
Phase Equilibrium Studies of the CaO-MgO-Al2O3-SiO2 System for Iron Blast Furnace Slag: A Review

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Research Techniques Used in Phase Equilibria Studies of BF Slag
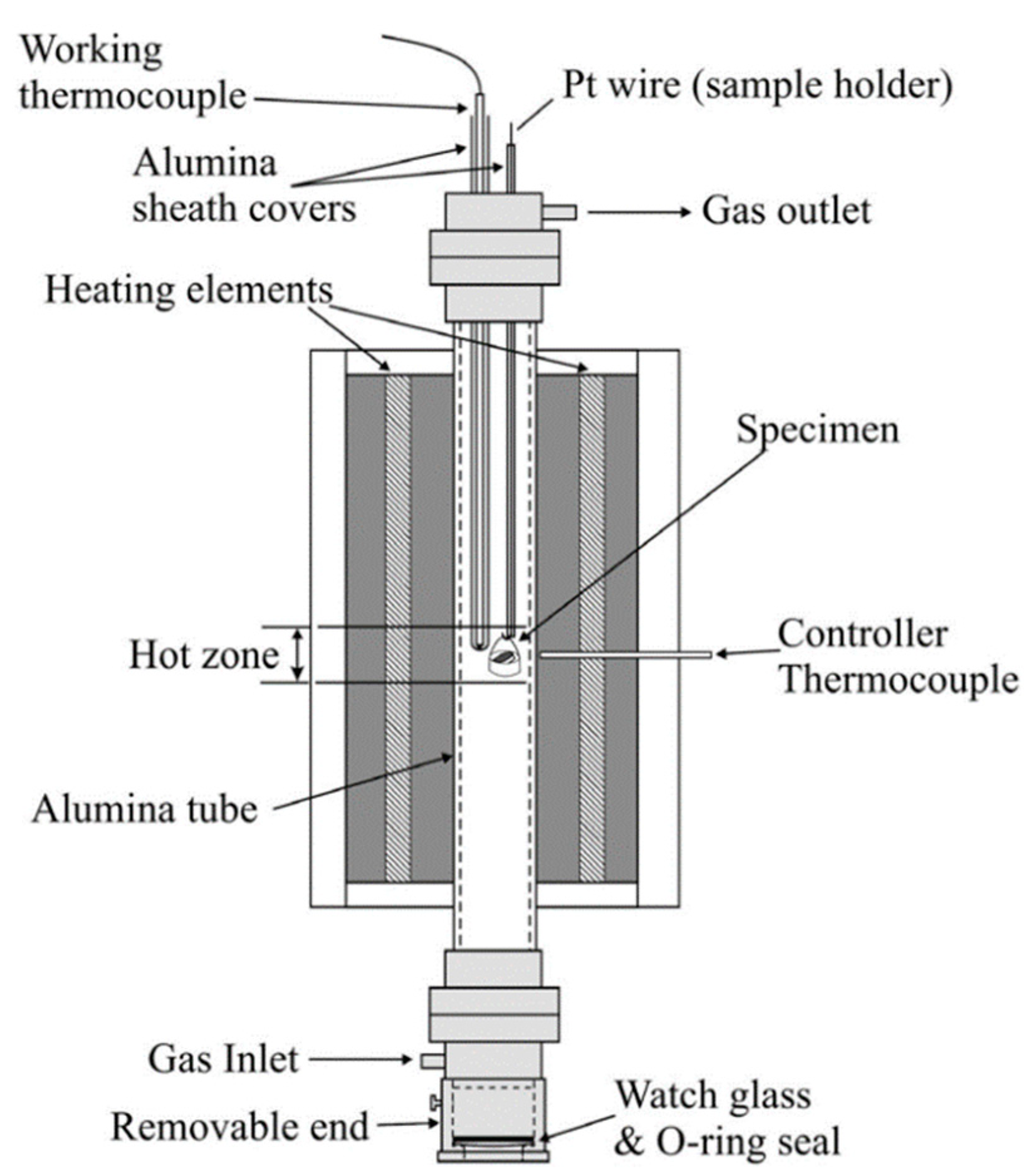
2.1. Liquidus Temperature
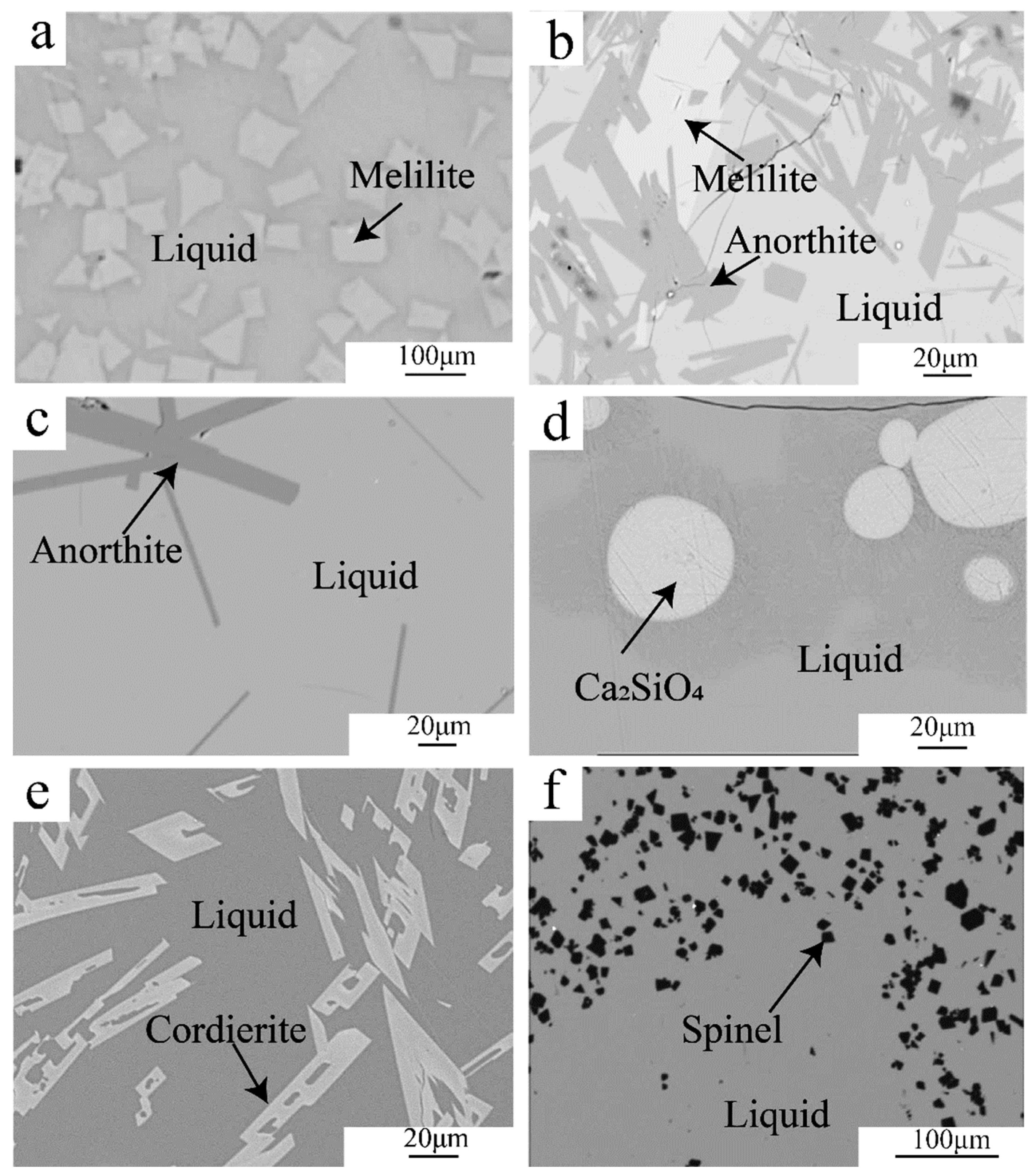
2.2. Solid Solutions
2.3. Thermodynamic Software
3. Experimentally Determined Phase Diagrams
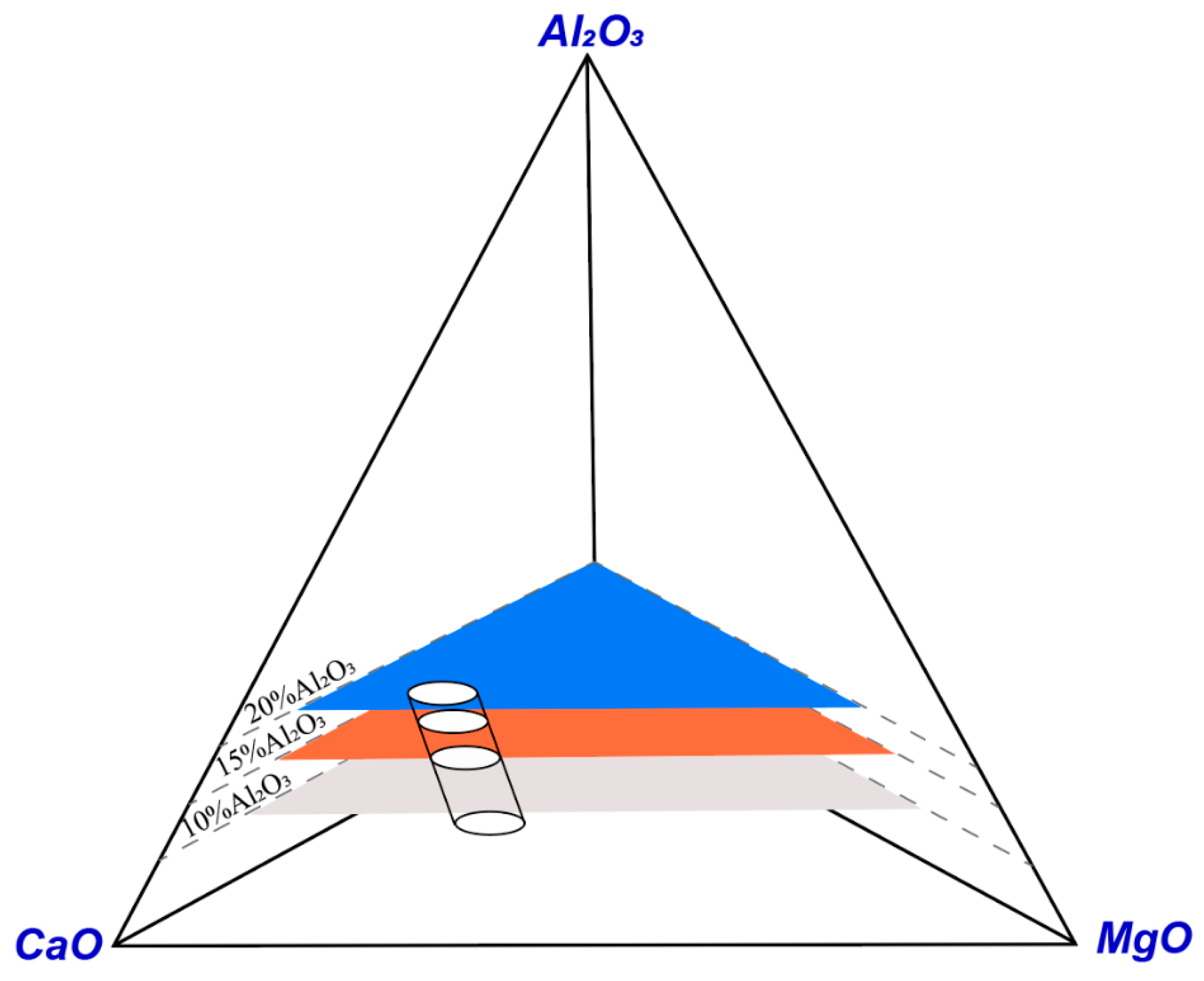
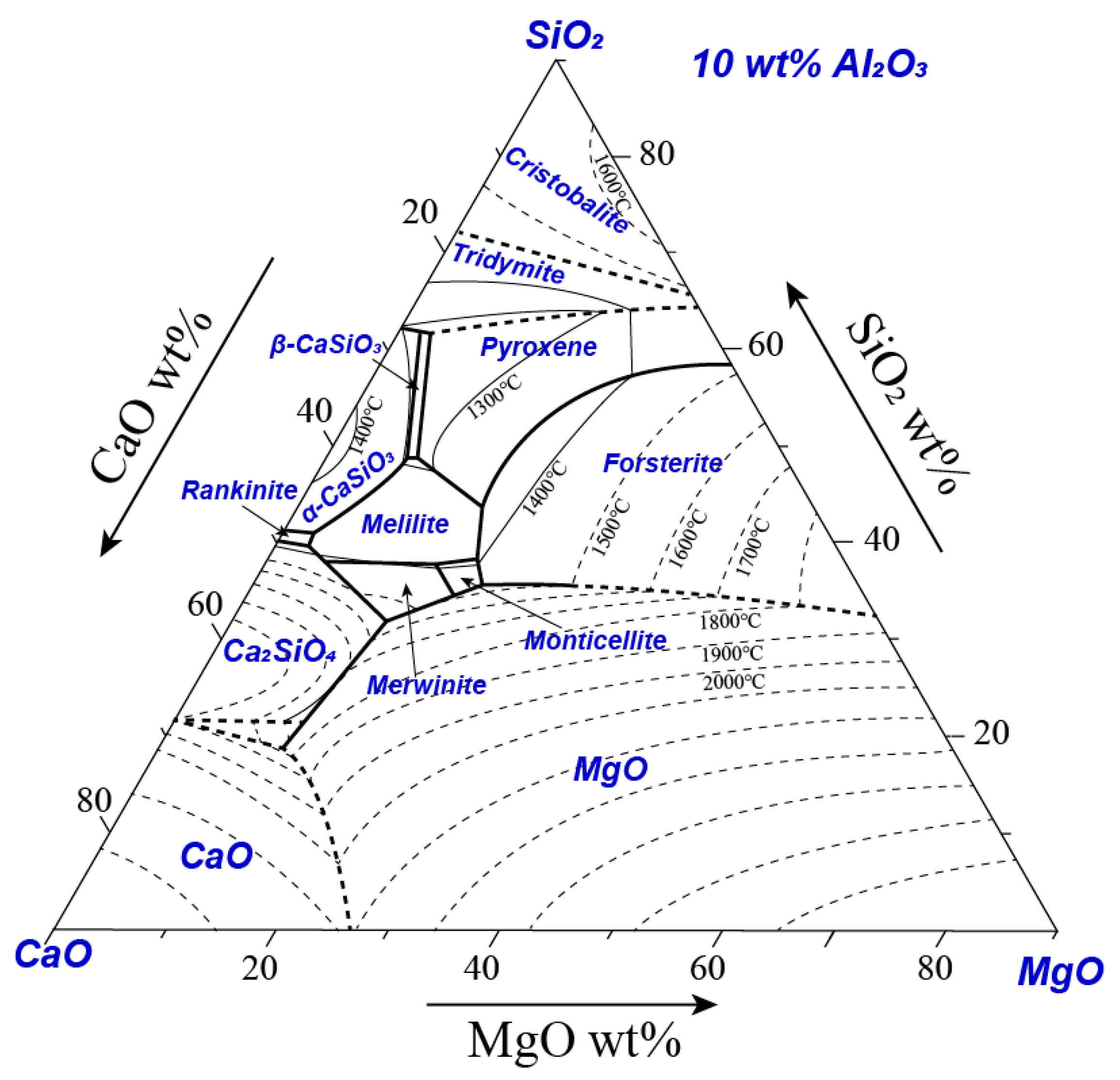
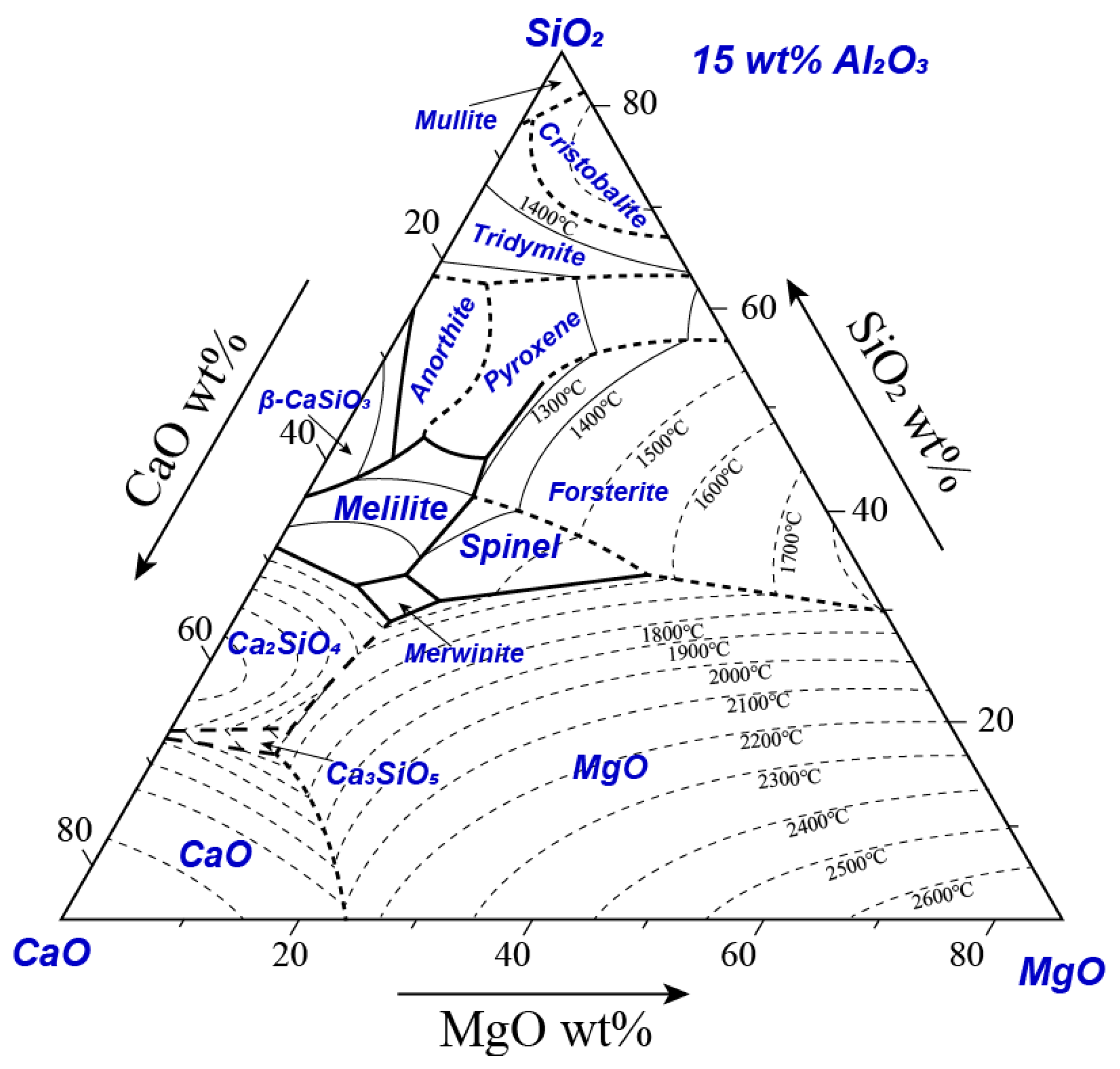
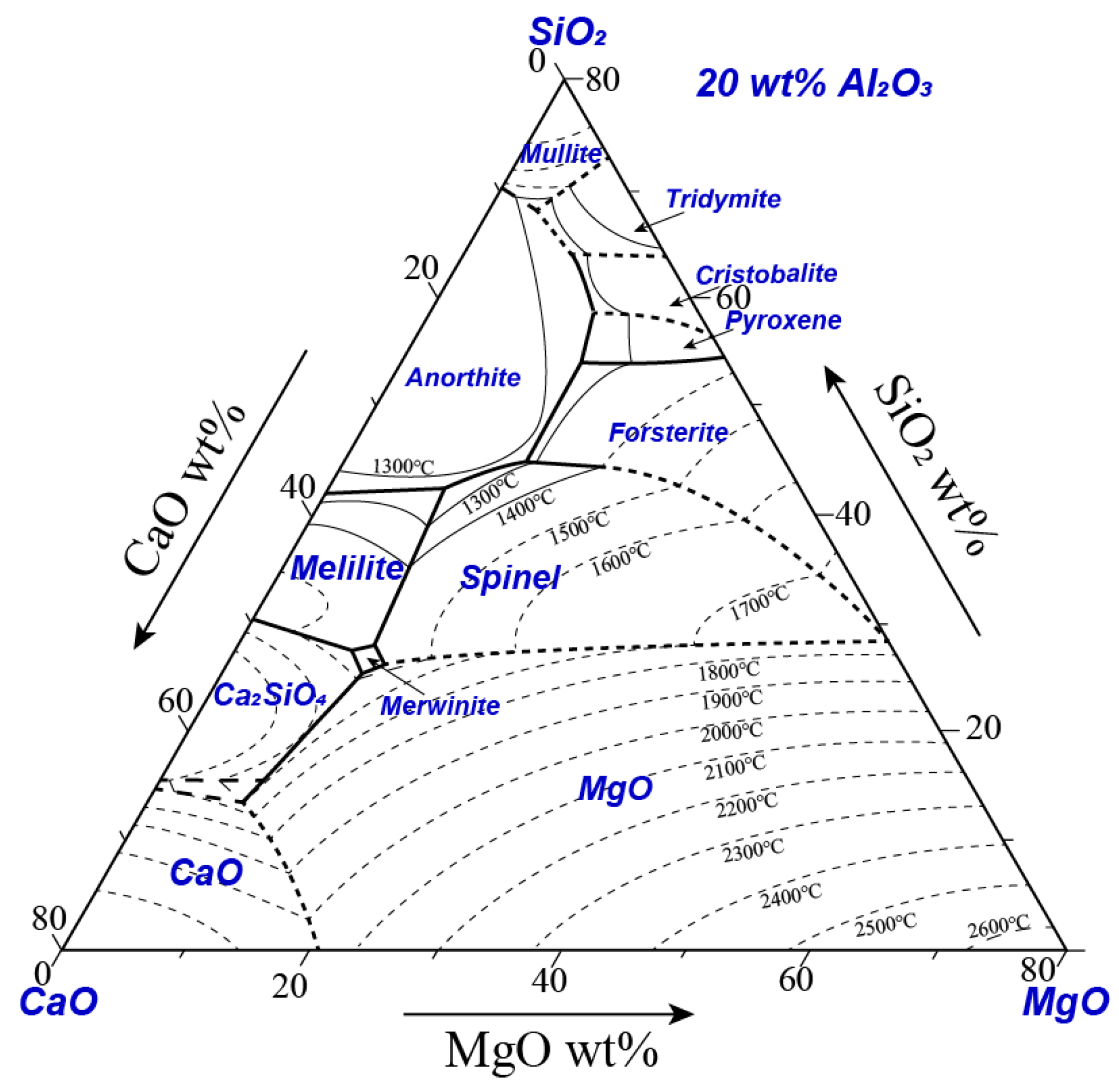
3.1. CaO-MgO-Al2O3-SiO2 System at Constant Al2O3 Content
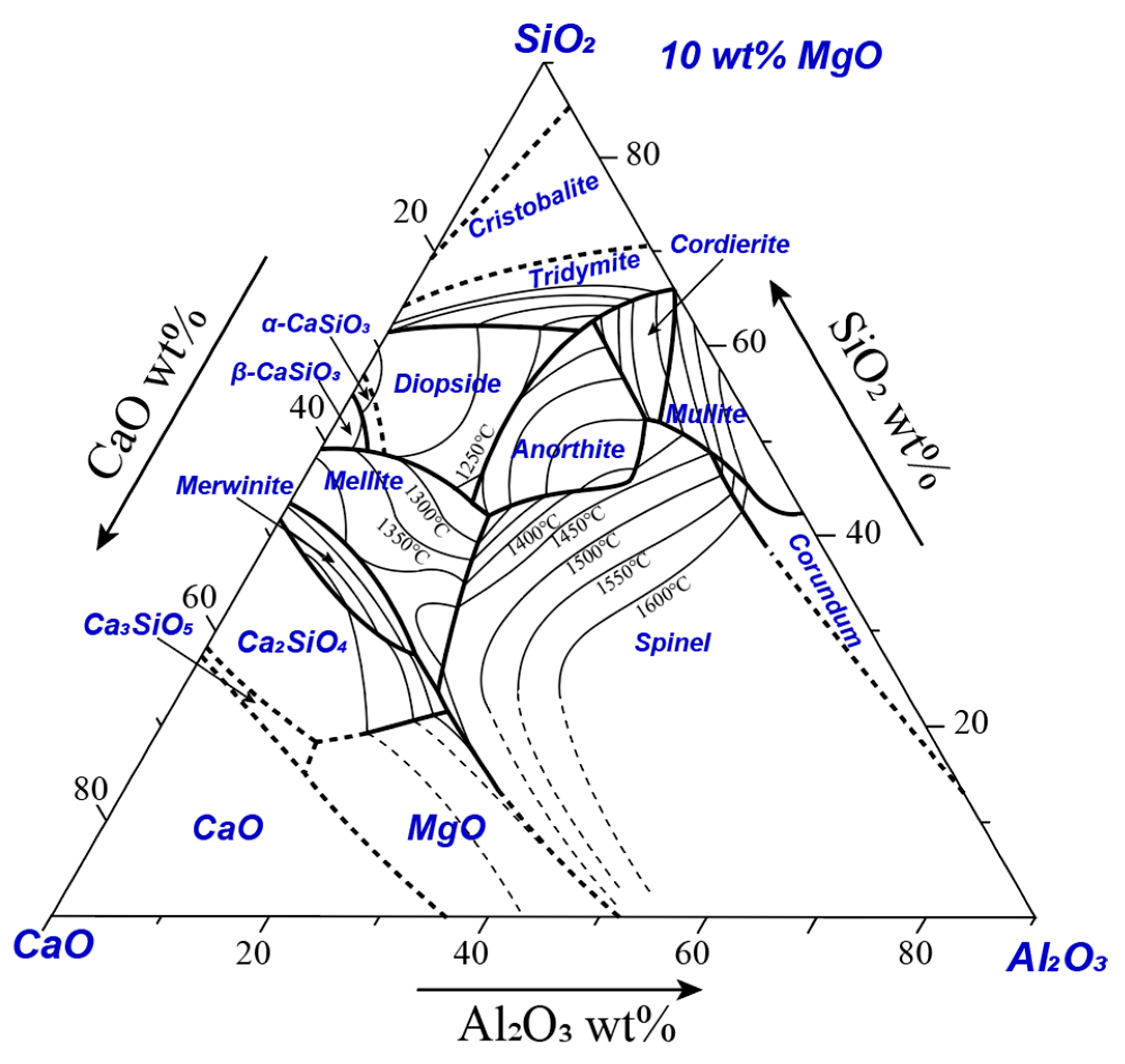
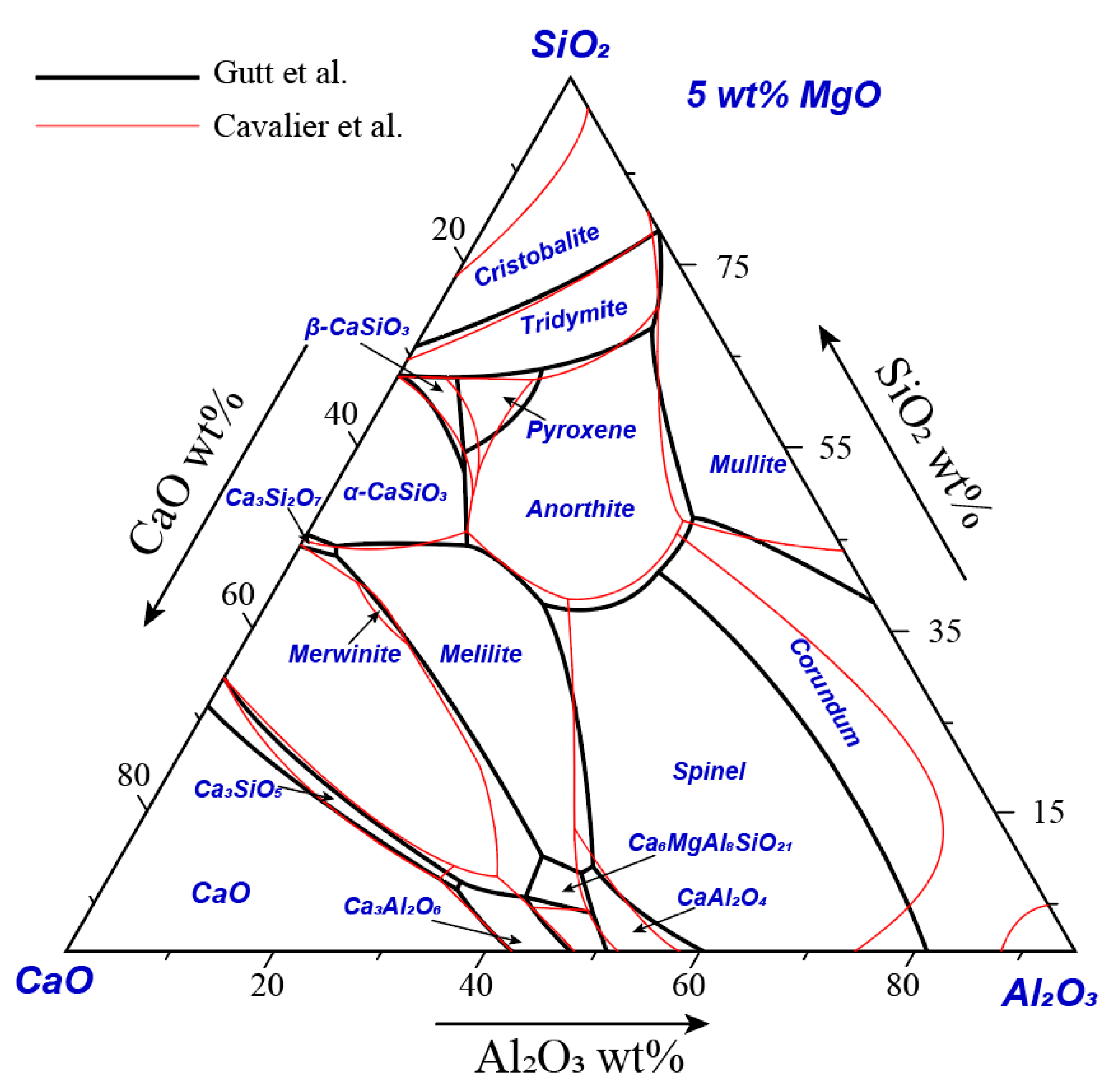
3.2. CaO-MgO-Al2O3-SiO2 System with Fixed MgO
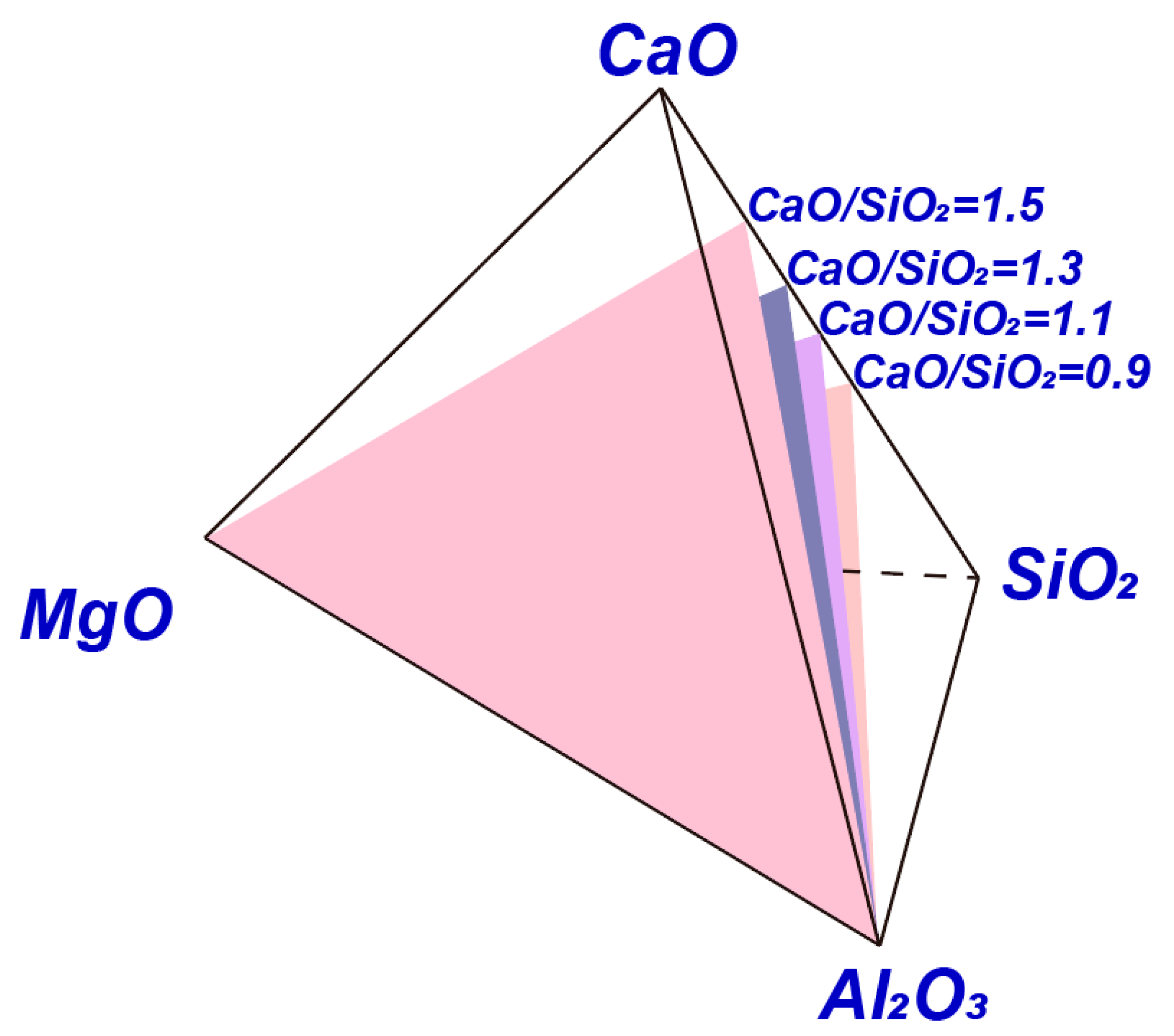
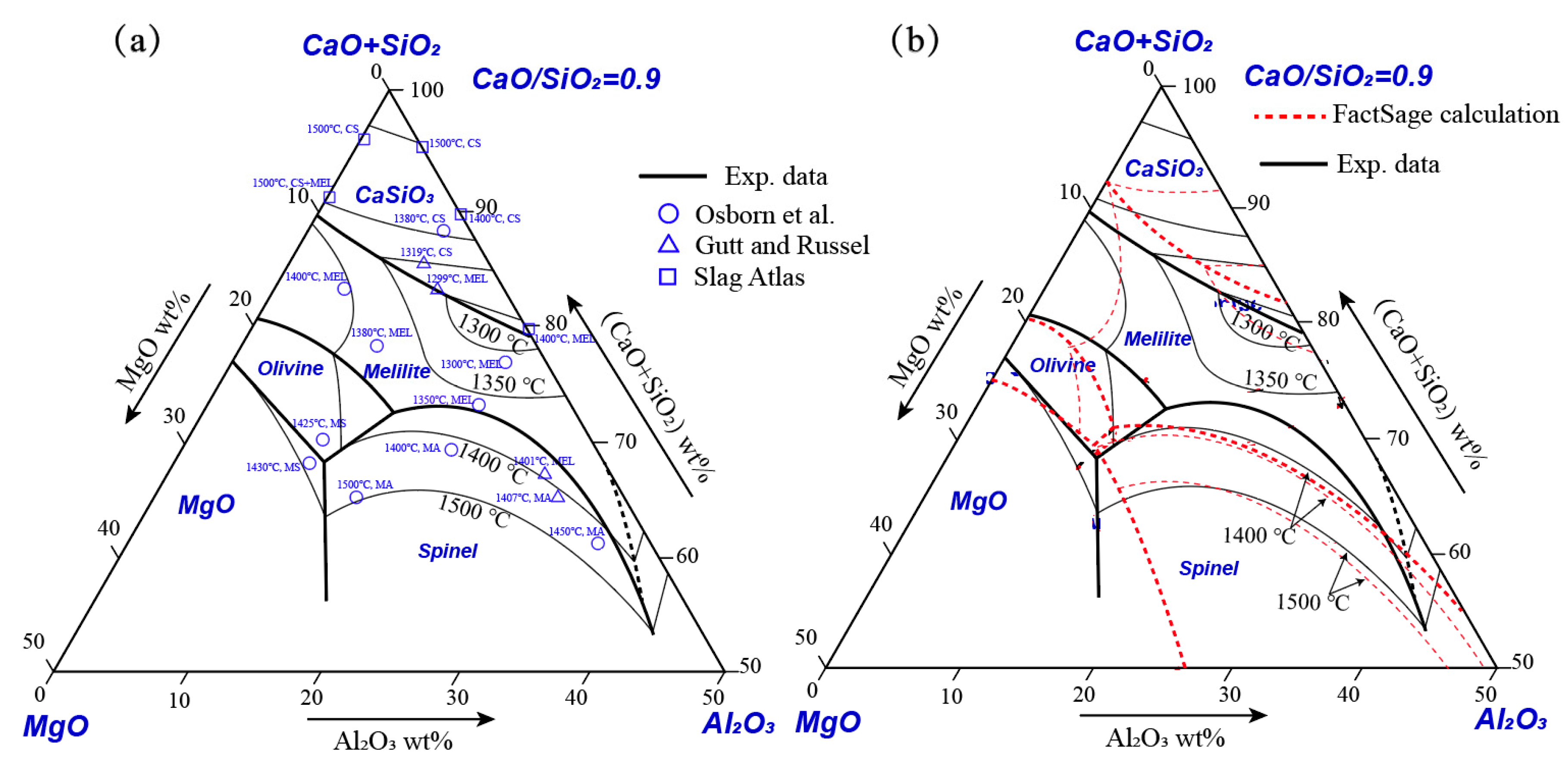
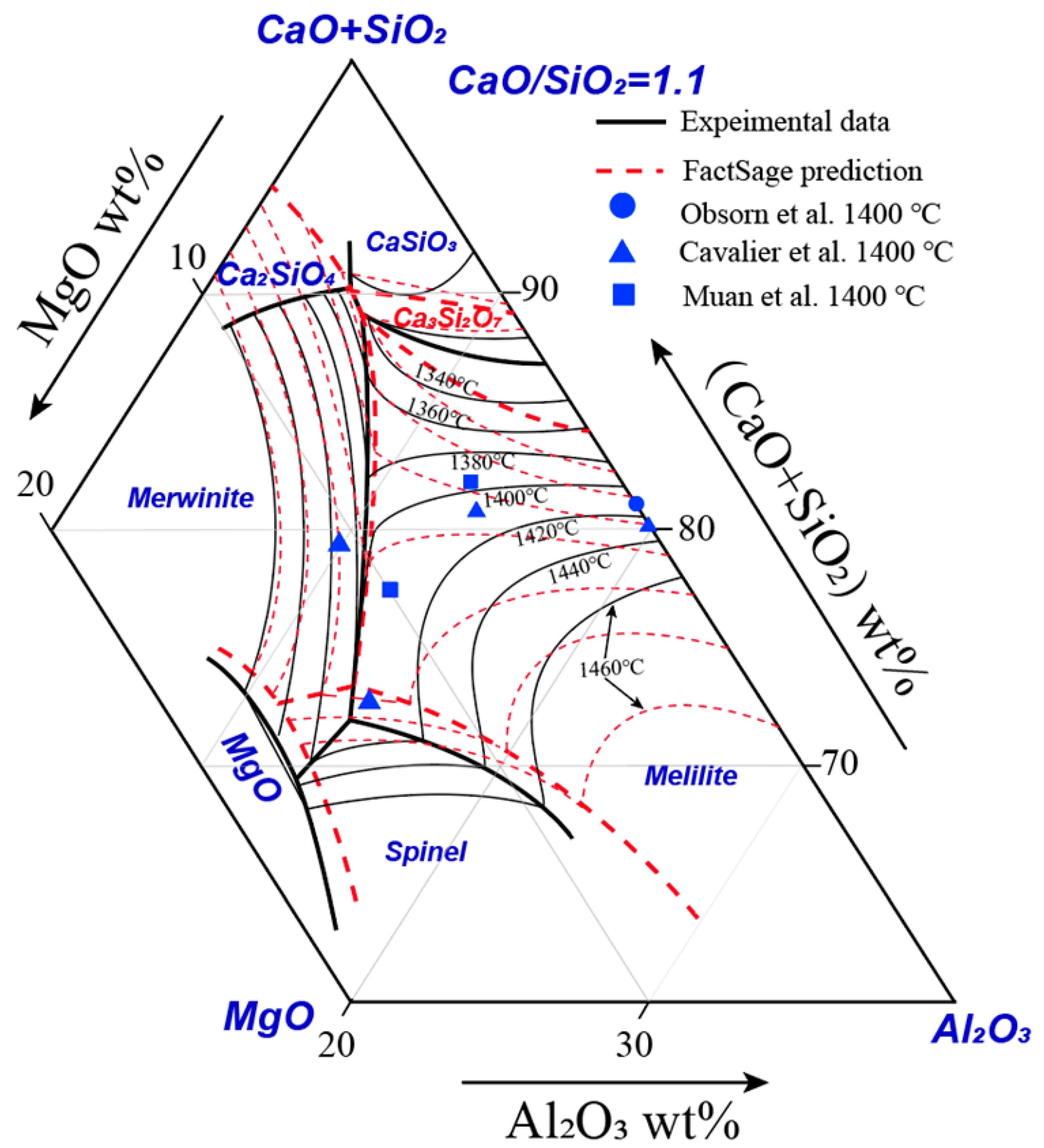
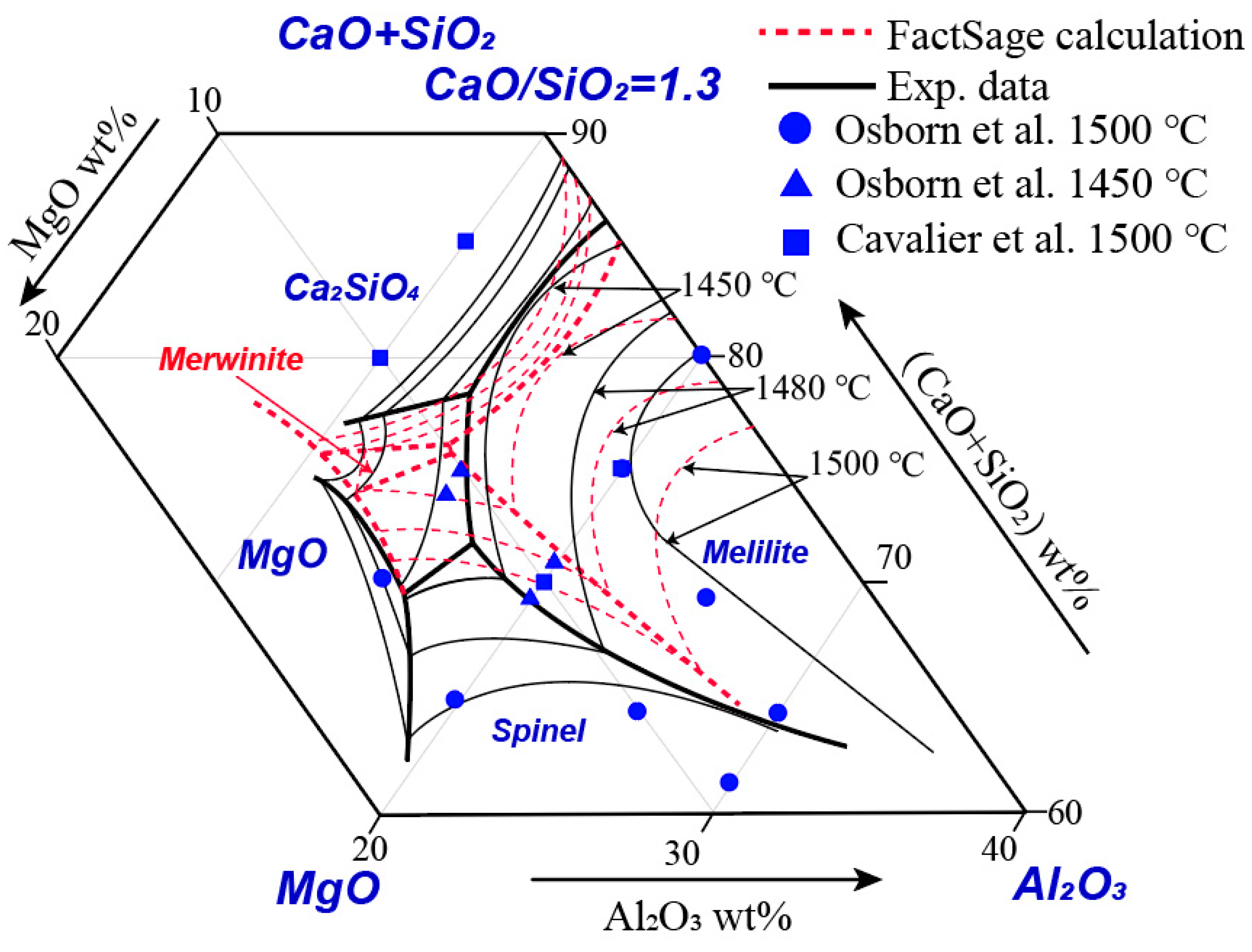
3.3. (CaO + SiO2)-Al2O3-MgO System at Constant CaO/SiO2
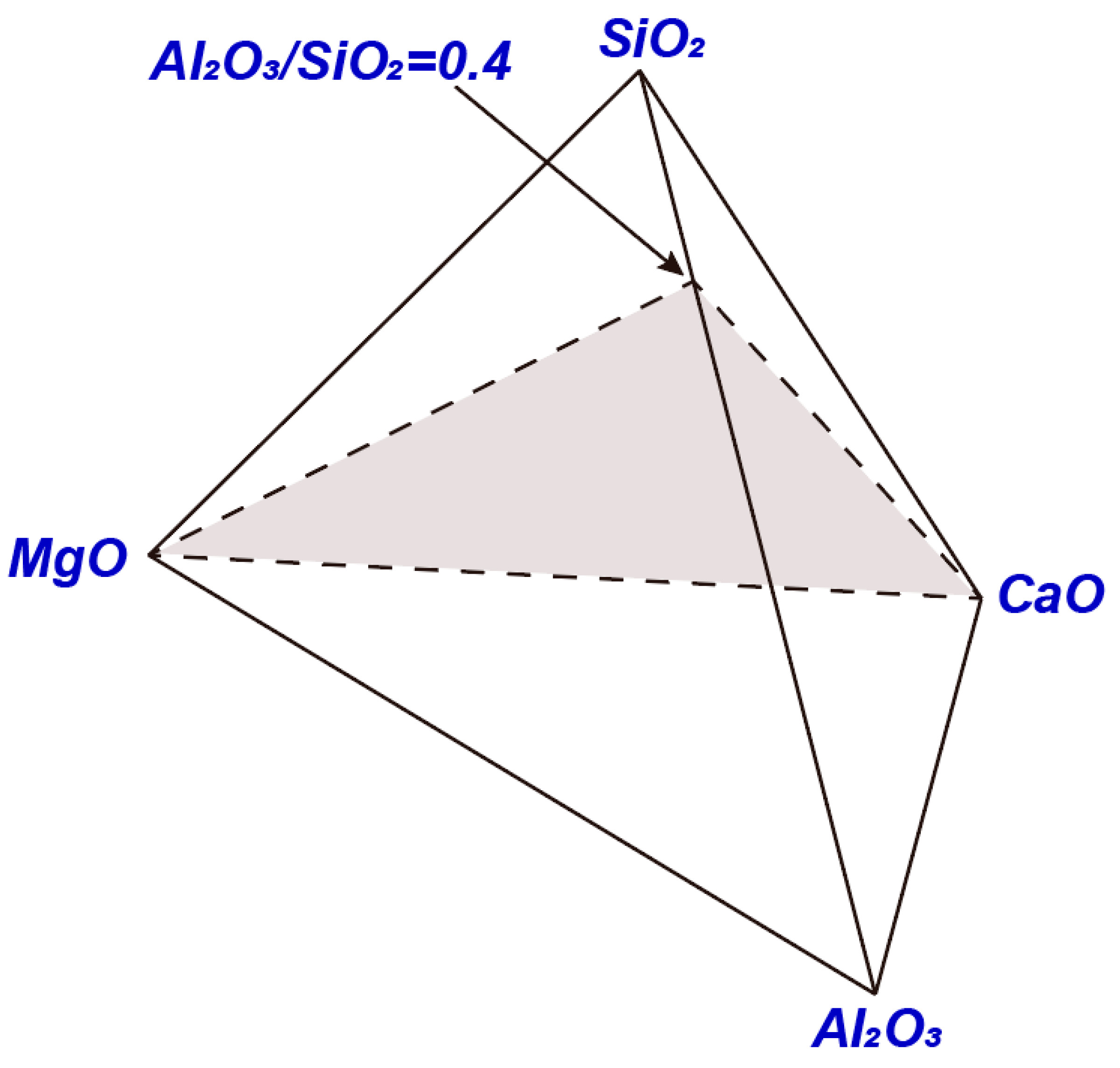
