
Future Research and Developments on Reuse and Recycling of Steelmaking By-Products

 ,
,  ,
, 
Abstract
:1. Introduction
- increasingly stringent legislation on waste/residues disposal;
- high content of metal oxides in residues, which can be used to (partially) replace costly virgin raw material;
- chemical and physical properties of steel residues and by-products that make them useful in other sectors.
2. Current Industrial Utilization of Residues Derived from the Steel Sector
- Basic materials in spent refractories (around 50% of granular materials recycled) can be used in EAF or converted as a substitute of the lime (usually containing calcium oxide and/or calcium hydroxide) and dololime (mainly containing calcium and magnesium oxides). The possible partial substitution of fired lime and calcined dolomite with adequate quantities of granulated materials obtained from spent refractories (refer to Table 2, Fines 1, Fines 2 and Fines 3) with the aim of obtaining EAF slags with characteristics suitable for the process has been theoretically evaluated within the project activities.
- Aluminous materials contained in spent refractories (around 40% of high alumina fluxes restored in the process) can be used as substitute of alumina fluxes for slag conditioning/forming.
- Spent refractories, containing about 5% of steel scrap, after separation, can be directly reused in the steelmaking process.
- Only 5% of the collected refractory materials are disposed in landfill.
- 39 million tonnes for forestry
- 88 million tonnes for secondary residues from wood industry
- 90 million tonnes for biowaste
- 16 million tonnes for post-consumer wood.
3. Information Gathering
- internal slag recycling and valorisation outside the steel production cycle;
- extraction of valuable material from waste and wastewater;
- internal and external recycling of Fe-bearing by-products different from slag
- internal and external recycling of by-product with other beneficial and valuable contents, such as metals, coal and lime.
- elimination of harmful elements;
- minimisation of waste generation and landfill;
- process integration solutions for by-products management;
- modelling and simulation.
4. Research and Development Projections
- hydrogen-rich auxiliary reduction gases (CnHm) injected via the tuyere;
- charging scrap via the burden;
- biogenic/alternate carbon sources that can partly replace fossil carbon resources.
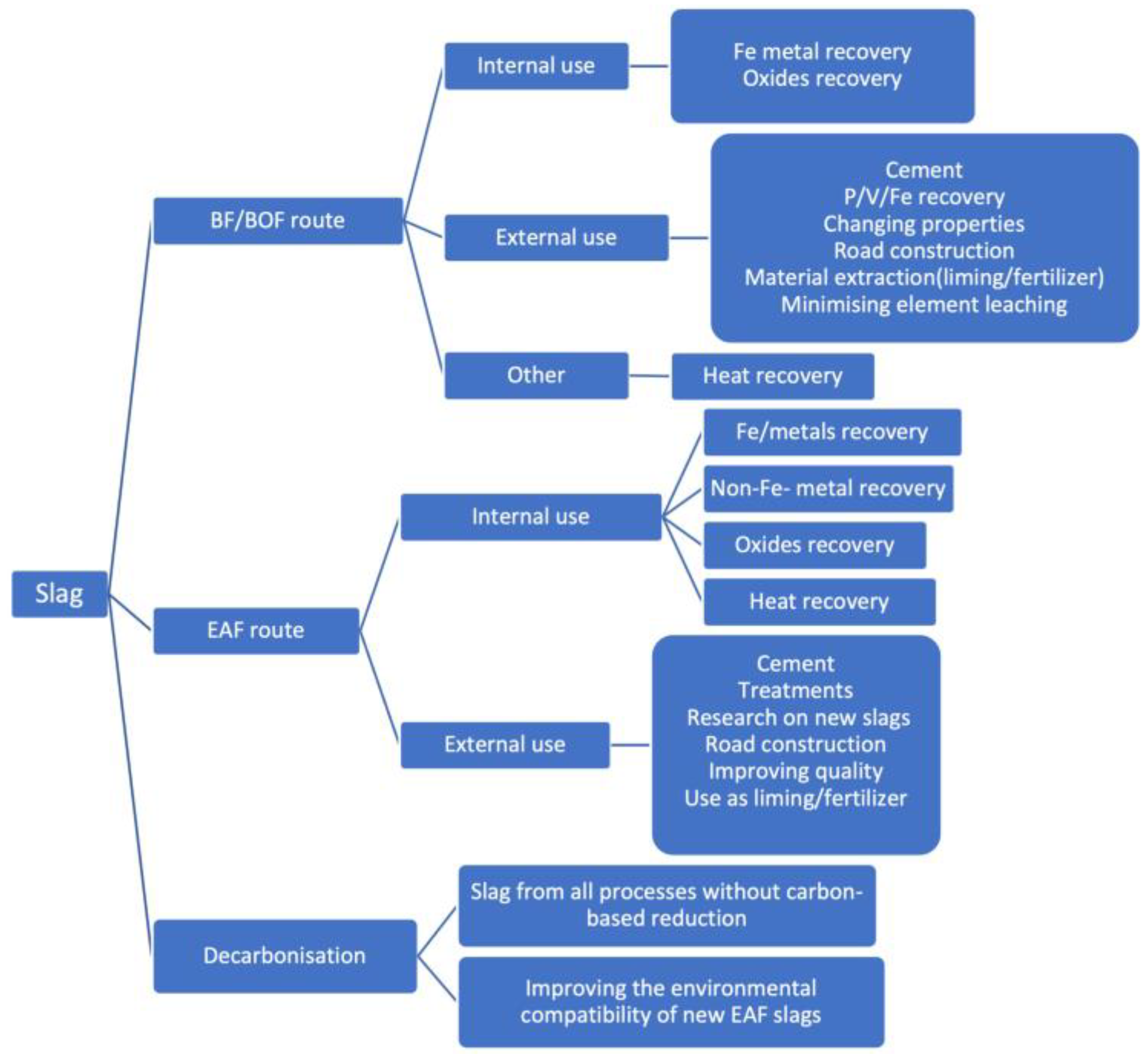
4.1. Slag
4.1.1. BF/BOF Route Slag
- Internal utilisation:
- ○
- Recovery of Fe metal (e.g., Fe from BOF slag as scrap substitute, such as recycling into the BOF as iron carrier and cooling material);
- ○
- recovery of oxides (e.g., FeO/Fe2O3 from BOF slag as iron ore substitute in sinter plant or BF).
- External utilisation:
- ○
- cement;
- ○
- P recovery/V/Fe and a slag product for the cement industry;
- ○
- changing BOF slag properties to be like granulated BF slag;
- ○
- road construction;
- ○
- extraction of valuable material (liming/fertilizer);
- ○
- improvement of the quality to better meet utilization requirements of slag for specific applications;
- ○
- investigation of processes for crystallization to minimize the leaching of certain elements to reduce the amount of slag to be landfilled;
- ○
- industrial processes for producing material for the building industry.
- Other:
- ○
- industrial processes for heat recovering from slag.
4.1.2. EAF Route Slag
- Internal slag utilisation
- ○
- Recovery of Fe and other metals
- ▪
- Fe recovery without carbon-based reduction or with biogenic carbon;
- ▪
- Recovery of Fe for internal utilization (e.g., recycling in the EAF);
- ○
- Recovery of non-Fe metal (e.g., hot slag reduction for Ni/Cr/Fe/Mn (stainless slag) or P recovery/V/Fe/Mn (C steel) and for the cement industry);
- ○
- Recovery of oxides (e.g., substitution of lime with LF slag to EAF, LF slag internal recovery for refractory applications);
- ○
- Heat recovery from EAF and LF slag.
