
Microstructure Characteristics and Mechanical Properties of Flash Butt Welded 590 MPa V-N Microalloyed Heavy-Duty Truck Wheel Steel
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Methods
3. Results
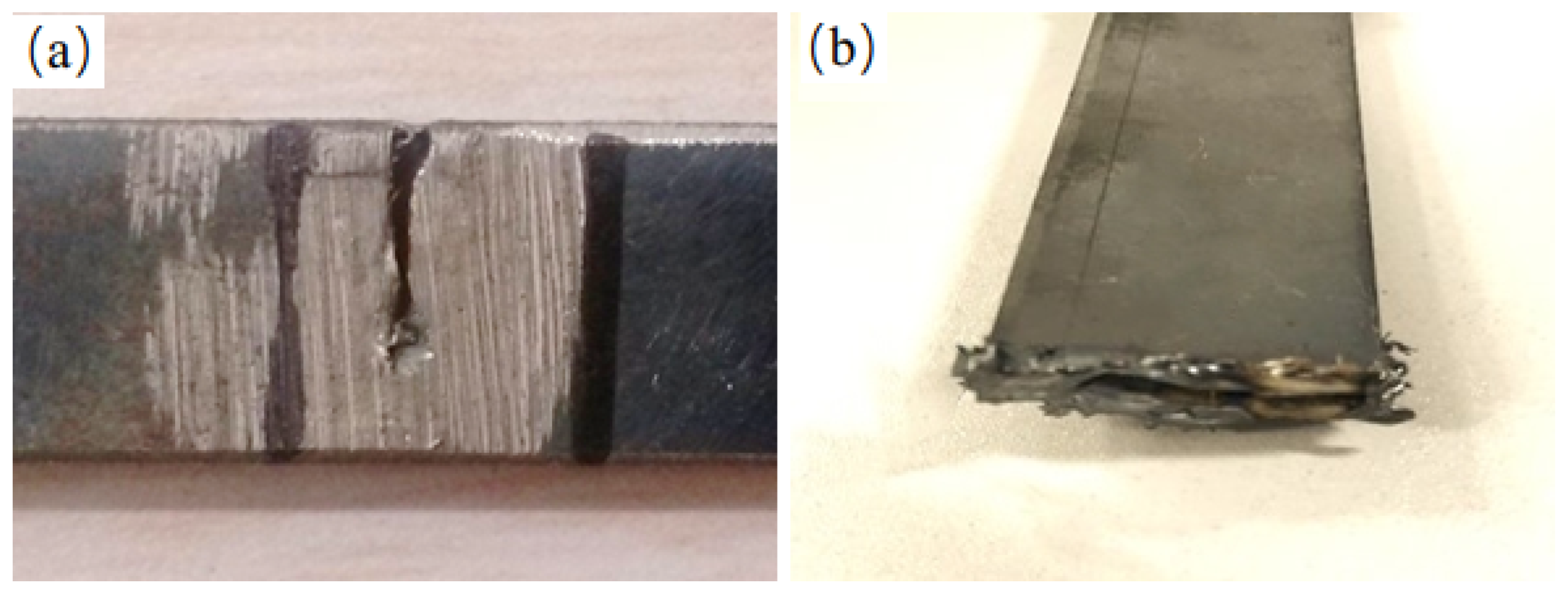
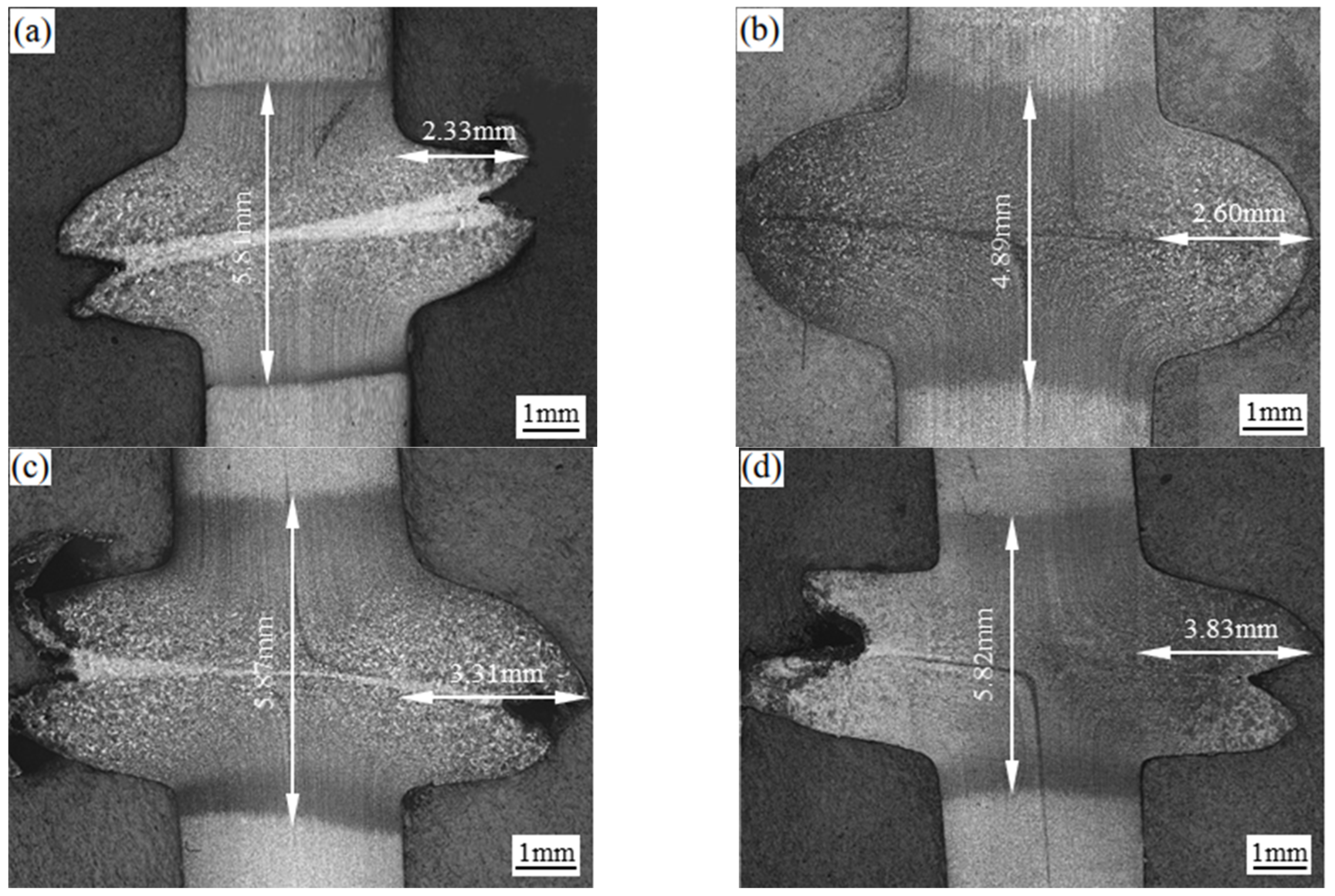
3.1. Welding Process Parameters
3.2. Microstructure of Welded Joint
3.3. Mechanical Property of Welded Joint
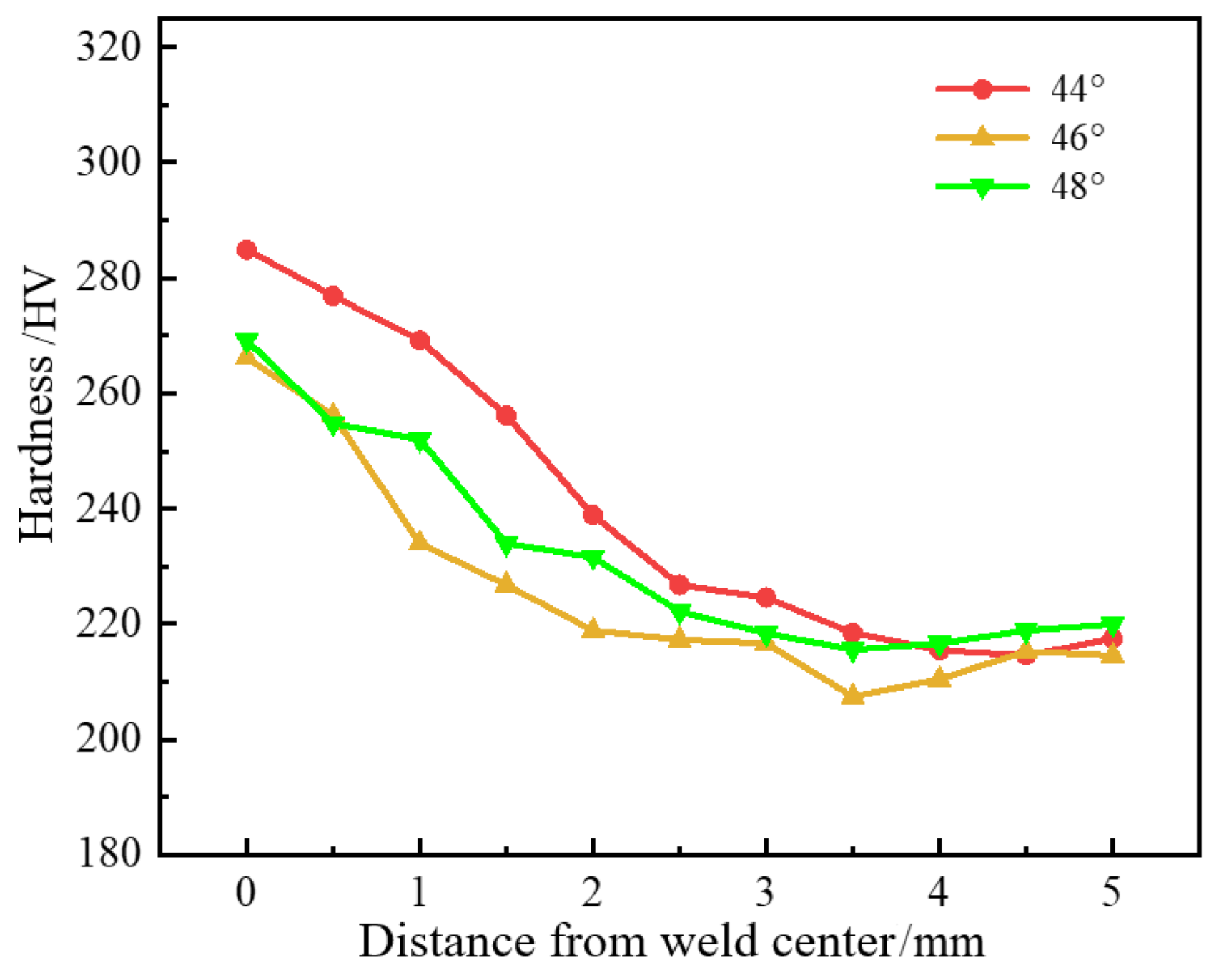
3.4. Effect of Microstructure on Hardness of Welded Joint
