
Improvement of Seizure Resistance in Ironing of Aluminum Alloy Sheets and Stainless Steel Cups by Utilizing Laser Textured Die Having Lubricant Pockets
 and
and
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Tool and Workpiece Materials
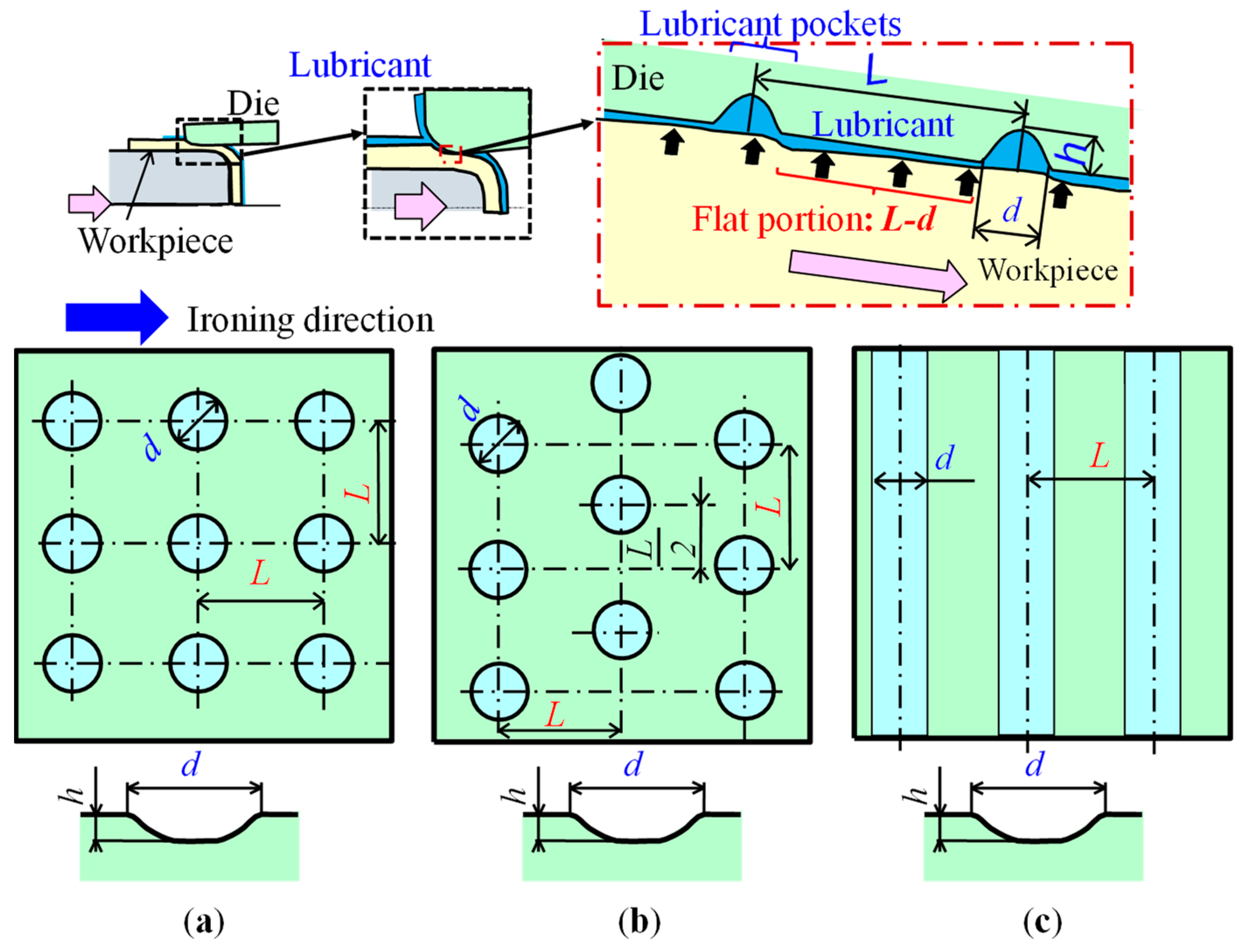
2.2. Laser Surface Texturing
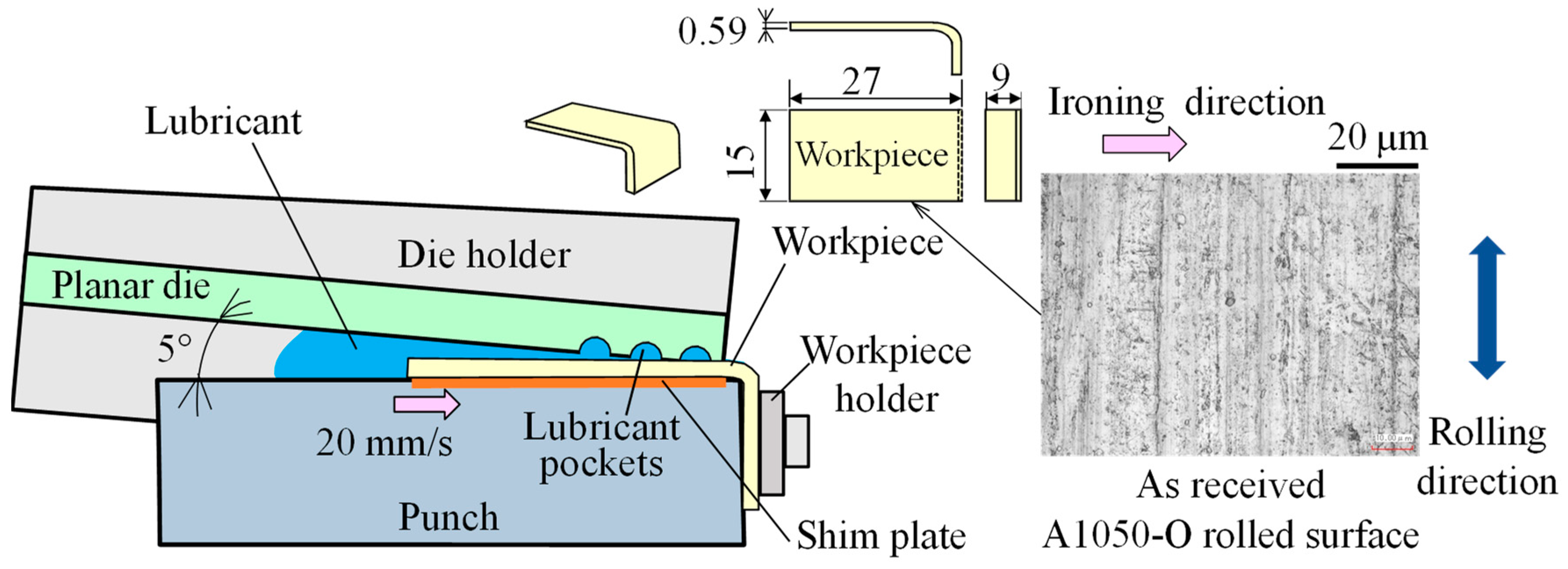
