


Flow Behavior of Liquid Steel in Fewer Strands Casting of Six-Strand Bloom Tundish

Abstract
:1. Introduction
2. Model Description
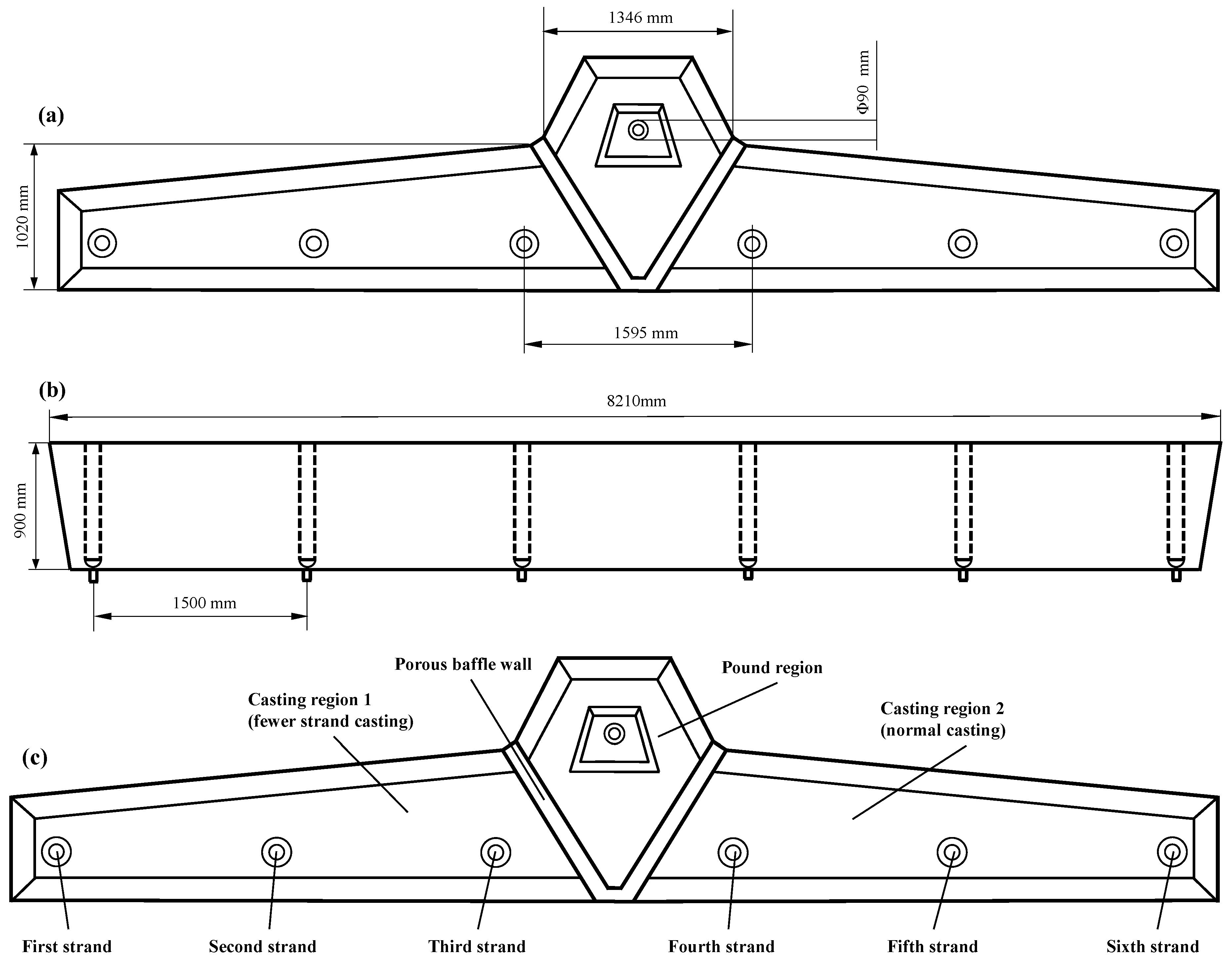
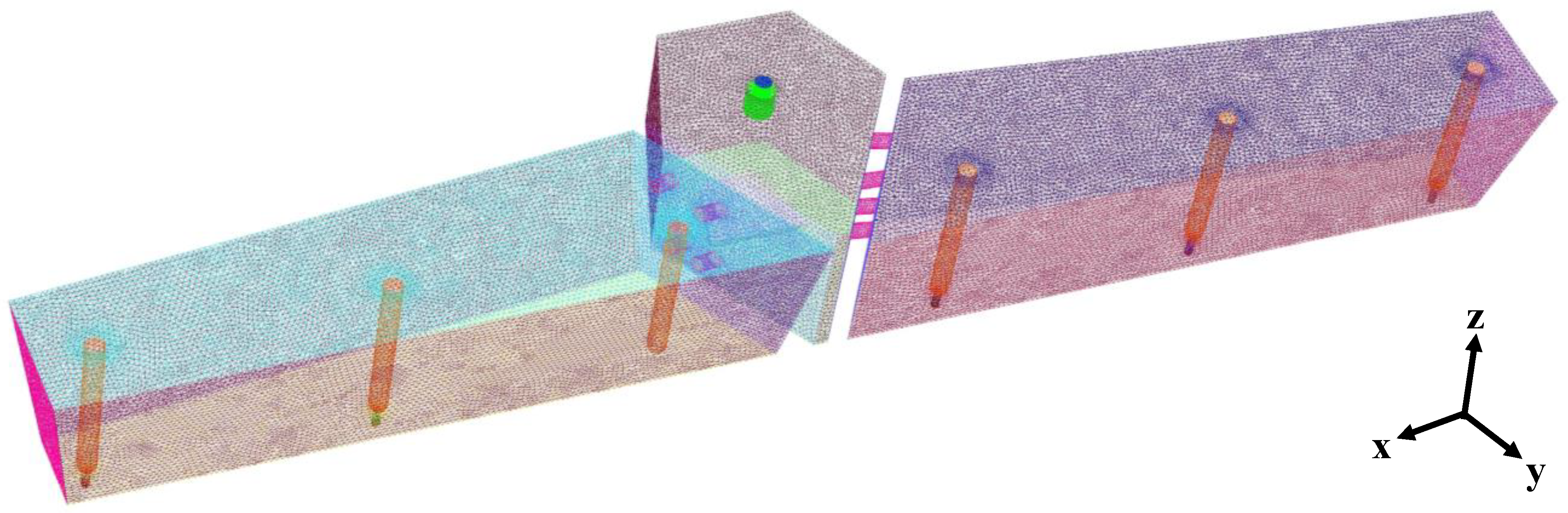
2.1. Geometric Models and Meshing
2.2. Assumptions
- (1)
- The influence of surface fluctuation and surface slag on flow of tundish is not considered.