3.5. Effect of Microstructure on Impact Toughness of Welded Joint
4. Discussion
5. Conclusions
- (1)
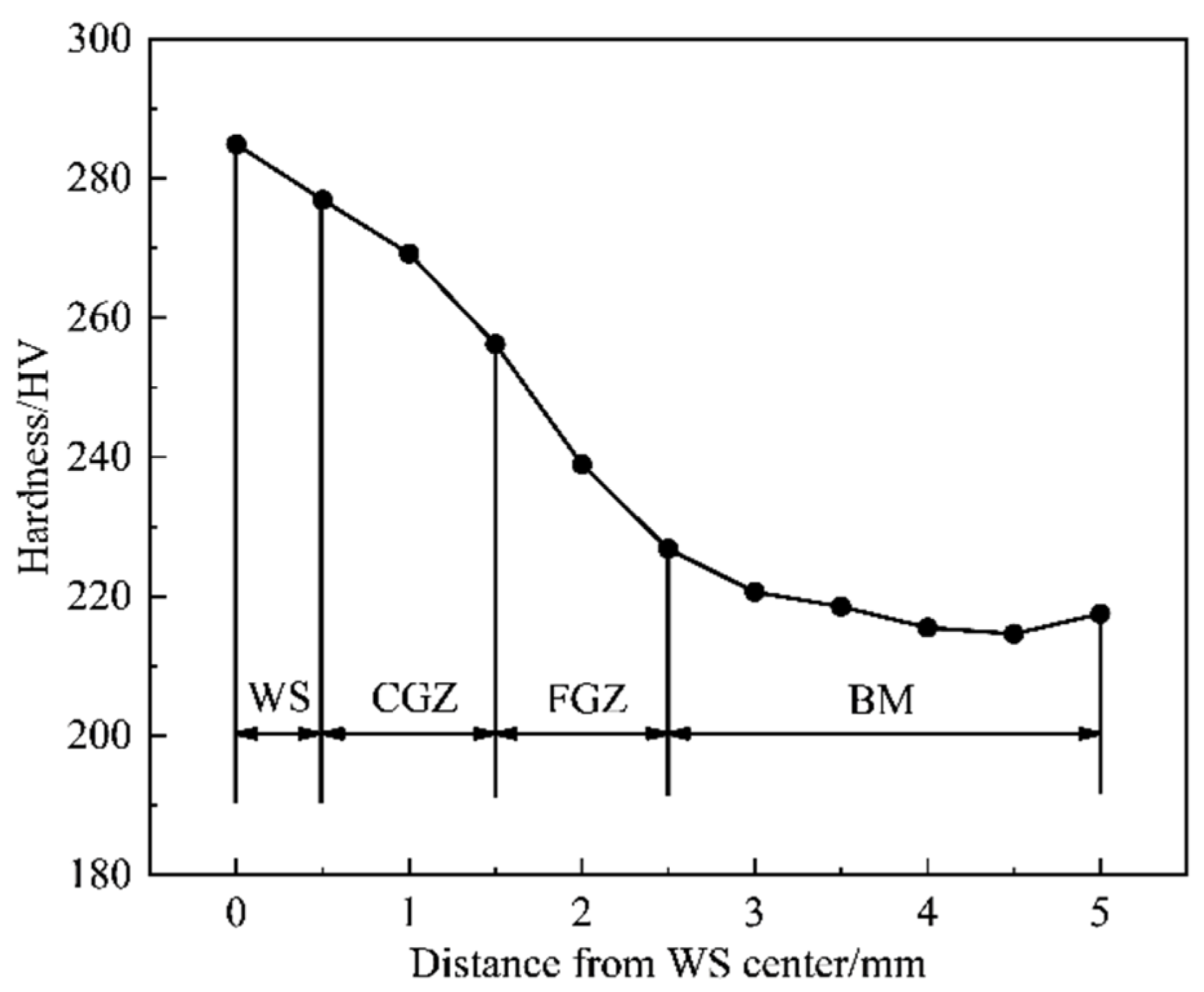
- The newly developed 590 MPa V-N microalloyed wheel steel had superior weldability under these conditions: flash current 48°/582.0 A, upset current 44°/516.6 A, workpiece gap of 1.5 mm. The tensile specimen of welded joint broke in BM and the average tensile strength and elongation was 651 MPa and 20.7%, respectively. The hardness of joint gradually decreased