- External slag utilisation
- ○
- cement;
- ○
- treatment (reduction, modification, granulation) to create hydraulic properties for Portland cement and to reduce CO2 emissions in cement industry;
- ○
- research on slag during transitions to H2 ironmaking;
- ○
- construction materials for road construction, earthworks, rail and hydraulic engineering (e.g., improving properties by decreasing leaching of specific elements, volume stability, etc.);
- ○
- improving the slag quality to better meet requirements for its recycling;
- ○
- investigation of slag use as liming/fertilizer material on long-term effects on soil and plants.
4.1.3. Decarbonisation
- Research on slag from all processes without carbon-based reduction:
- ○
- slag from a DRI–EAF route, considering slag conditioning and treatment as well as the utilization of low-grade ore and recycling material as feedstock;
- ○
- slag from DR/SAF/BOF route, considering also slag conditioning and treatment as well as the utilization of low-grade ore and recycling materials as feedstock, to produce a material similar to granulated BF slag;
- Research to improve the environmental compatibility of new EAF slags for different applications.
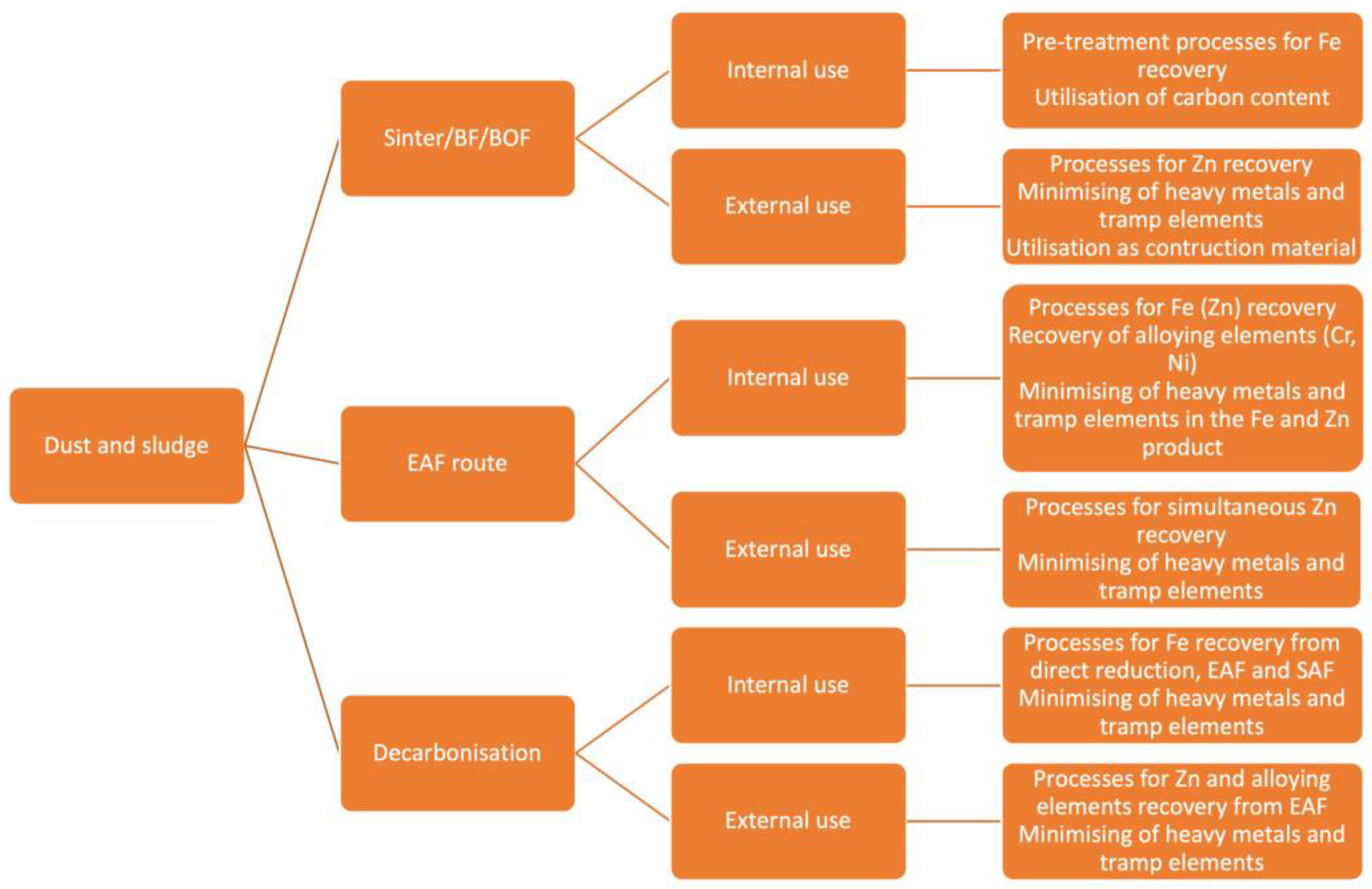
4.2. Dust and Sudge
4.2.1. BF/BOF Route Sludge and Dust
- Internal utilization
- External utilization
4.2.2. EAF Route Sludge and Dust
- Pyrometallurgical processes
- ○
- optimizing the separation of iron from other (high volatile) oxides using dedicated furnaces operating in reducing conditions;
- ○
- using briquettes and/or pellets, including EAF dust and other fine steel by-products;
- ○
- self-reducing briquettes using carbon from alternative sources (e.g., biochar). Using innovative technologies for facilitating the reduction process of reducible oxides (e.g., FeO);
- ○
- optimization of the synergy between procedures allows obtaining hot metal and/or metallic alloys to be reused internally, inert slag to be reused externally, ZnO-enriched dust to be treated for valuable metal recovery;
- ○
- innovative microwave heating technologies allowing the efficiency increase of the pyrometallurgical process;
- ○
- the use of devoted reducing furnaces for pyrometallurgical processes operating in parallel with EAF as a valid option to be implemented for serving single steel mills.
- Hydrometallurgical processes
- ○
- different leaching solutions can be proposed, i.e., based on ammonium chloride ready for industrial implementation;
- ○
- an integrated pyro/hydro metallurgical process to obtain the pre-selection of the different fractions, thus on the yield of obtained product (metallic zinc having high purity as main objective);
- ○
- recovering residues from the different stages of the hydro process, containing Pb, Ni, Cd, Cu, Al, Si as oxides or as different species according to the different leaching methods (e.g., sulphates);
- ○
- considering possible new options facilitating the leaching process (e.g., the ultrasound-assisted sulphuric leaching that allows maintaining the process efficiency as dissolution of franklinite at lower acid concentration);
- ○
- implementing hydrometallurgical plants fitted for serving a single steel mill.
4.2.3. Decarbonisation: Sludge and Dust
- partial replacement of fossil coal and coke by pre-treated biomass and plastic wastes;
- partial replacement of iron oxides by suitable scrap as secondary raw material;
- injection of hydrogen-rich reduction gases or other carbon sources in the BF.
- recovering the contained iron after application of agglomeration (palletisation, briquetting) for recycling these fine-grained residues into the DR plant or the EAF.
- recycling of DR plant dust/sludge to the same plant through briquetting technology [3], involving tests of new organic or inorganic binder systems to optimize the size of briquettes, the thermal stability and reducibility as well as the selection of a continuous agglomeration device, such as a roller press.
- The implementation of the DR/EAF route would result in the newly upcoming DR- dust and in an increased amount of produced EAF or SAF dust. Nevertheless, this EAF dust will contain low zinc, which can be recycled back to the DR plant or the EAF.
