A Short Review on Fracture Mechanisms of Mechanical Components Operated under Industrial Process Conditions: Fractographic Analysis and Selected Prevention Strategies


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- (a)
- A quick and condensed guide sharing knowledge from a technical expert point of view;
- (b)
- The basic methodological tools used for further preventive actions, at least in the form of their titles and not in a comprehensive and rigorous manner; and
- (c)
- Offer a sort of inspiration for research and continuous learning, which constitute the driving force and the backbone of improvement and sustainability.
2. Phenomenological Aspects of Fracture
2.1. Experimental Procedure
2.2. Instant (Overload) Fracture Mechanisms
- →
- Ductile Fracture (Section 2.2.1) and
- →
- Low/Limited Ductility Fracture (Section 2.2.2). In this case, the term “brittle fracture” is intentionally avoided and it is included with the present fracture type. Brittle fracture is an extreme case of low/limited ductility fracture where the absorbed plastic strain energy is negligible.
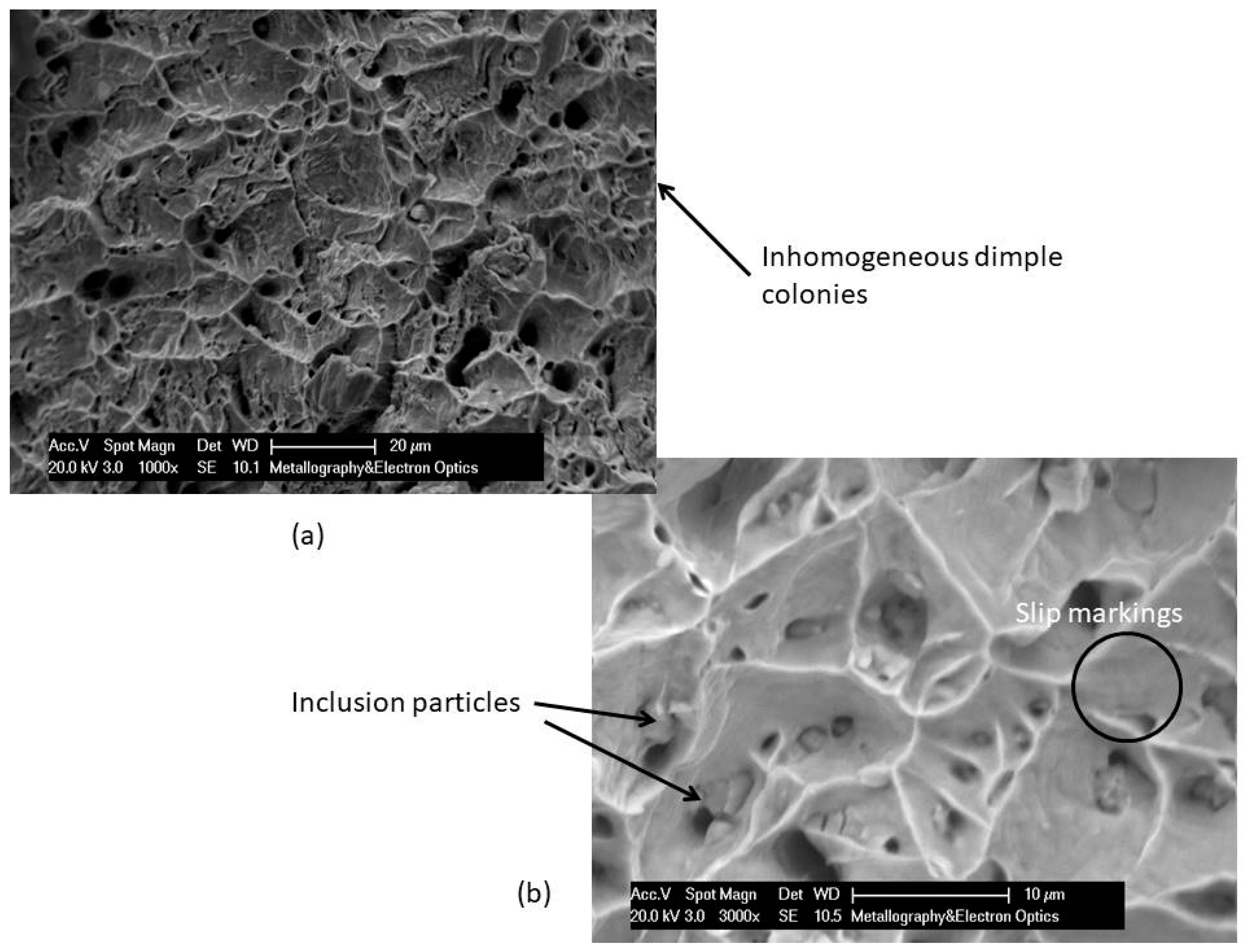
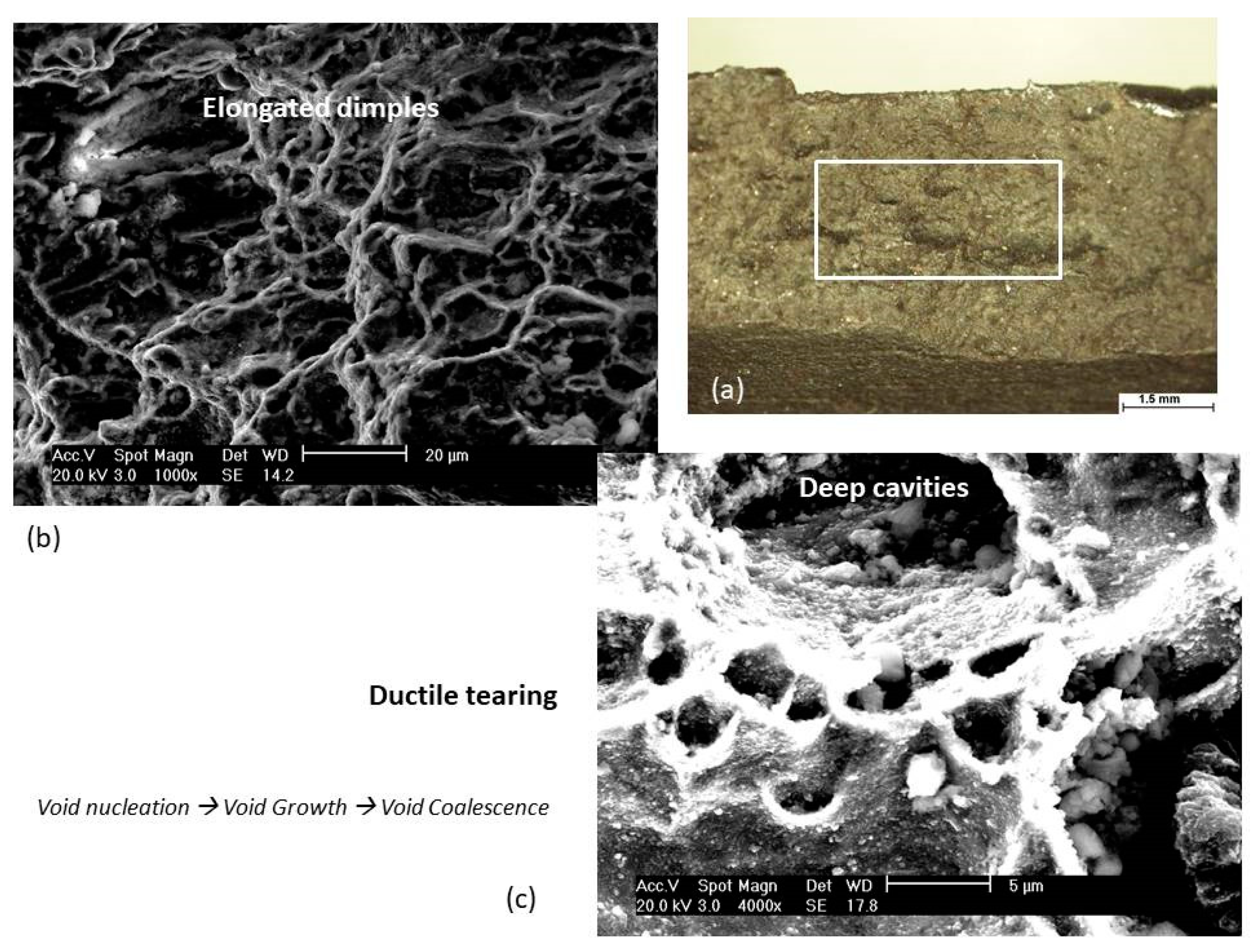
2.2.1. Ductile Fracture
- →
- Void nucleation;
- →
- void growth; and
- →
- void linking (coalescence).