from WS to BM and the hardness average value of WS, CGZ, FGZ, and BM were 280.9, 262.7, 232.9, and 217.3 HV, respectively. There was no softening tendency in the welded joint, and mechanical properties of the joint were excellent.
- (2)
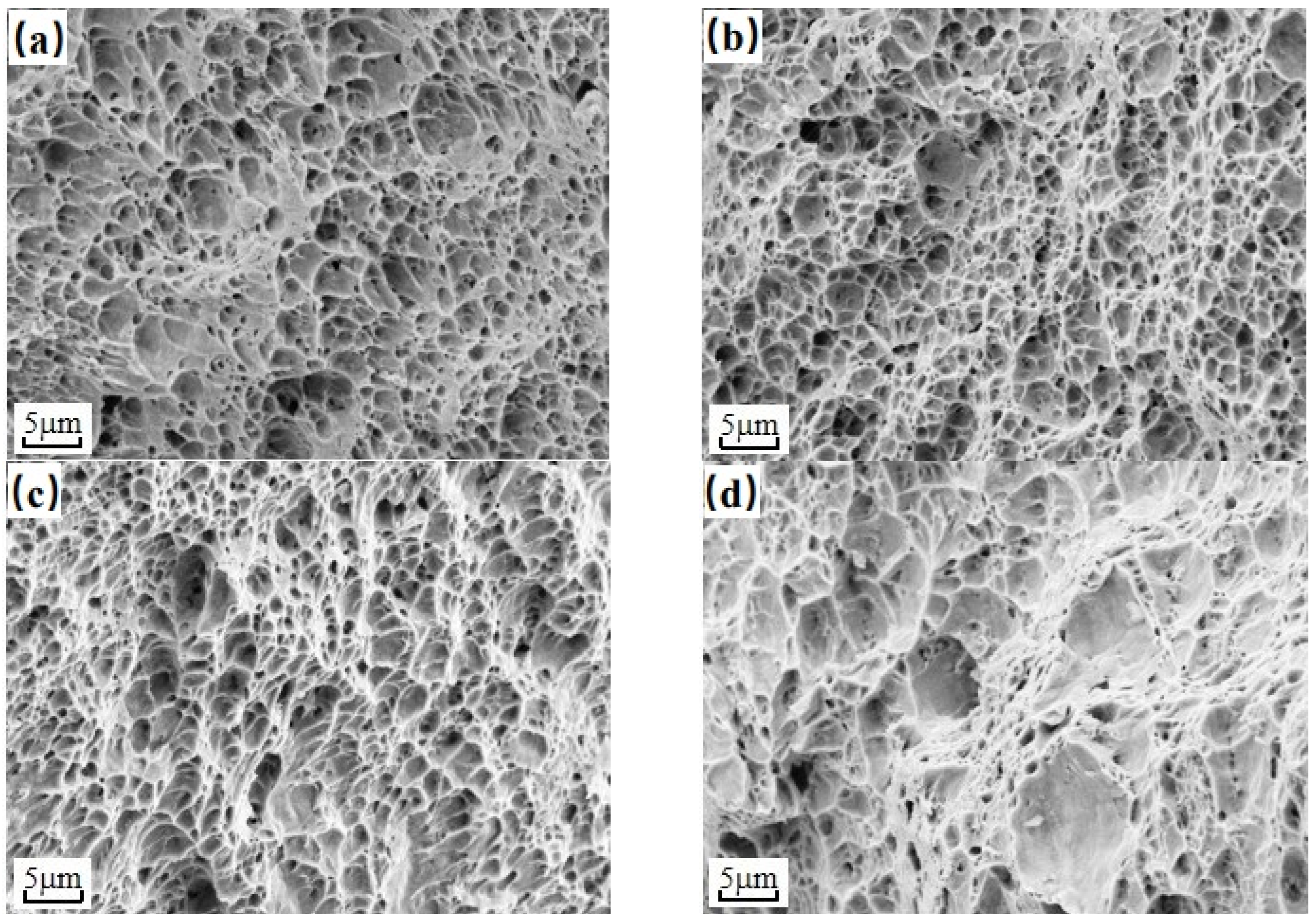
- The standard impact energy value of WS, CGZ, FGZ, and BM at −40 °C was 116, 128, 144, and 88 J, respectively. The change in low temperature impact toughness of welded joint followed the sequence: FGZ > CGZ > WS > BM.
