1. Introduction
Research on pearlitic cold-drawn steel wires over the years has become essential for the development of this kind of material for a variety of applications. These wires present ultra-high strength and ductility, which make them suitable for use as cables for engineering structures, such as suspension for bridges, and for automotive tires cords, springs and so on. The literature has reported that steel wires can achieve very high strength, which makes this material a prominent product [
1]. For the manufacturing process of steel wires, hot-rolled bars are subjected to isothermal transformation of the austenitic phase at temperatures of 480–550 °C (patenting process) and drawn [
2,
3].
After the production process, the metal structure normally presents a very fine lamellar pearlite, with interlamellar spacing less than 150 nm. Therefore, the steel undergoes cold-drawing, in a process of severe plastic deformation, gradually ensuring its strength. Studies have been conducted in order to understand the microstructural evolution and its effects on strength through cold-drawing [
4]. Meanwhile, in some kinds of engineering applications, such as power cables and suspension bridges, the produced wires pass through hot-dip galvanizing or black oxidation to improve their corrosion properties [
5,
6]. Other factors such as thermal stability and the microstructural mechanisms associated with heat treatment of drawn wires are also considered by industry and academia [
7].
In general, strong and ductile steel wires are desired, mainly because this last property is essential to prevent abrupt failure of the material under operation. However, when subjected to the cold-drawing process, the wire strength is increased, while ductility concurrently deteriorates. As the drawing tension is increased, the radius of the wire as well as the interlamellar spacing of perlite plates in the microstructure decrease. In this way, the wire strength increases as consequence of smaller interlamellar spacing (following the Hall–Petch relationship) [
8]. On the contrary, the ductility of the wire drops due to great restrictions on cementite layer displacements. Some exceptions happen only for wires with high drawing tension [
9,
10,
11,
12]. One explanation for such a behavior is that the cementite lamella thickness may be less than 1 nm [
11], and fine cementite presents some ductility due to its size effect [
13].
Heat treatment can be used to control the mechanical properties by adjusting the microstructure of a wire. It has been reported that a wire’s strength is slightly increased when annealing at low temperatures is employed [
6,
14,
15], but its ductility is reduced [
6]. On the other hand, the wire’s strength drops and its ductility is increased at higher temperatures. For instance, a wire with a drawn strength of 6.35 GPa suffers from deteriorated ductility as the temperature increases above 350 °C [
16]. When subjected to low-temperature annealing, the wires experience static strain aging (SSA) and microstructure recovery, while at higher temperatures, mechanisms of recrystallization, cementite and ferrite grain growth are favored [
17]. However, the microstructure change in wires annealed at low temperatures is difficult to observe through transmission electron microscopy (TEM) [
5,
16,
17], even though the stress (yield stress) may have apparently varied. By means of positron annihilation spectroscopy (PAS), researchers reported that at low temperatures of up to 523 K, the annihilation of carbon vacancy complexes (single or perhaps di-vacancies) is prone to happen, and carbon atoms can diffuse to grain boundaries, interface boundaries, or dislocations [
18,
19].
It appears that improving both the strength and ductility of wires is a great challenge. However, it has been found that these antagonistic properties in a moderately drawn wire (ε = 2) were slightly improved under low-temperature annealing [
20,
21]. It is inferred that the increased strength results from the decoration of cementite nanograins on ferrite dislocations, and the increased ductility may originate from unaccomplished recovery when the microstructure of the material remains lamellar. However, the possible strategies for achieving a strength–ductility balance are not explicitly detailed, as attention has been given to other important topics such as cementite crystallization [
20] and the torsion property of pearlitic wires [
21]. So, the plasticity mechanism and strengthening of cold-drawn pearlitic wires under the annealing process is still not fully understood to date.
Recently, atomistic simulations have been carried out in order to explain the microstructural evolution and mechanical mechanisms of pearlite wires [
22,
23]. Using molecular statics (MS), the carbon atom and screw or edge dislocations’ binding energy in BCC iron were computed on an atomic scale. The results presented quantitative agreement with elasticity theory [
24].
Leão et al. [
25] investigated microstructural issues during the manufacturing of flat pearlitic steel wires for tensile armor application. Patenting and cold deformation provided great refinement of pearlite blocks. The study presented the effects of different lab simulated processes on the crack susceptibility of pearlitic steel under different process routes for tensile armor employment. Zhang et al. [
26] studied the relationship between the microstructural parameters and mechanical properties of eutectoid steels, prioritizing the impact toughness and nucleation growth mechanism of pearlite colonies, concluding that prior austenite grain size has little or no influence on impact toughness. This study also revealed that pearlite colony size remains constant with changes in austenitizing temperature. This phenomenon occurs because the pearlite colonies randomly nucleate at the grain boundary and grow into the interior of the grains. These nucleation sites increase the chance of the growing pearlite colonies colliding with each other, resulting in consistent sizes of these colonies.
Cai et al. [
27] investigated the effects of strain on the microstructure and mechanical properties in pearlitic steels, considering thermal simulation, SEM, HRTEM and EBSD. This study revealed that higher strain rates promote spheroidization of cementite, decreasing the yield and tensile strengths of the steel, while the total elongation increased as the deformation strain increased. Masoumi et al. [
28] pointed out that changes occurred during the coiling and uncoiling processes, mainly an increase in strength due to the cementite thinning/fragmentation and texture changes. The study revealed that the fragilization promoted by {001} grains with a low Taylor factor promoted grain fragmentation and micro-crack formation in these brittle orientations.
Yang et al. [
29] studied the microstructural evolution of cold-rolled pearlitic steel under EBSD and XRD. This study showed the increase in mechanical properties coupled with the increase in the KAM angle, concluding that the main strengthening mechanism for rolling is dislocation strengthening.
A multiscale simulation and atomistic calculations of a discrete diffusion model were proposed to explain the cementite composition mechanism during wire drawing [
30]. The results favor the so-called “dragging mechanism,” whereby a mobile screw dislocation is capable of transporting carbon atoms along its slip plane and shows good agreement with carbon concentration data in ferrite from APT analysis [
31]. MD simulations were also performed to investigate the inadequate dislocations at ferrite/cementite interfaces and for various orientation relationships (ORs), and the most likely ORs in pearlite steel were provided by this analysis [
32]. Through aberration-corrected MET imaging analysis (CAMET) and density functional theory (DFT), it was discovered that the interface with the Fe-C-Fe end layer in cementite has the lowest energy, due to the formation of interfacial Fe-C bonds [
33]. Despite these advances, here, for the first time, investigations of the texture evolution and microstructure trends of this specific pearlitic drawn wire were carried out. These were performed on the as-received, after annealing, and isothermal heat-treated samples of the investigated material. To consolidate the results, the mechanical properties of the metal were explored by means of tensile experiments. In the following sections, the findings—which can serve as tools to improve the design and performance of flexible pipelines—are presented.
2. Materials and Methods
Cold-rolled and drawn pearlitic rods were studied in this work. The dimensions of the material examined in cross-sectional and longitudinal sections are 6 × 14 mm2 and 6 × 10 mm2, respectively. The chemical composition of the samples was obtained using a Shimadzu PDA-7000 optical emission spectrometer.
The study material underwent subcritical annealing and isothermal heat treatments similar to patenting, as described below. Subcritical annealing consisted of heating the material, held for 2 h at 700 °C, followed by quenching in water. This annealing was performed below the A1 (AC1) line so that the material did not undergo austenitization. A temperature of 700 °C was chosen to promote carbon diffusion and a change in the morphology of its aggregates (from acicular to semi-spheroidized). To minimize changes in grain size, a two-hour time was established for this treatment. The sample is referred to as REC.
The isothermal treatment was performed by austenitizing the material at 1100 °C, which is standardized for this type of treatment, for 5 min, which was estimated based on the time–temperature–austenitization (TTA) curve of this material. This step is necessary to heat the sample to the specified temperature and to maintain the temperature for homogenization of the austenite grains, followed by an isothermal bath in salt at 550 °C for 200 s. The salt is composed of 60% KNO3 and 40% NaNO3. The high austenitization temperature ensures that little time is required for austenitization and homogenization of the austenite in the material. The sample is referred to as ISO.
