
Process and Mechanism of Sealing 65 vol.% SiCp/ZL102 Composite and DM305 Electronic Glass with Borosilicate Glass
Abstract
:1. Introduction
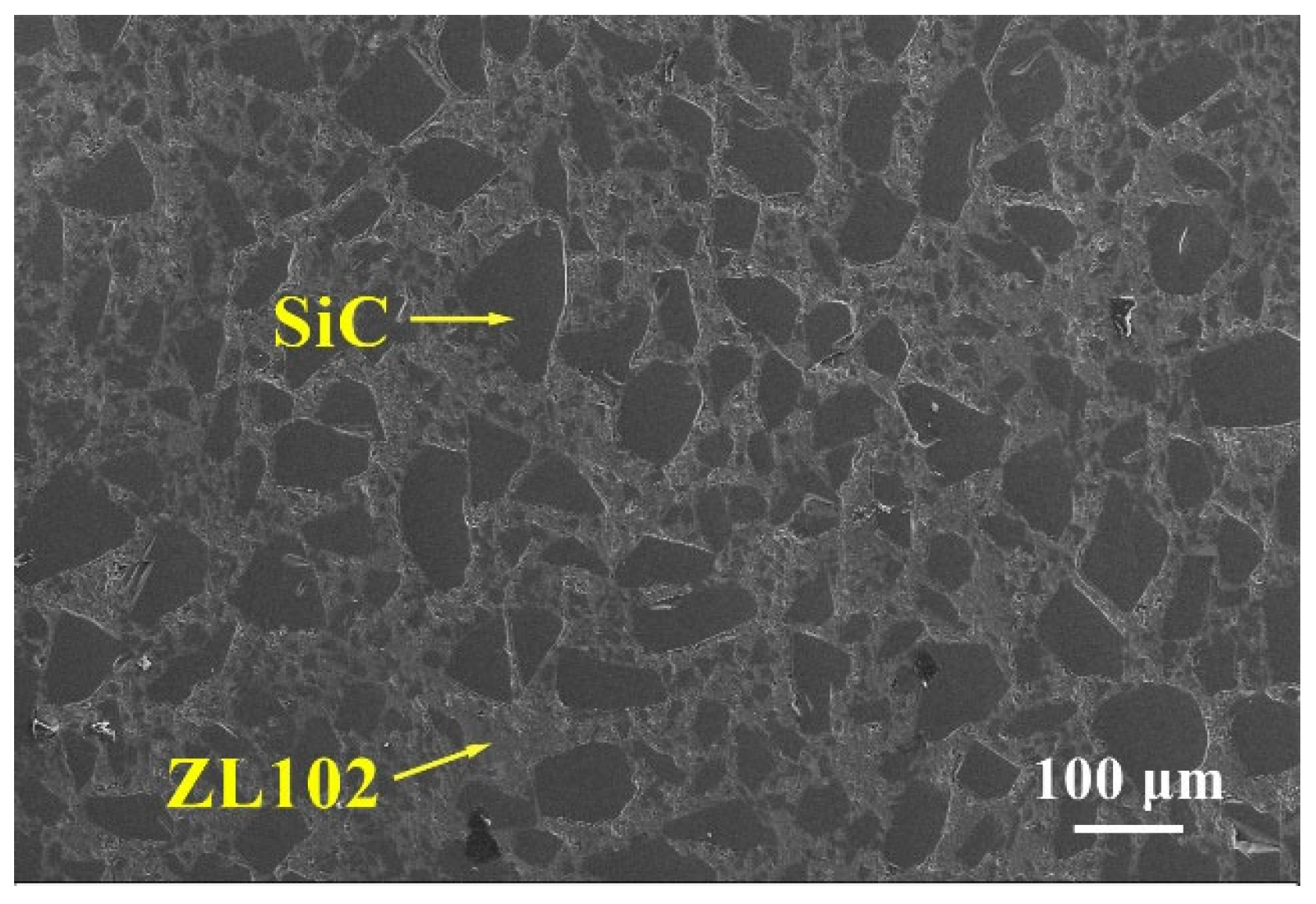