- (3)
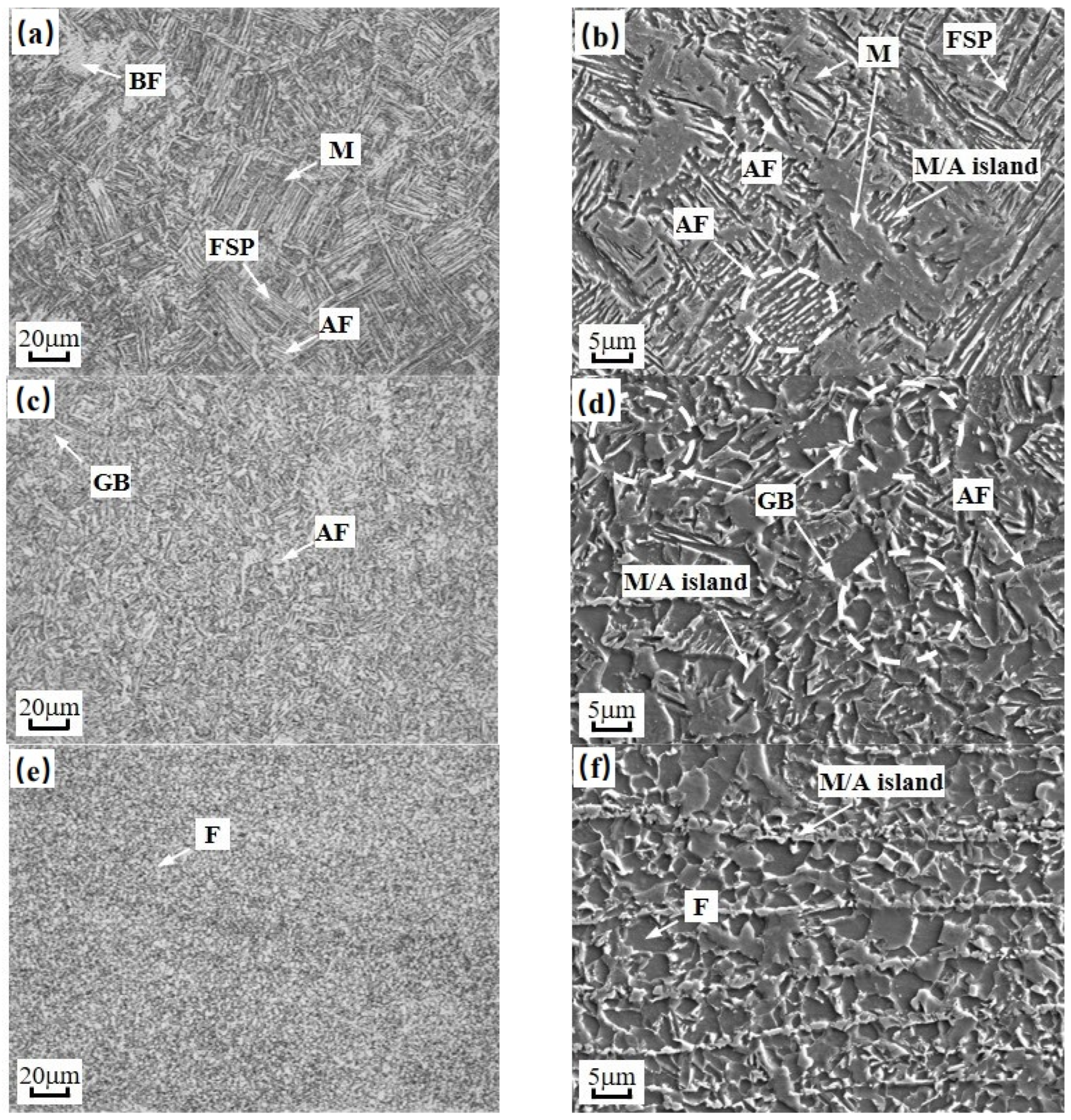
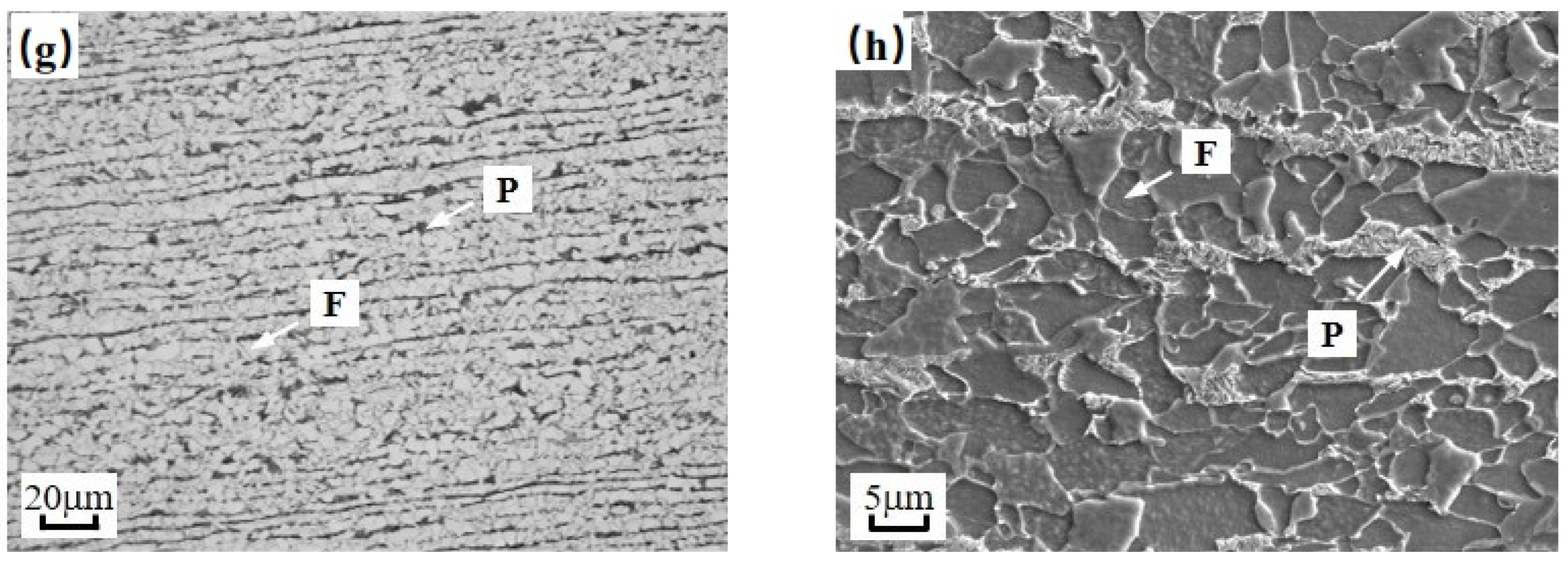
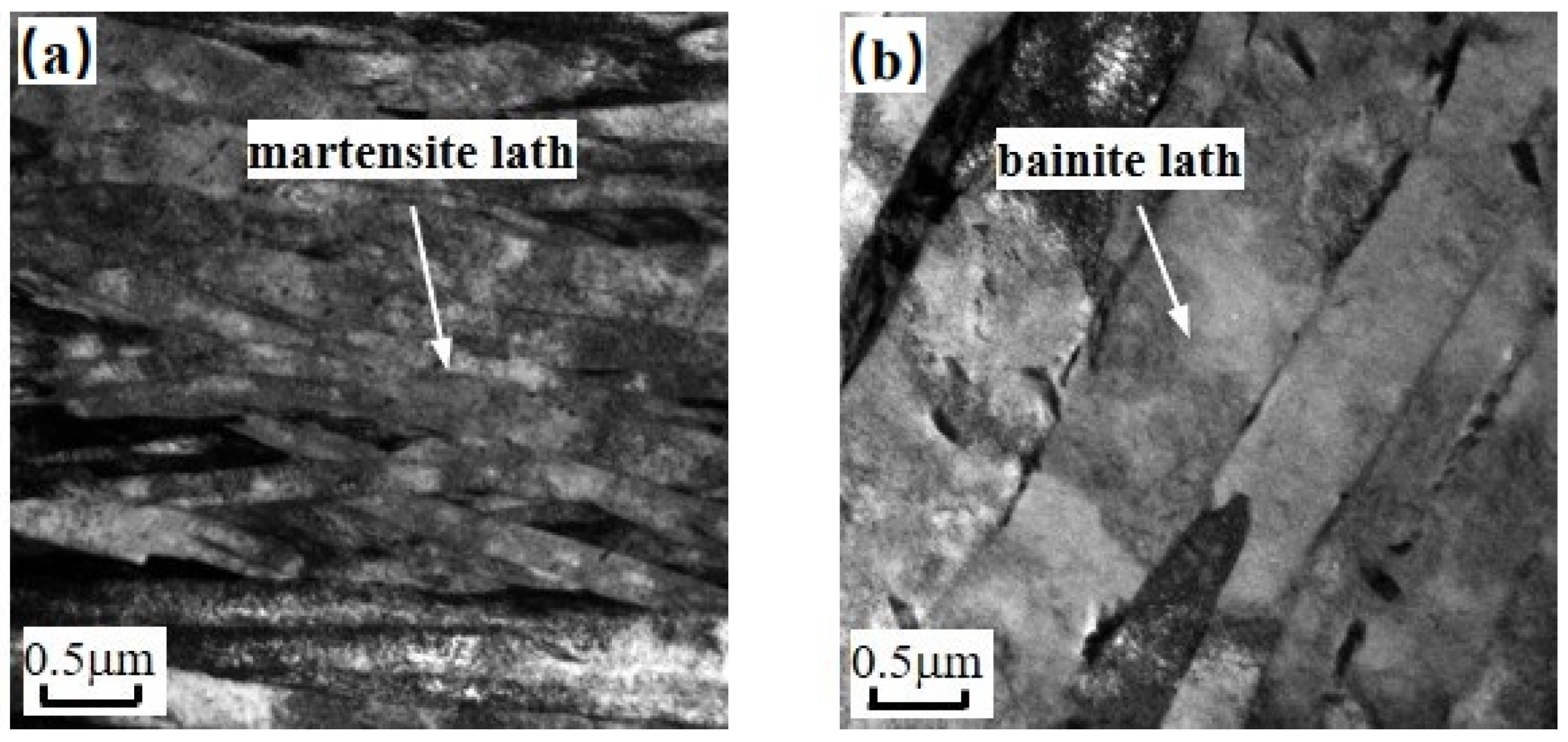
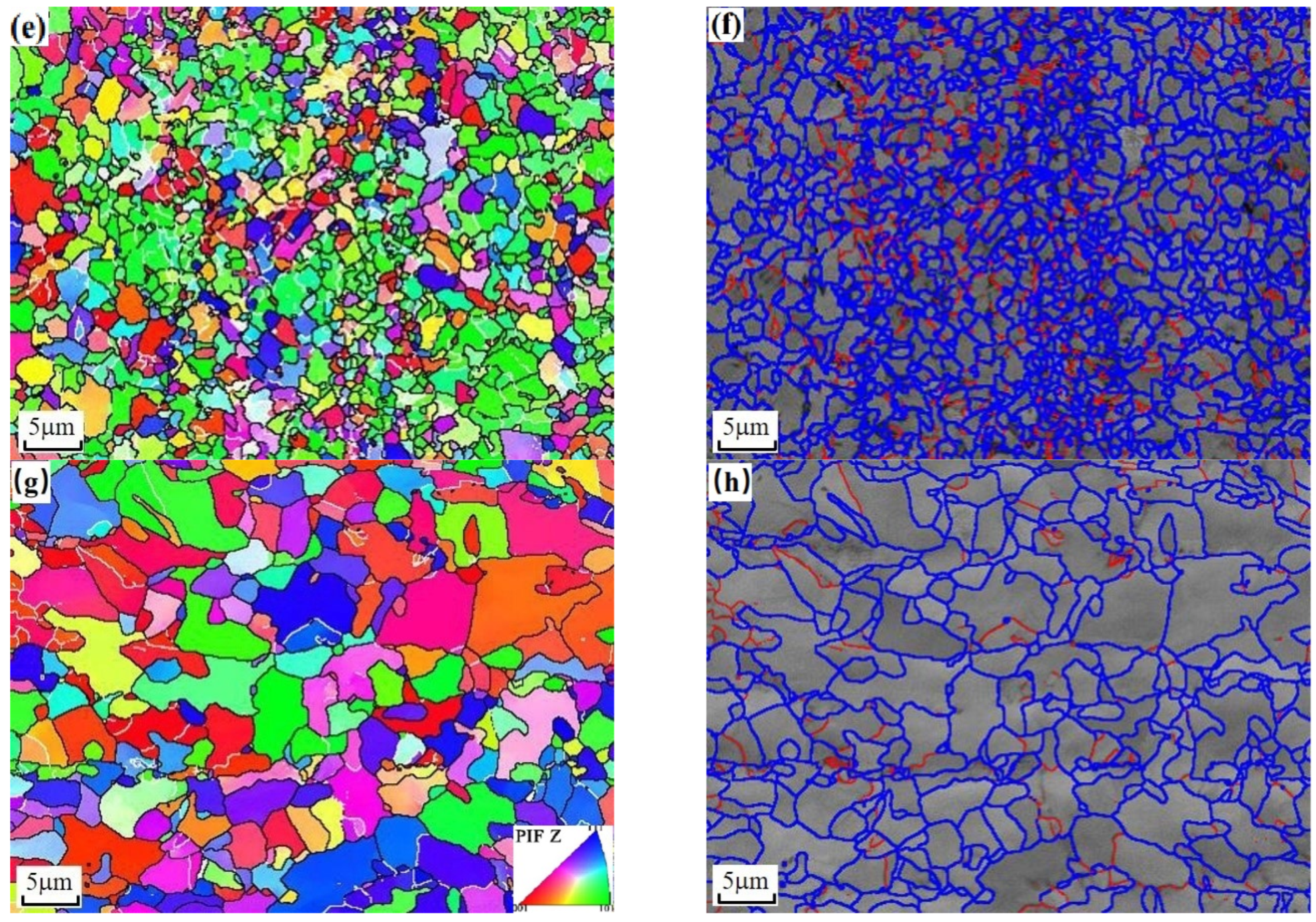
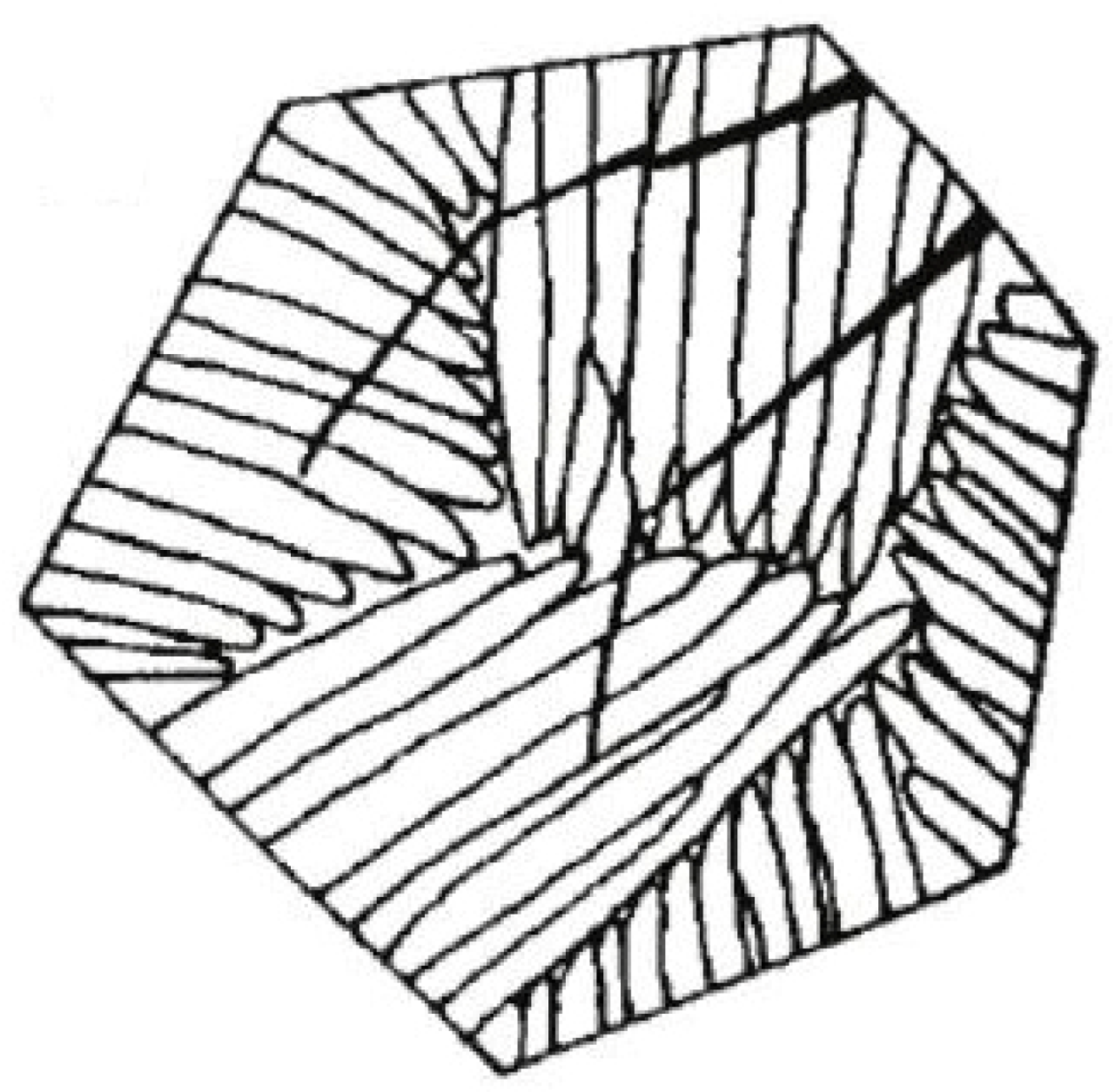
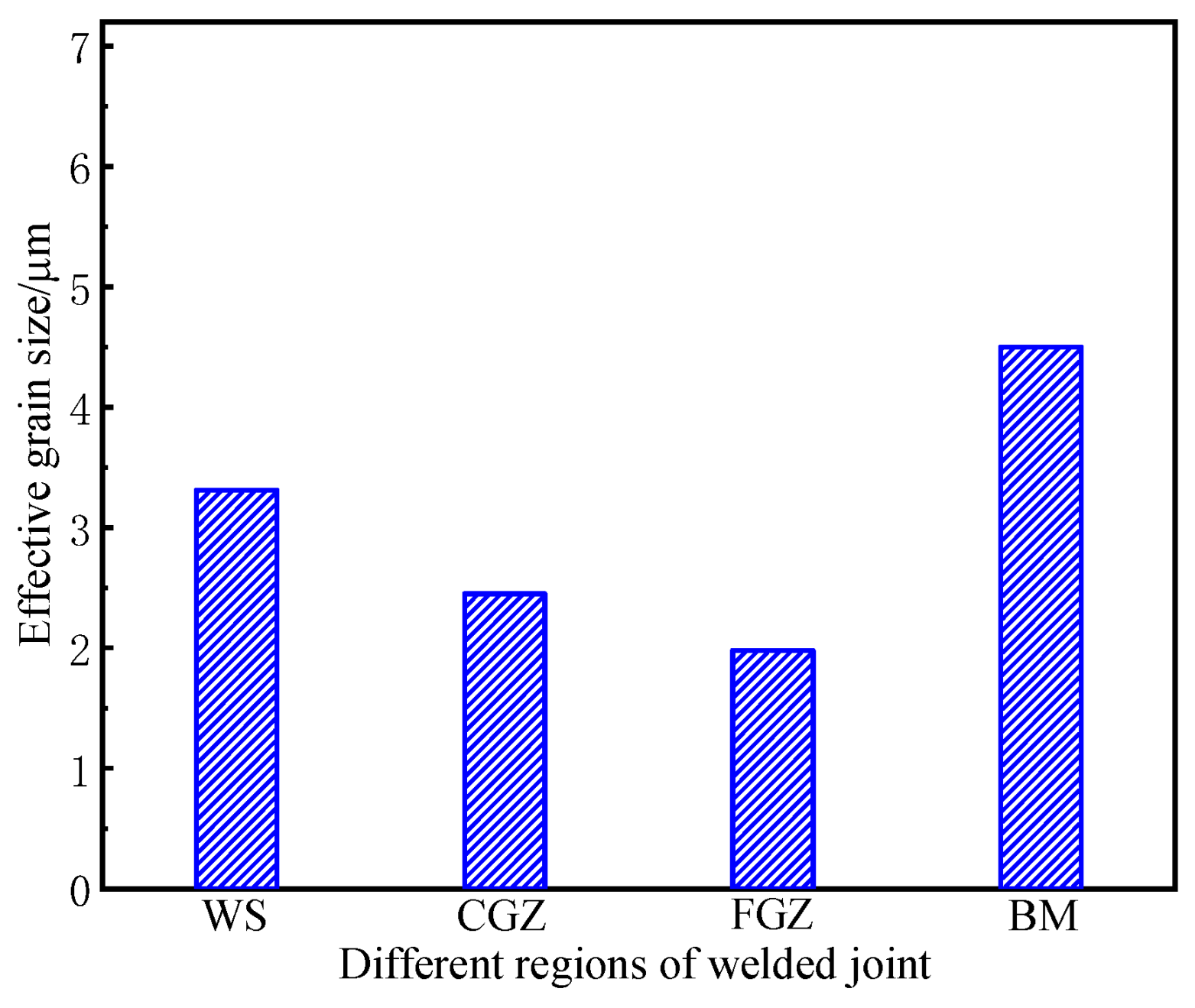
- The microstructure of welded joint evolved in this order: welding seam (ferrite side plate + acicular ferrite + martensite)→coarse grain zone (acicular ferrite + granular bainite)→fine grain zone (fine grain ferrite + M/A island)→base metal (equiaxed ferrite + pearlite).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guangju, X.; Mingdi, L.; Yang, Z.; Qingzhang, C. Study on emission characteristics of hybrid buses under driving cycles in a typical Chinese city. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Yang, C. R&D and Applications of V-N Microalloyed Steels in China. In HSLA Steels 2015, Microalloying 2015 & Offshore Engineering Steels 2015; Wiley-Blackwell: Hoboken, NJ, USA, 2016. [Google Scholar]
- Liu, B.; Wang, M.; Wang, L. Microstructure characteristics and application properties of niobium microalloyed wheel steel with 550 MPa tensile strength. Wuhan Iron Steel Corp. Technol. 2016, 54, 22–25. [Google Scholar]
- Zhang, W.; Shen, Y.; Yan, Y.; Guo, R.; Guan, W.; Guo, G. Microstructure characterization and mechanical behavior of dissimilar friction stir welded Al/Cu couple with different joint configurations. Int. J. Adv. Manuf. Technol. 2018, 94, 1021–1030. [Google Scholar] [CrossRef]
