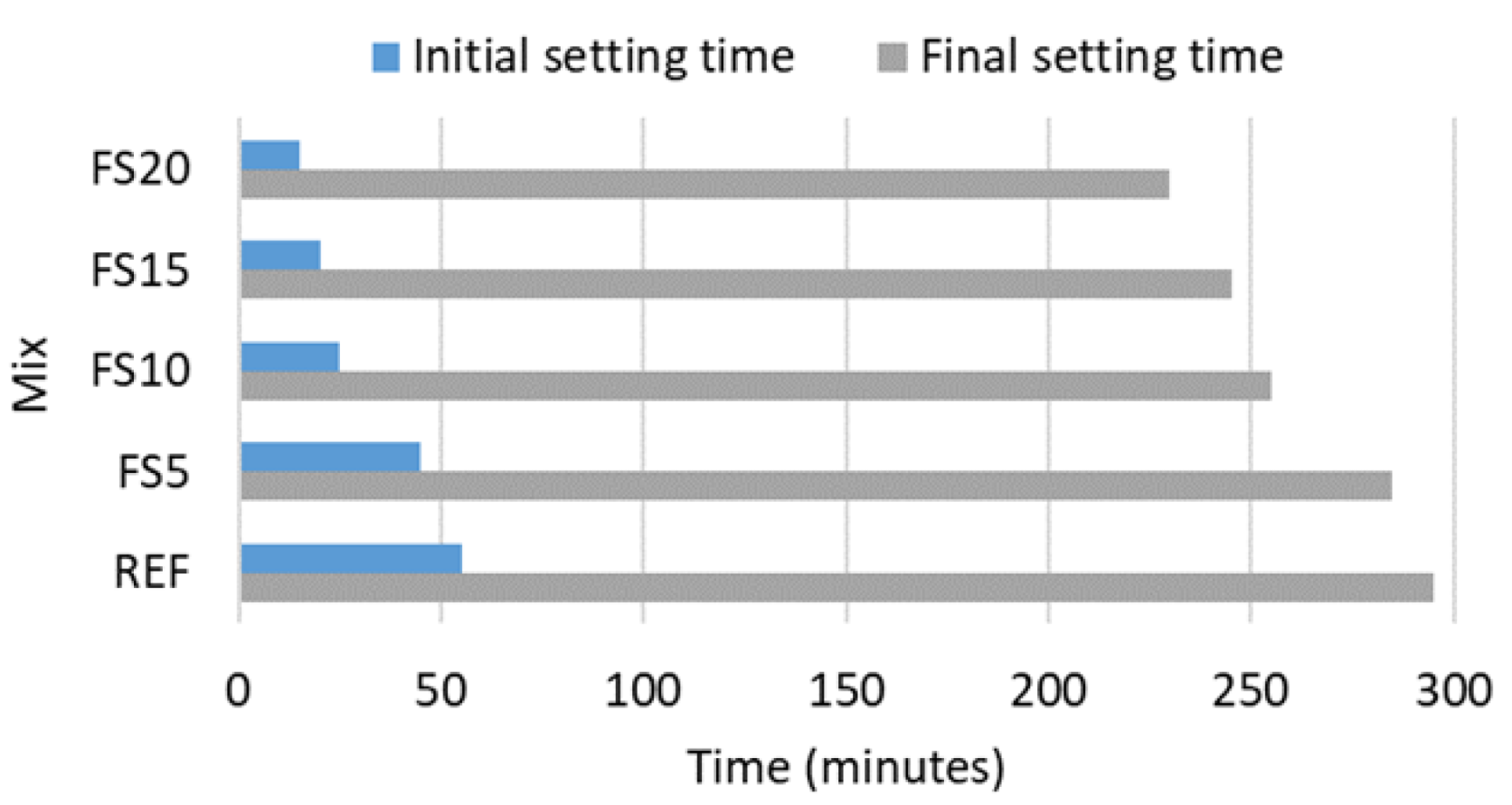
- The addition of flash-calcined sediment decreased the flowability and shortened the setting time of mortars.
- The fall cone test showed that the evolution of the yield stress and the structural buildup of the tested mortars was linear with time and that the addition of flash-calcined sediment led to a faster structural buildup of mortars.
