
Study on the Preparation and Performance of Low-Temperature Sintering and High-Thermal-Conductivity Silver Nanowire Film
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Silver Nanowire Film
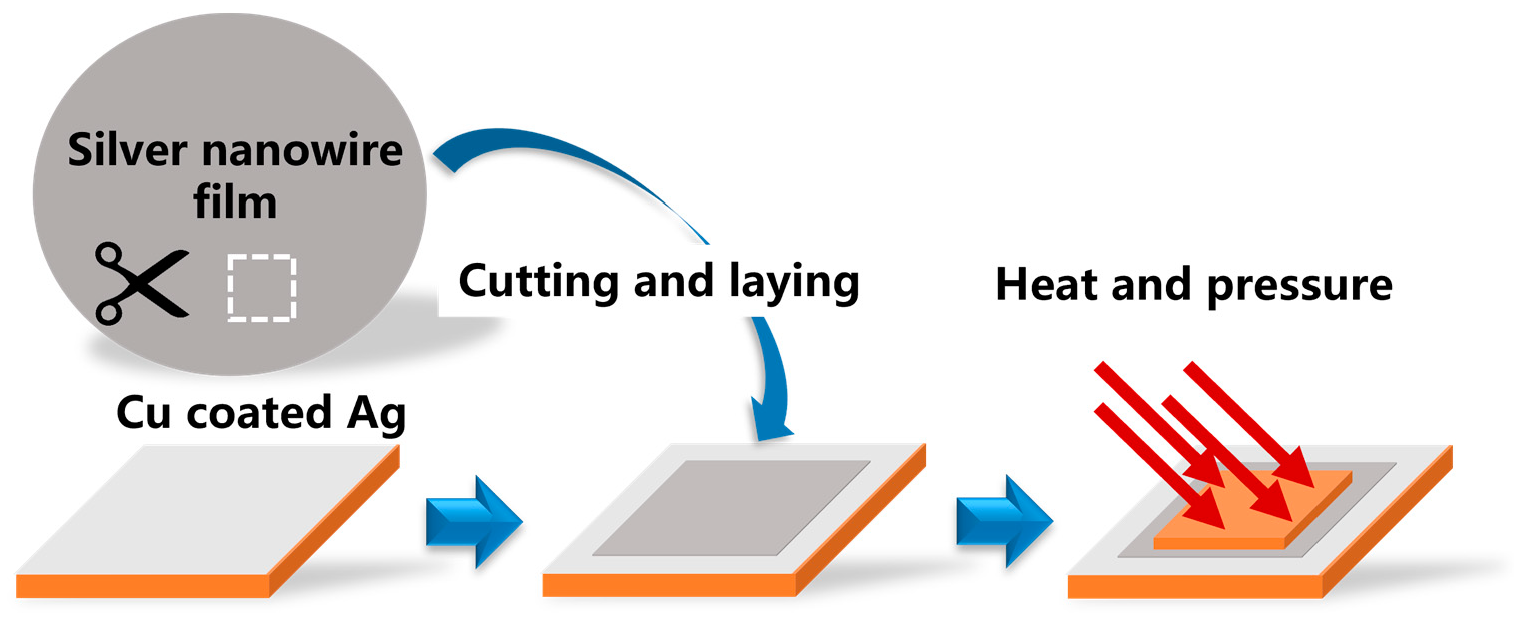
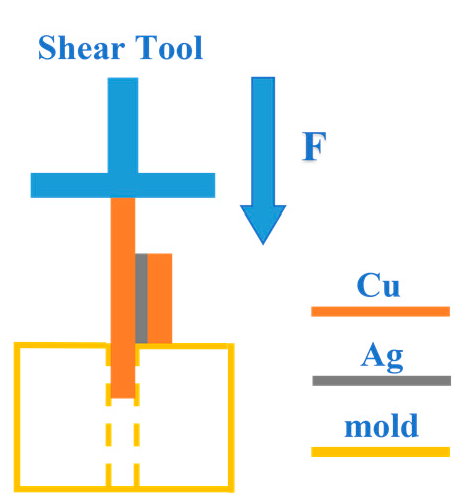
2.2. Hot-Pressing of Silver Nanowire Films
2.3. Characterization Methods
3. Results and Discussion
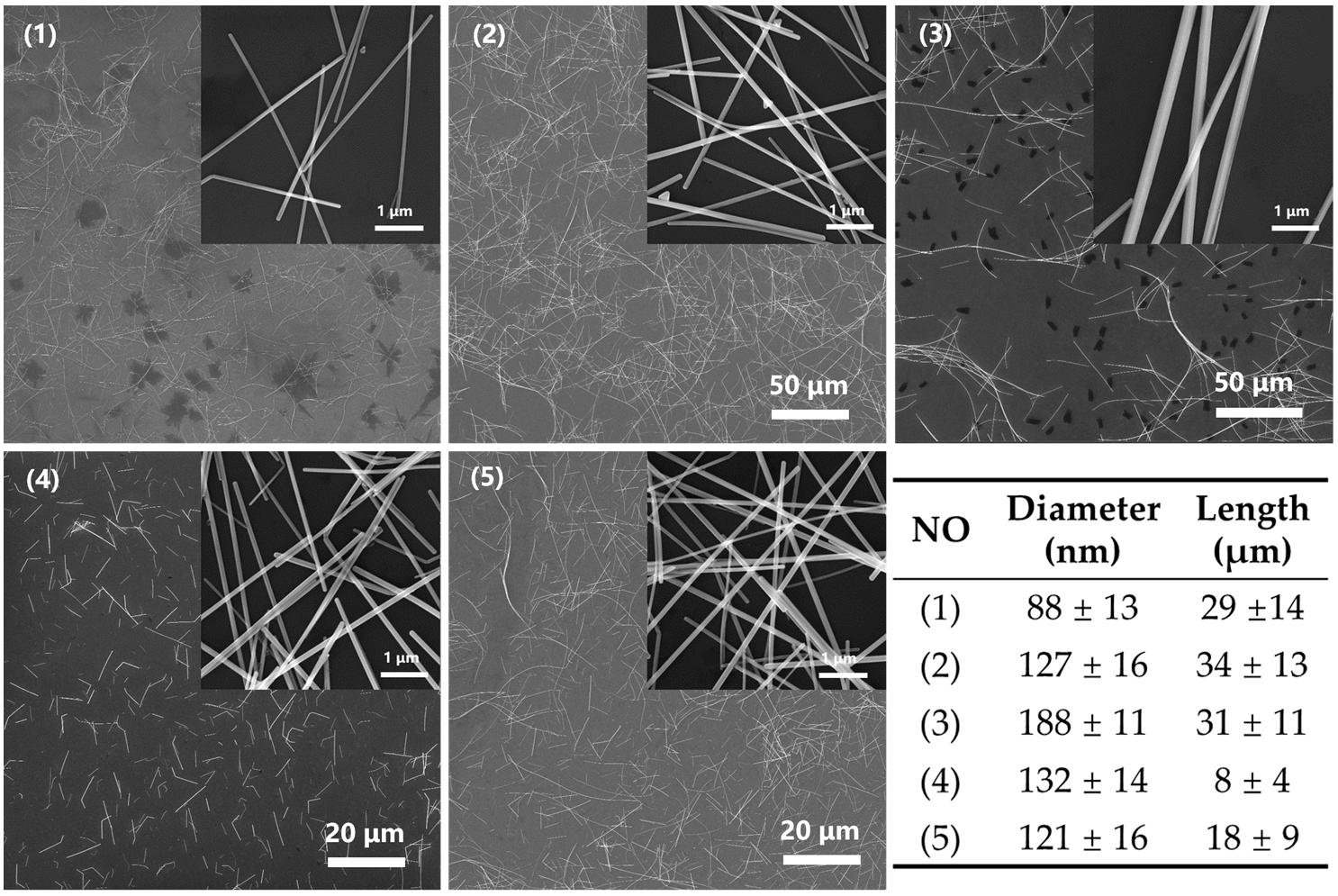
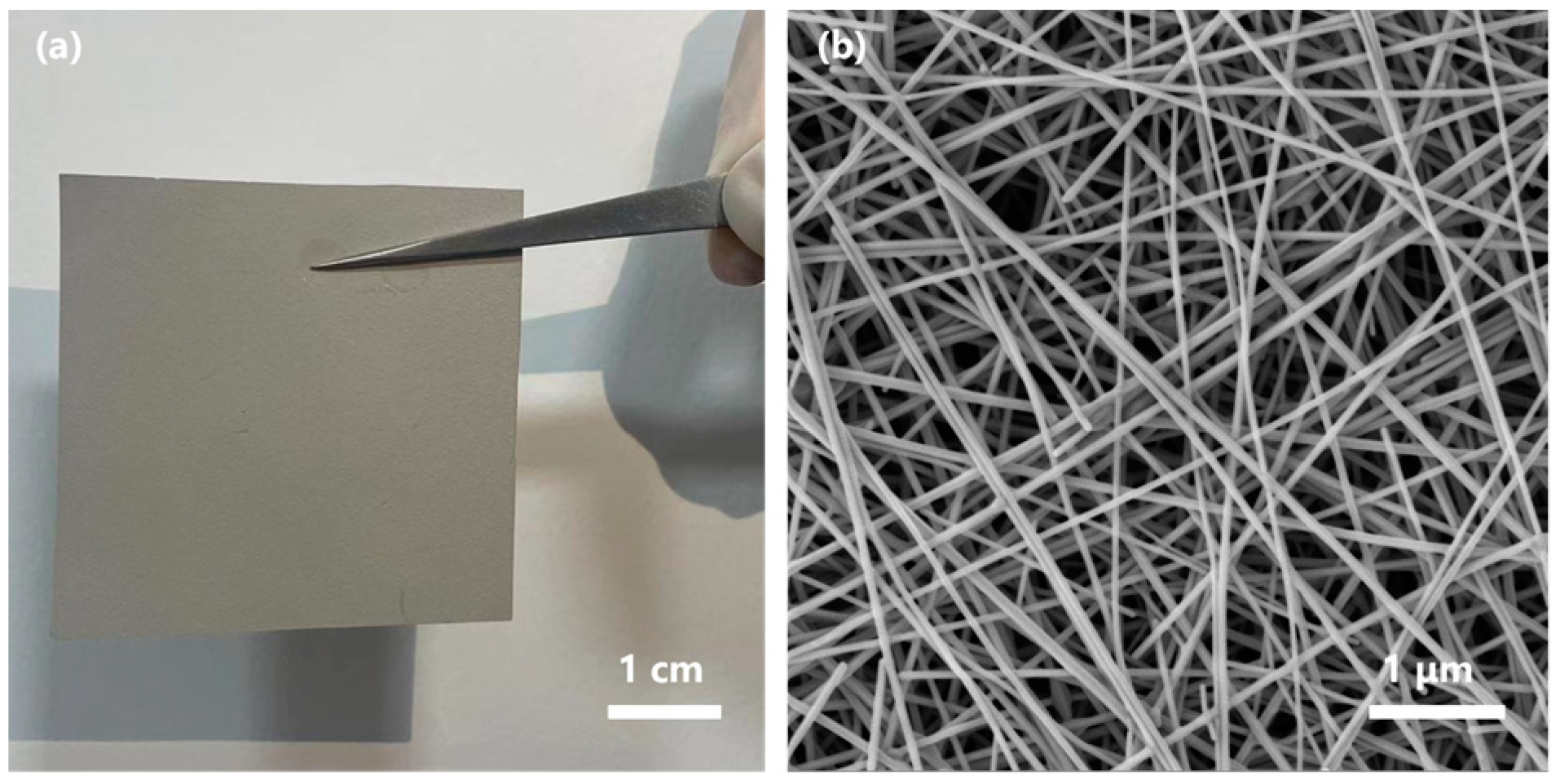
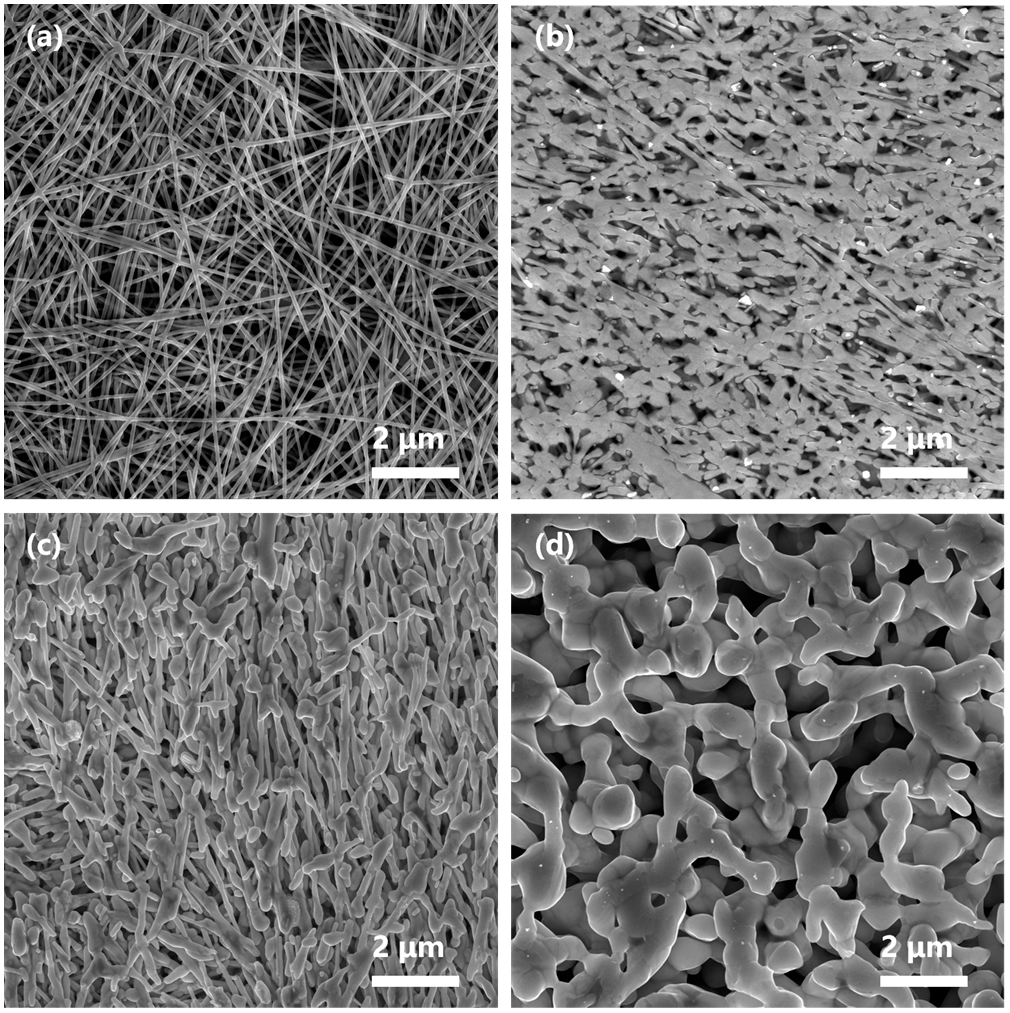
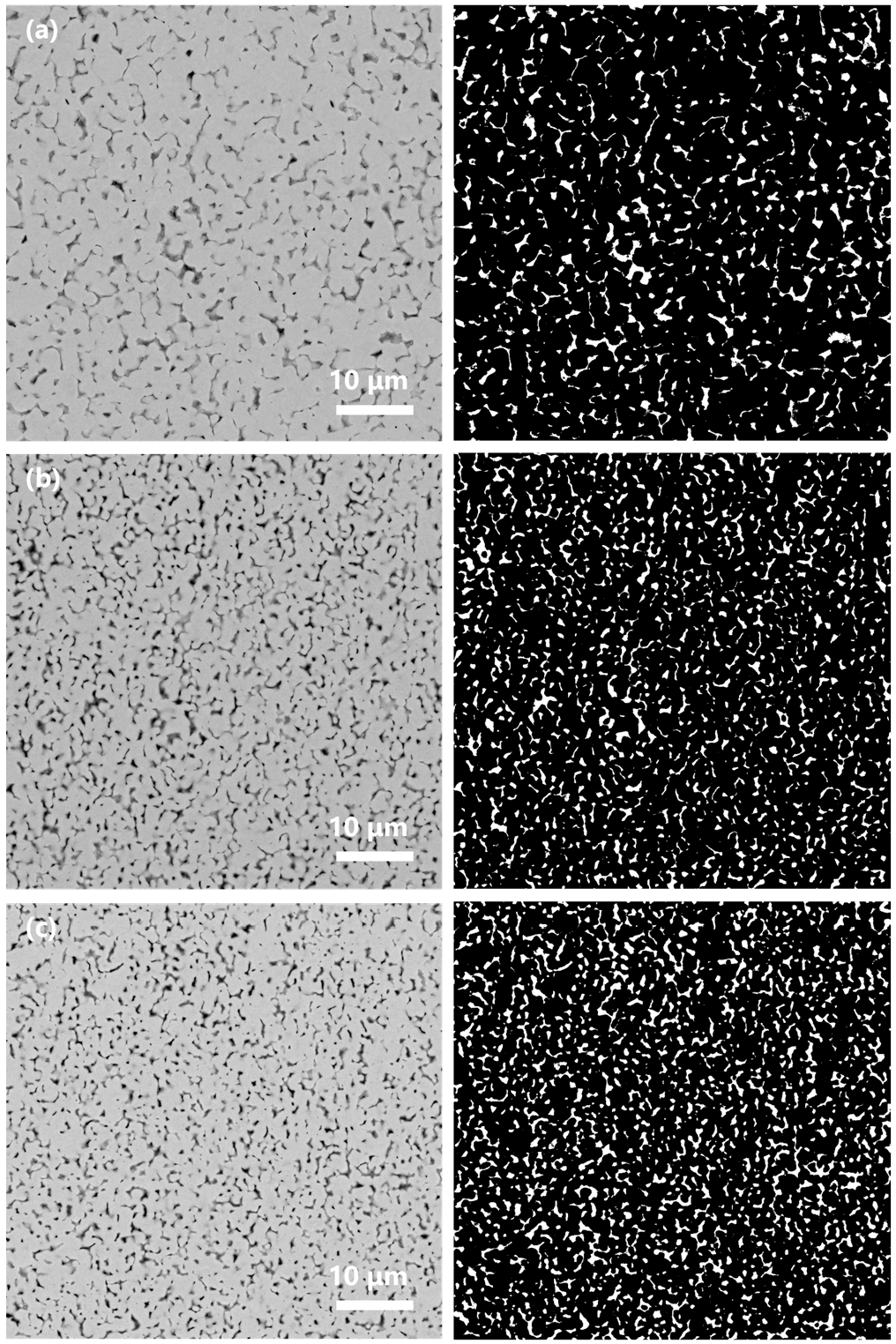
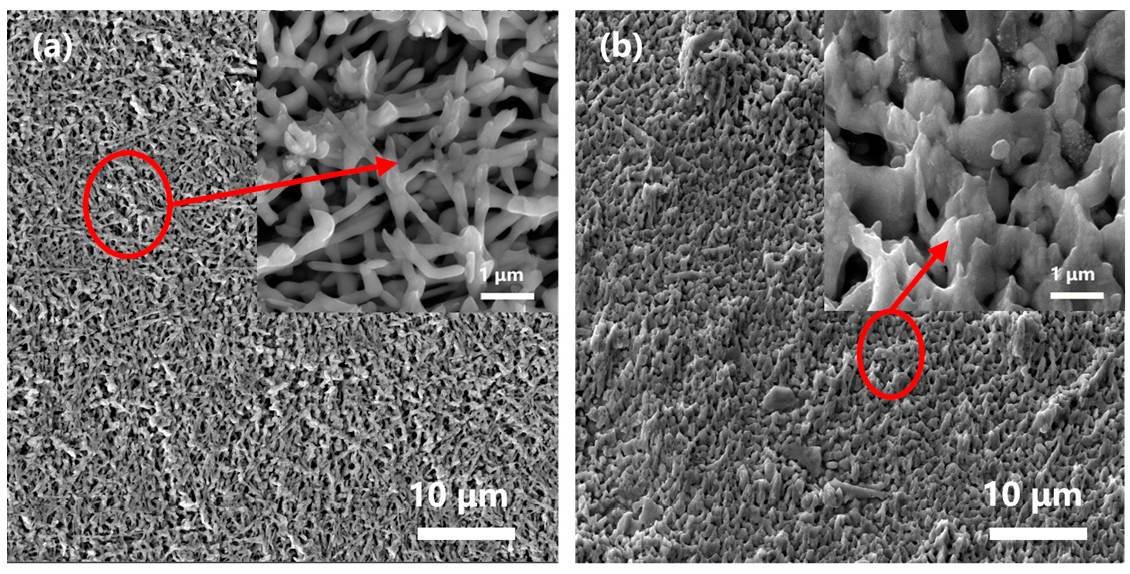
3.1. Basic Characteristics of Silver Nanowire Film
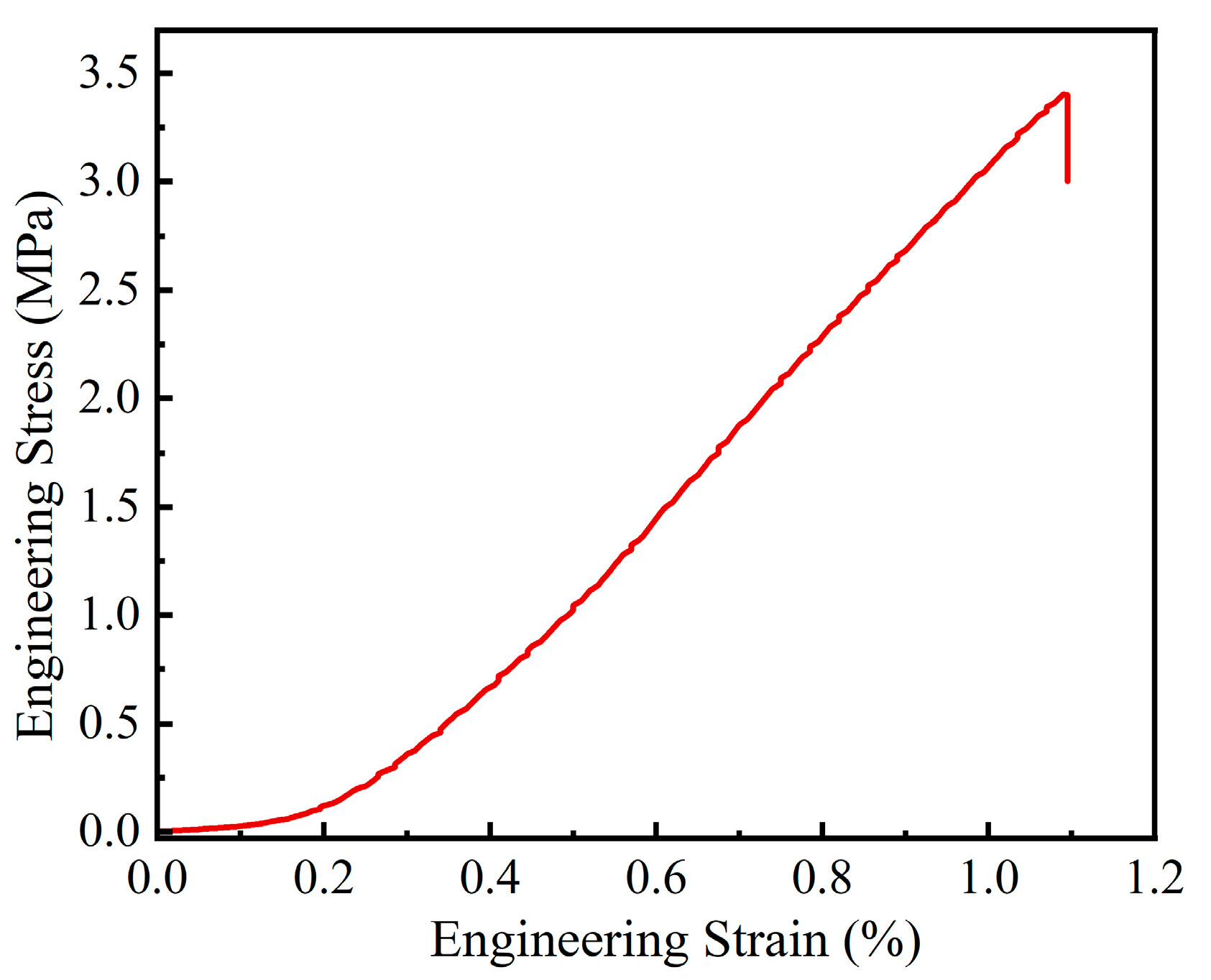
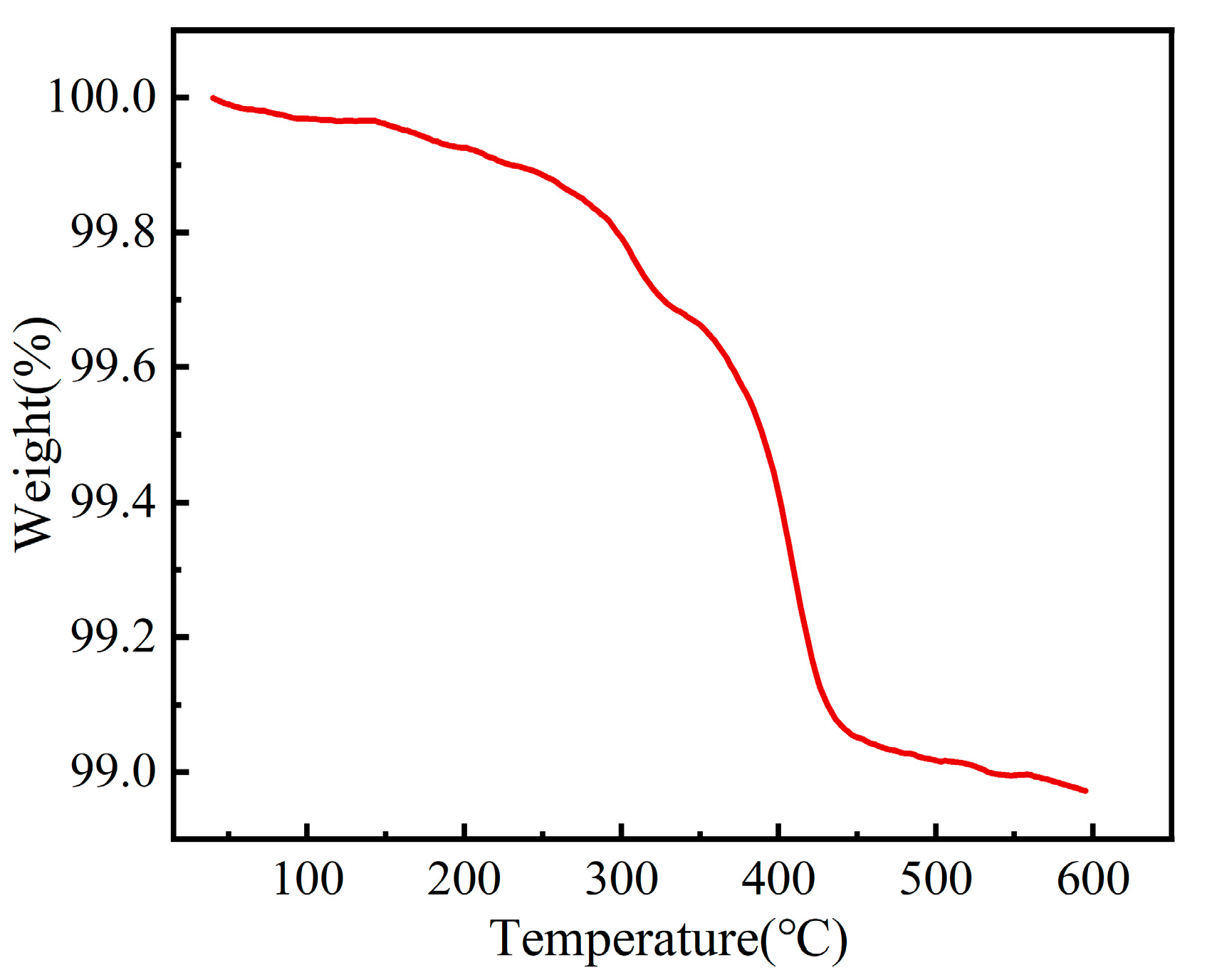
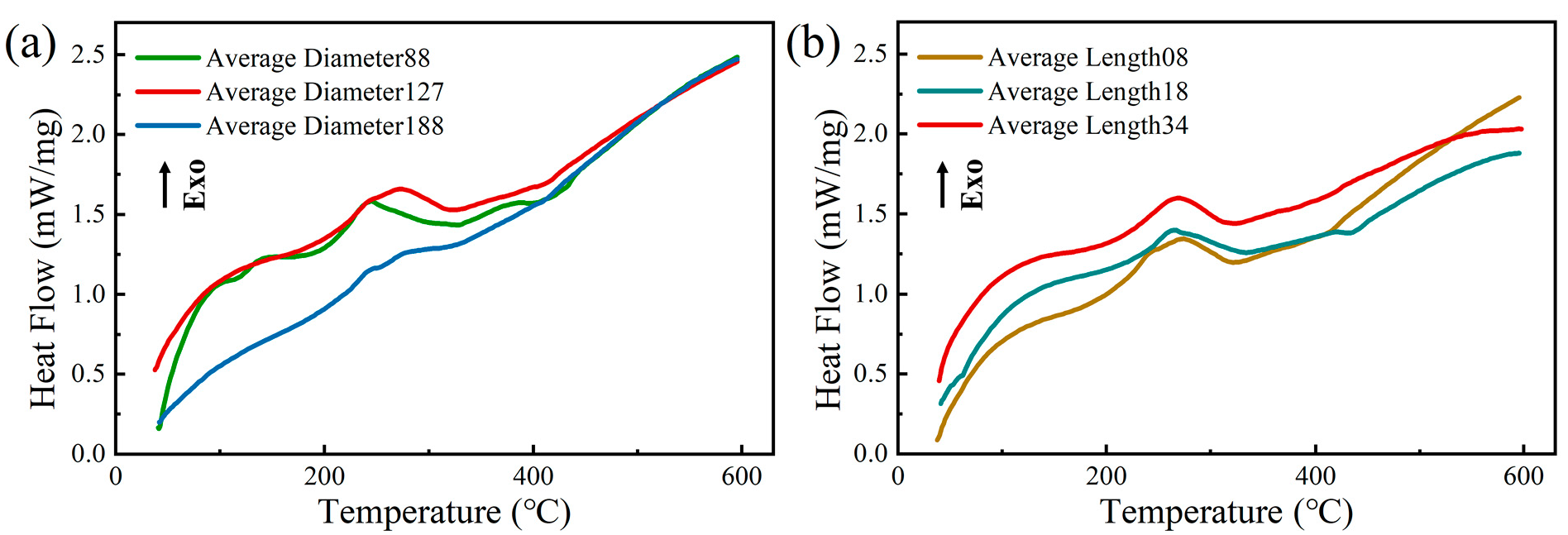
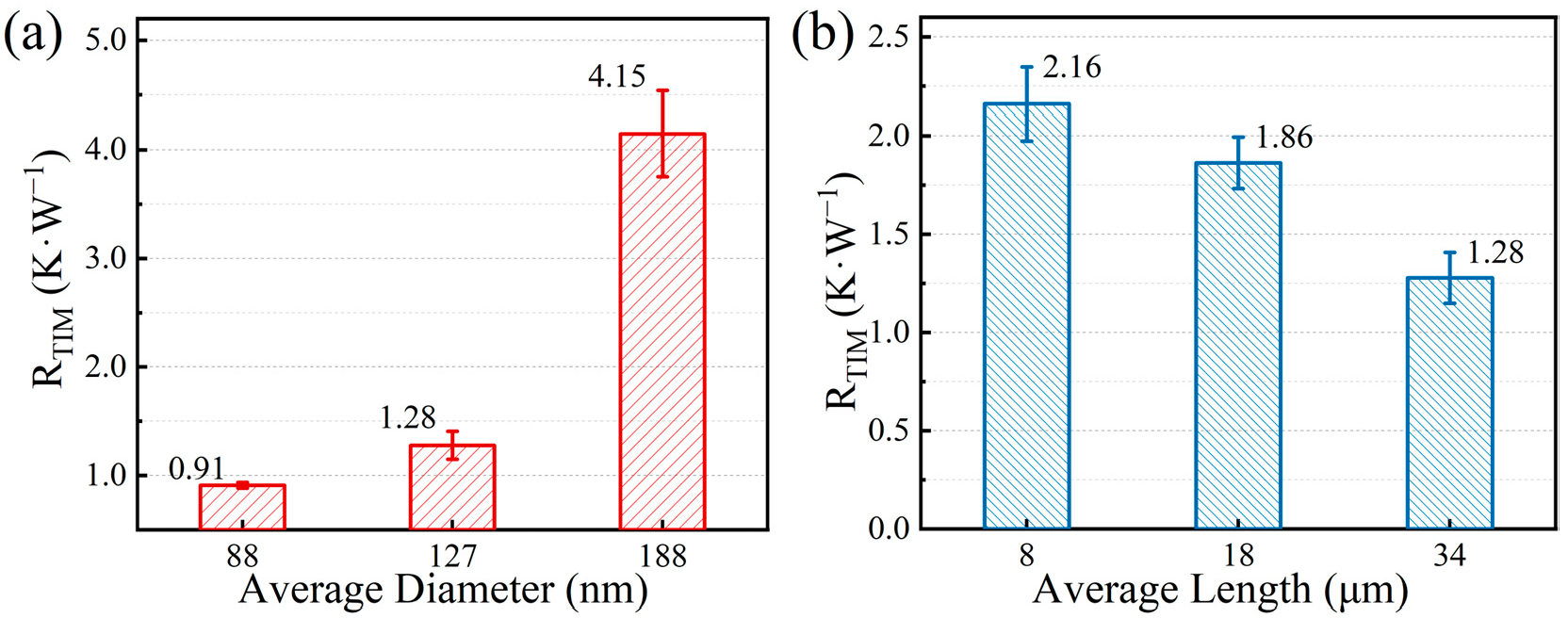
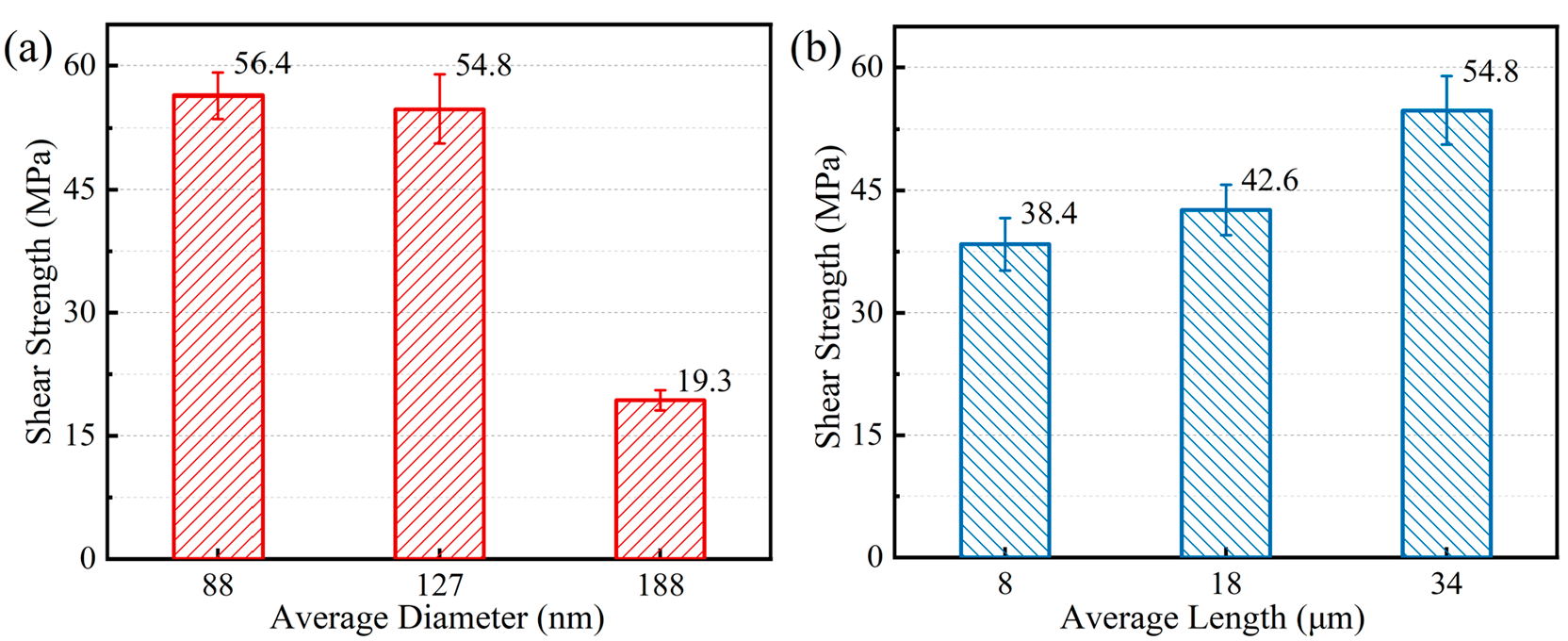
3.2. Performances of Silver Nanowire Film