Above the A3 line, proeutectoid ferritic grains transform into austenite, initiating the growth of austenitic grains. However, the austenitic grains are not homogeneous, which increases the likelihood of nucleation and precipitation of undissolved carbides in the microstructure, rather than the lamellar pearlitic structures that occur more easily from homogeneous austenite. After a certain time above the A3 (AC3) line, grain homogenization occurs, as observed in the TTA graph.
The homogenized samples above A3 are then subjected to a salt bath at 550 °C for 200 s, followed by water quenching. These diagrams were obtained using the JMAT Pro software (Version 3.0.2, Sente Software Ltd., Guildford, UK), which provides the composition (wt.%) of the material and the temperature at which the material is to be austenitized. The curves obtained are simulated from the extensive database of the program, simulating the curves from a wide range of material properties for alloys, especially for multicomponent alloys used in industrial practice [
34].
The temperature for isothermal transformation (550 °C) was defined according to the manufacturer’s specifications to obtain fine pearlite (the lamellae thickness was found to be below 100 nm) [
35]. Therefore, the required temperature was in the temperature range below the knee of the pearlite curve. As observed by Dikic et al. [
36], lower temperature transformations stabilize bainite at grain boundaries.
Samples for microstructural analysis were prepared using the standard metallographic preparation method, which involves grinding with SiC paper and subsequent polishing with a 6, 3, and 1 μm diamond suspension. The samples were then etched with 4% Nital for 4–5 s. Microstructural observations were conducted using FEI
® Quanta 450 and FEI
® Quanta 650 field emission gun scanning electron microscopes, coupled with electron backscatter diffraction (EBSD) detectors, with step size scan grit of 38.8 nm (EBSD). The obtained images were subsequently analyzed using Fiji ImageJ
® software [
37]. Post-processing EBSD data were analyzed with the software
HKL-Channel 5 (Tango) and
ATEX ©, and the grain definition was in accordance with ISO 13067:2011 for measurement of the average grain size in EBSD [
38].
X-ray diffraction measurements were performed on the cross-sectional area of the samples (SiC paper 400–1200 mesh) using a Philips® XPert Pro diffractometer in scan mode, with a step size of 0.015°, a time per step of 1.5 s, and an angle range of 45–105°. CoKα radiation (0.1789 nm) was used at 40 kV and 45 mA, with a monochromator.
Regarding Rietveld refinement, the density of dislocations (
δ), microstrain (
ε), and crystallite size (
t) were estimated from the diffractograms using the Debye–Scherer relationship [
39] combined with the Stoke–Wilson formula [
40]. The necessary parameters for the equations (FWHM, diffraction angle) were obtained by refinement through the GSAS-II
® software. The density of dislocations (
δ) was calculated using Equation (1):
where
t is the crystallite size associated with the diffraction angle relationship and peak curvature, as shown in the Debye–Scherer relationship [
40] in Equation (2):
where
λ is the wavelength of X-rays,
β is the full width at half maximum of the peak (FWHM), and
θ is the X-ray diffraction angle in degrees. The microstrain was calculated from the Stoke–Wilson formula, as shown in Equation (3):
To evaluate the mechanical properties, tensile tests were carried out in accordance with ASTM E8, [
41], which defines the parameters for this test. The dimensions of the samples are in accordance with the “subsize specimen” classification (55 mm × 3 mm × 1.5 mm). The tests were performed at a deformation rate of 0.005 mm/s using a universal testing machine (MTS
®).
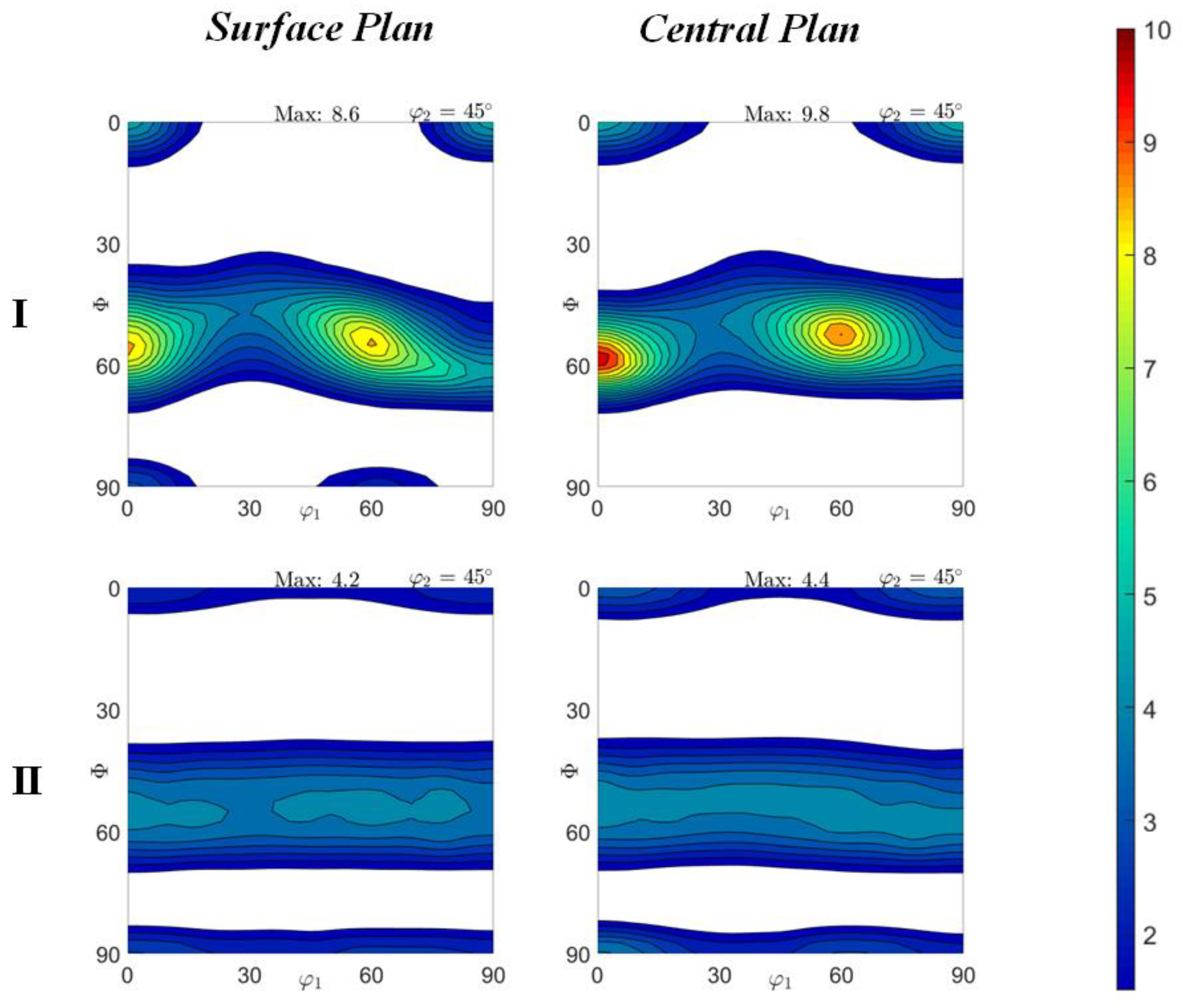
For texture analysis, were performed orientation distribution functions (ODFs), which were obtained for a series expansion method (Imax = 22) based on incomplete pole figures (110), (200) and (211) represented by Bunge’s convention with the three Euler angles (φ1, ϕ, φ2). The MTEX toolbox was utilized in Matlab® software for analysis and data processing.