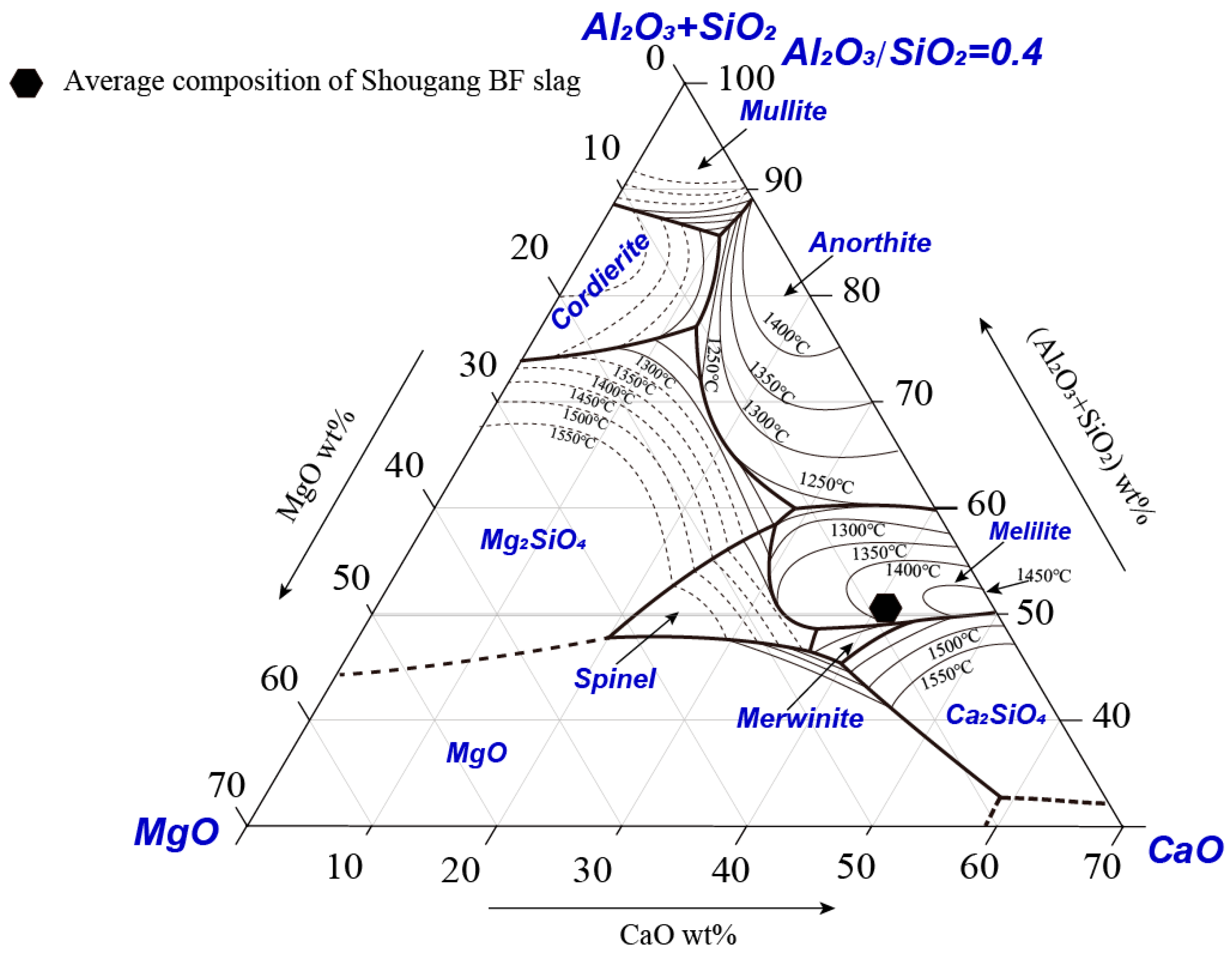
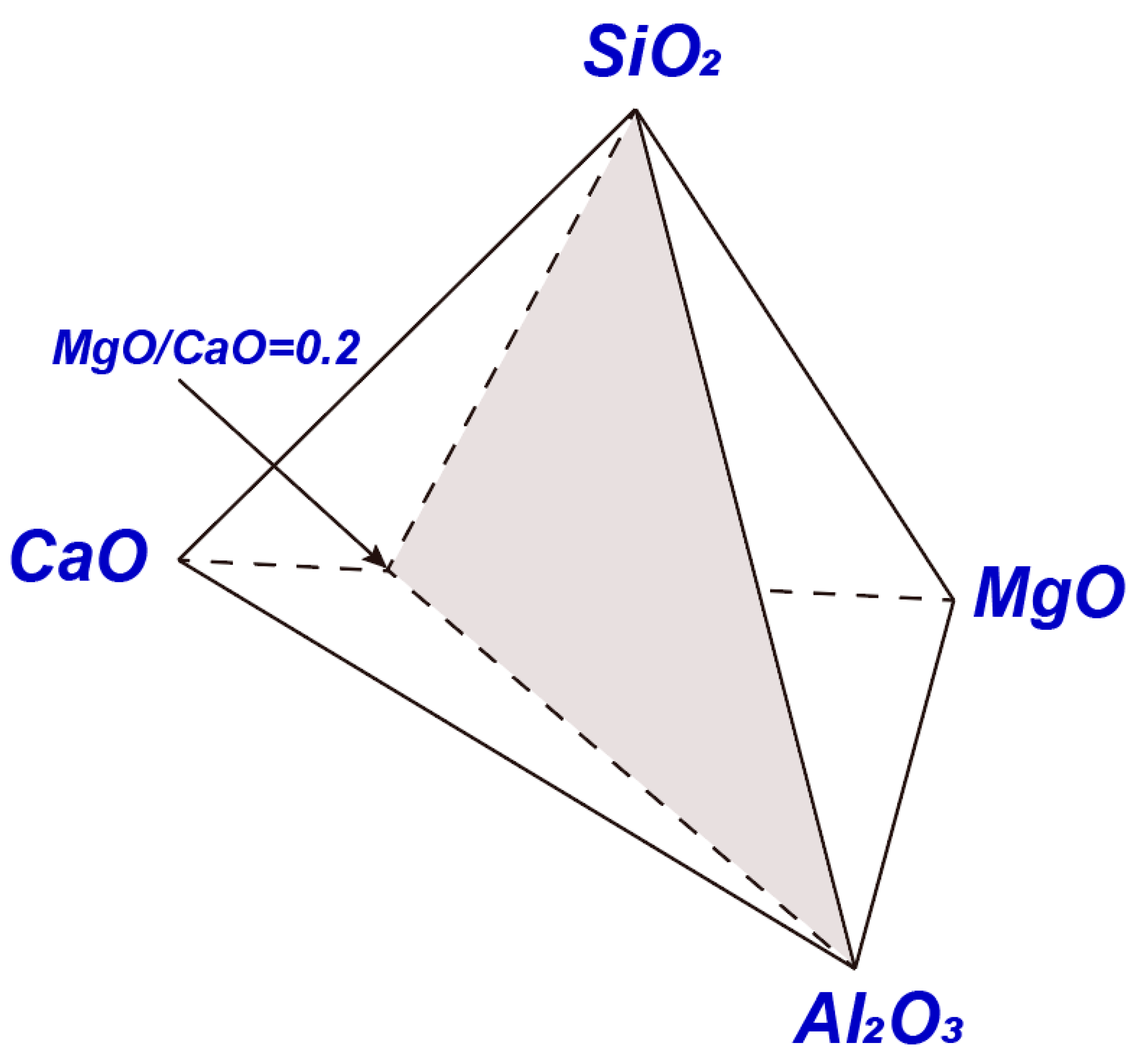
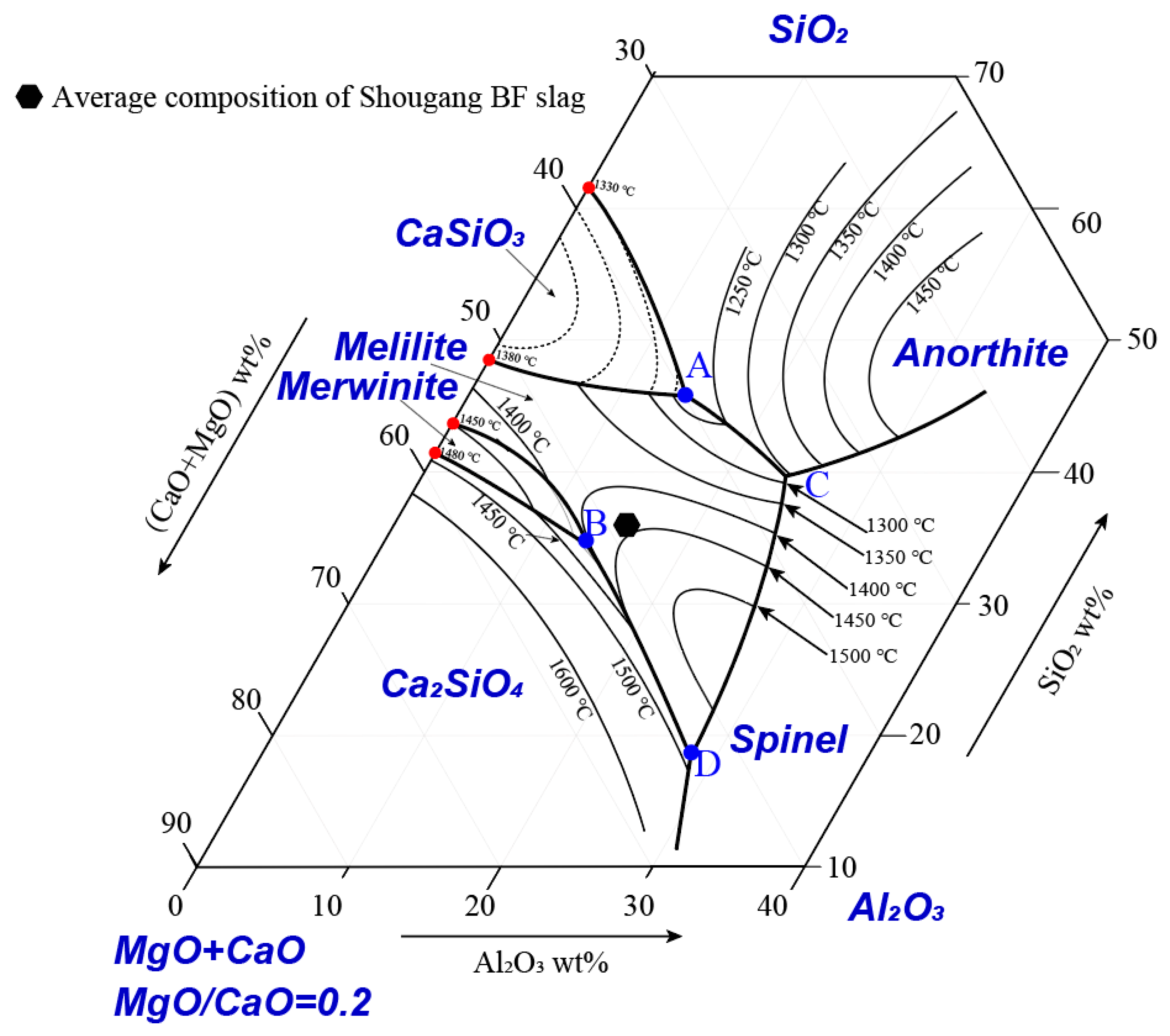
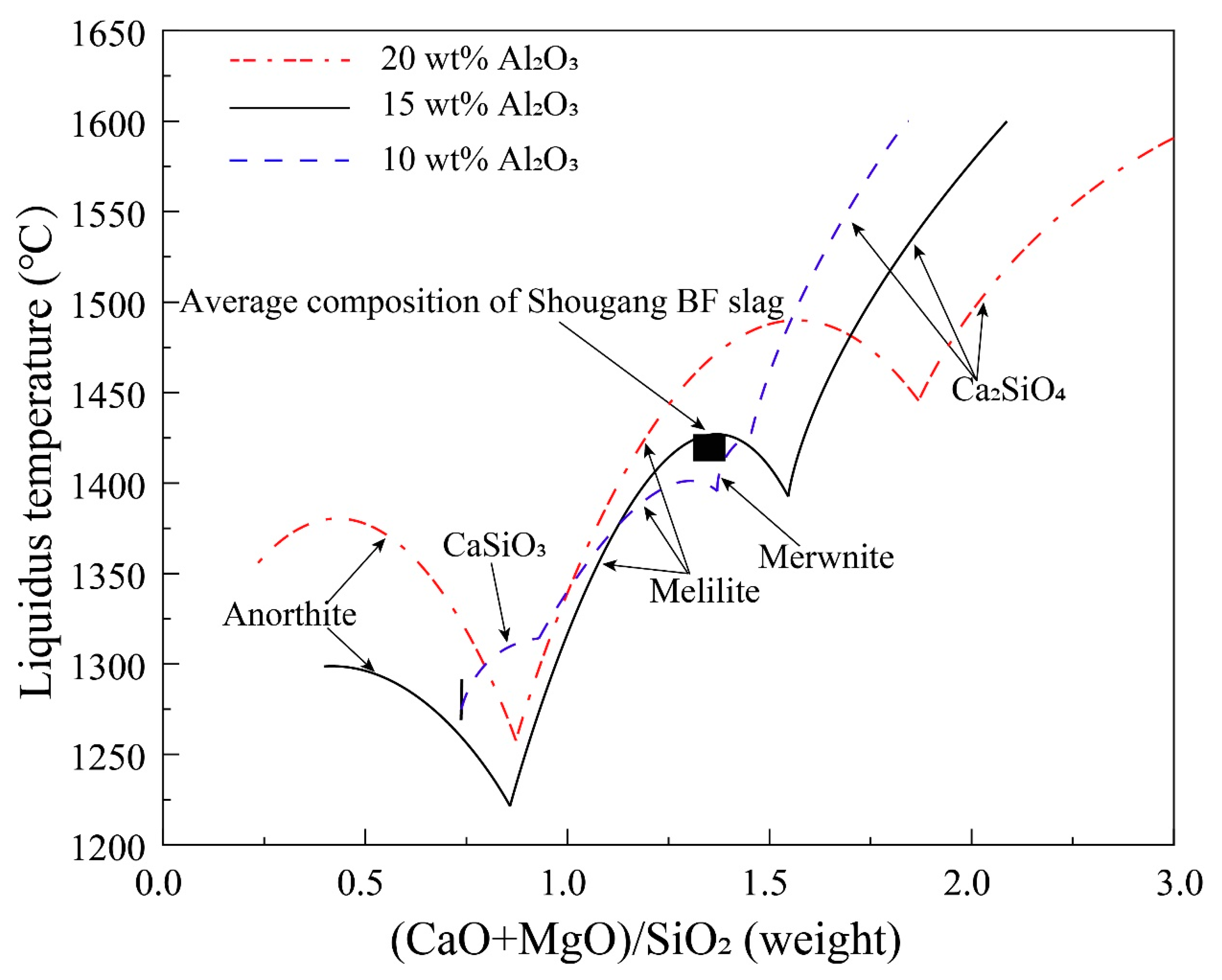
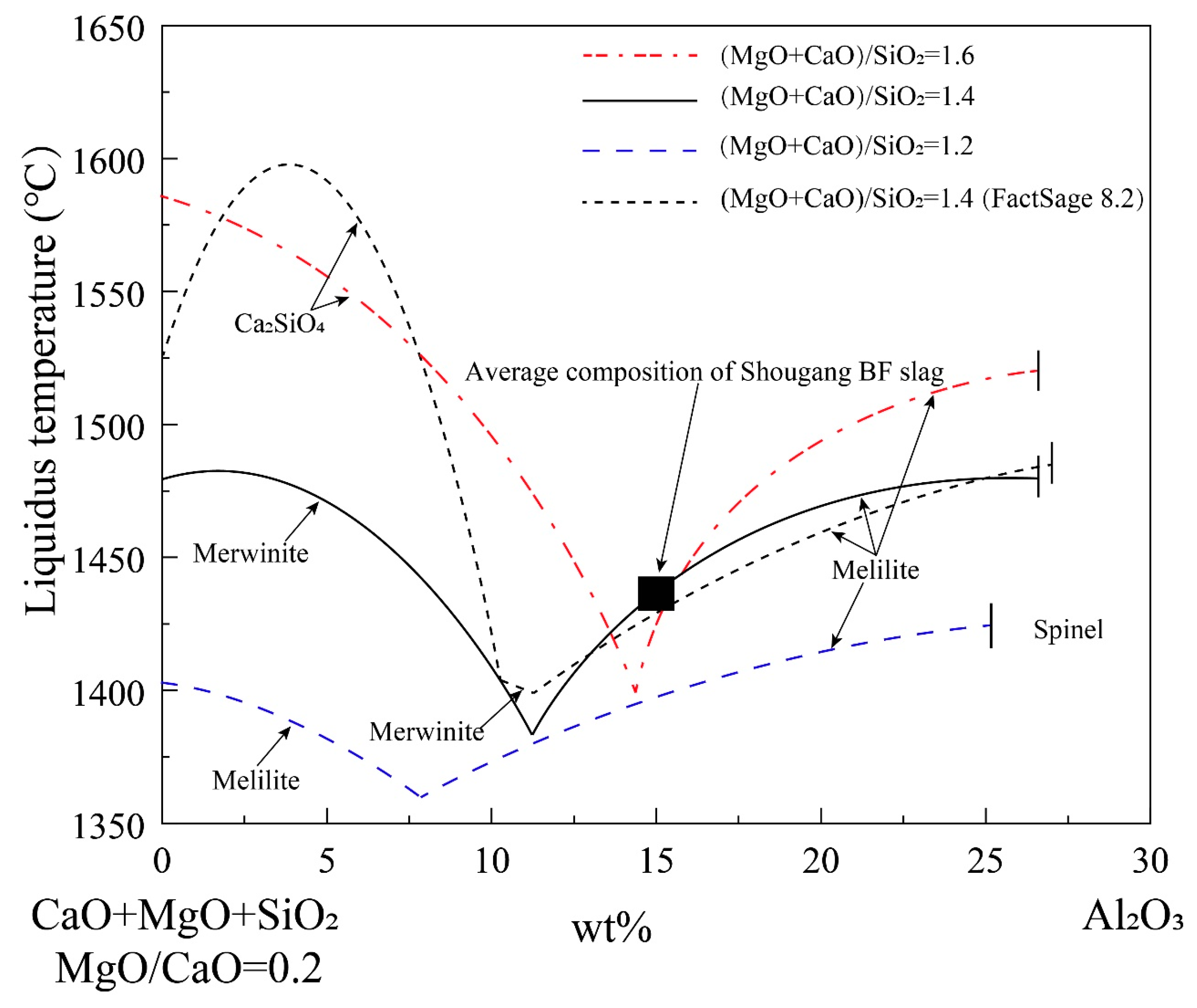
3.4. CaO-MgO-Al2O3-SiO2 System at Constant Al2O3/SiO2 or MgO/CaO
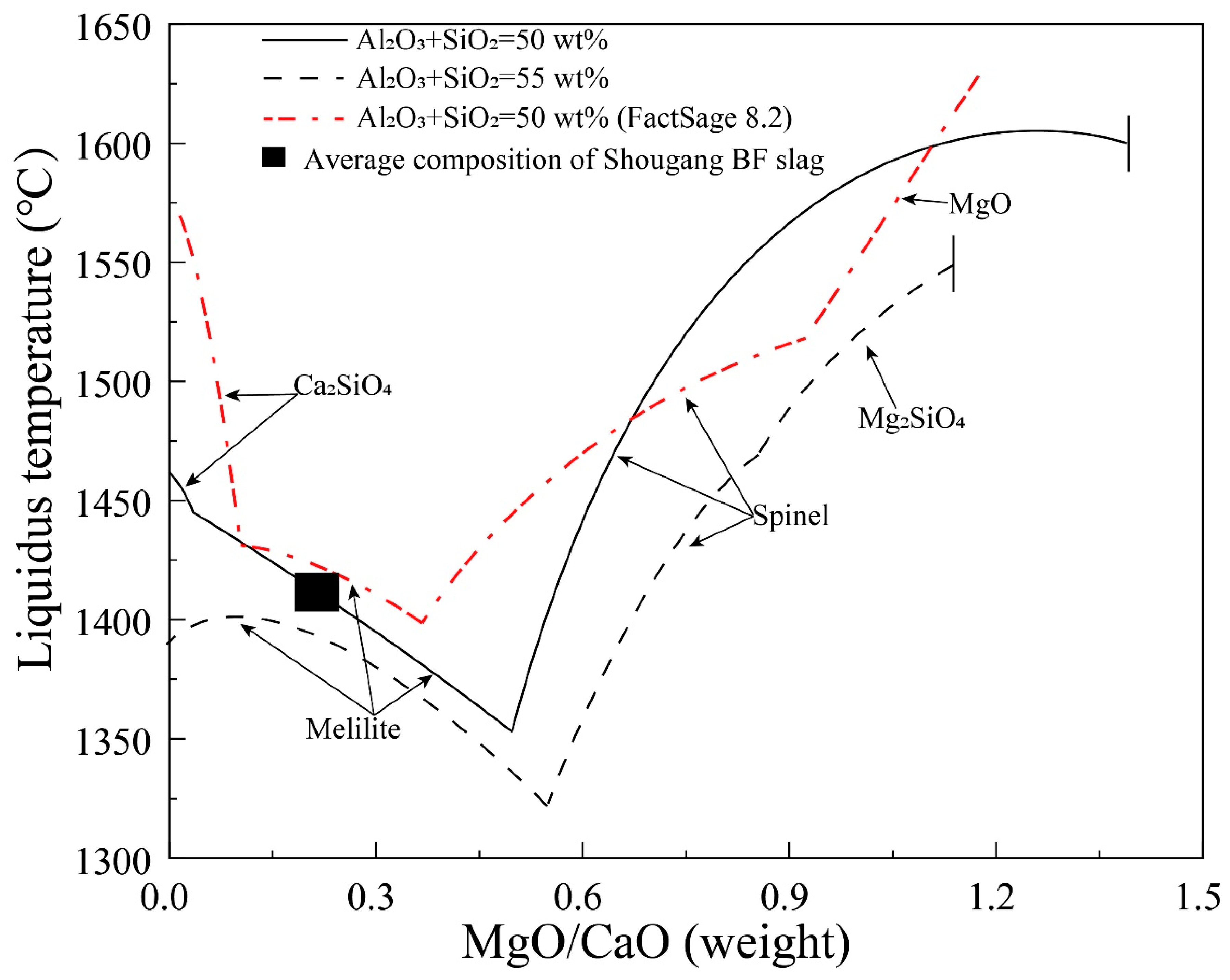
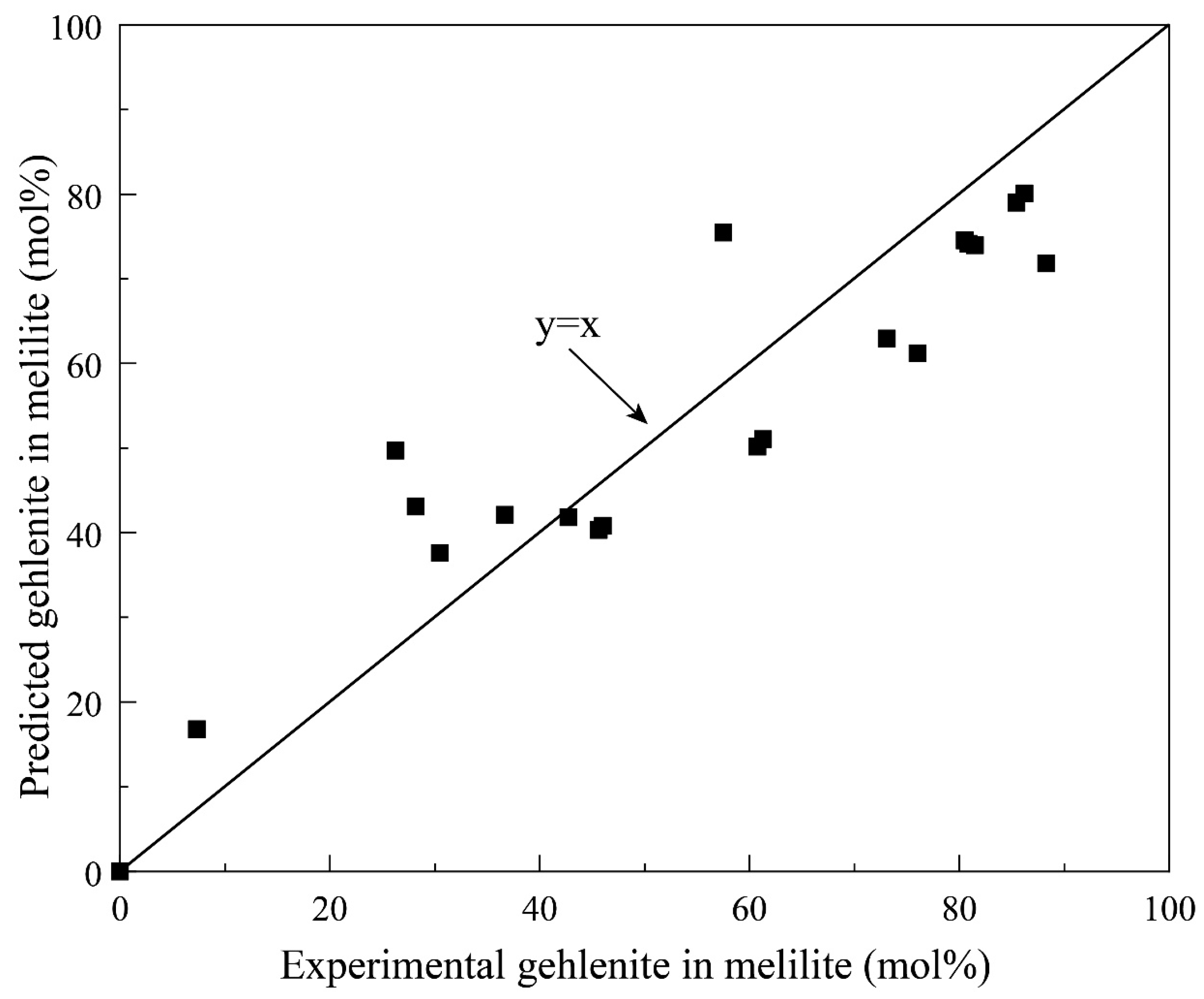
4. Comparison between Experimental Results and Thermodynamic Predictions
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Y.; Zuo, H.; Zhao, J. Recent progress and development of ironmaking in China as of 2019: An overview. Ironmak. Steelmak. 2020, 47, 640–649. [Google Scholar] [CrossRef]
- Geerdes, M.; Chaigneau, R.; Lingiardi, O. Modern Blast Furnace Ironmaking: An Introduction, Chapter XI- Operation Challenges, 4th ed.; IOS Press: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Zhang, X.; Jiao, K.; Zhang, J.; Guo, Z. A review on low carbon emissions projects of steel industry in the world. J. Clean. Prod. 2021, 306, 127259. [Google Scholar] [CrossRef]