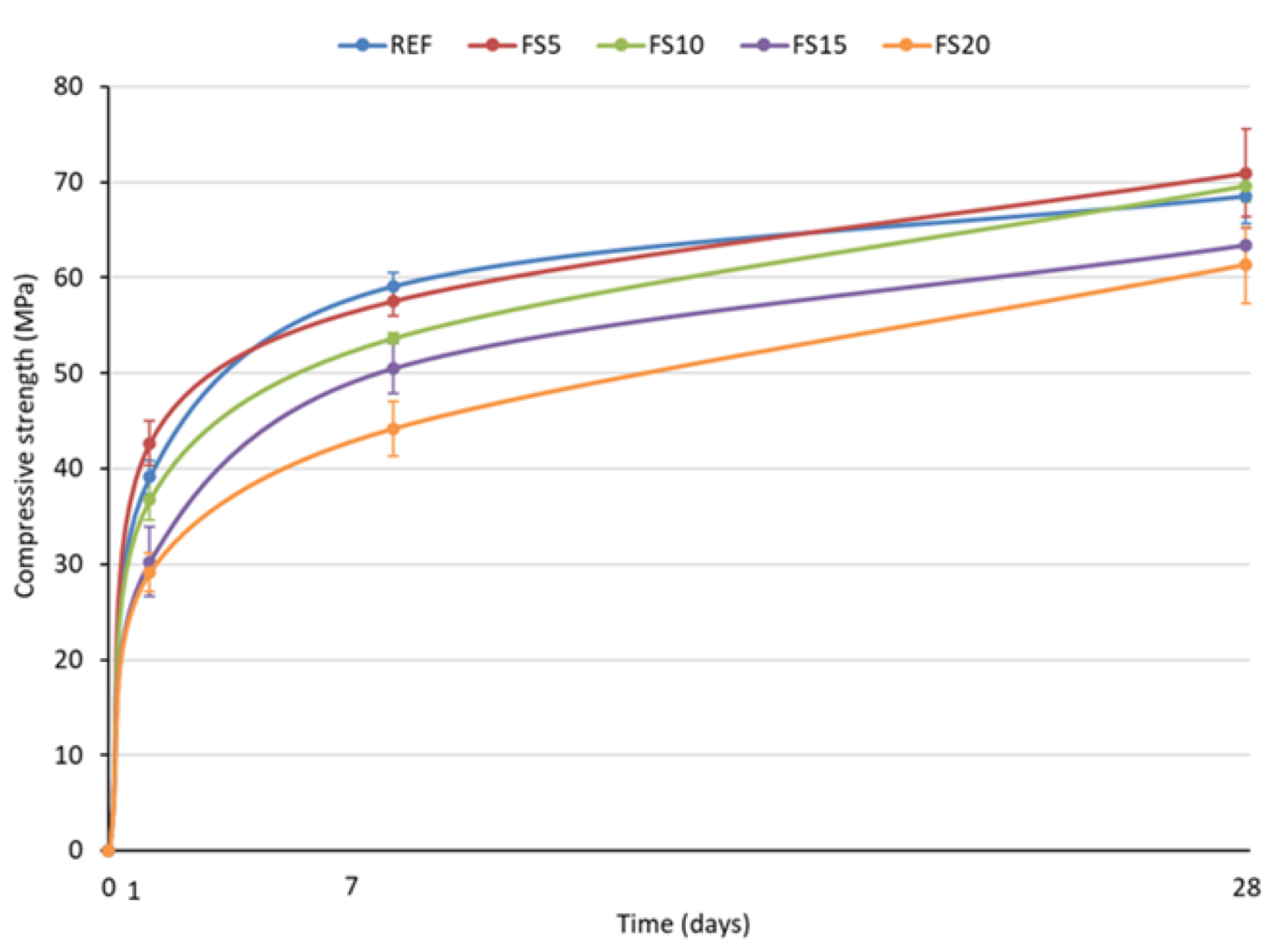
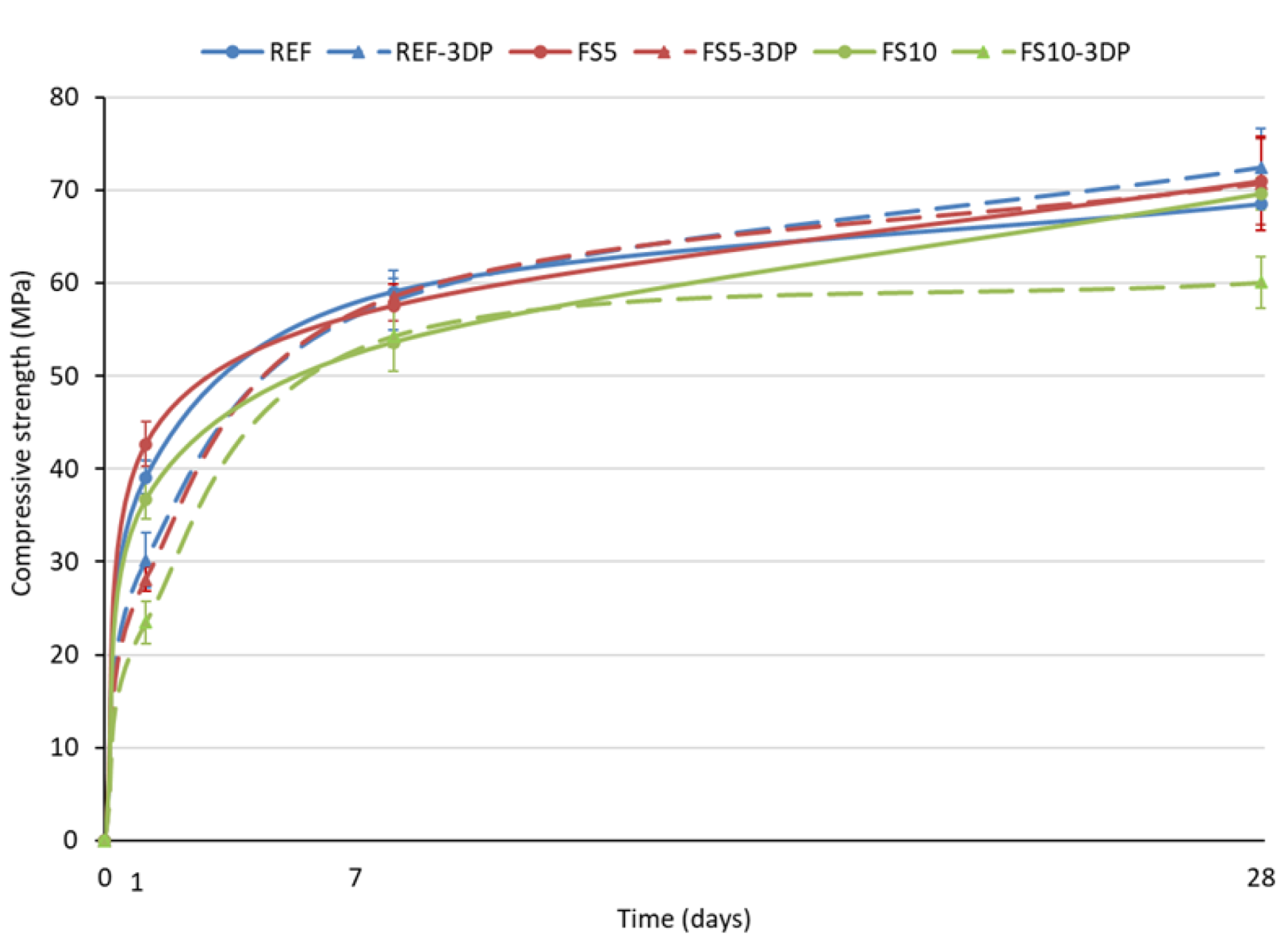
- Nonprinted samples with 5% and 10% of flash-calcined sediment showed a similar to higher compressive strength compared to that of the reference mortar, whereas a slightly lower compressive strength was recorded for mortars with a higher cement substitution by flash-calcined sediment (15% and 20%).
