
Magnesium Alloy Scrap Vacuum Gasification—Directional Condensation to Purify Magnesium
Abstract
:1. Introduction
2. Theoretical Analysis
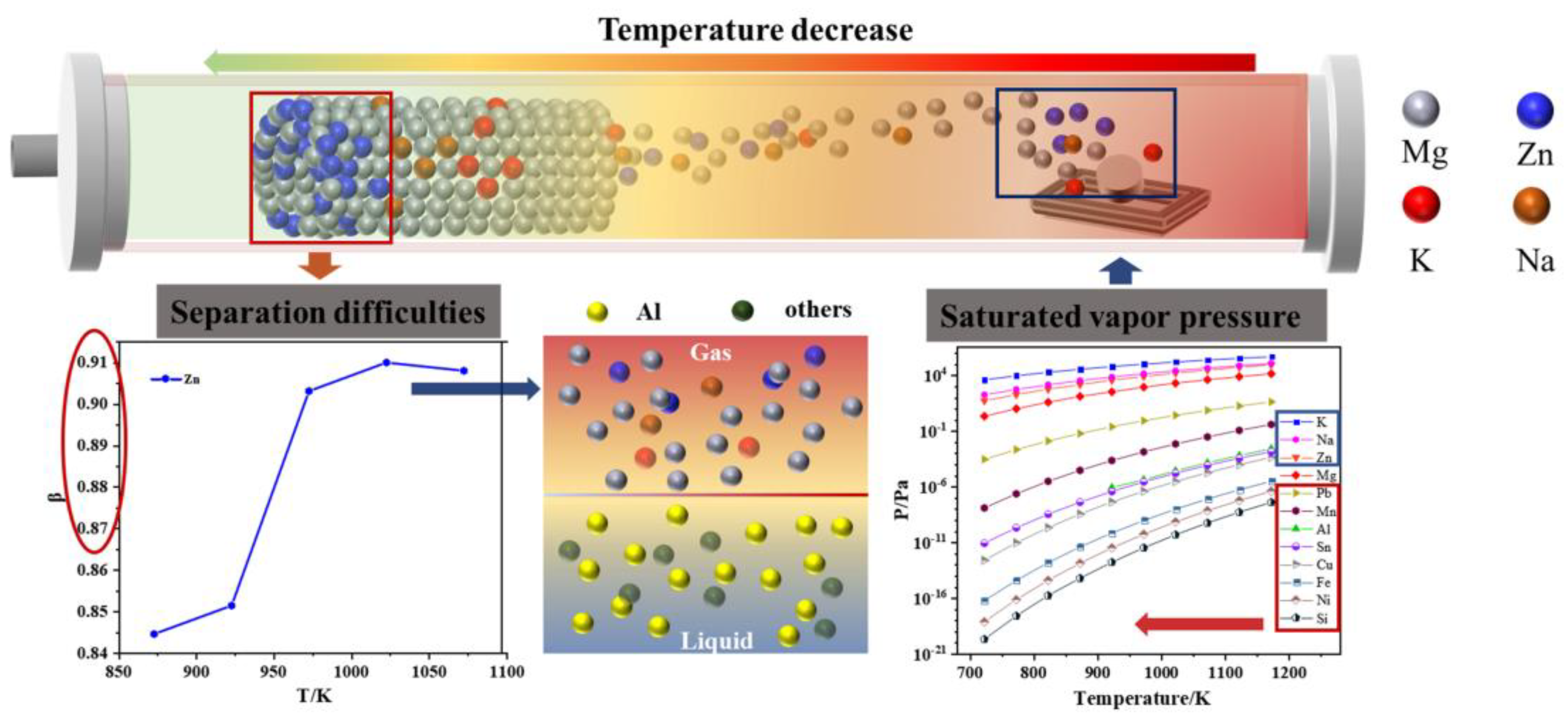
2.1. Saturation Vapor Pressure
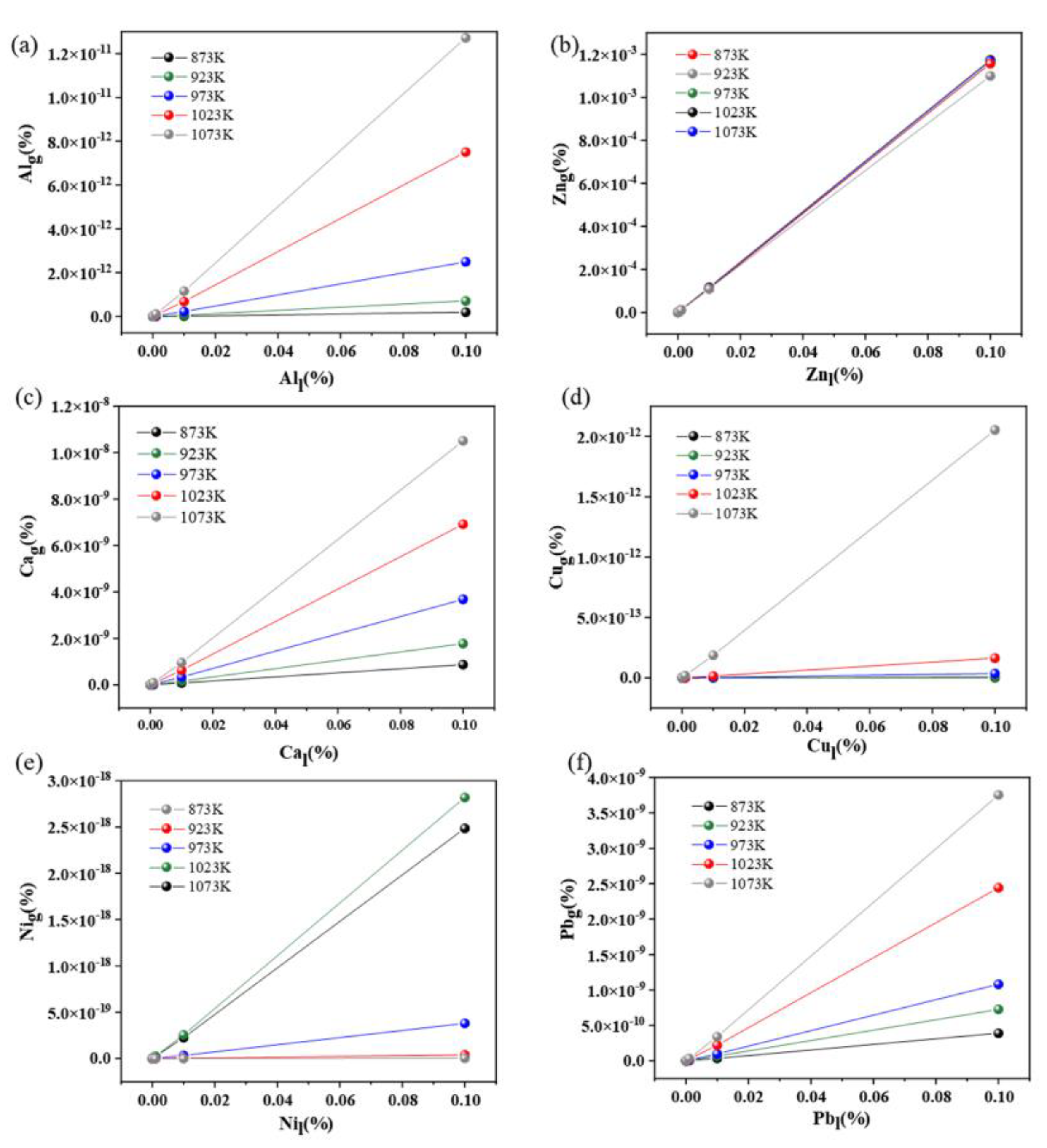
2.2. Separation Coefficients
3. Materials and Methods