4. Discussion
The presence of a dispersed spheroidized microstructure within the ferrite grains is responsible for increasing ductility without interfering with the yield strength, as noted by Oyama et al. [
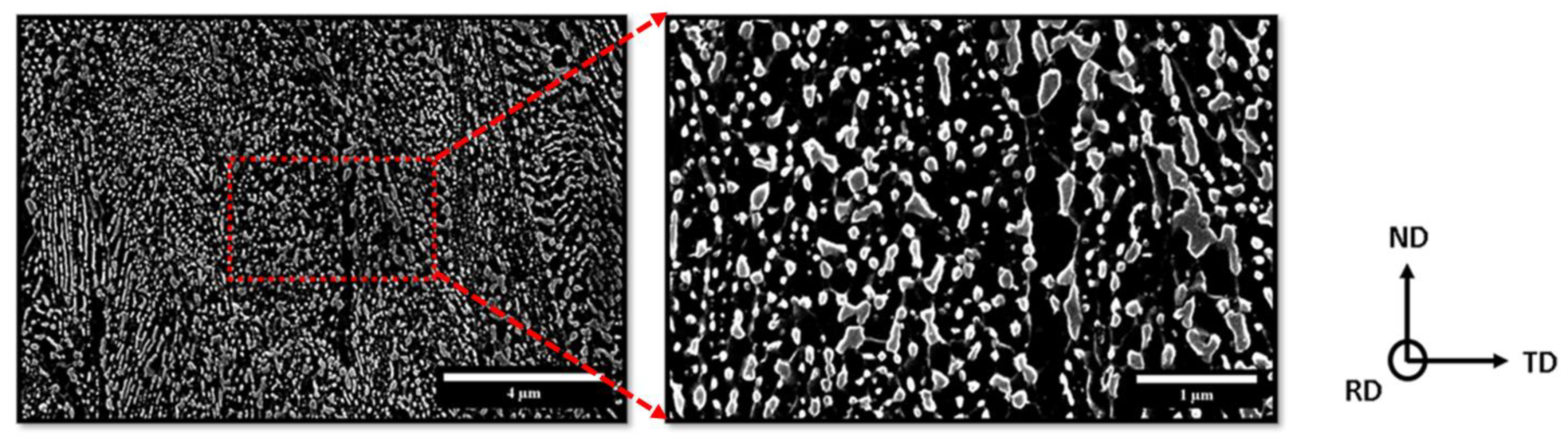
52] This is because the yield strength depends on both the lamellar spacing and the previous austenite grain size. Initially, the studied material presents a deviation of the lamellae towards RD (in this case, the direction of application of the tensile load) of approximately 53°. It is known that in materials under tensile loading, the planes in which the flow occurs are deviated by 45° in relation to the deformation direction. Due to this phenomenon and considering that the cementite lamellae are regions that hinder deformation, it is possible to affirm that the lamellae of the as-received material facilitate the shear effect under tension, as they are slightly deviated in relation to the shearing direction.
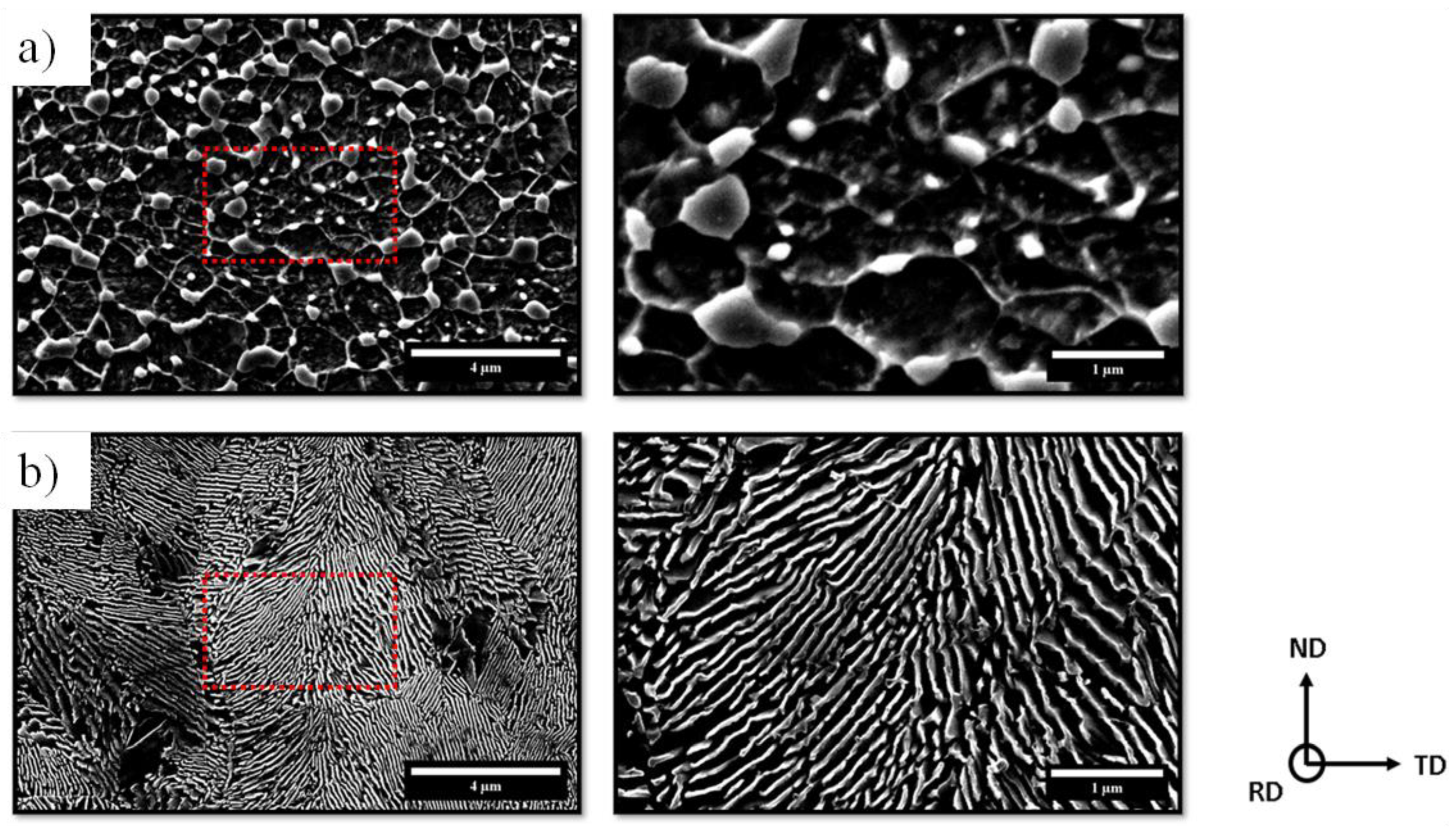
Due to phase transformation processes caused by the heat treatments, the initial local equilibrium has been altered, favoring the fragmentation of lamellae and deforming these fragments, forming a microstructure composed of spherical particles in sample REC [
55] and the lamellae microstructure in sample ISO. It can be stated that these treatments directly influence the yield strength, since sample austenitization occurred, thereby generating large or small austenite grains; additionally, the spacing between lamellae can increase or decrease.