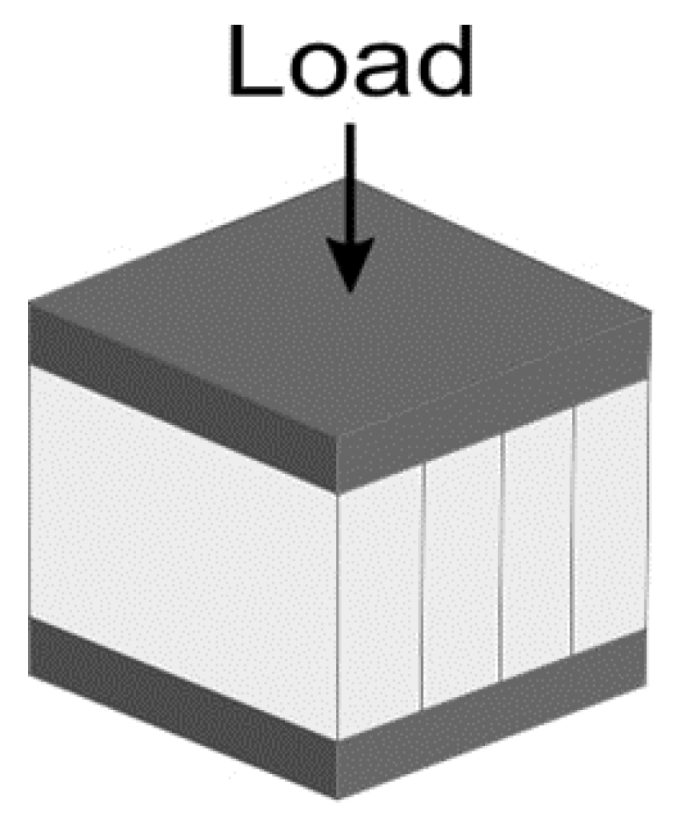
- Printed samples recorded an equal to lower compressive strength than that of nonprinted samples, due to a larger porosity associated with the placement technique, as printed samples were laid down layer by layer without any compaction, whereas nonprinted samples were compacted during placement, eliminating the higher porosity.
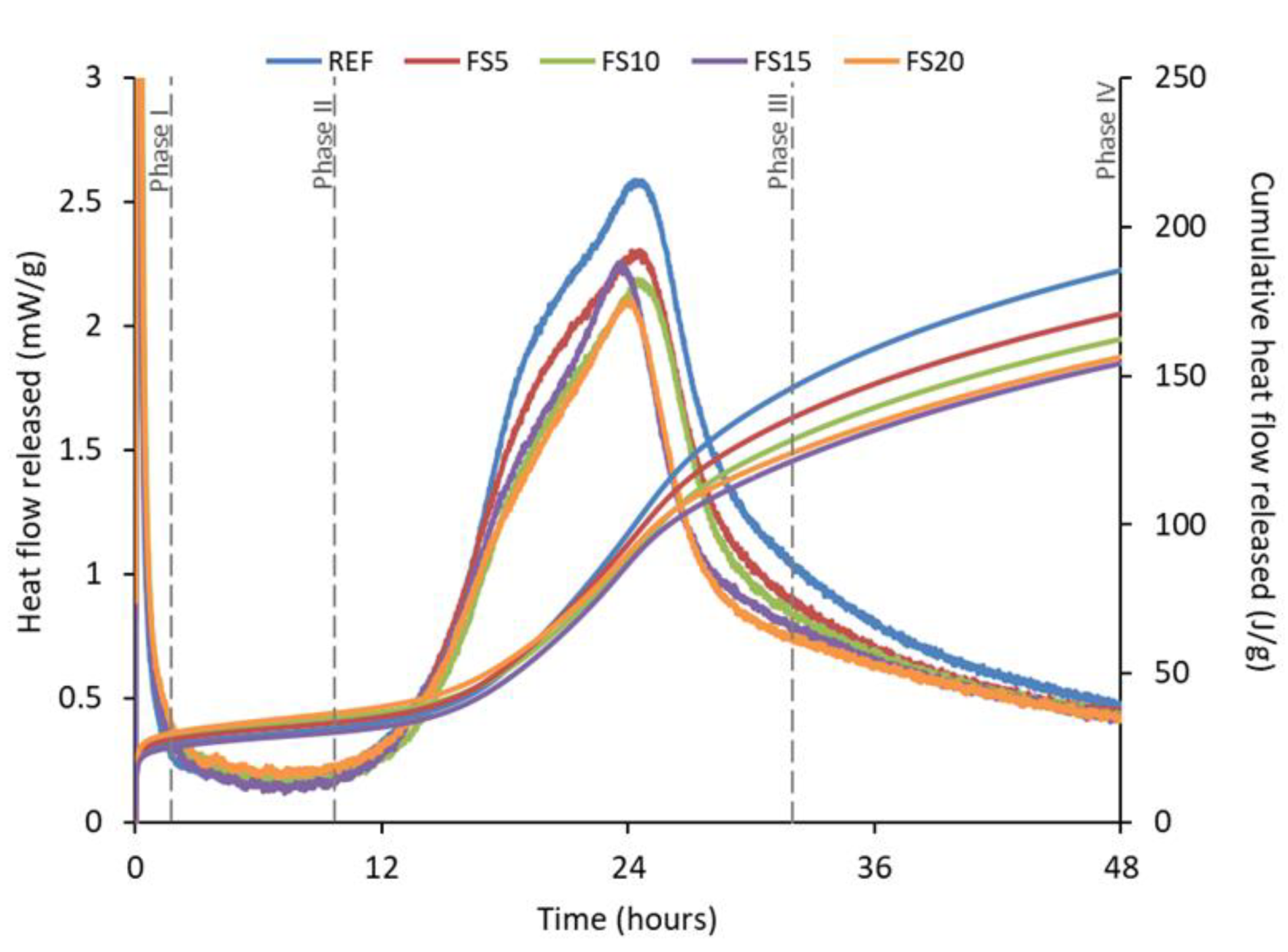
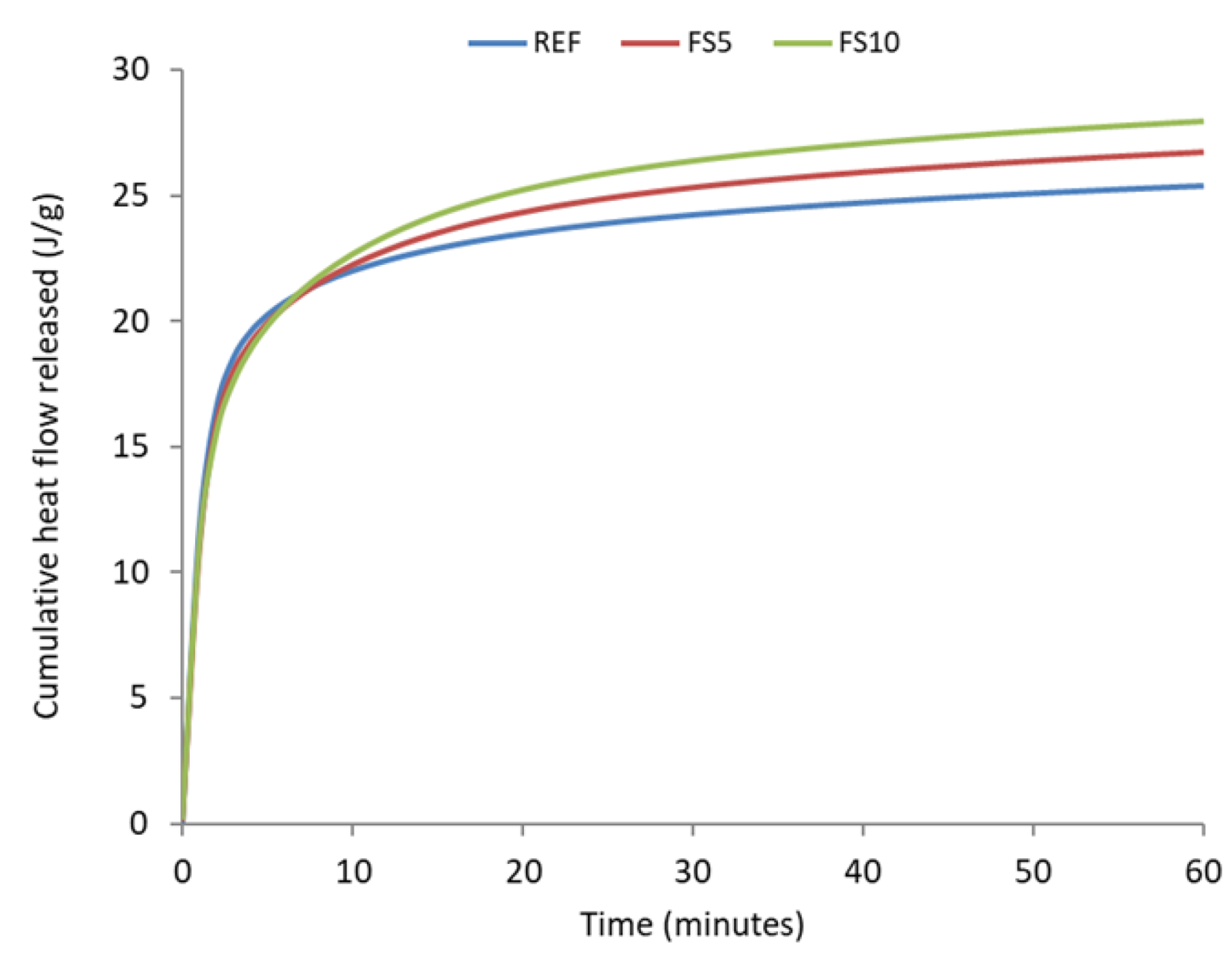
- Isothermal calorimetry showed that tested cement pastes with and without flash-calcined sediment presented similar calorimetric curves with identical phases. The addition of flash-calcined sediment did not majorly affect the hydration process of the pastes. However, the cumulative heat of hydration within the first hour showed that FS10 had the shortest setting time, followed by FS5, then REF, which complied with the results obtained by the Vicat test.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, Z.; Benzerzour, M.; Abriak, N.E.; Damidot, D.; Courard, L.; Wang, D. Use of uncontaminated marine sediments in mortar and concrete by partial substitution of cement. Cem. Concr. Compos. 2018, 93, 155–162. [Google Scholar] [CrossRef]
- Dubois, V.; Abriak, N.E.; Zentar, R.; Ballivy, G. The use of marine sediments as a pavement base material. Waste Manag. 2009, 29, 774–782. [Google Scholar] [CrossRef] [PubMed]
- Cappuyns, V.; Deweirt, V.; Rousseau, S. Dredged sediments as a resource for brick production: Possibilities and barriers from a consumers’ perspective. Waste Manag. 2015, 38, 372–380. [Google Scholar] [CrossRef]
- Lafhaj, Z.; Samara, M.; Agostini, F.; Boucard, L.; Skoczylas, F.; Depelsenaire, G. Polluted river sediments from the North region of France: Treatment with Novosol® process and valorization in clay bricks. Constr. Build. Mater. 2008, 22, 755–762. [Google Scholar] [CrossRef]
- Hamer, K.; Karius, V. Brick production with dredged harbour sediments. An industrial-scale experiment. Waste Manag. 2002, 22, 521–530. [Google Scholar] [CrossRef]
- Samara, M.; Lafhaj, Z.; Chapiseau, C. Valorization of stabilized river sediments in fired clay bricks: Factory scale experiment. J. Hazard. Mater. 2009, 163, 701–710. [Google Scholar] [CrossRef]
- Dalton, J.L.; Gardner, K.H.; Seager, T.P.; Weimer, M.L.; Spear, J.C.M.; Magee, B.J. Properties of Portland cement made from contaminated sediments. Resour. Conserv. Recycl. 2004, 41, 227–241. [Google Scholar] [CrossRef]
