1. Introduction
Continuous casting (continuous steel casting) is the process of casting, cooling and slitting of high-temperature liquid steel through a continuous casting machine to obtain billets. As a bridge between steelmaking and rolling, the stability of the continuous casting production not only affects the efficiency of steelmaking tasks but also relates to the quality and cleanliness of the steel produced. The continuous casting machine is mainly composed of devices such as the ladle, tundish, stopper rod, mold, pulling machine, second cooling equipment and cutting equipment.
The tundish is a buffer that feeds the casting line and regulates the supply of liquid steel to the mold. In addition, the tundish ensures that liquid steel is continuously fed to the process, especially while the ladles switch between empty and full [
1].
The mold, as the core equipment of the continuous casting machine, is of great importance to the quality of the billet. The liquid steel in the tundish flows into the mold through the stopper rod control, and the liquid steel is initially cooled and solidified in the mold to form the billet shell, which is pulled out from the bottom by the pulling machine. Good control of the liquid level in the mold can effectively avoid the problems of steel leakage, steel overflow and slag rolling, ensuring production safety and avoiding defects on the surface of or inside the billet.
At present, the liquid level in the mold is mainly controlled by controlling the inflow from the tundish through the stopper rod or baffle. The opening degree of the stopper rod or the position of the baffle is changed according to the liquid level in the mold, so as to change the liquid steel outflow velocity and stabilize the liquid level in the mold. The control of the liquid level in the mold in the complete casting process consists of two main stages: The first is the rapid filling stage of the liquid steel before the start of the pulling machine, and the second is the stable casting stage of the liquid steel after the start of the pulling machine. In the first stage, due to the limitations of the hardware and environment, the sensor cannot accurately detect the liquid level in the mold and, therefore, cannot control the liquid level in the mold in a closed-loop manner, so automatic control in this stage has become a key issue for artificial intelligence in the process of continuous casting.
