1. Introduction
Surface quality is an essential aspect of all machining processes, i.e., traditional, and nontraditional. The better surface quality of difficult-to-machine alloys increased the fatigue life of work in harsh cutting areas [
1]. The material removal phenomena cause overlapping craters in nontraditional machining operations, resulting in a rougher surface [
2]. There is a functional relationship between the roughness and the performance/functional properties of the machined surface. The roughness of a machined surface has an important role in determining the interaction between the surface and its functional environment. A rough surface usually demonstrates a high wear rate and higher coefficient of friction than a smooth surface. It influences the mechanical and chemical properties of the machined component [
3]. An increase in surface roughness (SR) upsurges the stress concentration factor, leading to a decrease in fatigue strength [
4]. Moreover, a high roughness value promotes grain slip and crack initiation at the surface of the material [
5]. The corrosion rate is also affected by a variation in this parameter. It has been reported that the corrosion rate significantly improves as the arithmetic mean roughness (
Ra)—one of the measures of surface roughness—is increased [
6].
During the spark-off time, eroded material resolidified on the workpiece’s surface, forming a recast layer that increased the material’s SR. The SR parameter ‘Ra’ is termed as the arithmetic average of the irregularities produced on the surface of the machined specimen after the machining process. The recast layer showed different characteristics compared to the original material. Properties such as brittleness and hardness of the material after the recast layer are changed from the previous material [
7]. Therefore, the recast layer in the non-conventional machining process must be avoided so that the fatigue life of work can be increased. Hard-to-cut Ni-based superalloys such as Inconel 617 are widely used in aerospace, gas turbines, super boilers, aircraft, and combustion cans [
8]. Ni-based superalloys are employed in the above fields due to their high stability under vigorous cutting, strength, and low density [
9]. Considering its unique properties, the increased strength, low thermal conductivity, and rapid strain hardening make Inconel 617 difficult to machine using typical methods such as milling, drilling, and lathe [
10]. A non-traditional setup was built to process the Ni-alloy for this purpose. Electric discharge machining (EDM), wire-EDM, electric discharge drilling, and milling are examples of nonconventional processes [
11,
12]. Because of its new qualities, the EDM die sinker was chosen over all other choices. One of the great benefits of EDM is that it can be used for machining with a thin tool, resulting in precise geometric perfection as well as an excellent surface quality that cannot be achieved using other traditional machining procedures such as grinding [
13]. As illustrated, regardless of mechanical properties, EDM can process difficult-to-cut materials such as Inconel 617 [
14,
15].
EDM, or spark erosion, is preferred over older methods because it can precisely build complicated morphologies, dies, and molds regardless of material type [
16,
17]. Researchers say EDM can cut strong metals, alloys, and composites without respect to metallurgical properties [
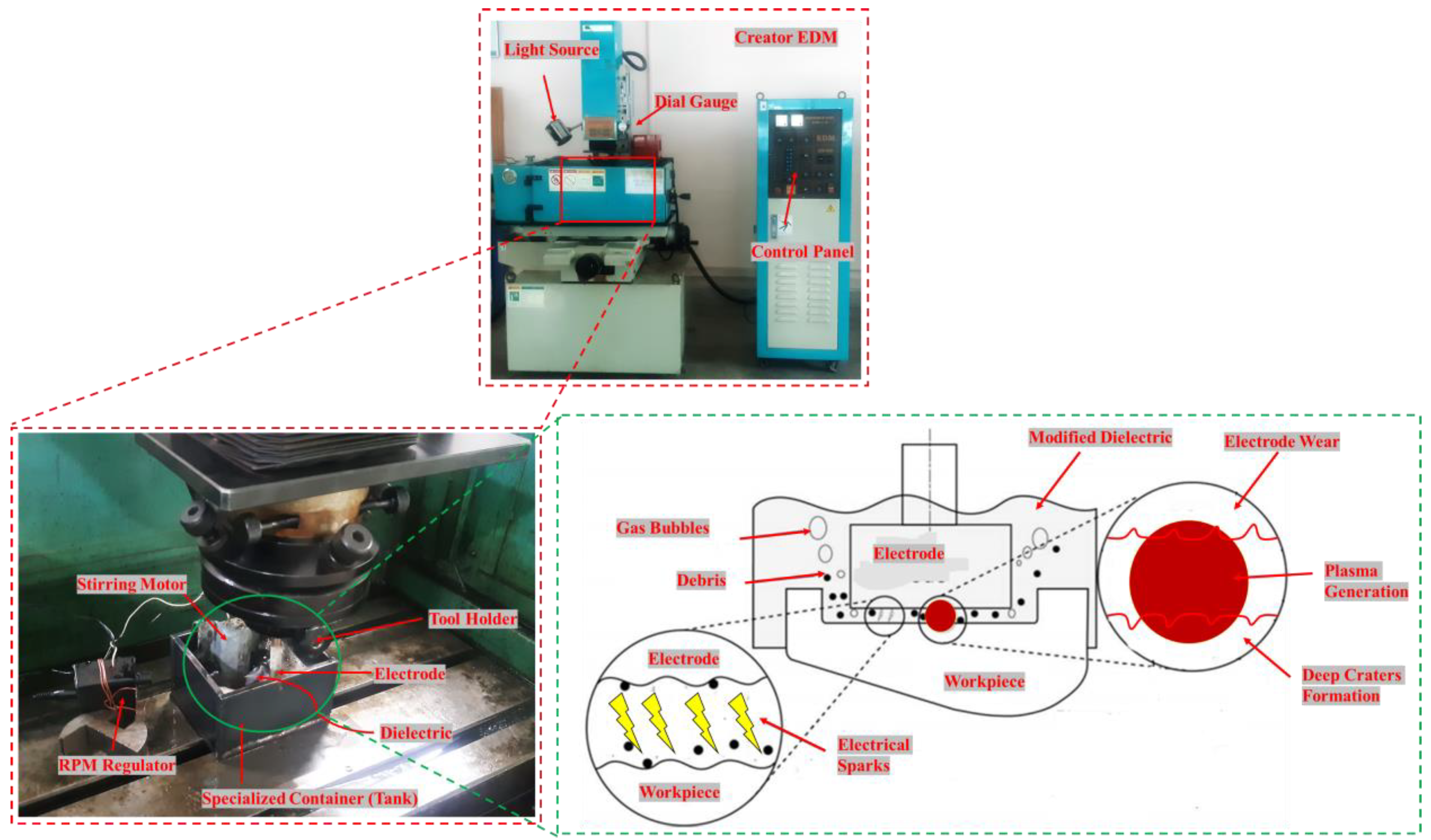
18]. EDM uses repeated electric sparks between the workpiece–electrode gap to melt and vaporize the material. Discharges create a plasma channel in the gap by ionizing the dielectric fluid surrounding the electrode [
12,
19]. The tool’s surface is opposite the object’s needed shape [
20,
21]. EDM requires dielectric fluid [
22,
23]. It cools the material during pulse off-time and flushes debris/chips from the machined surface [
24]. EDM uses several dielectrics based on need. Dielectric fluids include mineral oils, hydrocarbons, mineral seal oils, water-based dielectrics, water with and without additives, gaseous dielectrics, and powder-added dielectrics. Dielectrics differ in material removal rate (MRR), surface quality, wear ratios, and accuracy [
25,
26]. In EDM, kerosene oil is commonly utilized as a traditional dielectric liquid. However, its high flammability, minimum cutting rates, and poor performance as a result of material removal rate, tool wear rate, and surface polish make it unsuitable for operating Inconel 617 using EDM [
27]. As a result, researchers have shifted their focus away from kerosene and onto another hydrocarbon-based dielectrics, i.e., transformer oil, with a higher flash point, fire point, lower viscosity, and higher thermal conductivity. Furthermore, transformer oil produces better results than kerosene oil, but the MRR, tool wear rate (TWR), and SR obtained using it as EDM oil are insignificant [
28]. To overcome the said flaws, certain additives have been added to increase the dielectric properties and the machine reactions.
To address the restrictions of poor surface quality, an electrically conductive metal powder, such as alumina, copper, and silicon, is added to the dielectric fluid, reducing its insulating property [
29]. These conductive microparticles/nanoparticles operate as a bridge when an appropriate voltage is supplied across the tool and workpiece material. Because these powder particles are scattered, they form chains in several locations beneath the sparking area, increasing the spark gap [
30]. Fast sparking occurs when the number of sparks per unit time increases, causing the workpiece material to be removed quickly [
29,
31]. By expanding the plasma channel, added powder enhances spark density. As a result, regular sparking occurs on the material. This uniform sparking contributes to the workpiece’s smooth surface finish [
32]. However, the introduction of micro/nano-powder to the dielectric medium experienced a serious difficulty of agglomeration, which curtailed sparking through the dielectric medium and hence limited EDM performance [
33,
34]. The creation of agglomeration during EDM reduces sparking, thereby affecting output results. Surfactants lower dielectric medium surface tension and facilitate additive mixing and mobility [
35]. Surfactants are hydrophilic and lipophilic surface-active substances [
36]. Emulsifiers, which are classified as a subgroup of the substance class known as surfactants, are also employed in dielectrics to increase surface smoothness [
37].
Poor surface finish during material EDM is the key concern. Surfactants and metallic particles in dielectric media as well as electrodes treatment are used to solve the problem. Deep-cryogenically treated (CT) electrodes during EDM have solved this problem in previous investigations. Cryogenic treatment of electrodes increased wear characteristics by eliminating poor surface finish [
38]. Ozdemir [
39] performed shallow CT high Cr-Fe and low carbon cast steel at −84 °C and discovered improved wear characteristics. Shallow cryogenic treatment improved microstructure, the study found. Senthilkumar and Rajendran [
40] found that cryogenic treatment on En 19 steel increased its wear characteristics by 114% after shallow cold working and 214% after deep cold working. Jamadar and Kavade [
32] measured the SR of AISI D3 steel using a copper electrode in EDM and aluminum powder particles in IPOL oil as a dielectric. At low peak current, higher pulse on time, and six grams per liter of aluminum powder in the dielectric medium, the SR of the steel improved significantly. Jafarian [
20] used Inconel 718 alloy as base material and EDM against a square copper electrode in kerosene oil as a dielectric. By increasing the pulse on time from 120 to 240 μs, the machined specimen’s SR improved significantly, according to the author. Kumar et al. [
30] examined Inconel 718 alloy workpiece and copper electrode EDM output responses. Stirrers suspended aluminum powder in EDM oil. Suspended aluminum powder increased the specimen’s SR. The right current input parameter improved MRR and TWR output responses.
Kolli and Kumar [
18] used the Taguchi design of the experiment to determine how the surfactant and graphite powder dispersed in dielectric medium-affected titanium alloy EDM against the copper electrode. The authors found that using the least surfactant, graphite powder, and discharge current resulted in the best surface finish. Abdul Razak et al. [
41] investigated surfactant(s) addition during EDM of reaction-bonded silicon carbide against a copper electrode using EDM oil as the dielectric medium. MRR, SR, and TWR were better with the surfactant Span 20 than Span 80. Adding 0.4 weight % to the dielectric medium during EDM improved the surface finish. Li et al. [
42] evaluated the machining proficiency of EDM by taking Inconel 718 alloy as the workpiece and two different electrodes, namely simple copper and a modified electrode, i.e., Cu-SiC, during the machining operation. The authors concluded that the modified electrode provided high surface quality compared to the simple one when the machined specimen was testified. The supremacy of EDM was examined by Wu et al. [
43] by using SKD61 steel as the workpiece material and copper as the electrode, and in addition, surfactant was added to enhance the conductivity of the dielectric medium. The authors found that due to the addition of the surfactant in the dielectric medium, the output response, i.e., MRR, increased by 40%, but when the optimal settings were engaged, the said response was enhanced by 80%. The authors also claimed that the SR did not significantly deteriorate when MRR was of greater value. Kumar et al. [
38] used the cryogenic treatment on different electrodes to determine tool life and study its effects on electrode materials. The cryogenic treatment on the electrodes increased tool life by 92% and improved tribological characteristics (wear and friction coefficient), hardness, and toughness. AbdulKareem et al. [
44] examined the effect of cryogenic treatment on a copper electrode during EDM of titanium alloy. By cryogenically treating the copper electrode, the electrical and thermal conductivities increased, improving output responses.
Srivastava and Pandey [
45] examined how cryogenic treatment affected a copper electrode against high-speed steel during EDM of M2-grade steel. The authors found that cryogenic treatment on the copper electrode lowered EWR by 20% and improved surface quality by 27% compared to standard machining. Ram et al. [
46] examined the influence of cryogenic treatment on a graphite electrode during the EDM of EN31 as the base material. The authors found that the CT graphite electrode enhanced the surface finish of EN31 when the machined specimen was testified, and statistical data approaches were engaged. Jafferson and Hariharan [
47] investigated the wear properties of different electrode materials, i.e., tungsten, brass, and copper, against the workpiece material AISI304 during EDM. The authors found that a CT tungsten electrode provided better microhardness, less TWR, and better electrical conductivity compared to other electrodes.
