
Strengthening Granulating and Sintering Performance of Refractory Iron Concentrate by Pre-Pelletizing

Abstract
:1. Introduction
2. Materials and Methods
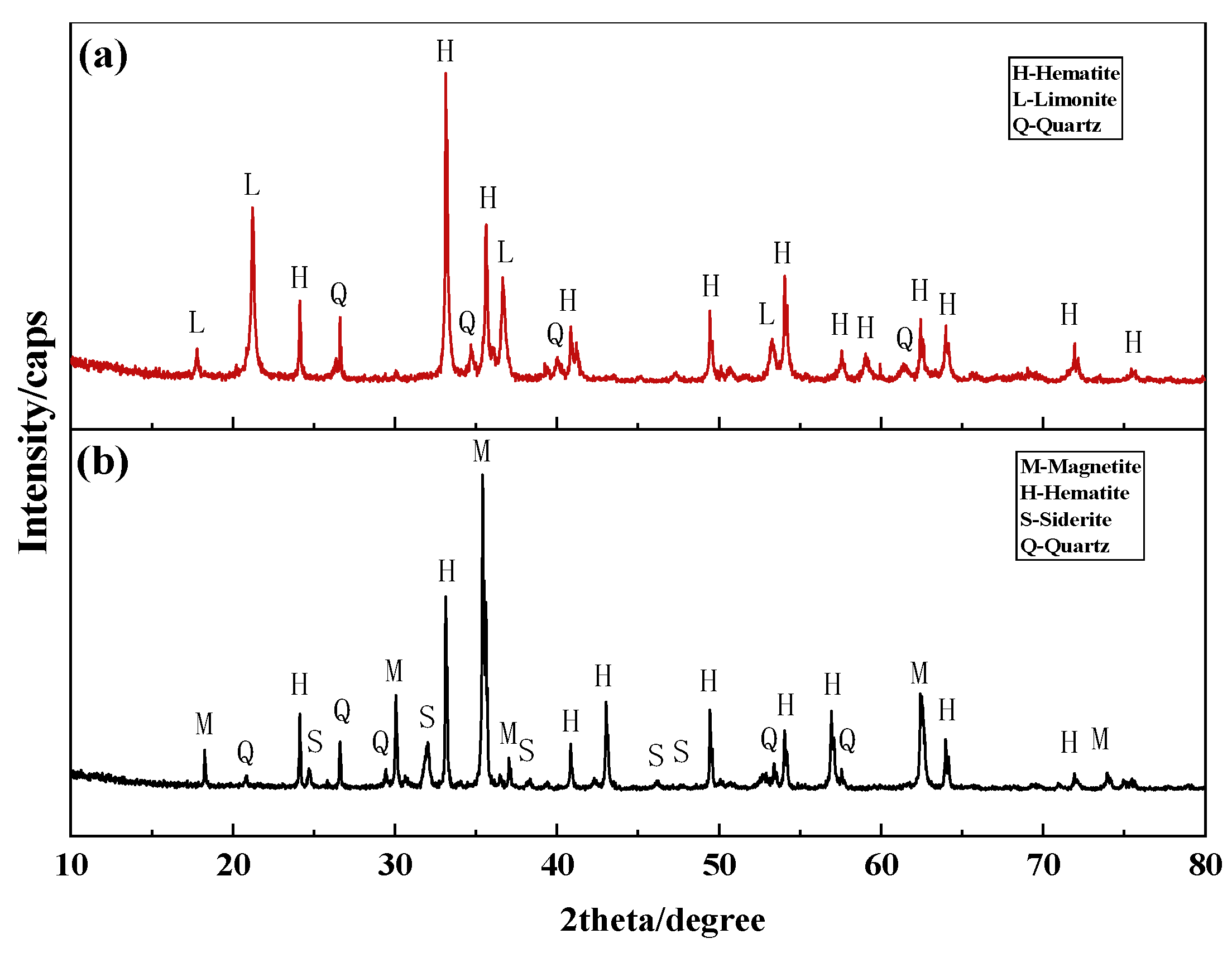
2.1. Materials
2.2. Experimental Method
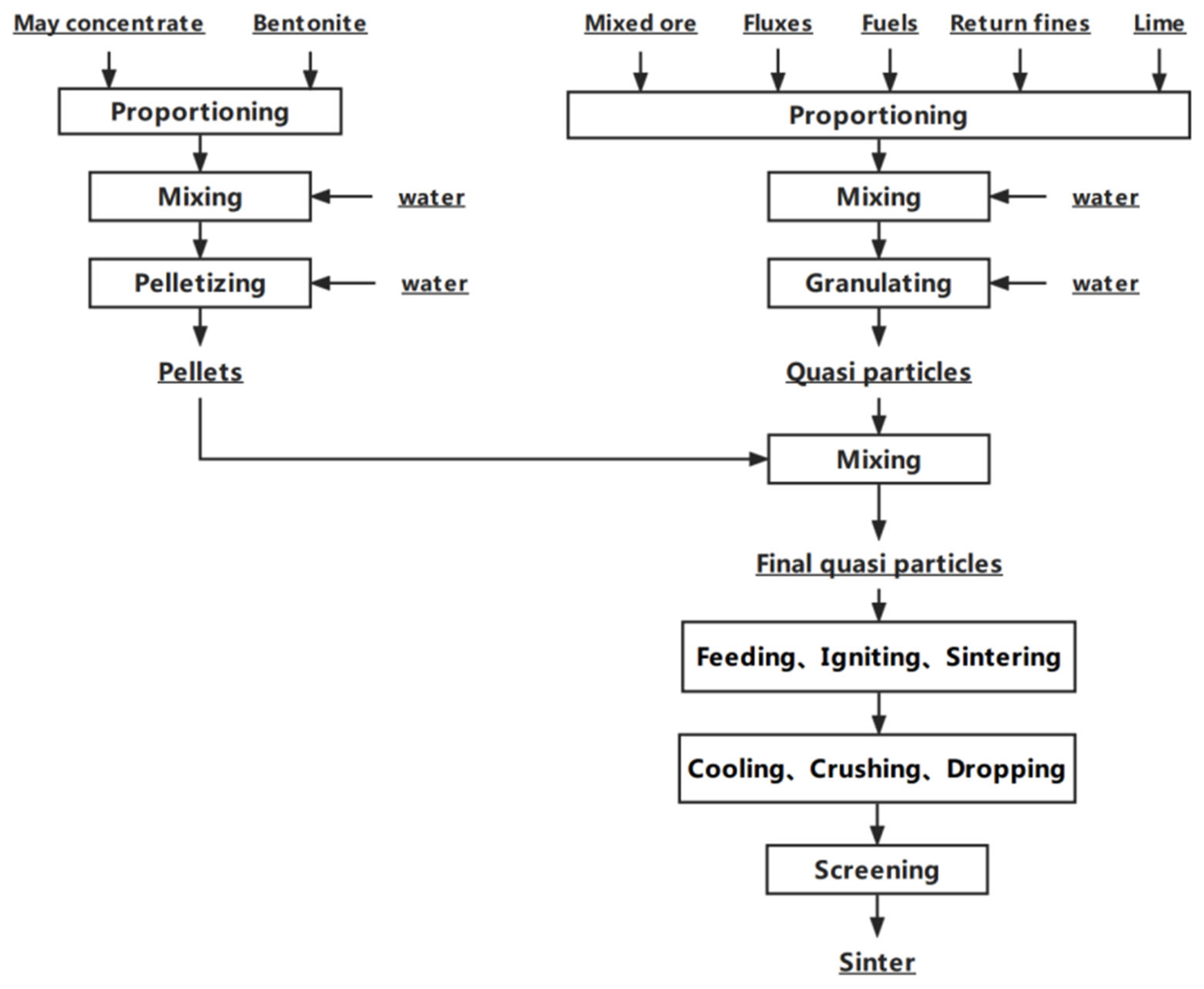
2.2.1. Experimental Procedures
2.2.2. Pre-Pelleting Experiment
2.2.3. Sintering Pot Experiment
2.2.4. Evaluation Indexes
3. Results and Discussion
3.1. Granulation and Sintering of Mixed Iron Ore
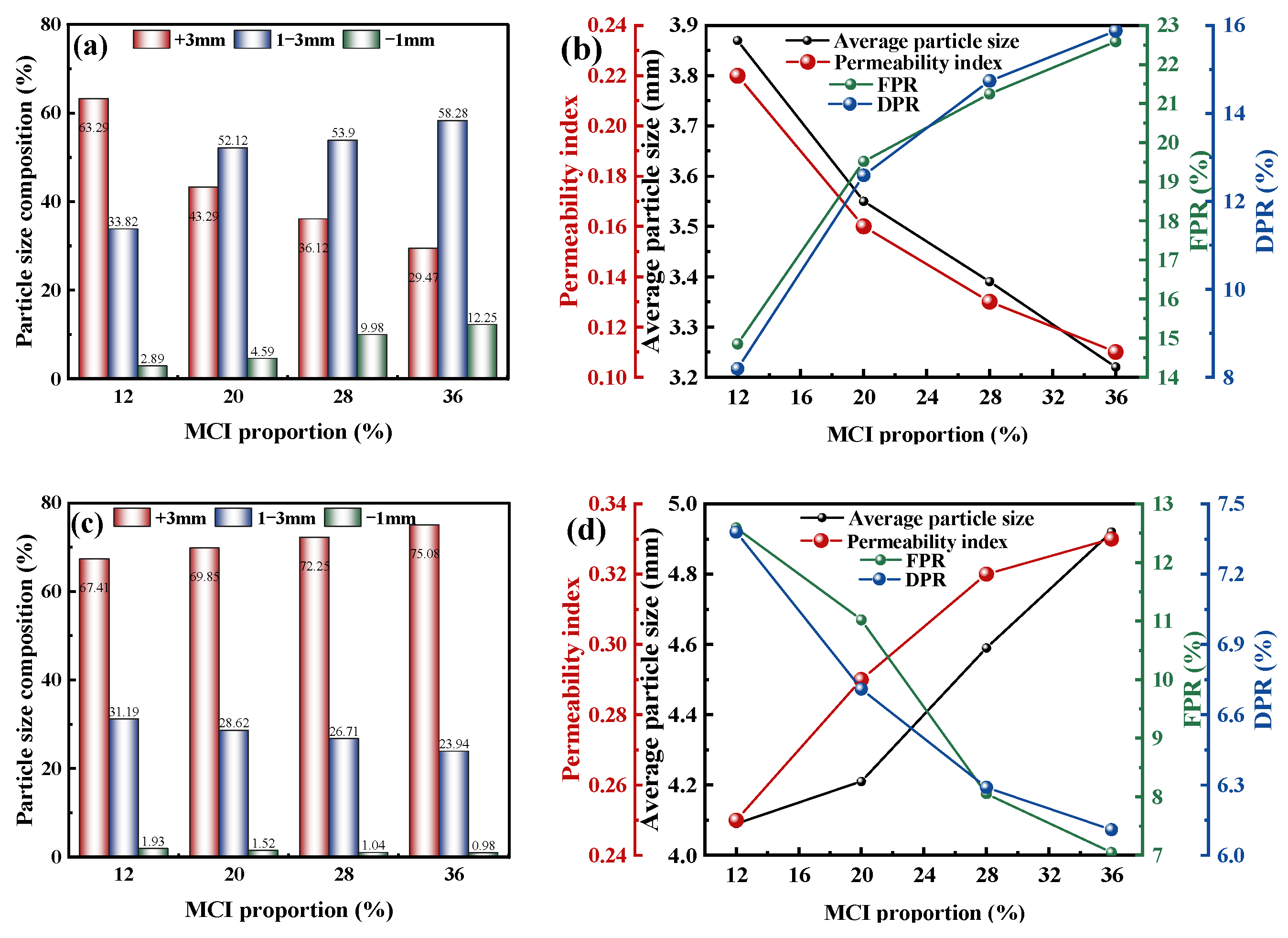
3.1.1. Conventional and Pre-Pelletizing Granulation
3.1.2. Sintering Index
3.2. Strengthening Mechanism of Pre-Pelletizing
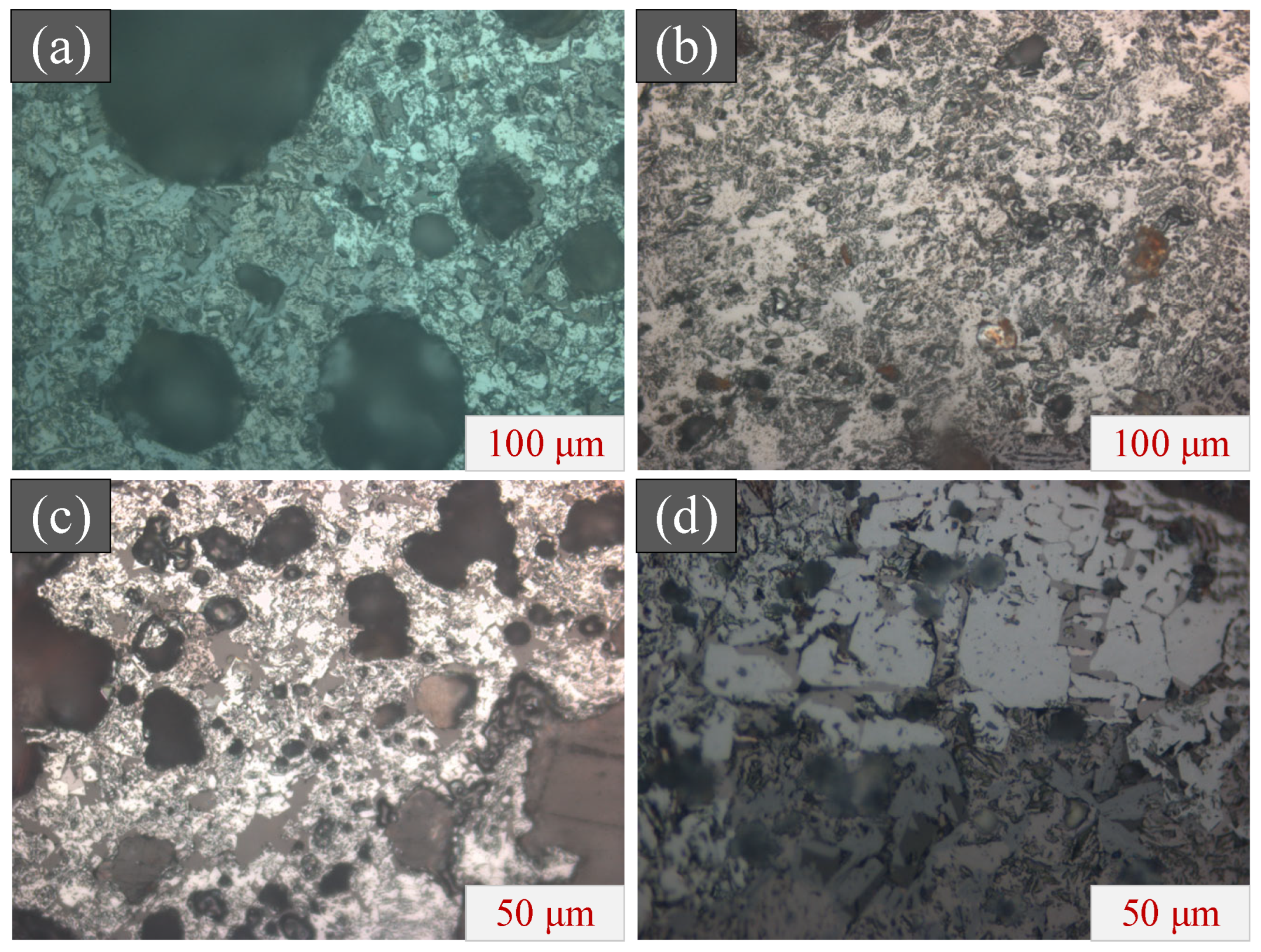
3.2.1. Microstructure of Finished Sinter
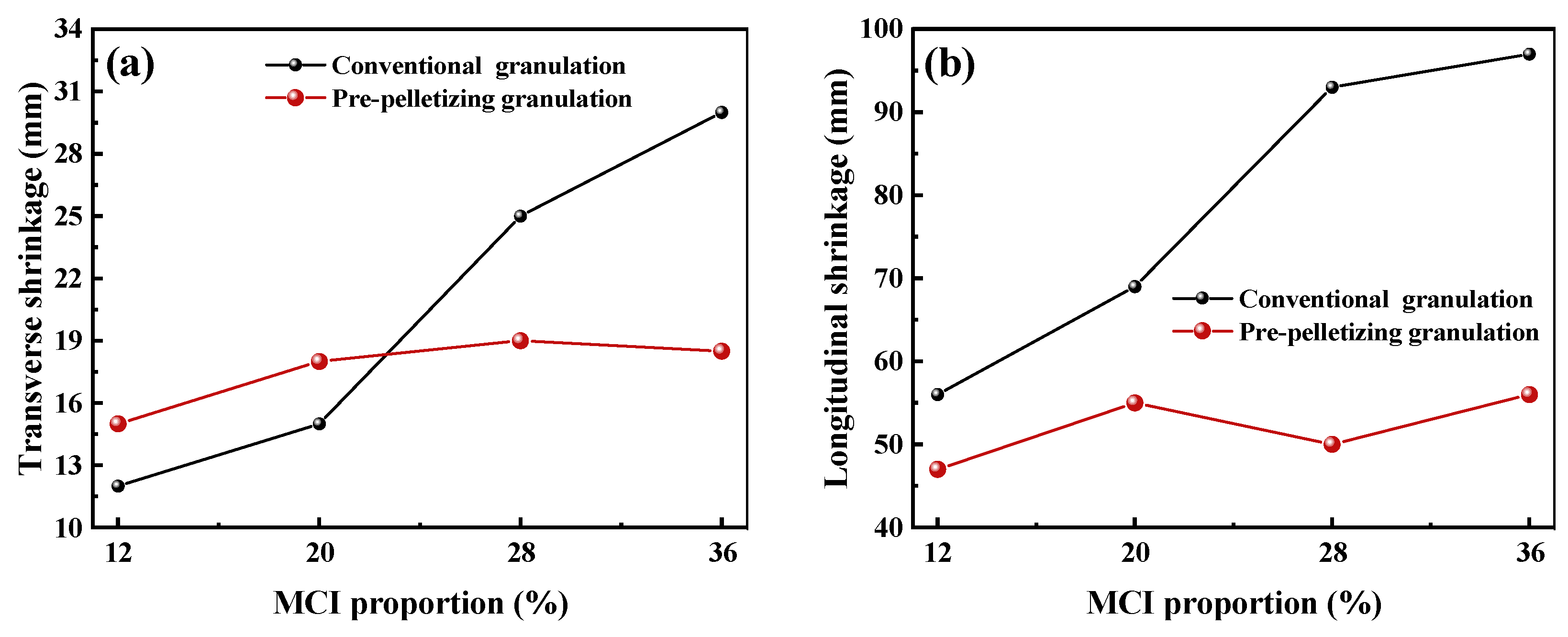
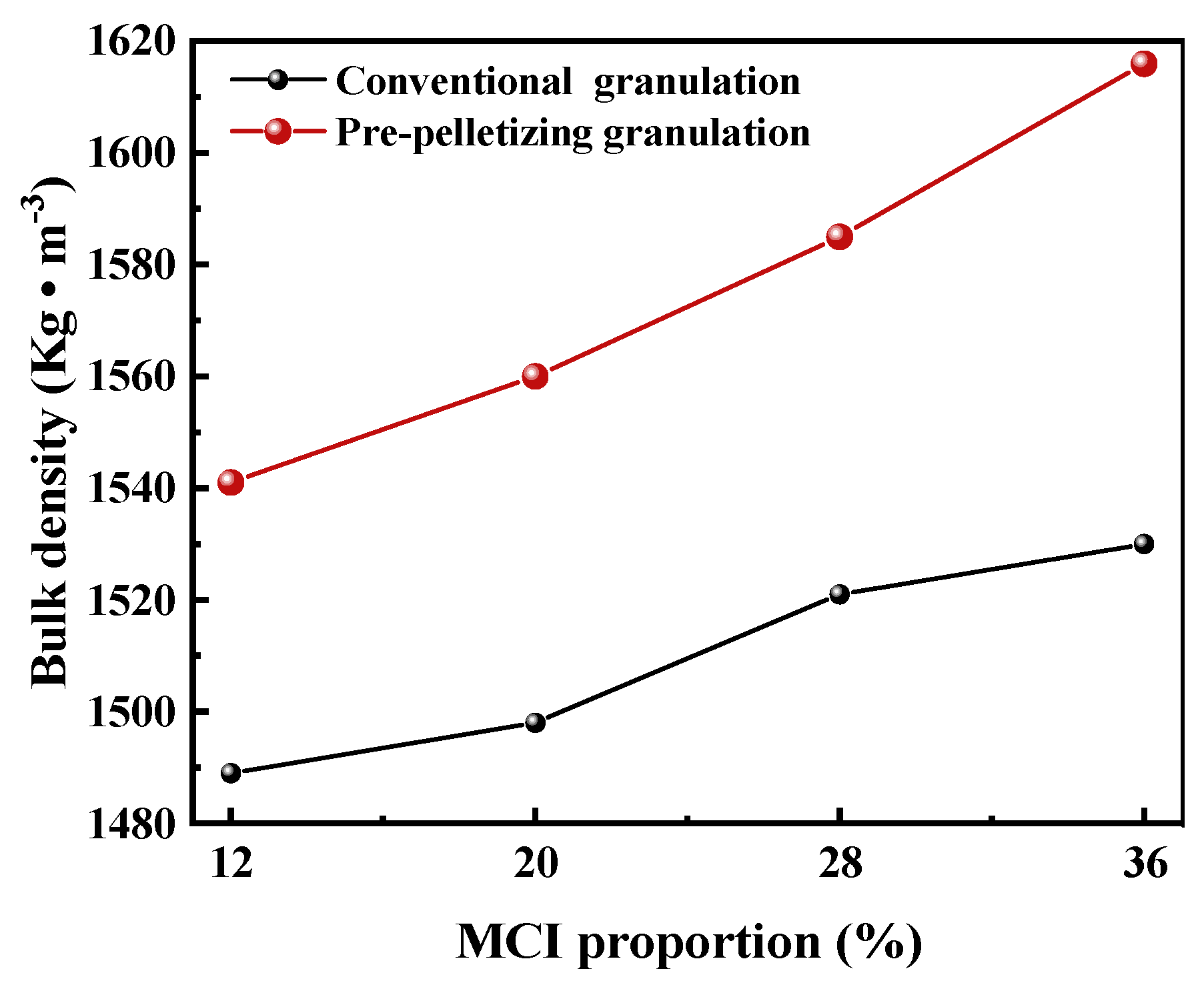
3.2.2. Bulk Density of Granulated Material and Sintering Shrinkage
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, Q.; Qin, S.J.; Dong, Y. Dynamic latent variable regression for inferential sensor modeling and monitoring. Comput. Chem. Eng. 2020, 137, 106809. [Google Scholar] [CrossRef]