The liquid steel in the tundish is an incompressible thermal fluid, and its outflow velocity is not only related to the opening degree of the stopper rod or the position of the baffle but also related to the weight of the liquid steel in the tundish, because the weight of the liquid steel can affect the pressure at the outlet, thus affecting the outflow velocity of the liquid steel. The relationship between the velocity and the pressure fields of the liquid steel at the outlet is complex [
2], so this paper establishes the relationship model between the opening degree of stopper rod and the liquid steel outflow velocity by using the real casting data for a stopper-rod-type continuous casting machine. This model introduces the weight parameter of the tundish to capture the influence of the liquid steel pressure on the outflow velocity.
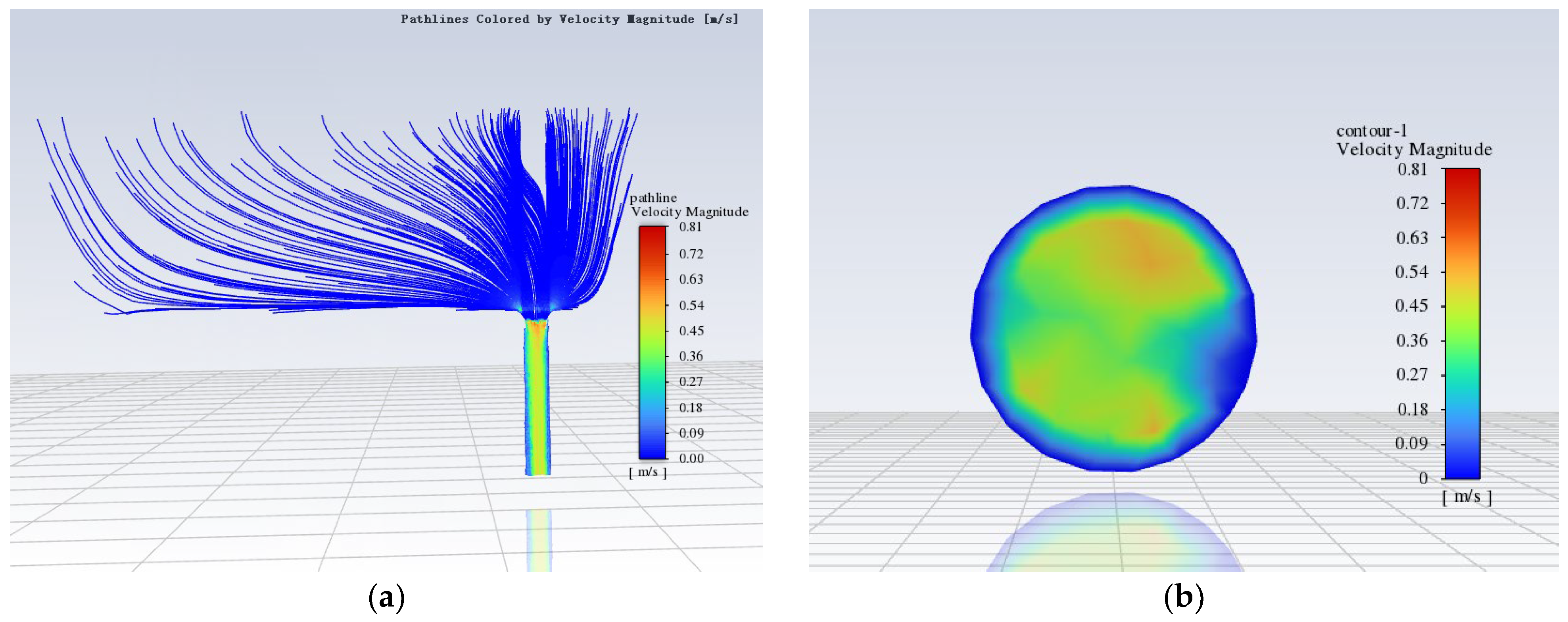
The numerical approach is used to simulate the flow of liquid steel under different opening degrees of the stopper rod. The most popular numerical approach is to assume a steady-state, single-phase flow using a Reynold’s Averaged Navier–Stokes (RANS) method, together with a turbulence model such as
k-ϵ or
k-
ω [
3]. The numerical solutions are regarded as approximate, and they can be accurate in some cases [
4]. Therefore, the accuracy of the proposed model can be verified by comparing the results of the numerical simulation and the relational model calculations [
5].
Reinforcement learning, as an important branch in the field of machine learning [
6], is considered one of the core technologies leading to strong artificial intelligence. It is based on an interactive learning mechanism [
7] and does not require precise mathematical equations. It emphasizes that agents learn in interaction with the environment, with good adaptability and robustness [
8], and has achieved excellent results in many fields such as quantitative trading, robot control and games [
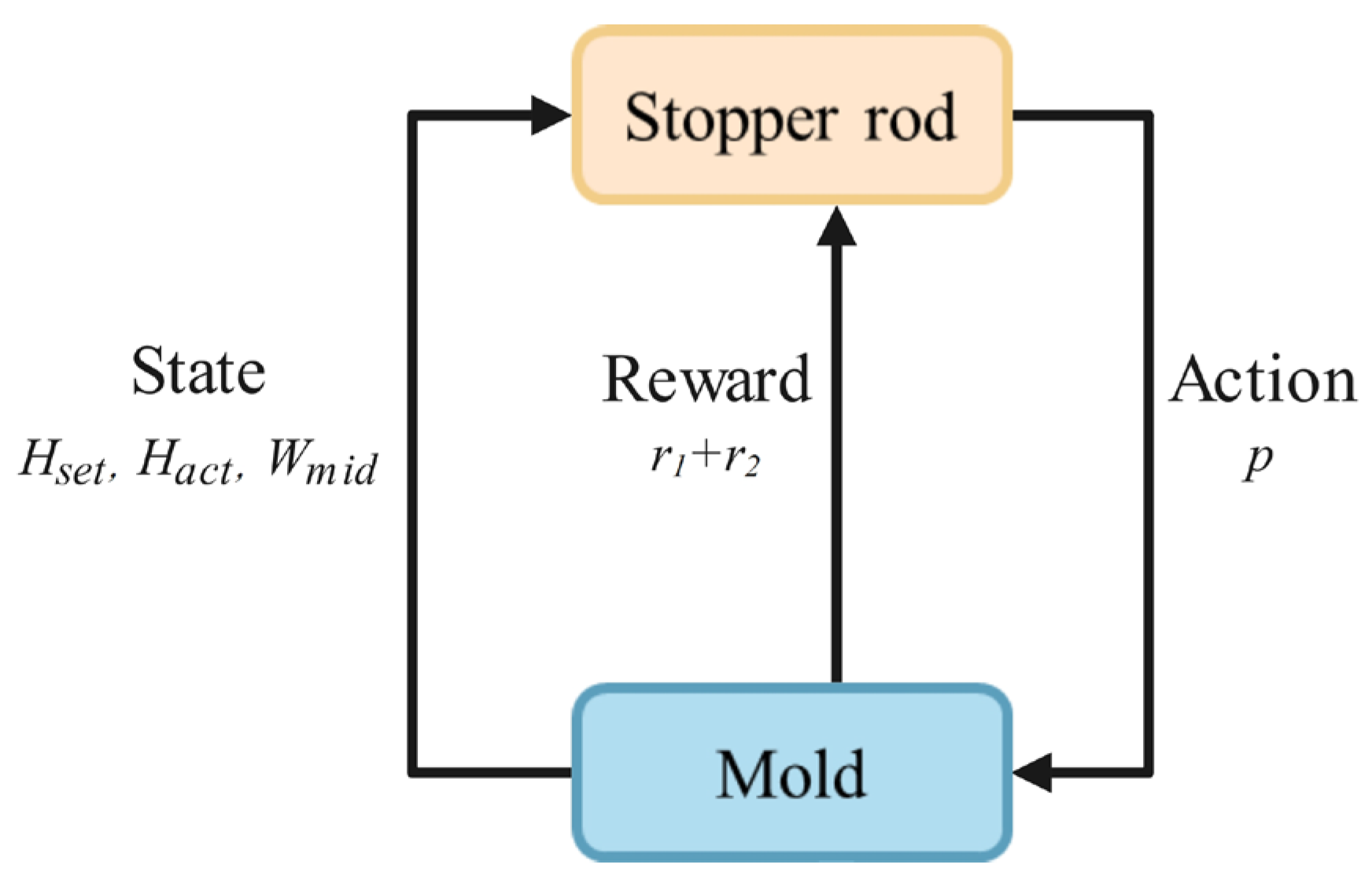
9]. Automatic casting is a complex process related to liquid steel flow, and it is extremely difficult to accurately describe the relationship between the target liquid level, the liquid steel outflow velocity and the stopper rod opening degree. Therefore, in this paper, an automatic casting control method based on reinforcement learning is proposed, which takes advantage of the neural network and reinforcement learning mechanisms to predict the optimal stopper rod opening degree sequence to achieve stable control of the liquid level in the mold.
