
Ultrafine-Grained Stainless Steels after Severe Plastic Deformation

 , and
, and 
Abstract
:1. Introduction
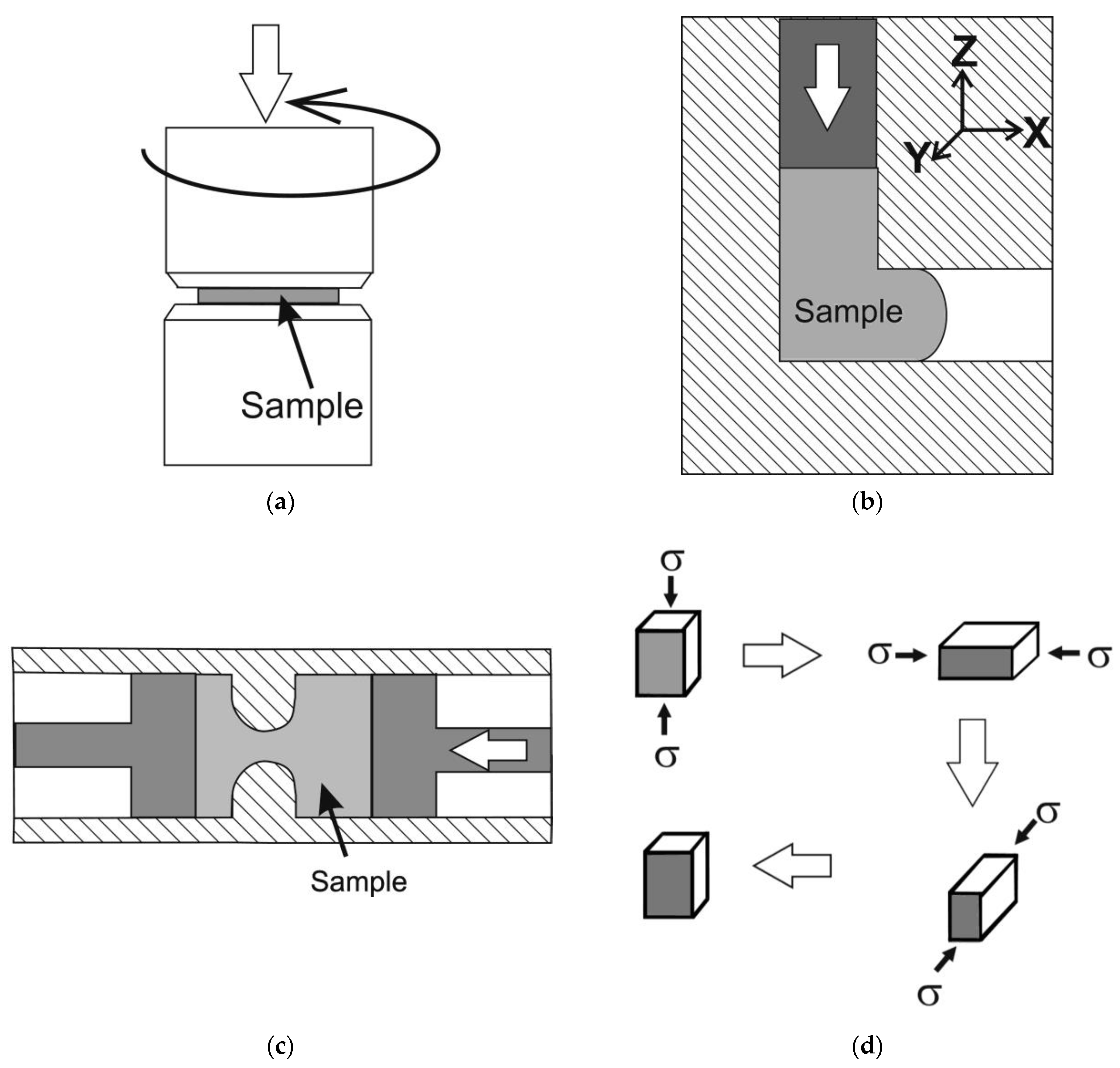
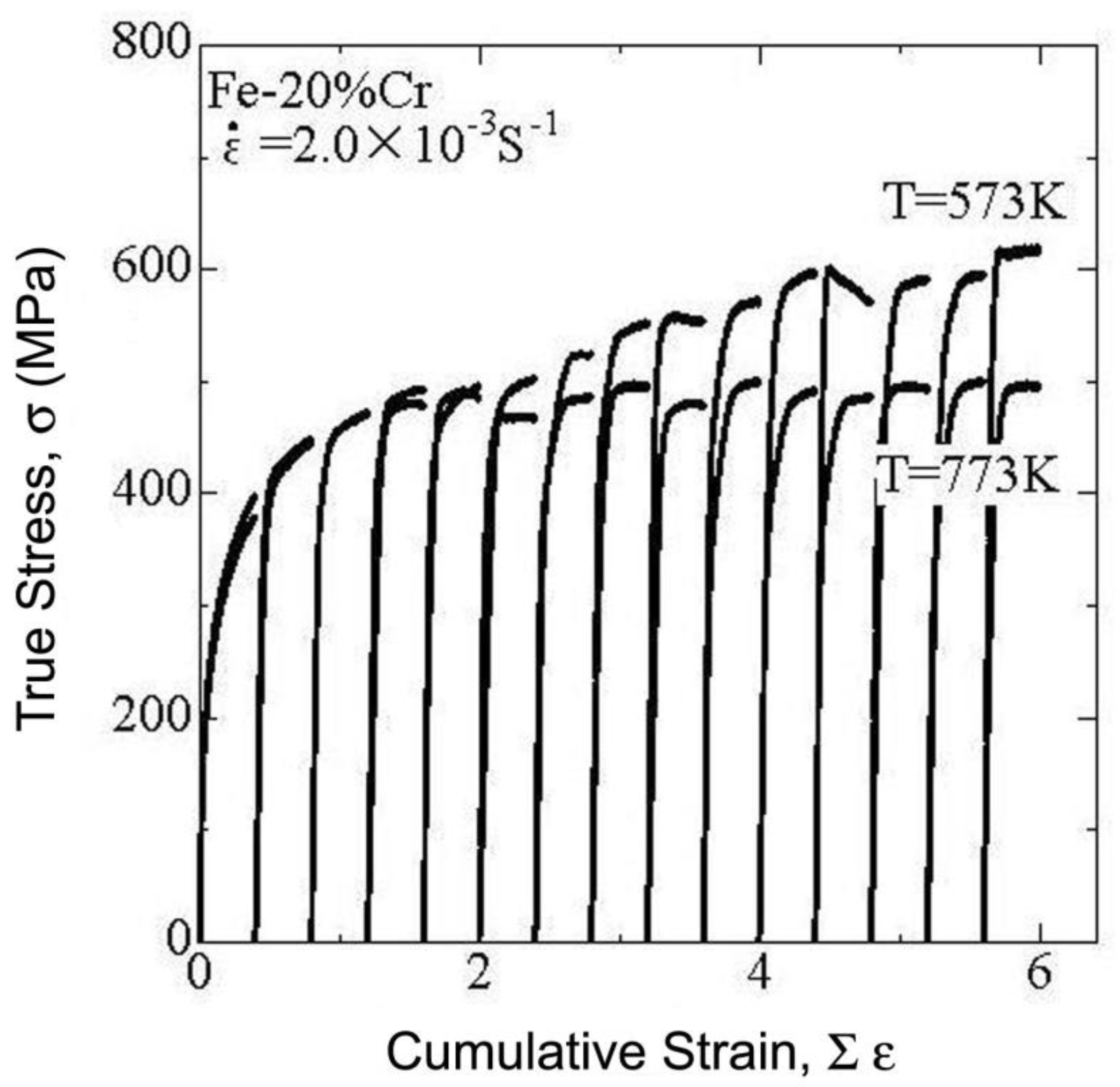
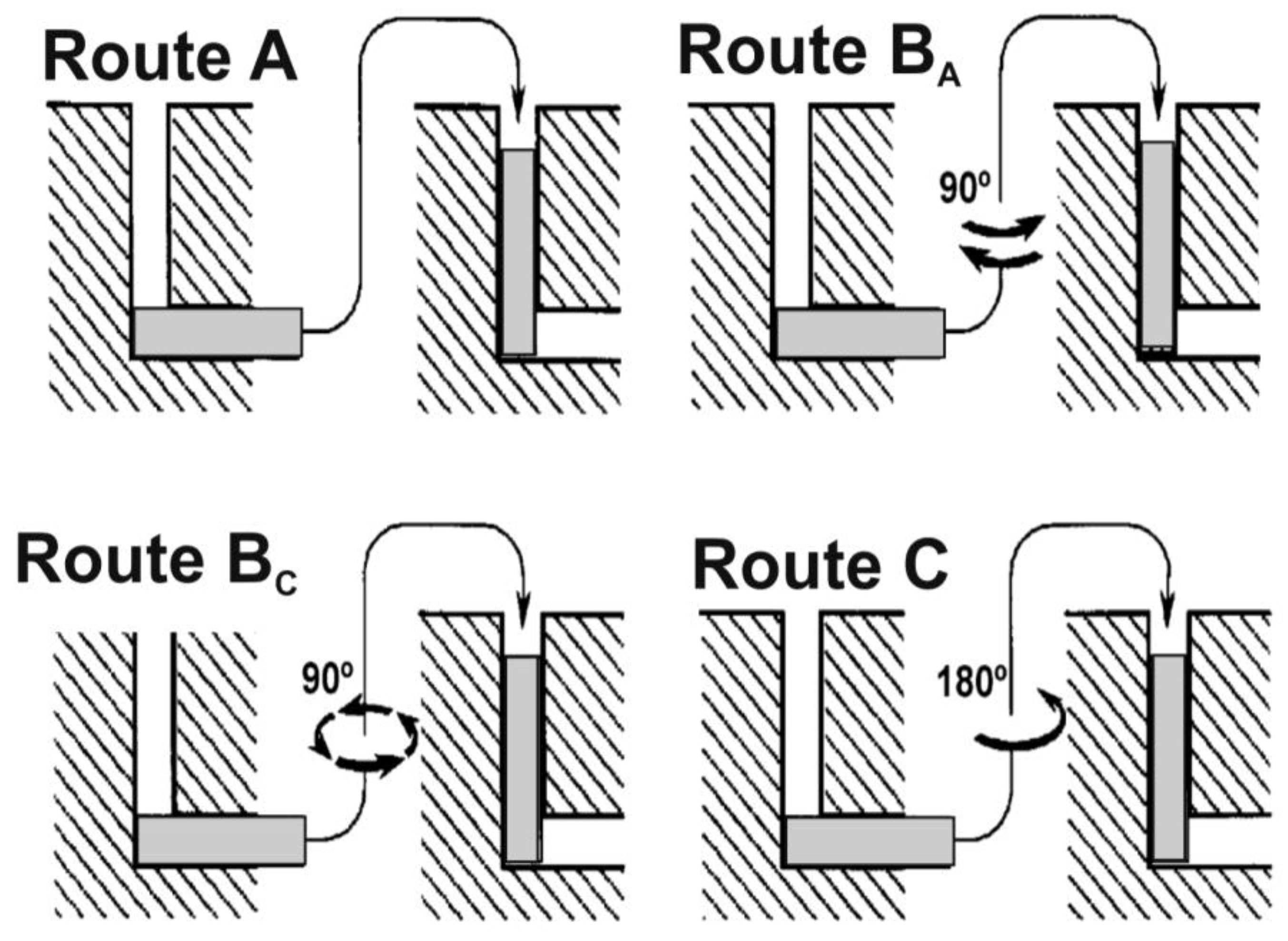
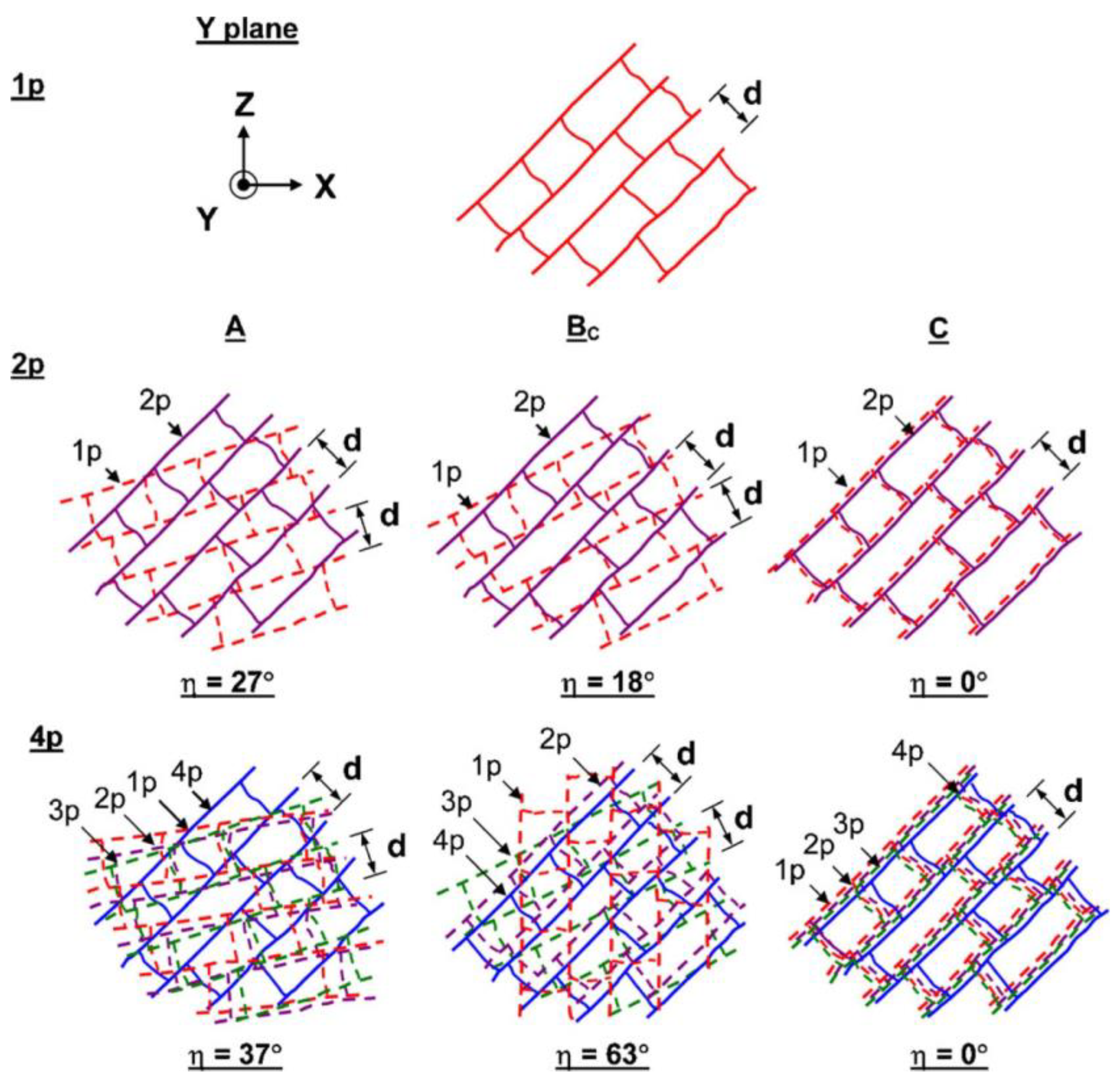
2. Large-Strain Processing
3. Ultrafine-Grained Microstructures
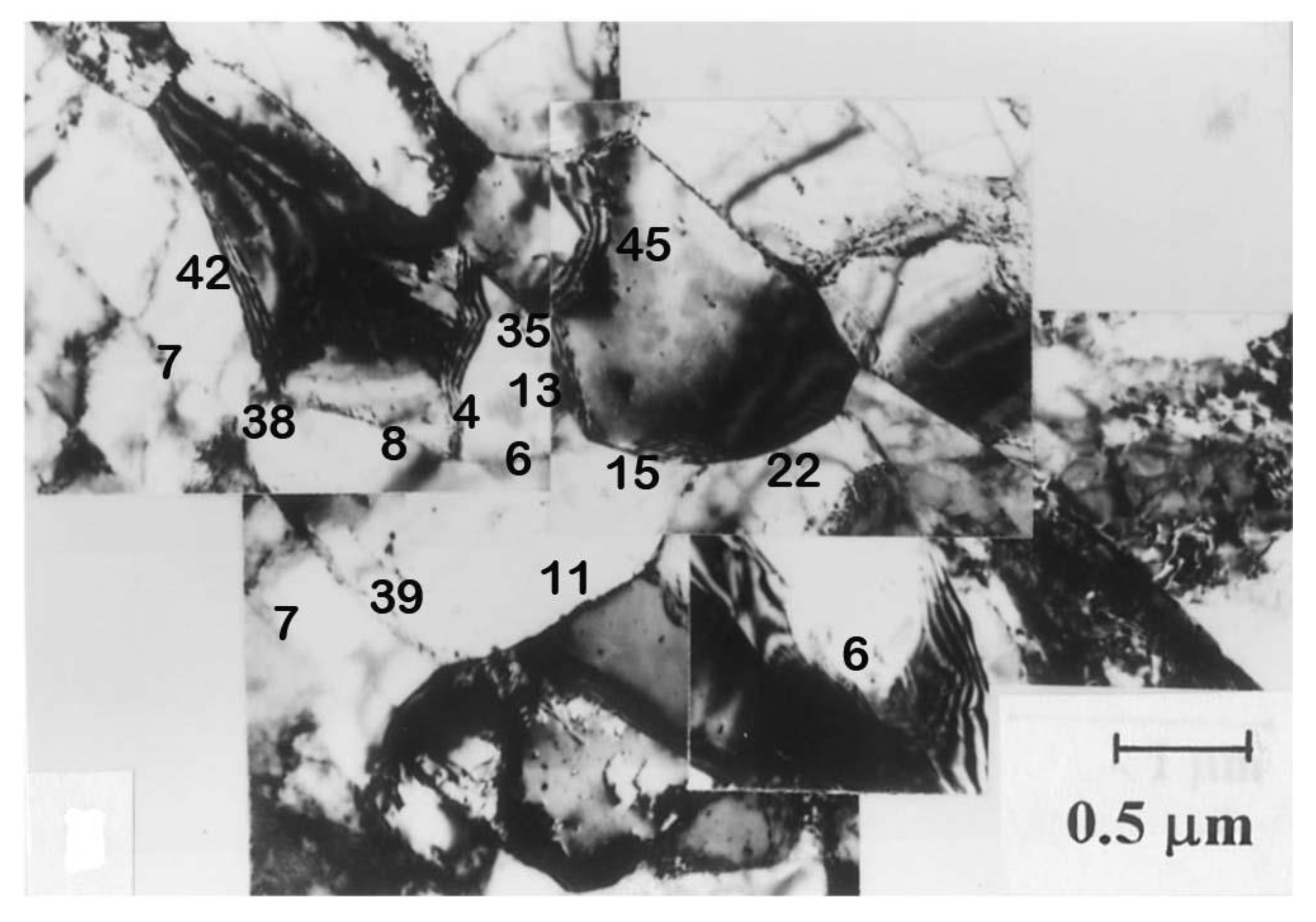
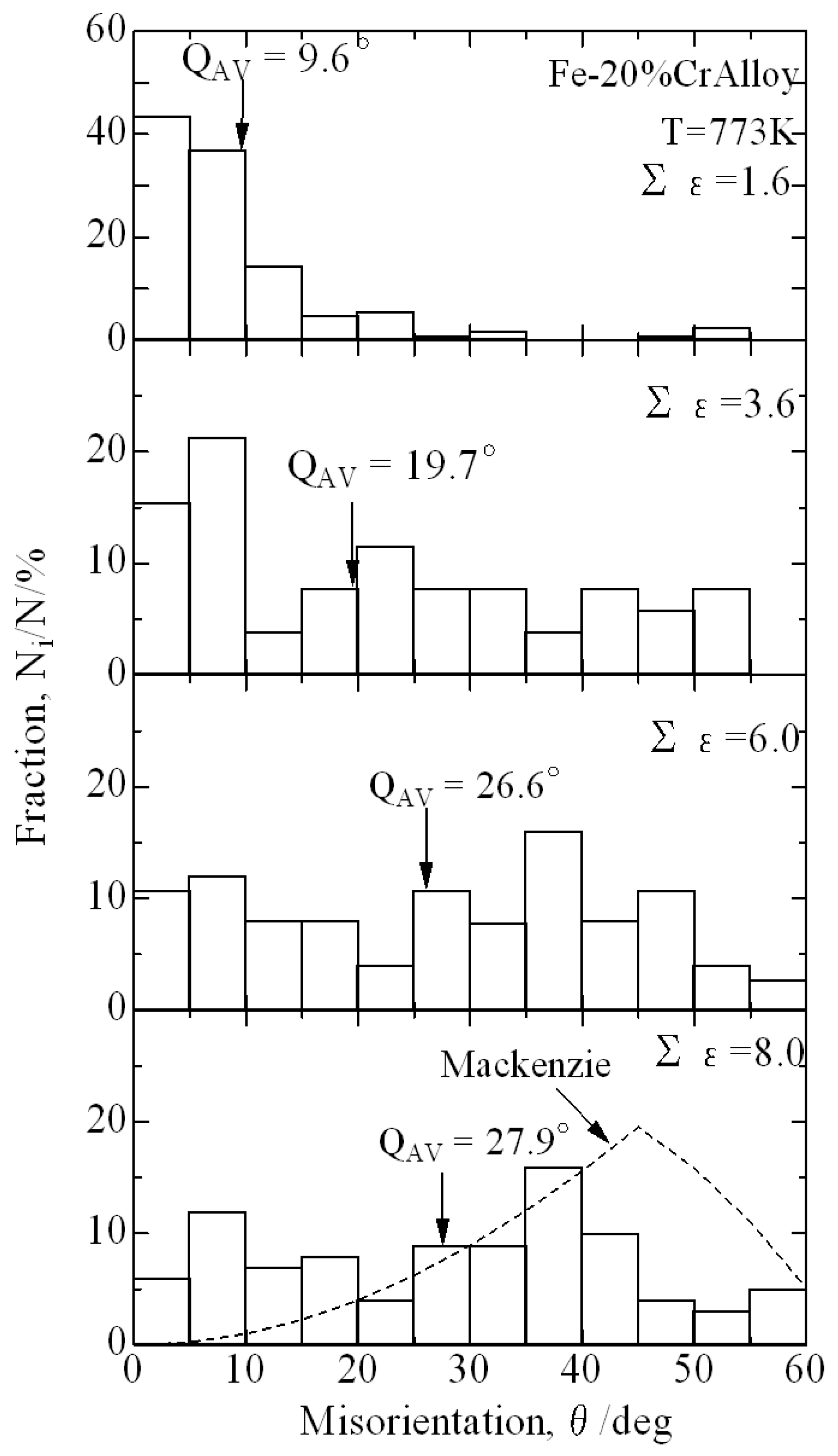
3.1. Evolution of Deformation Microstructures
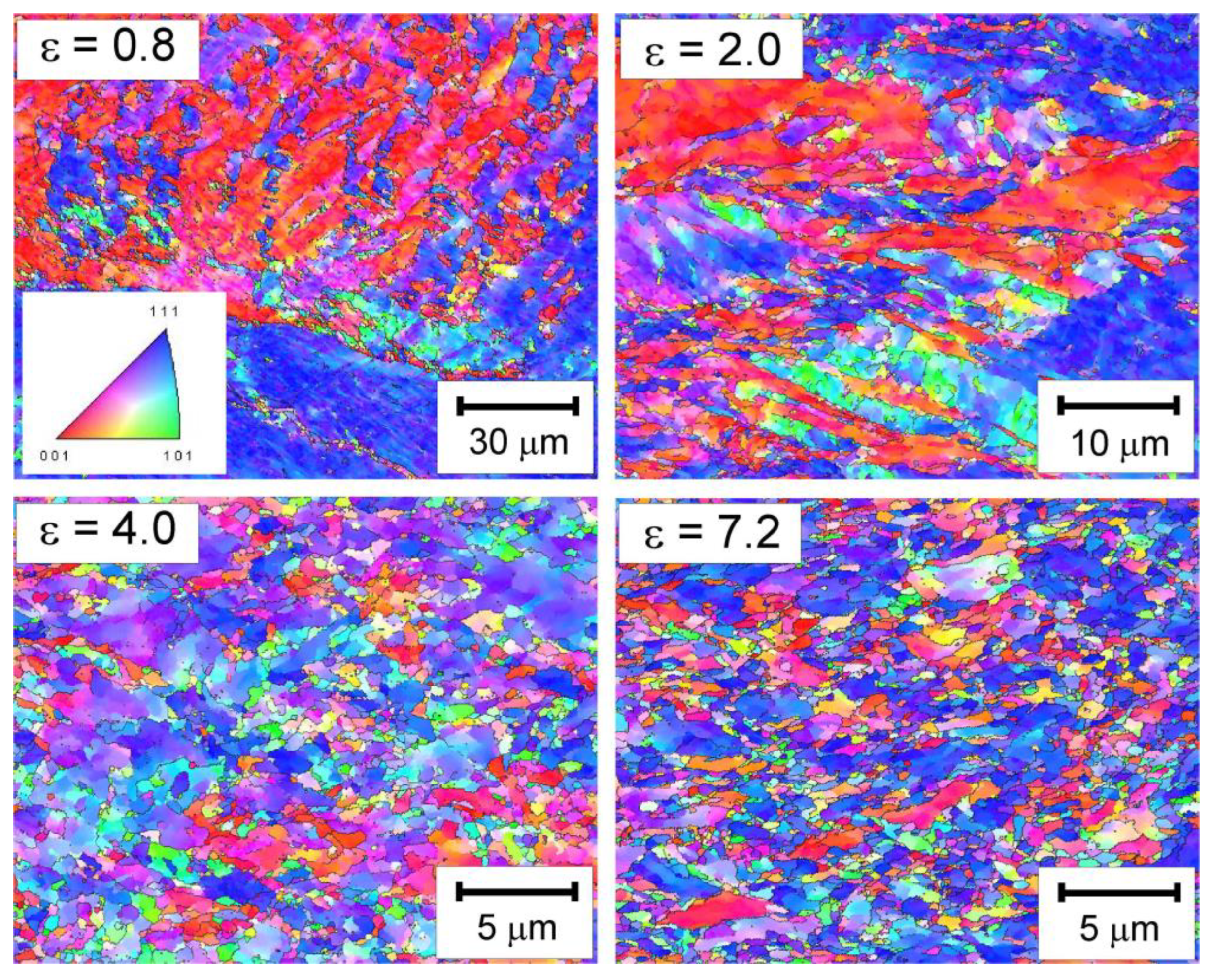
3.1.1. Ferritic Stainless Steels
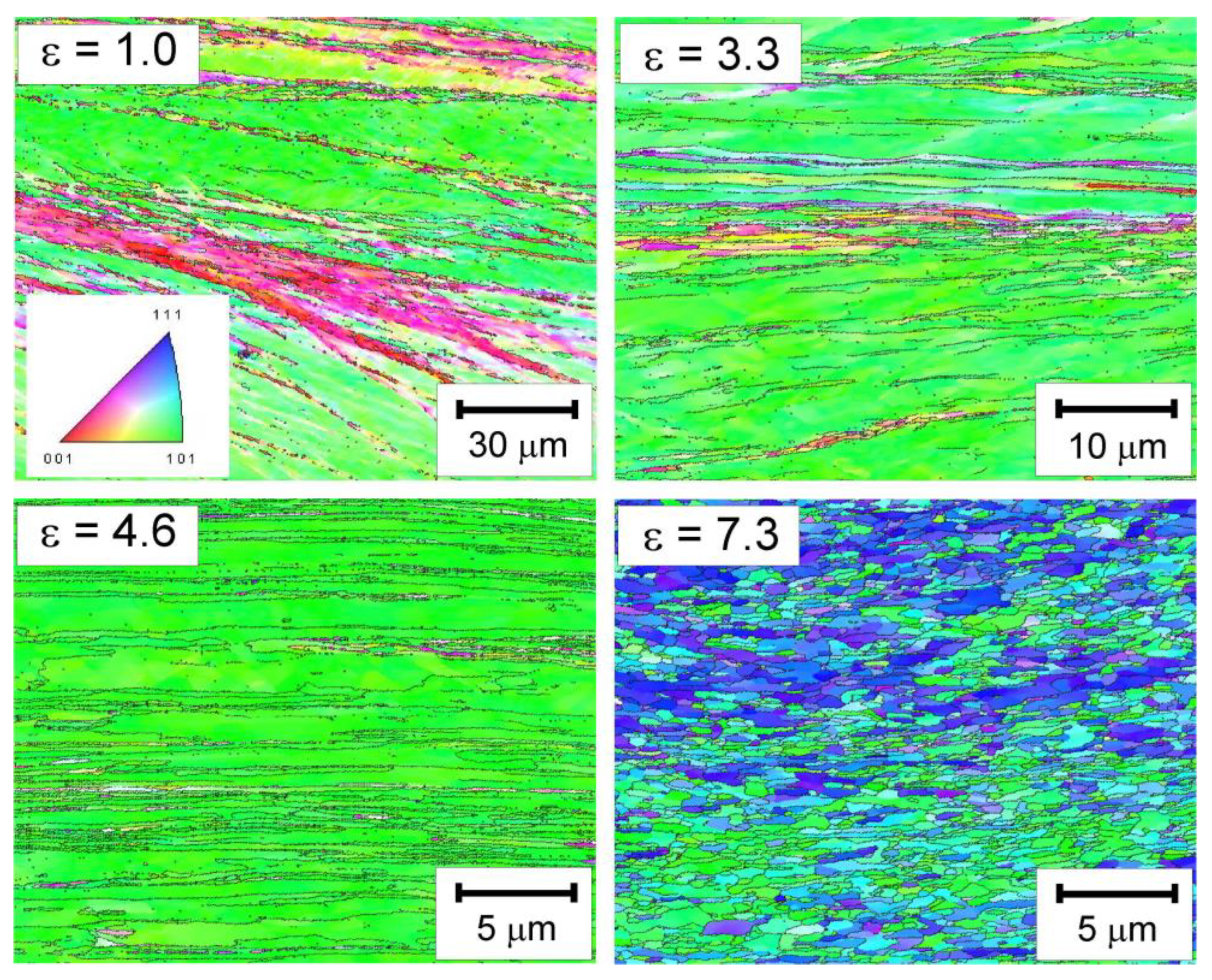
3.1.2. Austenitic Stainless Steels
3.2. Grain Refinement Kinetics
3.2.1. Effect of Processing Method
3.2.2. Effect of Original Microstructure
4. Annealing Behavior of Ultrafine-Grained Steels
5. Mechanical Properties
6. Corrosion Resistance
7. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Farkhutdinov, K.G.; Zaripova, R.G.; Breikina, N.A. Submicrocrystalline 18–10 stainless steel: Structure formation mechanical and corrosion properties. Mater. Sci. Eng. A 1994, 174, 217–223. [Google Scholar] [CrossRef]
- Suryanarayana, C. Nanocrystalline materials. Int. Mater. Rev. 1995, 40, 41–63. [Google Scholar] [CrossRef]
- Lee, S.; Berbon, P.B.; Furukawa, M.; Horita, Z.; Nemoto, M.; Tsenev, N.K.; Valiev, R.Z.; Langdon, T.G. Developing superplastic properties in an aluminum alloy through severe plastic deformation. Mater. Sci. Eng. A 1999, 272, 63–72. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bult nanostructured materials from severe plastic deformation. Progress Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H. Microstructure and deformation behaviour of submicrocrystalline 304 stainless steel produced by severe plastic deformation. Mater. Sci. Eng. A 2001, 319–321, 867–871. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Zhou, F.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Vinogradov, A.; Patlan, V.; Suzuki, Y.; Kitagawa, K.; Kopylov, V.I. Structure and properties of ultra-fine grain Cu-Cr-Zr alloy produced by equal-channel angular pressing. Acta Mater. 2002, 50, 1639–1651. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Valiev, R.Z.; Zhu, Y.T. Enhanced low-temperature impact toughness of nanostructured Ti. Appl. Phys. Lett. 2006, 88, 041905. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science 2008, 320, 1057–1060. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Pergamon Press: Oxford, UK, 1996. [Google Scholar]
- Luton, M.J.; Sellars, C.M. Dynamic recrystallization in nickel and nickel-iron alloys during high temperature deformation. Acta Metall. 1969, 17, 1033–1043. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.M. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar] [CrossRef]
- Sakai, T. Dynamic recrystallization microstructures under hot working conditions. J. Mater. Proces. Tech. 1995, 53, 349–361. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Huang, K.; Loge, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- McQueen, H.J.; Jonas, J.J. Recovery and recrystallization during high temperature deformation. In Treatise on Materials Science and Technology; Arsenoult, R.J., Ed.; Academic Press: Cambridge, MA, USA, 1975; pp. 393–493. [Google Scholar]
- Maki, T.; Akasaka, K.; Okuno, K.; Tamura, I. Dynamic recrystallization of austenite in 18-8 stainless steels and 18Ni maraging steel. Trans. ISIJ 1982, 22, 253–261. [Google Scholar] [CrossRef] [Green Version]