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shahzad, D.; Pervaiz, S.; Zaffar, N.A.; Afridi, K.K. GaN-Based High-Power-Density AC-DC-AC Converter for Single-Phase Transformerless Online Uninterruptible Power Supply. IEEE Trans. Power Electron. 2021, 36, 13968–13984. [Google Scholar] [CrossRef]
- Bar-Cohen, A.; Maurer, J.J.; Altman, D.H. Embedded Cooling for Wide Bandgap Power Amplifiers: A Review. J. Electron. Packag. 2019, 141, 040803. [Google Scholar] [CrossRef]
- Li, L.; He, Y.; Wang, L.; Wang, C.; Liu, X. IGBT Lifetime Model Considering Composite Failure Modes. Mater. Sci. Semicond. Process. 2022, 143, 106529. [Google Scholar] [CrossRef]
- Iradukunda, A.-C.; Huitink, D.R.; Luo, F. A Review of Advanced Thermal Management Solutions and the Implications for Integration in High-Voltage Packages. IEEE J. Emerg. Sel. Top. Power Electron. 2020, 8, 256–271. [Google Scholar] [CrossRef]
- Swamy, M.C.K. A Review of the Performance and Characterization of Conventional and Promising Thermal Interface Materials for Electronic Package Applications. J. Electron. Mater. 2019, 48, 7623–7634. [Google Scholar] [CrossRef]
- Huang, Y.; Luo, Y.; Xiao, F.; Liu, B.; Tang, X. Physics of Failure of Die-Attach Joints in IGBTs under Accelerated Aging: Evolution of Micro-Defects in Lead-Free Solder Alloys. Microelectron. Reliab. 2020, 109, 113637. [Google Scholar]
- Wang, X.; Zhang, L.; Li, M. Microstructure and Properties of Sn-Ag and Sn-Sb Lead-Free Solders in Electronics Packaging: A Review. J. Mater. Sci. Mater. Electron. 2022, 33, 2259–2292. [Google Scholar] [CrossRef]
- Cheng, S.; Huang, C.-M.; Pecht, M. A Review of Lead-Free Solders for Electronics Applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- Yan, J. A Review of Sintering-Bonding Technology Using Ag Nanoparticles for Electronic Packaging. Nanomaterials 2021, 11, 927. [Google Scholar] [CrossRef]