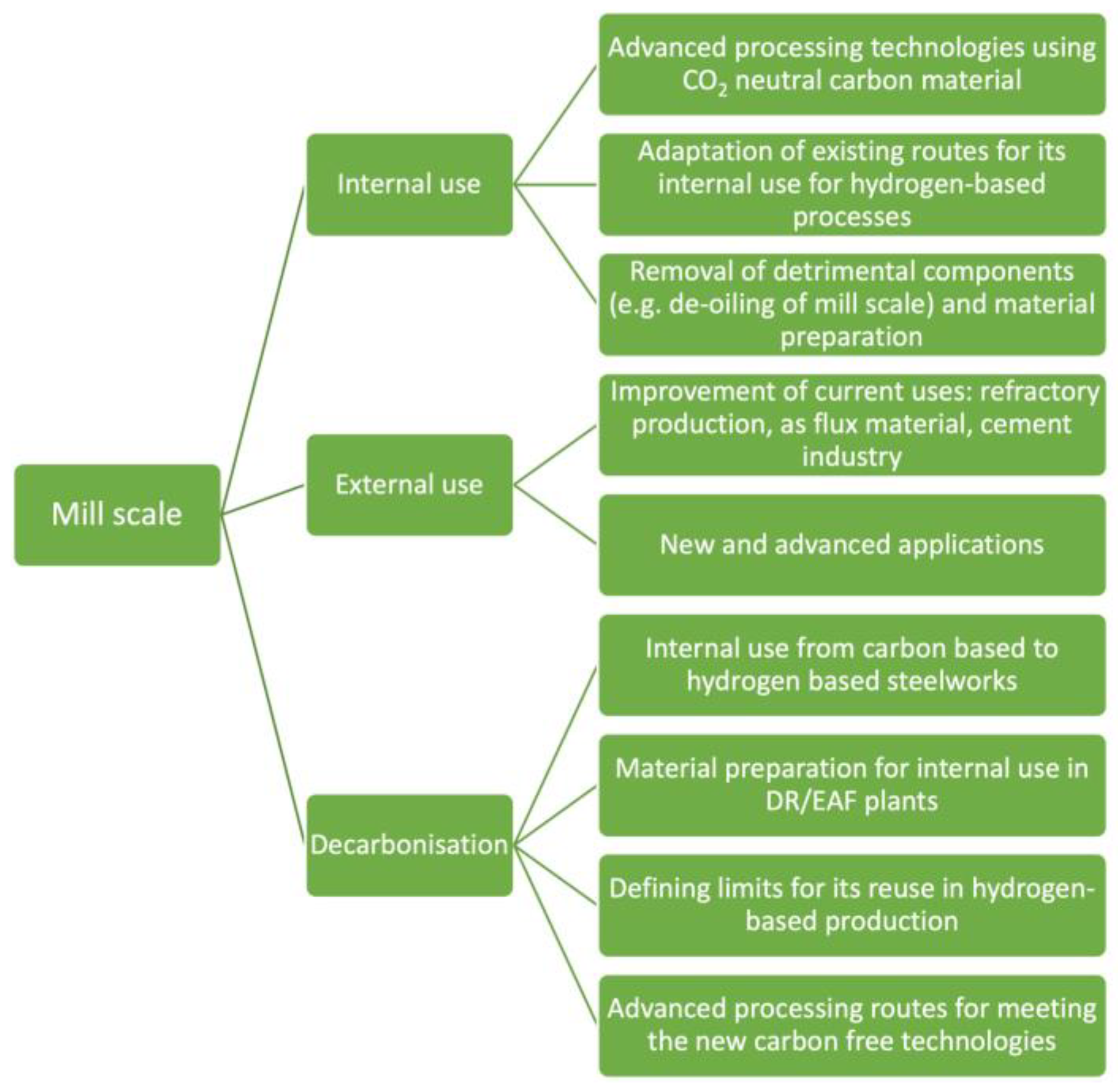
4.3. Mill Scale
- Internal utilization
- External utilization
Decarbonisation
- developing internal utilization routes for mill scale and other waste iron oxides from carbon-based to hydrogen-based integrated steelworks involving processing of these residues in the DR plant (shaft furnace) or in the electric furnace for DRI melting (EAF or SAF);
- developing advanced material preparation processes for internal utilization of mill scale in DR/EAF plants;
- defining limits for metallurgical reuse in hydrogen-based steel production due to presence of detrimental components;
- developing advanced processing routes for the mill scale to meet the new carbon free metallurgical technologies.
4.4. Refractory
- Open-loop recycling (for internal recycling):
- ○
- developing/refining processes to select spent materials for a proper selection of the adequate mixtures to be used in different applications (e.g., grinding/sieving and sorting of the spent material);
- ○
- evaluating through laboratory tests the behaviour of mixtures, such as slag formers and fractions from spent refractories. They include dissolution kinetics with the support of theoretical models;
- ○
- developing/refining theoretical models for calculating kinetics and thermodynamics aspects of the mixtures, including spent refractories. These models should aim at selecting proper mixtures ensuring slag formation in due time and with adequate fluidity;
- ○
- possible external reuse of selected fractions of spent refractories, such as cement and ceramics.
- Closed-loop recycling (suitable for internal and external recycling)
- ○
- refining/optimising of automatic systems for identifying different classes of spent materials for a more efficient and objective sorting (e.g., methods based on cameras/laser systems, such as LIBS);
- ○
- developing/refining intelligent software systems to be coupled with the optical devices. In particular, application of artificial intelligence (AI), machine learning (ML) as well as Big Data and edge computing are expected;
- ○
- optimizing methods for purification of materials coming from spent refractory to achieve a purity level comparable to the correspondent virgin material.
- ○
- demonstrative projects involving the use of refractories from recycled refractories, showing adequate performance in real operating conditions, to overcome the mistrust still present in stakeholders and refractory producers.
Decarbonization
- development of refractory materials with reduced carbon or carbon-free content;
- identifying adequate materials to be used as substitutes, such as graphite, pet-coke, tar-pitch, petroleum pitch;
- laboratory- and pilot-scale studies on needed refining of the new materials’ chemical composition, focusing also on the possible impact on steel quality;
- laboratory- and pilot-scale studies to identify possible refinements of chemical composition to be used in process conditions involving use of hydrogen;
- developing new refractory materials and new process routes also requires adaptation of the processing methods for recycling refractory materials;
4.5. Secondary Raw Materials
- using real plastic material waste streams;
- integrating biomass treatment and upgrading with EAF processes (e.g., use of waste heat from the EAF process for biomass processes);
- charging and EAF operation when materials with high volatile matter are used (to ensure the efficient use of the alternative carbon as an energy source);
- increasing the amount of polymers blended with fossil coke for injection carbon.
4.6. Modelling/Simulation for By-Products
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Steel in Figures 2022. Available online: https://www.eurofer.eu/assets/publications/brochures-booklets-and-factsheets/european-steel-in-figures-2022/European-Steel-in-Figures-2022-v2.pdf (accessed on 20 September 2022).
- World Steel in Figures 2021, Worldsteel.org. Available online: https://worldsteel.org/media-centre/press-releases/2021/world-steel-in-figures-2021-now-available/ (accessed on 20 September 2022).
- Rieger, J.; Colla, V.; Matino, I.; Branca, T.A.; Stubbe, G.; Panizza, A.; Brondi, C.; Falsafi, M.; Hage, J.; Wang, X.; et al. Residue Valorization in the Iron and Steel Industries: Sustainable Solutions for a Cleaner and More Competitive Future Europe. Metals 2021, 11, 1202. [Google Scholar] [CrossRef]
- Euroslag Statistic 2021. Available online: https://www.euroslag.com/products/statistics/statistics-2021/ (accessed on 23 February 2022).