- Sakai, T.; Jonas, J.J. Dynamic recrystallization–mechanical and microstructural considerations. Acta Metall. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Belyakov, A.; Tikhonova, M.; Yanushkevich, Z.; Kaibyshev, R. Regularities of Grain Refinement in an Austenitic Stainless Steel during Multiple Warm Working. Mater. Sci. Forum 2013, 753, 411–416. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Belyakov, A.; Kaibyshev, R. Microstructural evolution of a 304-type austenitic stainless steel during rolling at temperatures of 773–1273 K. Acta Mater. 2015, 82, 244–254. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Prangnell, P.B.; Bowen, J.R.; Gholinia, A.; Harris, C. Developing stable fine-grained microstructures by large strain deformation. Phil. Trans. R Soc. Lond. 1999, 357, 1663–1681. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Bryła, K.; Čížek, J.; Divinski, S.; Enikeev, N.A.; et al. Nanomaterials by severe plastic deformation: Review of historical developments and recent advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Saunders, I.; Nutting, J. Deformation of metals to high strains using combination of torsion and compression. Met. Sci. 1984, 18, 571–575. [Google Scholar] [CrossRef]
- Richert, J.; Richert, M. A new method for unlimited deformation of metals and alloys. Aluminium 1986, 62, 604–607. [Google Scholar]
- Saito, S.; Tsuji, N.; Utsunomiya, H.; Sakai, T.; Hong, R.G. Ultra-fine grained bulk aluminum produced by accumulative roll-bonding (ARB) process. Scr. Mater. 1998, 39, 1221–1227. [Google Scholar] [CrossRef]
- Langdon, T.G.; Furukawa, M.; Nemoto, M.; Horita, Z. Using equal-channel angular pressing for refining grain size. JOM 2000, 52, 30–33. [Google Scholar] [CrossRef]
- Takaki, S.; Tsuchiyama, T.; Nakashima, K.; Hidaka, H.; Kawasaki, K.; Futamura, Y. Microstructure development of steel during severe plastic deformation. Met. Mater. Int. 2004, 10, 533–539. [Google Scholar] [CrossRef]
- Belyakov, A.; Kimura, Y.; Adachi, Y.; Tsuzaki, K. Microstructure Evolution in Ferritic Stainless Steels during Large Strain Deformation. Mater. Trans. 2004, 45, 2812–2821. [Google Scholar] [CrossRef] [Green Version]
- Tsuzaki, K.; Belyakov, A.; Kimura, Y. Deformation microstructures in a two-phase stainless steel during large strain deformation. Mater. Sci. Forum 2006, 503–504, 305–310. [Google Scholar] [CrossRef]
- Belyakov, A.; Kimura, Y.; Tsuzaki, K. Microstructure evolution in dual phase stainless steel during severe deformation. Acta Mater. 2006, 54, 2521–2532. [Google Scholar] [CrossRef]
- Gleiter, H. Nanocrystalline materials. Prog. Mater. Sci. 1989, 33, 223–315. [Google Scholar] [CrossRef] [Green Version]
- Bridgman, P.W. On torsion combined with compression. J. Appl. Phys. 1943, 14, 273–283. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Ivanisenko, Y.; Lojkowski, W.; Valiev, R.Z.; Fecht, H.-J. The mechanism of formation of nanostructure and dissolution of cementite in a pearlitic steel during high pressure torsion. Acta Mater. 2003, 51, 5555–5570. [Google Scholar] [CrossRef]
- Segal, V.M.; Reznikov, V.I.; Drobyshevkij, A.E.; Kopylov, V.I. Plastic metal working by simple shear. Metally 1981, 1, 115–123. [Google Scholar]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Raab, G.J.; Valiev, R.Z.; Lowe, T.C.; Zhu, Y.T. Continuous processing of ultrafine grained Al by ECAP–Conform. Mater. Sci. Eng. A 2004, 382, 30–34. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y. Regularities of deformation microstructures in ferritic stainless steels during large strain cold working. ISIJ Int. 2008, 48, 1071–1079. [Google Scholar] [CrossRef] [Green Version]
- Dolzhenko, A.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructures and Mechanical Properties of Steels and Alloys Subjected to Large-Strain Cold-to-Warm Deformation. Metals 2022, 12, 454. [Google Scholar] [CrossRef]
- Mironov, S.Y.; Salishchev, G.A.; Myshlyaev, M.M.; Pippan, R. Evolution of misorientation distribution during warm ‘abc’ forging of commercial-purity titanium. Mater. Sci. Eng. A 2006, 418, 257–267. [Google Scholar] [CrossRef]