3.1. Materials
3.2. Method
4. Results and Discussion
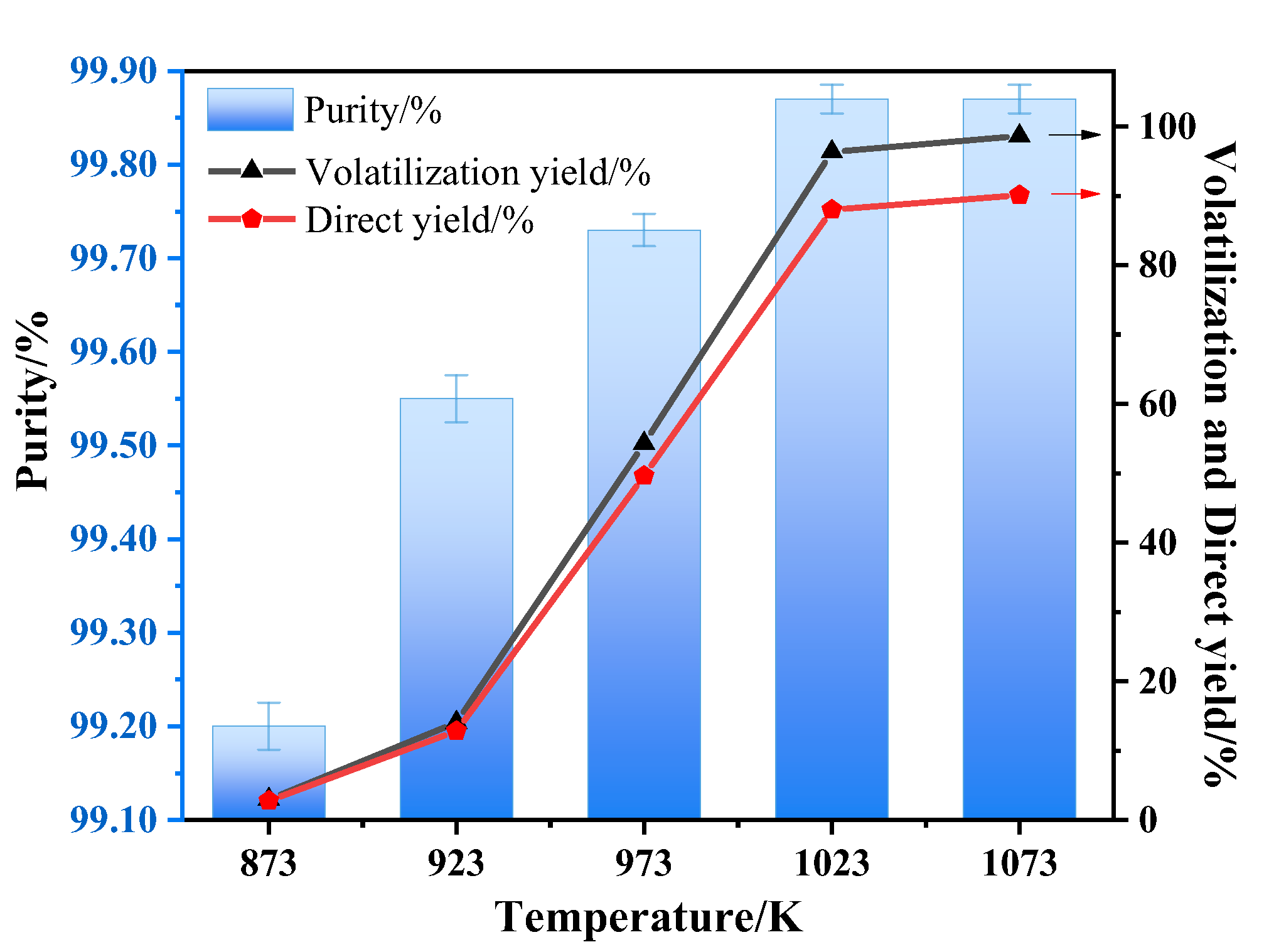
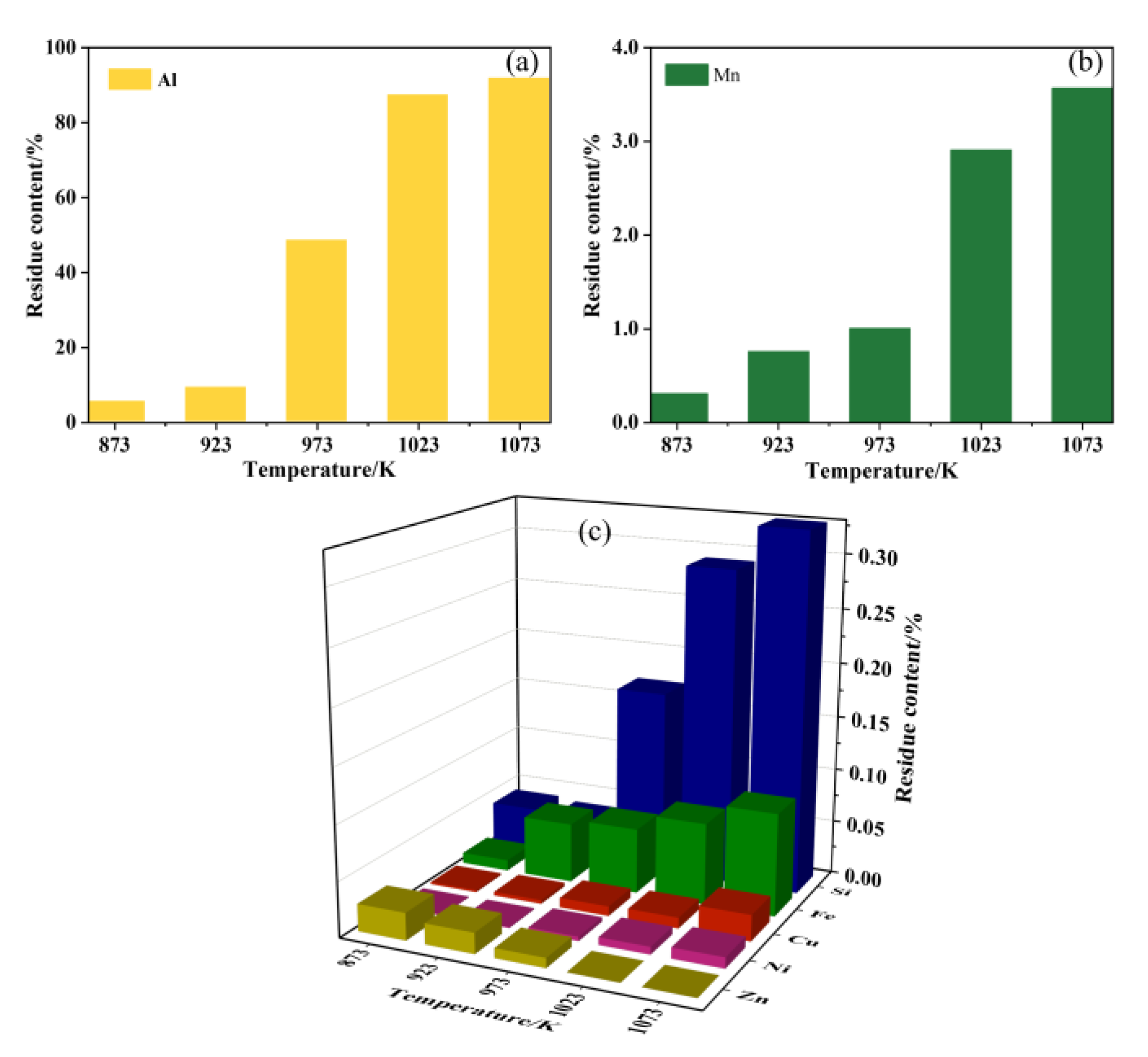
4.1. Effect of Distillation Temperature on the Purity of Magnesium
4.2. Effect of Condensation Temperature on the Purity of Magnesium
5. Conclusions
- (1)