- Yu, B.; Dai, J.; Ruan, Q.; Chu, P.K.; Lu, W.; Yang, Y.; Qiao, J. Effects of different interlayers on the microstructure and properties of Mg/Cu dissimilar alloy welded joints. J. Laser Appl. 2021, 33, 012055. [Google Scholar] [CrossRef]
- Ichiyama, Y.; Saito, T. Factors affecting flash weldability in high strength steel–a study on toughness improvement of flash welded joints in high strength steel. Weld. Int. 2004, 18, 436–443. [Google Scholar] [CrossRef]
- Ichiyama, Y.; Kodama, S. Flash-butt welding of high strength steels. Shinnittetsu Giho 2006, 385, 74. [Google Scholar]
- Ziemian, C.W.; Sharma, M.M.; Whaley, D.E. Effects of flashing and upset sequences on microstructure, hardness, and tensile properties of welded structural steel joints. Mater. Des. 2012, 33, 175–184. [Google Scholar] [CrossRef]
- Li, Y.; Jian, Q.; Yaocheng, Z.; Huiming, G.; Zengjian, Y.; Fe, X. Effects of rare earth Ce addition on the microstructure and shear property of Cu/In-50Ag/Cu composite solder joint. Microelectron. Reliab. 2021, 127, 114385. [Google Scholar]
- Ao, M.; Yu, Z.; Liming, D.; Hua, Y.; Feng, F.; Zhaoxia, L. Damage and fracture analyses of wire with off-center inclusion on multi-pass drawing under different back tensions. Eng. Fail. Anal. 2022, 139, 106512. [Google Scholar]
- Ling, L.; Chunsheng, W.; Qingzhang, C.; Hongyu, J. Study on the effects of ionization seeds on pulse detonation characteristics. Aerosp. Sci. Technol. 2017, 71, 128–135. [Google Scholar]
- Shi, L.; Alexandratos, S.A.; O’Dowd, N.P. Prediction of prior austenite grain growth in the heat-affected zone of a martensitic steel during welding. Int. J. Press. Vessel. Pip. 2018, 166, 94–106. [Google Scholar] [CrossRef]