- Belyakov, A.; Gao, W.; Miura, H.; Sakai, T. Strain induced grain evolution in polycrystalline copper during warm deformation. Metall. Mater. Trans. A 1998, 29, 2957–2965. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H.; Tsuzaki, K. Grain refinement in copper under large strain deformation. Philos. Mag. A 2001, 81, 2629–2643. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.-H.; Minamino, Y. ARB (accumulative roll-bonding) and other new techniques to produce bulk ultrafine grained materials. Adv. Eng. Mater. 2003, 5, 338–344. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolutionFriction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Takayama, Y.; Miura, T.; Kato, H.; Watanabe, H. Microstructural and textural evolution by continuous cyclic bending and annealing in a high purity titanium. Mater. Trans. 2004, 45, 2826–2831. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.Y.; Zhu, Y.T.; Jiang, H.; Lowe, T.C. Microstructures and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening. Acta Mater. 2001, 49, 1497–1505. [Google Scholar] [CrossRef]
- Kimura, Y.; Takaki, S. Microstructural changes during annealing of work-hardened mechanically milled metallic powders. Mater. Trans. JIM 1995, 36, 289–296. [Google Scholar] [CrossRef] [Green Version]
- Koch, C.C. Synthesis of nanostructured materials by mechanical milling: Problems and opportunities. Nanostruct. Mater. 1997, 9, 13–22. [Google Scholar] [CrossRef]
- Lewandowska, M.; Kurzydlowski, K.J. Recent development in grain refinement by hydrostatic extrusion. J. Mater. Sci. 2008, 43, 7299–7306. [Google Scholar] [CrossRef]
- Haghpanah, M.; Esmaeilnia, A.; Sabour, M.R.; Taherkhani, E.; MosaviMashhadi, M.; Faraji, G. Hydrostatic twist extrusion (HTE) for processing relatively long ultrafine grained samples. Mater. Lett. 2023, 333, 133660. [Google Scholar] [CrossRef]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Adams, B.L.; Wright, S.I.; Kunze, K. Orientation imaging: The emergence of a new microscopy. Metal. Tans. A 1993, 24, 819–831. [Google Scholar] [CrossRef]
- Schwartz, A.J.; Kumar, M.; Adams, B.L.; Field, D.P. Electron Backscatter Diffraction in Materials Science, 2nd ed.; Springer: New York, NY, USA, 2009. [Google Scholar]
- Dingley, D. Progressive steps in the development of electron backscatter diffraction and orientation imaging microscopy. J. Micros. 2004, 213, 214–224. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salimyanfard, F.; Toroghinejad, M.R.; Ashrafizadeh, F.; Jafari, M. EBSD analysis of nano-structured copper processed by ECAP. Mater. Sci. Eng. A 2011, 528, 5348–5355. [Google Scholar] [CrossRef]
- Humphreys, F.J. Characterisation of fine-scale microstructure by electron backscatter diffraction (EBSD). Scripta Mater. 2004, 51, 771–776. [Google Scholar] [CrossRef]
- Swaminathan, S.; Ravi Shankar, M.; Lee, S.; Hwang, J.; King, A.H.; Kezar, R.F.; Rao, B.C.; Brown, T.L.; Chandrasekar, S.; Compton, W.D.; et al. Large strain deformation and ultra-fine grained materials by machining. Mater. Sci. Eng. A 2005, 410–411, 358–363. [Google Scholar] [CrossRef]
- Belyakov, A.; Kaibyshev, R.; Sakai, T. New grain formation during warm deformation of ferritic stainless steel. Metall. Mater. Trans. A 1998, 29, 161–167. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Miura, H. Ultrafine grain formation in ferritic stainless steel during severe plastic deformation. Metall. Mater. Trans. A 2008, 39, 2206–2214. [Google Scholar] [CrossRef]
- Gil Sevilano, J.; van Houtte, P.; Aernoudt, A. Large strain work hardening and textures. Prog. Mater. Sci. 1981, 25, 69–412. [Google Scholar] [CrossRef]
- Bocher, P.; Azar, J.; Adamd, B.L.; Jonas, J.J. Using OIM to interpret the dynamically recrystallized texture of a low stacking fault energy FCC material. Mater. Sci. Forum 1998, 273-275, 249–254. [Google Scholar] [CrossRef]
- Belyakov, A.; Miura, H.; Sakai, T. Dynamic recrystallization under warm deformation of a 304 type austenitic stainless steel. Mater. Sci. Eng. A 1998, 255, 139–147. [Google Scholar] [CrossRef]