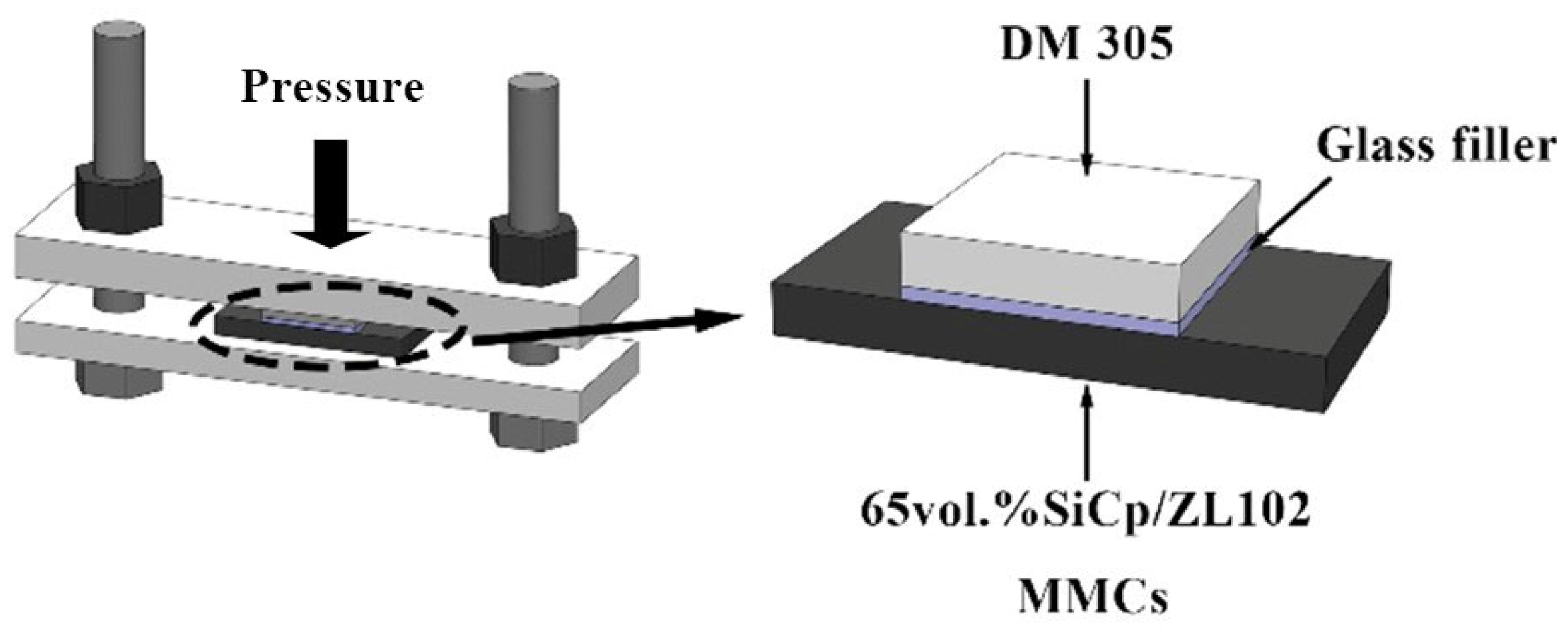
2. Materials and Methods
3. Results and Discussion
3.1. Effect of Sealing Temperature on the Microstructure Evolution of Sealing Joint
3.2. Typical Joint Morphology Analysis