Bartkowiak et al. [
48] explored the surface topography of steel using graphite electrodes during the EDM process and by utilizing motif and multiscale analyses. The authors found that with the change in the machining parameters the surface topography, i.e., craters, changed. Along with that, the authors also claimed that the discharge energy was the most influential effect, which results in the production of large amounts of craters. Gogolewski [
49] used spherical objects to assess the surface morphology of Ti alloy-based powder prepared using additive technology. The surface morphology was measured using a multiscale approach. The author claimed that the findings aid in the advancement of cutting-edge diagnostic systems that can examine surface topography swiftly and thoroughly across several phases of data collection and processing.
Based on the research discussed above, the effectiveness of surfactant-based dielectrics using deep cryogenically treated (CT) electrodes is still to be determined. Additionally, the surfactant(s) capacity for Inconel 617 EDM utilizing CT electrodes has not been thoroughly discovered using transformer oil. The SR of a Ni-based superalloy using CT and non-deep cryogenically treated (NT) electrodes in various dielectrics examined in this work will be a great contribution to impeding the recast layer and obtaining a better surface finish during the EDM process. The experiment used CT and NT electrodes with distinct dielectrics with the addition of surfactants in transformer oil. Energy-dispersive X-ray spectroscopy (EDS) analysis was also explored to investigate the deposition of materials on the workpiece surface after EDM. The optimal dielectric and electrode are recommended and tested for this project.
3. Results and Discussion
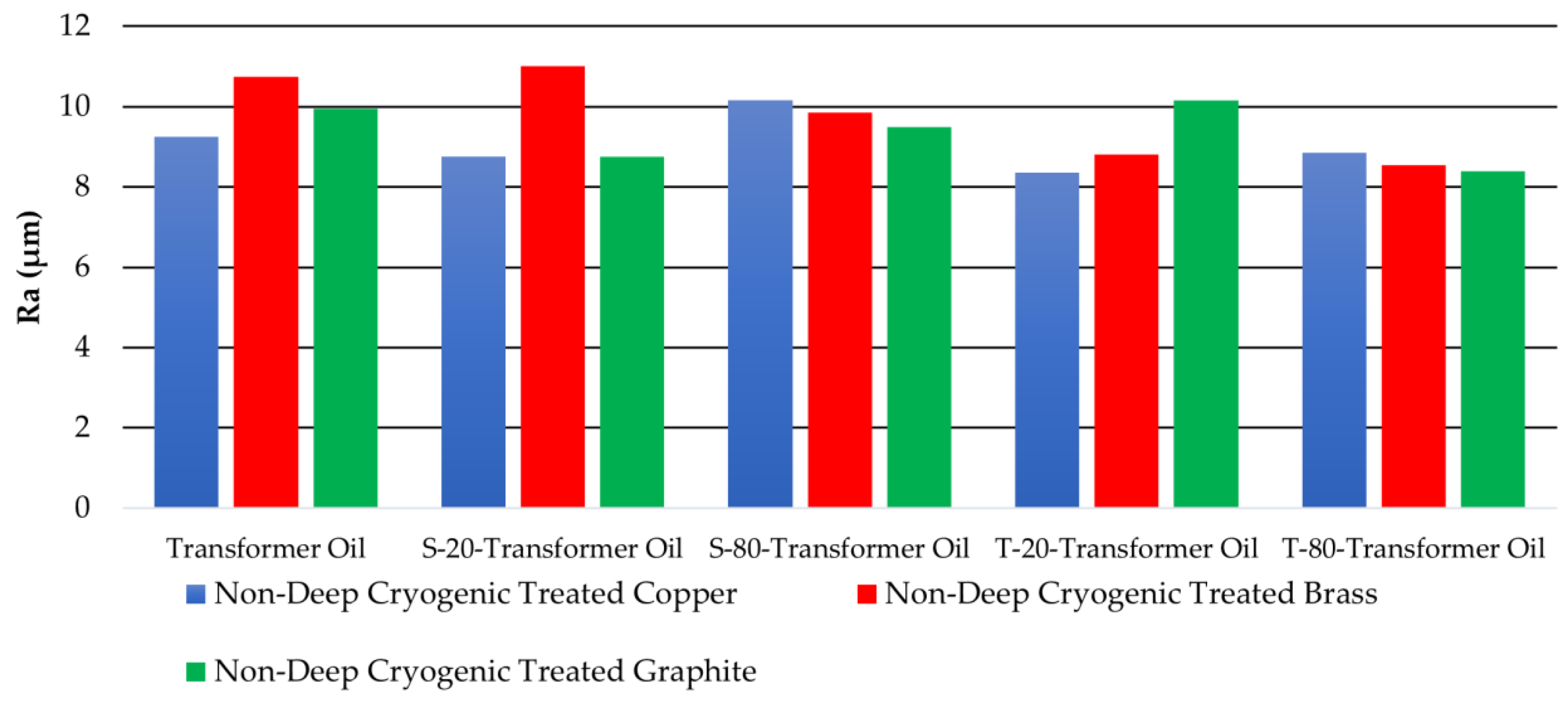
The machining performance of EDM of Inconel 617 in terms of surface roughness (SR) is evaluated using deep-cryogenically treated (CT) and non-deep cryogenically treated (NT) electrodes under different types of modified dielectric media to determine the effect of machining on the Ni-based superalloy. The results pertaining to SR, along with results due to NT electrodes, are presented in the form of bar charts, as shown in
Figure 4.
EDM was used to study the effect of regime change—dielectric medium and electrode material in terms of surface roughness (SR)—on Inconel 617’s surface. In pure transformer oil, non-deep cryogenically treated (NT) Copper (Cu)-electrodes have the lowest SR, 9.25 μm. The high flash point (140 °C) of transformer oil and the high breakdown voltage (56.8 kV) of the dielectric utilized in this investigation explain the low SR in pure transformer oil due to the NT Cu-electrode. The transformer oil’s high flash point prevents erratic sparking and lowers the machined specimen’s SR.
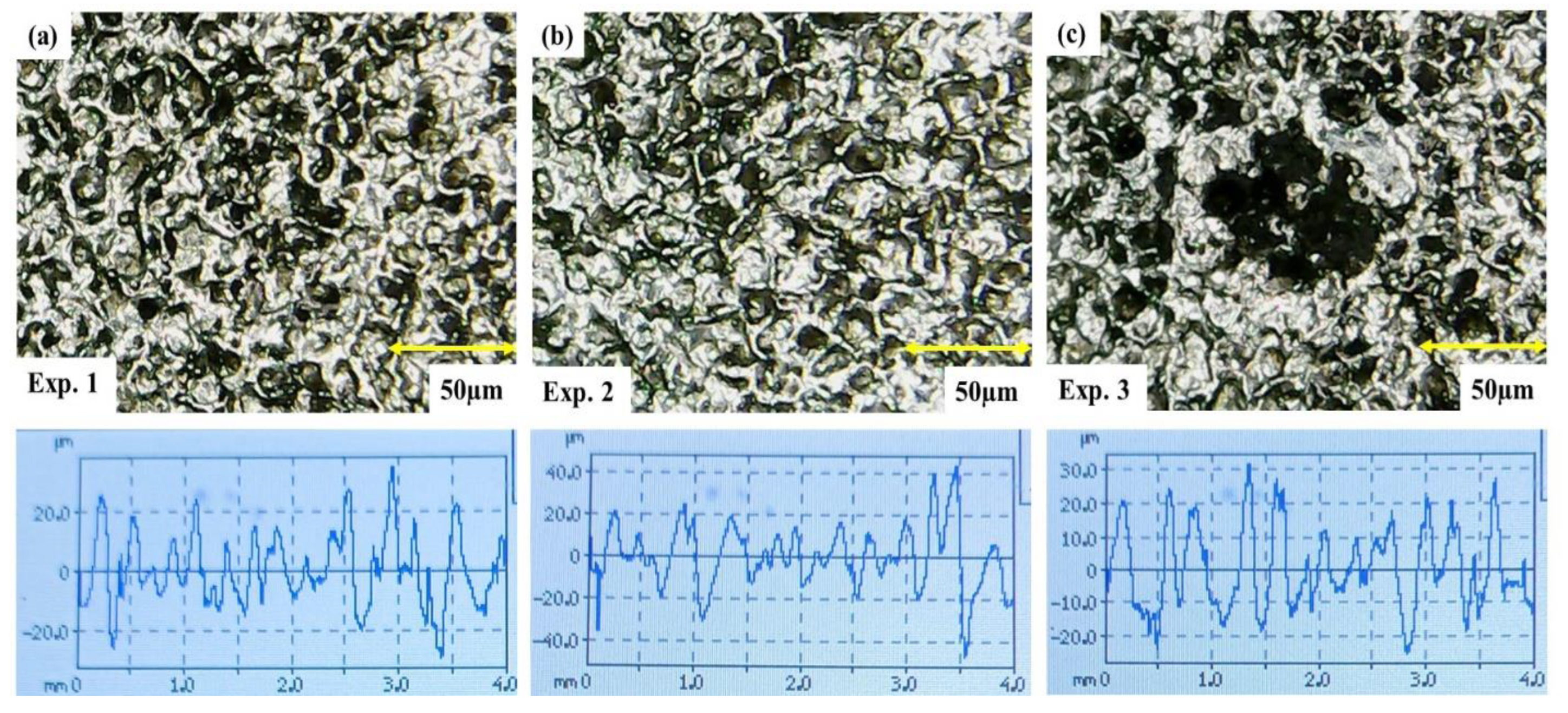
Figure 5a shows EDM-formed shallow craters on an Ni-based superalloy. Additionally, the Taylor Hobson roughness meter graph showed the machined profile’s low SR. The machining capability of EDM was investigated using an NT graphite electrode in pure transformer oil. It was found that the NT graphite electrode ranked second in achieving the minimum SR (9.95 µm) during the cutting phenomenon of Ni-based superalloy. The reason for the second-highest SR is due to the high pulse on time (100 µs), which leads to the generation of irregular and nonuniform sparking. This irregular sparking produced deep craters on the surface of Inconel 617 during EDM. The microscopic image shown in
Figure 5c illustrates the high SR and depicts the deep crater formed on the machined profile. The graph attached below the microscopic image in
Figure 5c demonstrates the peak values, which are an indication of high SR. In pure transformer oil, the NT brass electrode had the highest SR, 10.75 μm. Pure transformer oil had the greatest SR value because brass has the lowest melting point (990 °C) of the electrodes utilized in this investigation. The spark density melts and solidifies Ni-based superalloy due to its low melting point. The phenomenon increased the SR of the specimen due to the brass electrode, and the microscopic image shown in
Figure 5b indicates the presence of shallow and wide craters.