- Dolzhenko, P.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Peculiarities of DRX in a highly-alloyed austenitic stainless steel. Materials 2021, 14, 4004. [Google Scholar] [CrossRef] [PubMed]
- Tikhonova, M.; Belyakov, A.; Kaibyshev, R. Strain-induced grain evolution in an austenitic stainless steel under warm multiple forging. Mater. Sci. Eng. A 2013, 564, 413–422. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Effect of severe cold or warm deformation on microstructure evolution and tensile behavior of a 316L stainless steel. Adv. Eng. Mater. 2015, 17, 1812–1820. [Google Scholar] [CrossRef]
- Tikhonova, M.; Shakhova, I.; Kaibyshev, R.; Belyakov, A. Effect of SPD processing technique on grain refinement and properties of an austenitic stainless steel. Mater. Sci. Forum 2017, 879, 1957–1962. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Enikeev, N.; Kaibyshev, R.; Valiev, R.Z. Microstructural changes and strengthening of austenitic stainless steels during rolling at 473 K. Metals 2020, 10, 1614. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kaibyshev, R.; Fang, X.; Wang, W.; Belyakov, A. Grain boundary assembles developed in an austenitic stainless steel during large strain warm working. Mater. Character. 2012, 70, 14–20. [Google Scholar] [CrossRef]
- Belyakov, A.; Zherebtsov, S.; Tikhonova, M.; Salishchev, G. Kinetics of grain refinement in metallic materials during large strain deformation. Mater. Phys. Mech. 2015, 24, 224–231. [Google Scholar]
- Roberts, W. Microstructure Evolution and Flow Stress During Hot Working. In Strength of Metals and Alloys (ICSMA-7); McQueen, H.J., Bailon, J.-P., Dickson, J.I., Jonas, J.J., Akben, M.G., Eds.; Pergamon Press: Oxford, UK, 1986; pp. 1859–1891. [Google Scholar] [CrossRef]
- Mahajan, S. Critique of mechanisms of formation of deformation, annealing and growth twins: Face-centered cubic metals and alloys. Scr. Mater. 2013, 68, 95–99. [Google Scholar] [CrossRef]
- Tikhonova, M.; Dolzhenko, P.; Kaibyshev, R.; Belyakov, A. Grain boundary assemblies in dynamically-recrystallized austenitic stainless steel. Metals 2016, 6, 268. [Google Scholar] [CrossRef] [Green Version]
- Torganchuk, V.; Morozova, A.; Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Grain sizes and dislocation densities in fcc-metallic materials processed by warm to hot working. IOP Conf. Ser. J. Phys. 2019, 1270, 012039. [Google Scholar] [CrossRef]
- Belyakov, A.; Odnobokova, M.; Yanushkevich, Z.; Nazarova, M.; Kaibyshev, R. On strengthening of ultrafine grained austenitic steels subjected to large strain deformation. IOP Conf. Ser. Mater. Sci. Eng. 2019, 672, 012021. [Google Scholar] [CrossRef]
- Shakhova, I.; Dudko, V.; Belyakov, A.; Tsuzaki, K.; Kaibyshev, R. Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel. Mater. Sci. Eng. A 2012, 545, 176–186. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Grain refinement and strengthening of austenitic stainless steels during large strain cold rolling. Philos. Mag. 2019, 99, 531–556. [Google Scholar] [CrossRef] [Green Version]
- Smallman, R.E.; Green, D. The dependence of rolling texture on stacking fault energy. Acta Metall. 1964, 12, 145–154. [Google Scholar] [CrossRef]
- Haase, C.; Chowdhury, S.G.; Barrales-Mora, L.A.; Molodov, D.A.; Gottstein, G. On the relation of microstructure and texture evolution in an austenitic Fe-28Mn-0.28C TWIP steel during cold rolling. Metall. Mater. Trans. A 2013, 44, 911–922. [Google Scholar] [CrossRef]
- Tewary, N.K.; Ghosh, S.K.; Bera, S.; Chakrabarti, D.; Chatterjee, S. Influence of cold rolling on microstructure, texture and mechanical properties of low carbon high Mn TWIP steel. Mater. Sci. Eng. A 2014, 615, 405–415. [Google Scholar] [CrossRef]