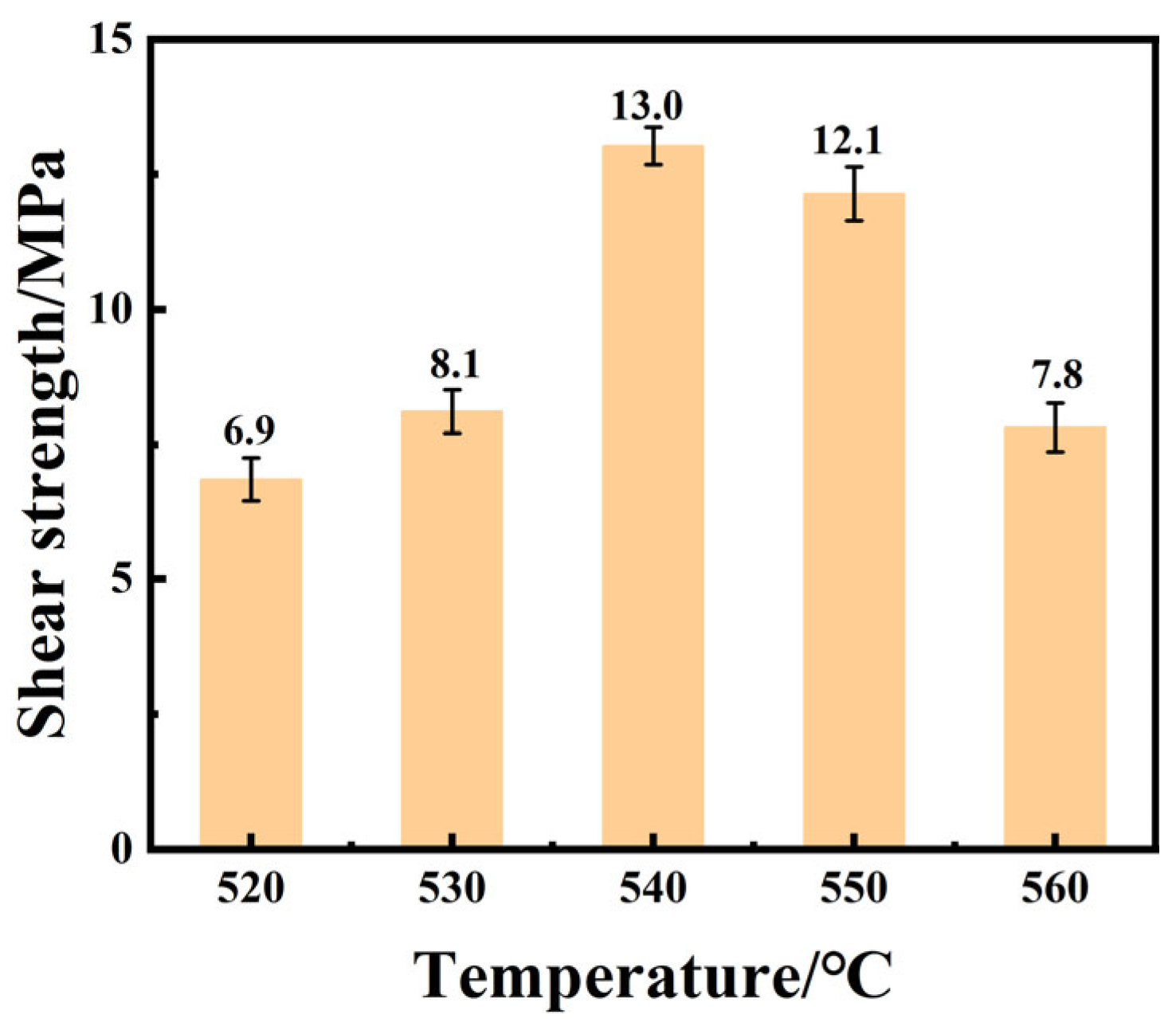
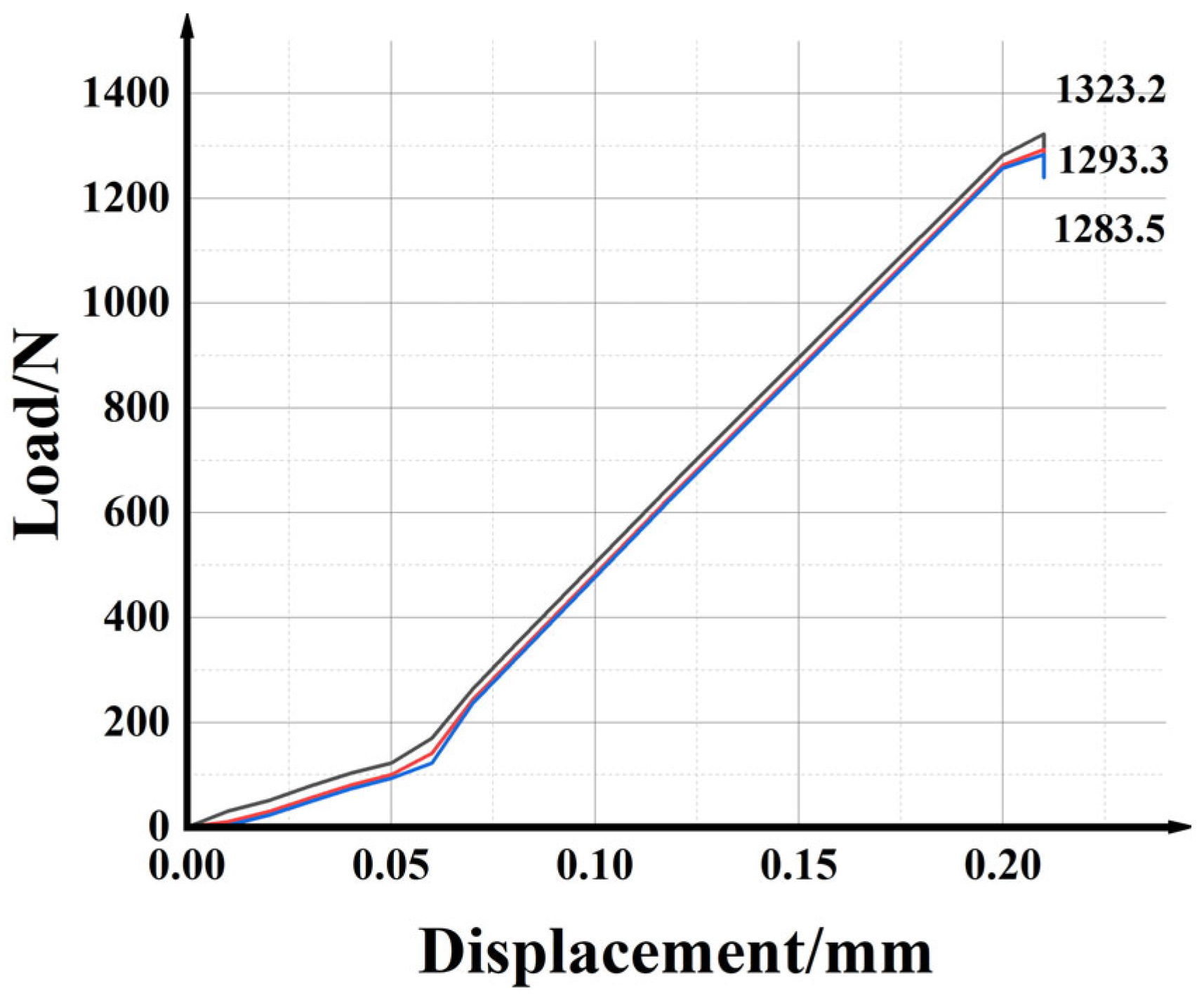
3.3. Shear Strength Analysis of the Joint
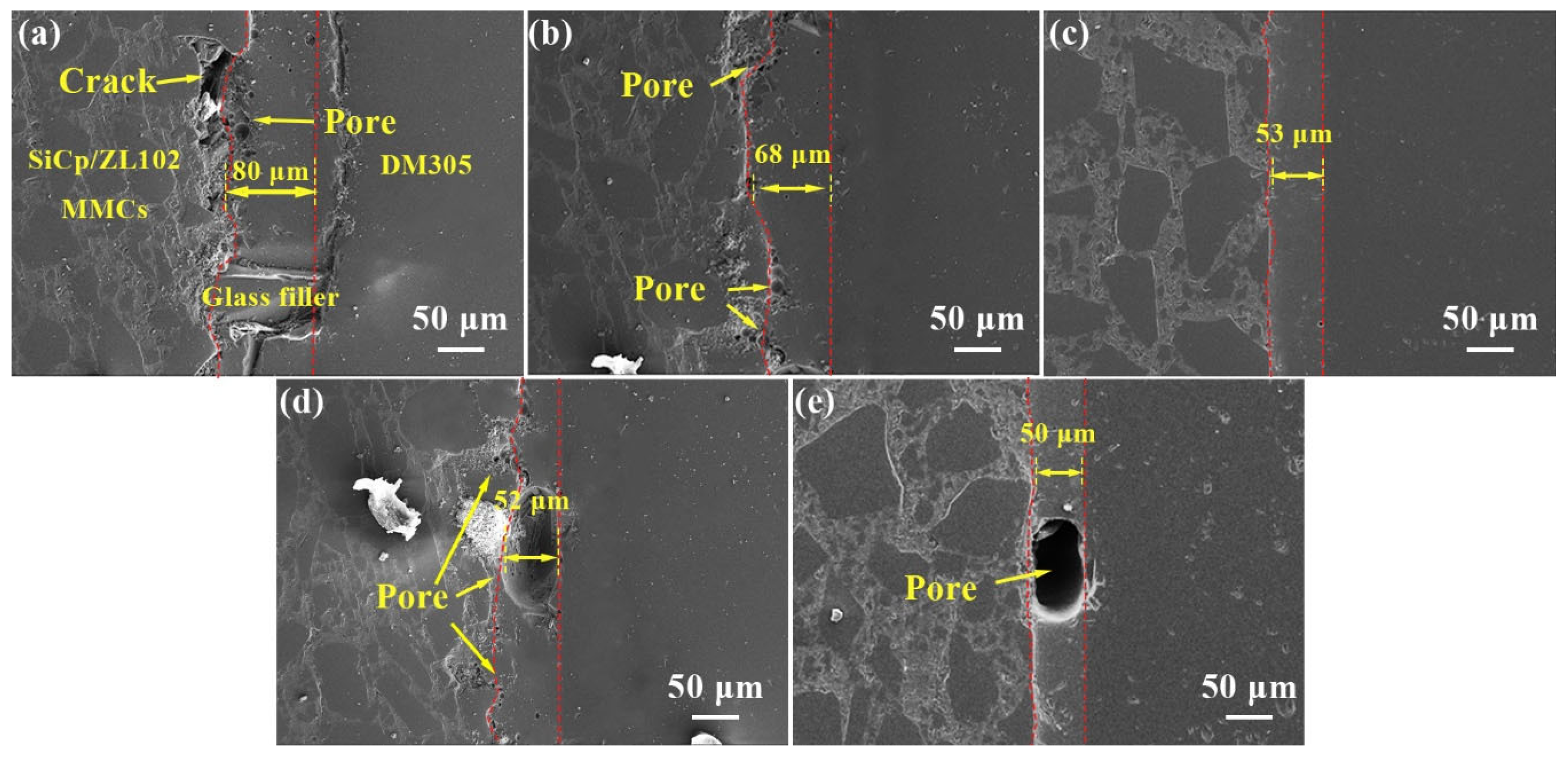