2.3. Strip Ironing of Aluminum Alloy Sheets
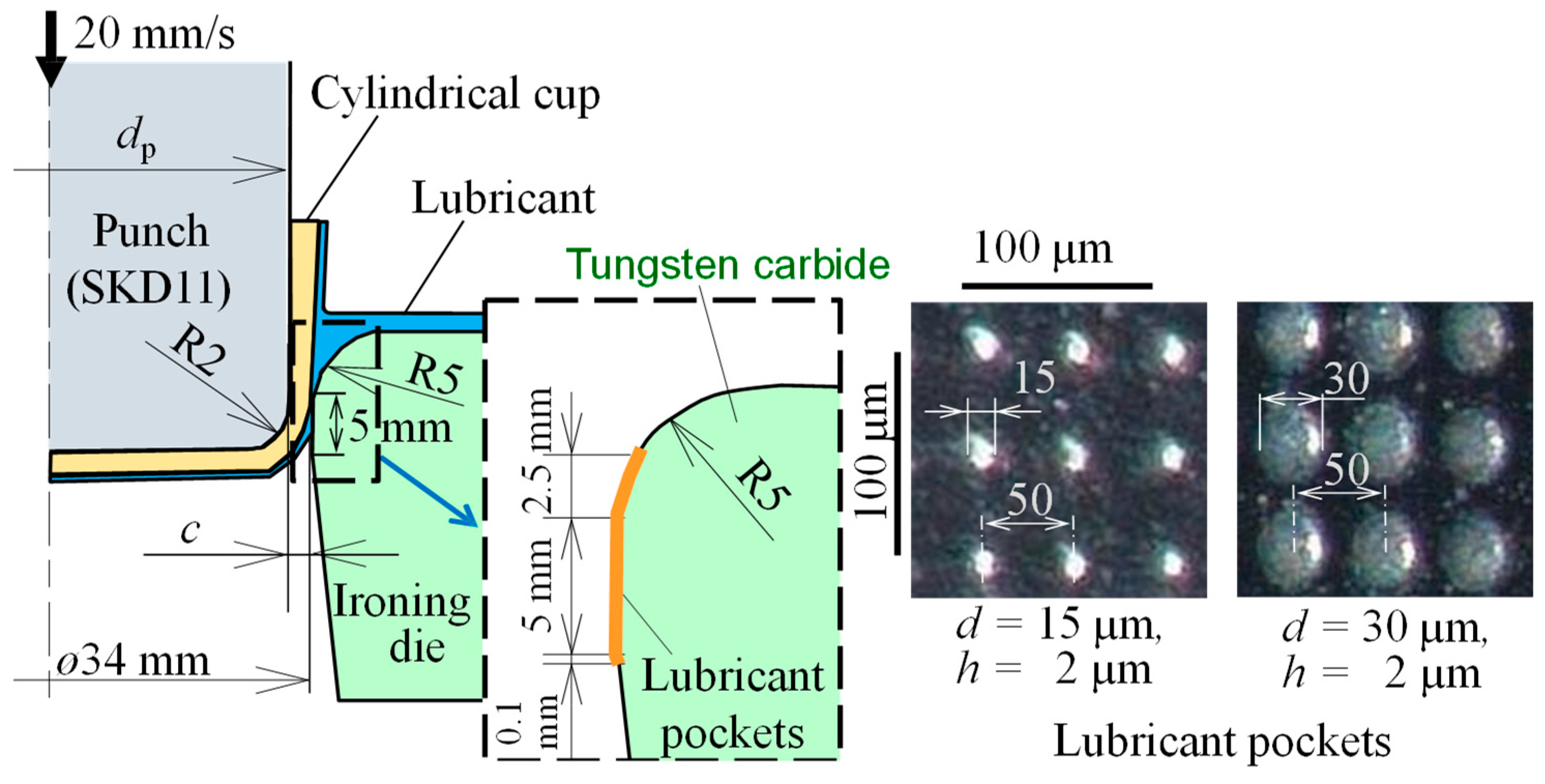
2.4. Ironing of Stainless Steel Cups
2.5. Numerical Simulation of Lubricant Flow Behavior
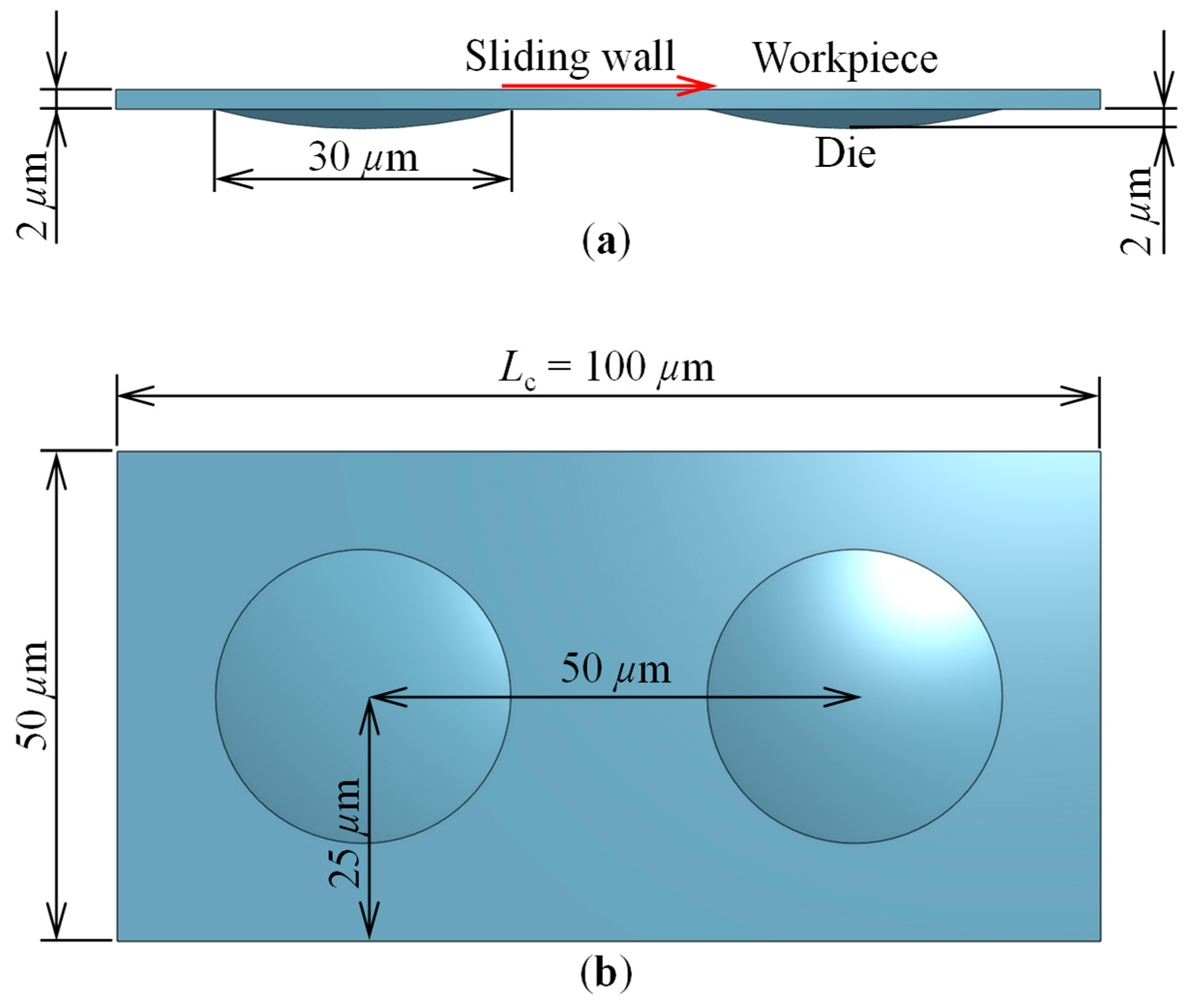
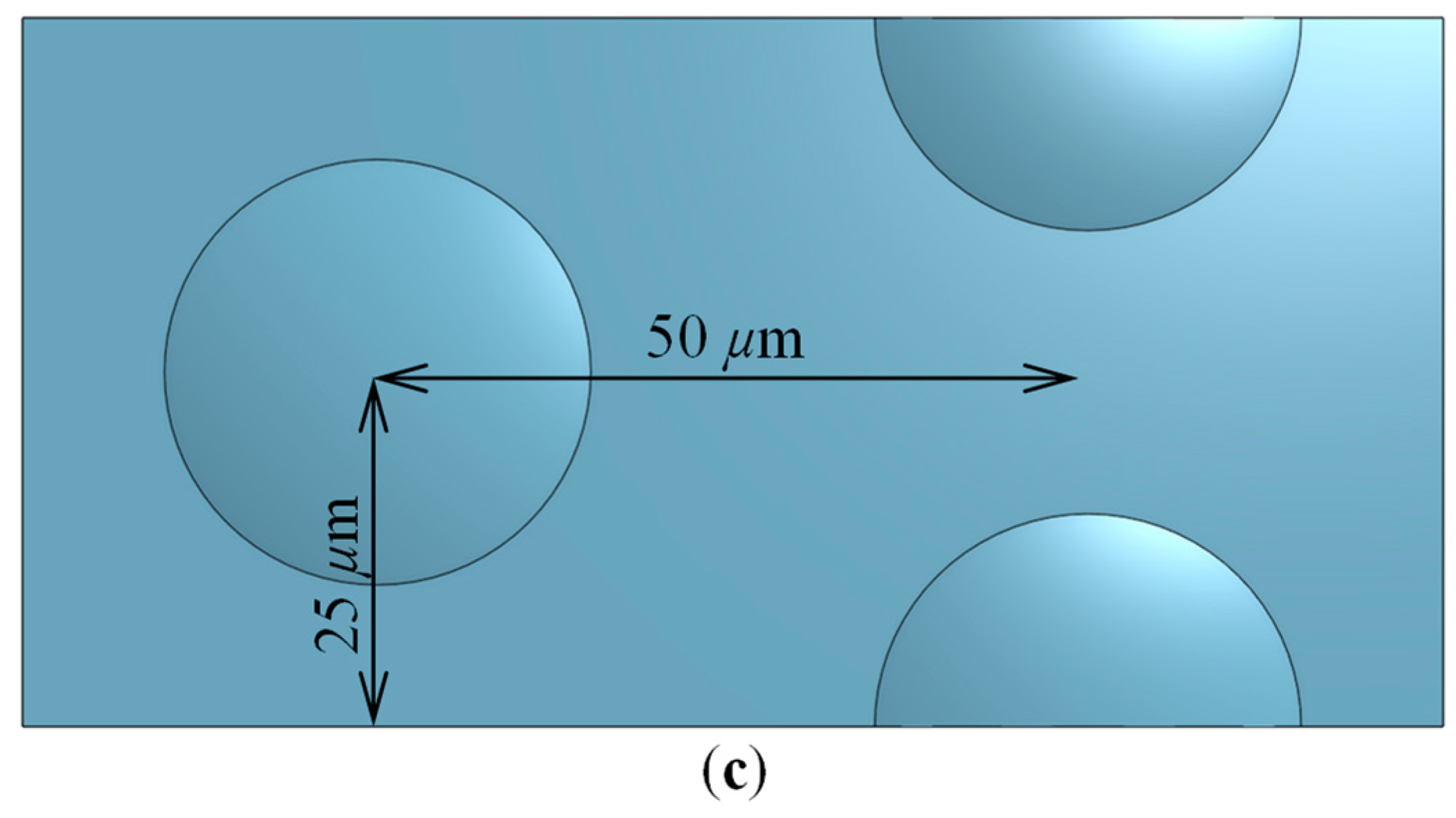
2.5.1. Physical Model
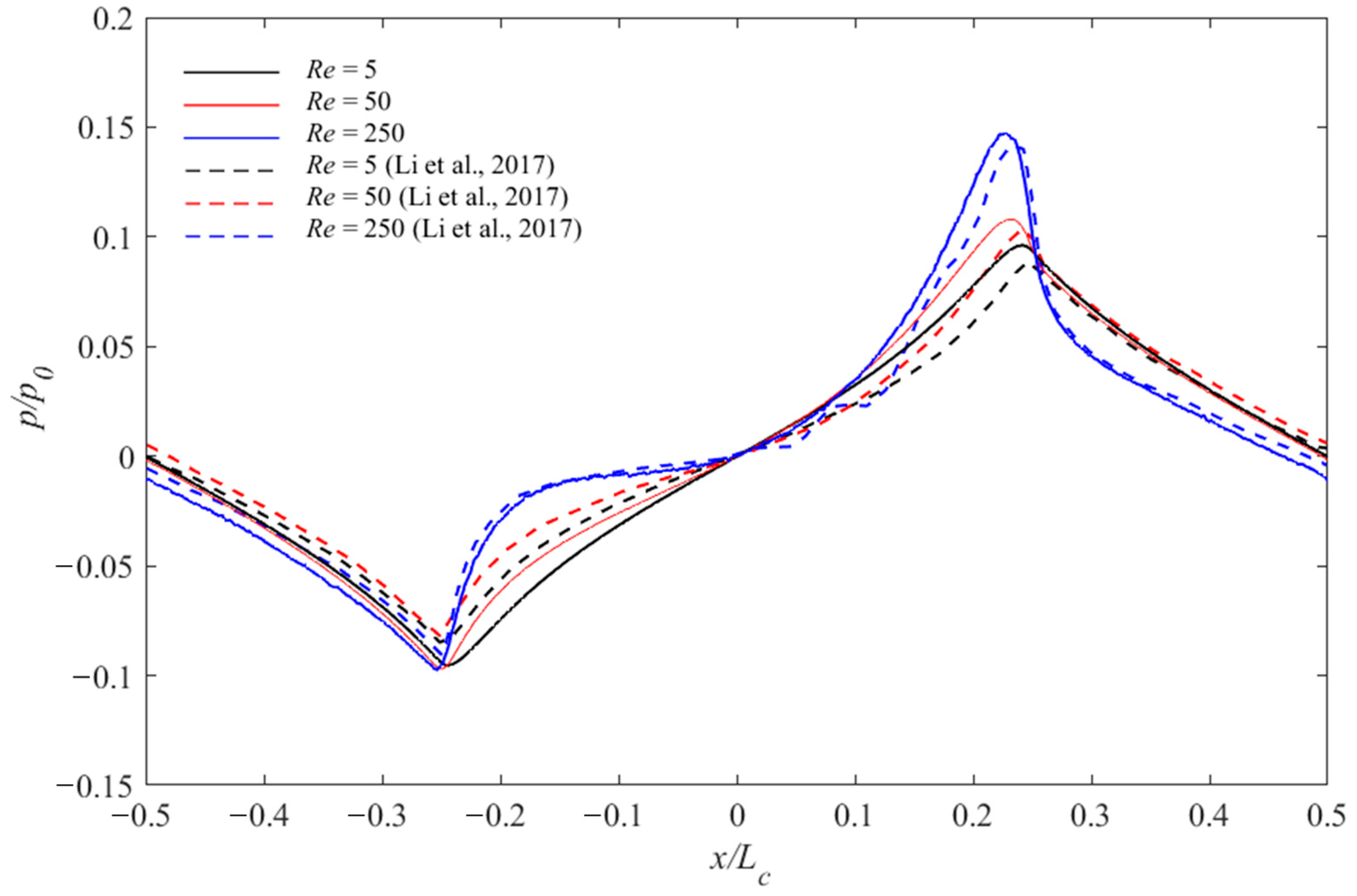
2.5.2. Validation of CFD Simulations