- (2)
- The liquid steel flow is steady incompressible flow, and the fluid is driven by the initial velocity of the pure liquid phase.
- (3)
- Assume that the flow process in the tundish is steady state.
- (4)
- The temperature change in the whole process is not considered.
- (5)
- The motion of liquid steel belongs to turbulent flow with high Reynolds number.
- (6)
- The inclusion is assumed to be spherical in shape.
- (7)
- Regardless of the collision polymerization between the inclusion particles and the adsorption of the wall surface, it is determined that the inclusion in the z direction is absorbed by the slag layer when it reaches the liquid level.
- (8)
- The object of study is spherical nonmetallic inclusions in liquid steel.
- (9)
- The main way to remove inclusions in tundish is adsorption of liquid level slag.
2.3. Fundamental Equations
2.3.1. Fluid Flow
2.3.2. Motion of Inclusions
2.4. Boundary Conditions
2.5. Calculation of Inclusion Removal
2.6. Average Residence Time of Tundish
2.7. Simulation Scheme
3. Results and Discussion
3.1. Analysis of Tundish RTD Curve and Flow Field in Normal Casting
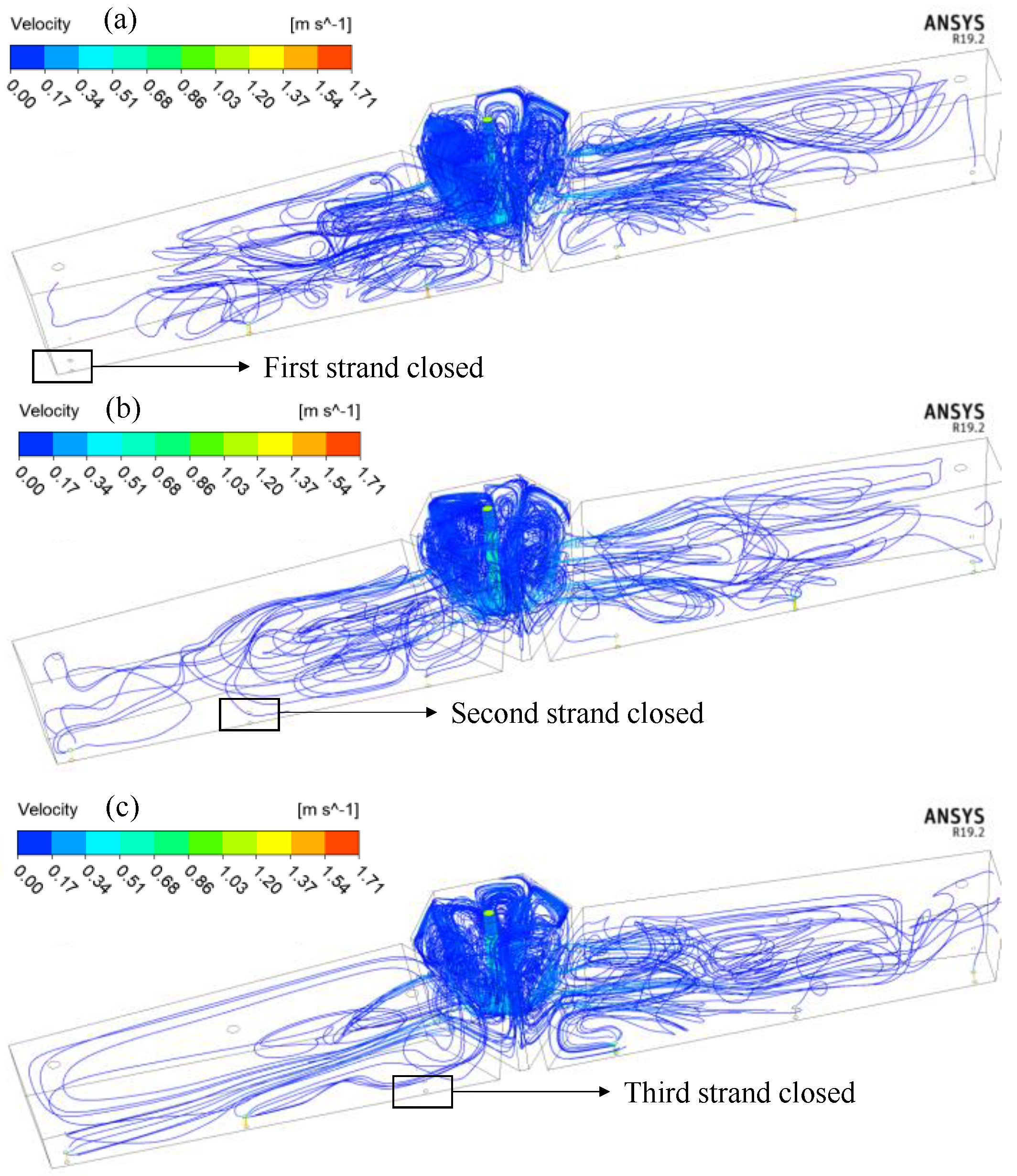
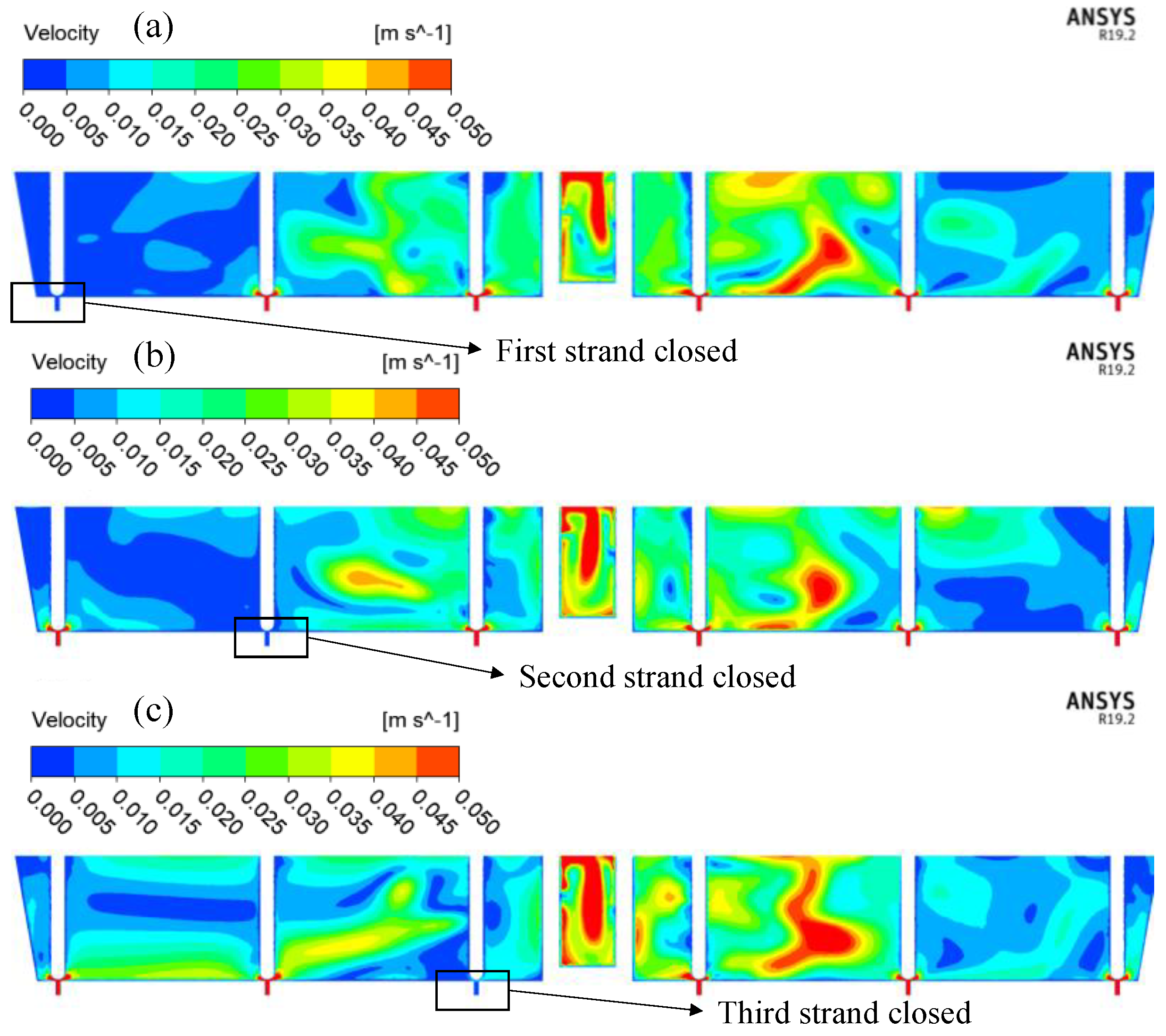