- Das, B.; Rath, S.S. Existing and New Processes for Beneficiation of Indian Iron ores. Trans. Indian Inst. Met. 2020, 73, 505–514. [Google Scholar] [CrossRef]
- Rao, G.V.; Sharma, S.K. National Steel Policy: Challenges Before Iron Ore Producers. Trans. Indian Inst. Met. 2016, 69, 107–115. [Google Scholar] [CrossRef]
- Roy, S.K.; Nayak, D.; Rath, S.S. A review on the enrichment of iron values of low-grade Iron ore resources using reduction roasting-magnetic separation. Powder Technol. 2020, 367, 796–808. [Google Scholar] [CrossRef]
- Xiao, J.H.; Zou, K.; Chen, T.; Xiong, W.L.; Deng, B. Extraction of Manganese and Iron from a Refractory Coarse Manganese Concentrate. Metals 2021, 11, 563. [Google Scholar] [CrossRef]
- Chen, P.; Hou, P.P.; Zhai, J.H.; Sun, W. A novel method for the comprehensive utilization of iron and titanium resources from a refractory ore. Sep. Purif. Technol. 2019, 226, 79. [Google Scholar] [CrossRef]
- Hsieh, L.H. Effect of Iron Ore Concentrate on Sintering Properties. ISIJ Int. 2017, 57, 1937–1946. [Google Scholar] [CrossRef] [Green Version]