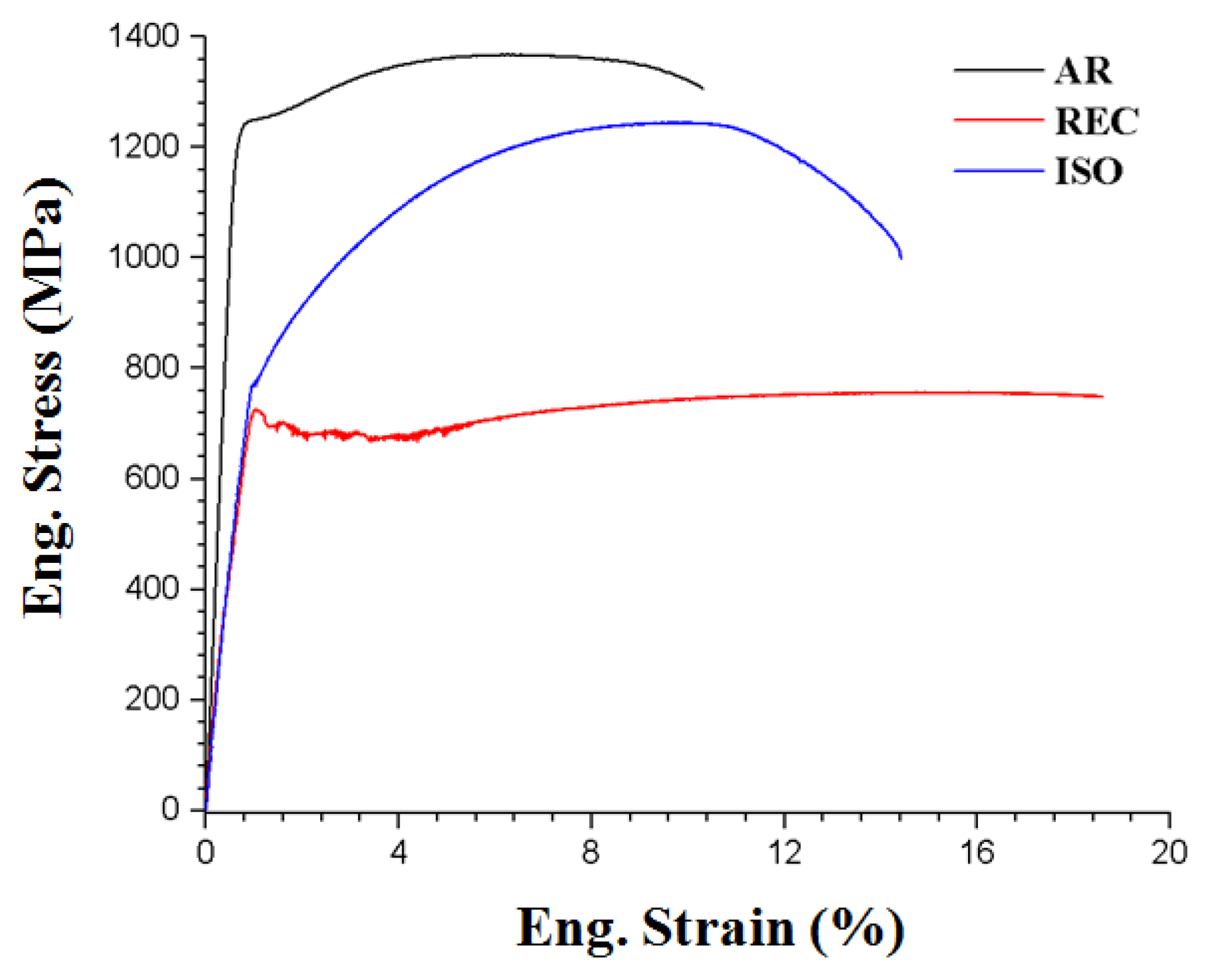
A more rigorous analysis of these microstructures indicates that the REC sample, compared to the as-received sample, undergoes a loss of mechanical strength but an increase in ductility, since this increase in particle size is indicative of a reduction in the barriers to dislocation movement. In the ISO sample, however, the reduction in lamella thickness was indicative of an increase in the material’s mechanical strength, according to the Hall–Petch relationship. The deviation angle in relation to the applied tensile load direction is also altered, and compared to the as-received sample, this is a beneficial change, since the deviation angle of 45°, which predisposes to shearing, is distant. Those appointments were confirmed on the tensile tests performed, wherein the heat treatments promote a reduction in yield strength and mechanical resistance (a reduction in mechanical resistance of 44.7% for the REC sample and 9% for the ISO sample), but a considerable increase in ductility (an increase of 80.37% for the REC sample and 40% for the ISO sample). The toughness of the samples is also modified (a reduction of 0.41% for the REC sample and an increase of 17.71% for the ISO sample).
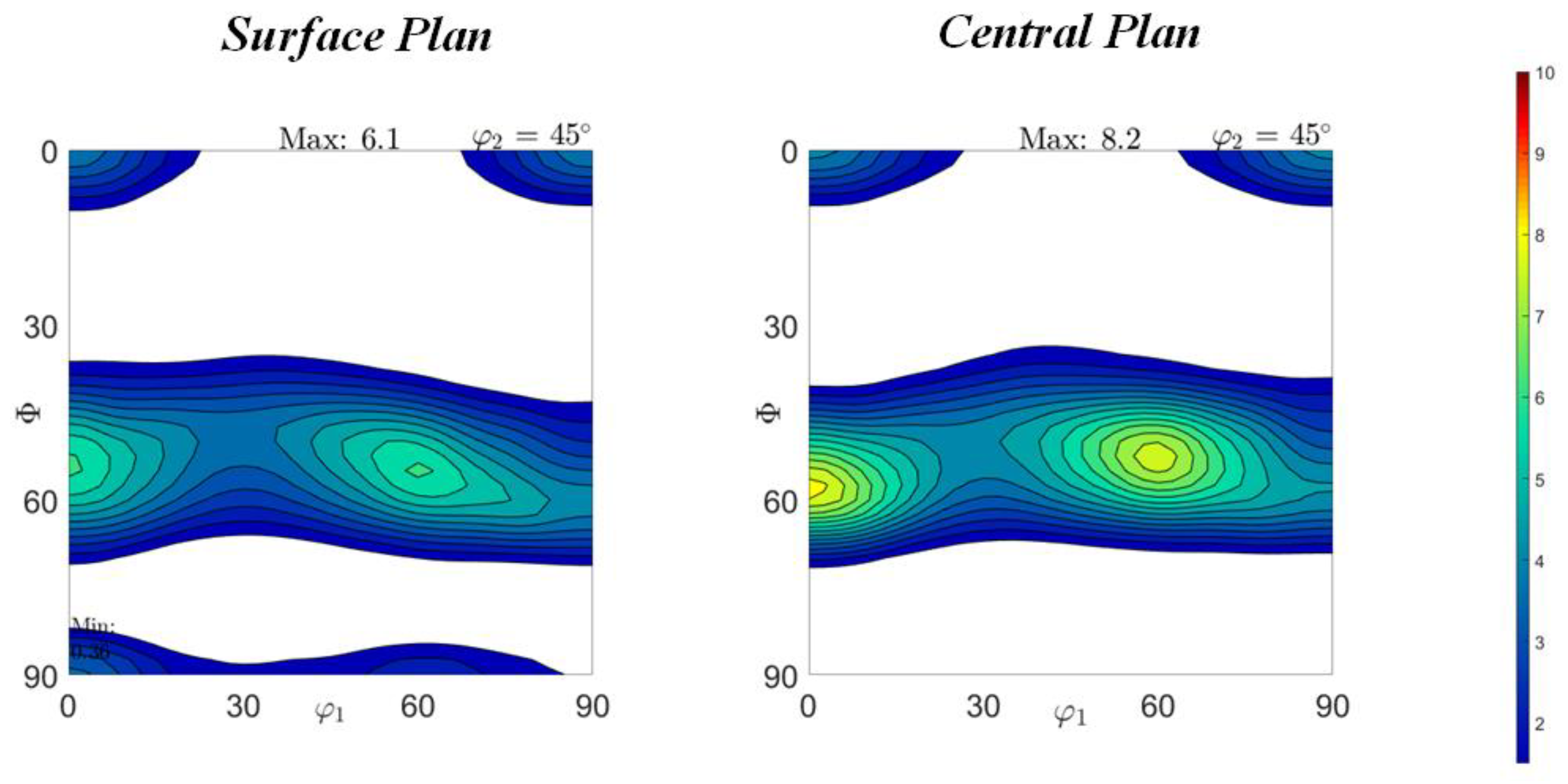
The highest intensity texture component in the as-received sample is the {111} <110>, which is a beneficial texture for the material as it does not favor crack and failure propagation. The {110} <110> component appears with lower intensity in all samples. The {001} <110> component, which is undesirable, slightly increases with annealing heat treatments. According to Mehdi et al. [
48], rolling predisposes the rotation of grains oriented as Goss-rotated to a more stable orientation, such as the {111} <110> orientation, thus forming the γ fiber. As explained earlier, the presence of a Goss-rotated component is of uncertain origin, but is probably related to shear occurring in the material [
47].
Upon removal of Goss-rotated components in the center plan textures, it can be assumed that the grains oriented accordingly are located close to the surface of the samples, meaning that shear occurs in the proximity of the material’s surface under study. In recrystallization treatments, Goss and Brass-oriented grains are nucleated within deformed grains oriented as {111} in regions with shear bands. Consequently, the peripheral regions of these materials exhibit strong {110} textures, with a texture gradient in this orientation throughout the thickness, whereby the center region shows less intensity of this orientation but with greater intensities for other fibers and orientations, such as rolling ({111} // RD) and recrystallization ({100} // RD) [
56].