3.2. Analysis of Tundish RTD Curve and Flow Field in Fewer Strands Casting
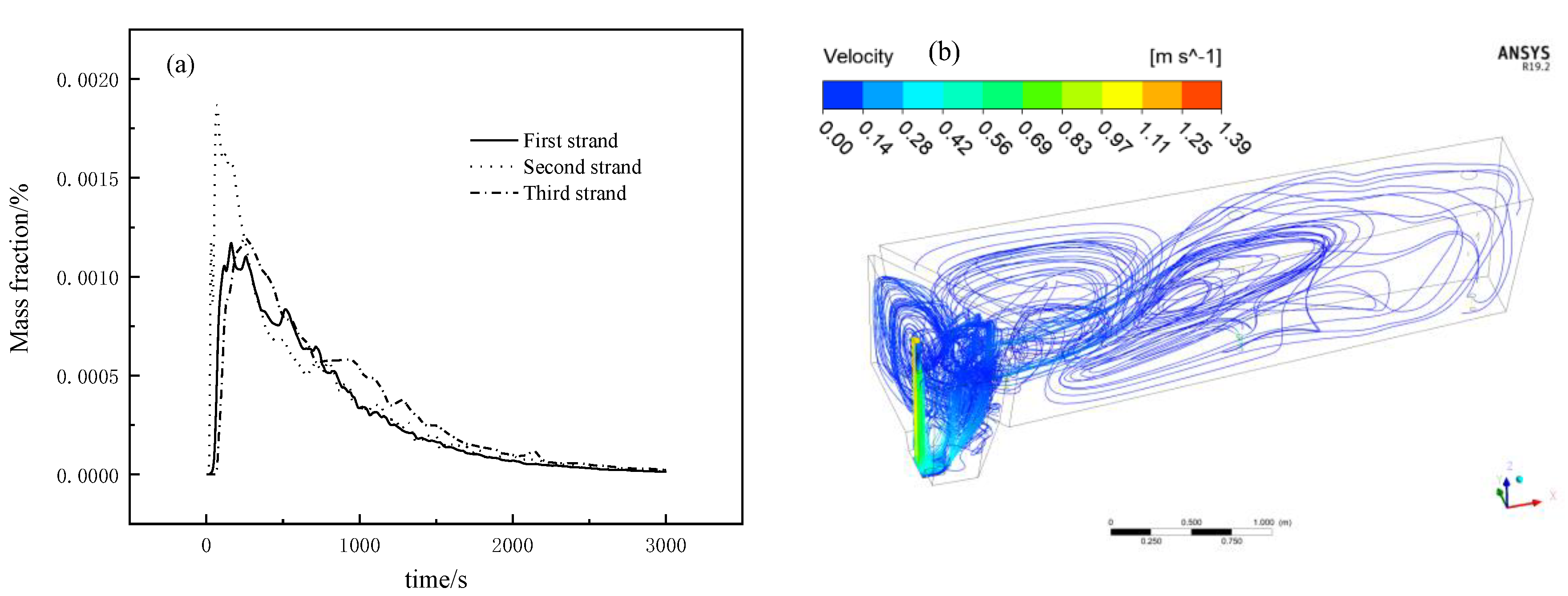
3.3. Analysis of Inclusion Removal Rate
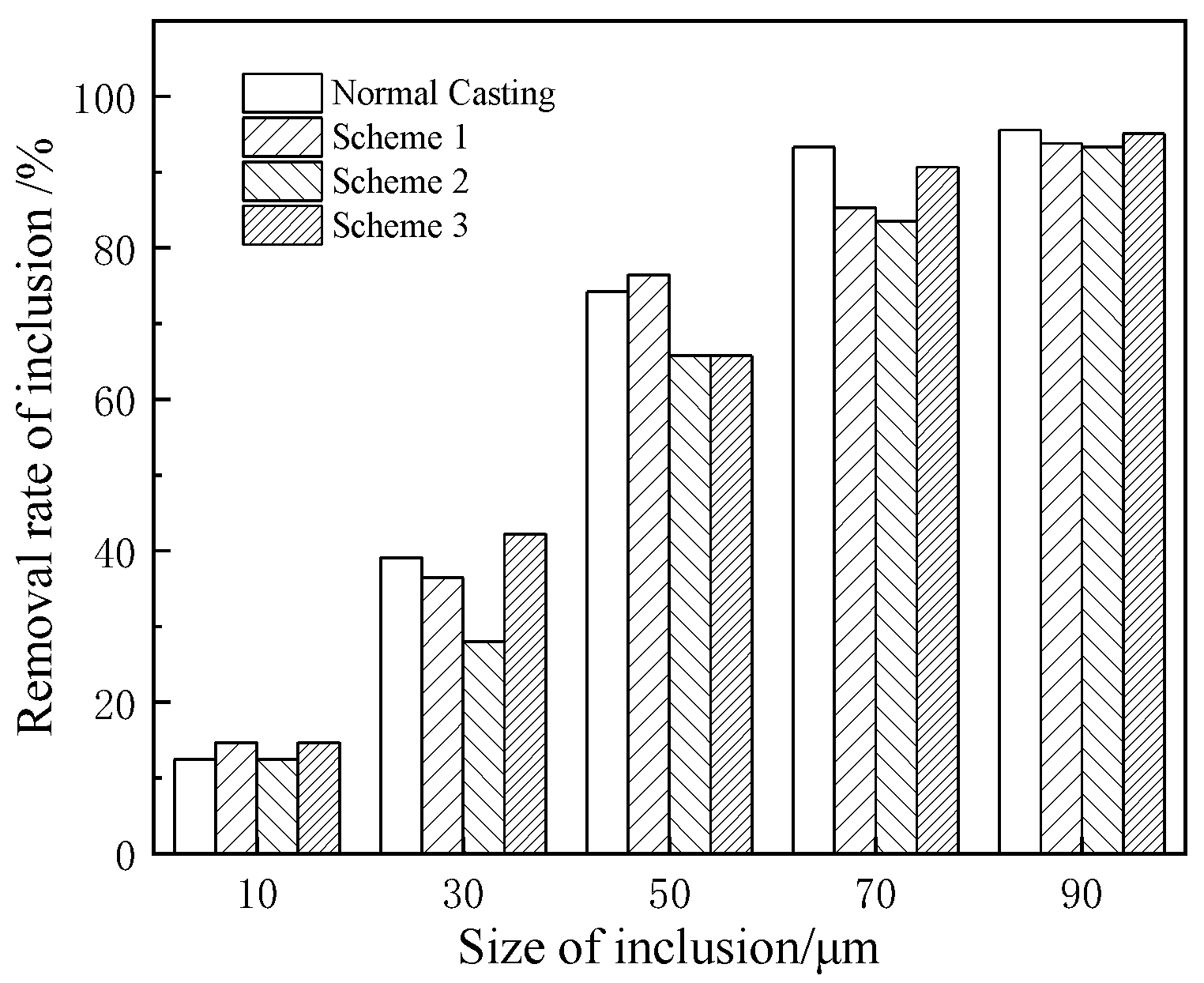
3.3.1. Inclusion Removal Rate of Total Tundish
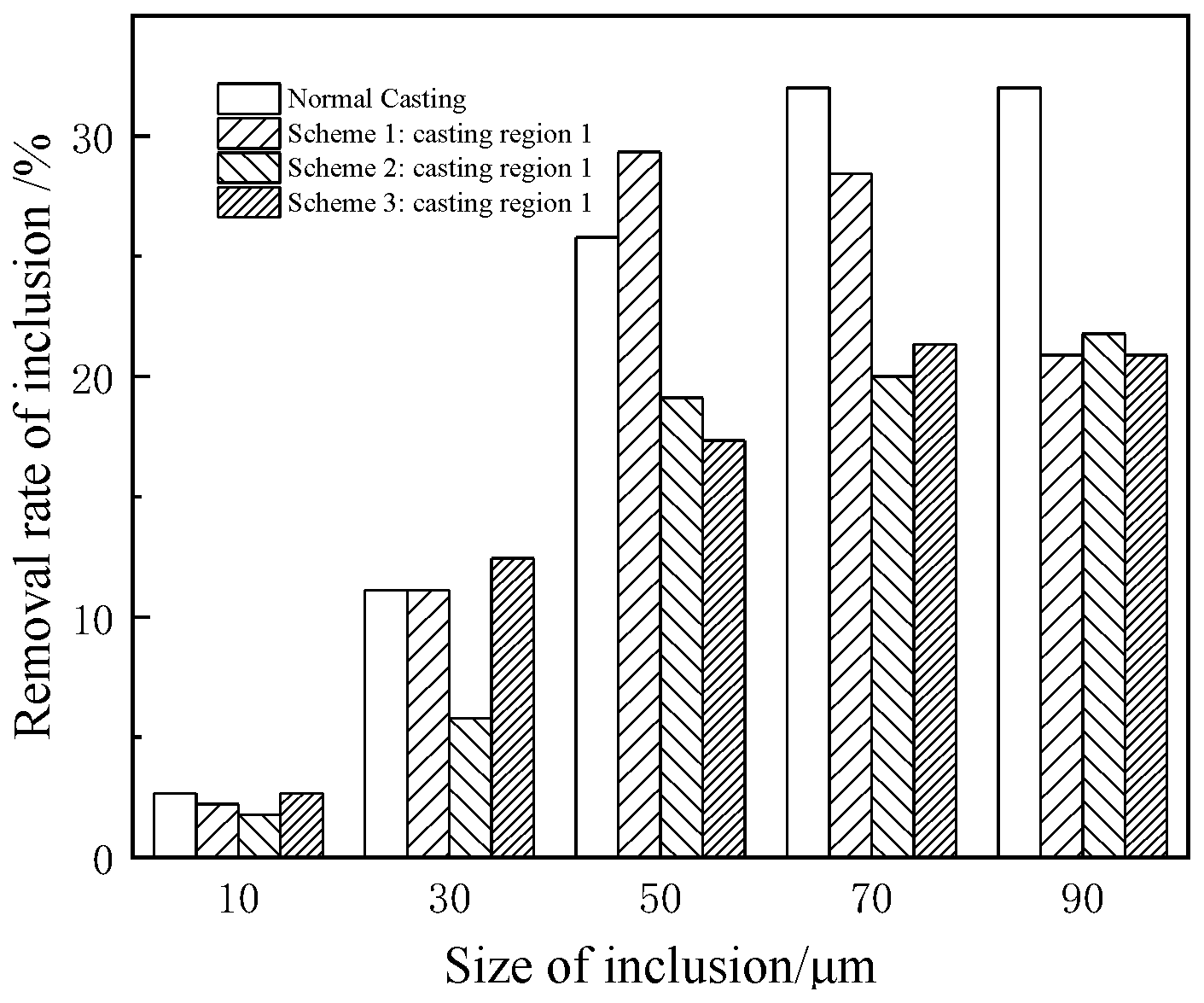
3.3.2. Effect of Fewer Strands Casting on Inclusion Removal
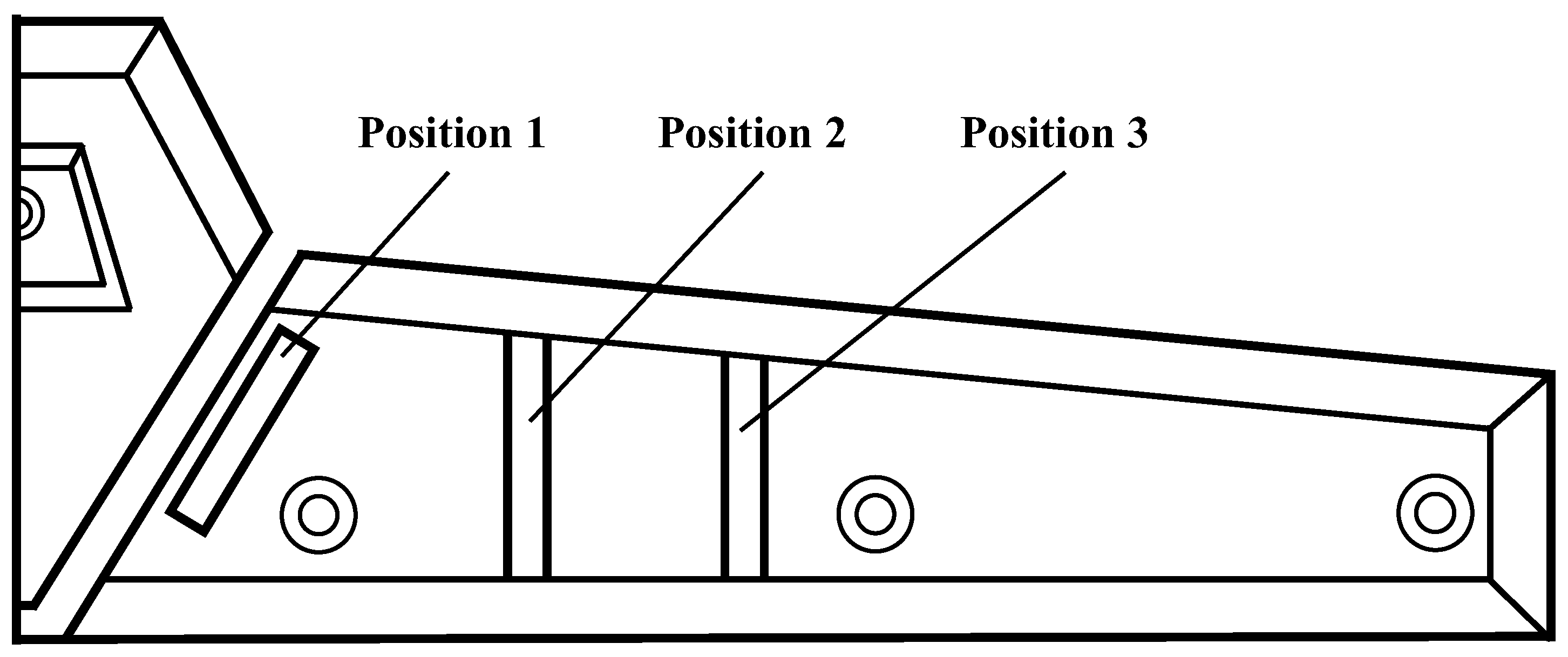
3.4. Gas Curtain Position under Optimal Strand Closing Scheme
4. Conclusions
- (1)
- Compared with normal casting, the flow field in the tundish deteriorates in the process of fewer strands casting, and the dead zone