- Mousa, E. Modern blast furnace ironmaking technology: Potentials to meet the demand of high hot metal production and lower energy consumption. Metall. Mater. Eng. 2019, 25, 69–104. [Google Scholar] [CrossRef] [PubMed]
- Osborn, E.F.; Schairer, J.F. The ternary system pseudo wollastonite-akermanite-gehlenite. Am. J. Sci. 1941, 239, 715–763. [Google Scholar] [CrossRef]
- Prince, A. Phase equilibrium relationships in a portion of the system MgO–Al2O3–2CaO·SiO2. J. Am. Ceram. Soc. 1951, 34, 44–51. [Google Scholar] [CrossRef]
- Osborn, E.F.; DeVries, R.C.; Gee, K.H.; Kraner, H.M. Optimum composition of blast furnace slag as deduced for the quaternary system CaO-MgO-Al2O3-SiO2. Trans. AIME 1954, 6, 33–45. [Google Scholar] [CrossRef]
- Prince, A. Liquidus relationships on 10% MgO plane of the system lime-magnesia-alumina-silica. J. Am. Ceram. Soc. 1954, 37, 402–408. [Google Scholar] [CrossRef]
- DeVries, R.C.; Osborn, E.F. Phase equilibria in High-alumina part of the system CaO-MgO-Al2O3-SiO2. J. Am. Ceram. Soc. 1957, 40, 6–15. [Google Scholar] [CrossRef]