- Junakova, N.; Junak, J. Recycling of Reservoir Sediment Material as a Binder in Concrete. Procedia Eng. 2017, 180, 1292–1297. [Google Scholar] [CrossRef]
- Amar, M.; Benzerzour, M.; Kleib, J.; Abriak, N.E. From dredged sediment to supplementary cementitious material: Characterization, treatment, and reuse. Int. J. Sediment Res. 2020, 36, 92–109. [Google Scholar] [CrossRef]
- Benzerzour, M.; Maherzi, W.; Amar, M.A.A.; Abriak, N.E.; Damidot, D. Formulation of mortars based on thermally treated sediments. J. Mater. Cycles Waste Manag. 2018, 20, 592–603. [Google Scholar]
- Aouad, G.; Laboudigue, A.; Gineys, N.; Abriak, N.E. Dredged sediments used as novel supply of raw material to produce Portland cement clinker. Cem. Concr. Compos. 2012, 34, 788–793. [Google Scholar] [CrossRef]
- Chu, D.C.; Kleib, J.; Amar, M.; Benzerzour, M.; Abriak, N.E. Recycling of dredged sediment as a raw material for the manufacture of Portland cement–Numerical modeling of the hydration of synthesized cement using the CEMHYD3D code. J. Build. Eng. 2022, 48, 103871. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Salvador, S.; Pons, O. Semi-mobile flash dryer/calciner unit to manufacture pozzolana from raw clay soils-application to soil stabilisation. Constr. Build. Mater. 2000, 14, 109–117. [Google Scholar] [CrossRef]
- Snellings, R.; Horckmans, L.; Van Bunderen, C.; Vandewalle, L.; Cizer, Ö. Flash-calcined dredging sediment blended cements: Effect on cement hydration and properties. Mater. Struct. Constr. 2017, 50, 241. [Google Scholar] [CrossRef]
- ASTM. International F2792-12a-Standard Terminology for Additive Manufacturing Technologies. Rapid Manuf. Assoc. 2013, 10–12. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J. Current progress of 3D concrete printing technologies. In Proceedings of the ISARC 2017—34th International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017; pp. 260–267. [Google Scholar]
- Allen, S.M.; Sachs, E.M. Three-dimensional printing of metal parts for tooling and other applications. Met. Mater. Int. 2000, 6, 589–594. [Google Scholar] [CrossRef]
- Pelz, J.S.; Ku, N.; Meyers, M.A.; Vargas-Gonzalez, L.R. Additive manufacturing of structural ceramics: A historical perspective. J. Mater. Res. Technol. 2021, 15, 670–695. [Google Scholar] [CrossRef]
- Jafferson, J.M.; Chatterjee, D. A review on polymeric materials in additive manufacturing. Mater. Today Proc. 2021, 46, 1349–1365. [Google Scholar] [CrossRef]