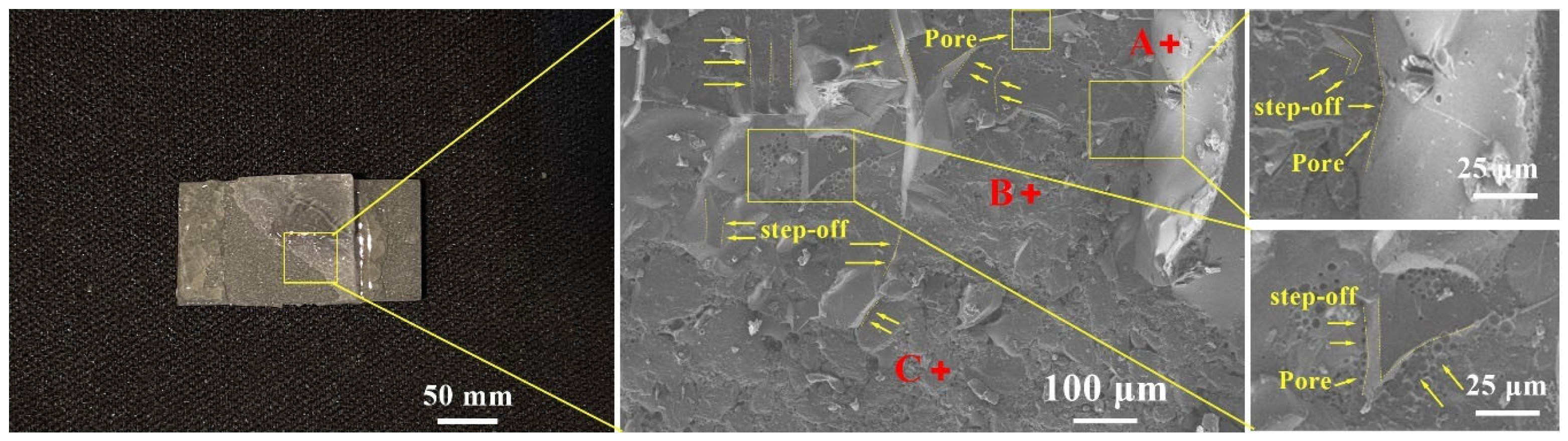
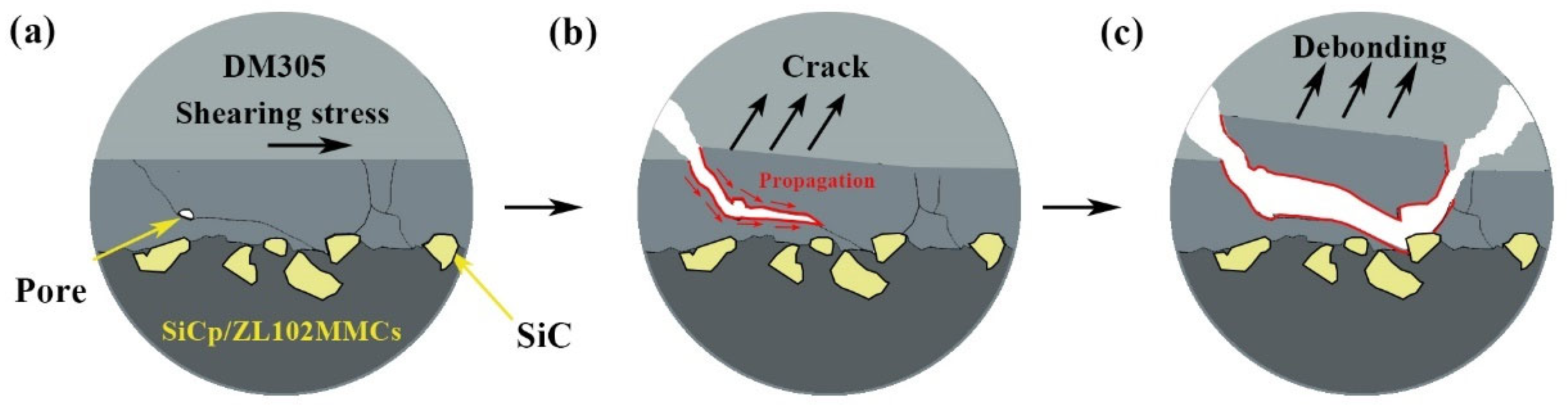
3.4. Fracture Analysis of the Sealing Joint
3.5. Air Tightness Tests of the Sealing Joints
4. Conclusions
- (1)
- The 65 vol.% SiCp/ZL102 composites and DM305 electronic glass can be sealed using the SiO2-B2O3-ZnO-NaO2 glass filler in air. The joint was well formed without defects, such as cracks and pores.