- Lederer, M.; Gokdeniz, Z.; Khatibi, G.; Nicolics, J. Constitutive Equations for Strain Rate and Temperature Dependent Mechanical Behaviour of Porous Ag-Sintered Joints in Electronic Packages. Microelectron. Reliab. 2021, 126, 114209. [Google Scholar] [CrossRef]
- Yan, J.; Zou, G.; Liu, L.; Zhang, D.; Bai, H.; Wu, A.; Zhou, Y.N. Sintering Mechanisms and Mechanical Properties of Joints Bonded Using Silver Nanoparticles for Electronic Packaging Applications. Weld. World 2015, 59, 427–432. [Google Scholar] [CrossRef]
- Fan, J.; Xu, D.; Zhang, H.; Qian, C.; Fan, X.; Zhang, G. Experimental Investigation on the Sintering Kinetics of Nanosilver Particles Used in High-Power Electronic Packaging. IEEE Trans. Compon. Pack. Manuf. Technol. 2020, 10, 1101–1109. [Google Scholar] [CrossRef]
- Hsu, S.L.-C.; Chen, Y.-T.; Chen, M.-L.; Chen, I.-G. Low Sintering Temperature Nano-Silver Pastes with High Bonding Strength by Adding Silver 2-Ethylhexanoate. Materials 2021, 14, 5941. [Google Scholar] [CrossRef]