- Han, H.; Lu, L. Recent advances in sintering with high proportions of magnetite concentrates. Miner. Process. Extr. Metall. Rev. 2018, 39, 217–230. [Google Scholar] [CrossRef]
- Ji, Z.; Zhang, Y.; Gan, M.; Fan, X.; Chen, X.; Huang, X. Importance of intensive mixing on sintering with fine-grained iron ore materials: Characterization and function mechanism. J. Mater. Res. Technol. 2020, 9, 14443–14453. [Google Scholar] [CrossRef]
- Rajak, D.K.; Singhai, M.; Sahu, R.; Hazra, S.S. Effect of Mixing Pre-heated Water on Granulation and Iron Ore Sinter Properties. Trans. Indian Inst. Met. 2021, 74, 1611–1622. [Google Scholar] [CrossRef]
- Huang, X.; Lv, X.; Bai, C.; Qiu, G.; Lu, L. Effect of Pre-wetting Treatment on the Granulation Behavior of Iron Ore Fines. ISIJ Int. 2014, 54, 2721–2727. [Google Scholar] [CrossRef] [Green Version]
- Zhu, D.; Shi, B.; Pan, J.; Zhang, F. Effect of pre-briquetting on the granulation of sinter mixture containing high proportion of specularite concentrate. Powder Technol. 2018, 331, 250–257. [Google Scholar] [CrossRef]