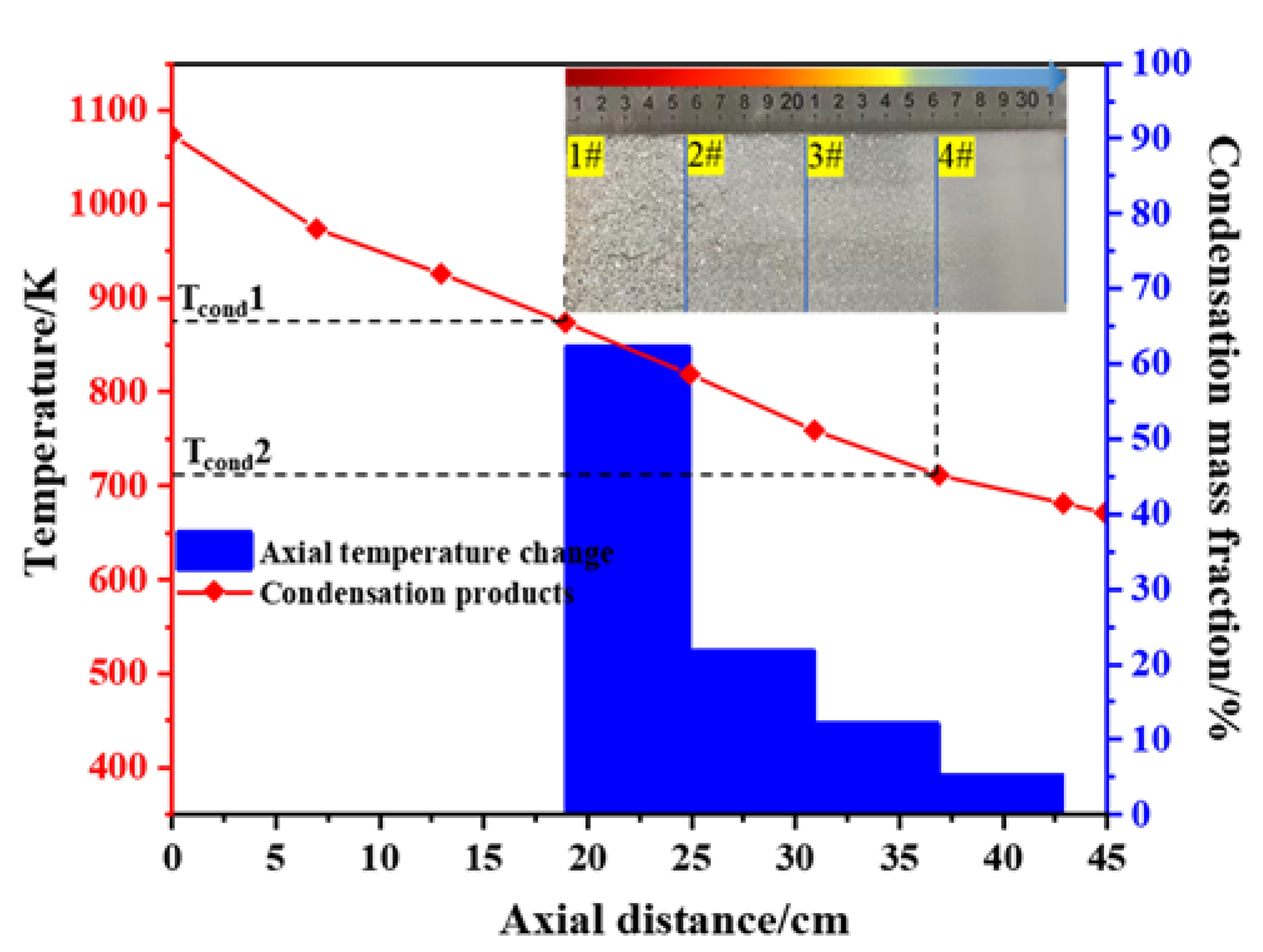
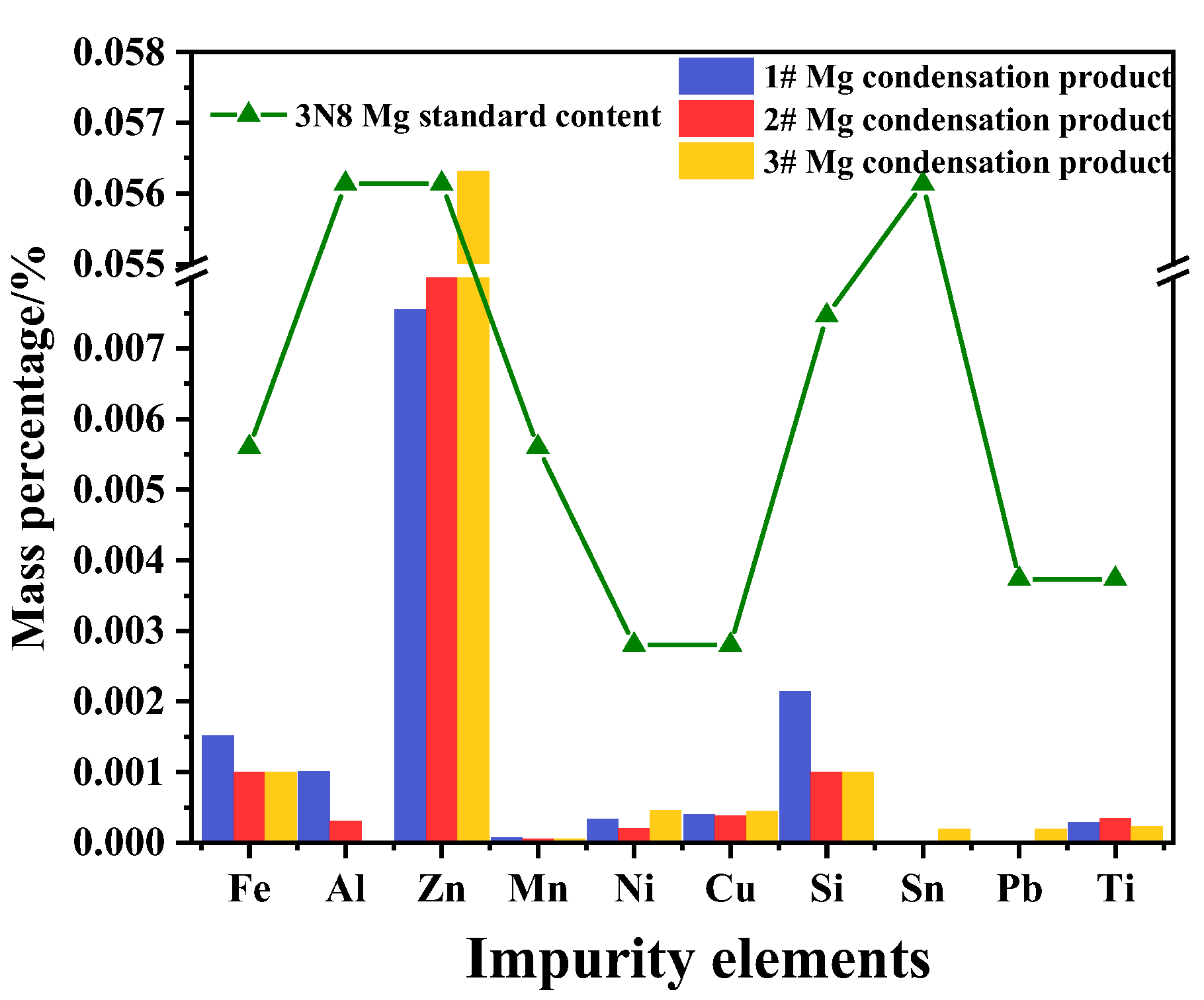
- Based on the saturated vapor pressure and the corresponding separation coefficients, it was determined whether the impurity elements in the magnesium alloy scrap were removed by the vacuum—gasification method. It