- European Steel Technology Platform–ESTEP. Strategic Research Agenda (SRA). Available online: https://www.estep.eu/assets/SRA-Update-2017Final.pdf (accessed on 20 September 2022).
- Axelson, M.; Oberthür, S.; Nilsson, L.J. Emission reduction strategies in the EU steel industry: Implications for business model innovation. J. Ind. Ecol. 2021, 25, 390–402. [Google Scholar] [CrossRef]
- Branca, T.A.; Fornai, B.; Colla, V.; Pistelli, M.I.; Faraci, E.L.; Cirilli, F.; Schröder, A.J. Industrial Symbiosis and Energy Efficiency in European Process Industries: A Review. Sustainability 2021, 13, 9159. [Google Scholar] [CrossRef]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and Recycling of By-Products in the Steel Sector: Recent Achievements Paving the Way to Circular Economy and Industrial Symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef] [Green Version]
- Saranya, P.; Nagarajan, P.; Shashikala, A. Eco-Friendly Ggbs Concrete: A State-of-the-Art Review. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; p. 012057. [Google Scholar]
- Vacková, P.; Kotoušová, A.; Valentin, J. Use of recycled aggregate from blast furnace slag in the design of asphalt mixtures. Waste Forum 2018, 1, 60–72. [Google Scholar]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Rodgers, K.; McLellan, I.; Cuthbert, S.; Masaguer Torres, V.; Hursthouse, A. The potential of remedial techniques for hazard reduction of steel process by products: Impact on steel processing, waste management, the environment and risk to human health. Int. J. Environ. Res. Public Health 2019, 16, 2093. [Google Scholar] [CrossRef] [Green Version]
- Skaf, M.; Pasquini, E.; Revilla-Cuesta, V.; Ortega-López, V. Performance and durability of porous asphalt mixtures manufactured exclusively with electric steel slags. Materials 2019, 12, 3306. [Google Scholar] [CrossRef] [Green Version]
- Sellner, B.M.; Hua, G.; Ahiablame, L.M.; Trooien, T.P.; Hay, C.H.; Kjaersgaard, J. Evaluation of industrial by-products and natural minerals for phosphate adsorption from subsurface drainage. Environ. Technol. 2019, 40, 756–767. [Google Scholar] [CrossRef] [PubMed]
- Drissen, P. Aufkommen und Verbleib von Stäuben, Schlämmen und Walzzunder der Eisen- und Stahlindustrie, Report. Wiss. Des FEhS-Inst. 2019, 2, 13–17. [Google Scholar]
- Worldsteel Association. Steel Statistical Yearbook 2019 Concise Version. Available online: https://worldsteel.org/wp-content/uploads/Steel-Statistical-Yearbook-2019-concise-version.pdf (accessed on 20 September 2022).
- Rieger, J.; Schenk, J. Residual processing in the European steel industry: A technological overview. J. Sustain. Metall. 2019, 5, 295–309. [Google Scholar] [CrossRef]
- Roudier, S.; Sancho, L.D.; Remus, R.; Aguado-Monsonet, M. Best Available Techniques (BAT) Reference Document for Iron and Steel Production: Industrial Emissions Directive 2010/75/EU: Integrated Pollution Prevention and Control (No. JRC69967). Joint Research Centre (Seville Site). 2013. Available online: https://op.europa.eu/en/publication-detail/-/publication/eaa047e8-644c-4149-bdcb-9dde79c64a12/language-en (accessed on 20 September 2022).
- Stewarts, C. Sustainability in Action: Recovery of Zinc from EAF Dust in the Steel Industry. In Proceedings of the International Lead and Zinc Study Group (ILZSG); ILZSG: Liverpool, UK, 2015. [Google Scholar]
- Thiel, S.; Thomé-Kozmiensky, E.; Senk, D.G.; Wotruba, H.; Antrekowitsch, H.; Pomberger, R. Mineralische Nebenprodukte und Abfälle 7:-Aschen, Schlacken, Stäube und Baurestmassen; RWTH Publications: Austria, Germany, 2020. [Google Scholar]
- IPBM (In-Plant By-Product Melting Process). Available online: https://op.europa.eu/en/publication-detail/-/publication/dedc7d6a-9ac2-435e-9c39-89255e447725 (accessed on 20 September 2022).
- Mill Scale, Sales and Information, Mill Scale. Available online: https://millscale.org/ (accessed on 20 September 2022).
- Buhr, A.; Bruckhausen, R.; Fahndrich, R. The steel industry in Germany–trends in clean steel technology and refractory engineering. Refract. Worldforum 2016, 8, 57–63. [Google Scholar]
- Chetlapalli, S.; Cappel, J. High Value added Refractories for high Quality Steelmaking. In Proceedings of the Value Enhancement through Refractories IREFCON16, Hyderabad, India, 20–22 January 2016. [Google Scholar]
- Horckmans, L.; Nielsen, P.; Dierckx, P.; Ducastel, A. Recycling of refractory bricks used in basic steelmaking: A review. Resour. Conserv. Recycl. 2019, 140, 297–304. [Google Scholar] [CrossRef]
- Conejo, A.N.; Lule, R.G.; Lopéz, F.; Rodriguez, R. Recycling MgO-C refractory in electric arc furnaces. Resour. Conserv. Recycl. 2006, 49, 14–31. [Google Scholar] [CrossRef]
- Porisiensi, S. Recycling of ladle slag and spent refractories by injection into EAF. In Proceedings of the Iron & Steel Society International Technology Conference and Exposition 2003, Indianapolis, IN, USA, 27–30 April 2003. [Google Scholar]
- Memoli, F.; Brioni, O.; Mapelli, C.; Guzzon, M.; Sonetti, O. Recycling of Ladle Slag in the EAF: A Way to Improve Environmental Conditions and Reduce Variable Costs in the Steel Plants—The results of Stefana SpA (Italy). In Proceedings of the Iron & Steel Technology Conference Proceedings (AISTech), Warrendale, PA, USA, 1–4 May 2006. [Google Scholar]
- Viklund-White, C.; Johansson, H.; Ponkala, R. Utilization of spent refractories as slag formers in steelmaking. In Proceedings of the Sixth International Conference on Molten Slags, Fluxes and Salts, Stockholm, Sweden, 12–17 June 2000. [Google Scholar]
- Ludwig, M.; Śnieżek, E.; Jastrzębska, I.; Prorok, R.; Sułkowski, M.; Goławski, C.; Fischer, C.; Wojteczko, K.; Szczerba, J. Recycled magnesia-carbon aggregate as the component of new type of MgO-C refractories. Constr. Build. Mater. 2021, 272, 121912. [Google Scholar] [CrossRef]
- European Commission, CORDIS, H2020. Integrated Refractory and Steel Recovery, ReStoRe Project. Available online: https://cordis.europa.eu/project/id/859087 (accessed on 22 September 2022).
- ReStoRe (REfractory and STeel REcovery). Available online: https://www.deref.com/index.php/it/restore (accessed on 22 September 2022).
- Ellen MacAuthor Foundation. Towards the Circular Economy Vol. 1: An Economic and Business Rationale for an Accelerated Transition; Ellen McArthur Foundation: Isle of Wight, UK, 2013. [Google Scholar]
- Lule, R.G.; Conejo, A.N.; Lopez, F.A.; Rodriguez, R. Recycling MgO-C Refractory in the EAF of IMEXSA. In Proceedings of the AISTech-Conference, Association for Iron & Steel Technology, Charlotte, NC, USA, 9–12 May 2005. [Google Scholar]
- European Commission, CORDIS FP7. Innovative Separation Technologies for High Grade Recycling of Refractory Waste Using Non Destructive Technologies (REFRASORT Project). Available online: https://cordis.europa.eu/project/id/603809/de (accessed on 22 September 2022).