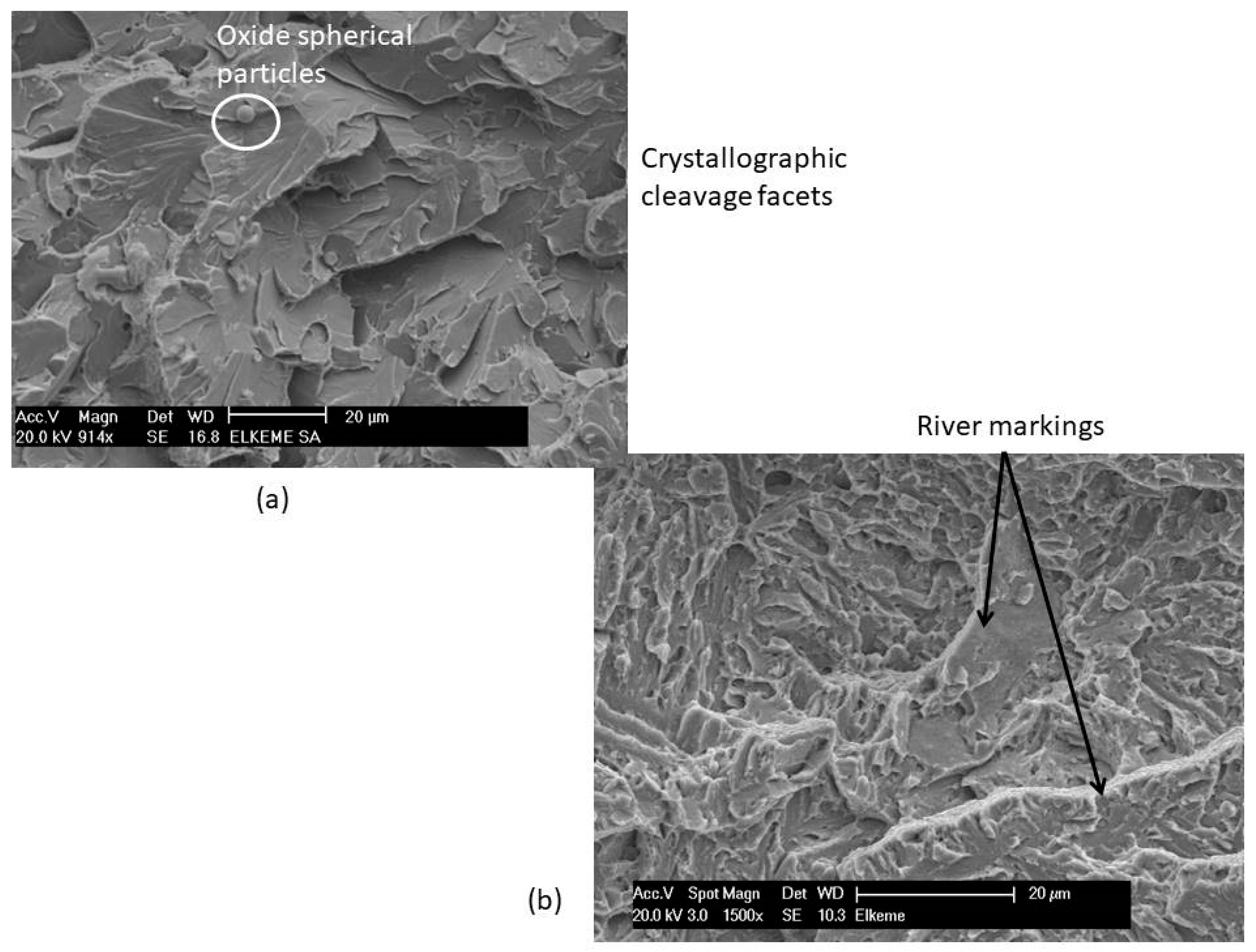
2.2.2. Low/Limited Ductility Fracture
- →
- Low stress intensity factor range (ΔΚ);
- →
- coarse β-phase in relation to the developed plastic zone size; and
- →
- high-angle grain boundaries.
2.3. Progressive Fracture Mechanisms
- →
- Fatigue Fracture (Section 2.3.1); and
- →
- Creep Fracture (Section 2.3.2).