- Singamneni, S.; LV, Y.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng. 2019, 8, 1–13. [Google Scholar] [CrossRef]
- Culmone, C.; Smit, G.; Breedveld, P. Additive manufacturing of medical instruments: A state-of-the-art review. Addit. Manuf. 2019, 27, 461–473. [Google Scholar] [CrossRef]
- Mantihal, S.; Kobun, R.; Lee, B.B. 3D food printing of as the new way of preparing food: A review. Int. J. Gastron. Food Sci. 2020, 22, 100260. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting-Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Lim, S.; Le, T.; Webster, J.; Buswell, R.; Austin, S.; Gibb, A.; Thorpe, T. Fabricating construction components using layer manufacturing technology. Proc. Int. Conf. Glob. Innov. Constr. 2009, 512–520. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Constr. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Tay, Y.W.; Panda, B.; Paul, S.C.; Tan, M.J.; Qian, S.Z.; Leong, K.F.; Chua, C.K. Processing and properties of construction materials for 3D printing. Mater. Sci. Forum 2016, 861, 177–181. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. Constr. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Batikha, M.; Jotangia, R.; Baaj, M.Y.; Mousleh, I. 3D concrete printing for sustainable and economical construction: A comparative study. Autom. Constr. 2022, 134, 104087. [Google Scholar] [CrossRef]
- Klyuev, S.; Klyuev, A.; Fediuk, R.; Ageeva, M.; Fomina, E.; Amran, M.; Murali, G. Fresh and mechanical properties of low-cement mortars for 3D printing. Constr. Build. Mater. 2022, 338, 127644. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Chen, Y.; Romero Rodriguez, C.; Li, Z.; Chen, B.; Çopuroğlu, O.; Schlangen, E. Effect of different grade levels of calcined clays on fresh and hardened properties of ternary-blended cementitious materials for 3D printing. Cem. Concr. Compos. 2020, 114, 103708. [Google Scholar] [CrossRef]
- Panda, B.; Ruan, S.; Unluer, C.; Tan, M.J. Improving the 3D printability of high volume fly ash mixtures via the use of nano attapulgite clay. Compos. Part B Eng. 2019, 165, 75–83. [Google Scholar] [CrossRef]
- Kaushik, S.; Sonebi, M.; Amato, G.; Perrot, A.; Das, U.K. Influence of nanoclay on the fresh and rheological behaviour of 3D printing mortar. Mater. Today Proc. 2022, 58, 1063–1068. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Dey, D.; Srinivas, D.; Panda, B.; Suraneni, P.; Sitharam, T.G. Use of industrial waste materials for 3D printing of sustainable concrete: A review. J. Clean. Prod. 2022, 340, 130749. [Google Scholar] [CrossRef]