- Kieush, L.; Rieger, J.; Schenk, J.; Brondi, C.; Rovelli, D.; Echterhof, T.; Cirilli, F.; Thaler, C.; Jaeger, N.; Snaet, D.; et al. A Comprehensive Review of Secondary Carbon Bio-Carriers for Application in Metallurgical Processes: Utilization of Torrefied Biomass in Steel Production. Metals 2022, 12, 2005. [Google Scholar] [CrossRef]
- S2Biom: Delivery of Sustainable Supply of Non-Food Biomass to Support a “Resource-Efficient” Bioeconomy in Europe. Available online: https://www.s2biom.eu/index.html (accessed on 27 September 2022).
- Fossilfritt Sverige. Bio-Strategy. Available online: https://fossilfrittsverige.se/en/start-english/strategies/biostrategy/ (accessed on 27 September 2022).
- Jarnerud, T. Application of Wastes from Pulp and Paper Industries for Steelmaking Processes; KTH Royal Institute of Technology: Stockholm, Sweden, 2021. [Google Scholar]
- Nosek, R.; Holubcik, M.; Jandacka, J.; Radacovska, L. Analysis of paper sludge pellets for energy utilization. BioResources 2017, 12, 7032–7040. [Google Scholar] [CrossRef]
- RETROFEED–H2020 EU Project. Available online: https://retrofeed.eu/ (accessed on 28 September 2022).
- Mousa, E.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass applications in iron and steel industry: An overview of challenges and opportunities. Renew. Sustain. Energy Rev. 2016, 65, 1247–1266. [Google Scholar] [CrossRef]
- Suopajärvi, H.; Umeki, K.; Mousa, E.; Hedayati, A.; Romar, H.; Kemppainen, A.; Wang, C.; Phounglamcheik, A.; Tuomikoski, S.; Norberg, N.; et al. Use of biomass in integrated steelmaking–Status quo, future needs and comparison to other low-CO2 steel production technologies. Appl. Energy 2018, 213, 384–407. [Google Scholar] [CrossRef] [Green Version]
- Hoekman, S.K.; Broch, A.; Warren, A.; Felix, L.; Irvin, J. Laboratory pelletization of hydrochar from woody biomass. Biofuels 2014, 5, 651–666. [Google Scholar] [CrossRef]
- Orre, J.; Ökvist, L.S.; Bodén, A.; Björkman, B. Understanding of blast furnace performance with biomass introduction. Minerals 2021, 11, 157. [Google Scholar] [CrossRef]
- Sundqvist Ökvist, L.; Lundgren, M. Experiences of bio-coal applications in the blast furnace process—Opportunities and limitations. Minerals 2021, 11, 863. [Google Scholar] [CrossRef]
- Mousa, E.; Lundgren, M.; Sundqvist Ökvist, L.; From, L.E.; Robles, A.; Hällsten, S.; Sundelin, B.; Friberg, H.; El-Tawil, A. Reduced carbon consumption and CO2 emission at the blast furnace by use of briquettes containing torrefied sawdust. J. Sustain. Metall. 2019, 5, 391–401. [Google Scholar] [CrossRef] [Green Version]
- Jarnerud, T.; Karasev, A.V.; Wang, C.; Bäck, F.; Jönsson, P.G. Utilization of Organic Mixed Biosludge from Pulp and Paper Industries and Green Waste as Carbon Sources in Blast Furnace Hot Metal Production. Sustainability 2021, 13, 7706. [Google Scholar] [CrossRef]
- PlasticsEurope, E.P.R.O. 2019. Plastics—The Facts 2019. An Analysis of European Plastics Production, Demand and Waste Data. Available online: https://www.plasticseurope.org/en/resources/publications/1804-plastics-facts-2019 (accessed on 28 September 2022).
- Knepper, M.; Babich, A.; Senk, D.; Buergler, T.; Feilmayr, C.; Kieberger, N. Waste plastics injection: Reaction kinetics and effect on the blast furnace process. In Proceedings of the 6th International Congress on the Science and Technology of Ironmaking-ICSTI, Rio de Janeiro, Brazil, 14–18 October 2012. [Google Scholar]