- (2)
- The shear strength of the joint initially increases and then gradually decreases as the sealing temperature rises from 520 to 560 °C. At a sealing temperature of 540 °C, the maximum shear strength of the joint can reach 13.0 MPa. The joint broke at the pores in the weld and ended on the surface of the 65 vol.%SiCp/ZL102 MMCs. Additionally, the leakage rate of air tightness was 1 × 10−9 Pa·m3/s.
- (3)
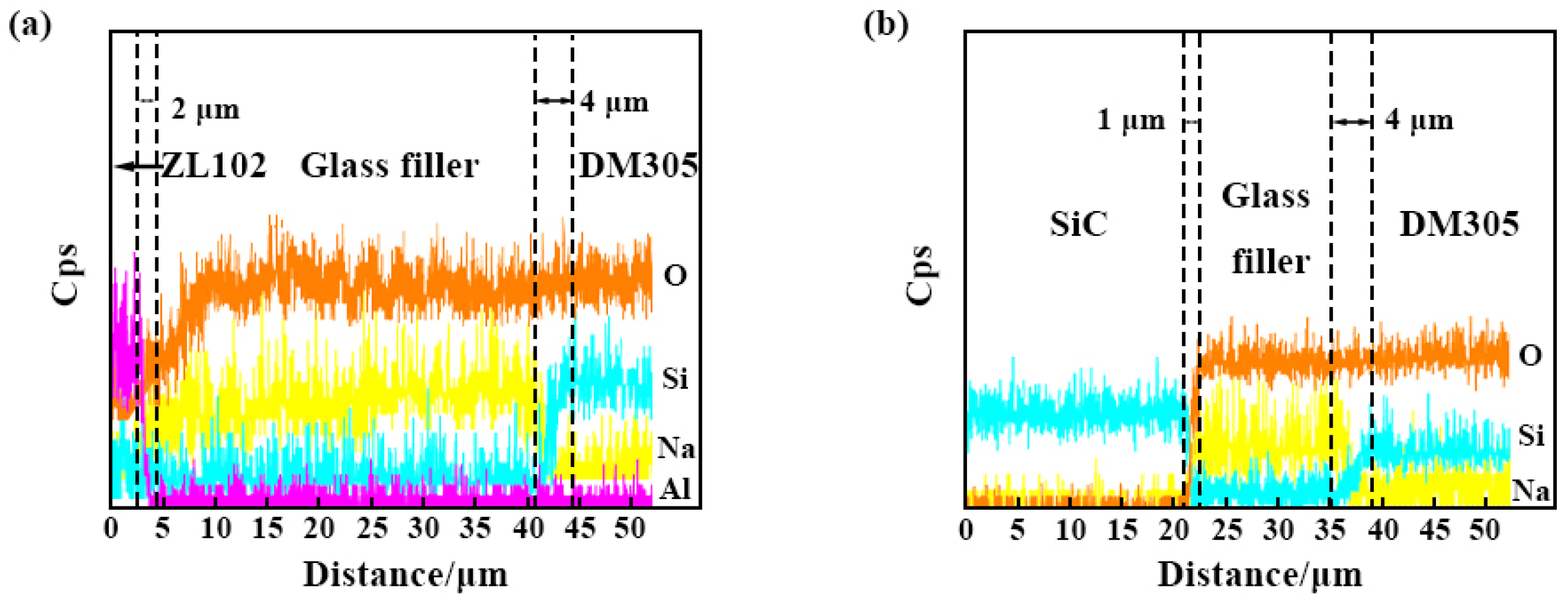
- There are three different bonding interfaces in the joint: the DM305–glass filler, ZL102–glass filler, and SiC–glass filler. At the bonding interface of the DM305 glass–glass filler, Na and Si have a diffusive behavior, with a distance of about 4 μm. Na undergoes depolymerization, and the complex structure of the silicon–oxygen tetrahedron is depolymerized into a simple structure. At the ZL102–glass filler interface, Al and O have a diffusive behavior, with a distance of 2 μm, forming an effective connection. The bonding interface of the SiC–glass filler is serrated, and there is a diffusion layer of Si and O of about 1 μm.