The contributions of this work are three folds.
(1) A novel relational model between the stopper rod opening degree and the liquid steel outflow velocity is constructed, which can calculate the liquid steel outflow velocity corresponding to different opening degrees of the stopper rod. Compared with previous works, this model can more accurately reflect the relationship between variables by using real casting data.
(2) A control framework for automatic casting based on reinforcement learning is constructed, which can predict the stopper rod opening degree sequence under the constraint of the target liquid level curve during casting. Compared with previous works, this control framework can automatically adapt to different billet specifications and environmental interference without complicated manual calculations.
(3) A novel reinforcement learning algorithm is proposed to improve the performance of the control framework, which can improve the liquid level accuracy in the mold and the stability of the stopper rod opening degree. Compared with the baseline algorithm, the proposed algorithm emphasizes the importance of different samples and optimizes the training process of neural networks.
The remainder of this paper is organized as follows:
Section 2 reviews the related work on the control of the liquid level in the mold.
Section 3 presents the model of the automatic casting problem.
Section 4 presents the automatic casting control framework and the improved reinforcement learning algorithm.
Section 5 presents the simulation experiments and analyzes the results.
Section 6 gives the conclusions of this paper.
3. Problem Modeling
Automatic casting technology means that the stopper rod automatically completes the filling of liquid steel in the mold in the initial stage of continuous casting, making the process of raising the liquid level in the mold fully controllable and reaching the start level of the pulling machine within the specified time window. The setting of the target liquid level curve was in accordance with reference [
20], but in order to better understand the process of raising the liquid level in the mold, the specific liquid level value is abstracted in this paper, and the final curve is shown in
Figure 1. The period from 0 to
t5 is the automatic casting process. The liquid level in the mold reaches the start level
h2 of the pulling machine at
t5 and then switches to closed-loop control and reaches the stable casting level at
t6.