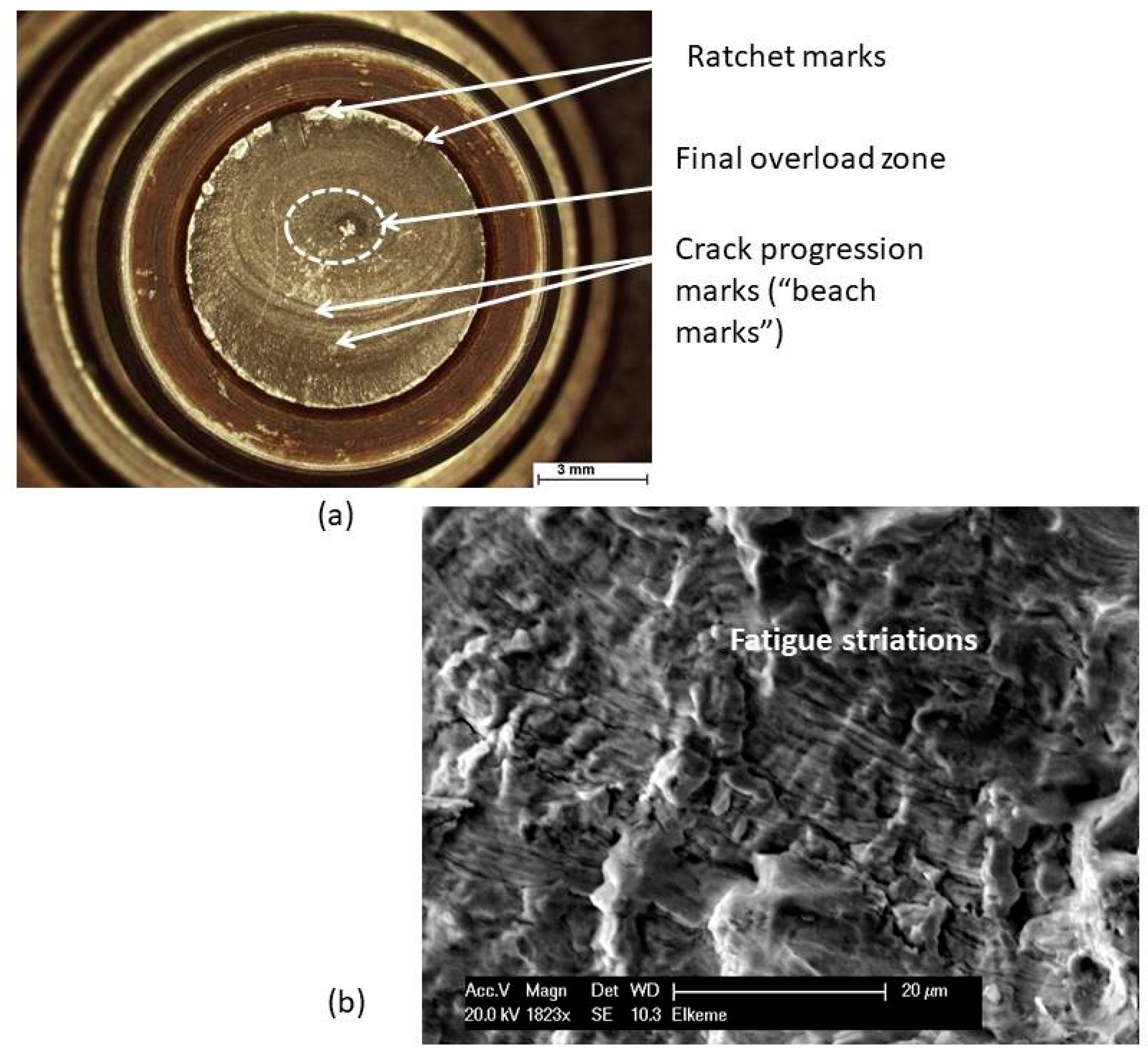
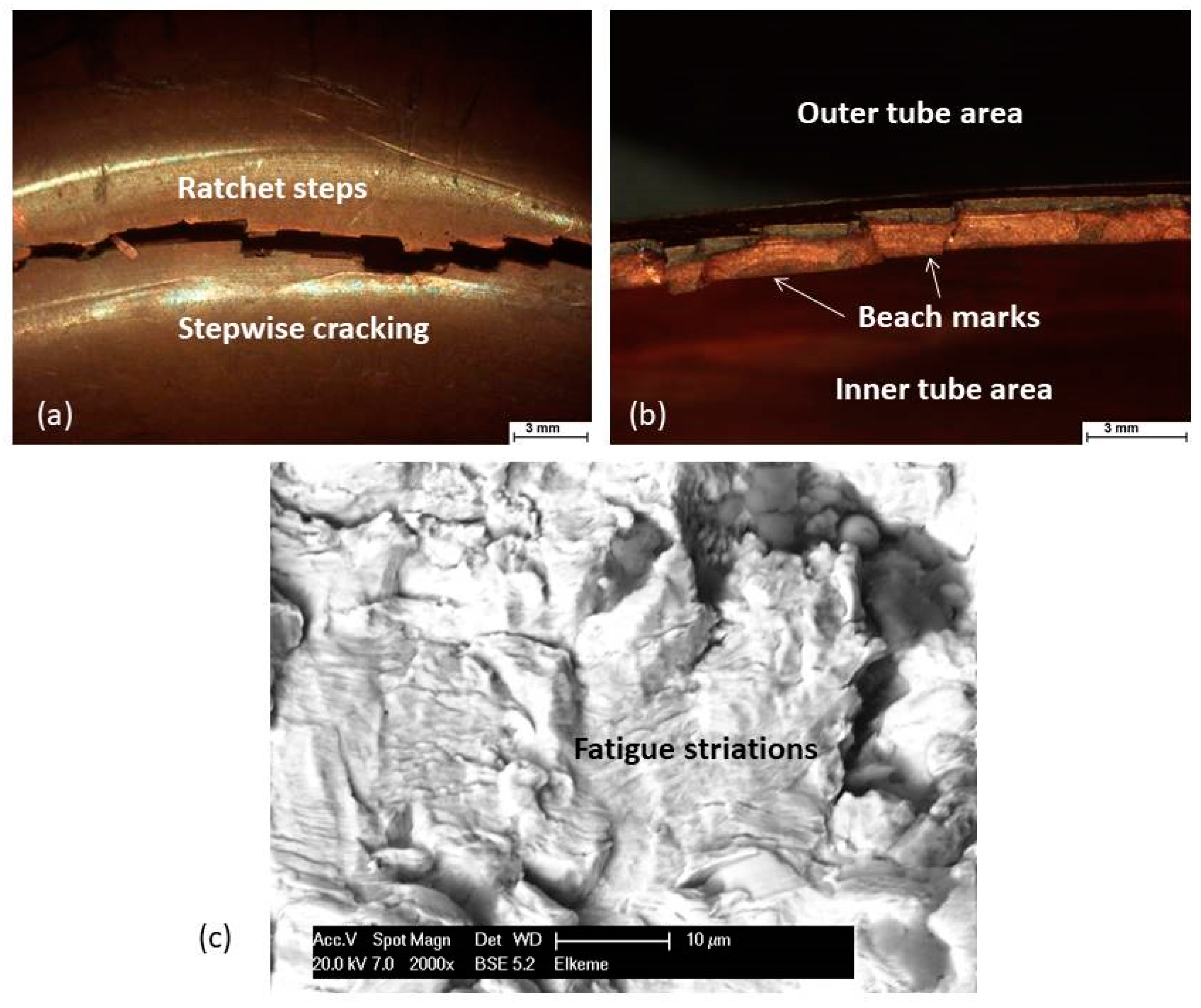
2.3.1. Fatigue Fracture
- (a)
- Crack progression marks (also called beach marks or crack arrest marks). These are elliptical or semi-circular shaped marks, signifying a change of the position of the fatigue crack front. They are also related to the arrestment or decrease of crack growth due to the load interruption during machine operation, or due to the development of a compressive stress field ahead of the crack tip [27]; and
- (b)
- Ratchet marks. They look like “shear ridges”, separating successive crack fronts. The existence of ratchet marks indicates the presence of multiple crack initiation sites and high stress concentration conditions. Ratchet marks are created when cracks initiated at different positions are joined together, creating steps on the fracture surface (Figure 4a).