was found that Mg and Zn were difficult to be separated. However, in this experiment, directional condensation is used to control the Zn crystallization region, which was reduced significantly from 0.45% to 0.056%.
- (2)
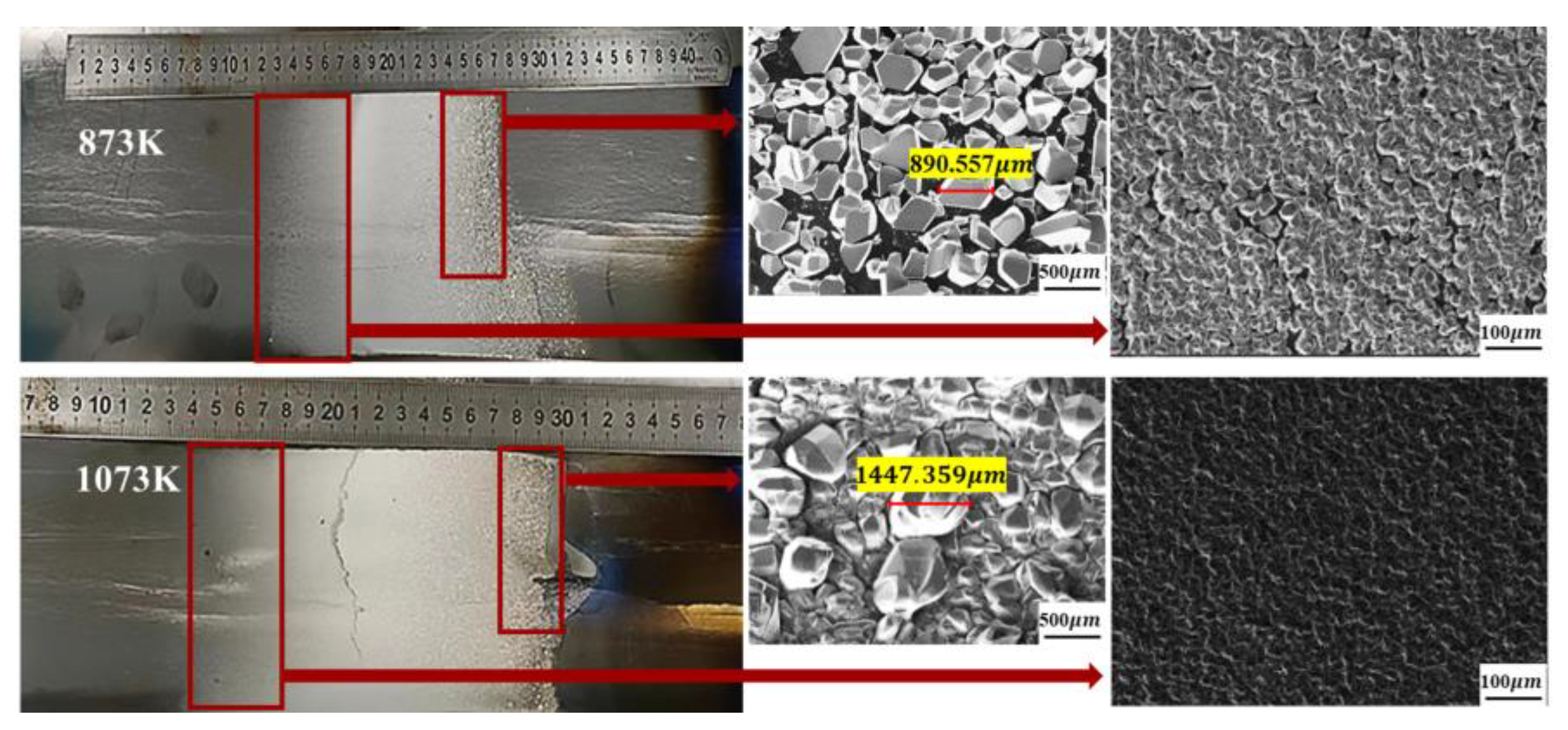
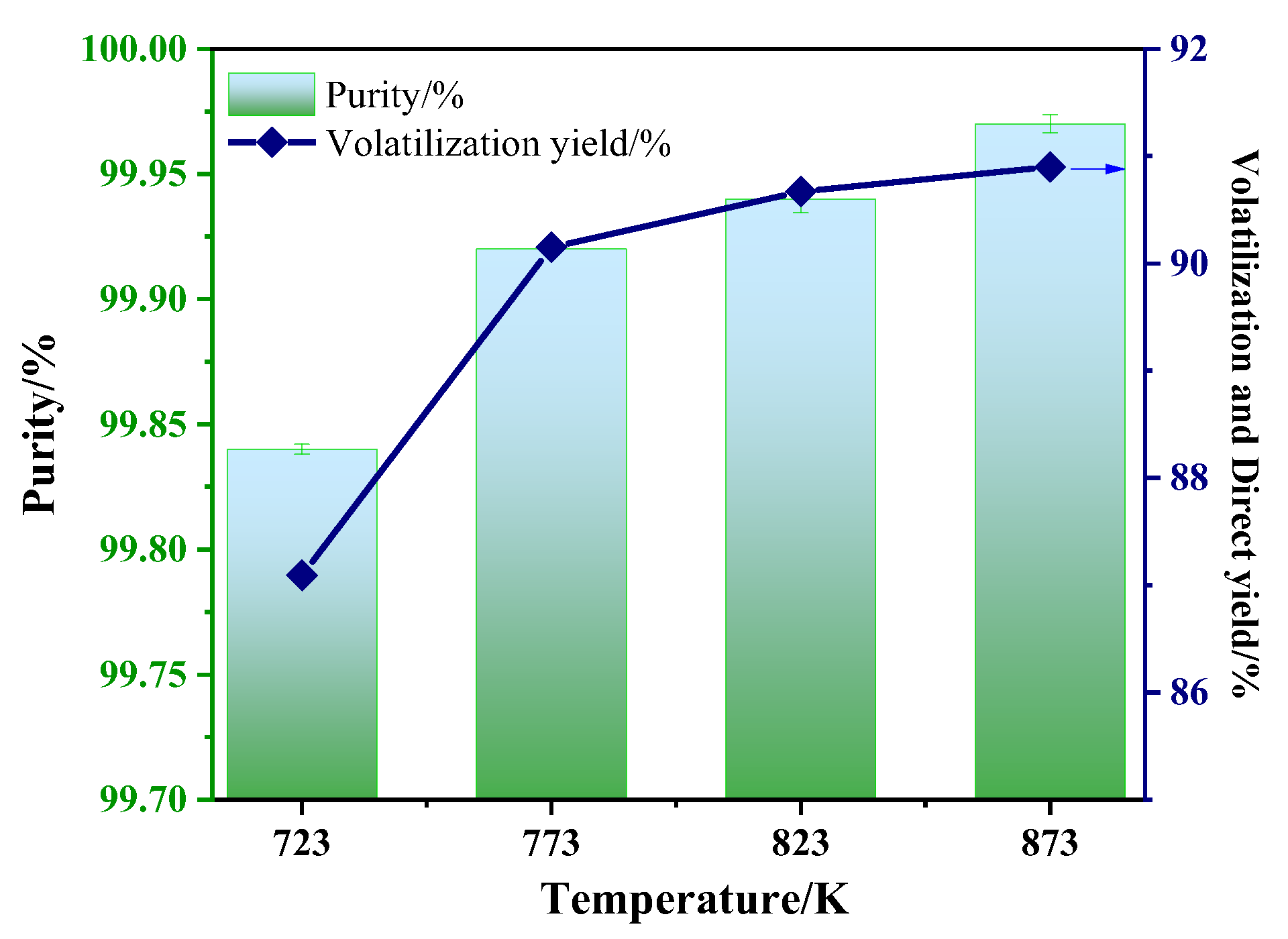
- Distillation temperature and condensation temperature have a significant impact on the purification of magnesium alloys and the morphology of condensation products. When the temperature gradient is different, the condensation purity of magnesium is different, and the morphology and crystal structure of magnesium condensate is different as well. The higher the temperature was, the better the crystallization of the condensate and the fuller the particles were. This is also true for purity. At a condensation temperature of 873 K, the condensation product reached 99.98% purity.