As observed in the as-received sample, a relatively small increase also occurs in the components of the annealed sample (central plan), along with the removal of the rotated Goss components. In the sample subjected to isothermal treatment, however, there is a reduction in the {001} <110> components, as well as the Goss-rotated components, again validating the assumption of grains related to these components on the surface, in this case. It should be noted that the intensity of the {111} // RD fiber after the heat treatments in the samples continues to be the most significant of the components.
With the refinement of XRD results, the microstrain and dislocation density of samples are obtained. According to Santos [
53], the density of dislocations in the samples are consistent with the literature, ranging from 10^
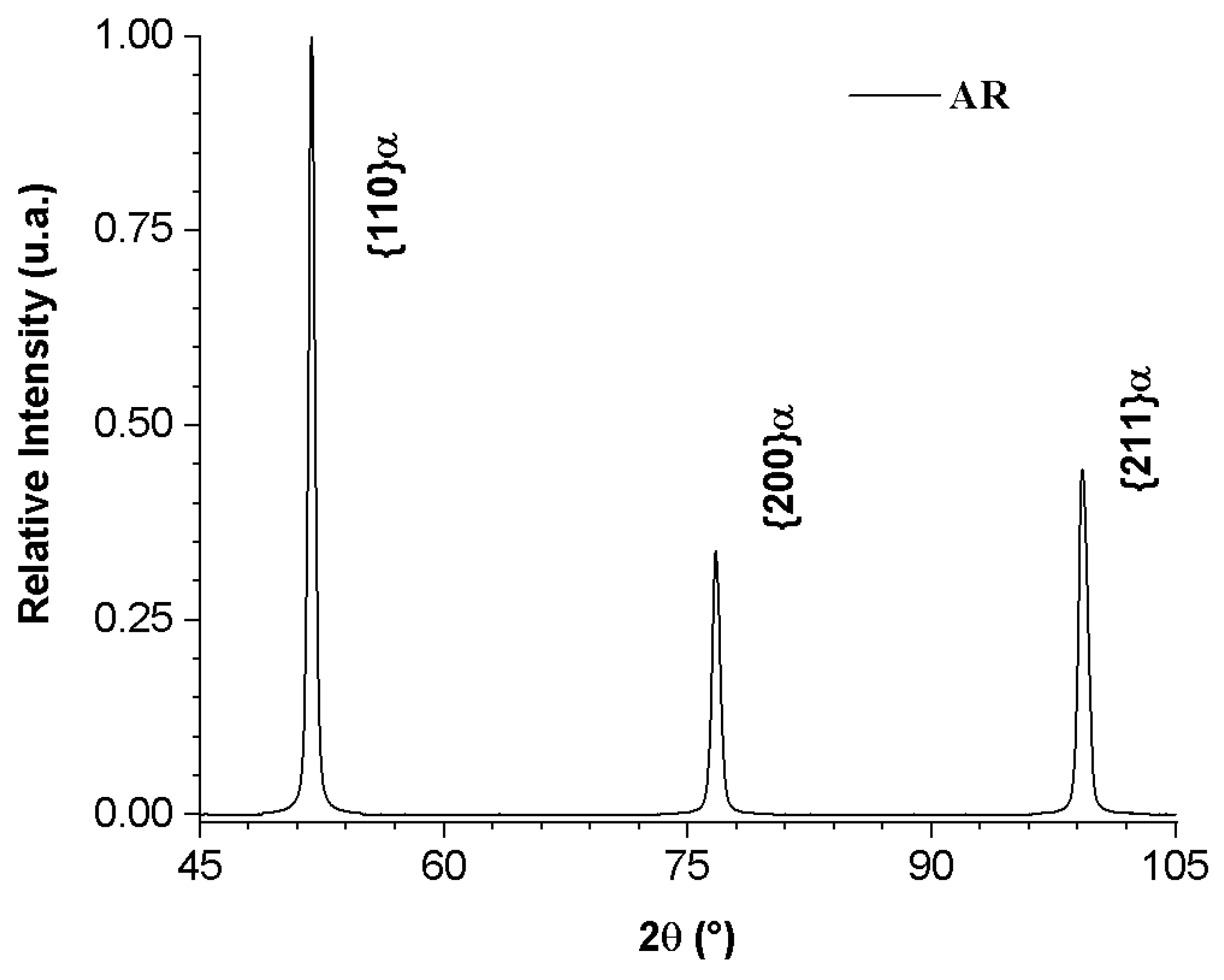
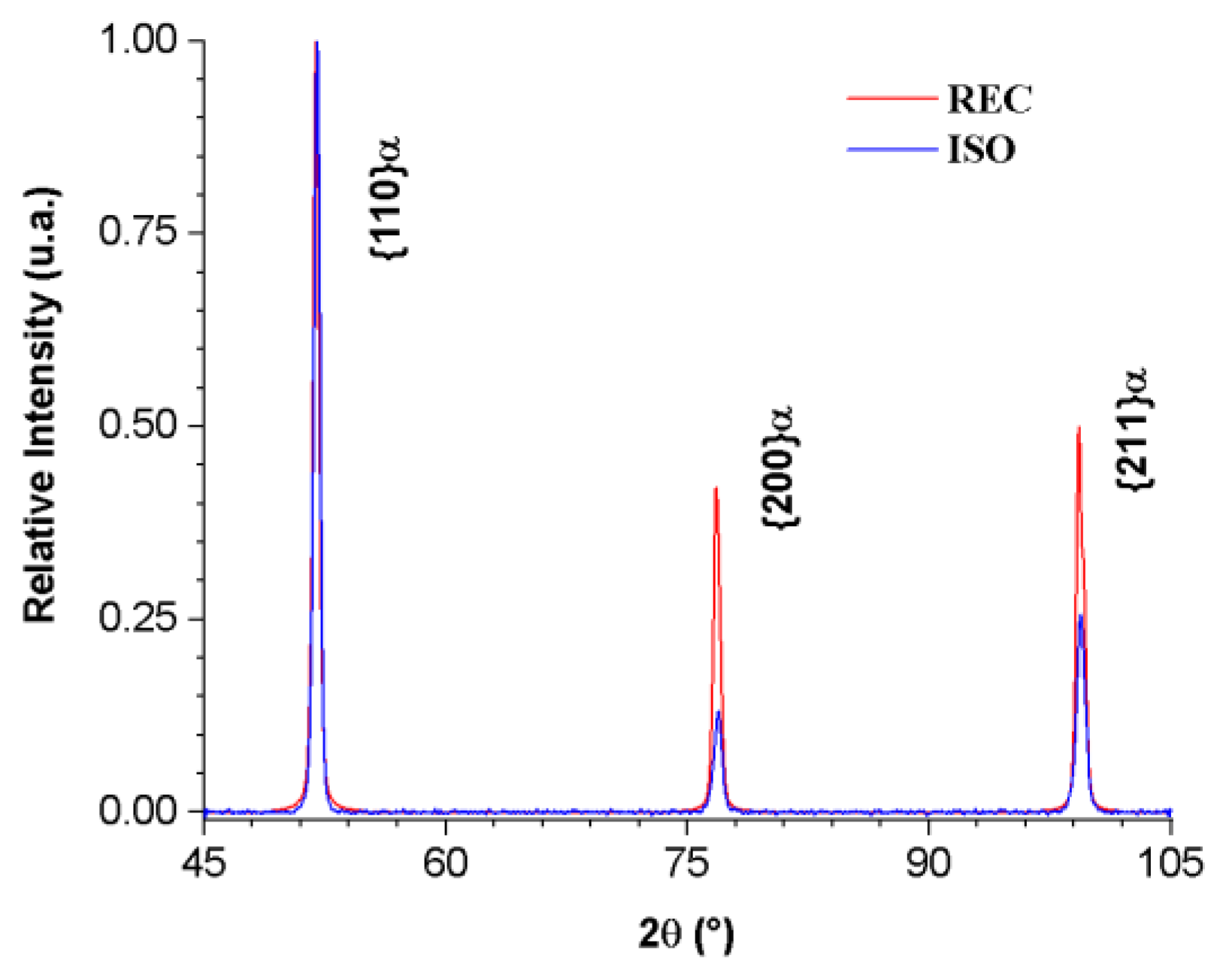
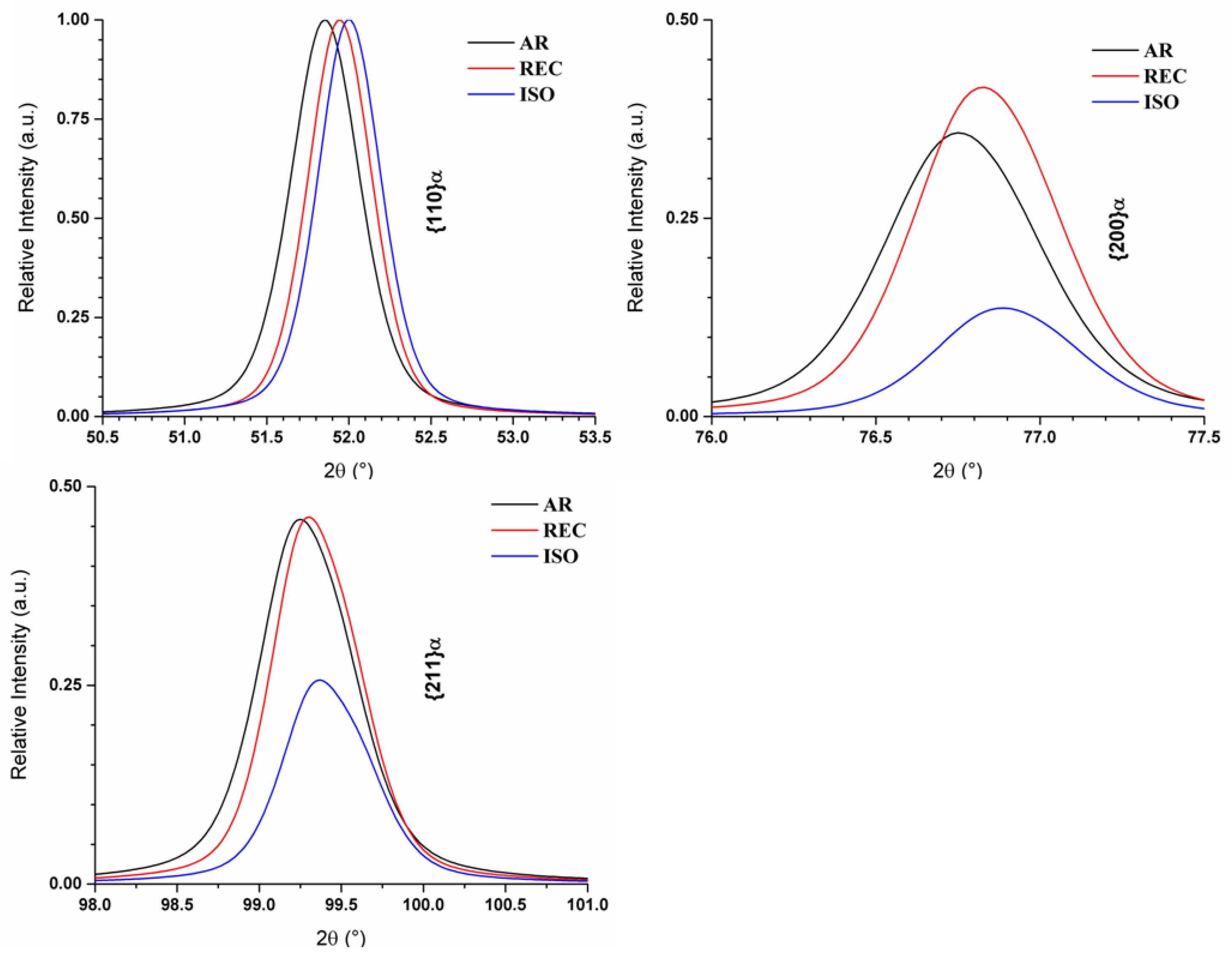
15 units per square meter for the as-received sample, which is indicative of mildly deformed samples. With respect to the peaks, those associated with the {200} and {211} planes families exhibit considerable intensity compared to the others. This configuration is due to the presence of texture in the material. Texture in rolled sheets is generally represented by {h k l} <u v w>, which indicates that the {h k l} planes of grains are parallel to the surface of the sheet (rolling plane), and that the <u v w> directions are oriented parallel to the rolling direction. These descriptions and X-ray methods can be found in various authors, such as Cullity [
57]. Microdeformation decreases due to thermal treatments, because of the reorientations and elimination of dislocations that occurred in these samples when compared to the as-received material. The peaks of the {200} and {211} families in the heat-treated samples increase (for the REC sample) and decrease (for the ISO sample), which supports the alterations in the texture of these samples, compared to the as-received material.