- Pietruck, R.; Buchwalder, J.; Harp, G. Gasification of Waste Materials to Reducing Gas for Reduction of Iron Ore, Muenster. 2008. Available online: https://books.google.de/books?id=Nxp1zQEACAAJ (accessed on 28 September 2022).
- Hanrot, F.; Sert, D.; Delinchant, J.; Pietruck, R.; Bürgler, T.; Babich, A.; Fernández López, M.; Álvarez García, R.; Díez Díaz-Estébanez, M.A. CO2 mitigation for steelmaking using charcoal and plastics wastes as reducing agents and secondary raw materials. In Proceedings of the 1st Spanish National Conference on Advances in Materials Recycling and Eco–Energy, Madrid, Spain, 12–13 November 2009. [Google Scholar]
- REUSteel Public Deliverable 2.1. Available online: https://www.reusteel.eu/deliverables.html (accessed on 24 February 2023).
- REUSteel Public Deliverable 5.1. Available online: https://www.reusteel.eu/deliverables.html (accessed on 24 February 2023).
- REUSteel Public Deliverable 4.2. Available online: https://www.reusteel.eu/deliverables.html (accessed on 24 February 2023).
- Colla, V.; Branca, T.A.; Pietruck, R.; Morillion, A.; Algermissen, D.; Martini, U.; Granborm, H.; Rosendahl, S. Reuse and recycling of residual materials in iron and steelmaking: Analysis of relevant results, trends and perspectives. In Proceedings of the ESTAD Symposium REUSteel, 5th ESTAD (European Steel Technology and Application Days), Stockholm, Sweden, 30 August–2 September 2021; 2021. [Google Scholar]
- Brachhold, N.; Aneziris, C.G.; Stein, V.; Roungos, V.; Moritz, K. Low carbon content and carbon-free refractory materials with high thermal shock resistance. Keramische Zeitschrift 2012, 64, 109–114. [Google Scholar]
- Mohoamed, E.; Ewais, M. Carbon based refractories. J. Ceram. Soc. Jpn. 2004, 112, 517–532. [Google Scholar]
- Bag, M.; Adak, S.; Sarkar, R. Study on low carbon containing MgO-C refractory: Use of nano carbon. Ceram. Int. 2012, 38, 2339–2346. [Google Scholar] [CrossRef]
- Echterhof, T. Review on the use of alternative carbon sources in EAF steelmaking. Metals 2021, 11, 222. [Google Scholar] [CrossRef]
- Matino, I.; Colla, V.; Branca, T.A.; Romaniello, L. Optimization of by-products reuse in the steel industry: Valorization of secondary resources with a particular attention on their pelletization. Waste Biomass Valorization 2017, 8, 2569–2581. [Google Scholar] [CrossRef]
- Matino, I.; Colla, V.; Romaniello, L.; Rosito, F.; Portulano, L. Simulation techniques for an efficient use of resources: An overview for the steelmaking field. In Proceedings of the World Congress on Sustainable Technologies (WCST), IEEE, London, UK, 14–16 December 2015. [Google Scholar]
- Colla, V.; Matino, I.; Branca, T.A.; Fornai, B.; Romaniello, L.; Rosito, F. Efficient use of water resources in the steel industry. Water 2017, 9, 874. [Google Scholar] [CrossRef] [Green Version]
- Matino, I.; Colla, V.; Branca, T.A. Extension of pilot tests of cyanide elimination by ozone from blast furnace gas washing water through Aspen Plus® based model. Front. Chem. Sci. Eng. 2018, 12, 718–730. [Google Scholar] [CrossRef]