- (3)
- Magnesium alloys were purified by vacuum gasification—directional condensation method. Under the conditions of a distillation temperature of 1073 K, a condensation temperature of 873 K, a system pressure of 100 Pa, and a duration of 30 min, 3N8 high-purity magnesium was obtained at one time. Except for zinc content, other impurity elements all meet the 3N8 international standard.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, X.Y.; Mao, P.L.; Zhou, L.; Wang, X.T.; Wang, Z.; Wang, F.; Wei, Z.Q.; Liu, Z. Effect of Grain Size on Dynamic Compression Behavior and Deformation Mechanism of ZK60 Magnesium Alloy. Metals 2023, 13, 314. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Zhang, J.; Zhao, X.Y.; Cheng, X.Q.; Jiang, S.M.; Zhang, Q.F. Effects of Al-Mg on the Microstructure and Phase Distribution of Zn-Al-Mg Coatings. Metals 2023, 13, 46. [Google Scholar] [CrossRef]
- Wu, C.L.; Xie, W.J.; Man, H.C. Laser additive manufacturing of biodegradable Mg-based alloys for biomedical applications: A review. J. Magnes. Alloy 2022, 10, 915–937. [Google Scholar] [CrossRef]
- Shahin, M.; Wen, C.; Munir, K.; Li, Y.C. Mechanical and corrosion properties of graphene nanoplatelet–reinforced Mg–Zr and Mg–Zr–Zn matrix nanocomposites for biomedical applications. J. Magnes. Alloy 2022, 10, 458–477. [Google Scholar] [CrossRef]
- Jiang, J.H.; Xue, G.; Zhang, X.B. Mechanical and Corrosion Properties of Mg–Gd–Cu–Zr Alloy for Degradable Fracturing Ball Applications. Metals 2023, 13, 446. [Google Scholar] [CrossRef]
- Hussein, M.A.; Azeem, M.A.; Kumar, A.M.; Emara, N.M. Processing and in vitro corrosion analysis of sustainable and economical eggshell reinforced Mg and Mg-Zr matrix composite for biomedical applications. Mater. Today Commun. 2022, 32, 103944. [Google Scholar] [CrossRef]
- Zhou, H.; Liang, B.; Jiang, H.T.; Deng, Z.L.; Yu, K.X. Magnesium-based biomaterials as emerging agents for bone repair and regeneration: From mechanism to application. J. Magnes. Alloy 2022, 9, 779–804. [Google Scholar] [CrossRef]
- Lee, S.I.; Lee, J.H.; Park, S.H. Static strength test with as-forged control-arm in automobile with Mg-Al-Sn-Zn alloy. J. Mech. Sci. Technol. 2016, 30, 3793–3798. [Google Scholar] [CrossRef]
- Tong, F.L.; Chen, X.Z.; Wei, S.H.; Malmström, J.; Vella, J.; Gao, W. Microstructure and battery performance of Mg-Zn-Sn alloys as anodes for magnesium-air battery. J. Magnes. Alloy 2021, 9, 1967–1976. [Google Scholar] [CrossRef]
- Zhang, K.; He, Y.Z.; Dong, Z.R. Pulsed Eddy Current Nondestructive Testing for Defect Evaluation and Imaging of Automotive Lightweight Alloy Materials. J. Sens. 2018, 2018, 1639387. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.E.; Kim, M.S.; Chae, Y.W. Effect of intermediate heat treatment during hot rolling on the texture and formability of annealed AZ31 Mg alloy sheets. J. Alloys Compd. 2022, 897, 163238. [Google Scholar] [CrossRef]
- Lisabeth-Riopelle, B.S. The recycling of magnesium makes cents. JOM 1996, 48, 44–46. [Google Scholar] [CrossRef]
- Cao, H.X.; Huang, M.T.; Wang, C.C.; Long, S.Y.; Zha, J.L.; You, G.Q. Research status and prospects of melt refining and purification technology of magnesium alloys. J. Magnes. Alloy 2019, 7, 11. [Google Scholar] [CrossRef]
- Hu, M.L.; Ji, Z.S.; Chen, X.Y. Effect of extrusion ratio on microstructure and mechanical properties of AZ91D magnesium alloy recycled from scraps by hot extrusion. T Nonferr. Metal. Soc. 2010, 20, 987–991. [Google Scholar] [CrossRef]
- Inoue, M.; Doi, T.; Aida, T.; Matsuki, K.; Kamado, S.; Kojima, Y. Vacuum Distillation Refining and Extrusion Process of Magnesium. Mater. Sci. Forum 2005, 475–479, 513–516. [Google Scholar] [CrossRef]
- Lucci, R.; Padilla, L.R.; Cantero, S.; Bariles, R.; Oldani, C. Refining of AZ91 Magnesium Alloy Obtained in Machining Chips Recycling. Procedia Mater. Sci. 2015, 8, 886–893. [Google Scholar] [CrossRef] [Green Version]
- Le, Q.C.; Zhang, Z.Q.; Cui, J.Z.; Chang, S.W. Study on the Filtering Purification of AZ91 Magnesium Alloy. Trans Tech Publ. 2009, 610–613, 754–757. [Google Scholar] [CrossRef]
- Rambabu, U.; Munirathnam, N.R.; Prakash, T.L. Purification of gallium from Indian raw material sources from 4N/5N to 6N5 purity. Mater. Chem. Phys 2008, 112, 485–489. [Google Scholar] [CrossRef]