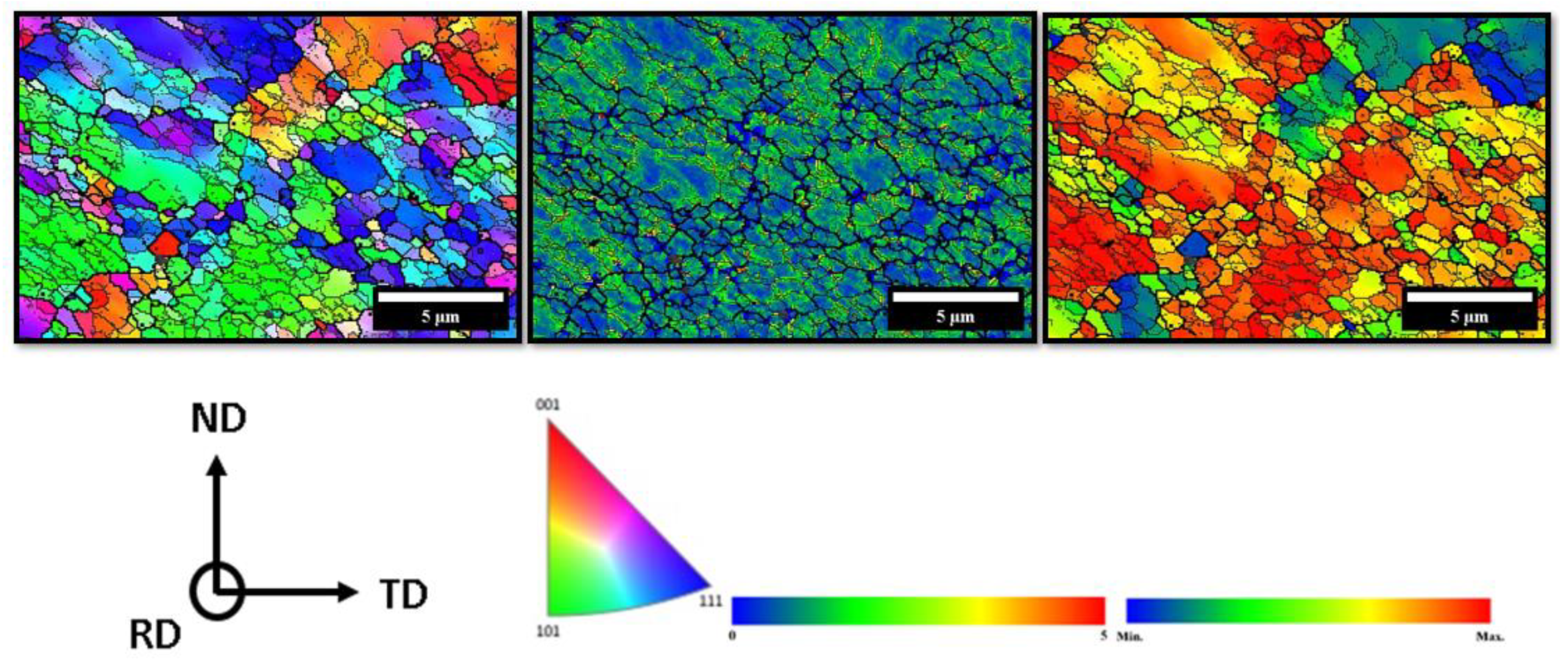
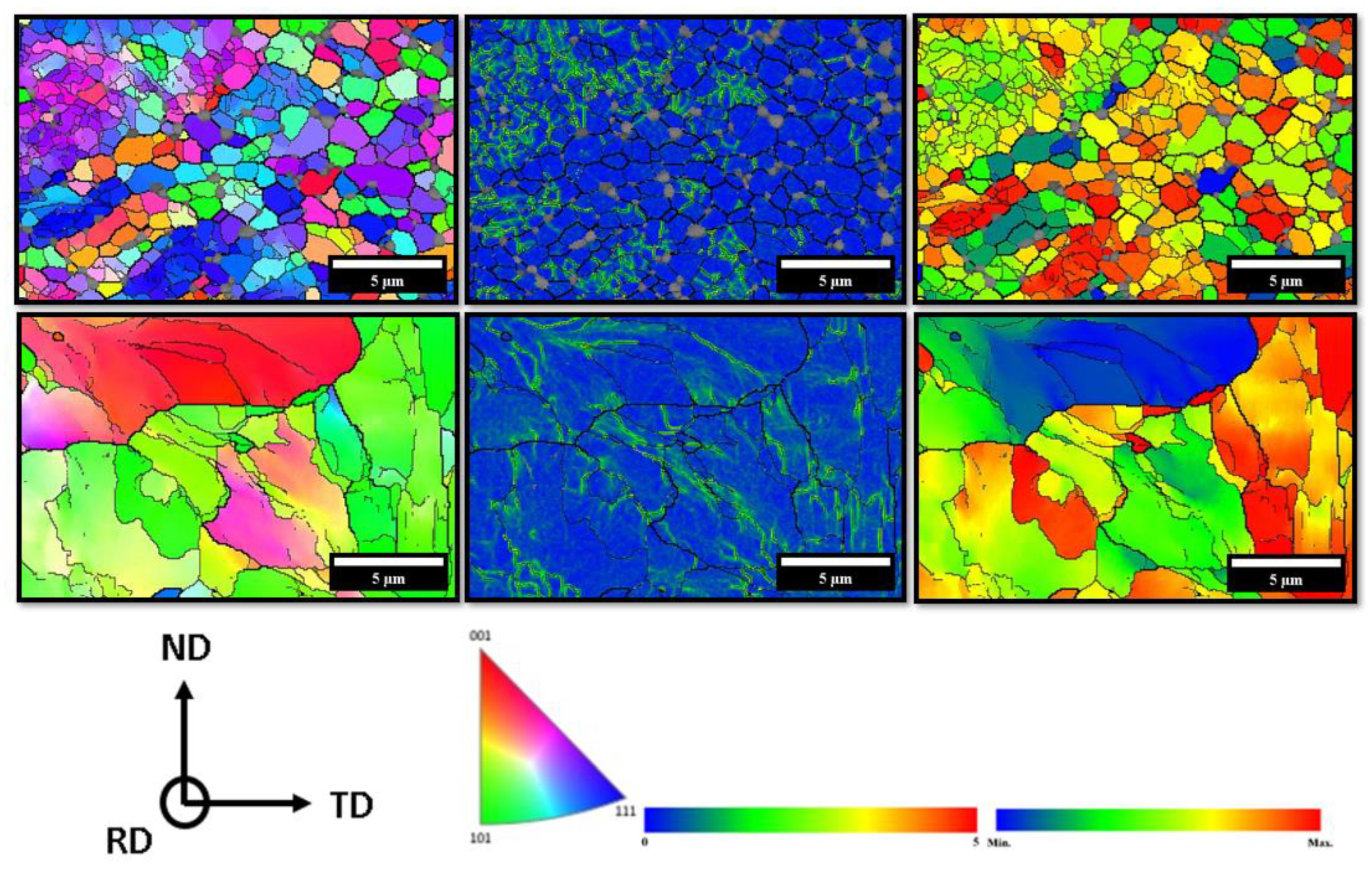
As of EBSD analyses, the annealing treatment promotes an increase in grain size, as observed in
Figure 10. {110} grains with specific directions parallel to ND reorient themselves, changing to {111}, {001}, and {112} planes (indicated by the pink coloring). The KAM of the region highlights the poorly distributed misorientation within the grains, which is concentrated in planes oriented as {111} and {112}. The isothermal treatment promotes an even greater increase in grain size compared to the other samples, as observed in
Figure 10. There is a significant reduction in the grain boundary density of this sample compared to the previous ones. {111} oriented grains reorient themselves, preferably changing to {110} and {001} planes, but the presence of {112} oriented grains can also be observed. The KAM of the region highlights the well-distributed misorientation within the grains, preferably as subgrain boundaries. The regions with higher misorientation gradients observed in the AR sample are also not present in these samples.
With annealing treatment, in the REC sample, the grains have a higher M index, which is predominantly observed in grains oriented as {110}. The grains oriented as {111} and {112} also exhibit high M values for this sample. The isothermal treatment in the ISO sample also increases the M index, which is predominantly observed in grains oriented as {110} and {112}. The thermal treatments lead to an increase in M, indicating that these treatments produce grains with a greater propensity for deformation. The grains oriented as {001} are mostly configured with low M, and this configuration, according to Masoumi et al. [