- Campos, T.M.; Bueno, G.; Rodriguez, V.A.; Boettcher, A.-C.; Kwade, A.; Mayerhofer, F.; Tavares, L.M. Relationships between particle breakage characteristics and comminution response of fine iron ore concentrates. Miner. Eng. 2021, 164, 106818. [Google Scholar] [CrossRef]
- Osuga, K.; Adachi, T.; Miyagawa, K.; Matsumura, T.; Nozawa, K. Sintering Technology Using Parallel Granulation Process at High Pellet Feed Ratio. Tetsu Hagane-J. Iron Steel Inst. Jpn. 2021, 107, 412–421. [Google Scholar] [CrossRef]
- Matsumura, M.; Yamaguchi, Y.; Hara, M.; Kamijo, C.; Kawaguchi, T.; Nakagawa, Y. Improvement of Sinter Productivity by Adding Return Fine on Raw Materials after Granulation Stage. Tetsu Hagane-J. Iron Steel Inst. Jpn. 2014, 100, 180–188. [Google Scholar] [CrossRef] [Green Version]
- Kamijo, C.; Hara, M.; Yamaguchi, Y.; Yoshikawa, M.; Kano, J.; Matsumura, M.; Kawaguchi, T. Technology for Productivity Improvement of Sintering Based on Designing of Composite Granulation and Bed Structure of Sinter Mixture. ISIJ Int. 2013, 53, 1497–1502. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.B.; Liu, B.B.; Xiong, L.; Li, G.H.; Jiang, T. Recycling of carbonaceous iron-bearing dusts from iron & steel plants by composite agglomeration process (CAP). Ironmak. Steelmak. 2017, 44, 532–543. [Google Scholar] [CrossRef]
- Jiang, T.; Xu, L.P.; Zhong, Q.; Liu, C.; Liu, H.B.; Rao, M.J.; Peng, Z.W.; Li, G.H. Efficient Preparation of Blast Furnace Burdens from Titanomagnetite Concentrate by Composite Agglomeration Process. Jom 2021, 73, 326–333. [Google Scholar] [CrossRef]
- Cores, A.; Muniz, M.; Ferreira, S.; Robla, J.I.; Mochon, J. Relationship between sinter properties and iron ore granulation index. Ironmak. Steelmak. 2012, 39, 85–94. [Google Scholar] [CrossRef]
- Formoso, A.; Moro, A.; Fernandez-Pello, G.; Muniz, M.; Jimenez, J.; Moro, A.; Cores, A. Study of the iron ores mixture granulation in the sintering process. Part 2. Granulation index. Rev. De Metal. 2000, 36, 254–265. [Google Scholar] [CrossRef]
- Kumar, S.; Jaiswal, A.; Sah, R. Improving the sinter productivity with increased specular iron ore in sinter blend. J. Min. Metall. Sect. B-Metall. 2022, 58, 261–273. [Google Scholar] [CrossRef]
- Park, J.; Kim, E.; Suh, I.K.; Lee, J. A Short Review of the Effect of Iron Ore Selection on Mineral Phases of Iron Ore Sinter. Minerals 2022, 12, 35. [Google Scholar] [CrossRef]
- Zhu, X.; Han, Y.; Sun, Y.; Li, Y.; Wang, H. Siderite as a novel reductant for clean utilization of refractory iron ore. J. Clean. Prod. 2020, 245, 118704. [Google Scholar] [CrossRef]
- Wang, D.; Pan, J.; Zhu, D.; Guo, Z.; Yang, C.; Yuan, Z. An efficient process to upgrade siderite ore by pre oxidation-magnetization roasting-magnetic separation-acid leaching. J. Mater. Res. Technol. 2022, 19, 4296–4307. [Google Scholar] [CrossRef]
- Liu, D.; Evans, G.; Loo, C.E. Iron ore sinter structure development under realistic thermal conditions. Chem. Eng. Res. Des. 2018, 130, 129–137. [Google Scholar] [CrossRef]