2.5.3. Methodology
- Governing Equations
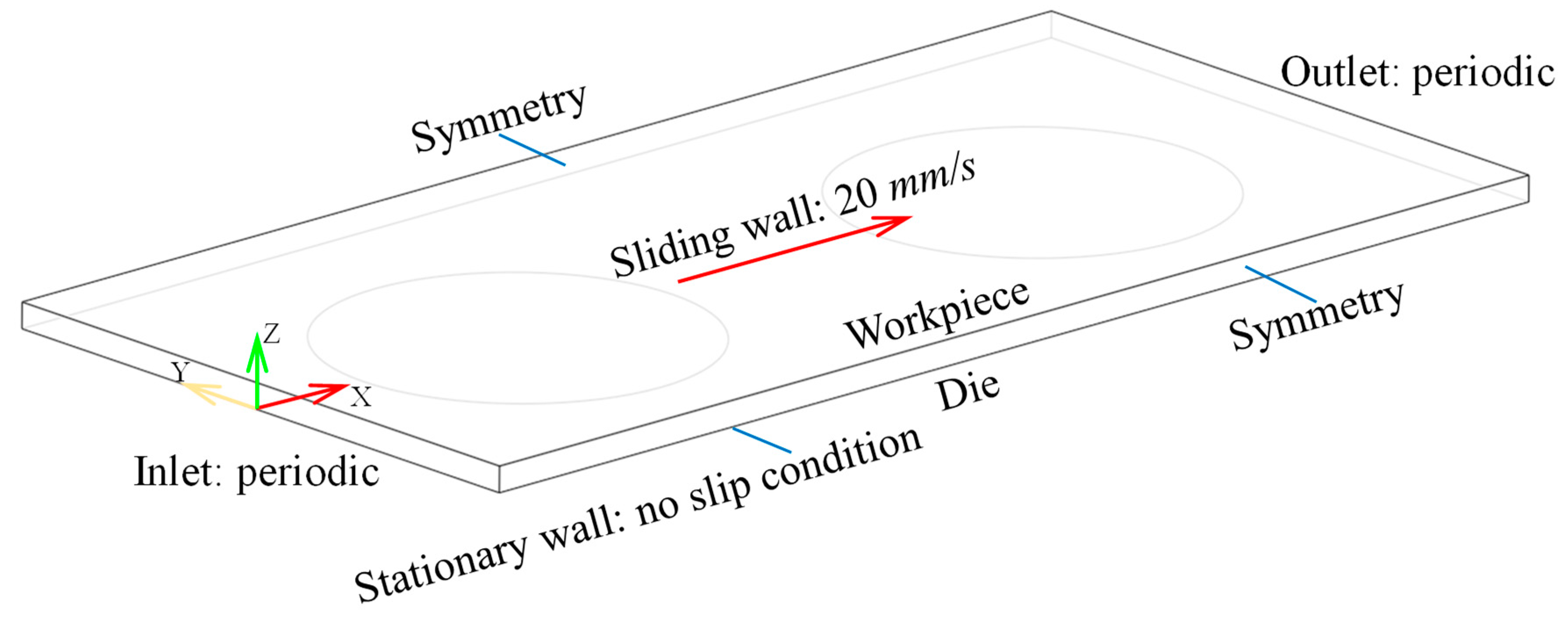
- Boundary conditions and parameter setting
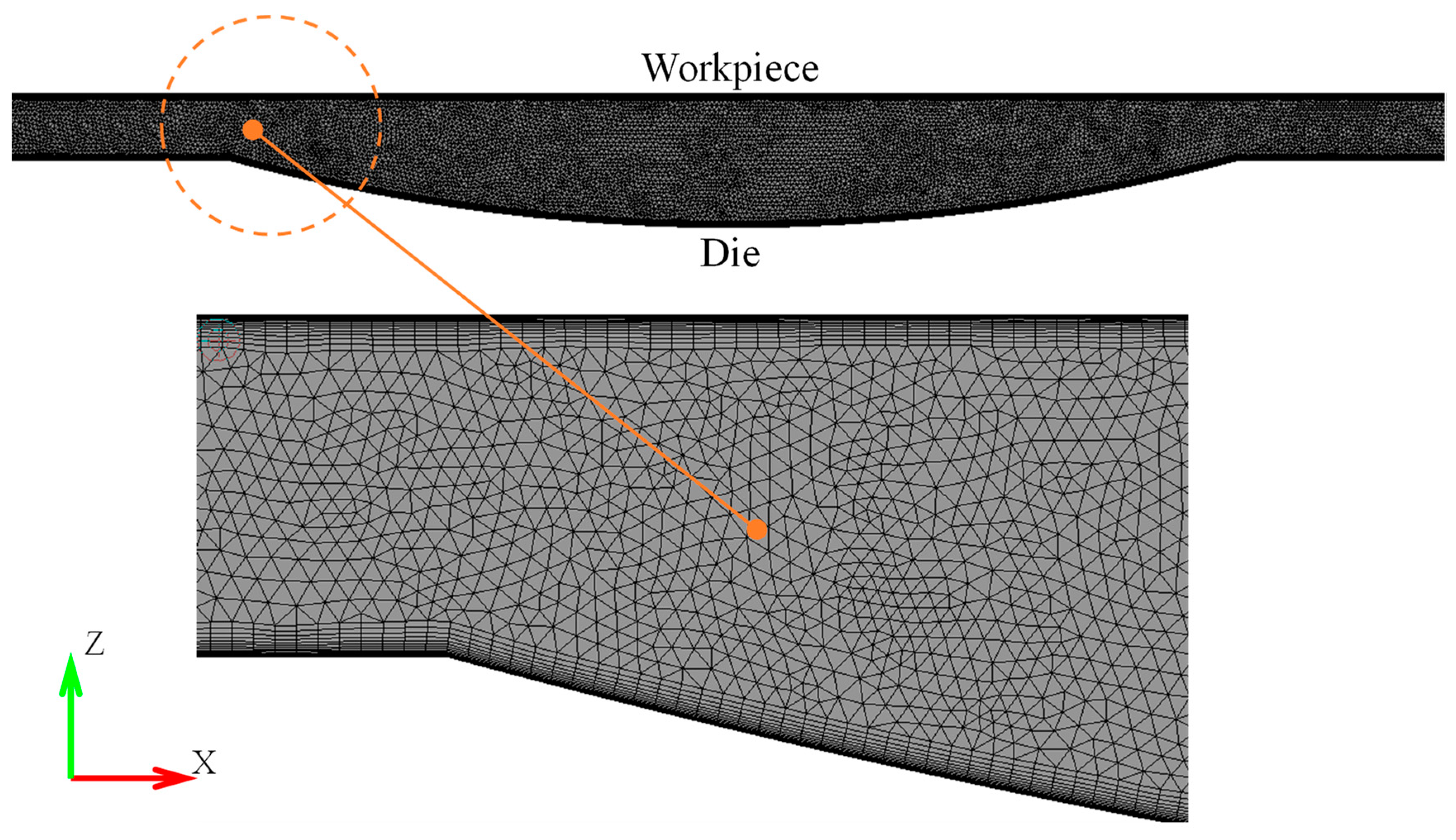
- Mesh generation/Mesh size
- Lubricant properties
2.5.4. The Tribological Characteristics and Behaviors
3. Results and Discussion
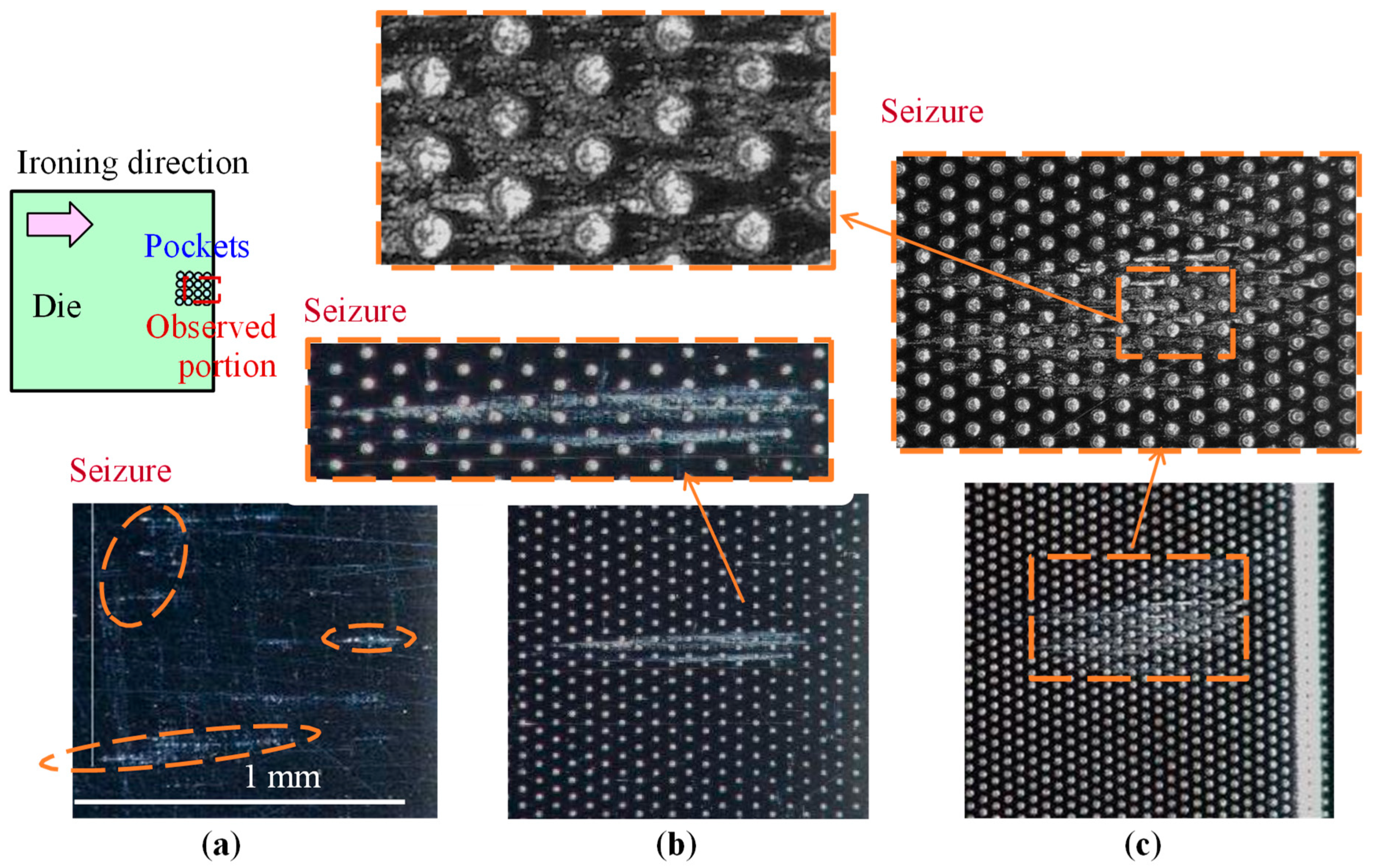
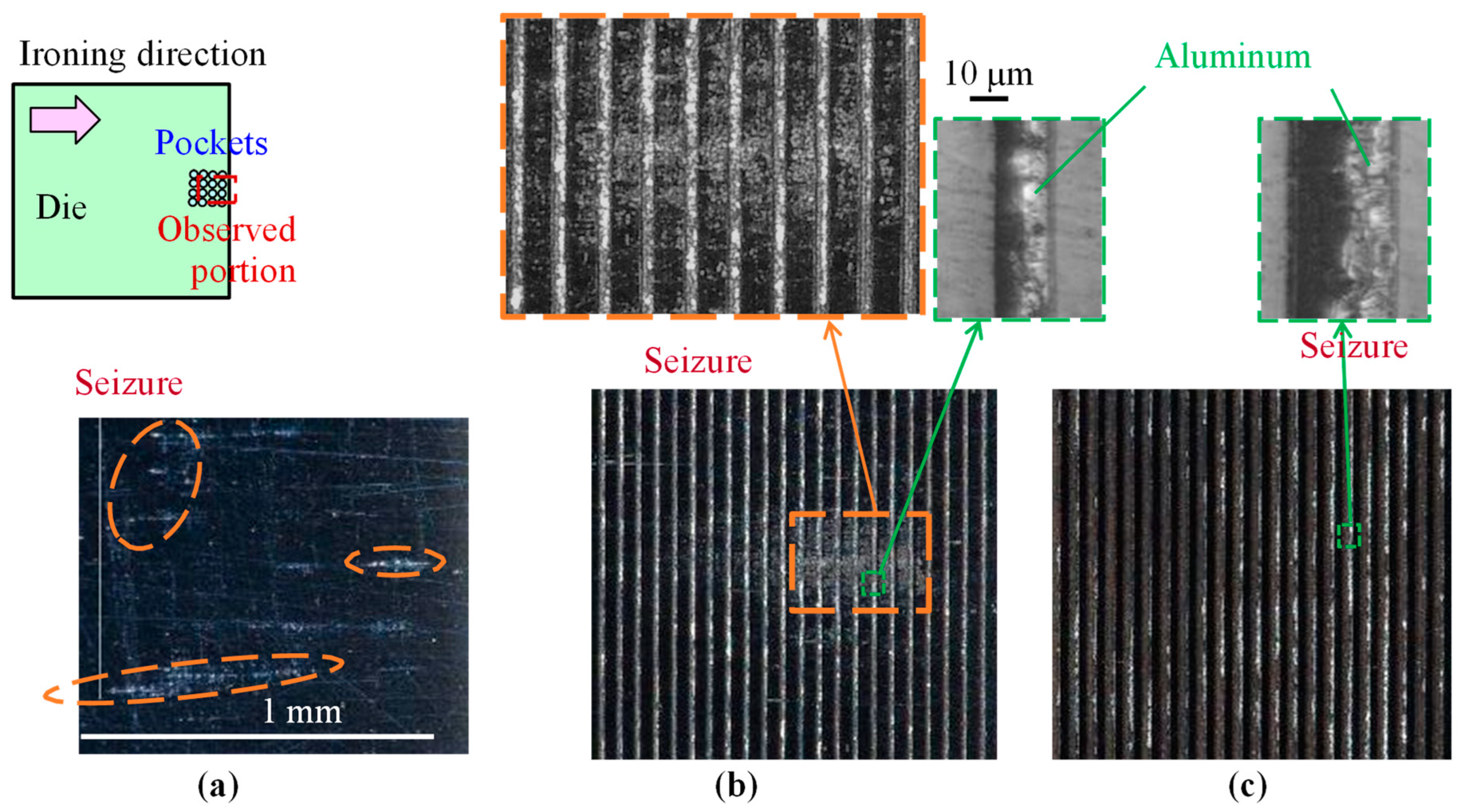