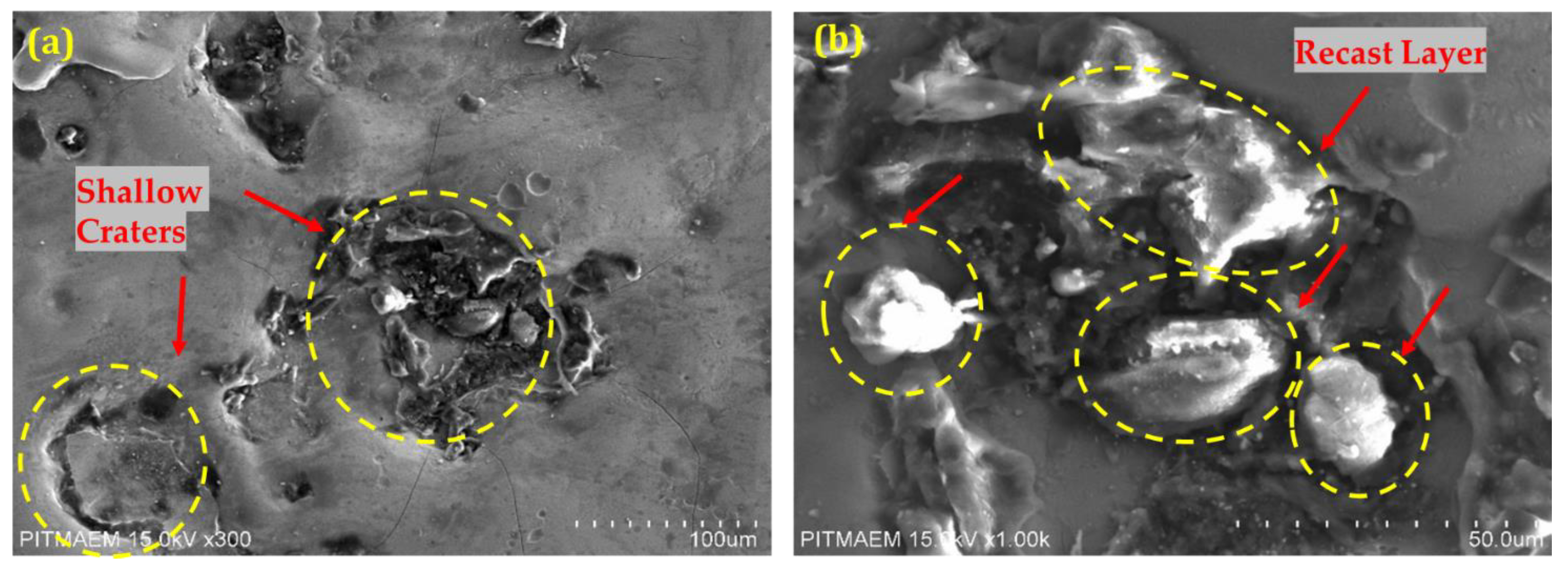
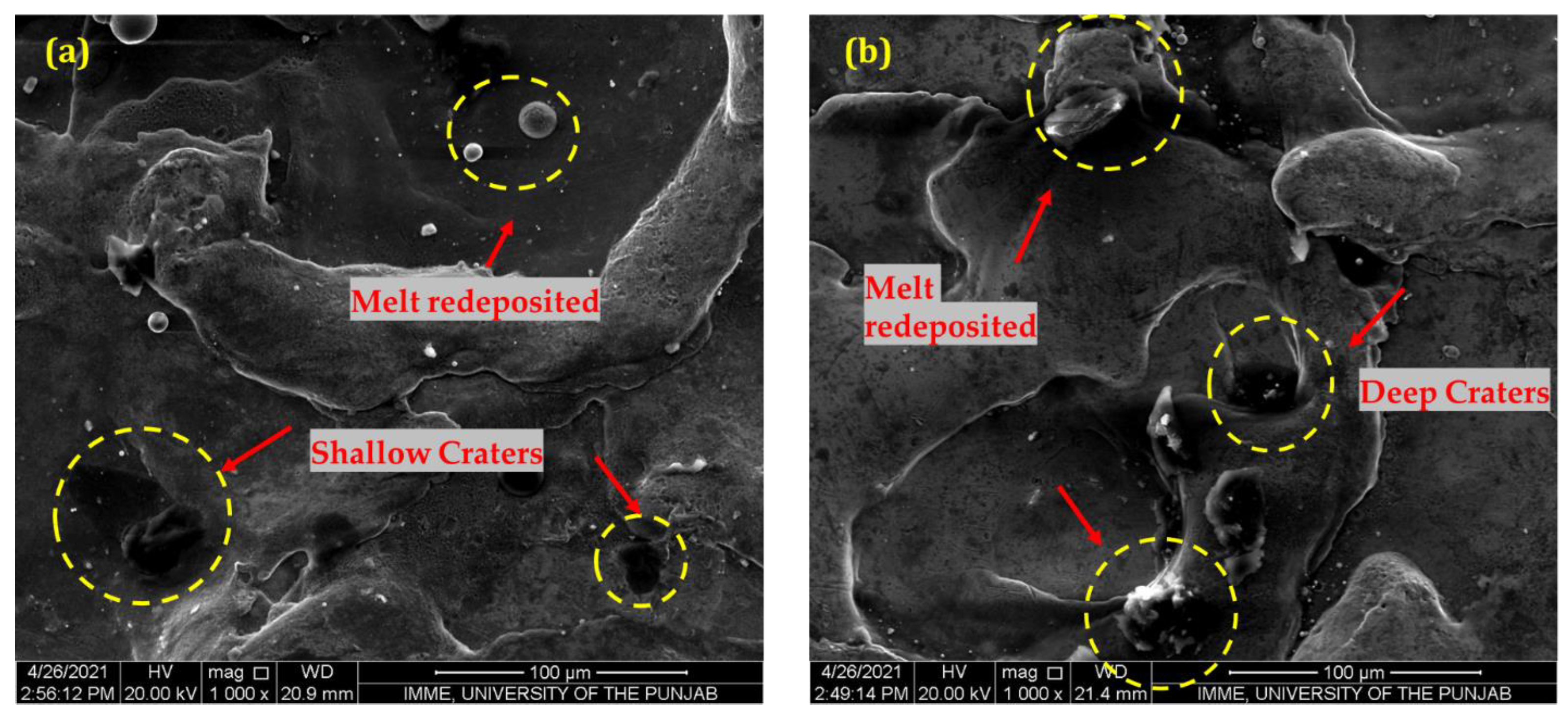
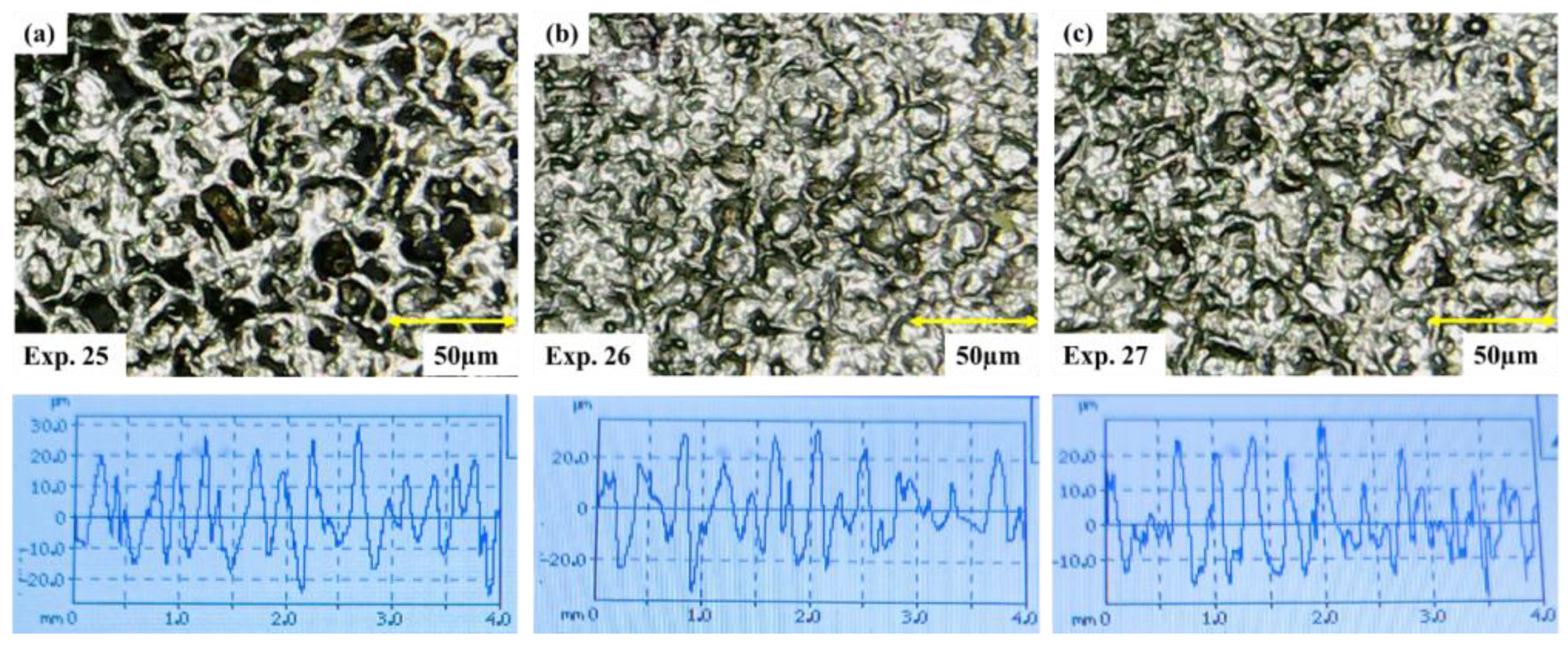
S-20, a span representative, was studied for EDM using several NT electrodes. When non-deep cryogenically treated (NT) copper (Cu) and graphite electrodes are machined against Inconel 617 in S-20–transformer oil, they offer the same lowest value of surface roughness (SR) 8.75 μm, which is 5.4% and 12.1% lower than in pure transformer oil. S-20 disperses dielectric molecules, which directly did not agglomerate the degraded particles of the Ni-based superalloy, reducing the SR of NT Cu and graphite electrodes. The Cu and graphite electrode and S-20 in transformer oil after EDM provide Inconel 617 with a low SR. The SEM analysis is shown in
Figure 6a, representing shallow craters that illustrate better surface finish. EDM was used to measure SR using an NT brass in S-20–transformer oil-modified dielectric. The NT brass provided the maximum SR, i.e., 11.0 µm, compared to other electrodes, and an increment of 2.2% was found using S-20–transformer oil relative to pure transformer oil. The reason for the increment in the SR is due to the NT brass electrode employed possessing the low electrical conductivity of brass (16 × 10
6 S/m). Due to the low electrical conductivity and low melting temperature (990 °C) of the brass, eroded material melted and resolidified on the machined profile of the said superalloy. To justify this, the specimen machined by the NT brass electrode was testified using SEM. The SEM image shown in
Figure 6b depicts the presence of the recast layer on the surface of Inconel 617. This recast layer is the primary reason for the increment in SR of the nickel (Ni)-based superalloy even after the addition of surfactant.
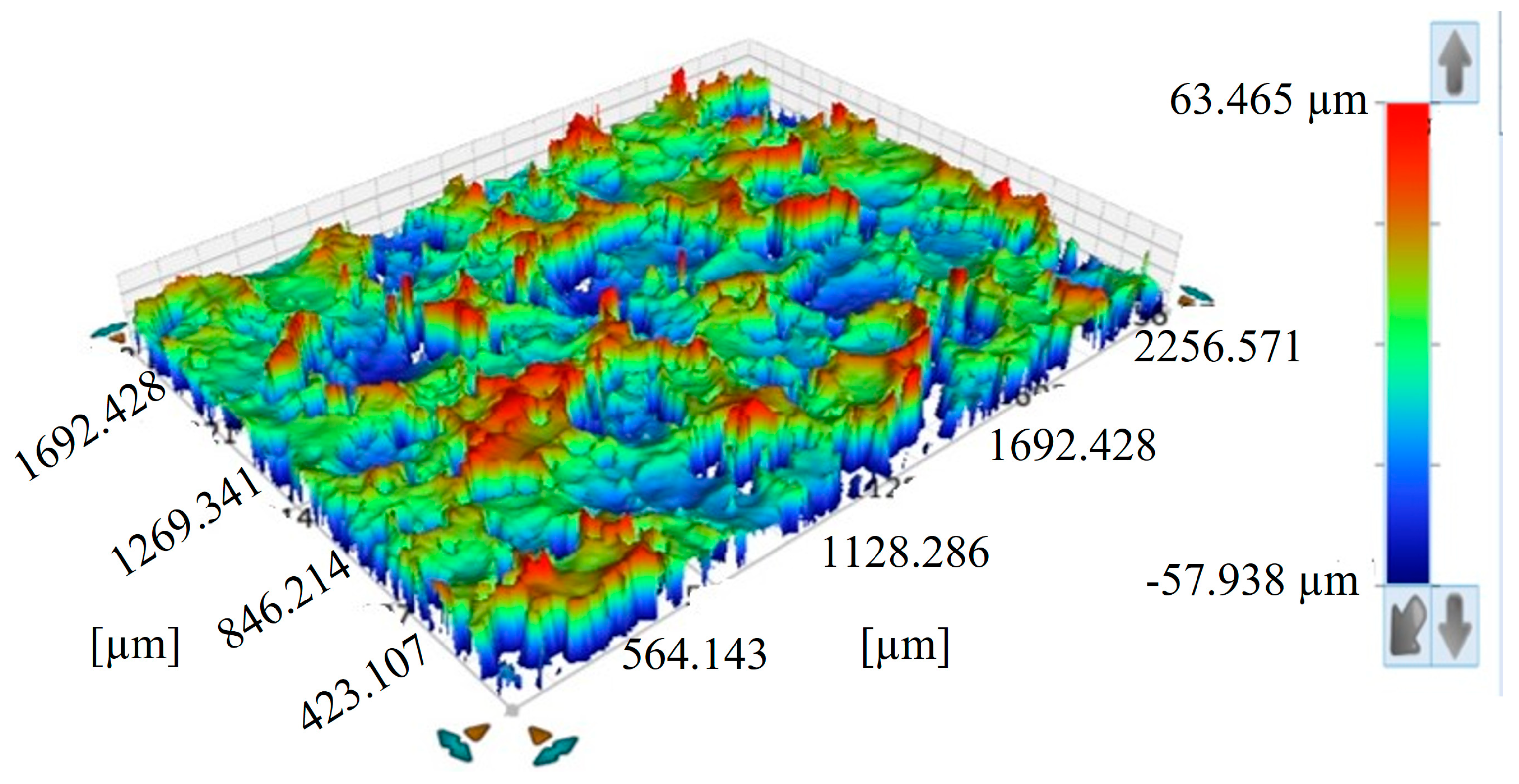
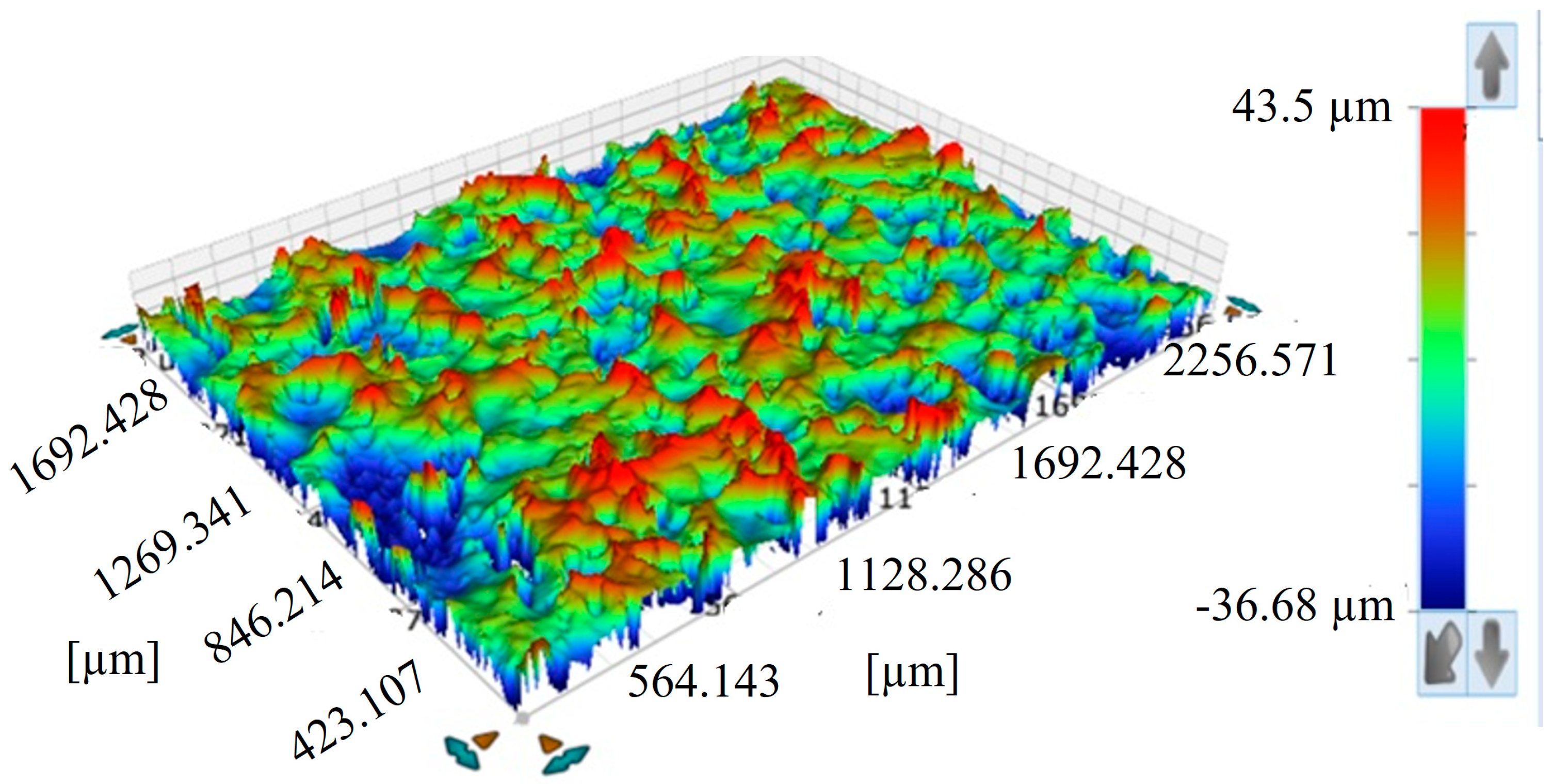
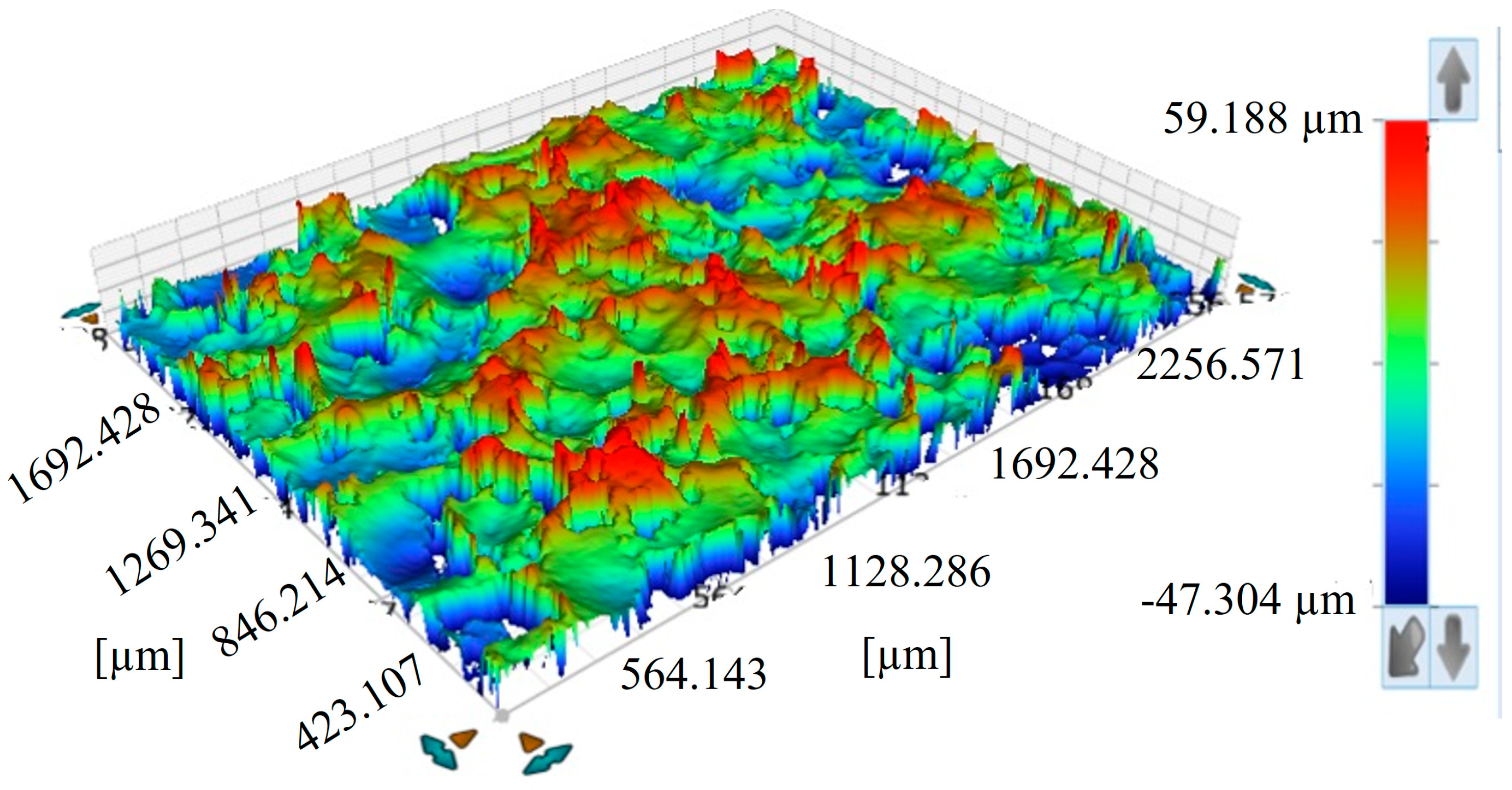
Figure 7 shows a 3D surface profilometry of superalloy in S-20–transformer oil with NT brass, showing heightened peaks and valleys and a higher average Ra.
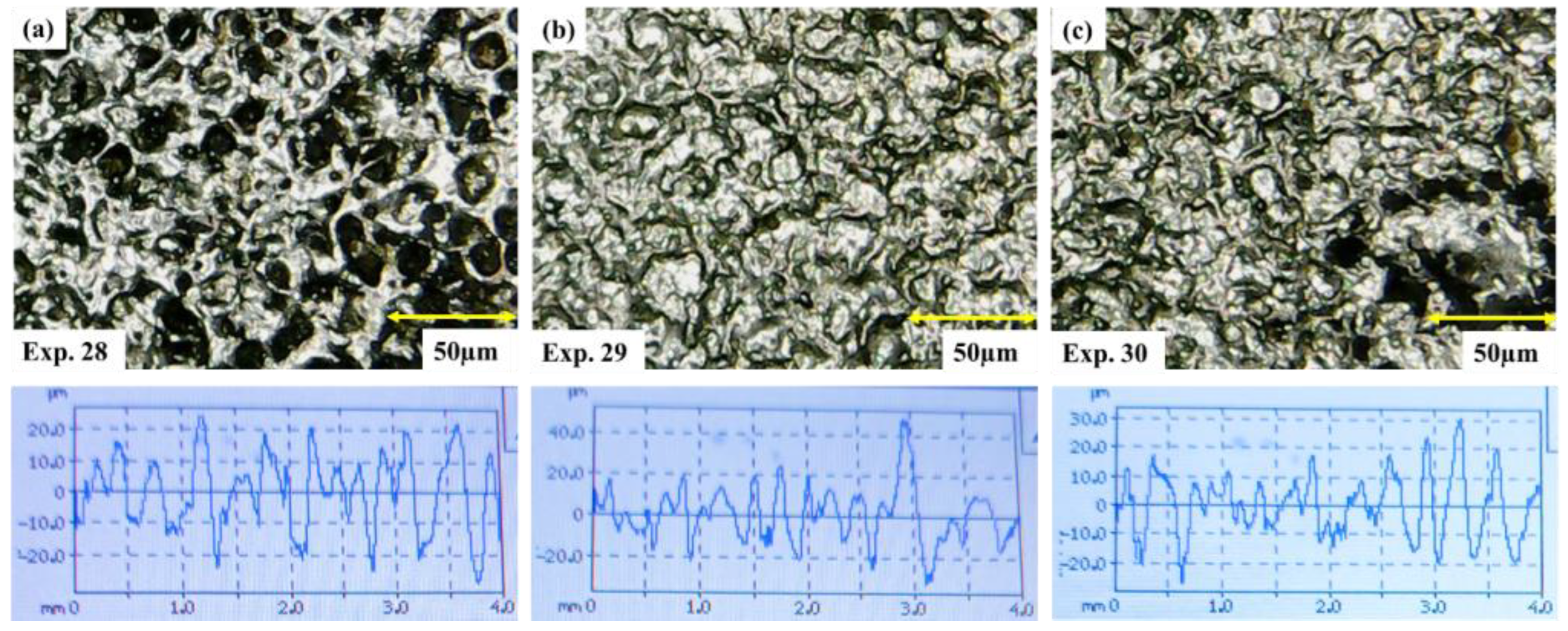