- Wenyong, Z.; Yanhong, W.; Xujing, Z.; Jicheng, C.; Wenmin, O. Comparative investigation of wire arc additive manufacturing of Al-5%Mg alloy with and without external alternating magnetic field. Int. J. Adv. Manuf. Technol. 2022, 119, 1–17. [Google Scholar]
- Amer, A.E.; Min, Y.K.; Lee, K.H.; Kim, S.H.; Hong, S.H. Effect of welding heat input on microstructure and mechanical properties of simulated HAZ in Cu containing microalloyed steel. J. Mater. Sci. 2010, 45, 1248–1254. [Google Scholar] [CrossRef]
- Lan, L.; Qiu, C.; Zhao, D.; Gao, X.; Du, L. Analysis of martensite–austenite constituent and its effect on toughness in submerged arc welded joint of low carbon bainitic steel. J. Mater. Sci. 2012, 47, 4732–4742. [Google Scholar] [CrossRef]
- Byun, J.S.; Shim, J.H.; Cho, Y.W.; Lee, D.N. Non-metallic inclusion and intragranular nucleation of ferrite in Ti-killed C–Mn steel. Acta Mater. 2003, 51, 1593–1606. [Google Scholar] [CrossRef]
- Po, L.; Taichao, Z.; Bin, G.; Li, Y.; Debin, S.; Yingying, Z. Deformation path and springback behavior in double-curved bending at high temperature. J. Mech. Sci. Technol. 2019, 33, 4361–4370. [Google Scholar]
- Shin, S.Y.; Lee, H.; Han, S.Y.; Seo, C.-H.; Choi, K.; Lee, S.; Kim, N.J.; Kwak, J.-H.; Chin, K.-G. Correlation of Microstructure and Cracking Phenomenon Occurring during Hot Rolling of Lightweight Steel Plates. Metall. Mater. Trans. A 2010, 41, 138–148. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Wang, T.; Han, B.; Zhao, W.; Han, Y. Surface modification of Ni3Al-based alloy IC6 with intense pulsed ion beams. Vacuum 2002, 68, 329–333. [Google Scholar] [CrossRef]