- Saleh, A.A.; Haase, C.; Pereloma, E.V.; Molodov, D.A.; Gazder, A. A On the evolution and modelling of brass-type texture in cold-rolled twinning-induced plasticity steel. Acta Mater. 2014, 70, 259–271. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Belyakov, A.; Haase, C.; Molodov, D.A.; Kaibyshev, R. Structural/textural changes and strengthening of an advanced high-Mn steel subjected to cold rolling. Mater. Sci. Eng. A 2016, 651, 763–773. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metal. Mater. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Nakada, N.; Ito, H.; Matsuoka, Y.; Tsuchiyama, T.; Takaki, S. Deformation-induced martensitic transformation behavior in cold-rolled and cold-drawn type 316 stainless steels. Acta Mater. 2010, 58, 895–903. [Google Scholar] [CrossRef]
- Ray, R.K. Rolling textures of pure nickel, nickel-iron and nickel-cobalt alloys. Acta Metall. Mater. 1995, 43, 3861–3872. [Google Scholar] [CrossRef]
- Madhavan, R.; Ray, R.K.; Suwas, S. Micro-mechanical aspects of texture evolution in nickel and nickel–cobalt alloys: Role of stacking fault energy. Philos. Mag. 2016, 96, 3177–3199. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Hook, R.E. Cold rolling and annealing textures in low carbon and extra low carbon steels. Int. Mater. Rev. 1994, 39, 129–172. [Google Scholar] [CrossRef]
- Kitahara, H.; Ueji, R.; Ueda, M.; Tsuji, N.; Minamino, Y. Crystallographic analysis of plate martensite in Fe–28.5 at.% Ni by FE-SEM/EBSD. Mater. Charact. 2005, 54, 378–386. [Google Scholar] [CrossRef]
- Kitahara, H.; Ueji, R.; Tsuji, N.; Minamino, Y. Crystallographic features of lath martensite in low-carbon steel. Acta Mater. 2006, 54, 1279–1288. [Google Scholar] [CrossRef]
- Morozova, A.; Kaibyshev, R. Grain refinement and strengthening of a Cu–0.1Cr– 0.06Zr alloy subjected to equal channel angular pressing. Philos. Mag. 2017, 97, 2053–2076. [Google Scholar] [CrossRef]
- Langdon, T.G. The principles of grain refinement in equal-channel angular pressing. Mater. Sci. Eng. A 2007, 462, 3–11. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. An investigation of microstructural evolution during equal-channel angular pressing. Acta Mater. 1997, 45, 4733–4741. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H. Fine-grained structure formation in austenitic stainless steel under multiple deformation at 0.5 Tm. Mater. Trans., JIM 2000, 41, 476–484. [Google Scholar] [CrossRef] [Green Version]
- Korshunov, A.A.; Enikeev, F.U.; Mazurski, M.I.; Salishchev, G.A.; Dmitriev, O.V.; Muravlev, A.V.; Chistyakov, P.V. Grain-structure refinement in titanium alloy under different loading schedules. J. Mater. Sci. 1996, 31, 4635–4639. [Google Scholar] [CrossRef]
- Goloborodko, A.; Sitdikov, O.; Kaibyshev, R.; Miura, H.; Sakai, T. Effect of pressing temperature on fine-grained structure formation in 7475 aluminum alloy during ECAP. Mater. Sci. Eng. A 2004, 381, 121–128. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y.; Kimura, Y.; Mishima, Y. Comparative study on microstructure evolution upon unidirectional and multidirectional cold working in an Fe–15%Cr ferritic alloy. Mater. Sci. Eng. A 2007, 456, 323–331. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Miura, H.; Sakai, T. Effect of initial microstructures on grain refinement in a stainless steel by large strain deformation. Acta Mater. 2003, 51, 847–861. [Google Scholar] [CrossRef]
- Humphreys, F.J. A unified theory of recovery, recrystallization and grain growth, based on the stability and growth of cellular microstructures: I. The basic model. Acta Mater. 1997, 45, 4231–4240. [Google Scholar] [CrossRef]
- Degtyarev, M.V.; Voronova, L.M.; Gubernatorov, V.V.; Chashchukhina, T.I. On the thermal stability of the microcrystalline structure in single-phase metallic materials. Dokl. Phys. 2002, 47, 647–650. [Google Scholar] [CrossRef]