50] provides resistance to the movement of dislocations. The microstructural changes occurring during thermal treatments lead to partial restoration of the material properties, which can be evaluated by variations in mechanical properties, electrical resistivity, density, and residual stresses [
58]. Recrystallization can be treated as a phase transformation that occurs in two stages: nucleation and growth. The microstructural changes that occur during annealing of a cold-deformed material aim to decrease the energy stored in deformation by mechanisms of rearrangement and elimination of crystal defects, such as dislocations [
42].
According to Haessner [
59], the main microstructural changes that occur during recrystallization are as follows:
Reactions between point defects, leading to a decrease in their quantity;
Annihilation of dislocations of opposite signs and shrinkage of dislocation loops;
Rearrangement of dislocations to form configurations of lower energy (e.g., low-angle boundaries);
Formation of high-angle boundaries;
Absorption of point defects and dislocations by migrating high-angle boundaries;
Reduction in the total area of grain boundaries.
According to Padilha [
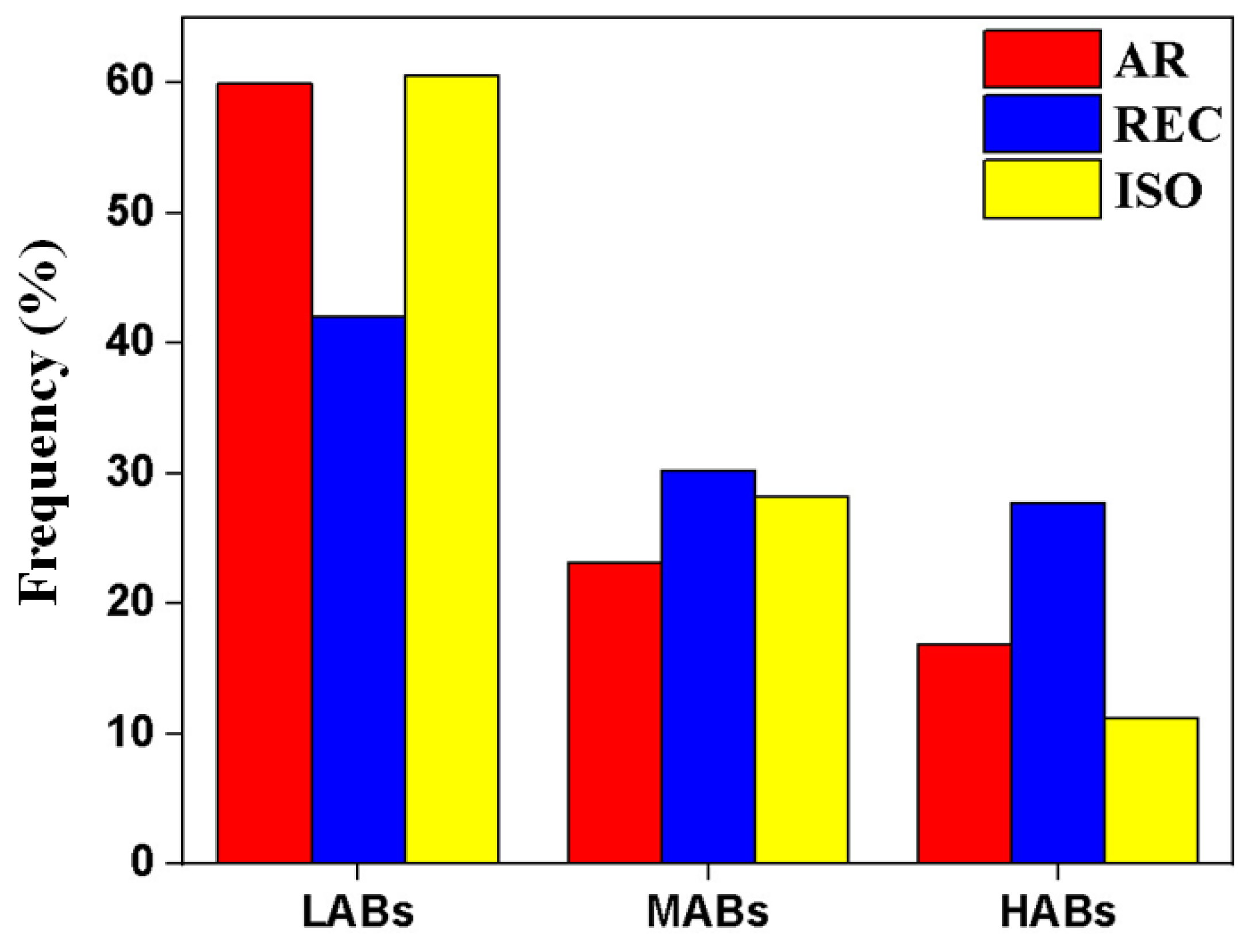
42], the stages 1–4 define the ‘recovery’ treatment, and the entire process defines the ‘recrystallization’; since the distribution of crystalline defects after deformation is generally heterogeneous, each region of the material can go through the sequence of microstructural changes at different times. Taking these phenomena into consideration,
Figure 12 shows the distribution of grain boundaries relative to the OIMs in
Figure 4 and
Figure 10, which are LABs (low-angle boundaries, or grain boundaries with low angles, with 0° < θ < 5°); MABs (medium-angle boundaries, or grain boundaries with medium angles, with 5° < θ < 15°); and HABs (high-angle boundaries, or grain boundaries with high angles, with 15° < θ).