During Inconel 617 machining using S-80-transformer oil, the non-deep cryogenically treated (NT) graphite electrode had the lowest surface roughness (SR), 9.5 μm. The rough surface in S-80-transformer oil was 9.7% more uneven than the profile acquired in S-20–transformer oil. NT graphite’s porousness and lower electrical conductivity (0.3 × 106 S/m) explain why S-80’s modified dielectric SR was higher than S-20’s. Graphite’s characteristics caused erratic sparking. Thus, irregular and nonuniform sparking at a high pulse on time (100 μs) melts more material, but in pulse off time, this eroded material resolidifies on the surface of Ni-based superalloy, resulting in poor surface quality. NT brass electrodes were used to study EDM machining efficiency. The S-80–transformer oil-modified dielectric had the second-lowest SR (9.85 μm). Compared to S-20–transformer oil, S-80–transformer oil had 10.5% more designed surface. The reason for the greater surface finish in S-80 is linked with its high flash point (186.2 °C) and that of the dielectric medium (140 °C); because of the high flash points, the burning phenomenon did not take place and provided a greater surface finish in the modified dielectric of S-80 surfactant. The NT copper (Cu) electrode produced the highest SR (10.15 μm) in Inconel 617 machining using the S-80–transformer oil dielectric. S-80–transformer oil’s SR was 13.8% higher than that of S-20–transformer oil due to the NT Cu electrode’s rougher surface. Cu’s high electrical conductivity (59 × 106 S/m) caused the NT Cu electrode’s high SR. The S-80’s poor surface quality was caused by the NT Cu electrode’s increased electrical conductivity eroding more material from Inconel 617.
The representative of tweens, T-20, with varied NT electrodes machining nickel (Ni)-based superalloy, was used to determine EDM’s proficiency.
Figure 4 shows that the NT Cu electrode had the lowest SR (8.35 μm) in the T-20–transformer oil-modified dielectric, 13.8% better than S-80. T-20 had the highest HLB (16.7), which lowered SR and improved value compared to S-80 surfactant-based modified dielectric. Therefore, the higher the HLB was, the lower the tension of the dielectric was, which resulted in the impeding of the phenomenon of eroded debris agglomeration. SEM was performed on the machined profile of Ni-based superalloy gained after engaging with the NT Cu and T-20 surfactant, as shown in
Figure 8a. The SEM image of the machined specimen shown in
Figure 8. depicts the shallow craters formed, which is an indication of good surface finish.