- Belyakov, A.; Sakai, T.; Miura, H.; Kaibyshev, R.; Tsuzaki, K. Continuous recrystallization in austenitic stainless steel after large strain deformation. Acta Mater. 2002, 50, 1547–1557. [Google Scholar] [CrossRef]
- Belyakov, A.; Kimura, Y.; Tsuzaki, K. Recovery and recrystallization in ferritic stainless steel after large strain deformation. Mater. Sci. Eng. A 2005, 403, 249–259. [Google Scholar] [CrossRef]
- Dudova, N.; Belyakov, A.; Kaibyshev, R. Recrystallization behaviour of a Ni-20%Cr alloy subjected to severe plastic deformation. Mater. Sci. Eng. A 2012, 543, 164–172. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y.; Mishima, Y. Annealing behaviour of a ferritic stainless steel subjected to large strain cold working. J. Mater. Res. 2007, 22, 3042–3051. [Google Scholar] [CrossRef]
- Odnobokova, M.; Tikhonova, M.; Belyakov, A.; Kaibyshev, R. Development of Σ3 CSL boundaries in austenitic stainless steels subjected to large strain deformation and annealing. J. Mater. Sci. 2017, 52, 4210–4223. [Google Scholar] [CrossRef]
- Beck, P.A.; Holtzworth, M.L.; Hu, H. Instantaneous rates of grain growth. Phys. Rev. 1948, 73, 526–527. [Google Scholar] [CrossRef]
- Hu, H.; Rath, B.B. On the time exponent in isothermal grain growth. Metall. Trans. 1970, 1, 3181–3184. [Google Scholar] [CrossRef]
- Hannerz, N.E.; De Kazinczy, F. Kinetics of austenite grain growth in steel. J. Iron Steel. Inst. 1970, 208, 475–481. [Google Scholar]
- Odnobokova, M.; Yanushkevich, Z.; Kaibyshev, R.; Belyakov, A. On the Strength of a 316L-Type Stainless Steel Subjected to Cold or Warm Rolling Followed by Annealing. Materials 2020, 13, 2116. [Google Scholar] [CrossRef] [PubMed]
- Burke, J.; Turnbull, D. Recrystallization and grain growth. Prog. Met. Phys. 1952, 3, 220–292. [Google Scholar] [CrossRef]
- Nakao, Y.; Miura, H. Nano-grain evolution in austenitic stainless steel during multi-directional forging. Mater. Sci. Eng. A 2011, 528, 1310–1317. [Google Scholar] [CrossRef]
- Abramova, M.M.; Enikeev, N.A.; Valiev, R.Z.; Etienne, A.; Radiguet, B.; Ivanisenko, Y.; Sauvage, X. Grain boundary segregation induced strengthening of an ultrafine-grained austenitic stainless steel. Mater. Lett. 2014, 136, 349–352. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Development of Nanocrystalline 304L Stainless Steel by Large Strain ColdWorking. Metals 2015, 5, 656–668. [Google Scholar] [CrossRef] [Green Version]
- Tikhonova, M.; Enikeev, N.; Valiev, R.Z.; Belyakov, A.; Kaibyshev, R. Submicrocrystalline Austenitic Stainless Steel Processed by Cold or Warm High Pressure Torsion. Mater. Sci. Forum 2016, 838–839, 398–403. [Google Scholar] [CrossRef]
- Zheng, Z.J.; Liu, J.W.; Gao, Y. Achieving high strength and high ductility in 304 stainless steel through bimodal microstructure prepared by post-ECAP annealing. Mater. Sci. Eng. A 2017, 680, 426–432. [Google Scholar] [CrossRef]
- Odnobokova, M.; Belyakov, A.; Enikeev, N.; Molodov, D.A.; Kaibyshev, R. Annealing behavior of a 304L stainless steel processed by large strain cold and warm rolling. Mater. Sci. Eng. A 2017, 689, 370–383. [Google Scholar] [CrossRef]
- Sun, G.; Du, L.; Hu, J.; Zhang, B.; Misra, R. On the influence of deformation mechanism during cold and warm rolling on annealing behavior of a 304 stainless steel. Mater. Sci. Eng. A 2019, 746, 341–355. [Google Scholar] [CrossRef]
- Lei, C.; Li, X.; Deng, X.; Wang, Z. Microstructural Evolution and Microstructure–Mechanical PropertyCorrelation in Nano/ultrafine-Grained Fe-17Cr-6Ni Austenitic Steel. Metall. Mater. Trans. A 2018, 49, 6134–6146. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kaibyshev, R.; Belyakov, A. Microstructure and mechanical properties of austenitic stainless steels after dynamic and post-dynamic recrystallization treatment. Adv. Eng. Mater. 2018, 20, 1700960. [Google Scholar] [CrossRef]