Author Contributions
Funding
Conflicts of Interest
References
- Li, S.; Hu, K.; Hui, W.; Cai, Y.; Zhang, Y. Shear strength and interfacial characterization of borosilicate glass-to-metal seals. J. Alloys Compd. 2020, 827, 154275. [Google Scholar] [CrossRef]
- Ahn, B. Recent Advances in Brazing Fillers for Joining of Dissimilar Materials. Metals 2021, 11, 1037. [Google Scholar] [CrossRef]
- Yi, R.; Chen, C.; Li, Y.; Peng, H.; Zhang, H.; Ren, X. The bonding between glass and metal. Int. J. Adv. Manuf. Technol. 2020, 111, 963–983. [Google Scholar] [CrossRef]
- Shi, C.; Yi, R.; Chen, C.; Peng, H.; Ran, X.; Zhao, S. Forming mechanism of the repairing process on clinched joint. J. Manuf. Process. 2020, 50, 329–335. [Google Scholar] [CrossRef]
- Ferraris, M.; De la Pierre, S.; Sabato, A.G.; Smeacetto, F.; Javed, H.; Walter, C.; Malzbender, J. Torsional shear strength behavior of advanced glass-ceramic sealants for SOFC/SOEC applications. J. Eur. Ceram. Soc. 2020, 40, 4067–4075. [Google Scholar] [CrossRef]
- Ardestani, S.S.K.; Dashtizad, V.; Kaflou, A. Effects of temperature, time, atmosphere and sealing geometry on defects occurred in borosilicate glass-kovar alloy seal. Ceram. Int. 2021, 47, 2008–2015. [Google Scholar] [CrossRef]
- Khachatryan, H.; Lee, S.N.; Kim, Y.H.; Kim, K.B.; Kim, M. Temporary bonding of a thin metal foil to a glass substrate using glass powder for fabricating optical sensors. J. Korean Phys. Soc. 2021, 79, 19–24. [Google Scholar] [CrossRef]
- Khachatryan, H.; Baek, S.-H.; Lee, S.-N.; Kim, H.-K.; Kim, M.; Kim, K.-B. Metal to glass sealing using glass powder: Ion induced crystallization of glass. Mater. Chem. Phys. 2019, 226, 331–337. [Google Scholar] [CrossRef]
- Nazari, R.; Khoramishad, H. A novel combined anodic-adhesive bonding technique for joining glass to metal for micro device applications. Int. J. Adhes. Adhes. 2022, 117, 103175. [Google Scholar] [CrossRef]
- Zhang, M.; Chan, Y.; Chen, C.; Qiu, Z. A new sealing technology for ultra-thin glass to aluminum alloy by laser transmission welding method. Int. J. Adv. Manuf. Technol. 2021, 115, 2017–2035. [Google Scholar] [CrossRef]
- Yanik, M.C.O.; Demirel, O.; Elmadagli, M.; Gunay, E.; Aydin, S. Investigation of glass sintering to improve strength and interfacial interactions in glass-to-AISI 316L metal joints. Int. J. Appl. Glass Sci. 2023, 14, 256–267. [Google Scholar] [CrossRef]
- Chen, Z.; Ikeuchi, K.; Takahashi, M.; Nishikawa, S. Electric Field-assisted Anodic Bonding of Glass to Kovar Alloy. Trans. China Weld. Inst. 2001, 22, 21–25+3. [Google Scholar]
- Feng, G.J.; Li, Z.R.; Xu, X.L.; Shen, Z.K.; Yang, Y. Glass-Copper anodic bonding through activated Sn-0.6Al solder. J. Mater. Process. Technol. 2018, 254, 108–113. [Google Scholar] [CrossRef]
- Utsumi, A.; Ooie, T.; Yano, T.; Katsumura, M. Direct Bonding of Glass and Metal Using Short Pulsed Laser. J. Laser Micro Nanoeng. 2007, 2, 133–136. [Google Scholar] [CrossRef]
- Ji, C.-H.; Huang, Y.-J.; Chen, X.; Jiang, J.-Y.; Guo, Z.-J.; Long, Y. Direct microwelding of dissimilar glass and Kovar alloy without optical contact using femtosecond laser pulses. J. Cent. South Univ. 2022, 29, 3422–3435. [Google Scholar] [CrossRef]
- Xu, L.; Chen, Z.; Li, C.; Wang, Y.; Mi, G. Sealing mechanism of interface between 55%SiCp/6061 Al composite materials and PbO-ZnO-B2O3 glass. Rare Met. Mater. Eng. 2018, 47, 169–174. [Google Scholar]