- Babu, S.S. The mechanism of acicular ferrite in weld deposits. Curr. Opin. Solid State Mater. Sci. 2004, 8, 267–278. [Google Scholar] [CrossRef]
- Peng, Y.; Chen, W.; Xu, Z. Study of high toughness ferrite wire for submerged arc welding of pipeline steel. Mater. Charact. 2001, 47, 67–73. [Google Scholar] [CrossRef]
- Wang, X.N.; Di, H.S.; Zhang, C.; Du, L.X.; Dong, X.X. Weldability of 780 MPa Super-High Strength Heavy-Duty Truck Crossbeam Steel. J. Iron Steel Res. Int. 2012, 19, 64–69. [Google Scholar] [CrossRef]
- Lee, J.L.; Pan, Y.T. Effect of silicon content on microstructure and toughness of simulated heat affected zone in titanium killed steels. Met. Sci. J. 1992, 8, 236–244. [Google Scholar] [CrossRef]
- He, K.; Edmonds, D.V. Formation of acicular ferrite and influence of vanadium alloying. Met. Sci. J. 2002, 18, 289–296. [Google Scholar] [CrossRef]
- Cao, Y.; Ernst, F.; Michal, G.M. Colossal carbon supersaturation in austenitic stainless steels carburized at low temperature. Acta Mater. 2003, 51, 4171–4181. [Google Scholar] [CrossRef]
- Naylor, J.P. The influence of the lath morphology on the yield stress and transition temperature of martensitic- bainitic steels. Metall. Trans. A 1979, 10, 861–873. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | V | N | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.11 | 0.13 | 1.52 | 0.006 | 0.001 | 0.036 | 0.092 | 0.0127 | Bal. |