- Liu, M.; Gong, W.; Zheng, R.; Li, J.; Zhang, Z.; Gao, S.; Ma, C.; Tsuji, N. Achieving excellent mechanical properties in type 316 stainless steel by tailoring grain size in homogeneously recovered or recrystallized nanostructures. Acta Mater. 2022, 226, 117629. [Google Scholar] [CrossRef]
- Abramova, M.M.; Enikeev, N.A.; Sauvage, X.; Etienne, A.; Radiguet, B.; Ubyivovk, E.; Valiev, R.Z. Thermal stability and extra-strength of an ultrafine grained stainless steel produced by high pressure torsion. Rev. Adv. Mater. Sci. 2015, 43, 83–88. [Google Scholar]
- Ke, R.; Hu, C.; Zhong, M.; Wan, X.; Wu, K. Grain refinement strengthening mechanism of an austenitic stainless steel: Critically analyze the impacts of grain interior and grain boundary. J. Mater. Res. Technol. 2022, 17, 2999–3012. [Google Scholar] [CrossRef]
- Sun, G.S.; Dua, L.X.; Hua, J.; Xie, H.; Wua, H.Y.; Misra, R.D.K. Ultrahigh strength nano/ultrafine-grained 304 stainless steel through three-stage cold rolling and annealing treatment. Mater. Charact. 2015, 110, 228–235. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Wan, X.L.; Somani, M.C.; Karjalainen, L.P.; Misra, R.D.K. Strain hardening behavior of phase reversion-induced nanograined/ultrafine-grained (NG/UFG) austenitic stainless steel and relationship with grain size and deformation mechanism. Mater. Sci. Eng. A 2014, 613, 60–70. [Google Scholar] [CrossRef]
- Challa, V.S.A.; Misra, R.D.K.; Somani, M.C.; Wang, Z.D. Strain hardening behavior of nanograined/ultrafine-grained (NG/UFG) austenitic16Cr–10Ni stainless steel and its relationship to austenite stability and deformation behavior. Mater. Sci. Eng. A 2016, 649, 153–157. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Hong, J.-S.; Kang, S.-H.; Lee, Y.-K. The effect of austenite grain size on deformation mechanism of Fe–17Mn steel. Mater. Sci. Eng. A 2021, 809, 140972. [Google Scholar] [CrossRef]
- Dong, H.; Li, Z.C.; Somani, M.C.; Misra, R.D.K. The significance of phase reversion-induced nanograined/ultrafine-grained (NG/UFG) structure on the strain hardening behavior and deformation mechanism in copper-bearing antimicrobial austenitic stainless steel. J. Mech. Behav. Biomed. Mater. 2021, 119, 104489. [Google Scholar] [CrossRef] [PubMed]
- Sun, G.; Zhao, M.; Du, L.; Wu, H. Significant effects of grain size on mechanical response characteristics and deformation mechanisms of metastable austenitic stainless steel. Mater. Charact. 2022, 184, 111674. [Google Scholar] [CrossRef]
- Torganchuk, V.; Belyakov, A.; Kaibyshev, R. Deformation Mechanisms Operating in TWIP/TRIP Steels Processed by Warm to Hot Working. Acta Phys. Pol. A 2018, 134, 640–643. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. Microstructure and strength of nickel at large strains. Acta Mater. 2000, 48, 2985–3004. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Dobatkin, S.V.; Belyakov, A.; Kaibyshev, R. Hall-Petch relationship for austenitic stainless steels processed by large strain warm rolling. Acta Mater. 2017, 136, 39–48. [Google Scholar] [CrossRef]
- Shakhova, I.; Belyakov, A.; Yanushkevich, Z.; Tsuzaki, K.; Kaibyshev, R. On Strengthening of Austenitic Stainless Steel by Large Strain Cold Working. ISIJ Int. 2016, 56, 1289–1296. [Google Scholar] [CrossRef] [Green Version]
- Starink, M.J. Dislocation versus grain boundary strengthening in SPD processed metals: Non-causal relation between grain size and strength of deformed polycrystals. Mater. Sci. Eng. A 2017, 705, 42–46. [Google Scholar] [CrossRef] [Green Version]
- Krawczynska, A.T.; Chrominski, W.; Ura-Binczyk, E.; Kulczyk, M.; Lewandowska, M. Mechanical properties and corrosion resistance of ultrafine grained austenitic stainless steel processed by hydrostatic extrusion. Mater. Des. 2017, 136, 34–44. [Google Scholar] [CrossRef]