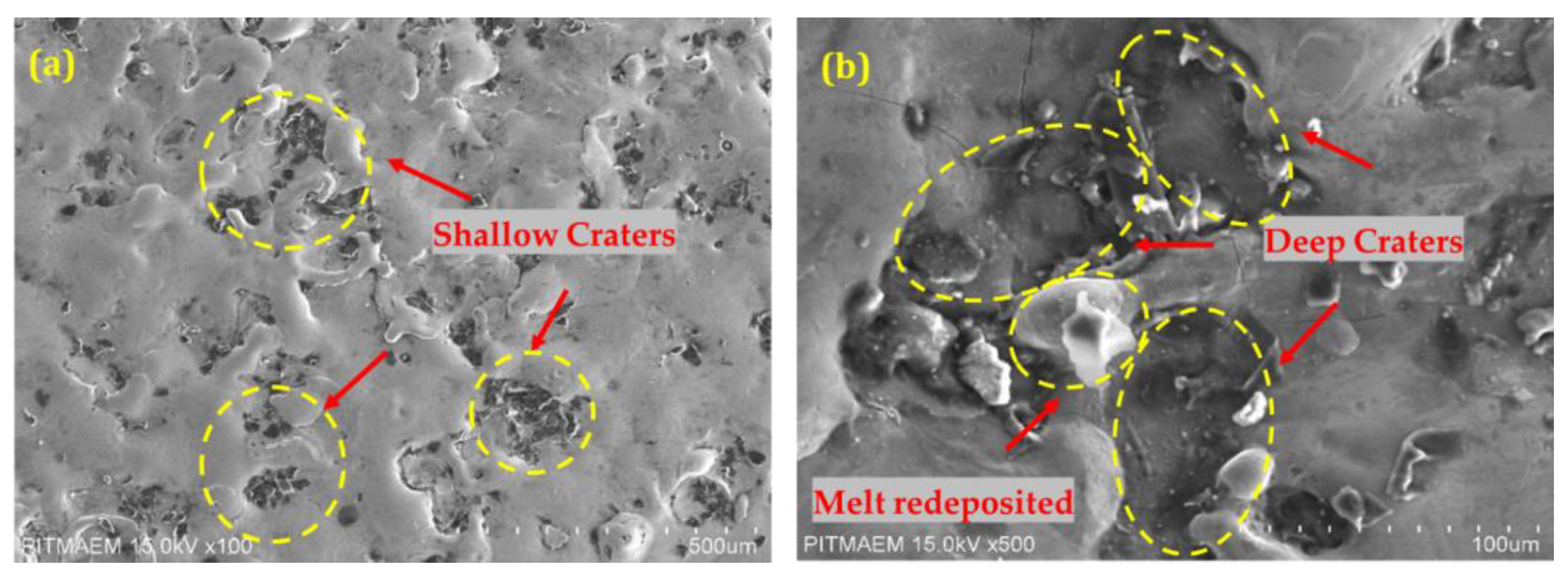
Figure 9 shows a 3D surface profilometry in T-20–transformer oil dielectric with NT Cu, showing short-heightened peaks and troughs. The NT brass electrode had the second-lowest SR (8.8 μm) in T-20–transformer oil during Inconel 617 machining. Compared to the machined surface in S-80–transformer oil, a refined machined surface was achieved in T-20–transformer oil, which was a 10.7% improved surface compared to the machined surface gained in the case of S-80 with the same electrode. The reason for the low SR is due to the NT brass electrode being linked with the said findings in the case of the NT Cu electrode and T-20 surfactant. The machining performance of EDM due to use of an NT graphite electrode was investigated against the work part and in the presence of the T-20–transformer oil dielectric medium. The NT graphite provided the highest SR (10.15 µm), which was 6.4% higher than the value achieved using S-80–transformer oil. The porous nature of NT graphite is the primary reason for the highest SR even with the highest HLB of the T-20. This porosity of the graphite electrode causes an agglomeration phenomenon that leads to the poor surface finish in the modified dielectric of T-20. Moreover, the SEM image shown in
Figure 8b depicts the melts redeposited and deep craters that increased the SR of the base material.
The non-deep cryogenically treated (NT) graphite electrode had the lowest surface roughness (SR) (8.4 μm) with Inconel 617 and T-80–transformer oil-modified dielectric metal. T-80–transformer oil with NT Graphite had 17.2% lower machining performance than S-80. Graphite had the greatest melting point (3350 °C) of all electrodes, which lowered SR in T-80–transformer oil-modified dielectric. This high melting point prevented electrode melting and vaporization, resulting in a high surface finish.
Figure 10c shows small, shallow craters on the machined specimen, indicating a higher surface quality. In T-80–transformer oil, the NT brass had the second highest SR, 8.55 μm. The T-80–transformer oil with NT brass yielded 2.8% less than the T-20–transformer oil dielectric medium. The fact that greater surface finish was achieved due to NT brass electrode is due to brass having lower electrical conductivity (16 × 10
6 S/m), and this lower electrical conductivity incorporated with the second highest HLB value (15) of T-80 to flush away the eroded material during the pulse-off time. In this way, solidification of worn debris is avoided, which helps in achieving a better surface finish.
Figure 10b shows a microscopic view of the nickel (Ni)-based superalloy’s machined profile with shallow craters. The potentiality of EDM was tested in the presence of T-80–transformer oil dielectric medium and NT copper (Cu). SR, 8.85 μm, was 5.60% larger than that achieved during machining using NT Cu and T-20–transformer oil. The NT Cu electrode had high SR because Cu has high electrical conductivity (59 × 10
6 S/m) compared to other electrodes tested in this investigation. Cu sparks irregularly and erodes material due to its strong electrical conductivity.
Figure 10a shows deep and small superalloy craters.
The following is the overall summary of non-deep cryogenically treated (NT) electrode performance during the EDM of nickel (Ni)-based superalloy. The NT copper (Cu) electrode provided the lowest surface roughness (SR) (8.35 µm) in the T-20–transformer oil-modified dielectric medium. The machined surface obtained in the presence of modified dielectric medium (T-20–transformer oil) was 9.7% more improved and refined than the machined profile achieved without the use of surfactant. The NT graphite electrode was observed as ranking second in achieving the lowest SR (8.4 µm) in the presence of T-80–transformer oil during the machining of hard-to-cut superalloy. An enhancement of 15.6% in the machined profile was observed when the Inconel 617 was cut in the presence of modified dielectric (T-80–transformer oil). The NT brass electrode achieved the lowest SR (8.55 µm) in the same modified dielectric, i.e., T-80–transformer oil. It was found that if T-80–transformer oil dielectric is used, then an improvement of 20.5% can be achieved in the machined surface other than if the pure transformer oil dielectric is considered. The graph shown in
Figure 11. elaborates on the proficiency of NT electrodes in achieving the maximum and minimum values of SR in different modified dielectrics.
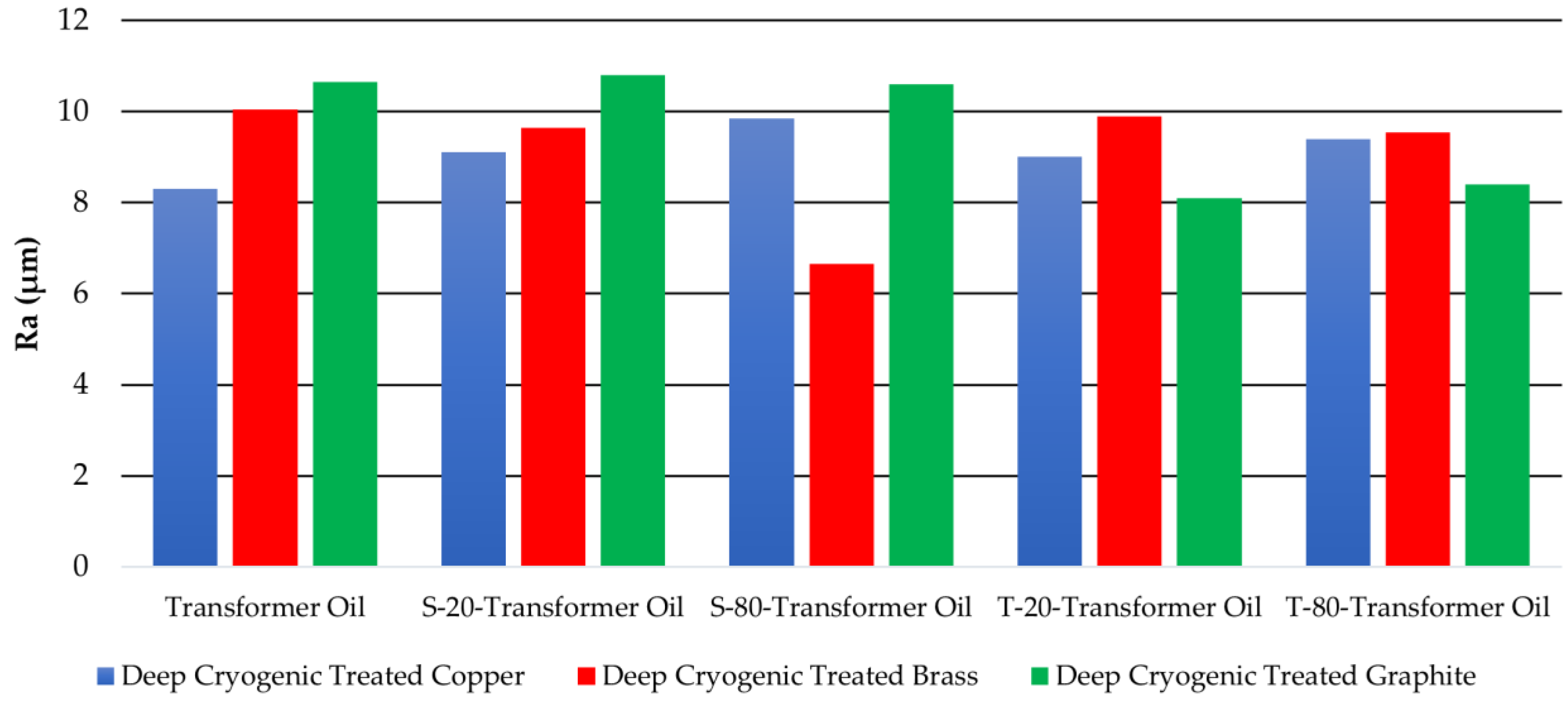
The machining ability of EDM of Inconel 617 in terms of surface roughness (SR) was investigated using deep cryogenically treated (CT) electrodes under different types of modified dielectric media. The results pertaining to SR, along with results due to CT electrodes are presented in the form of a bar chart, shown in
Figure 12.
Different deep cryogenically treated (CT) electrodes and modified dielectrics were used to investigate Inconel 617 surface roughness (SR) in EDM.
Figure 12 shows that the CT copper (Cu) electrode had the lowest SR of 8.3 μm in pure transformer oil compared to other cryogenic electrodes. The SR value was 10.3% better than the NT Cu electrode with the same dielectric medium. Cryogenic treatment refines the grain structure, preventing erratic sparking and lowering SR, resulting in higher surface quality in pure transformer oil. In pure transformer oil CT, copper achieved less SR, i.e., a better surface finish than the non-deep cryogenically treated (NT) electrode. This is quite understandable considering the phenomenon of crater size. Craters were larger and deeper on the surface machined using the NT Cu electrode as compared to CT electrodes, as shown in
Figure 13a. It is well known that smaller crater dimensions result in a better surface finish [
55]. Yildiz et al. [
56] also reported that the use of CT electrodes results in lower SR compared to NT electrodes. The proficiency of EDM was evaluated using a CT brass electrode against work part 617 in pure transformer oil. It was found that the CT brass stood second in achieving the lowest SR (10.05 µm) in the pure transformer oil. The machined surface achieved in the case of CT brass and pure transformer oil dielectric showed a 6.5% improved machined surface compared to the NT brass electrode. The surface asperities achieved due to the NT brass electrode were rougher and more crowded than the surface achieved in the case of the CT brass electrode.
Figure 13b depicts those asperities as more random and wider in the NT scenario than the profiles achieved after the cryogenic treatment on the brass electrode. CT graphite achieved the highest SR (10.65 µm) in pure transformer oil compared to other CT electrodes. The reason for the high SR value due to the CT graphite electrode is that the low electrical conductivity (0.3 × 10
6 S/m) is assisted by cryogenic treatment. Moreover, the porous nature of the graphite electrode also improved due to said treatment, and these two properties were enhanced and incorporated to uplift the outcome response. The microscopic image shown in
Figure 13c illustrates that even the CT graphite electrode achieved a higher SR compared to the NT graphite electrode, but the burn marks were reduced, which were produced by irregular sparking due to cryogenic treatment on the graphite electrode.