volume increases somewhat compared with normal casting. The dead zone volume fraction calculated separately by each flow in each scheme increases by about 2~10%.
- (2)
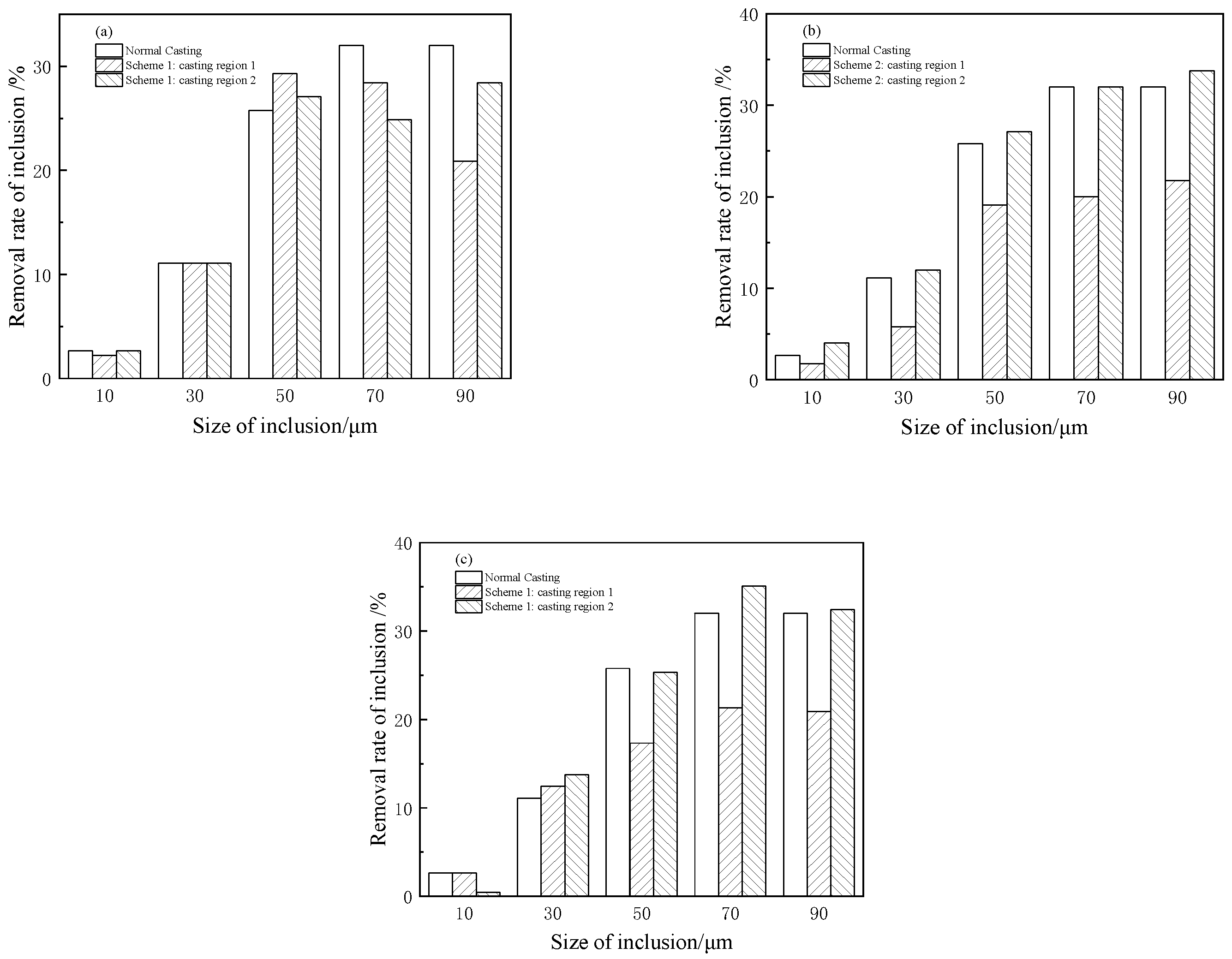
- Under the condition of fewer strands casting, the inclusion removal rate of the tundish with the particle size of 30–70 μm decreased to different degrees, and the inclusion removal effect was the worst when the second strand is closed. The removal rates of inclusions with diameter 30, 50, and 70 μm in the tundish decreased from 39.1%, 74.2%, and 93.3% to 28.0%, 65.8%, and 83.6%, respectively.