- Rehman, A.U.; Lee, S.M.; Kim, J.H. Use of municipal solid waste incineration ash in 3D printable concrete. Process Saf. Environ. Prot. 2020, 142, 219–228. [Google Scholar] [CrossRef]
- Ilcan, H.; Sahin, O.; Kul, A.; Yildirim, G.; Sahmaran, M. Rheological properties and compressive strength of construction and demolition waste-based geopolymer mortars for 3D-Printing. Constr. Build. Mater. 2022, 328, 127114. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical behavior of 3D printed mortar with recycled sand at early ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Kleib, J.; Bulteel, D.; Remond, S. Durability assessment and microstructural analysis of 3D printed concrete exposed to sulfuric acid environments. Constr. Build. Mater. 2021, 290, 123220. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J.; Vijay, P. Effect of type of fiber on inter-layer bond and flexural strengths of extrusion-based 3D printed geopolymer. Mater. Sci. Forum 2018, 939, 155–162. [Google Scholar] [CrossRef]
- Baz, B.; Remond, S.; Aouad, G. Influence of the mix composition on the thixotropy of 3D printable mortars. Mag. Concr. Res. 2022, 74, 271–283. [Google Scholar] [CrossRef]
- Estellé, P.; Michon, C.; Lanos, C.; Grossiord, J.L. Chapitre 7: De l’intérêt d’une caractérisation rhéologique empirique et relative. La Mes. En Rhéologie 2021, 205–248. [Google Scholar] [CrossRef]
- Kleib, J.; Aouad, G.; Khalil, N.; Zakhour, M. Incorporation of zinc in calcium sulfoaluminate cement clinker. Adv. Cem. Res. 2021, 33, 311–317. [Google Scholar] [CrossRef]
- Kleib, J.; Aouad, G.; Abriak, N.E.; Benzerzour, M. Production of Portland cement clinker from French Municipal Solid Waste Incineration Bottom Ash. Case Stud. Constr. Mater. 2021, 15, e00629. [Google Scholar] [CrossRef]
- Brooks, J.J.; Megat Johari, M.A.; Mazloom, M. Effect of admixtures on the setting times of high-strength concrete. Cem. Concr. Compos. 2000, 22, 293–301. [Google Scholar] [CrossRef]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Roussel, N. Steady and transient flow behaviour of fresh cement pastes. Cem. Concr. Res. 2005, 35, 1656–1664. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Lootens, D.; Jousset, P.; Martinie, L.; Roussel, N.; Flatt, R.J. Yield stress during setting of cement pastes from penetration tests. Cem. Concr. Res. 2009, 39, 401–408. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Amar, M.A.A. Traitement des Sédiment de Dragage Pour une Valorisation dans les Matrice Cimentaires. Ph.D. Thesis, University of Lille 1, Lille, France, 2017. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Jansen, D.; Goetz-Neunhoeffer, F.; Stabler, C.; Neubauer, J. A remastered external standard method applied to the quantification of early OPC hydration. Cem. Concr. Res. 2011, 41, 602–608. [Google Scholar] [CrossRef]
- Fierens, P.; Verhaegen, J.P. Hydration of tricalcium silicate in paste-Kinetics of calcium ions dissolution in the aqueous phase. Cem. Concr. Res. 1976, 6, 337–342. [Google Scholar] [CrossRef]
- Tennis, P.D.; Jennings, H.M. Model for two types of calcium silicate hydrate in the microstructure of Portland cement pastes. Cem. Concr. Res. 2000, 30, 855–863. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Density (g/cm3) | D50 (µm) | BET (m2/g) |
|---|---|---|---|
| OPC | 3.15 | 8.82 | 0.98 |
| FS | 2.64 | 7.22 | 28.95 |
| Mixtures | REF | FS5 | FS10 | FS15 | FS20 | FS30 |
|---|---|---|---|---|---|---|
| Sand (g) | 850 | 850 | 850 | 850 | 850 | 850 |
| OPC(g) | 682.75 | 648.61 | 614.48 | 580.34 | 546.2 | 477.93 |
| FS (g) | 0 | 28.61 | 57 | 85.83 | 114.01 | 171.66 |
| W/B | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
| VMA (%) | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
| HRWR (%) | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 |
| Mixtures | Compressive Strength at 28 Days | Total Porosity at 28 Days |
|---|---|---|
| REF-Printer | 72.83 MPa | 10.06% |
| FS10-Printer | 65.19 MPa | 12.73% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daher, J.; Kleib, J.; Benzerzour, M.; Abriak, N.-E.; Aouad, G. Recycling of Flash-Calcined Dredged Sediment for Concrete 3D Printing. Buildings 2022, 12, 1400. https://doi.org/10.3390/buildings12091400
Daher J, Kleib J, Benzerzour M, Abriak N-E, Aouad G. Recycling of Flash-Calcined Dredged Sediment for Concrete 3D Printing. Buildings. 2022; 12(9):1400. https://doi.org/10.3390/buildings12091400
Chicago/Turabian StyleDaher, Jana, Joelle Kleib, Mahfoud Benzerzour, Nor-Edine Abriak, and Georges Aouad. 2022. "Recycling of Flash-Calcined Dredged Sediment for Concrete 3D Printing" Buildings 12, no. 9: 1400. https://doi.org/10.3390/buildings12091400