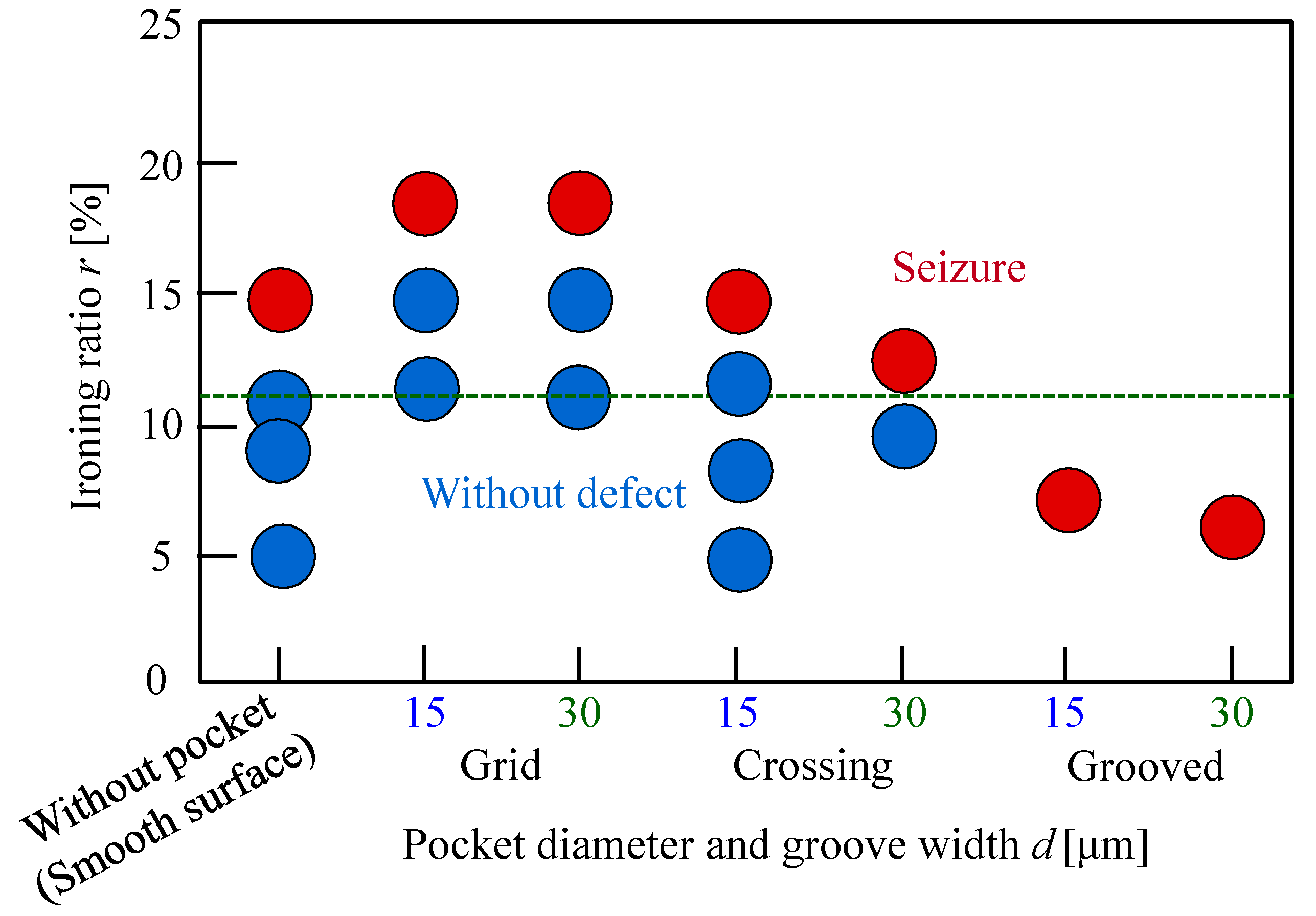
3.1. Strip Ironing of Aluminum Alloy Sheets
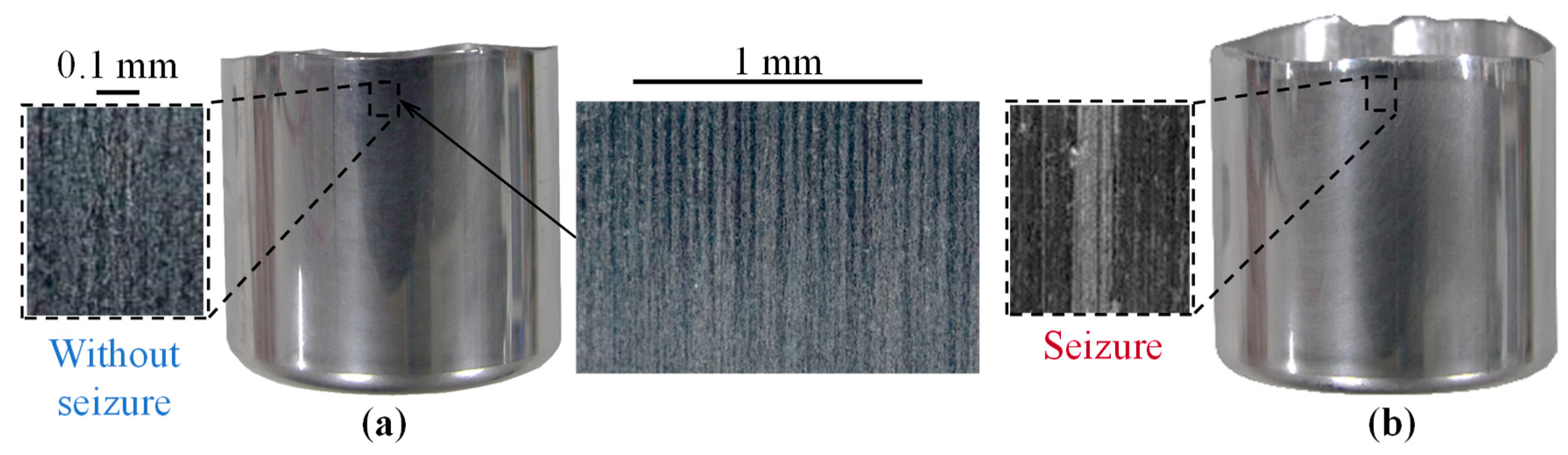
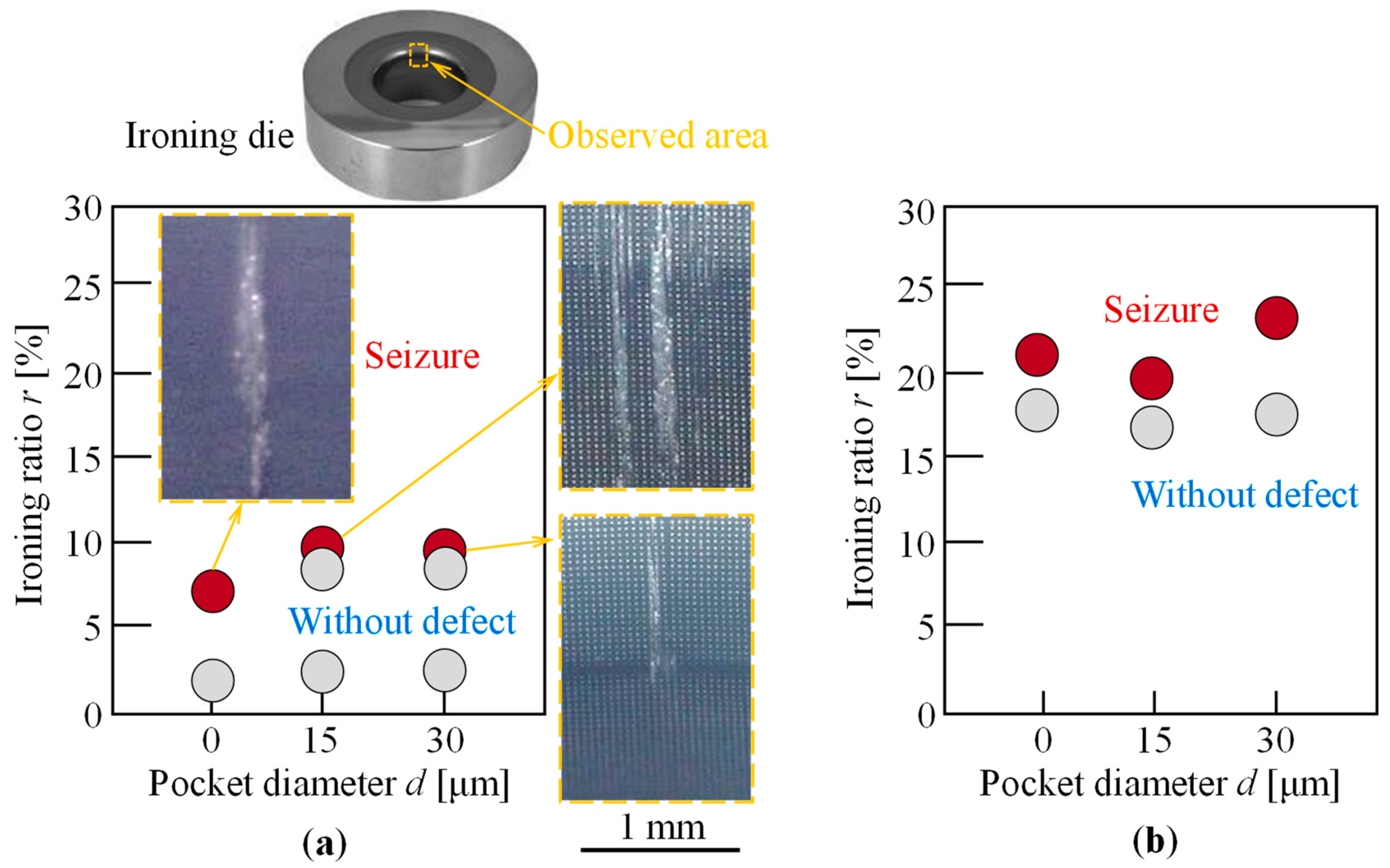
3.2. Ironing of Stainless Steel Cups
3.3. Numerical Simulation of Lubricant Flow Behavior
4. Conclusions
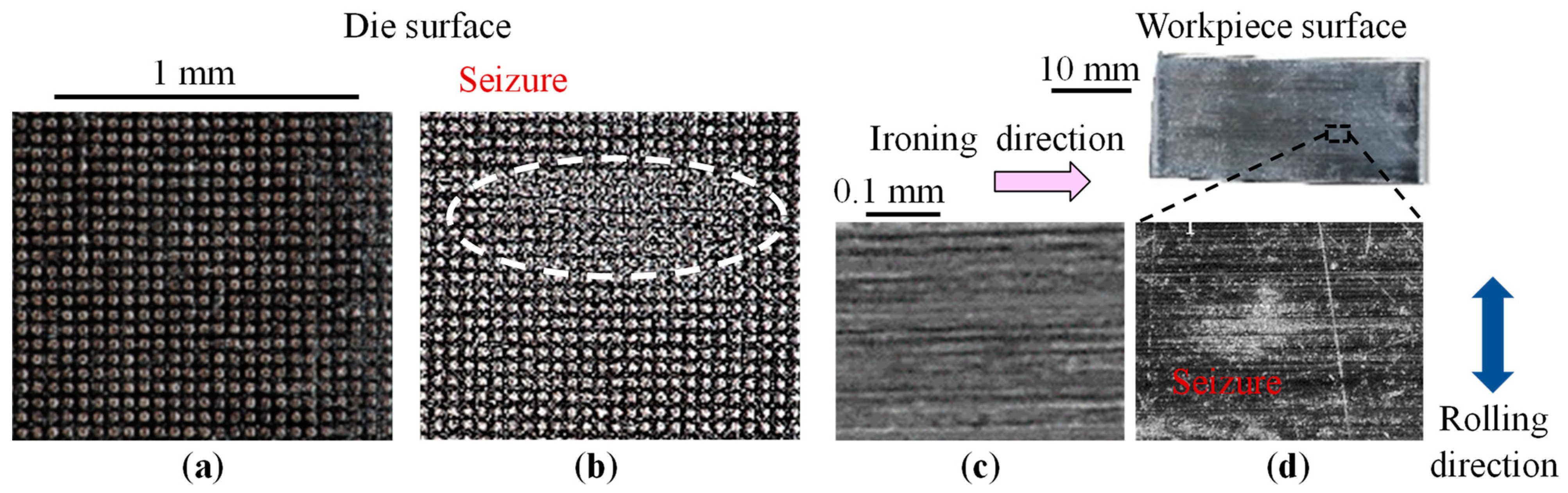
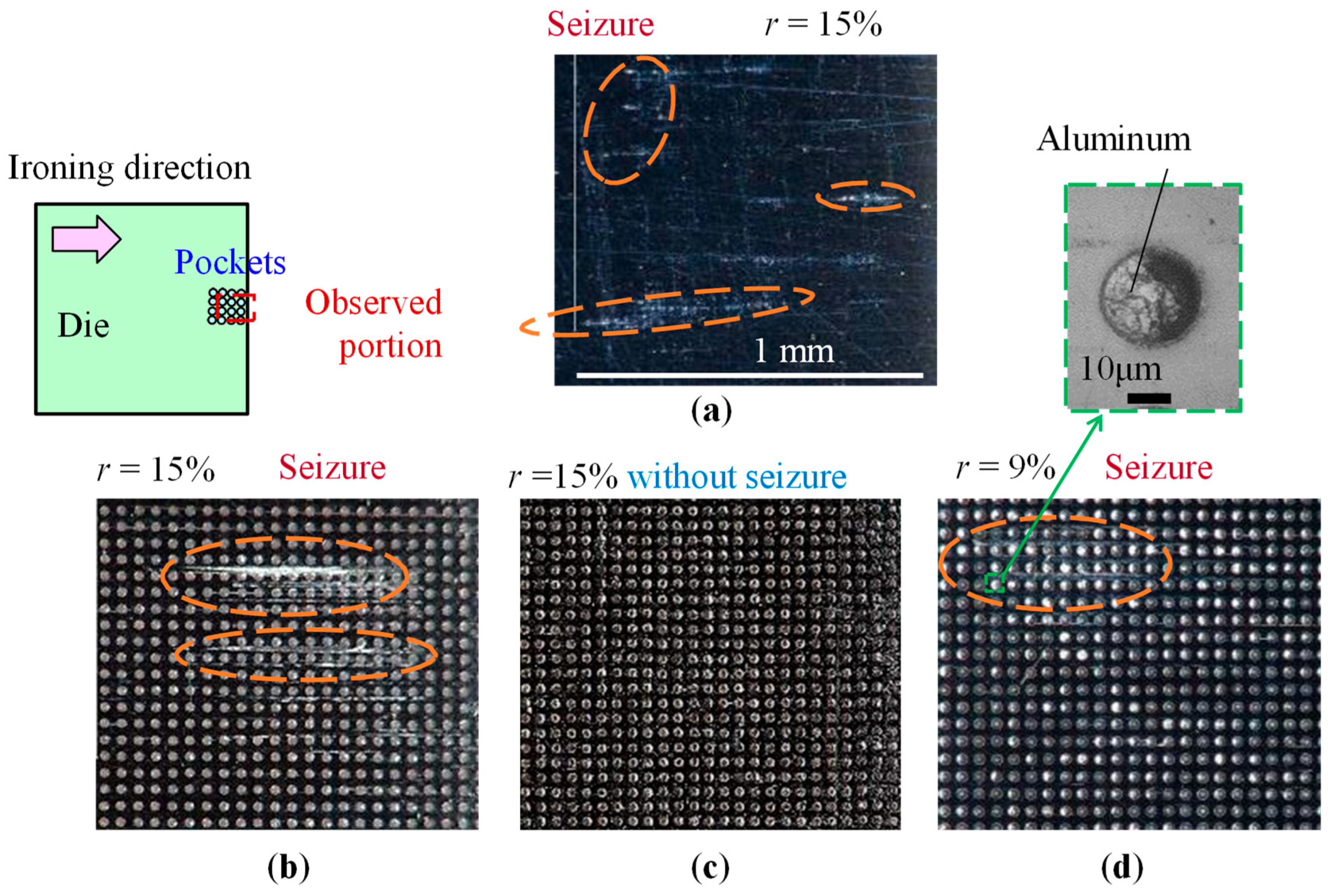