- (3)
- When the first strand is closed, the inclusion removal consistency of casting region on both sides of tundish is good; when the second or third strand is closed, the consistency of inclusion removal with particle size of 50~90 μm in the pound region on both sides of tundish is poor.
- (4)
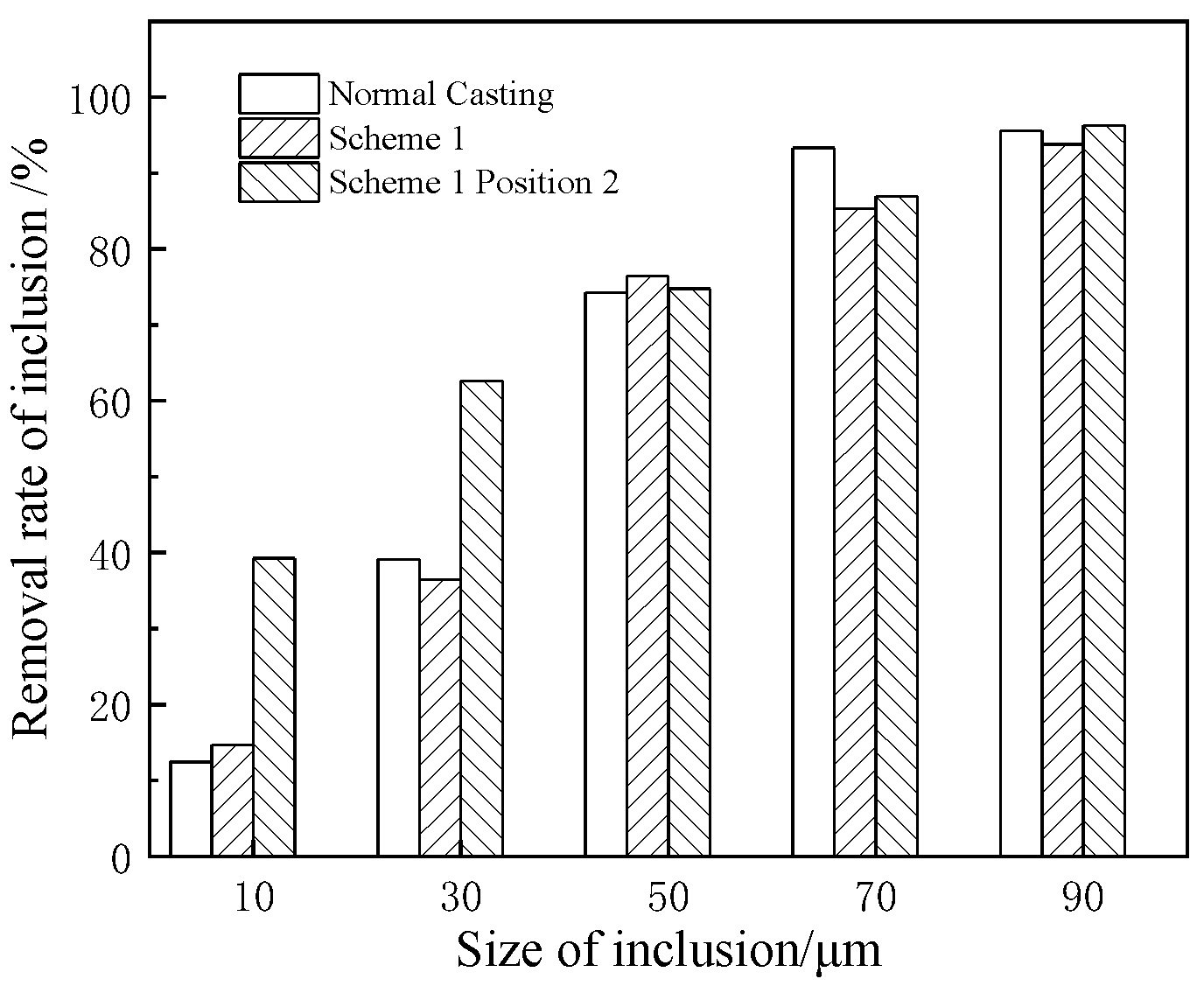
- When the tundish needs to close a strand to adapt to the production rhythm, closing first strand has the least influence on the removal of inclusions in the tundish. The removal rates of inclusions at 10, 30, 50, 70, and 90 μm changed from 12.4%, 39.1%, 74.2%, 93.3%, and 95.6% to 14.7%, 36.4%, 76.4%, 85.3%, and 93.8%, respectively.