- Yang, A.-M.; Jiang, T.-Y.; Han, Y.; Li, J.; Li, Y.-F.; Liu, C.-Y. Research on application of on-line melting in-situ visual inspection of iron ore powder based on Faster R-CNN. Alex. Eng. J. 2022, 61, 8963–8971. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minerals | TFe | SiO2 | Al2O3 | CaO | MgO | P | S | LOI |
|---|---|---|---|---|---|---|---|---|
| May concentrate | 57.55 | 5.21 | 1.11 | 2.82 | 0.97 | 0.092 | 0.32 | 6.86 |
| Blended ore | 58.63 | 5.32 | 1.76 | 0.30 | 0.14 | 0.068 | 0.057 | 6.18 |
| Dolomite | 0.37 | 2.23 | 0.59 | 30.42 | 19.56 | 0.026 | 0.007 | 44.69 |
| Coke breeze | 1.35 | 7.10 | / | 1.35 | 0.20 | 0.039 | 0.75 | 83.07 |
| Limestone | 0.50 | 2.58 | 0.77 | 51.95 | 1.15 | 0.014 | 0.13 | 38.05 |
| Lime | 0.16 | 1.08 | 0.18 | 87.57 | 1.26 | 0.018 | 0.004 | 7.80 |
| Bentonite | 5.27 | 54.01 | 14.96 | 5.22 | 3.18 | 0.092 | 0.26 | 10.59 |
| Minerals | Particle Size Composition (wt.%) | Specific Surface Area (cm2·g−1) | ||||
|---|---|---|---|---|---|---|
| +0.15 mm | 0.10~0.15 mm | 0.10~0.074 mm | 0.074~0.045 mm | −0.045 mm | ||
| May concentrate | 0.72 | 5.47 | 8.95 | 13.01 | 71.85 | 1337 |