- Cavalier, G.; Sandrea-Deudon, M. Quaternary slags CaO-MgO-Al2O3-SiO2: Liquidus surfaces and crystallization paths for constant magnesia concentrations. Rev. Metall. 1960, 5, 1143–1157. [Google Scholar] [CrossRef]
- Gutt, W.; Russel, A.D. Studies of the system CaO-SiO2-Al2O3-MgO in relation to the stability of blast furnace slag. J. Mater. Sci. 1977, 12, 1869–1878. [Google Scholar] [CrossRef]
- Dahl, F.; Brandberg, J.; Du, S. Characterization of melting of some slags in the Al2O3-CaO-MgO-SiO2 quaternary system. ISIJ Int. 2006, 46, 614–616. [Google Scholar] [CrossRef]
- Wang, D.; Chen, M.; Jiang, Y.; Wang, S.; Zhao, Z.; Evans, T.; Zhao, B. Phase equilibria studies in the CaO–SiO2–Al2O3–MgO system with CaO/SiO2 ratio of 0.9. J. Am. Ceram. Soc. 2020, 103, 7299–7309. [Google Scholar] [CrossRef]
- Ma, X.; Zhang, D.; Zhao, Z.; Evans, T.; Zhao, B. Phase equilibria studies in the CaO–SiO2–Al2O3–MgO system with CaO/SiO2 ratio of 1.10. ISIJ Int. 2016, 56, 513–519. [Google Scholar] [CrossRef]