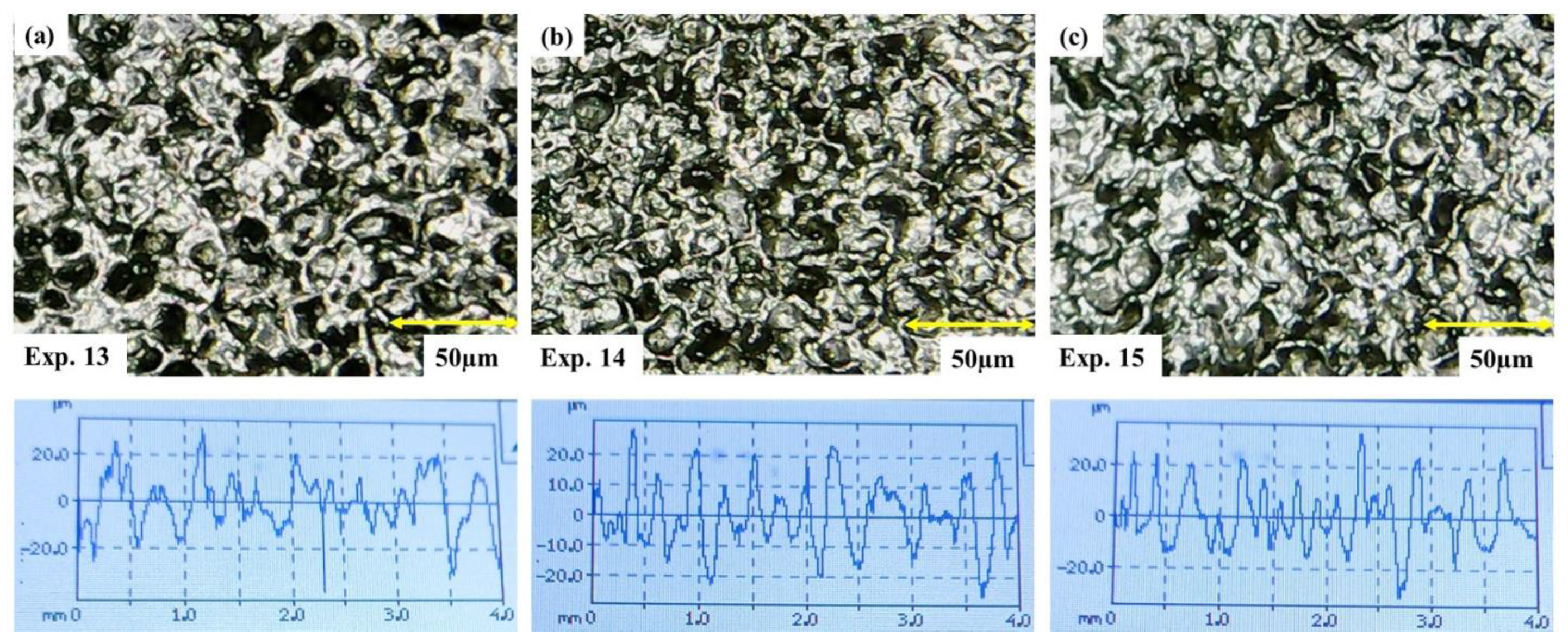
S-20 with transformer oil as dielectric and various deep cryogenically treated (CT) electrodes against an Inconel 617 work part were used to measure EDM potentiality. In the modified dielectric, S-20–transformer oil, the CT copper (Cu) electrode had the lowest surface roughness (SR), 9.1 μm. SR was 8.8% greater than CT Cu–pure transformer oil. Cryogenic treatment helps Cu’s electrical conductivity (59 × 10
6 S/m) increase the SR value. Due to the assistance of cryogenic treatment in conductivity, higher spark density was produced during the pulse on time, and greater melting and vaporization occurred, which led to a poor surface finish. The microscopic image shown in
Figure 14a describes the smaller but shallow crater formation on the surface of a Ni-based superalloy, which is an indication of poor surface finish. SEM of the specimen, machined using a CT Cu electrode in S-20–transformer oil dielectric, was performed, as shown in
Figure 15a. The SEM image also shows a little melt redeposited on the surface of the Inconel 617, which is an indication of a greater surface finish.
Figure 12 depicts that the CT brass electrode achieved the second lowest SR with a value of 9.65 µm in the presence of S-20–transformer oil and, compared to the values with pure transformer oil in CT brass and S-20–transformer oil in non-deep cryogenically treated (NT) brass, improvements of 4.0% and 12.3% in SR value were observed using the same electrode. The reason for achieving a better surface finish is due to the CT brass electrode linked with the addition of S-20 in transformer oil. The surfactant addition in the dielectric medium lowers the surface tension of the dielectric, which incorporates flushing away the debris from the workpiece material. Due to this recast layer, a better surface finish is achieved.
Figure 14b depicts the more refined surface of the specimen due to S-20 addition, and the cryogenic treatment on the electrode. The performance of EDM was evaluated using CT graphite against the machining of the said work part in S-20–transformer oil. CT graphite electrode achieved the highest SR value in S-20–transformer oil, and there was an increase in the value of SR by 1.40% compared to the value gained in pure transformer oil. The reason for the increment in the SR due to the CT graphite electrode is that the porous nature of graphite is improved by the treatment and the conductivity of graphite is therefore assisted by the said treatment. These characteristics are responsible for providing a poor surface finish. The microscopic image shown in
Figure 14c, describes the poor surface finish achieved in S-20–transformer oil due to the CT graphite electrode. Taylor Hobson’s SR graph also depicts higher average surface roughness (R
a) peaks, which is an indication of poor surface finish. The SEM shown in
Figure 15b illustrates the high deposition of melts redeposited that increased the SR of the specimen.
Figure 16 shows a 3D surface profilometry of Inconel 617 in S-20–transformer oil dielectric with CT graphite, showing heightened peaks and valleys and a higher average R
a value.
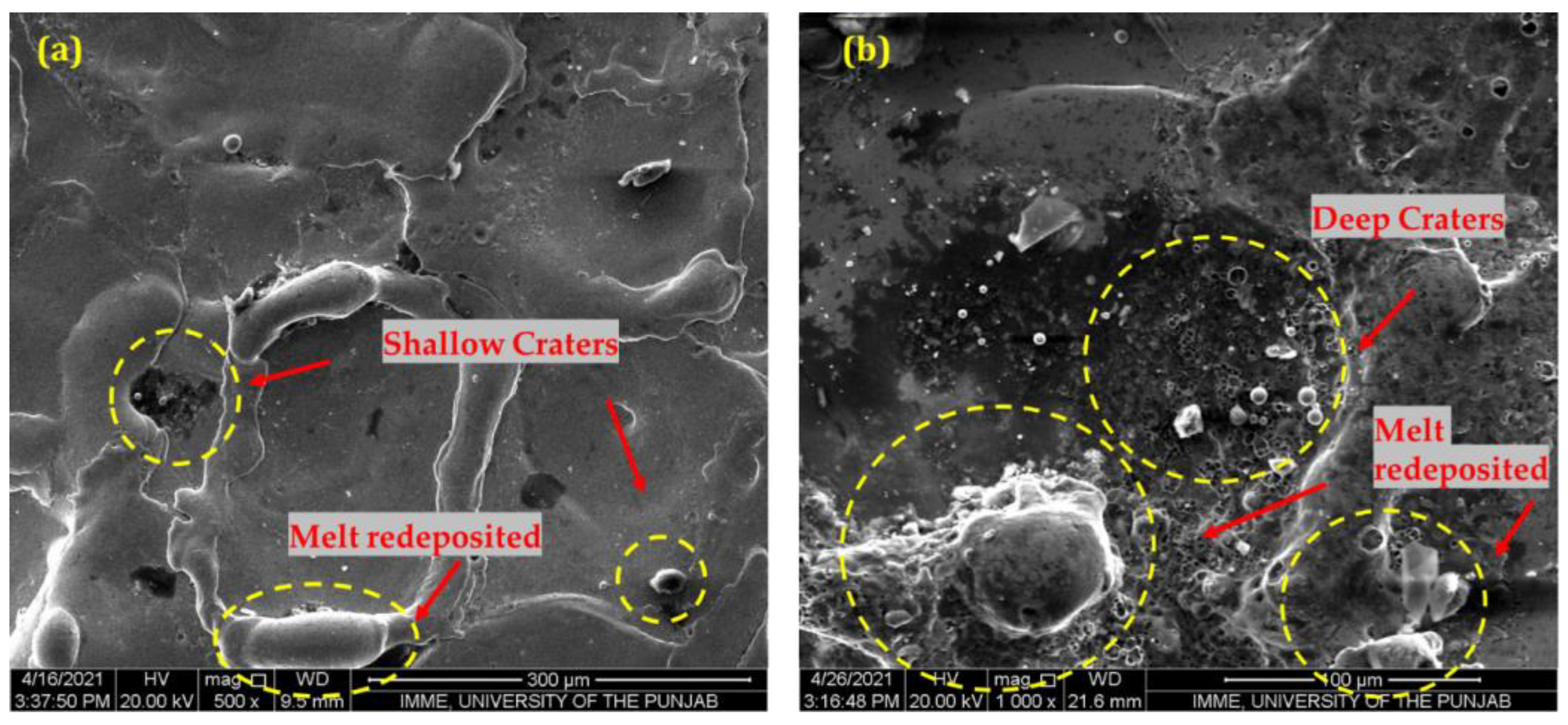
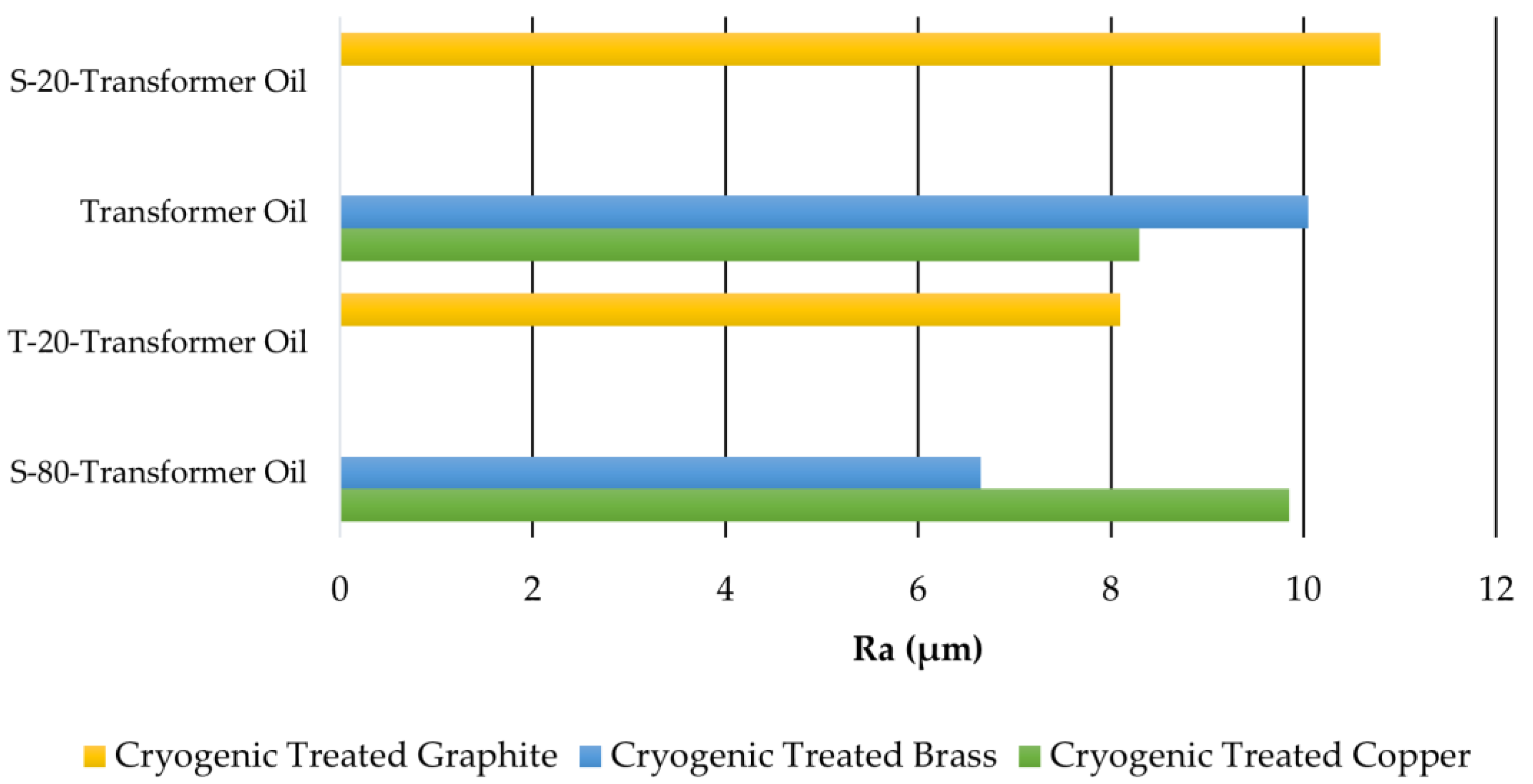
It was revealed that the deep cryogenically treated (CT) brass electrode stood first in achieving the lowest surface roughness (SR) value, and the minimum value of SR was 6.65 µm compared to other CT electrodes in the S-80–transformer oil. The reduction in SR value was 31.1% and 32.5% compared to the value obtained using the S-20–transformer oil in CT brass and S-80–transformer oil in non-deep cryogenically treated (NT) brass, respectively. The reason for the improvement in the surface finish is linked to the high flash point of S-80 (186.2 °C) and the high flash point of the transformer oil (144 °C). The high flash point of the dielectric and surfactant impedes the flammability of the dielectric during the pulse on time, and the surfactant’s addition curtails the surface tension of the dielectric. These two characteristics of the dielectric and the surfactant incorporated uplifting the surface finish of the CT brass electrode in the modified dielectric of S-80–transformer oil during the EDM of Inconel 617. SEM was performed on the nickel (Ni)-based superalloy after EDM due to the CT brass electrode in the modified dielectric T-80–transformer oil, as shown in
Figure 17a. The SEM result pertains that shallow craters were formed on the surface of the machined specimen, which is an indication of an excellent surface finish.