| Minerals | Particle Size Composition (wt.%) | Specific Surface Area (cm2·g−1) | ||||||
|---|---|---|---|---|---|---|---|---|
| +8 mm | 5~8 mm | 3~5 mm | 1~3 mm | 0.5–1 mm | 0.15–0.5 mm | −0.15 mm | ||
| Blended ore | 10.31 | 26.10 | 20.13 | 23.42 | 3.98 | 8.02 | 8.04 | 708 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, F.; Yang, Y.; Wang, L.; Tang, P.; Zhong, Q.; Li, Q.; Jiang, T. Strengthening Granulating and Sintering Performance of Refractory Iron Concentrate by Pre-Pelletizing. Metals 2023, 13, 679. https://doi.org/10.3390/met13040679
Han F, Yang Y, Wang L, Tang P, Zhong Q, Li Q, Jiang T. Strengthening Granulating and Sintering Performance of Refractory Iron Concentrate by Pre-Pelletizing. Metals. 2023; 13(4):679. https://doi.org/10.3390/met13040679
Chicago/Turabian StyleHan, Fengguang, Yongbin Yang, Lin Wang, Peiyao Tang, Qiang Zhong, Qian Li, and Tao Jiang. 2023. "Strengthening Granulating and Sintering Performance of Refractory Iron Concentrate by Pre-Pelletizing" Metals 13, no. 4: 679. https://doi.org/10.3390/met13040679