- Kim, Y.-J.; Park, B.-H.; Hyun, S.-K.; Nishikawa, H. The Influence of Porosity and Pore Shape on the Thermal Conductivity of Silver Sintered Joint for Die Attach. Mater. Today Commun. 2021, 29, 102772. [Google Scholar] [CrossRef]
- Zhang, H.-Q.; Bai, H.-L.; Jia, Q.; Guo, W.; Liu, L.; Zou, G.-S. High Electrical and Thermal Conductivity of Nano-Ag Paste for Power Electronic Applications. Acta Metall. Sin. Engl. Lett. 2020, 33, 1543–1555. [Google Scholar] [CrossRef]
- Lei, T.G.; Calata, J.N.; Lu, G.-Q.; Chen, X.; Luo, S. Low-Temperature Sintering of Nanoscale Silver Paste for Attaching Large-Area (>100 mm2) Chips. IEEE Trans. Compon. Packag. Technol. 2010, 33, 98–104. [Google Scholar] [CrossRef]
- Wang, C.; Li, G.; Xu, L.; Li, J.; Zhang, D.; Zhao, T.; Sun, R.; Zhu, P. Low Temperature Sintered Silver Nanoflake Paste for Power Device Packaging and Its Anisotropic Sintering Mechanism. ACS Appl. Electron. Mater. 2021, 3, 5365–5373. [Google Scholar] [CrossRef]