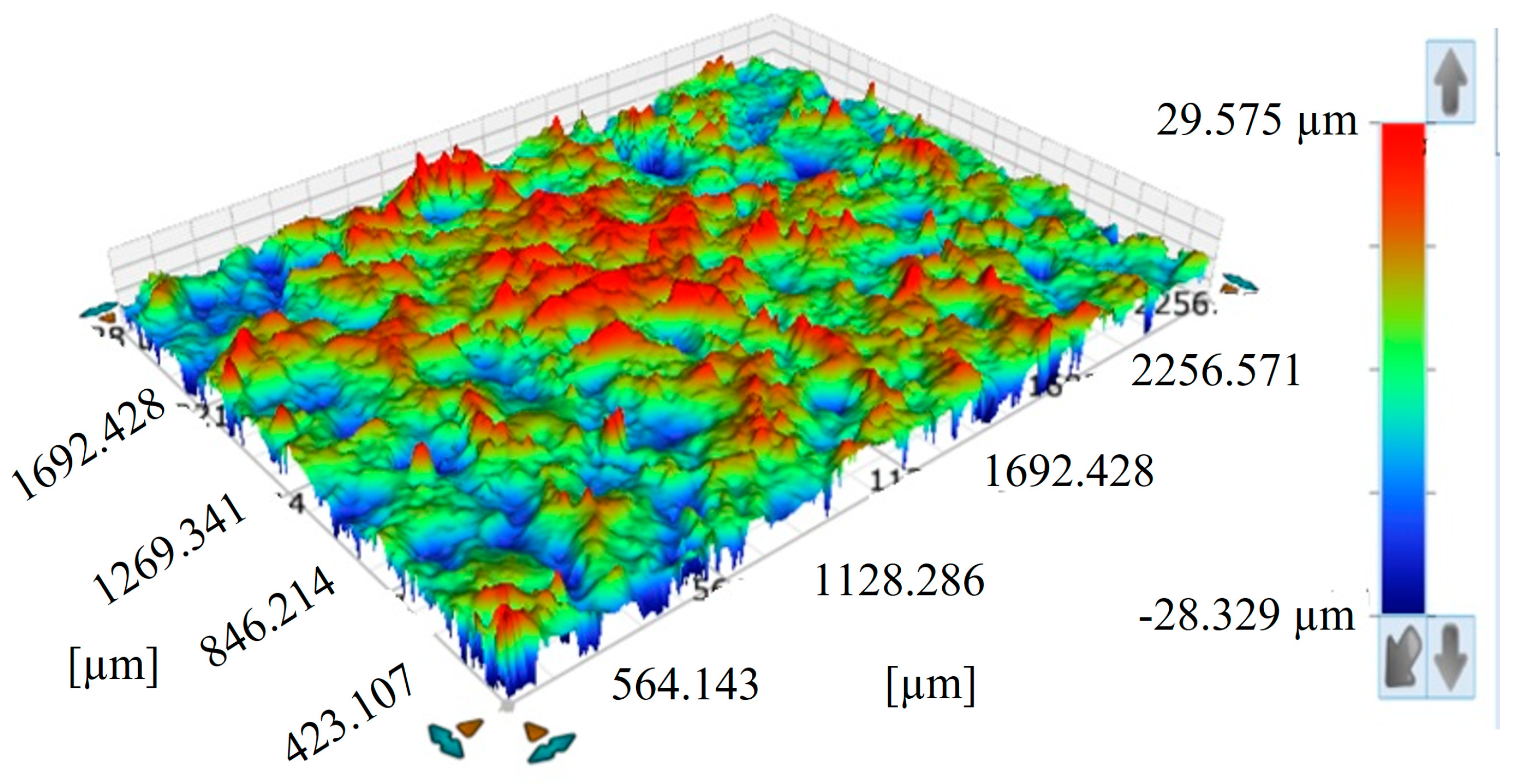
Figure 18 shows a 3D surface profilometry in S-80–transformer oil with CT brass, showing minor peaks and valleys. The CT copper (Cu) electrode, with the second lowest SR (9.85 μm), determined the EDM performance. S-80–transformer oil had 7.60% more SR than S-20. Cryogenic treatment helps Cu’s electrical conductivity (59 × 106 S/m) increase the SR value. Due to the assistance of cryogenic treatment in conductivity, greater spark density was produced during the pulse on time, and greater melting and vaporization occurred, which led to a poor surface finish. The SEM image shown in
Figure 17b depicts a high volume of melts redeposited, which increased the SR and the basic reason for the high SR of the machined specimen. The supremacy of EDM was evaluated using a CT graphite electrode and workpiece, i.e., Inconel 617 in the presence of S-80–transformer oil dielectric. It was found that the CT graphite electrode ranked third in maximum SR (10.60 µm), and this value was 1.90% less than the value achieved in the S-20–transformer oil-modified dielectric medium. The reason for the reduction in SR in the presence of S-80–transformer oil-modified dielectric is that graphite has the highest melting point (3350 °C) compared to other electrodes. This high melting point impeded the high melting and vaporization of the electrode due to which a high surface finish was achieved. Moreover, the high breakdown voltage of transformer oil (56.8 kV) was the other reason for the reduction in SR in the S-80–transformer oil.
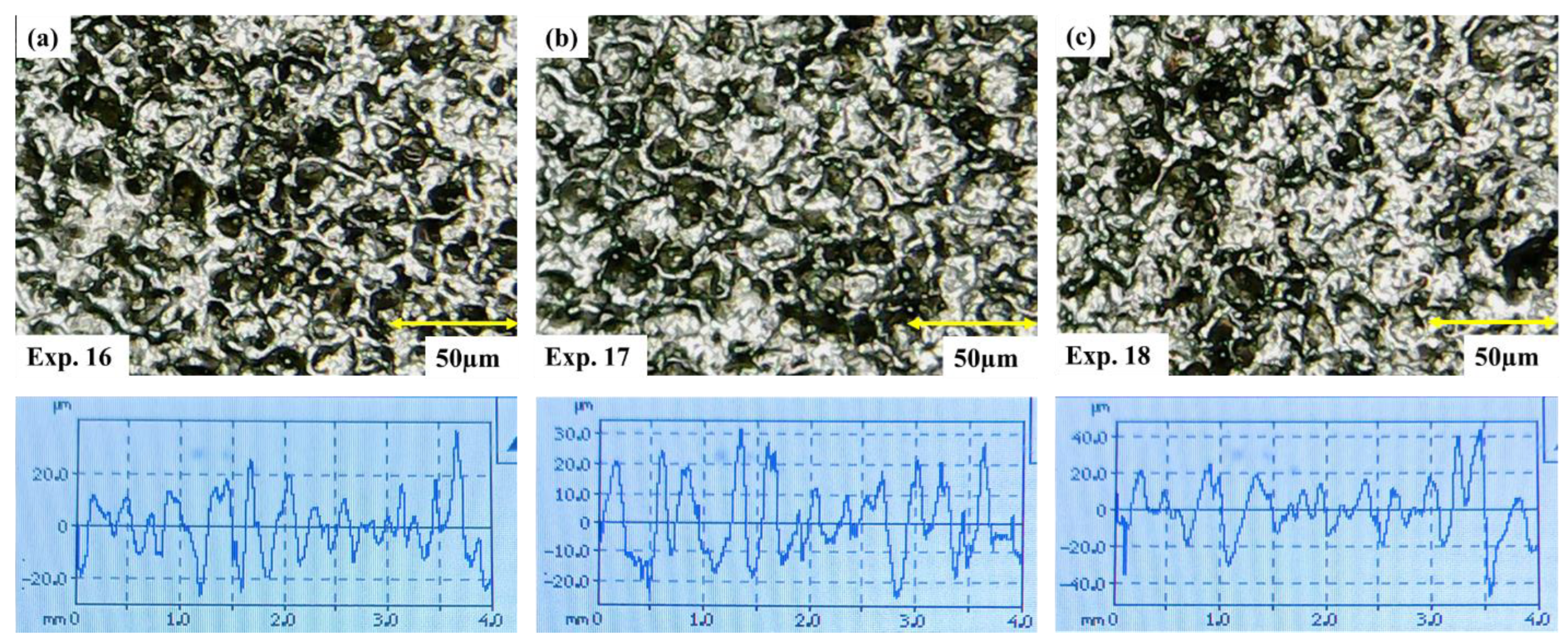
Machining proficiency of EDM was determined in tweens, i.e., T-20 with different types of deep cryogenically treated (CT) electrodes against the machining of nickel (Ni)-based superalloy. From
Figure 12, the CT graphite electrode stood first in achieving the lowest surface roughness (SR) (8.1 µm) in the presence of T-20–transformer oil-modified dielectric, a 23.6% improved surface compared to the surface gained in S-80-Transformer oil. There are possibly two reasons for the improvement in surface finish due to the CT graphite in the presence of T-20–transformer oil. The first and foremost reason for the reduction in SR of the Ni-based superalloy is linked with the highest HLB (16.2) of T-20. The high HLB value of the surfactant resulted in a reduction in surface tension of the dielectric, and this reduction in surface tension yielded a better mix of surfactant with the dielectric and greater flushing of the eroded debris from the workpiece. The second reason for the improvement in the surface finish was employed with the enhancement in the porosity of the graphite electrode. These two properties integrated to uplift the surface finish of the Ni-based superalloy. The microscopic image shown in
Figure 19c describes the very small number of shallow craters present on the machined surface of the Inconel 617, which is in favor of a greater surface finish. The CT Cu electrode stood second in achieving the minimal value of SR (9.0 µm) in the presence of T-20–transformer oil during the machining of Inconel 617. Compared to the machined surface in S-80–transformer oil, an 8.62% refined and better-machined surface was achieved in T-20–transformer oil. The reason for the better surface finish in the CT Cu electrode is that cryogenic treatment enhanced the grain structure due to which a uniform sparking falls on the workpiece irrespective of the nonuniform sparking, which occurred in the noncryogenic treatment. This phenomenon helps in achieving a better surface finish due to cryogenic treatment in the modified dielectric medium. The microscopic image shown in
Figure 19a illustrates the small and shallow crater formation on the surface of the said specimen. The machining performance of EDM due to the CT brass electrode was investigated against the work part and in the presence of T-20–transformer oil dielectric medium. The CT brass electrode achieved the highest value of SR (9.90 µm), which was 32.8% higher than the value achieved in S-80–transformer oil. The reason for the higher SR due to the CT brass electrode is elaborated in earlier findings, and
Figure 19b shows the random, rougher surface obtained in the T-20–transformer oil scenario.
With a deep cryogenically treated (CT) graphite electrode and T-80–transformer fluid, EDM outperformed Inconel 617 machining. CT graphite electrodes in T-80–transformer oil had the lowest surface roughness (SR) value of 8.40 μm. T-20–transformer oil had 3.6% less SR. The reason for the increment in the SR value is linked with the second highest value of HLB (15) of T-80. The lower the HLB, the higher the surface tension and vice versa. T-20 has the highest HLB, so it achieved the lowest SR due to the CT graphite electrode. T-80 has a slightly lower HLB than T-20, so it achieved a slightly higher SR compared to T-20.
Figure 20c shows a rougher surface than T-20–transformer oil. The CT copper (Cu) electrode had the second-lowest SR (9.40 μm) in T-80–transformer oil. Inconel 617 machined against the CT Cu electrode increased SR by 4.3% compared to T-20–transformer oil. Cryogenic treatment helps Cu’s electrical conductivity (59 × 10
6 S/m) increase the SR value. Due to the assistance of cryogenic treatment in conductivity, higher spark density was produced during the pulse on time, and greater melting and vaporization occurred, which led to a poor surface finish.
Figure 20a describes the smaller but deeper crater formation on the surface of nickel (Ni)-based superalloy, which is an indication of poor surface finish. The potentiality of EDM was observed in T-80–transformer oil using a CT brass electrode, which ranked third in achieved the lowest SR with a value of 9.9 µm. T-20–transformer oil lowered the SR by 3.5%. High HLB (15) and transformer oil flash point (144 °C) improve surface finish. The pulse on time dielectric’s high flash point and surfactant reduces surface tension. These two said characteristics of the dielectric and the surfactant facilitated uplifting the surface finish of the CT brass electrode in the modified dielectric of T-80–transformer oil during the EDM of Inconel 617. The microscopic image shown in
Figure 20b depicts the wider and shallow craters present on the machined specimen.
The deep cryogenically treated (CT) electrode’s surface roughness (SR) results can be interpreted as follows: The CT brass electrode achieved the lowest value of SR, i.e., 6.65 µm in the S-80–transformer oil, against the machining of Inconel 617. This achieved value of SR in the modified dielectric was a 33.8% improvement over the SR gained in pure transformer oil dielectric. The second lowest value of SR (8.3 µm) was found against the CT copper (Cu) electrode and in the presence of pure transformer oil during the cutting of Ni-based superalloy. The surface achieved in pure transformer oil using a CT Cu electrode had a 10.3% more polished surface than the machined surface achieved in pure transformer oil using an non-deep cryogenically treated (NT) Cu electrode. The CT graphite electrode was last in achieving the lowest SR (8.4 µm) value in the T-80–transformer oil. The said value achieved a more polished surface, i.e., 21.1%, than the machined surface did in pure transformer oil. The graph shown in
Figure 21 elaborates on the proficiency of CT electrodes in achieving the maximum and minimum values of SR in different modified dielectrics.