In this distribution, the annealing treatment, represented by the REC sample, shows a reduction in LAGBs to generate larger angle boundaries (MAGBs and HAGBs), as expected for recovery effects in this sample. However, in the isothermal treatment, represented by the ISO sample, there is a reduction in high-angle boundaries to form low- and medium-angle boundaries, but there is a significant reduction in the total area of boundaries, as observed in the recrystallized samples. So, the mechanism dominant for each treatment is recovery for REC sample and recrystallization for ISO sample.
As reported by Masoumi et al. [
50], this configuration of the ISO sample is more ideal due to the greater difficulty in nucleating defects and propagating cracks compared to the AR and REC samples. The REC sample, on the other hand, with the increased number of medium and high-angle boundaries, has greater stored energy due to greater structural distortion and greater grain misorientation, leading to the opposite of what is observed in the ISO sample.
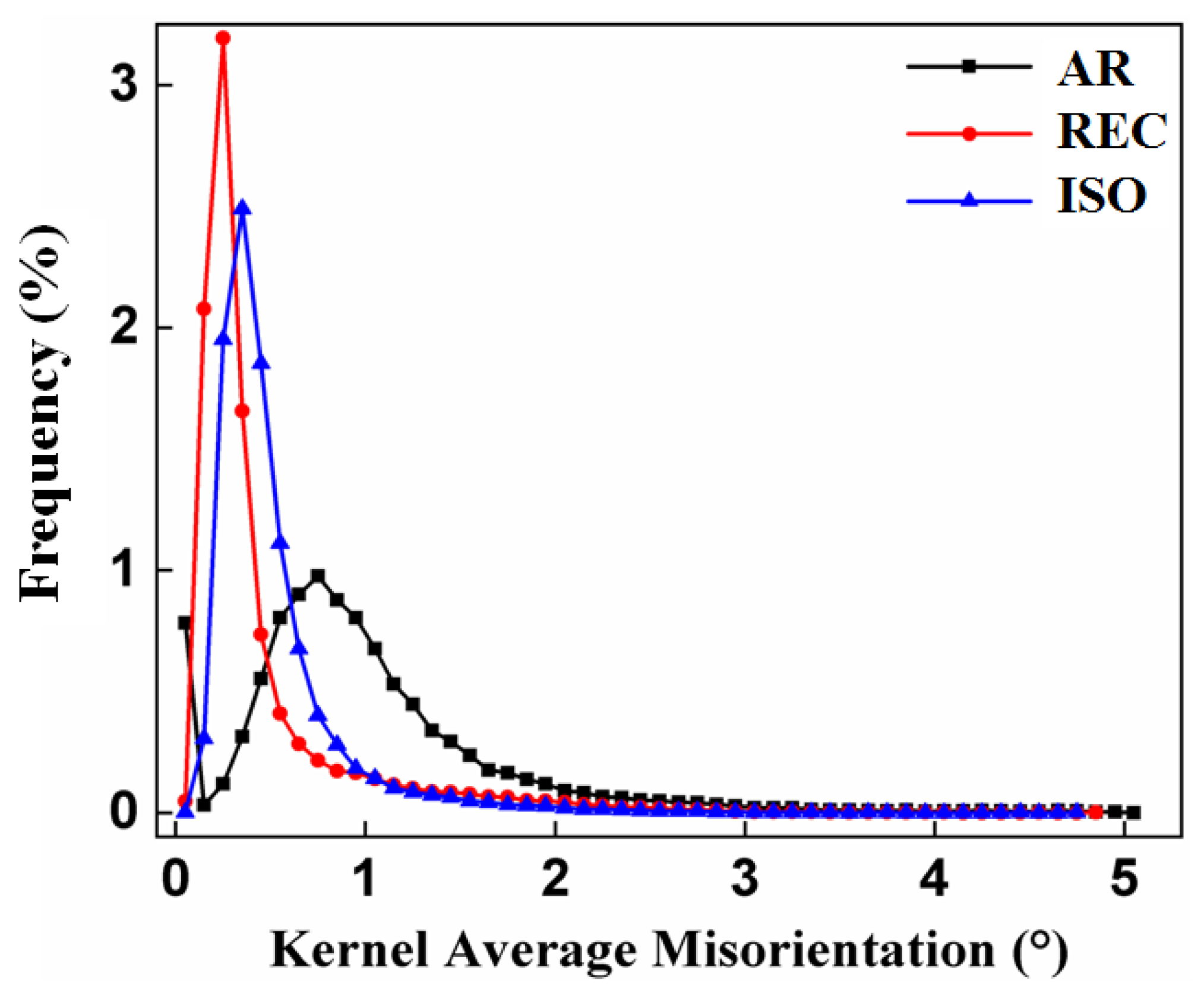
Based on the KAM analyses, it can be seen that the AR sample shows greater structural heterogeneity compared to the REC and ISO samples. To better understand the evolution of the microstructure, KAM analysis was used to measure the misorientation of a reference point and its three closest neighbors (third-order KAM). An angle limit of 5° was imposed to eliminate the effects of subgrain boundaries [
60,
61].
Figure 13 shows a distribution of the levels of misorientation in the samples.
The results confirm that the KAM values were reduced from the AR sample to the heat-treated samples due to the thermal treatments applied. This reduction represents less discrepancy between the orientations of reference points and their neighbors. This phenomenon can be explained by the reorientations and stress relief caused by the recovery and recrystallization of the heat-treated samples.
As observed in the refinement of the diffractograms, the removal of dislocations during the treatments has effects on the tensile tests, since the work hardening region is greatly increased in the graphs (this is the region defined between the beginnings of yielding until the U.T.S.). This increase is defined by the generation of new dislocations and the agglomeration of existing ones, increasing the resistance for the onset of necking during the test. Due to the as-received sample already having a high density of dislocations, and these dislocations being homogeneously distributed throughout the material structure, this region of the graph is smaller in this case. The yield strength is severely reduced by the heat treatments. As previously evidenced, this reduction is caused by the change in the spacing of cementite lamellae (or removal of the lamellar structure), as well as the increase in the grain size of the samples. Although the mechanical strength is partially reduced by the heat treatments, the observed increase in toughness is evident. Considering the evaluated criteria (toughness, ductility, and mechanical strength), the ISO sample has better properties in the pre-established criteria for the failure prevention condition of this material.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}