- Ma, X.; Wang, G.; Wu, S.; Zhu, J.; Zhao, B. Phase equilibria in the CaO–SiO2–Al2O3–MgO System with CaO/SiO2 ratio of 1.3 relevant to iron blast furnace slags. ISIJ Int. 2015, 55, 2310–2317. [Google Scholar] [CrossRef]
- Kou, M.; Wu, S.; Ma, X.; Wang, L.; Chen, M.; Cai, Q.; Zhao, B. Phase equilibrium studies of CaO–SiO2–Al2O3–MgO system with binary basicity of 1.5 related to blast furnace slag. Metall. Mater. Trans. B 2016, 47, 1093–1102. [Google Scholar] [CrossRef]
- Gran, J.; Wang, Y.; Du, S. Experimental determination of the liquidus in the high basicity region in the Al2O3 (30 mass%)-CaO-MgO-SiO2 system. Calphad 2011, 35, 249–254. [Google Scholar] [CrossRef]
- Gran, J.; Yan, B.; Du, S. Experimental determination of the liquidus in the high-basicity region in the Al2O3 (25 mass pct)-CaO-MgO-SiO2 and Al2O3 (35 mass pct)-CaO-MgO-SiO2 systems. Metall. Mater. Trans. B 2011, 42, 1008–1016. [Google Scholar] [CrossRef]