| Number | Flash Current/° | Upset Current/° | ReL/MPa | Rm/MPa | A50/% | Fracture Position |
|---|---|---|---|---|---|---|
| 1 | 48 | 42 | 559.3 | 649 | 11.3 | weld seam |
| 2 | 48 | 44 | 560.7 | 651 | 22.7 | Base metal |
| 3 | 48 | 46 | 557.3 | 657.3 | 21 | Base metal |
| 4 | 48 | 48 | 568 | 660.3 | 20 | Base metal |
| Number | ReL/MPa | Rm/MPa | A50/% | Fracture Position |
|---|---|---|---|---|
| 1 | 559 | 646 | 21 | BM |
| 2 | 566 | 654 | 20 | BM |
| 3 | 557 | 653 | 21 | BM |
| Microstructure | BF | GB | ||||
|---|---|---|---|---|---|---|
| Hardness/HV | 1 | 2 | 3 | 1 | 2 | 3 |
| 240.3 | 242.1 | 248.7 | 238.9 | 232.3 | 236.4 | |
| Average value/HV | 243.7 | 235.9 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, C.; Cui, K.; Lan, H.; Liu, T.; Du, L.; Ma, Y.; Guo, X.; Cui, C. Microstructure Characteristics and Mechanical Properties of Flash Butt Welded 590 MPa V-N Microalloyed Heavy-Duty Truck Wheel Steel. Metals 2023, 13, 688. https://doi.org/10.3390/met13040688
Gao C, Cui K, Lan H, Liu T, Du L, Ma Y, Guo X, Cui C. Microstructure Characteristics and Mechanical Properties of Flash Butt Welded 590 MPa V-N Microalloyed Heavy-Duty Truck Wheel Steel. Metals. 2023; 13(4):688. https://doi.org/10.3390/met13040688
Chicago/Turabian StyleGao, Cairu, Kaiyu Cui, Huifang Lan, Tao Liu, Linxiu Du, Yujiao Ma, Xinxin Guo, and Chenshuo Cui. 2023. "Microstructure Characteristics and Mechanical Properties of Flash Butt Welded 590 MPa V-N Microalloyed Heavy-Duty Truck Wheel Steel" Metals 13, no. 4: 688. https://doi.org/10.3390/met13040688