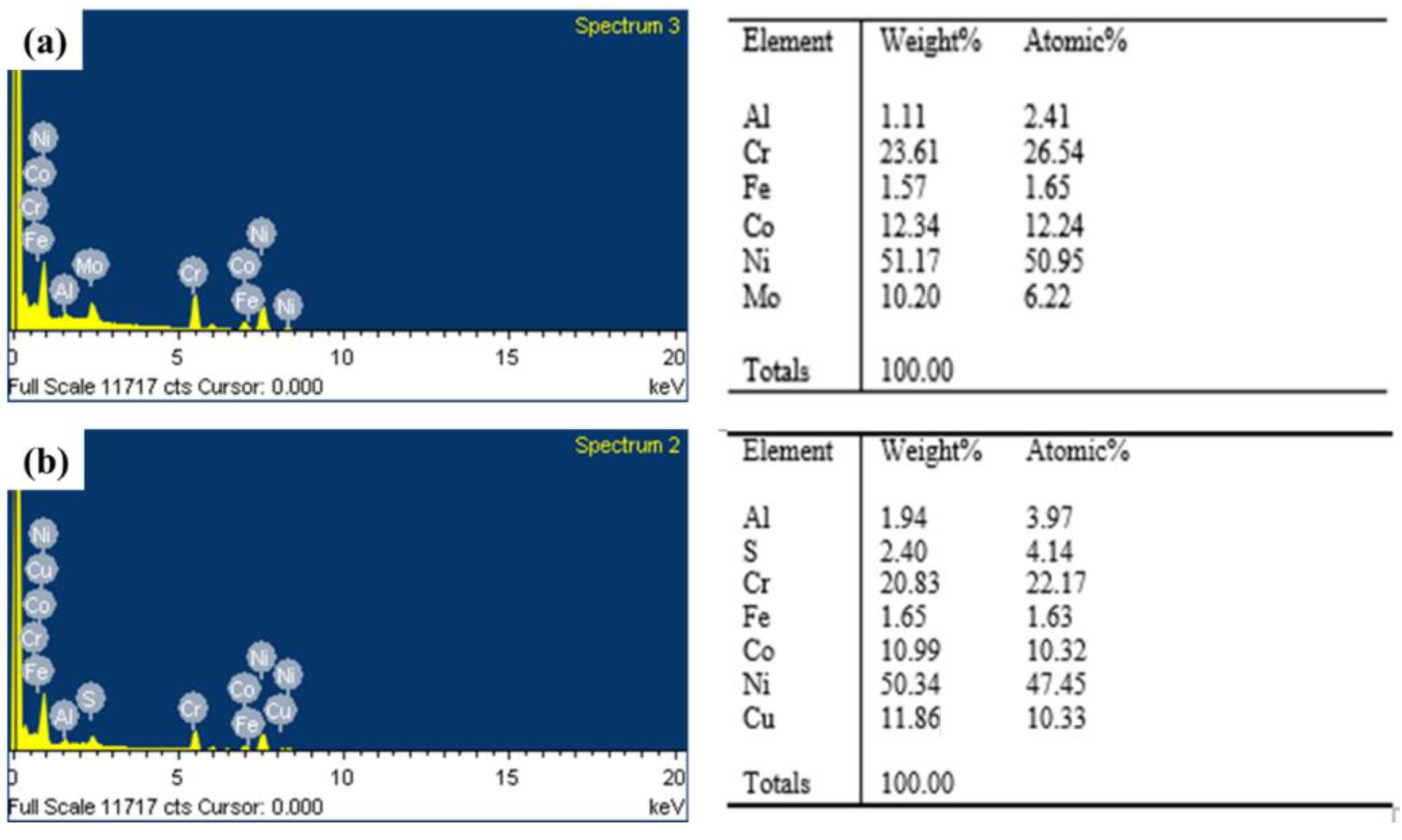
Energy-dispersive X-ray spectroscopy (EDS) analysis of the work part was performed to investigate the overall presence of the various metals in the base alloy. By the continuous dispersion of the dielectric fluid in the customized tank, the debris is flushed away from the workpiece material. During the discharge gap, deposition of the eroded material on the machined specimen occurs due to the incomplete flushing of debris from the workpiece material. Thereof, a little amount of the material is solidified on the surface of the work part from an electrode to the base material that is emersed in the dielectric medium. The EDS examination provided a detailed composition of the Inconel 617 before and after the experimentation.
Figure 22a,b depicts the EDS examination in terms of improved chemical composition, quality, and quantity as well as the investigation of the recast layer of electrode material on the surface of the Ni-based superalloy. When any surfactant is added to the dielectric medium, and EDM is performed using the CT Cu electrode, then some of the debris moves from electrode material to base material.
Figure 22a shows the EDS analysis of the Inconel 617 before EDM was performed against the CT Cu electrode. The EDS examination discloses that before the machining, Ni, Cr, and Mo were the major peaks of the other metals of the Inconel 617. However, when the CT Cu electrode was engaged for the machining of Inconel 617, debris of the Cu from the electrode to the workpiece material were observed. This is because, during the pulse on time, high spark density is generated, which melts and vaporizes the minimum quantity of the electrode material, and this eroded material solidifies on the surface of the base material. Then, EDS analysis was performed after the EDM, and
Figure 22b shows that Cu was the peak constituent of the base material after Ni.
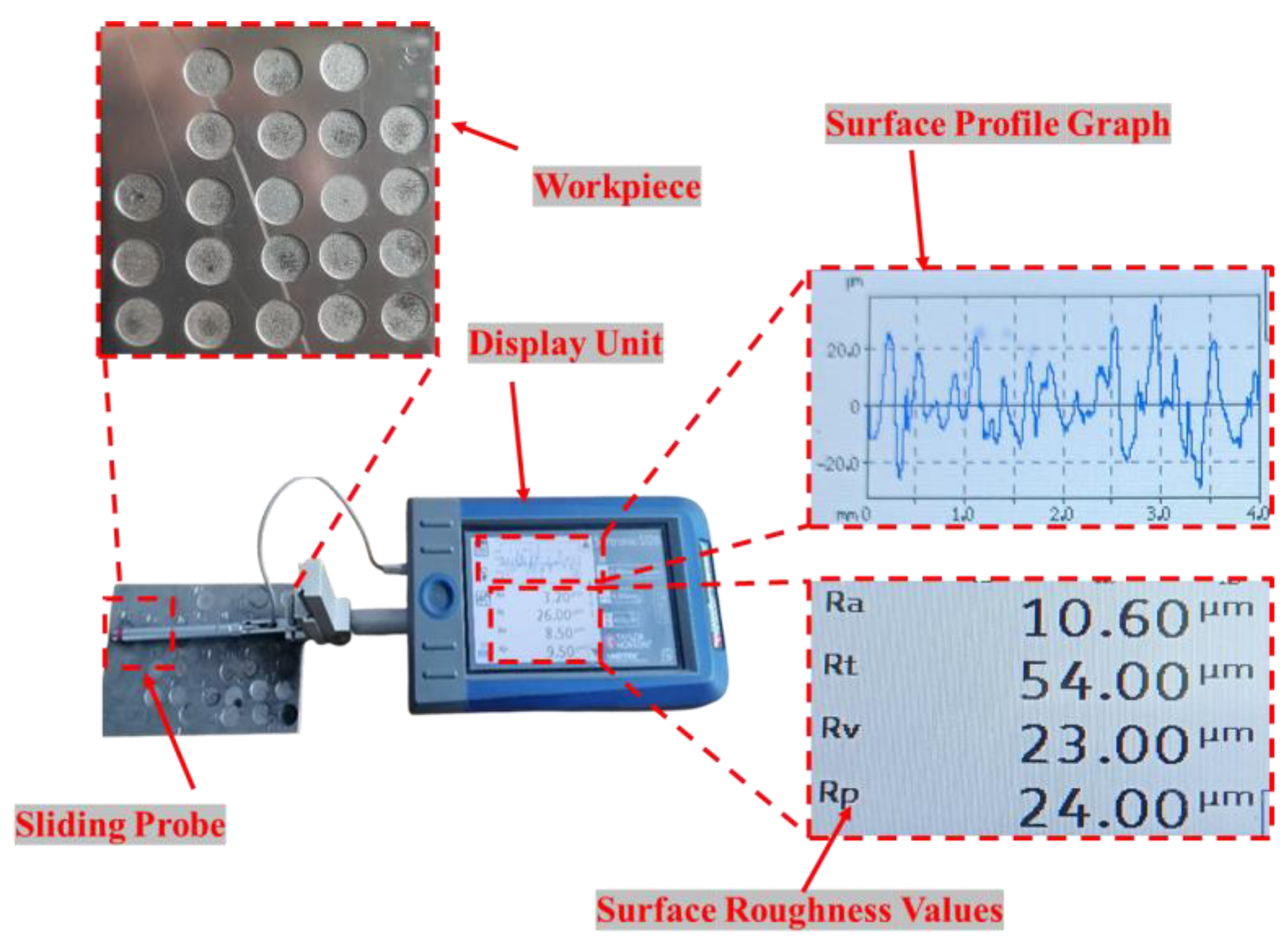
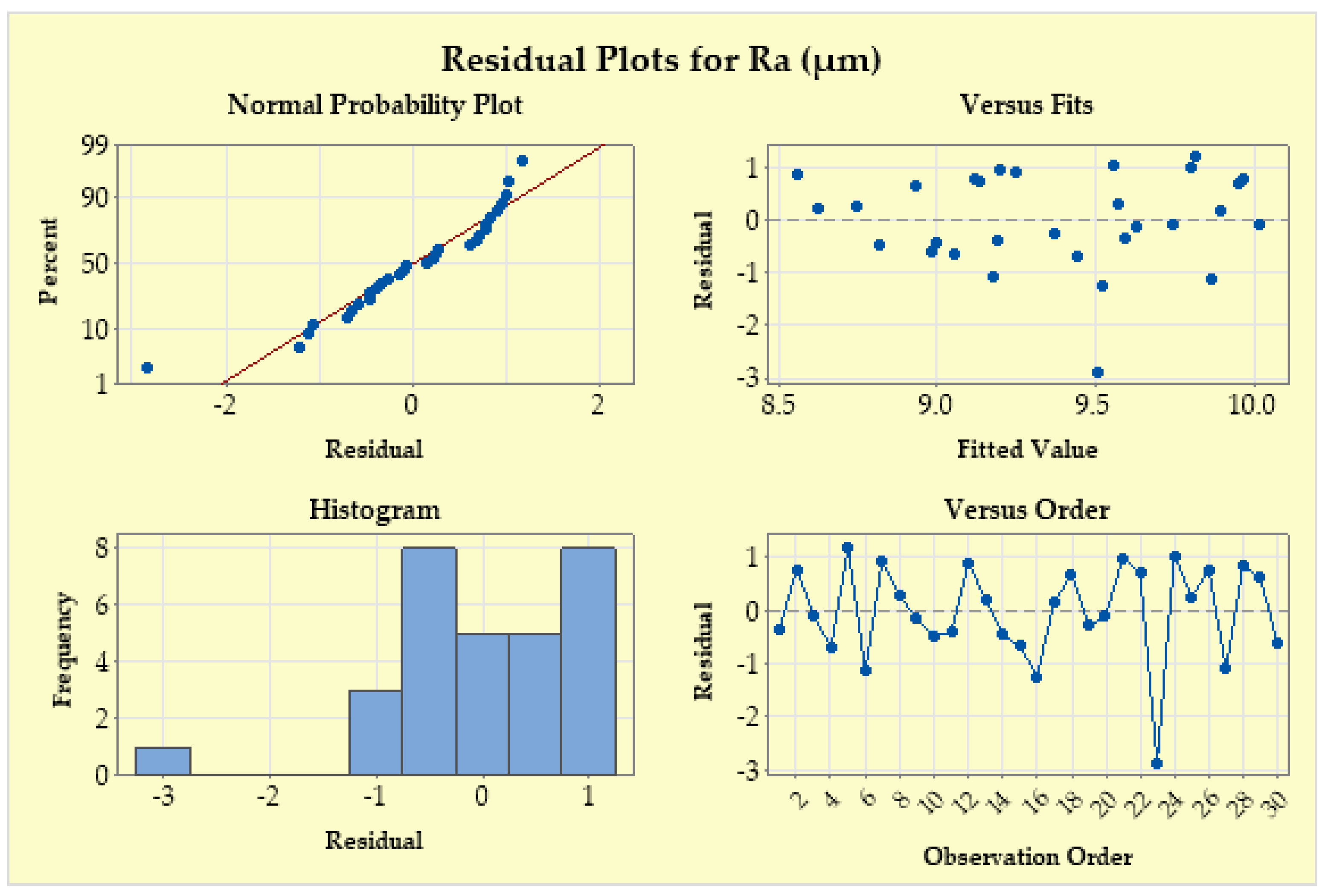
Statistical analysis for the evaluation of average surface roughness (R
a) was performed and is shown in
Figure 23. A residual plot indicates the fitness of the data either using regression or analysis of variance. Studying the residual plots allows to see if the regular least-squares assumptions were met. From the normal probability plot, there is a close relationship between the observed data points of the response measure and the predicted line, i.e., a linear relationship exists, which is the indication of less error in the observed magnitudes of the response measure (surface roughness, SR). However, versus fits also presents less randomness in values of magnitudes. Moreover, the histogram favors less negative residual data.
If a comparison is developed between the current research findings and other research conducted by various researchers, then it can be concluded that the surface finish achieved by this study is 23.57% better than the highest magnitude of SR achieved using EDM of die steel by Jamadar and Kavade [
32]. Now, if the comparison is made between the highest value of SR achieved in this study using the CT electrode, then it can be found that the surface finish is still better by about 30.56% than the highest SR gained using EDM of Inconel 718 by Jafarian [
20].


 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}