- Lyu, S.; Ma, X.; Chen, M.; Huang, Z.; Wang, G. Application of phase equilibrium studies of CaO–SiO2–Al2O3–MgO system for oxide inclusions in Si-deoxidized steels. Calphad 2020, 68, 101721. [Google Scholar] [CrossRef]
- Lyu, S.; Ma, X.; Huang, Z.; Yao, Z.; Lee, H.; Jiang, Z.; Wang, G.; Zou, J.; Zhao, B. Inclusion characterization and formation mechanisms in spring steel deoxidized by silicon. Metall. Mater. Trans. B 2019, 5, 732–747. [Google Scholar] [CrossRef]
- Yao, Z.; Ma, X.; Lyu, S. Phase equilibria of the Al2O3–CaO–SiO2-(0%, 5%, 10%) MgO slag system for non-metallic inclusions control. Calphad 2021, 72, 102227. [Google Scholar] [CrossRef]
- Liao, J.; Qing, G.; Zhao, B. Phase equilibria studies in the CaO-MgO-Al2O3-SiO2 system with Al2O3/SiO2 weight ratio of 0.4. Metals 2023, 13, 224. [Google Scholar] [CrossRef]
- Liao, J.; Qing, G.; Zhao, B. Phase equilibrium studies in the CaO–SiO2–Al2O3–MgO system with MgO/CaO ratio of 0.2. Metall. Mater. Trans. B 2023, 54, 793–806. [Google Scholar]
- Muan, A.; Osborn, E.F. Phase Equilibria Among Oxides in Steelmaking; Addison-Wesley Publishing Company: Boston, MA, USA, 1965; pp. 148–157. [Google Scholar]