- Shen, X.; Li, J.; Xi, S. High Strength Die-Attach Joint Formation by Pressureless Sintering of Organic Amine Modified Ag Nanoparticle Paste. Nanomaterials 2022, 12, 3351. [Google Scholar] [CrossRef]
- Yang, D.; Huang, Y.; Tian, Y. Microstructure of Ag Nano Paste Joint and Its Influence on Reliability. Crystals 2021, 11, 1537. [Google Scholar] [CrossRef]
- Siow, K.S. Mechanical Properties of Nano-Silver Joints as Die Attach Materials. J. Alloy. Compd. 2012, 514, 6–19. [Google Scholar] [CrossRef]
- Paknejad, S.A.; Mannan, S.H. Review of Silver Nanoparticle Based Die Attach Materials for High Power/Temperature Applications. Microelectron. Reliab. 2017, 70, 1–11. [Google Scholar] [CrossRef]
- Xia, Y.; Xiong, Y.; Lim, B.; Skrabalak, S.E. Shape-Controlled Synthesis of Metal Nanocrystals: Simple Chemistry Meets Complex Physics? Angew. Chem. Int. Ed. 2009, 48, 60–103. [Google Scholar] [CrossRef]
- Yan, J.; Zou, G.; Wu, A.; Ren, J.; Yan, J.; Hu, A.; Zhou, Y. Pressureless Bonding Process Using Ag Nanoparticle Paste for Flexible Electronics Packaging. Scr. Mater. 2012, 66, 582–585. [Google Scholar] [CrossRef]
- Yu, H.; Li, L.; Zhang, Y. Silver Nanoparticle-Based Thermal Interface Materials with Ultra-Low Thermal Resistance for Power Electronics Applications. Scr. Mater. 2012, 66, 931–934. [Google Scholar] [CrossRef]
- Moon, K.-S.; Dong, H.; Maric, R.; Pothukuchi, S.; Hunt, A.; Li, Y.; Wong, C.P. Thermal Behavior of Silver Nanoparticles for Low-Temperature Interconnect Applications. J. Electron. Mater. 2005, 34, 168–175. [Google Scholar] [CrossRef]
- Guo, W.; Zhang, H.; Zhang, X.; Liu, L.; Peng, P.; Zou, G.; Zhou, Y.N. Preparation of Nanoparticle and Nanowire Mixed Pastes and Their Low Temperature Sintering. J. Alloy. Compd. 2017, 690, 86–94. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO | c (AgNO3)/M | c (PVP)/M | c (NaCl)/mM | Temperature/°C |