- (5)
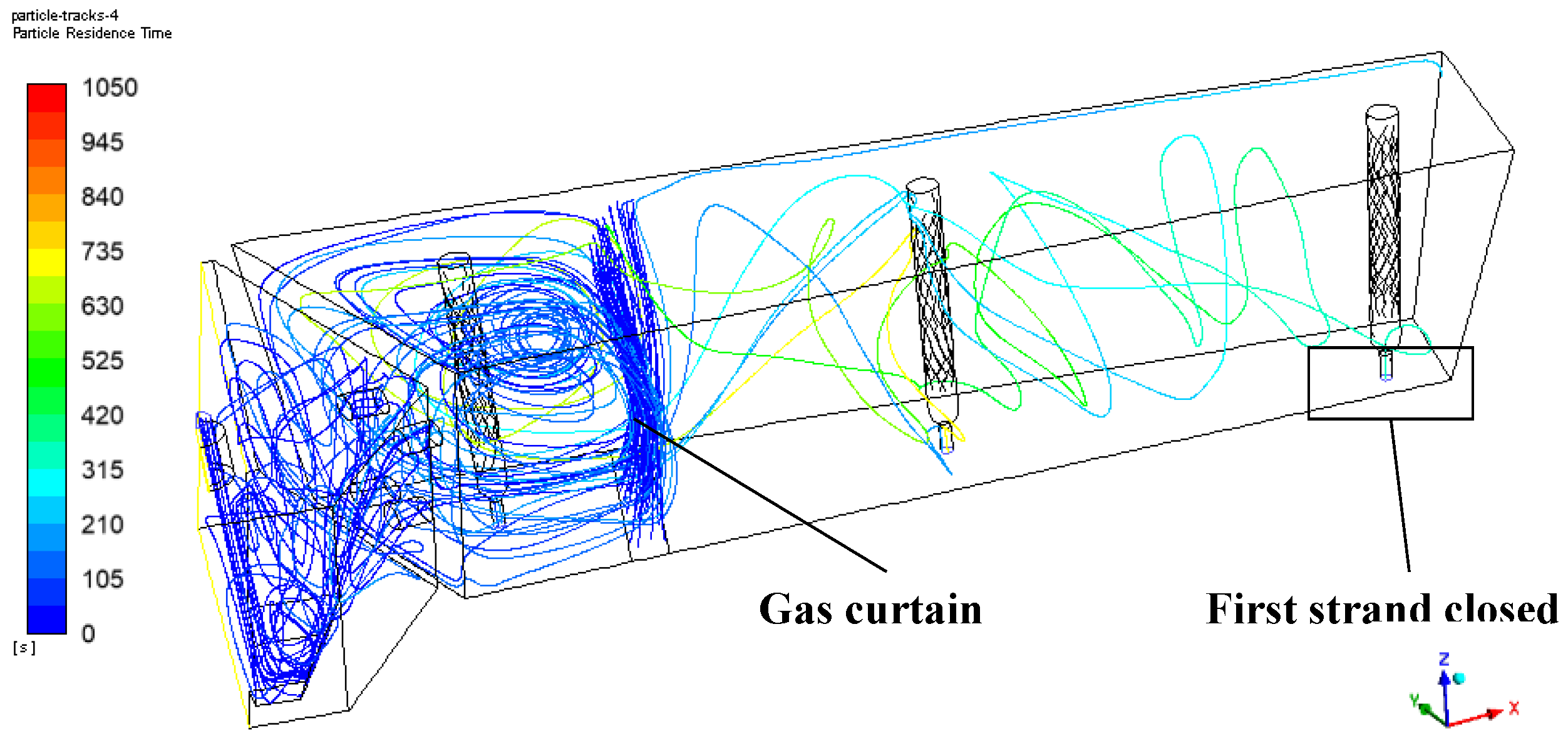
- Setting an gas curtain in the tundish of the first strand can reduce the dead zone volume. The dead zone volume of the second and third strand is reduced from 14.8% and 16.4% to 13.9% and 14.1%, respectively. The removal of 10 μm and 30 μm inclusions increased from 14.7% and 36.4% to 39.2% and 62.6%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhong, L.; Hao, R.; Li, J. Liquid steel flow in a slab continuous-casting tundish. J. Iron Steel Res. Int. 2014, 21, 10. [Google Scholar] [CrossRef]
- Yue, Q.; Zou, Z.; Hou, Q. Water modeling of swirling flow tundish for steel continuous casting. J. Iron Steel Res. Int. 2009, 16, 17. [Google Scholar] [CrossRef]
- Xu, P.; Zhou, Y.; Chen, D. Optimization of submerged entry nozzle parameters for ultra-high casting speed continuous casting mold of billet. J. Iron Steel Res. Int. 2022, 29, 44–52. [Google Scholar] [CrossRef]
- Fang, Q.; Zhang, H.; Luo, R. Optimization of flow, heat transfer and inclusion removal behaviors in an odd multistrand bloom casting tundish. J. Mater. Res. Technol.-JMRT 2020, 9, 347–363. [Google Scholar] [CrossRef]
- Zhao, M.; Wang, Y.; Yang, S. Flow behavior and heat transfer of liquid steel in a two-strand tundish heated by plasma. J. Mater. Res. Technol.-JMRT 2021, 13, 561–572. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Physical and mathematical modelling of steelmaking tundish operations: A review of the last decade (1999–2009). ISIJ Int. 2010, 50, 331–348. [Google Scholar] [CrossRef] [Green Version]
- Sahai, Y. Tundish technology for casting clean steel: A review. Metall. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Chen, C.; Ni, P.Y.; Jonsson, L.T.I.; Tilliander, A.; Cheng, G.G.; Jönsson, P.G. A Model Study of Inclusions Deposition, Macroscopic Transport, and Dynamic Removal at Steel–Slag Interface for Different Tundish Designs. Metall. Mater. Trans. B 2016, 47, 1916–1932. [Google Scholar] [CrossRef]
- Yu, S.; Long, M.; Zhang, M. Effect of mold corner structures on the fluid flow, heat transfer and inclusion motion in slab continuous casting molds. J. Manuf. Process. 2021, 68, 1784. [Google Scholar] [CrossRef]
- Patil, S.P.; Viswanathan, N.N. Numerical investigation of single-strand slab casting tundish flow with heat transfer and inclusion transport. Trans. Indian Inst. Met. 2021, 74, 369–379. [Google Scholar] [CrossRef]
- Souza, G.M.; Mendonça AF, G.; Tavares, R.P. Physical and mathematical modeling of inclusion behavior in a tundish with gas curtain. REM-Int. Eng. J. 2020, 73, 531–538. [Google Scholar] [CrossRef]
- Fan, J.; Li, Y.; Chen, C.; Ouyang, X.; Wang, T.; Lin, W. Effect of Uniform and Non-Uniform Increasing Casting Flow Rate on Dispersion and Outflow Percentage of Tracers in Four Strand Tundishes under Strand Blockage Conditions. Metals 2022, 12, 1016. [Google Scholar] [CrossRef]
- Ni, P.; Jonsson, L.T.; Ersson, M.; Jönsson, P.G. Non-Metallic Inclusion Behaviors in a New Tundish and SEN Design Using a Swirling Flow during Continuous Casting of Steel. Steel Res. Int. 2017, 88, 1600155. [Google Scholar] [CrossRef]
- Wang, Y.; Ai, X.; Li, S. Optimization of six strand tundish based on inclusions motion. Metalurgija 2018, 57, 51–54. [Google Scholar]
- Sinha, A.K.; Sahai, Y. Mathematical modeling of inclusion transport and removal in continuous casting tundishes. ISIJ Int. 1993, 33, 556. [Google Scholar] [CrossRef]
- Sheng, D. Mathematical Modelling of Multiphase Flow and Inclusion Behavior in a Single-Strand Tundish. Met. Open Access Metall. J. 2020, 10, 1213. [Google Scholar] [CrossRef]
- Tkadlečková, M.; Walek, J.; Michalek, K. Numerical analysis of rtd curves and inclusions removal in a multi-strand asymmetric tundish with different configuration of impact pad. Metals 2020, 10, 849. [Google Scholar] [CrossRef]
- Chen, D.; Xie, X.; Long, M.; Zhang, M.; Zhang, L.; Liao, Q. Hydraulics and Mathematics Simulation on the Weir and Gas Curtain in Tundish of Ultrathick Slab Continuous Casting. Metall. Mater. Trans. B 2014, 45, 392–398. [Google Scholar] [CrossRef]