- Matino, I.; Colla, V.; Baragiola, S. Internal slags reuse in an electric steelmaking route and process sustainability: Simulation of different scenarios through the EIRES monitoring tool. Waste Biomass Valorization 2018, 9, 2481–2491. [Google Scholar] [CrossRef]
- Willard, J.; Jia, X.; Xu, S.; Steinbach, M.; Kumar, V. Integrating scientific knowledge with machine learning for engineering and environmental systems. ACM Comput. Surv. CSUR 2021, 55, 1–37. [Google Scholar] [CrossRef]
- Petrucciani, A.; Zaccara, A.; Matino, I.; Colla, V.; Ferrer, M. Flowsheet Model and Simulation of Produced Slag in Electric Steelmaking to Improve Resource Management and Circular Production. Chem. Eng. Trans. 2022, 96, 121–126. [Google Scholar]
- Matino, I.; Branca, T.A.; Colla, V. Addressing the right by-product recovery steps in steelmaking chain: Support tools for slag recovery, recycle and reuse. In Proceedings of the Residue Valorization in Iron and Steel Industry—Sustainable Solutions for A Cleaner and More Competitive Future EUROPE, Virtual Workshop, ESTEP, Brussels, Belgium, 6–27 November 2020. [Google Scholar]
- Matino, I.; Branca, T.A.; Fornai, B.; Colla, V.; Romaniello, L. Scenario Analyses for By-Products Reuse in Integrated Steelmaking Plants by Combining Process Modeling, Simulation, and Optimization Techniques. Steel Res. Int. 2019, 90, 1900150. [Google Scholar] [CrossRef]
- Porzio, G.F.; Colla, V.; Fornai, B.; Vannucci, M.; Larsson, M.; Stripple, H. Process integration analysis and some economic-environmental implications for an innovative environmentally friendly recovery and pre-treatment of steel scrap. Appl. Energy 2016, 161, 656–672. [Google Scholar] [CrossRef]
- Colla, V.; Matino, I.; Cirilli, F.; Jochler, G.; Kleimt, B.; Rosemann, H.; Unamuno, I.; Tosato, S.; Gussago, F.; Baragiola, S.; et al. Improving energy and resource efficiency of electric steelmaking through simulation tools and process data analyses. Matériaux Tech. 2016, 104, 602. [Google Scholar] [CrossRef]
- Schneider, C.; Lechtenböhmer, S. Industrial site energy integration: The sleeping giant of energy efficiency? Identifying site specific potentials for vertical integrated production at the example of German steel production. In Proceedings of the ECEEE Industrial Summer Study Proceedings, Stockholm, Sweden, 11–13 June 2018; pp. 587–598. [Google Scholar]
- Colla, V.; Cirilli, F.; Kleimt, B.; Unamuno, I.; Tosato, S.; Baragiola, S.; Klung, J.S.; Quintero, B.P.; De Miranda, U. Monitoring the environmental and energy impacts of electric arc furnace steelmaking. Matériaux Tech. 2016, 104, 102. [Google Scholar] [CrossRef]
- Matino, I.; Alcamisi, E.; Colla, V.; Baragiola, S.; Moni, P. Process modelling and simulation of electric arc furnace steelmaking to allow prognostic evaluations of process environmental and energy impacts. Matériaux Tech. 2016, 104, 104. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| By-Products | Utilization | Quantities |
|---|---|---|
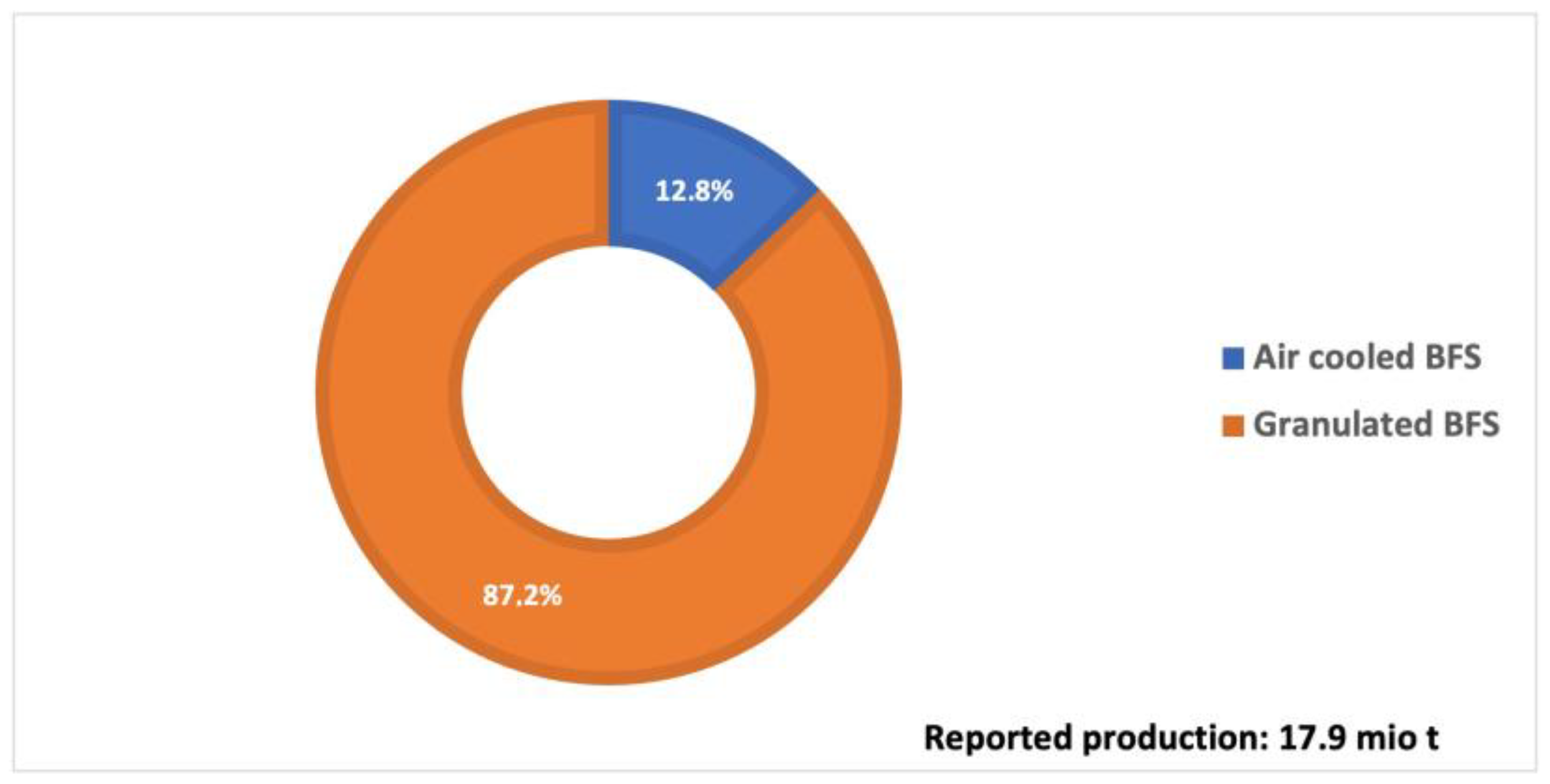
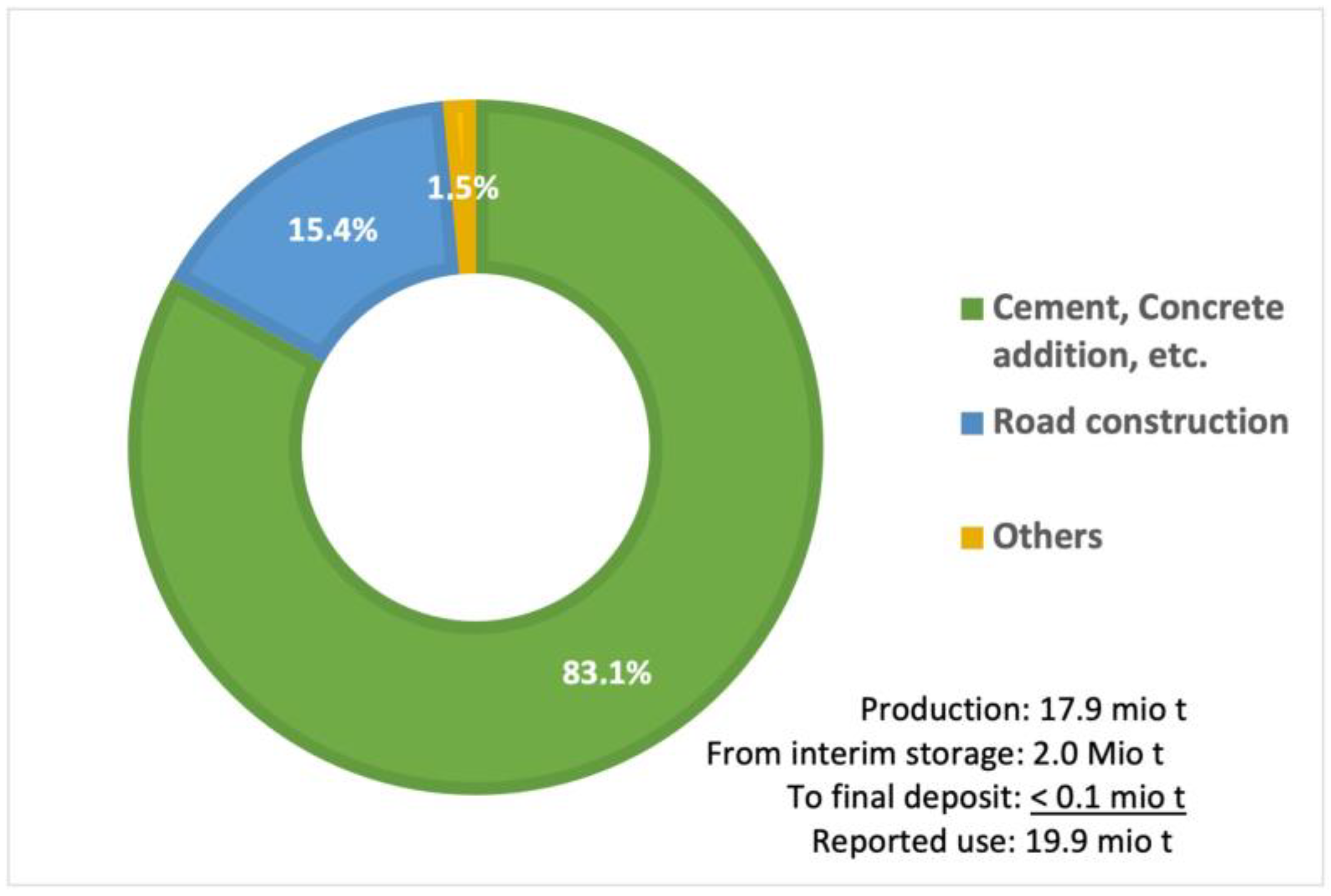
| BF slag (GB/AB slag) | Cement/concrete, road, others | 17.9 M tonnes (2021) |
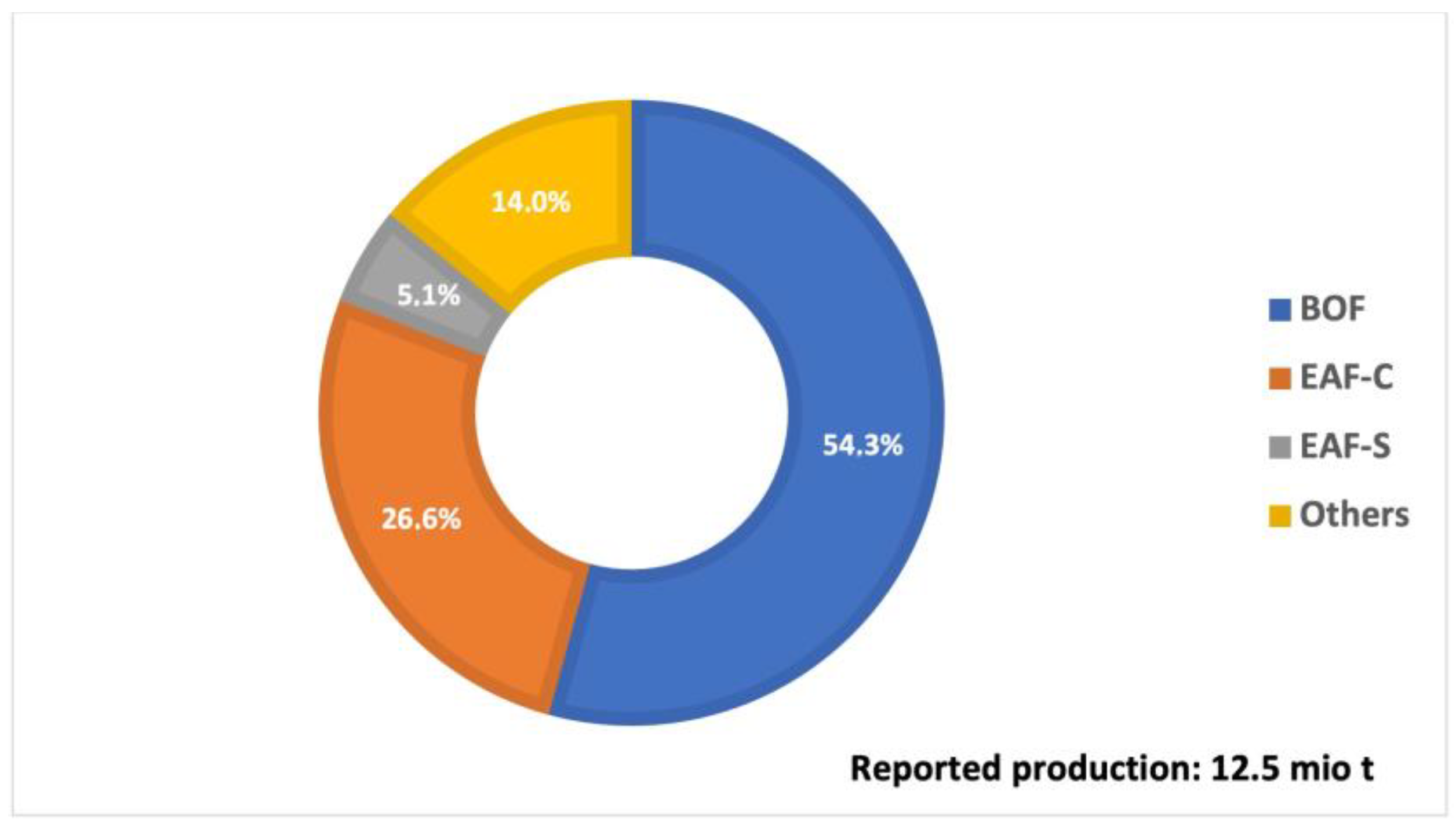
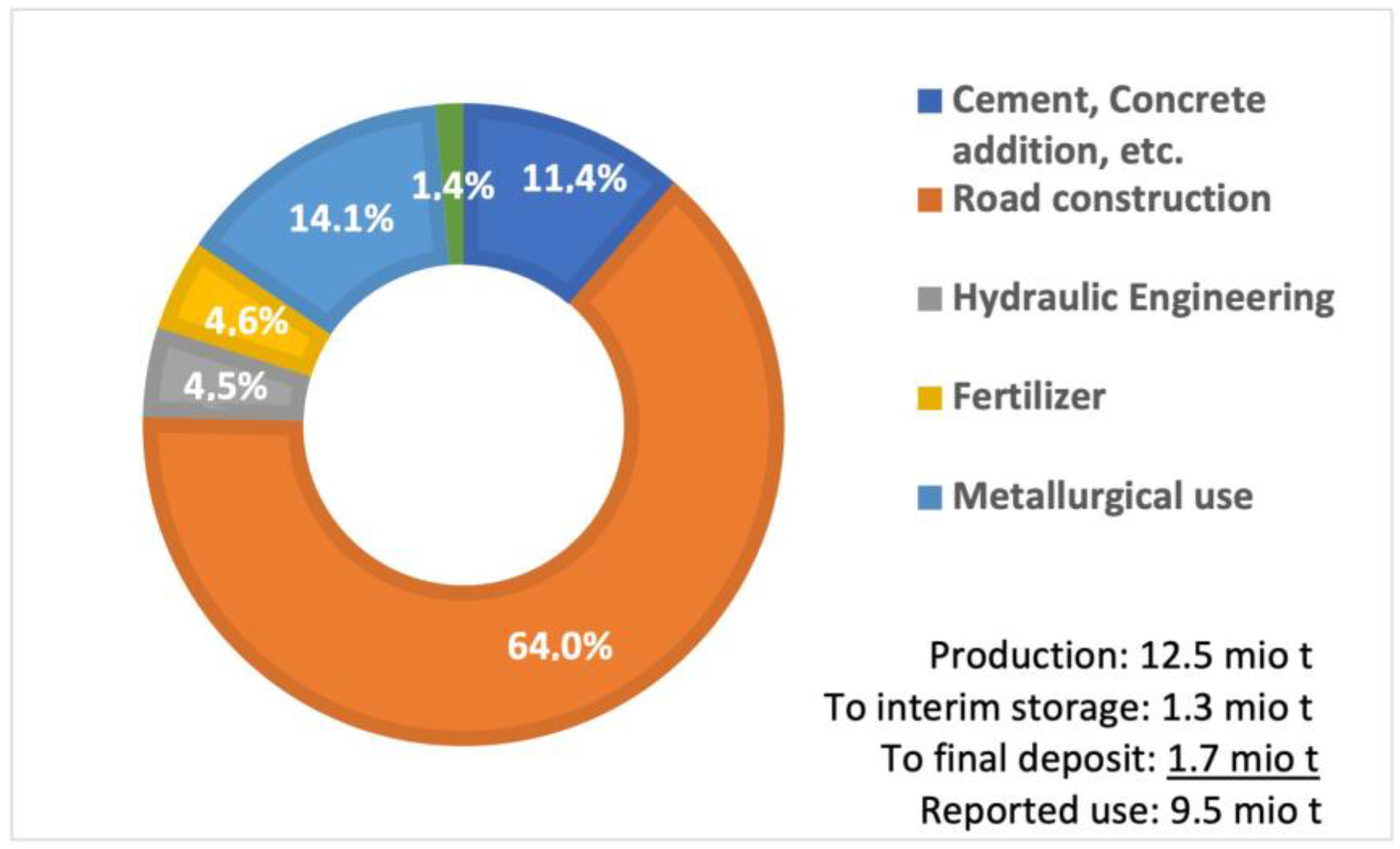
| BOF slag | Cement/concrete, road, hydraulic engineering, fertilizer, metallurgical use, others | 12.5 M tonnes (2021) |
| EAF C slag | Landfill replacement, landfill building material, aggregate | |