The sensor of the liquid level in the mold cannot detect a level below
h1 due to hardware limitation and high-temperature steam, so it is necessary to establish a relational model between the stopper rod opening degree and the liquid steel outflow velocity and calculate the stopper rod opening degree at different stages of casting according to the model. Then, the stopper rod opening degree sequence is put into the first-level system (i.e., direct control system of continuous casting machine) of the production line to realize automatic casting. Equation (1) is the model of the liquid level variation in the mold. The liquid level in the mold is related to the normal inflow
Qin of liquid steel and the fluctuation
Qerr under interference. Due to the existence of various disturbances and noises in the casting process, to simplify the model, the influence of all disturbances on the liquid level in the mold was set as
Qerr.
As shown in Equation (1), p is the stopper rod opening degree, H is the liquid level in the mold and S is the cross-sectional area of the billet.
In order to establish the relationship
F between the stopper rod opening degree
p and the liquid steel inflow
Qin, this paper used the historical casting data of a steel mill to calculate the weight change relationship between the ladle and the tundish in the casting process, as shown in Equation (2) and indirectly established the relationship
F according to the law of conservation of mass. Specifically, the liquid steel in the ladle flows into the tundish at uniform velocity through the fixed opening degree water outlet, and the liquid steel in the tundish flows into the mold at a nonuniform velocity through the stopper rod control. The liquid level in the mold rises gradually. In the casting data used in this paper, the sensor sampling interval for the stopper rod opening degree in association with the weight of the ladle and the tundish was 0.5 s. According to the law of conservation of mass, the difference between the decrease in the weight of the ladle and the increase in the weight of the tundish every 0.5 s is the weight of the liquid steel flowing into the mold from the tundish at that stopper rod opening degree.
As shown in Equation (2), Wbig is the weight of the ladle, Wmid is the weight of the tundish and ρ is the density of the liquid steel.
Considering that the weight of the liquid steel in the tundish also affects the flow velocity at the outlet of the stopper rod, the heavier the liquid steel is, the faster the outflow velocity of the liquid steel can be under the same stopper rod opening degree. Therefore, in order to model the actual casting situation more accurately, the parameter of the tundish weight was introduced based on Equation (1), and the correction coefficient
k was added, which was determined by fitting with the historical data. The final equation of liquid level variation in the mold is shown in Equation (3).
As shown in Equation (3), assuming the opening degree of stopper rod at time t is p, the volume of liquid steel flowing into the mold from the tundish Qin can be calculated according to Equation (2) under this stopper rod opening. is the weight of liquid steel in the tundish at time t, which can be directly obtained from the detection data of the weight sensor. Qerr refers to the fluctuating volume of liquid steel in the mold caused by environmental interference at time t, which is usually complicated and difficult to predict in real casting. The purpose of setting in this paper was only to verify the robustness of the proposed method, so its specific value was manually set.