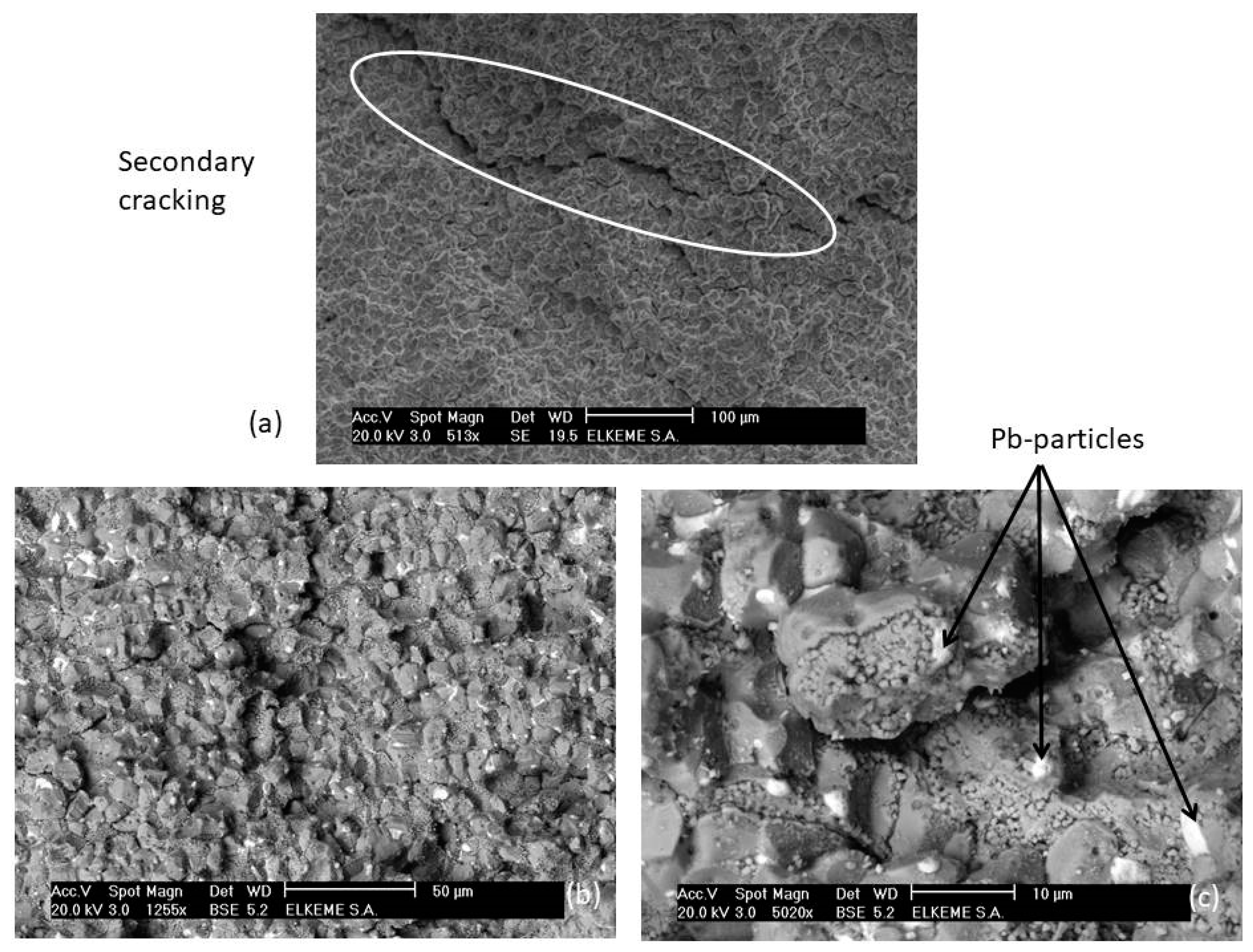
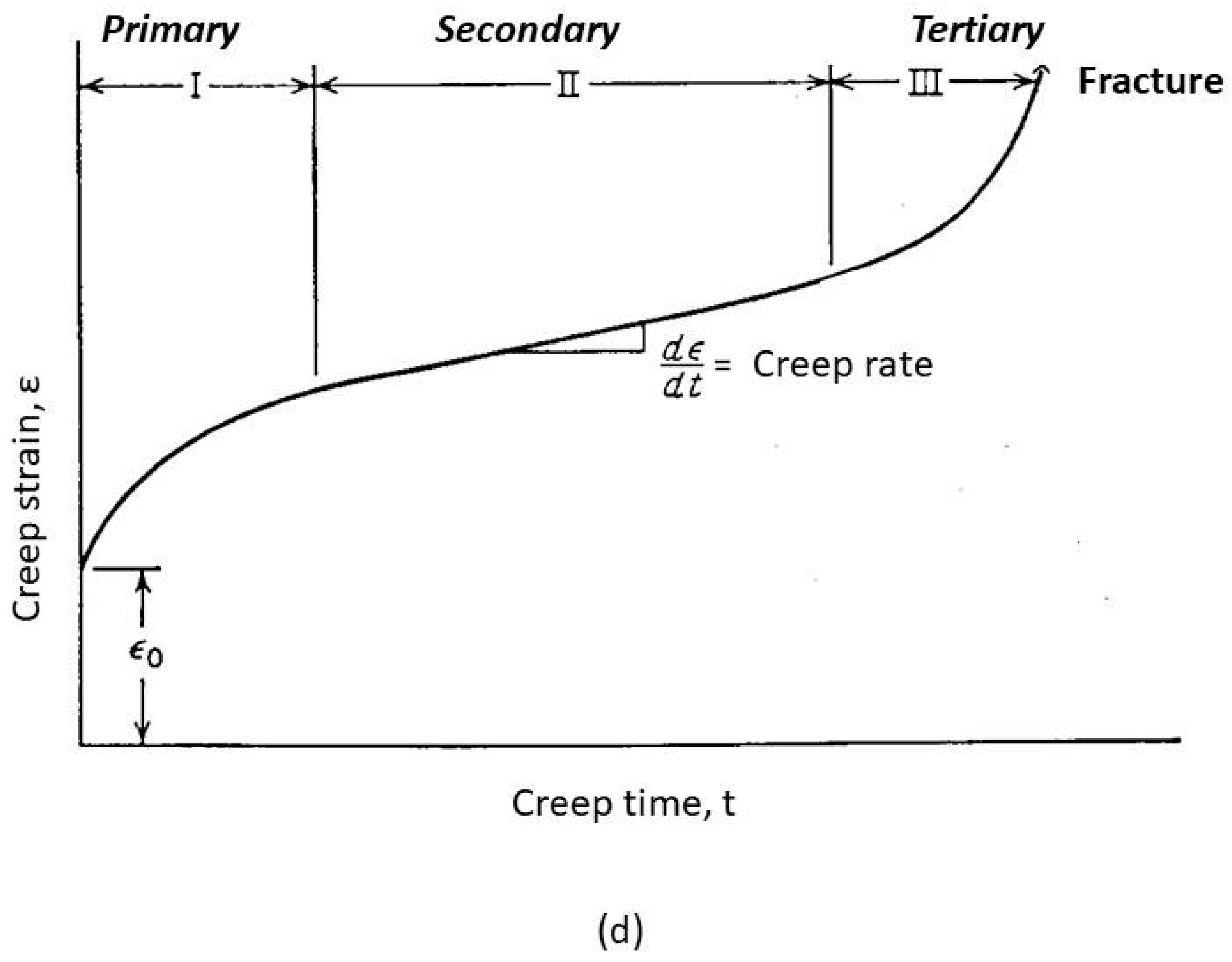
2.3.2. Creep Fracture
3. Failure Analysis and Selected Prevention Strategies
3.1. Fracture Mechanics Approach
- The fracture resistance (toughness) of the material and the crack size are both known. Then, the critical load can be estimated and a decision can be made whether further operation is safe or not;
- the loading conditions and the maximum (undetected) crack or minimum (detectable) crack size specified, which can be accurately measured by quality control, are known. Based on this information, a minimum fracture resistance (toughness) of the material can be ascertained used for material selection or during the design stage; and
- for a given fracture resistance (toughness) and loading conditions, a critical crack or defect size can be calculated and used as further information for non-destructive testing (NDT).