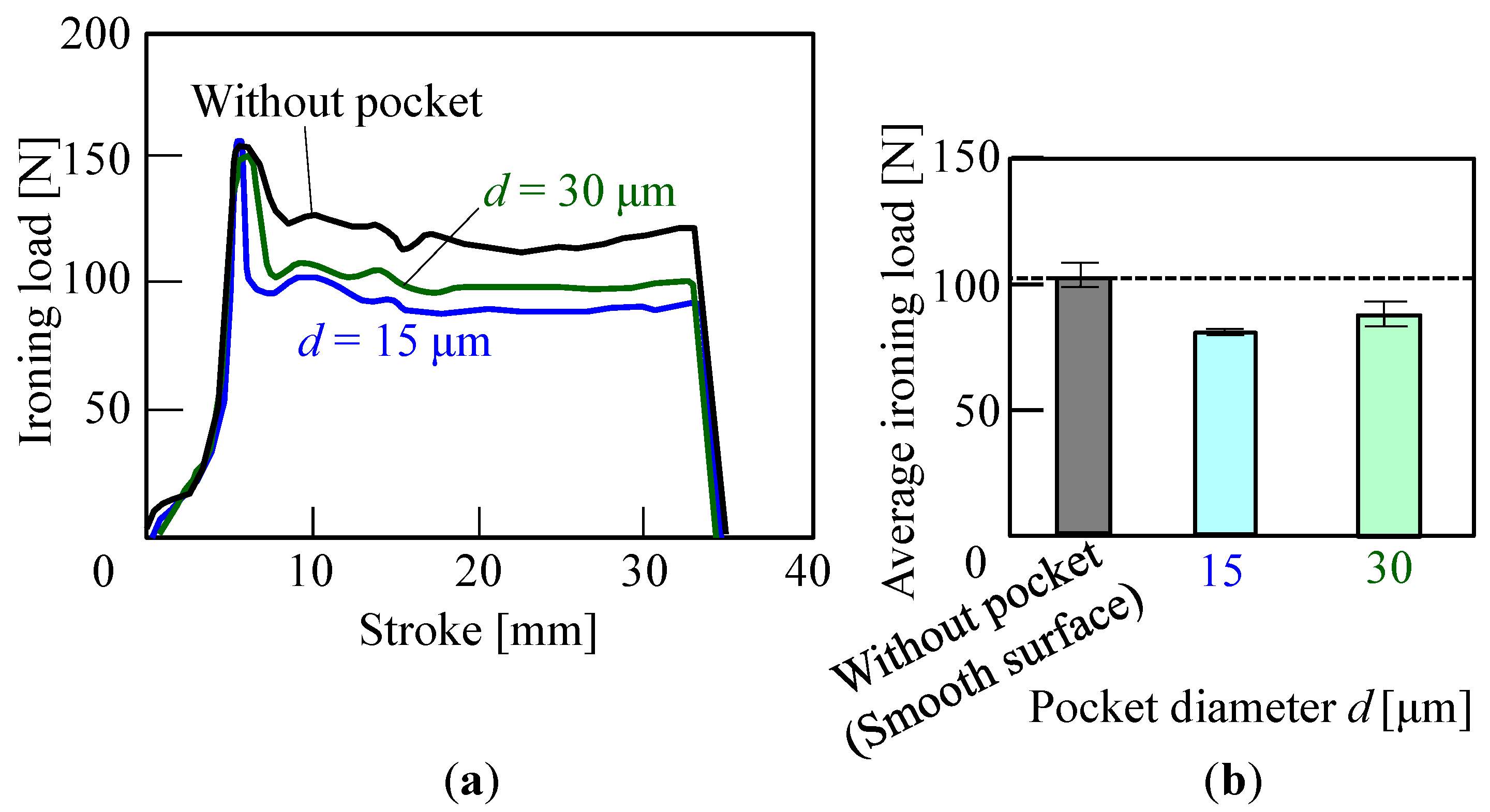
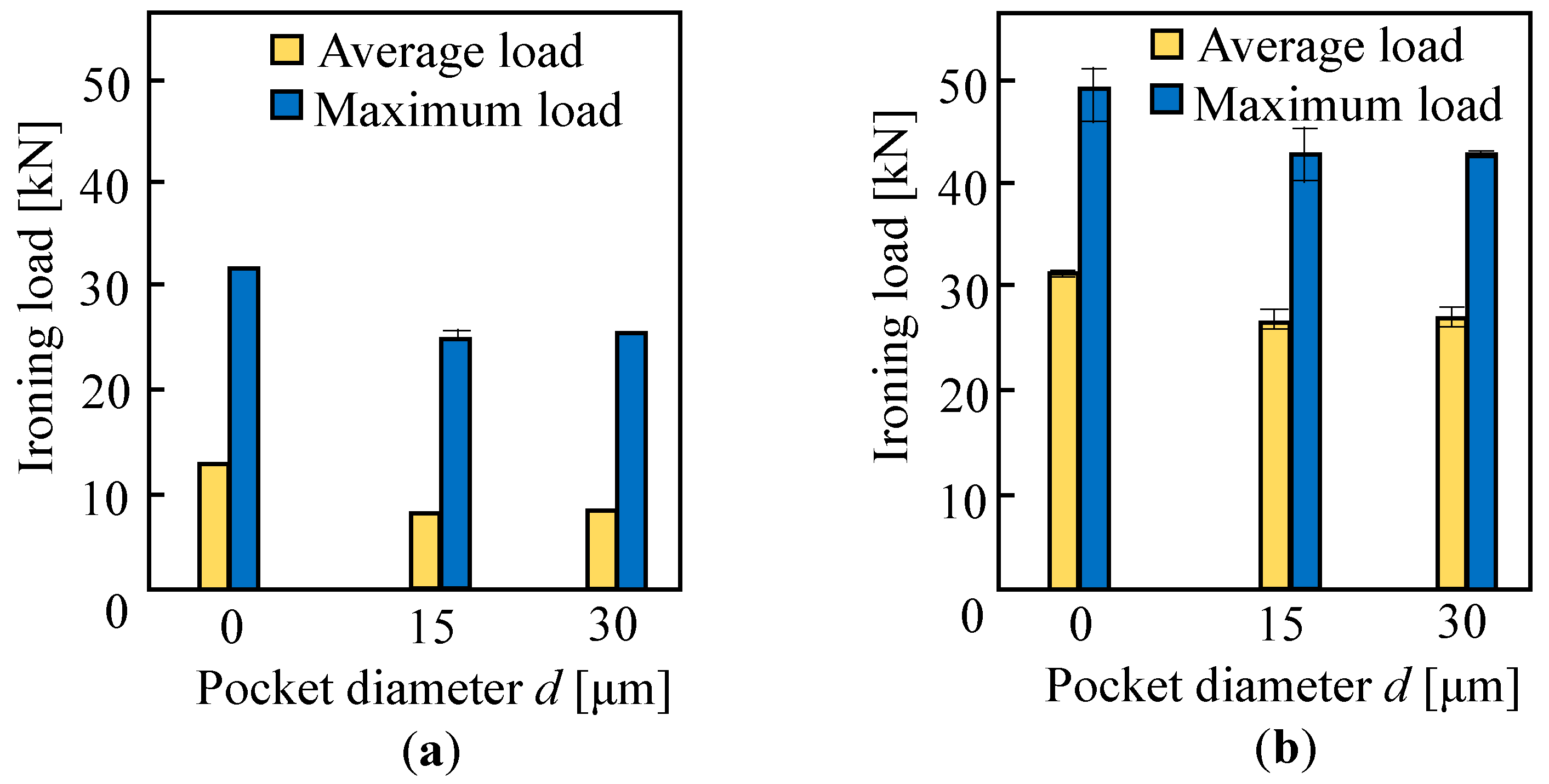
- In the strip ironing of aluminum alloy sheets, texturing the suitable circular pockets on the die surface improved seizure resistance. The ironing limit was increased by 4%, and the average ironing load decreased by 20% compared to the smooth surface without a pocket.