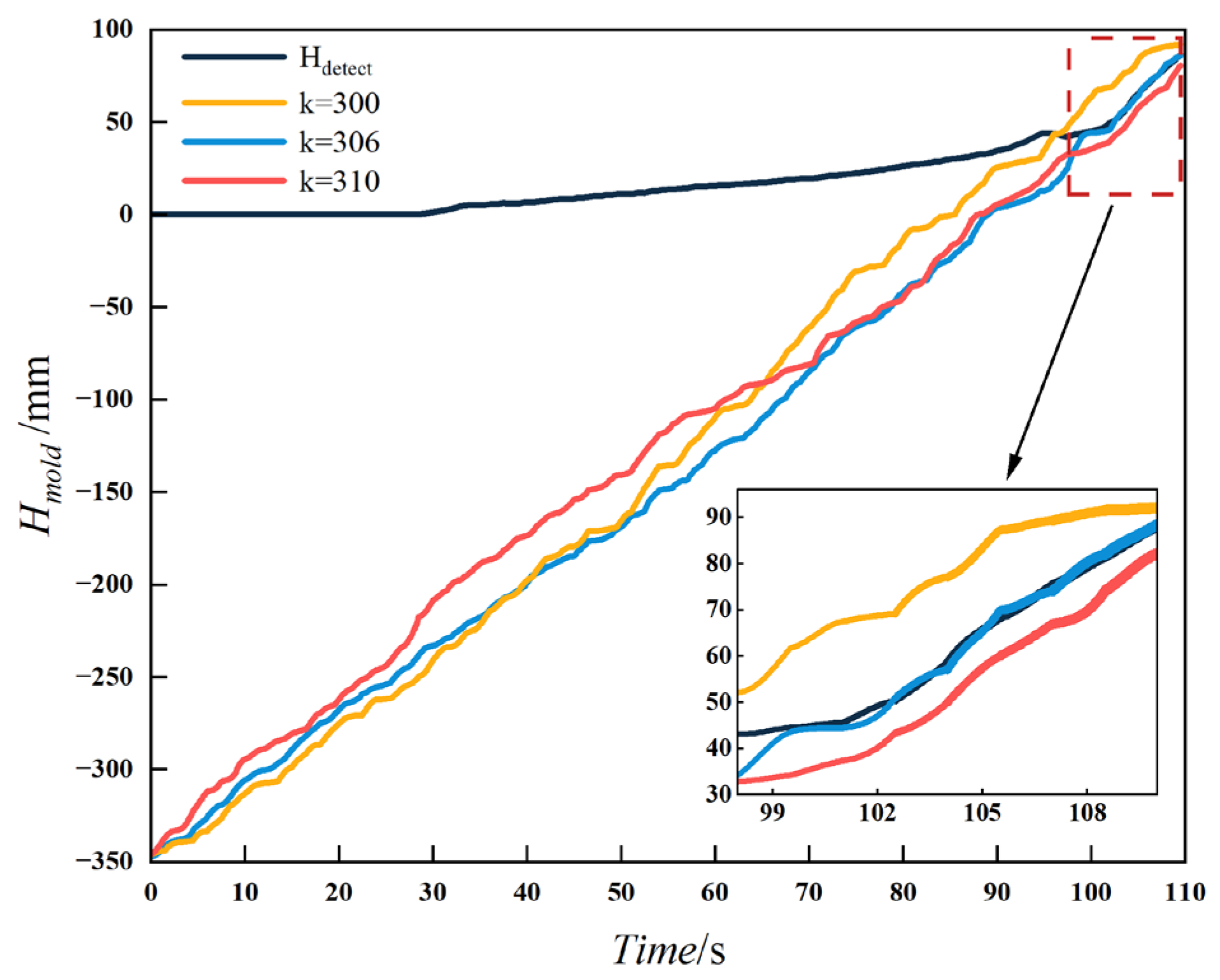
When solving Equation (3), an initial value of k was first given, and then the change of the liquid level in the mold dH was constantly calculated until the end of the casting. The liquid level in the mold was recorded at this time and compared with the value detected by the sensor of liquid level in the mold. If the difference is large, it indicates that the value of k is unreasonable. The value of k was constantly adjusted until the difference was within the allowable range. At this time, Equation (3) can simulate the change process of the liquid level in the mold in the casting process and solve the problem that the sensor of liquid level in the mold cannot work normally in the first stage.
Author Contributions
Conceptualization, X.W.; data curation, X.W., W.J., Q.G. and J.M.; formal analysis, X.W. and S.Y.; funding acquisition, Q.G.; investigation, H.K.; methodology, W.J.; project administration, S.Y.; resources, Q.G. and J.M.; software, W.J. and H.K.; validation, X.W., W.J. and S.Y.; visualization, X.W.; writing—original draft, W.J.; writing—review and editing, X.W., S.Y., Q.G. and J.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work is supported by the Key Research and Development Project of Shaanxi Province under Grant 2021ZDLGY10-01.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors gratefully acknowledge the financial support offered by the Key Research and Development Project of Shaanxi Province under Grant 2021ZDLGY10-01.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| normal inflow of liquid steel in the mold. |
| stopper rod opening degree. |
| relationship between p and Qin. |
| liquid level in the mold. |
| fluctuation of liquid steel in the mold under interference. |
| cross-sectional area of the billet. |
| weight of liquid steel in the ladle. |
| weight of liquid steel in the tundish. |
| density of the liquid steel. |
| correction coefficient of Wmid. |
| target liquid level in the mold. |
| actual liquid level in the mold. |
| reward obtained by the agent at the end of the control task. |
| reward obtained by the agent during the control task. |
| liquid level error in the mold. |
| vibration amplitude of the stopper rod opening degree. |
| time steps of the automatic casting. |
| radius of the outlet pipe. |
| difference of outflow velocity between the model and the simulation calculation. |
| billet width. |
| billet thickness. |
| liquid level difference in the mold caused by Vd within 1 s. |
References
- Birs, I.; Muresan, C.; Copot, D.; Ionescu, C. Model Identification and Control of Electromagnetic Actuation in Continuous Casting Process with Improved Quality. IEEE/CAA J. Autom. Sin. 2023, 10, 203–215. [Google Scholar] [CrossRef]
- Rostamzadeh, A.; Razavi, S.E.; Mirsajedi, S.M. Towards multidimensional artificially characteristic-based scheme for incompressible thermo-fluid problems. Mechanics 2017, 23, 826–834. [Google Scholar] [CrossRef]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Res. Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Tebeta, R.T.; Fattahi, A.M.; Ahmed, N.A. Experimental and numerical study on HDPE/SWCNT nanocomposite elastic properties considering the processing techniques effect. Microsyst. Technol. 2020, 26, 2423–2441. [Google Scholar] [CrossRef]