- (a)
- Predicting the critical defect size that can be permissible to the applied loading conditions; and
- (b)
- estimating the fracture resistance using standard methods.
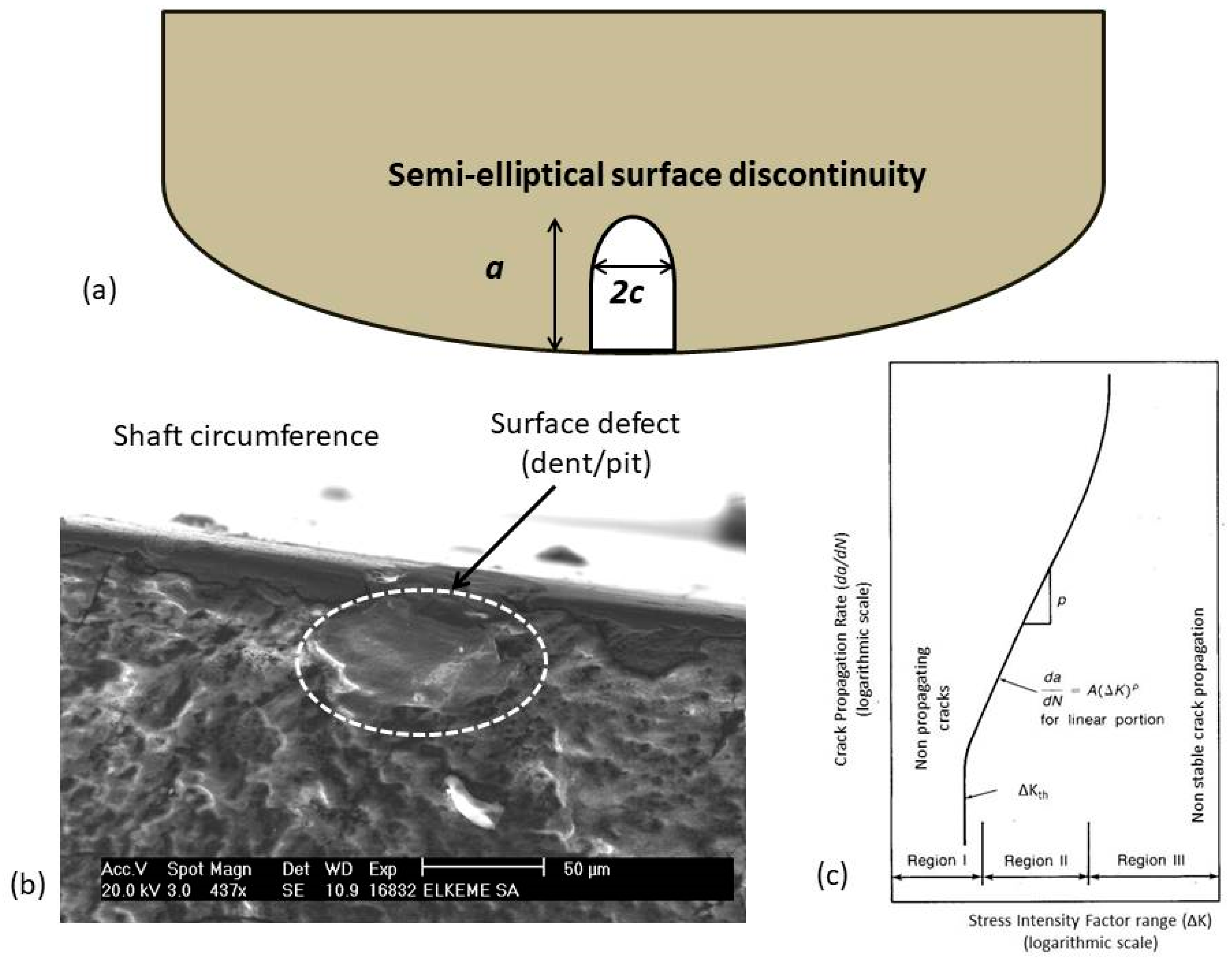
- →
- In Region I, where there is a stress intensity threshold range (ΔKth), below which fatigue cracks do not propagate (or propagate at quite low rates);
- →
- in Region II, noted as the continuous crack propagation region (linear portion of the log-log diagram), where Paris law is in effect; and
- →
- in Region III, where fatigue cracks propagate unstably up to the point where the maximum stress intensity factor takes the value of the critical stress intensity factor (KIc), resulting in overload fracture (intergranular, transgranular, or dimpled fracture).