- Zhang, X.W.; Wang, Z.Q.; Chen, D.H.; Li, Z.G.; Miao, R.Y.; Yan, S.H. Preparation of High Purity Rare Earth Metals of Samarium, Ytterbium and Thulium. Rare Met. Mater. Eng. 2016, 45, 2793–2797. [Google Scholar]
- Zhang, Y.K.; Lei, Y.; Ma, W.H.; Wang, H.; Hu, Y.Q.; Wei, K.X.; Li, S.Y. Preparation of high-purity Ti–Si alloys by vacuum directional solidification. J. Alloys Compd. 2020, 832, 153989. [Google Scholar] [CrossRef]
- Liang, D.; Tian, Y.; Yang, B.; Xiong, N.; Wang, F.; Xu, B.Q. One-step preparation of high purity magnesium by vacuum distillation technology. Vacuum 2021, 192, 110464. [Google Scholar] [CrossRef]
- Ali, S.T.; Munirathnam, N.R.; Sudheer, C.; Reddy, R.C. Prakash, Purification of cadmium by vacuum distillation and its analysis. Mater. Lett. 2004, 58, 1638–1641. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, X.P.; Qu, T. Technical research on vacuum distillation to purify magnesium to 99.99% purity. Mater. Res. Express 2021, 8, 056506. [Google Scholar] [CrossRef]
- Li, Q.; Hu, Z.F.Z.; Li, Q. High purity magnesium was prepared by vacuum distillation. Nonfer. Metals 2014, 6, 21–23. [Google Scholar]
- Dai, Y.N.; Yang, B. Non-Ferrous Metal Vacuum Metallurgy; Beijing Metallurgical Industry Press: Beijing, China, 2009; pp. 34–46. [Google Scholar]
- Wang, Y.C. Study on Preparation of High Purity Magnesium by Vacuum Distillation; Kunming University of Technology: Kunming, China, 2014; Volume 4. [Google Scholar]
- Xiong, N.; Tian, Y.; Yang, B.; Xu, B.Q.; Liu, D.C.; Dai, Y.N. Volatilization and condensation behaviours of Mg under vacuum. Vacuum 2018, 156, 463–468. [Google Scholar] [CrossRef]
- Han, J.B.; Zhang, T.A.; Fu, D.X.; Guo, J.H.; Zhou, H.J.; Dou, Z.H. Condensation Behavior of Magnesium Metal in Argon Gas. Metal. Mater. Trans. B 2020, 51, 3098–3107. [Google Scholar] [CrossRef]
- Han, J.B.; Fu, D.X.; Guo, J.H.; Zhou, H.J.; Zhang, T. Volatilization and condensation behavior of magnesium vapor during magnesium production via a silicothermic process with magnesite. Vacuum 2021, 189, 110227. [Google Scholar] [CrossRef]
- Han, J.B.; Fu, D.X.; Guo, J.H.; Zhou, H.J.; Dou, Z.H.; Zhang, T. Nucleation and Condensation of Magnesium Vapor in Argon Carrier. Metals 2020, 10, 1441. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T/K | 873 | 923 | 973 | 1023 | 1073 |
|---|---|---|---|---|---|
| 1.750 × 10−10 | 6.383 × 10−10 | 2.245 × 10−9 | 6.757 × 10−9 | 1.145 × 10−8 | |
| 0.894 | 0.851 | 0.9031 | 0.91 | 0.908 | |
| 7.836 × 10−7 | 1.599 × 10−6 | 3.314 × 10−6 | 6.223 × 10−6 | 9.455 × 10−6 | |
| 9.783 × 10−13 | 5.891 × 10−12 | 3.248 × 10−11 | 1.465 × 10−10 | 1.848 × 10−9 | |
| 3.207 × 10−18 | 3.564 × 10−17 | 3.417 × 10−16 | 2.535 × 10−15 | 2.235 × 10−15 | |
| 3.503 × 10−7 | 6.544 × 10−7 | 9.735 × 10−7 | 2.198 × 10−6 | 3.378 × 10−6 |
| Elements | Al | Zn | Mn | Si | Cu | Fe | Ni | Others |
|---|---|---|---|---|---|---|---|---|
| Raw Material | 6.140 | 0.240 | 0.170 | 0.080 | 0.008 | 0.004 | 0.001 | 0.010 |
| Content | 1# | 2# | 3# | 3N8 Standard Content | |
|---|---|---|---|---|---|
| Element | |||||
| Fe | 1.51 × 10−3 | 1.00 × 10−3 | 1.00 × 10−3 | 2.00 × 10−3 | |
| Al | 1.01 × 10−3 | 3.08 × 10−4 | 1.82 × 10−3 | 4.00 × 10−3 | |
| Zn | 7.55 × 10−3 | 1.48 × 10−2 | 5.63 × 10−2 | 4.00 × 10−3 | |
| Mn | 7.50 × 10−5 | 5.00 × 10−5 | 5.00 × 10−5 | 2.00 × 10−3 | |
| Ni | 3.39 × 10−4 | 1.98 × 10−4 | 4.52 × 10−4 | 5.00 × 10−4 | |
| Cu | 4.00 × 10−4 | 3.80 × 10−4 | 4.50 × 10−4 | 5.00 × 10−4 | |
| Si | 2.15 × 10−3 | 1.00 × 10−3 | 1.00 × 10−3 | 3.00 × 10−3 | |
| Sn | 2.00 × 10−5 | 2.19 × 10−5 | 1.92 × 10−4 | 4.00 × 10−3 | |
| Pb | 2.00 × 10−5 | 2.19 × 10−5 | 1.92 × 10−4 | 1.00 × 10−3 | |
| Ti | 2.90 × 10−4 | 3.44 × 10−4 | 2.28 × 10−4 | 1.00 × 10−3 | |
| Mg | 99.9881 | 99.9828 | 99.9393 | 99.9800 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Wang, L.; Yang, B.; Xu, B.; Liang, D.; Wang, F.; Tian, Y. Magnesium Alloy Scrap Vacuum Gasification—Directional Condensation to Purify Magnesium. Metals 2023, 13, 675. https://doi.org/10.3390/met13040675
Li R, Wang L, Yang B, Xu B, Liang D, Wang F, Tian Y. Magnesium Alloy Scrap Vacuum Gasification—Directional Condensation to Purify Magnesium. Metals. 2023; 13(4):675. https://doi.org/10.3390/met13040675
Chicago/Turabian StyleLi, Rui, Lipeng Wang, Bin Yang, Baoqiang Xu, Dong Liang, Fei Wang, and Yang Tian. 2023. "Magnesium Alloy Scrap Vacuum Gasification—Directional Condensation to Purify Magnesium" Metals 13, no. 4: 675. https://doi.org/10.3390/met13040675