- Tian, L.; Zheng, R.; Yuan, C.; Yang, G.; Shi, C.; Zhang, B.; Zhang, Z. Effect of grain size on the corrosion behavior of fully recrystallized ultra-fine grained 316L stainless steel fabricated by high-energy ball milling and hot isostatic pressing sintering. Mater. Charact. 2021, 174, 110995. [Google Scholar] [CrossRef]
- Zhao, M.; Wu, H.; Lu, J.; Sun, G.; Du, L. Effect of grain size on mechanical property and corrosion behavior of a metastable austenitic stainless steel. Mater. Charact. 2022, 194, 112360. [Google Scholar] [CrossRef]
- Sorokopudova, Y.V.; Tikhonova, M.S.; Belyakov, A.N. Intergranular corrosion of a submicrocrystalline austenitic stainless steel subjected to severe plastic deformation. Vestnik TSU 2013, 18, 1988–1989. [Google Scholar]
- Zhao, M.; Wu, H.; Zhang, B.; Lu, J.; Du, L. Effect of Cr-rich carbide precipitates on austenite stability and consequent corrosion behavior of ultrafine-grained 304 stainless steel produced by cryogenic rolling and annealing treatment. Mater. Charact. 2023, 195, 112553. [Google Scholar] [CrossRef]
- Hug, E.; PrasathBabu, R.; Monnet, I.; Etienne, A.; Moisy, F.; Pralong, V.; Enikeev, N.; Abramova, M.; Sauvage, X.; Radiguet, B. Impact of the nanostructuration on the corrosion resistance and hardness of irradiated 316 austenitic stainless steels. Appl. Surf. Sci. 2017, 392, 1026–1035. [Google Scholar] [CrossRef]
- Muley, S.V.; Vidvans, A.N.; Chaudhari, G.P.; Udainiya, S. An assessment of ultra fine grained 316L stainless steel for implant applications. Acta Biomater. 2016, 30, 408–419. [Google Scholar] [CrossRef]



































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel/Processing | Grain Size (nm) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Total Elongation (%) | Ref. |
|---|---|---|---|---|---|
| SUS316/Multiple forging at room temperature | 50 | 2050 | 2075 | 10 | [110] |
| SUS316/Multiple forging at 73 K | 40 | 2100 | 2125 | 10 | [110] |
| S304H/Rolling at room temperature | 50 | 2050 | 2065 | 5 | [76] |
| 316/HPT at room temperature | 40 | 1700 | 1800 | 7 | [111] |
| 316/HPT at 673 K | 90 | 1720 | 1950 | 8 | [111] |
| 316L/Rolling at room temperature | 70–80 | 1680 | 1830 | 5 | [66] |
| 304L/Rolling at room temperature | 115–145 | 1595 | 1785 | 4 | [112] |
| S304H/HPT at room temperature | 23 | 1890 | 1950 | 17 | [113] |
| 304/ECAP (ε = 8) at 773 K | 80–100 | 1130 | 1160 | 8 | [114] |
| 304/ECAP (ε = 8) at 773 K + annealing at 973 K | 100–150 | 1045 | 1115 | 26 | [114] |
| 316L/Rolling at room temperature + annealing at 973K | 330 | 1120 | 1250 | 9 | [108] |
| 304L/Rolling at room temperature + annealing at 973 K | 450 | 890 | 980 | 29 | [115] |
| 316L/Rolling at 473 K | 150 | 1240 | 1359 | 9 | [68] |
| 304L/Rolling at 473 K | 130 | 1350 | 1480 | 8 | [68] |
| 304/Rolling at room temperature + annealing at 1073 K | 640 | 575 | 917 | 54 | [116] |
| Fe-17Cr-6Ni/Rolling at room temperature + annealing at 923 K | 210 | 1029 | 1114 | 25 | [117] |
| Fe-17Cr-6Ni/Rolling at room temperature + annealing at 973 K | 220 | 973 | 1073 | 32 | [117] |
| Fe-17Cr-6Ni/Rolling at room temperature + annealing at 1023 K | 400 | 790 | 1038 | 41 | [117] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolzhenko, P.; Tikhonova, M.; Odnobokova, M.; Kaibyshev, R.; Belyakov, A. Ultrafine-Grained Stainless Steels after Severe Plastic Deformation. Metals 2023, 13, 674. https://doi.org/10.3390/met13040674
Dolzhenko P, Tikhonova M, Odnobokova M, Kaibyshev R, Belyakov A. Ultrafine-Grained Stainless Steels after Severe Plastic Deformation. Metals. 2023; 13(4):674. https://doi.org/10.3390/met13040674
Chicago/Turabian StyleDolzhenko, Pavel, Marina Tikhonova, Marina Odnobokova, Rustam Kaibyshev, and Andrey Belyakov. 2023. "Ultrafine-Grained Stainless Steels after Severe Plastic Deformation" Metals 13, no. 4: 674. https://doi.org/10.3390/met13040674