- Verein Duetscher Eisenhuttenleute: Slag Atlas; Verlag Sthaleisen GmbH: Düsseldorf, Germany, 1995; Volume 156.
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.; Eriksson, G.; Gheribi, A.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. Reprint of: FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]
- Davies, R.; Dinsdale, A.; Gisby, J.; Robinson, J.; Martin, S. MTDATA-thermodynamic and phase equilibrium software from the national physical laboratory. Calphad 2002, 26, 229–271. [Google Scholar] [CrossRef]
- Andersson, J.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar]
- Jak, E.; Hayes, P.; Lee, H. Improved methodologies for the determination of high temperature phase equilibria. Met. Mater. 1995, 1, 1–8. [Google Scholar] [CrossRef]
- Bowen, N.L.; Schairer, J.F.; Posnjak, E.B. The System Ca2SiO4-Fe2SiO4. Am. J. Sci. 1933, 25, 273–297. [Google Scholar] [CrossRef]
- Bowen, S. The system FeO-SiO2. Am. J. Sci. 1932, 24, 177–213. [Google Scholar] [CrossRef]
- Jung, I.V.; Ende, M. Computational thermodynamic calculations: FactSage from CALPHAD thermodynamic database to virtual process simulation. Metall. Mater. Trans. B 2020, 51, 1851–1874. [Google Scholar] [CrossRef]
- Centre for Research in Computational Thermochemistry. FactSage 8.2 News. 2022. Available online: https://www.factsage.com/FS82_news.HTM (accessed on 5 December 2022).




















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, J.; Qing, G.; Zhao, B. Phase Equilibrium Studies of the CaO-MgO-Al2O3-SiO2 System for Iron Blast Furnace Slag: A Review. Metals 2023, 13, 801. https://doi.org/10.3390/met13040801
Liao J, Qing G, Zhao B. Phase Equilibrium Studies of the CaO-MgO-Al2O3-SiO2 System for Iron Blast Furnace Slag: A Review. Metals. 2023; 13(4):801. https://doi.org/10.3390/met13040801
Chicago/Turabian StyleLiao, Jinfa, Gele Qing, and Baojun Zhao. 2023. "Phase Equilibrium Studies of the CaO-MgO-Al2O3-SiO2 System for Iron Blast Furnace Slag: A Review" Metals 13, no. 4: 801. https://doi.org/10.3390/met13040801