- Xie, W.; Bao, Y.; Wang, M. Study on improvement in uniformity of a multi-strand tundish. Beijing Keji Daxue Xuebao/J. Univ. Sci. Technol. Beijing 2014, 36, 213. [Google Scholar]
- Cheng, Y.; Wang, M.; Pan, M. Optimization of large capacity six-strand tundish with flow channel for adapting situation of fewer strands casting. J. Iron Steel Res. Int. 2021, 28, 1114–1124. [Google Scholar]
- Zhong, L.; Wang, M.; Chen, B. Flow control in six-strand billet continuous casting tundish with different configurations. J. Iron Steel Res. Int. 2010, 17, 7. [Google Scholar] [CrossRef]
- Hu, R.; Chen, D.; Jin, X. Numerical Simulation of Flow and Temperature Field in Continuous Casting Tundish. Gansu Metall. 2009, 31, 1–4. [Google Scholar]
- Morsi, S.A.; Alexander, A.J. An Investigation of Particle Trajectories in Two-Phase Flow Systems. J. Fluid Mech. 1972, 29, 55. [Google Scholar] [CrossRef]
- Hu, H.; Wang, X.; Wu, C.; Xie, X.; Long, M.; Chen, D.; Yang, X.; Liu, S.; Duan, H. Evolution of Physicochemical Properties of Tundish Covering Flux in Continuous Casting Process. In TMS 2022 151st Annual Meeting & Exhibition Supplemental Proceedings; Springer Nature Switzerland AG: Cham, Switzerland, 2022; pp. 1012–1021. [Google Scholar]
- Pan, H.; Cheng, S. Mathematical model of flow characterization in multi-strand continuous casting tundishes. J. Eng. Sci. 2009, 31, 815. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Density of liquid steel/(kg·m−3) | 7020 |
| Density of inclusion/(kg·m−3) | 2200 |
| Viscosity of liquid steel/(kg·m−1·s−1) | 0.0062 |
| Inlet velocity/(m·s−1) | 1.1266 |
| Gravitational acceleration/(m·s−2) | 9.81 |
| Density of argon/(kg·m−3) | 1.6228 |
| Viscosity of liquid steel/(kg·m−1·s−1) | 0.0000212 |
| Original Scheme | Scheme 1 | Scheme 2 | Scheme 3 |
|---|---|---|---|
| Normal casting | Only close first strand | Only close second strand | Only close third strand |
| Parameter | Position 1 | Position 2 | Position 3 |
|---|---|---|---|
| Distance from the air curtain to the center of the ladle shroud, mm | Under porous baffle wall | 1200 | 1750 |
| argon flow, L/min | 12 L/min | 12 L/min | 12 L/min |
| Scheme | Opened Strand | Response Time/s | Peak Concentration Time/s | Average Residence Time/s | Volume Fraction of Dead Zone/% | Volume Fraction of Plug Zone/% | Volume Fraction of Well-Mixed Zone/% |
|---|---|---|---|---|---|---|---|
| Normal casting | 1 | 66 | 253.5 | 806 | 10.9 | 19.8 | 69.3 |
| 2 | 16 | 68.5 | 648 | 8.5 | 6.5 | 85.0 | |
| 3 | 34 | 162.5 | 705 | 8.0 | 13.9 | 78.1 | |
| Scheme 1 | 2 | 20.5 | 81.5 | 802 | 14.8 | 6.4 | 78.8 |
| 3 | 30.5 | 585.0 | 941 | 16.4 | 32.7 | 50.9 | |
| Scheme 2 | 1 | 161 | 553.0 | 1 050 | 17.9 | 34.0 | 48.1 |
| 3 | 40 | 267.5 | 757 | 10.0 | 20.3 | 69.7 | |
| Scheme 3 | 1 | 123.5 | 517.5 | 1 062 | 16.4 | 30.2 | 53.4 |
| 2 | 22 | 318.5 | 767 | 9.8 | 22.2 | 68.0 |
| Scheme | Strand Number | Response Time/s | Peak Concentration Time/s | Average Residence Time/s | Volume Fraction of Dead Zone/% | Volume Fraction of Plug Zone/% | Volume Fraction of Well-Mixed Zone/% |
|---|---|---|---|---|---|---|---|
| Normal casting | 1 | 66 | 253.5 | 806 | 10.9 | 19.8 | 69.3 |
| 2 | 16 | 68.5 | 648 | 8.5 | 6.5 | 85.0 | |
| 3 | 34 | 162.5 | 705 | 8.0 | 13.9 | 78.1 | |
| Scheme 1 (no argon) | 2 | 20.5 | 81.5 | 802 | 14.8 | 6.4 | 78.8 |
| 3 | 30.5 | 585.0 | 941 | 16.4 | 32.7 | 50.9 | |
| Scheme 1 | 2 | 31.3 | 330.3 | 823.1 | 13.9 | 21.9 | 64.0 |
| (Position 2) | 3 | 49.3 | 351.3 | 912.1 | 14.1 | 21.9 | 63.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Wang, S.; Hu, H.; Xie, X.; Wu, C.; Chen, D.; Long, M. Flow Behavior of Liquid Steel in Fewer Strands Casting of Six-Strand Bloom Tundish. Metals 2023, 13, 706. https://doi.org/10.3390/met13040706
Wang X, Wang S, Hu H, Xie X, Wu C, Chen D, Long M. Flow Behavior of Liquid Steel in Fewer Strands Casting of Six-Strand Bloom Tundish. Metals. 2023; 13(4):706. https://doi.org/10.3390/met13040706
Chicago/Turabian StyleWang, Xianyang, Sijie Wang, Hao Hu, Xin Xie, Chenhui Wu, Dengfu Chen, and Mujun Long. 2023. "Flow Behavior of Liquid Steel in Fewer Strands Casting of Six-Strand Bloom Tundish" Metals 13, no. 4: 706. https://doi.org/10.3390/met13040706