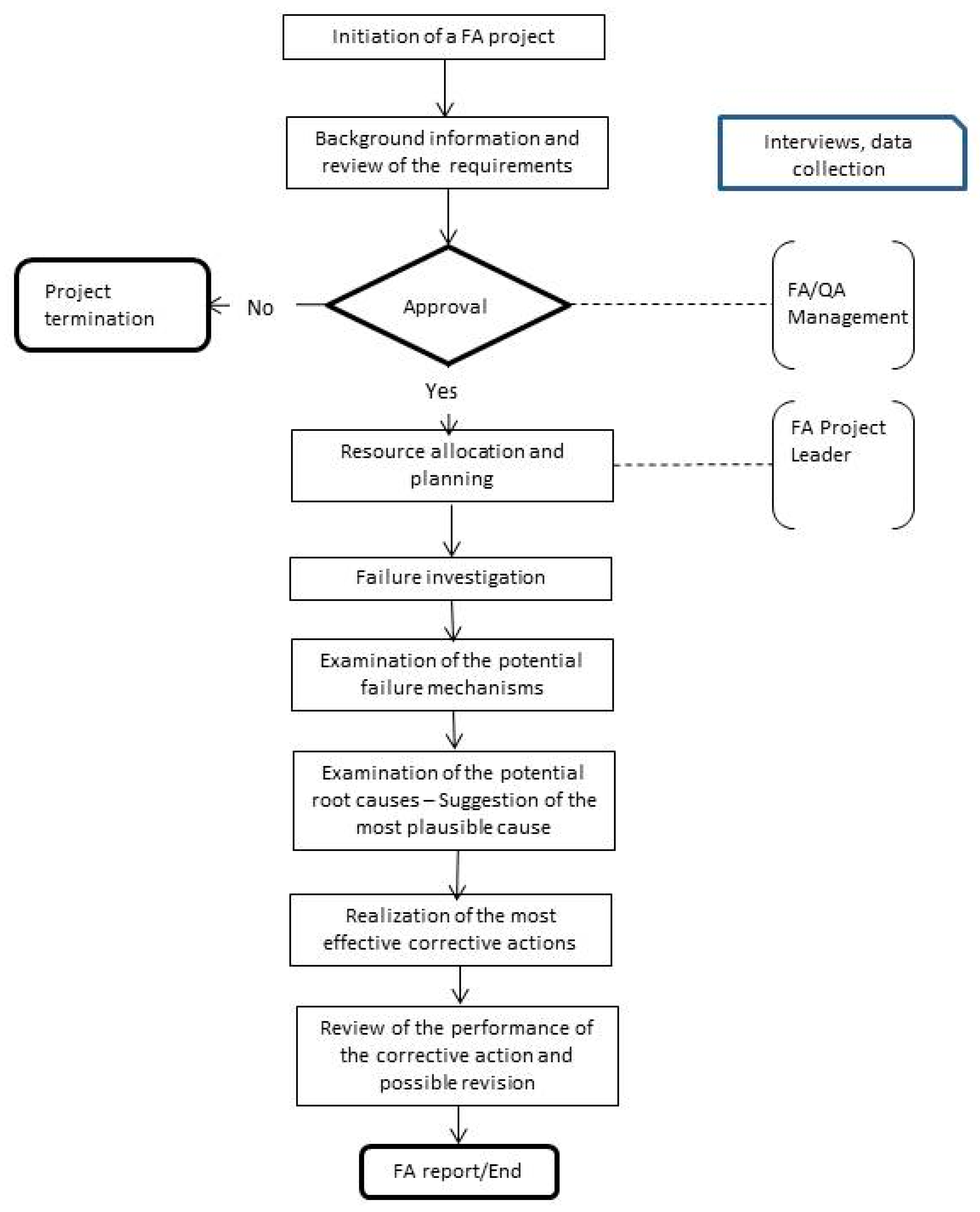
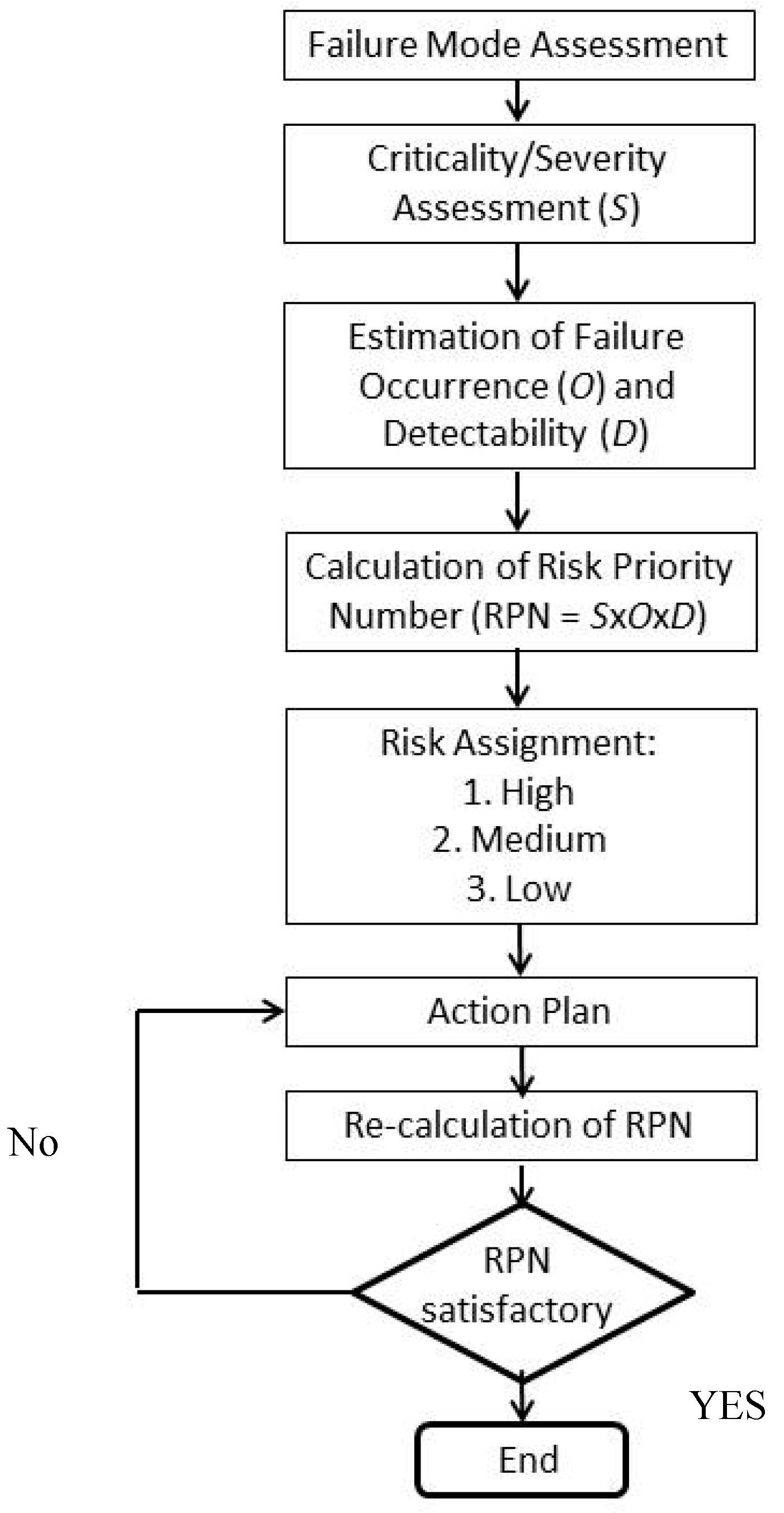
3.2. Quality Tools and Techniques—Process Approach and FMEA
- Determination of process parameters;
- Determination of the possible failure modes;
- Determination of the failure effects on the final product, system or service;
- Determination of the root-causes;
- Assessment of the criticality of the failure;
- Assessment of the failure occurrence (probability);
- Assessment of the failure detectability;
- Determination of the risk priority number (RPN);
- Suggestion/proposal of preventive actions;
- Re-estimation of the RPN under the new revised conditions.