- Mramor, K.; Vertnik, R.; Šarler, B. Development of Three-Dimensional LES Based Meshless Model of Continuous Casting of Steel. Metals 2022, 12, 1750. [Google Scholar] [CrossRef]
- Lyu, L.; Shen, Y.; Zhang, S. The Advance of Reinforcement Learning and Deep Reinforcement Learning. In Proceedings of the 2022 IEEE International Conference on Electrical Engineering, Big Data and Algorithms (EEBDA), Changchun, China, 25–27 February 2022; pp. 644–648. [Google Scholar] [CrossRef]
- Shi, Z.; Ma, W.; Yin, S.; Zhang, H.; Zhao, X. Interactive Reinforcement Learning Strategy. In Proceedings of the 2021 IEEE SmartWorld, Ubiquitous Intelligence & Computing, Advanced & Trusted Computing, Scalable Computing & Communications, Internet of People and Smart City Innovation (SmartWorld/SCALCOM/UIC/ATC/IOP/SCI), Atlanta, GA, USA, 18–21 October 2021; pp. 507–512. [Google Scholar] [CrossRef]
- Yu, K.; Jin, K.; Deng, X. Review of Deep Reinforcement Learning. In Proceedings of the 2022 IEEE 5th Advanced Information Management, Communicates, Electronic and Automation Control Conference (IMCEC), Chongqing, China, 16–18 December 2022; pp. 41–48. [Google Scholar] [CrossRef]
- Du, X.; Fuqian, X.; Hu, J.; Wang, Z.; Yang, D. Uprising E-sports Industry: Machine learning/AI improve in-game performance using deep reinforcement learning. In Proceedings of the 2021 International Conference on Machine Learning and Intelligent Systems Engineering (MLISE), Chongqing, China, 8–11 November 2021; pp. 547–552. [Google Scholar] [CrossRef]
- Sanchotene, F.; de Almeida, G.; Salles, J. Robust predictive controller of the mold level in a steel continuous casting process. In Proceedings of the 2011 9th IEEE International Conference on Control and Automation (ICCA), Santiago, Chile, 19–21 December 2011; pp. 1133–1138. [Google Scholar] [CrossRef]
- Guo, G.; Li, W.; Wang, J.; Liu, M. A CGPC controller in continuous casting process. In Proceedings of the 3rd World Congress on Intelligent Control and Automation (Cat. No.00EX393), Hefei, China, 28 June–2 July 2000; Volume 4, pp. 2783–2786. [Google Scholar] [CrossRef]
- Feng, Y.; Wu, M.; Chen, X.; Chen, L.; Du, S. A fuzzy PID controller with nonlinear compensation term for mold level of continuous casting process. Inf. Sci. 2020, 539, 487–503. [Google Scholar] [CrossRef]
- Furtmüller, C.; Colaneri, P.; del Re, L. Adaptive robust stabilization of continuous casting. Automatica 2012, 48, 225–232. [Google Scholar] [CrossRef]
- Thomas, B.G.; Bai, H. Tundish Nozzle Clogging-Aplication of Computational Models. In Proceedings of the 18th Process Thecnology Division Conference, Baltimore, MD, USA, 25–28 March 2001. [Google Scholar]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of Argon Gas Flow Effects in a Continuous Slab Caster. Metal. Mater. Transp. 1994, 25, 527–547. [Google Scholar] [CrossRef]