|---|---|---|---|---|
| 1 | 0.3 | 1.00 | 8 | 120 |
| 2 | 0.3 | 0.5 | 8 | 120 |
| 3 | 0.2 | 1.00 | 8 | 130 |
| 4 | 0.2 | 1.00 | 10 | 140 |
| 5 | 0.4 | 0.75 | 8 | 110 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, Y.; Ye, Y.; Yu, C.; Wang, Z.; Xu, Y.; Du, Y. Study on the Preparation and Performance of Low-Temperature Sintering and High-Thermal-Conductivity Silver Nanowire Film. Metals 2023, 13, 819. https://doi.org/10.3390/met13040819
Peng Y, Ye Y, Yu C, Wang Z, Xu Y, Du Y. Study on the Preparation and Performance of Low-Temperature Sintering and High-Thermal-Conductivity Silver Nanowire Film. Metals. 2023; 13(4):819. https://doi.org/10.3390/met13040819
Chicago/Turabian StylePeng, Yongqian, Yicong Ye, Cuijuan Yu, Zhen Wang, Yuanxi Xu, and Yongguo Du. 2023. "Study on the Preparation and Performance of Low-Temperature Sintering and High-Thermal-Conductivity Silver Nanowire Film" Metals 13, no. 4: 819. https://doi.org/10.3390/met13040819