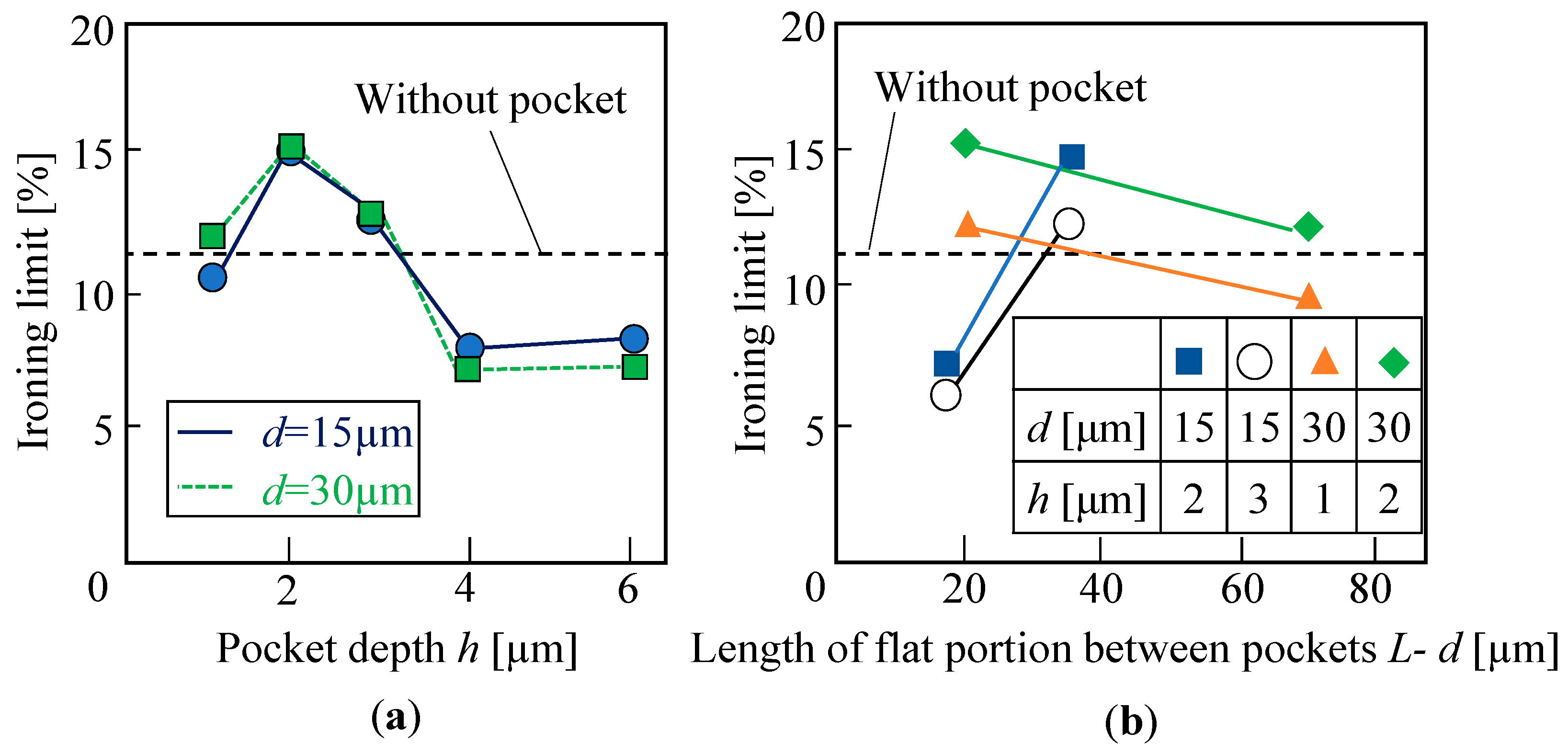
- The optimum array pattern of the lubricant pockets was the grid array pattern with a diameter of 15 and 30 µm, a depth of 2 µm, and the length of the flat portion between the pockets between 20 and 35 µm.
- For the crossing array pattern, the length of the flat portion between pockets in the ironing direction was too long, and for the grooved array pattern, the direct contact between the die-workpiece interface occurred, after which the ironing limits of both array patterns were equal to or lower than the smooth surface without a pocket.
- In the ironing of the SUS430 stainless steel cup by using a textured die with an optimum array pattern of lubricant pockets and the lubricant without the extreme pressure additive, the ironing limit increased about 6% and the average ironing load reduced by 35% in comparison with the untextured die.
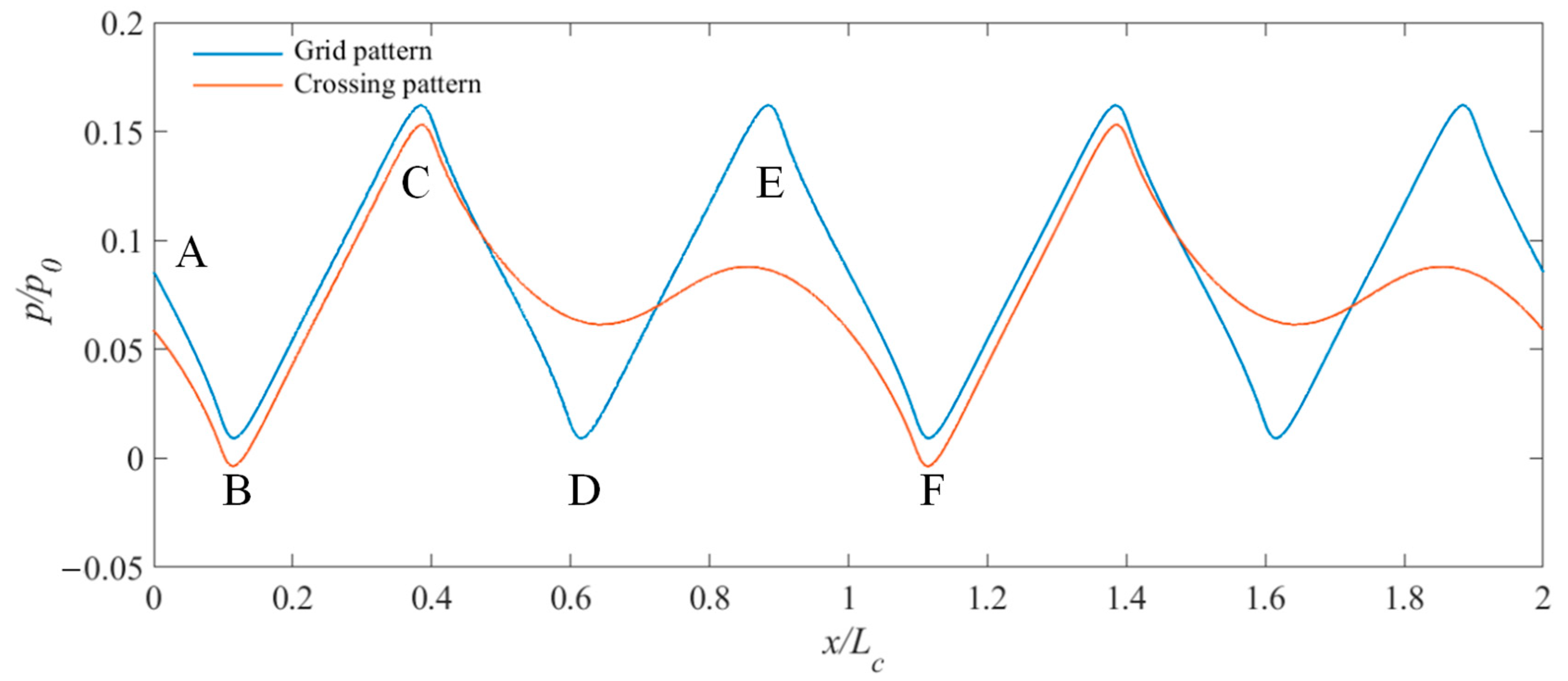
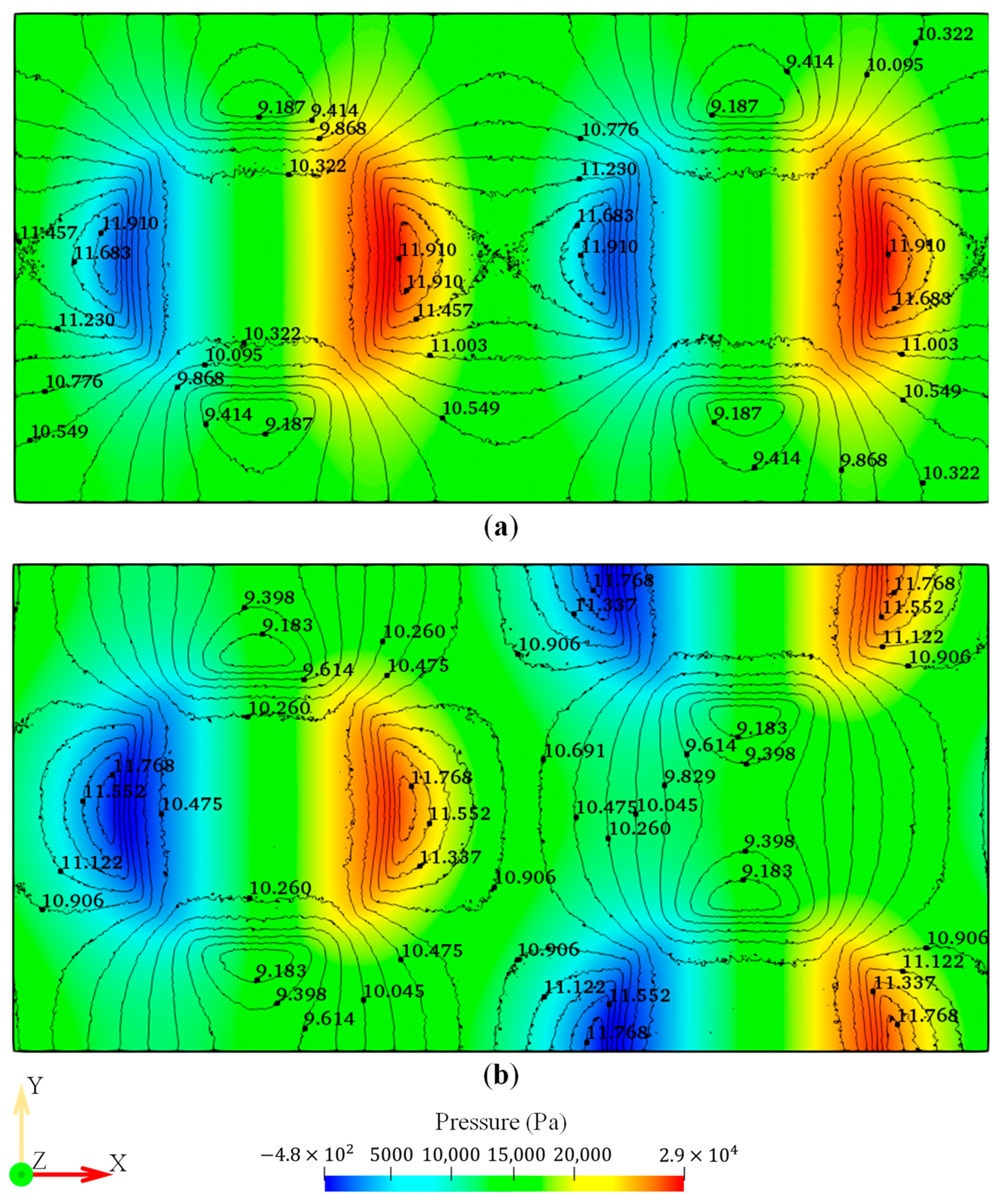
- Computational fluid dynamics simulations, based on the Navier-Stokes equations, were performed to assess the tribological behaviours and characteristics between micro-pocket textured surfaces under hydrodynamic lubrication. The tribological characteristics of the grid and crossing array patterns of a micro-pocket textured die surface were compared. It was shown that the load-carrying force of the grid array pattern is greater than that of the crossing array pattern, while the shear force is roughly the same magnitude for both array patterns. As a consequence, the friction coefficient f becomes lower for the grid array pattern due to an increase in the load-carrying capacity .
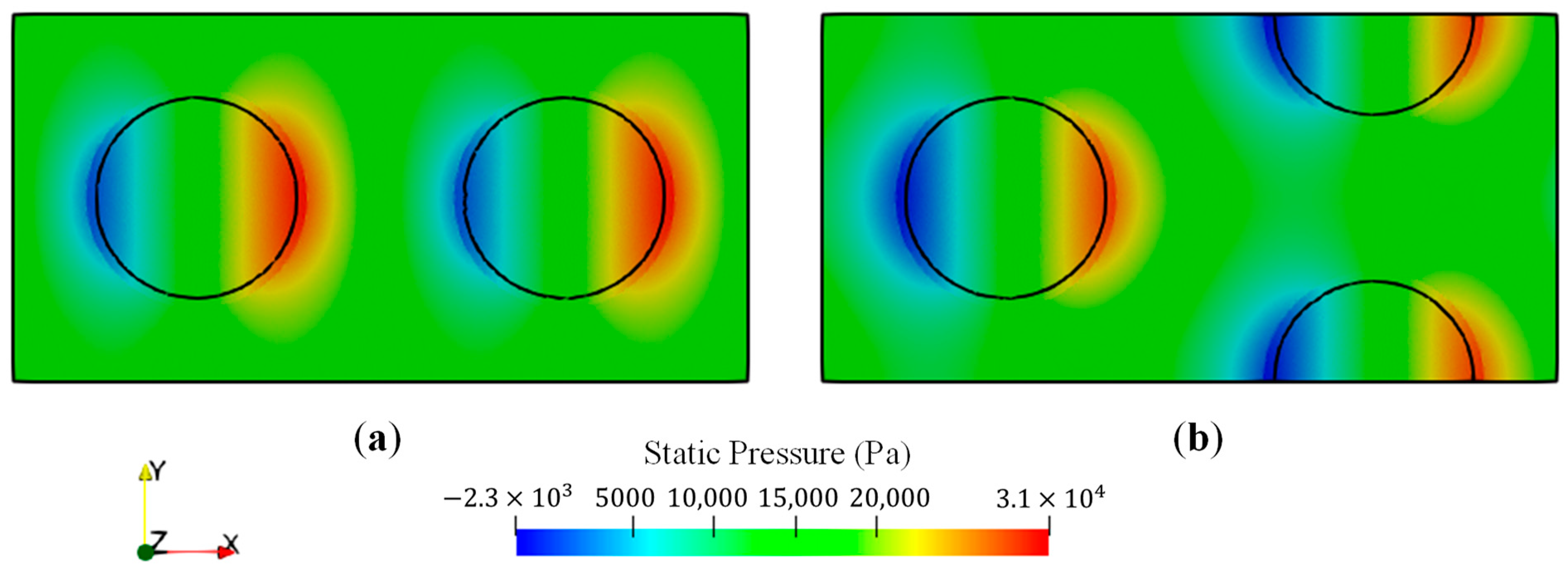
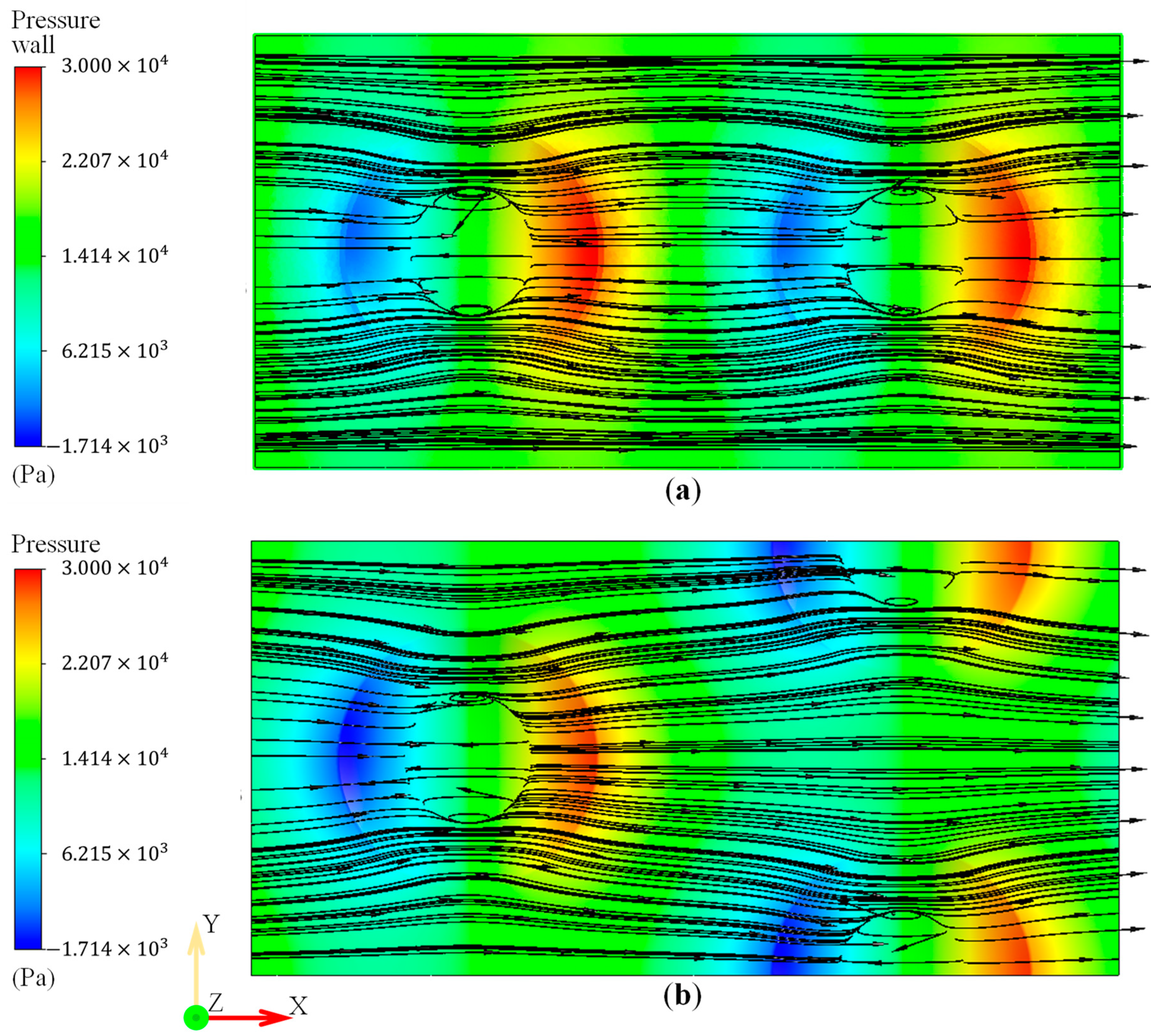
- The presence of micro-pocket units plays an important role in the redistribution of velocity and pressure fields under hydrodynamic lubrication. Higher velocity zones appear due to the curvature of surfaces at the entrance and exit of the micro-pocket units, corresponding to the negative and positive pressure areas, respectively. The convergence of streamlines appears at the entrance of the micro-pocket units connected to the negative pressure zones, while the divergence of streamlines presents at the exit of micro-pocket units connected to the positive pressure zones. Physical mechanisms related to an improvement in the load-carrying capacity with the presence of micro-pocket units remains an open question.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kleiner, M.; Geiger, M.; Klaus, A. Manufacturing of lightweight components by metal forming. CIRP Ann. 2003, 52, 521–542. [Google Scholar] [CrossRef]
- Park, C.S.; Ku, T.W.; Kang, B.S.; Hwang, S.M. Process design and blank modification in the multistage rectangular deep drawing of an extreme aspect ratio. J. Mater. Process. Technol. 2004, 153–154, 778–784. [Google Scholar] [CrossRef]
- Kim, S.H.; Chung, S.W.; Padmanaban, S. Investigation of lubrication effect on the backward extrusion of thin-walled rectangular aluminum case with large aspect ratio. J. Mater. Process. Technol. 2006, 180, 185–192. [Google Scholar] [CrossRef]
- Inoue, Y.; Yamaguchi, M. Effect of plastic anisotropy on ironing formability of 3104 aluminum alloy hard sheets. Mater. Trans. 2021, 62, 1471–1478. [Google Scholar] [CrossRef]
- Cui, J.; Sun, S.; An, H.; Ou, H.; Li, G. Effect of ironing on forming characteristics in the Lorentz-force-driven hole flanging process. J. Mater. Process. Technol. 2022, 301, 117442. [Google Scholar] [CrossRef]
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. 2010, 59, 760–780. [Google Scholar] [CrossRef]
- Lu, X.; Khonsari, M.M. An experimental investigation of dimple effect on the Stribeck curve of journal bearings. Tribol. Lett. 2007, 27, 169–176. [Google Scholar] [CrossRef]
- Etsion, I.; Halperin, G.; Brizmer, V.; Kligerman, Y. Experimental investigation of laser surface textured parallel thrust bearings. Tribol. Lett. 2004, 17, 295–300. [Google Scholar] [CrossRef]
- Etsion, I.; Burstein, L. A model for mechanical seals with regular microsurface structure. Tribol. Trans. 1996, 39, 677–683. [Google Scholar] [CrossRef]
- Steinhoff, K.; Rasp, W.; Pawelski, O. Development of deterministic-stochastic surface structures to improve the tribological conditions of sheet forming processes. J. Mater. Process. Technol. 1996, 60, 355–361. [Google Scholar] [CrossRef]