- Liu, F.; Zhou, H.; Zhang, L.; Ren, C.; Zhang, J.; Ren, Y.; Chen, W. Effect of Temperature and Multichannel Stopper Rod on Bubbles in Water Model of a Steel Continuous Caster. Steel Res. Int. 2021, 92, 2100067. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, R.; Li, Y.; Zhang, T.; Zhuang, Y.; Song, Y. Novel TD3 Based AUV Path Tracking Control. In Proceedings of the 2021 China Automation Congress (CAC), Beijing, China, 22–24 October 2021; pp. 4945–4949. [Google Scholar] [CrossRef]
- Haarnoja, T.; Zhou, A.; Abbeel, P.; Levine, S. Soft actor-critic: Off-policy maximum entropy deep reinforcement learning with a stochastic actor. arXiv 2018, arXiv:1801.01290. [Google Scholar]
- Banerjee, C.; Chen, Z.; Noman, N. Improved Soft Actor-Critic: Mixing Prioritized Off-Policy Samples with On-Policy Experiences. IEEE Trans. Neural Networks Learn. Syst. 2022, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Mi, J.; Wang, X.; Shi, W.; Gao, Q.; Zhong, L. Application of mold automatic start casting control system for slab continuous casting production. Heavy Mach. 2021, 363, 24–28. [Google Scholar] [CrossRef]
- Yan, L.; Liu, W.; Jiang, W.; Li, Y.; Li, R.; Hu, S. Deep Reinforcement Learning based Optimization of Battery Charging and Discharging Management for Data Center. In Proceedings of the 2021 International Joint Conference on Neural Networks (IJCNN), Shenzhen, China, 18–22 July 2021; pp. 1–9. [Google Scholar] [CrossRef]
- Cao, D.; Zhao, J.; Hu, W.; Ding, F.; Huang, Q.; Chen, Z. Distributed voltage regulation of active distribution system based on enhanced multi-agent deep reinforcement learning. arXiv 2020, arXiv:2006.00546. [Google Scholar]
- Li, P.; Wang, Y.; Gao, Z. Path Planning of Mobile Robot Based on Improved TD3 Algorithm. In Proceedings of the 2022 IEEE International Conference on Mechatronics and Automation (ICMA), Guilin, China, 7–10 August 2022; pp. 715–720. [Google Scholar] [CrossRef]
- Zhao, F.J.; Zhou, Y. Wind Farm Maintenance Scheduling Using Soft Actor-Critic Deep Reinforcement Learning. In Proceedings of the 2022 Global Reliability and Prognostics and Health Management (PHM-Yantai), Yantai, China, 13–16 October 2022; pp. 1–6. [Google Scholar] [CrossRef]
- Zhong, C.; Gursoy, M.C.; Velipasalar, S. Controlled Sensing and Anomaly Detection Via Soft Actor-Critic Reinforcement Learning. In Proceedings of the ICASSP 2022-2022 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Singapore, 23–27 May 2022; pp. 4198–4202. [Google Scholar] [CrossRef]
- Li, Y.; Aghvami, A.H. Covertness-Aware Trajectory Design for UAV: A Multi-Step TD3-PER Solution. In Proceedings of the ICC 2022-IEEE International Conference on Communications, Seoul, Republic of Korea, 16–20 May 2022; pp. 7–12. [Google Scholar] [CrossRef]
- Strativnov, E.; Gunochao, N. Investigation of Transient Boiling Regime of Water and Nanofluids Heated to Saturation Temperature Using CFD Simulation (ANSYS Fluent). In Proceedings of the 2022 IEEE 12th International Conference Nanomaterials: Applications & Properties (NAP), Krakow, Poland, 11–16 September 2022; pp. 1–4. [Google Scholar] [CrossRef]
- Matsson, J.E. An Introduction to ANSYS Fluent 2022; SDC Publications: Mission, KS, USA, 2022. [Google Scholar]
- Zheng, S. The influence of different environments on reinforcement learning. In Proceedings of the 2022 3rd International Conference on Computer Vision, Image and Deep Learning & International Conference on Computer Engineering and Applications (CVIDL & ICCEA), Changchun, China, 20–22 May 2022; pp. 401–406. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}