3.3. Systems Approach—ISO 9001:2015 and Risk Analysis
- Meeting regulatory and statutory requirements;
- Enhancing customer satisfaction through the delivery of sound products; and
- Addressing risks and opportunities.
- Customer focus;
- leadership;
- people engagement;
- process approach;
- improvement;
- evidence-based decision making; and
- relationship management
- Plan: Establish the objectives of the system and the resources to achieve the necessary results;
- Do: Realization of what has been planned;
- Check: Monitoring and measurement of product and process performance; and
- Act: Taking the necessary actions to improve the results.
4. Epilogue
Funding
Acknowledgments
Conflicts of Interest
References
- Pantazopoulos, G.A. A process-based approach in failure analysis. J. Fail. Anal. Prev. 2014, 14, 551–553. [Google Scholar] [CrossRef]
- Wulpi, D.J. Understanding How Components Fail, 2nd ed.; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Sachs, N.W. Practical Plant Failure Analysis; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- González-Velázquez, J.L. Fractography and Failure Analysis, Structural Integrity 3; Springer Nature: Cham, Switzerland, 2018. [Google Scholar]
- Broek, D. Some contributions of electron fractography to the theory of fracture. Int. Metall. Rev. 1974, 19, 135–182. [Google Scholar] [CrossRef]
- Pantazopoulos, G.A.; Psyllaki, P.P. Progressive failures of components in chemical process industry: Case history investigation and root-cause analysis. In Handbook of Materials Failure Analysis with Case Studies from Chemical, Concrete and Power Industries; Makhlouf, A.S.H., Aliofkhazraei, M., Eds.; Elsevier: Oxford, UK, 2016; pp. 1–23. [Google Scholar]
- Dennies, D.P. How to Organize and Run a Failure Investigation; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Lynch, S.P.; Moutsos, S. A brief history of fractography. J. Fail. Anal. Prev. 2006, 6, 54–69. [Google Scholar] [CrossRef]
- Pantazopoulos, G. Damage assessment using fractography as failure evaluation: Applications in industrial metalworking machinery. J. Fail. Anal. Prev. 2011, 11, 588–594. [Google Scholar] [CrossRef]
- Underwood, E.E. Quantitative Fractography; Springer Nature: Cham, Switzerland, 1986. [Google Scholar]
- Hosford, W.F. Solid Mechanics; Cambridge University Press: Cambridge, UK, 2013. [Google Scholar]
- Gurson, A.L. Plastic Flow and Fracture Behavior of Ductile Materials Incorporating Void Nucleation, Growth and Interaction. Ph.D. Thesis, Brown University, Providence, RI, USA, 1975. [Google Scholar]
- Tvegaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Toulfatzis, A.; Vazdirvanidis, A.; Rikos, A. Analysis of the degradation process of structural steel component subjected to prolonged thermal exposure. Metall. Microstruct. Anal. 2016, 5, 149–156. [Google Scholar] [CrossRef]
- Hull, D. Fractography: Observing, Measuring and Interpreting the Fracture Surface Topography; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Abbasi, S.; Esmailian, M.; Ahangarani, S. Investigation of the microstructure, micro-texture and mechanical properties of the HSLA steel, hot-rolled and quenched at different cooling rates. Metall. Microstruct. Anal. 2018, 7, 596–607. [Google Scholar] [CrossRef]
- Dieter, G.E. Mechanical Metallurgy; McGraw Hill: New York, NY, USA, 1988. [Google Scholar]
- Pantazopoulos, G.; Vazdirvanidis, A.; Toulfatzis, A.; Rikos, A. Fatigue failure of steel links operating as chain components in a heavy duty draw bench. Eng. Fail. Anal. 2009, 16, 2440–2449. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Zormalia, S. Analysis of failure mechanism of gripping tool steel component operated in an industrial draw bench. Eng. Fail. Anal. 2011, 18, 1595–1604. [Google Scholar] [CrossRef]
- Pantazopoulos, G. Leaded brass rods C38500 for automatic machining operations. J. Mater. Eng. Perform. 2002, 11, 402–407. [Google Scholar] [CrossRef]
- Pantazopoulos, G. A review of defects and failures in brass rods and related components. Pract. Fail. Anal. 2003, 3, 14–22. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Vazdirvanidis, A. Failure analysis of a fractured leaded-brass (CuZn39Pb3) extruded hexagonal rod. J. Fail. Anal. Prev. 2008, 8, 218–222. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Vazdirvanidis, A. Fracture analysis and embrittlement phenomena of machined brass components. Procedia Struct. Integrity 2017, 5, 476–483. [Google Scholar] [CrossRef]
- Lynch, S.P. Failures of structures and components by metal-induced embrittlement. J. Fail. Anal. Prev. 2008, 8, 259–274. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Microstructure and properties of lead-free brasses using post-processing heat treatment cycles. Mater. Sci. Technol. 2016, 32, 1771–1781. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Fracture mechanics properties and failure mechanisms of environmental-friendly brass alloys under impact, cyclic and monotonic loading conditions. Eng. Fail. Anal. 2018, 90, 497–517. [Google Scholar] [CrossRef]
- Totten, G. Fatigue crack propagation. Adv. Mater. Processes 2008, 5, 39–41. [Google Scholar]