- Bech, J.; Bay, N.; Eriksen, M. Entrapment and escape of liquid lubricant in metal forming. Wear 1999, 232, 134–139. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Effects of die surface patterning on lubrication in strip drawing. J. Mater. Process. Technol. 2009, 209, 1175–1180. [Google Scholar] [CrossRef]
- Aramaki, M.; Yamada, N.; Furukimi, O. Effect of combined shot treatment and nitriding on galling property of die used for high strength steels. ISIJ Int. 2011, 51, 1137–1141. [Google Scholar] [CrossRef]
- Furukimi, O.; Aramaki, M.; Abe, K.; Fukaura, H.; Yamada, N. Improvement of die life with surface texture control and solid lubricant. HTM J. Heat Treat. Mater. 2012, 67, 153–157. [Google Scholar] [CrossRef]
- Podgornik, B.; Jerina, J. Surface topography effect on galling resistance of coated and uncoated tool steel. Surf. Coat. Technol. 2012, 206, 2792–2800. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Hatashita, F.; Shiba, T.; Daodon, W.; Osakada, K. Improvement of seizure resistance in ironing of stainless steel cup with cermet die having fine lubricant pockets. J. Mater. Process. Technol. 2016, 234, 195–207. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Geiger, M.; Popp, U.; Engel, U. Excimer laser micro texturing of cold forging tool surfaces—Influence on tool life. CIRP Ann. 2002, 51, 231–234. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Schneider, J.; Braun, D.; Greiner, C. Laser Textured Surfaces for Mixed Lubrication: Influence of Aspect Ratio, Textured Area and Dimple Arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef]
- Daodon, W.; Saetang, V. Improvement of frictional property of AISI D2 tool steel surface against JIS SPFC 980Y advanced high-strength steel by using laser texturing process. Lubricants 2023, 11, 68. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Sedlaček, M.; Podgornik, B.; Vižintin, J.; Babnik, A.; Možina, J. Surface texturing by pulsed Nd:YAG laser. Tribol. Int. 2009, 42, 1496–1504. [Google Scholar] [CrossRef]
- Meng, F.; Zhou, R.; Davis, T.; Cao, J.; Wang, Q.J.; Hua, D.; Liu, J. Study on effect of dimples on friction of parallel surfaces under different sliding conditions. Appl. Surf. Sci. 2010, 256, 2863–2875. [Google Scholar] [CrossRef]
- Shimizu, T.; Kobayashi, H.; Vorholt, J.; Yang, M. Lubrication analysis of micro-dimple textured die surface by direct observation of contact interface in sheet metal forming. Metals 2019, 9, 917. [Google Scholar] [CrossRef]
- Conradi, M.; Kocijan, A.; Klobčar, D.; Podgornik, B. Tribological response of laser-textured Ti6Al4V alloy under dry conditions and lubricated with Hank’s solution. Tribol. Int. 2021, 160, 107049. [Google Scholar] [CrossRef]
- Gaikwad, A.; Vázquez-Martínez, J.M.; Salguero, J.; Iglesias, P. Tribological properties of Ti6Al4V titanium textured surfaces created by laser: Effect of dimple density. Lubricants 2022, 10, 138. [Google Scholar] [CrossRef]
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A theory of lubrication by micro-irregularities. J. Basic Eng. 1966, 88, 177–185. [Google Scholar] [CrossRef]
- Brizmer, V.; Kligerman, Y.; Etsion, I. A laser surface textured parallel thrust bearing. Tribol. Trans. 2003, 46, 397–403. [Google Scholar] [CrossRef]
- Baum, M.J.; Heepe, L.; Gorb, S.N. Friction behavior of a microstructured polymer surface inspired by snake skin. Beilstein J. Nanotechnol. 2014, 5, 83–97. [Google Scholar] [CrossRef]
- Uddin, M.S.; Ibatan, T.; Shankar, S. Influence of surface texture shape, geometry and orientation on hydrodynamic lubrication performance of plane-to-plane slider surfaces. Lubr. Sci. 2016, 29, 153–181. [Google Scholar] [CrossRef]
- Pascovici, M.D.; Cicone, T.; Fillon, M.; Dobrica, M.B. Analytical investigation of a partially textured parallel slider. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2008, 223, 151–158. [Google Scholar] [CrossRef]
- Li, J.; Chen, H. Evaluation on applicability of Reynolds equation for squared transverse roughness compared to CFD. J. Tribol. 2007, 129, 963–967. [Google Scholar] [CrossRef]
- Qiu, M.; Bailey, B.N.; Stoll, R.; Raeymaekers, B. The accuracy of the compressible Reynolds equation for predicting the local pressure in gas-lubricated textured parallel slider bearings. Tribol. Int. 2014, 72, 83–89. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M. Laser beam machining. In Nontraditional Machining Processes; Davim, J.P., Ed.; Springer: London, UK, 2013; pp. 35–96. [Google Scholar]