| EAF S slag | Landfill replacement, landfill building material, metal extraction, aggregates (e.g., unbound mixtures) | |
| LF slag | Acid mine drainage prevention, treatment, remediation; soil stabilization and road base reclamation; sludge solidification and stabilization; hazardous waste stabilization; flowable fill and excavatable backfill. | |
| Sinter dust | Internal recycling as sinter raw material | 167.7 M tonnes (2018) |
| BF dust (coarse) | Internal: mixed and granulated in sinter raw material, pelletized/ briquetted in BF burden or injected to BF via tuyere | |
| BF sludge (fine) | Internal: dezincing pre-treatment by hydro cyclone, afterwards: mixed and granulated in sinter raw material, briquetted in BF External: dezincing (Shaft furnace—Oxycup, DK Recycling—Waelz process); sent to the landfill | |
| BOF dust (coarse) | Internal: used in the sinter plant, BF and BOF | |
| BOF dust/sludge (fine) | External: dezincing (Shaft furnace process); sent to the landfill | |
| EAF C dust | External: zinc recovery through the pyrometallurgical Waelz process (rotary kiln). | |
| EAF S dust | External: processed to recover Cr and Ni in the form of ferroalloys. | |
| Mill scale | Internal: recovering metal to be reused in the steel production External: cement sector, cement clinker manufacturing, used in counterweights, ferroalloy production, production of friction agents, production of refractories, welding electrodes, iron salts and iron oxides. | 0.3–1.3 M tonnes/year |
| Refractories | As slag conditioners in EAF and BOF; as a substitute of the lime and dololime in EAF and BOF; disposed in landfill. | Consumption: 8–10 kg/t (BF/BOF) 5–7 kg/t (EAF) |
| Secondary raw materials | Biomass: replacing fossil fuel and carbon Plastic: as alternative carbon source in steelmaking |
| MgO [%] | CaO [%] | Al2O3 [%] | SiO2 [%] | Fe2O3 [%] | Details | |
|---|---|---|---|---|---|---|
| Fines 1 | 50 | 46.1 | 0.8 | 2.2 | 0.9 | Granulated dolomia based (5/50 mm) from exhaust refractories |
| Fines 2 | 88.1 | 1.6 | 7.1 | 1.1 | 1 | Granulated magnesia based (5/50 mm) from exhaust refractories |
| Fines 3 | 86.3 | 1.7 | 8.7 | 1.4 | 1 | Granulated magnesia based (5/50 mm) from exhaust refractories |
| Ref-1 | 0.8 | 99 | 0.3 | 1 | 0.2 | Fired lime 5/50 mm |
| Ref-2 | 27 | 72 | 0.4 | 1 | 0.2 | Calcined dolomite 5/50 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colla, V.; Branca, T.A.; Pietruck, R.; Wölfelschneider, S.; Morillon, A.; Algermissen, D.; Rosendahl, S.; Granbom, H.; Martini, U.; Snaet, D. Future Research and Developments on Reuse and Recycling of Steelmaking By-Products. Metals 2023, 13, 676. https://doi.org/10.3390/met13040676
Colla V, Branca TA, Pietruck R, Wölfelschneider S, Morillon A, Algermissen D, Rosendahl S, Granbom H, Martini U, Snaet D. Future Research and Developments on Reuse and Recycling of Steelmaking By-Products. Metals. 2023; 13(4):676. https://doi.org/10.3390/met13040676
Chicago/Turabian StyleColla, Valentina, Teresa Annunziata Branca, Roland Pietruck, Simon Wölfelschneider, Agnieszka Morillon, David Algermissen, Sara Rosendahl, Hanna Granbom, Umberto Martini, and Delphine Snaet. 2023. "Future Research and Developments on Reuse and Recycling of Steelmaking By-Products" Metals 13, no. 4: 676. https://doi.org/10.3390/met13040676