- Pantazopoulos, G.; Zormalia, S.; Vazdirvanidis, A. Investigation of fatigue failure of roll shafts in a tube manufacturing line. J. Fail. Anal. Prev. 2010, 10, 358–362. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Zormalia, S.; Vazdirvanidis, A. Failure analysis of copper tube in an industrial refrigeration unit: A case history. Int. J. Struct. Integrity 2013, 4, 55–66. [Google Scholar] [CrossRef]
- Jones, D.R.H. Engineering Materials 3—Materials Failure Analysis; Pergamon Press: Oxford, UK, 1993. [Google Scholar]
- Benac, D.J. Failure avoidance brief: Estimating heater tube life. J. Fail. Anal. Prev. 2009, 9, 5–7. [Google Scholar] [CrossRef]
- Ilman, M.N. Analysis of material degradation mechanism and life assessment of 25Cr-38Ni-Mo-Ti wrought alloy steel (HPM) for cracking tubes in an ethylene plant. Eng. Fail. Anal. 2014, 42, 100–108. [Google Scholar] [CrossRef]
- Quickel, G.; Taske, C.; Rollins, B.; Beavers, J. Failure analysis and remaining life assessment of methanol reformer tubes. J. Fail. Anal. Prev. 2009, 9, 511–516. [Google Scholar] [CrossRef]
- Psyllaki, P.; Pantazopoulos, G.; Lefakis, H. Metallurgical evaluation of creep-failed superheater tubes. Eng. Fail. Anal. 2009, 16, 1420–1431. [Google Scholar] [CrossRef]
- Shlyannikov, V.N.; Tumanov, A.V.; Boychenko, N.V.; Tartygasheva, A.M. Loading history effect on creep-fatigue crack growth in pipe bend. Int. J. Press. Vessels Pip. 2016, 139-140, 86–95. [Google Scholar] [CrossRef]
- Shlyannikov, V.; Tumanov, A.; Boychenko, N. Creep-fatigue crack growth rate assessment using ductility damage model. Int. J. Fatigue 2018, 116, 448–461. [Google Scholar] [CrossRef]
- Zerbst, U.; Klinger, C.; Clegg, R. Fracture mechanics as a tool in failure analysis—Prospects and limitations. Eng. Fail. Anal. 2015, 55, 376–410. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of defects, inclusions and inhomogeneities on fatigue strength. Int. J. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]
- Janssen, M.; Juidema, M.; Wanhill, R. Fracture Mechanics, 2nd ed.; SPON Press: London, UK, 2004. [Google Scholar]
- Pantazopoulos, G.; Papaefthymiou, S. Failure and fracture analysis of austenitic stainless steel marine propeller shaft. J. Fail. Anal. Prev. 2015, 15, 762–767. [Google Scholar] [CrossRef]
- ISO 148-1: 2009. Metallic Materials—Charpy Pendulum Impact Test. Test Method; ISO: Geneva, Switzerland, 2009. [Google Scholar]
- BS 7448-Part 1: 1991. Fracture Mechanics Tests. Determination of KIc, Critical CTOD and Critical J Values of Metallic Materials; BSI: London, UK, 1991. [Google Scholar]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Perform. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Taylor, D. The Theory of Critical Distances: A New Perspective in Fracture Mechanics; Elsevier: Oxford, UK, 2007. [Google Scholar]
- Cicero, S.; Fuentes, J.D.; Procopio, I.; Madrazo, V.; González, P. Critical Distance Default Values for Structural Steels and a Simple Formulation to Estimate the Apparent Fracture Toughness in U-Notched Conditions. Metals 2018, 8, 871. [Google Scholar] [CrossRef]
- Li, M.Q. Strain energy density failure criterion. Int. J. Solids Struct. 2001, 38, 6997–7003. [Google Scholar] [CrossRef]
- Cricrì, G. Cohesive law identification of adhesive layers subject to shear load—An exact inverse solution. Int. J. Solids Struct. 2019, 158, 150–164. [Google Scholar] [CrossRef]
- Berto, F.; Majid, A.; Marsavina, L. Mixed mode fracture. Theor. Appl. Fract. Mech. 2017, 91, 1. [Google Scholar] [CrossRef]
- Perez, N. Mixed Mode Fracture Mechanics, Fracture Mechanics; Springer Nature: Cham, Switzerland, 2016; pp. 289–325. [Google Scholar]
- Pantazopoulos, G.; Tsinopoulos, G. Process failure modes and effects analysis (PFMEA): A structured approach for quality improvement in metal-forming industry. J. Fail. Anal. Prev. 2005, 5, 5–10. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; David, C.; Sagris, D.; Paipetis, A. Machinability of eco-friendly lead-free brass alloys: Cutting-force and surface-roughness optimization. Metals 2018, 8, 250. [Google Scholar] [CrossRef]
- Mariajayaprakash, A.; Senthilvelan, T. Optimizing process parameters of screw conveyor (sugar mill boiler) through Failure Mode and Effect Analysis (FMEA) and Taguchi Method. J. Fail. Anal. Prev. 2014, 14, 772–783. [Google Scholar] [CrossRef]
- Moreno, C.J.; Espejo, E. A performance evaluation of three inference engines as expert systems for failure mode identification in shafts. Eng. Fail. Anal. 2015, 53, 24–35. [Google Scholar] [CrossRef]
- ISO 9001:2015. Quality Management Systems—Requirements; CEN—European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]










© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pantazopoulos, G.A. A Short Review on Fracture Mechanisms of Mechanical Components Operated under Industrial Process Conditions: Fractographic Analysis and Selected Prevention Strategies. Metals 2019, 9, 148. https://doi.org/10.3390/met9020148
Pantazopoulos GA. A Short Review on Fracture Mechanisms of Mechanical Components Operated under Industrial Process Conditions: Fractographic Analysis and Selected Prevention Strategies. Metals. 2019; 9(2):148. https://doi.org/10.3390/met9020148
Chicago/Turabian StylePantazopoulos, George A. 2019. "A Short Review on Fracture Mechanisms of Mechanical Components Operated under Industrial Process Conditions: Fractographic Analysis and Selected Prevention Strategies" Metals 9, no. 2: 148. https://doi.org/10.3390/met9020148