- Nawa, M.; Kitamura, K. Evaluation of Effect of Micro-dimples in Lubrication Using Ball Penetration Test. In Proceedings of the 63rd Japanese Joint Conference for the Technology of Plasticity, Kitakyushu, Japan, 4–6 November 2012; pp. 257–258. (In Japanese). [Google Scholar]
- Kobayashi, H.; Shimizu, T.; Vorholt, J.; Yang, M. Evaluation of Lubrication Properties of Textured Surface by In-situ Observation using Silica Glass Die. In Proceedings of the 68th Japanese Joint Conference for the Technology of Plasticity, Fukui, Japan, 9–12 November 2017; pp. 191–192. (In Japanese). [Google Scholar]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Li, K.; Jing, D.; Hu, J.; Ding, X.; Yao, Z. Numerical investigation of the tribological performance of micro-dimple textured surfaces under hydrodynamic lubrication. Beilstein J. Nanotechnol. 2017, 8, 2324–2338. [Google Scholar] [CrossRef]
- Ding, S.; Xu, J.; Liu, P.; Shi, Z.; Yang, O.; Hu, Y. Geometric influence on friction and wear performance of cast iron with a micro-dimpled surface. Results Eng. 2021, 9, 100211. [Google Scholar] [CrossRef]
- Scaraggi, M.; Mezzapesa, F.P.; Carbone, G.; Ancona, A.; Sorgente, D.; Lugarà, P.M. Minimize friction of lubricated laser-microtextured-surfaces by tuning microholes depth. Tribol. Int. 2014, 75, 123–127. [Google Scholar] [CrossRef]
- Wang, X.; Wang, J.; Zhang, B.; Huang, W. Design principles for the area density of dimple patterns. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 229, 538–546. [Google Scholar] [CrossRef]
- Adatepe, H.; Bıyıklıoglu, A.; Sofuoglu, H. An experimental investigation on frictional behavior of statically loaded micro-grooved journal bearing. Tribol. Int. 2011, 44, 1942–1948. [Google Scholar] [CrossRef]
- Groche, P.; Nitzsche, G. Influence of temperature on the initiation of adhesive wear with respect to deep drawing of aluminum-alloys. J. Mater. Process. Technol. 2007, 191, 314–316. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Patterns | Diameter d (µm) | Distance between Pockets L (µm) | Flat Portion Length L − d (µm) | Depth h (µm) | Area Ratio of Pockets (%) |
|---|---|---|---|---|---|
| Grid | 15 | 33 | 18 | 2 and 3 | 16.2 |
| 50 | 35 | 1, 2, 3, 4 and 6 | 7.1 | ||
| 30 | 50 | 20 | 1, 2, 3, 4 and 6 | 28.3 | |
| 100 | 70 | 1 and 2 | 7.1 | ||
| Crossing | 15 | 50 | 35 | 2 and 4 | 7.1 |
| 30 | 50 | 20 | 2 and 4 | 28.3 | |
| Grooved | 15 | 50 | 35 | 2 and 4 | 30 |
| 30 | 50 | 20 | 2 and 4 | 60 |
| 1.00 | 0.75 | 0.50 | 0.25 | 0.18 | |
| Number of Mesh Elements | 366,051 | 678,575 | 1,517,419 | 7,152,816 | 14,293,507 |
| 0.01916 | 0.01917 | 0.01914 | 0.01919 | 0.01920 | |
| 0.07735 | 0.06991 | 0.07296 | 0.07478 | 0.07470 | |
| f | 0.24772 | 0.27429 | 0.26230 | 0.25657 | 0.25710 |
| Mass density of lubricant, ρliquid (kg/m3) | 833 |
| Kinematic viscosity of lubricant, νlub (mm2/s) | 433 |
| Sliding speed, υw (mm/s) | 20 |
| Flow velocity, υf (mm/s) | 20 |
| Lubricant film thickness, ht (µm) | 2 |
| Atmosphere temperature, T (K) | 293.15 |
| Contact angle of dropped lubricant on polished die, θ (°) | 20 |
| Grid Array Pattern | Crossing Array Pattern | |
|---|---|---|
| 0.01919 | 0.01920 | |
| 0.01953 | 0.01954 | |
| 0.08560 | 0.07470 | |
| 0.09113 | 0.08128 | |
| f | 0.22423 | 0.25710 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abe, Y.; Sugiura, M.; Ando, T.; Kumkhuntod, P.; Septham, K.; Daodon, W.; Mori, K.-i. Improvement of Seizure Resistance in Ironing of Aluminum Alloy Sheets and Stainless Steel Cups by Utilizing Laser Textured Die Having Lubricant Pockets. Metals 2023, 13, 803. https://doi.org/10.3390/met13040803
Abe Y, Sugiura M, Ando T, Kumkhuntod P, Septham K, Daodon W, Mori K-i. Improvement of Seizure Resistance in Ironing of Aluminum Alloy Sheets and Stainless Steel Cups by Utilizing Laser Textured Die Having Lubricant Pockets. Metals. 2023; 13(4):803. https://doi.org/10.3390/met13040803
Chicago/Turabian StyleAbe, Yohei, Mika Sugiura, Takumi Ando, Peerapong Kumkhuntod, Kamthon Septham, Witthaya Daodon, and Ken-ichiro Mori. 2023. "Improvement of Seizure Resistance in Ironing of Aluminum Alloy Sheets and Stainless Steel Cups by Utilizing Laser Textured Die Having Lubricant Pockets" Metals 13, no. 4: 803. https://doi.org/10.3390/met13040803