- Chu, J.; Gao, Z.; Wang, Z.; Niu, J.; Tao, X. Process and Properties of Brazing of High Volume SiCp/6063Al Composites and Electronic Glass with Low Temperature Glass Solder. Mater. Rep. 2021, 35, 24062–24067. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, Z.; Chu, J.; Qiu, D.; Niu, J. Low Temperature Sealing Process and Properties of Kovar Alloy to DM305 Electronic Glass. Metals 2020, 10, 941. [Google Scholar] [CrossRef]
- Ferraris, M.; Gili, F.; Lizarralde, X.; Igartua, A.; Mendoza, G.; Blugan, G.; Gorjan, L.; Casalegno, V. SiC particle reinforced Al matrix composites brazed on aluminum body for lightweight wear resistant brakes. Ceram. Int. 2022, 48, 10941–10951. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Guo, W.; Hou, J.; Lin, T.; He, P. Joining high volume fraction SiC particle reinforced aluminum matrix composites (SiCp/Al) by low melting point stannous oxide–zinc oxide–phosphorus pentoxide glass. Ceram. Int. 2021, 47, 3955–3963. [Google Scholar] [CrossRef]
- Wang, F.; Zhou, J.; Wu, S.Y.; Kang, X.M.; Zhao, W.S. Study on material removal mechanism of photocatalytic-assisted electrochemical milling-grinding SiCp/Al. Int. J. Adv. Manuf. Technol. 2023, 124, 817–832. [Google Scholar] [CrossRef]
- Zoubenko, E.; Iacopetti, S.; Weinfeld, K.; Kauffmann, Y.; Van Cleemput, P.; Eizenberg, M. Impact of chemical bonding difference of ALD Mo on SiO2 and Al2O3 on the effective work function of the two gate stacks. J. Vac. Sci. Technol. A 2021, 39, 043201. [Google Scholar] [CrossRef]
- Dong, R.-K.; Mei, Z.; Xu, S.-Y.; Zhao, F.-Q.; Ju, X.-H.; Ye, C.-C. Molecular dynamics simulation on reaction and kinetics isotope effect of nano-aluminum and water. Int. J. Hydrogen Energy 2019, 44, 19474–19483. [Google Scholar] [CrossRef]
- Yang, C.; Bai, J.; Wang, G.; Wang, H.; Ma, S. Effect of Na2O content on wettability, crystallization and performances of sealing glass. J. Mater. Res. Technol. 2023, 23, 4117–4134. [Google Scholar] [CrossRef]
- Barlet, M.; Delaye, J.-M.; Boizot, B.; Bonamy, D.; Caraballo, R.; Peuget, S.; Rountree, C.L. From network depolymerization to stress corrosion cracking in sodium-borosilicate glasses: Effect of the chemical composition. J. Non-Cryst. Solids 2016, 450, 174–184. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| Wt.% | 10.0–13.0 | 0.0–0.7 | ≤0.30 | ≤0.50 | ≤0.10 | ≤0.10 | ≤0.20 | Balance |
| Composition | SiO2 | Al2O3 | B2O3 | K2O | Na2O |
|---|---|---|---|---|---|
| Content | 67.5 ± 1.0 | 3.5 ± 0.5 | 20. | 4.9 ± 0.3 | 3.8 ± 0.3 |
| Material | 65 vol.% SiCp/ZL102 | DM305 Electronic Glass | Glass filler |
|---|---|---|---|
| CET × 10−7/°C | 8.0 | 4.9 | 6.5 |
| Point | O | Si | Na | Al | C | Zn | Phase |
|---|---|---|---|---|---|---|---|
| A | 56.6 | 34.1 | 6.3 | 3.0 | - | - | DM305 |
| B | 56.9 | 20.4 | 15.5 | 4.2 | - | 3.0 | Glass filler |
| C | 0.4 | 49.2 | - | - | 50.4 | - | SiC |
| Temperature/°C | 520 | 530 | 540 | 550 | 560 |
|---|---|---|---|---|---|
| Leak rate/Pa·m3·s−1 | --- | 1 × 10−8 | 1 × 10−9 | --- | --- |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, D.; Cheng, D.; Hu, X.; Niu, J.; Qiu, D. Process and Mechanism of Sealing 65 vol.% SiCp/ZL102 Composite and DM305 Electronic Glass with Borosilicate Glass. Metals 2023, 13, 817. https://doi.org/10.3390/met13040817
Zhou D, Cheng D, Hu X, Niu J, Qiu D. Process and Mechanism of Sealing 65 vol.% SiCp/ZL102 Composite and DM305 Electronic Glass with Borosilicate Glass. Metals. 2023; 13(4):817. https://doi.org/10.3390/met13040817
Chicago/Turabian StyleZhou, Da, Dongfeng Cheng, Xiaoyu Hu, Jitai Niu, and Dechao Qiu. 2023. "Process and Mechanism of Sealing 65 vol.% SiCp/ZL102 Composite and DM305 Electronic Glass with Borosilicate Glass" Metals 13, no. 4: 817. https://doi.org/10.3390/met13040817