Effect of Extrusion Ratio on the Microstructure and Mechanical Properties of Al-0.5Mg-0.4Si-0.1Cu Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Experiment Procedures
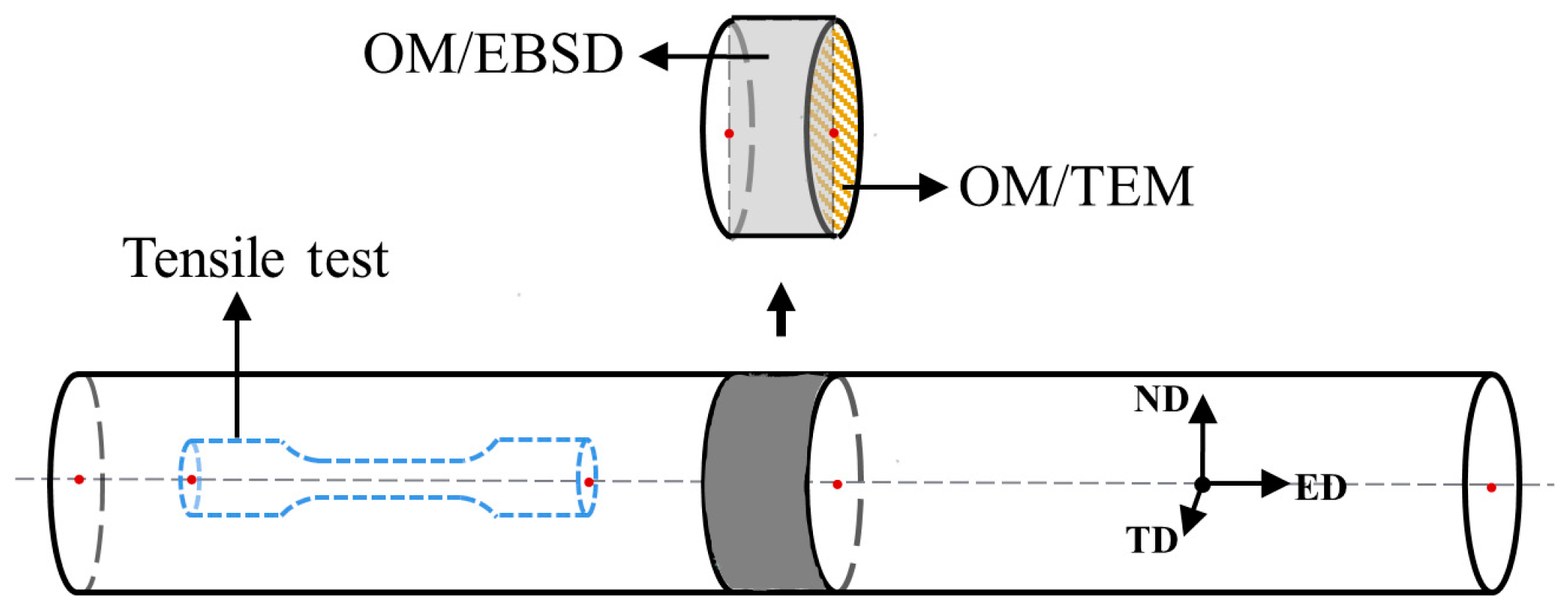
2.1. Specimens Preparation
2.2. Microstructure Observation
2.3. Tensile Test
3. Results and Discussion
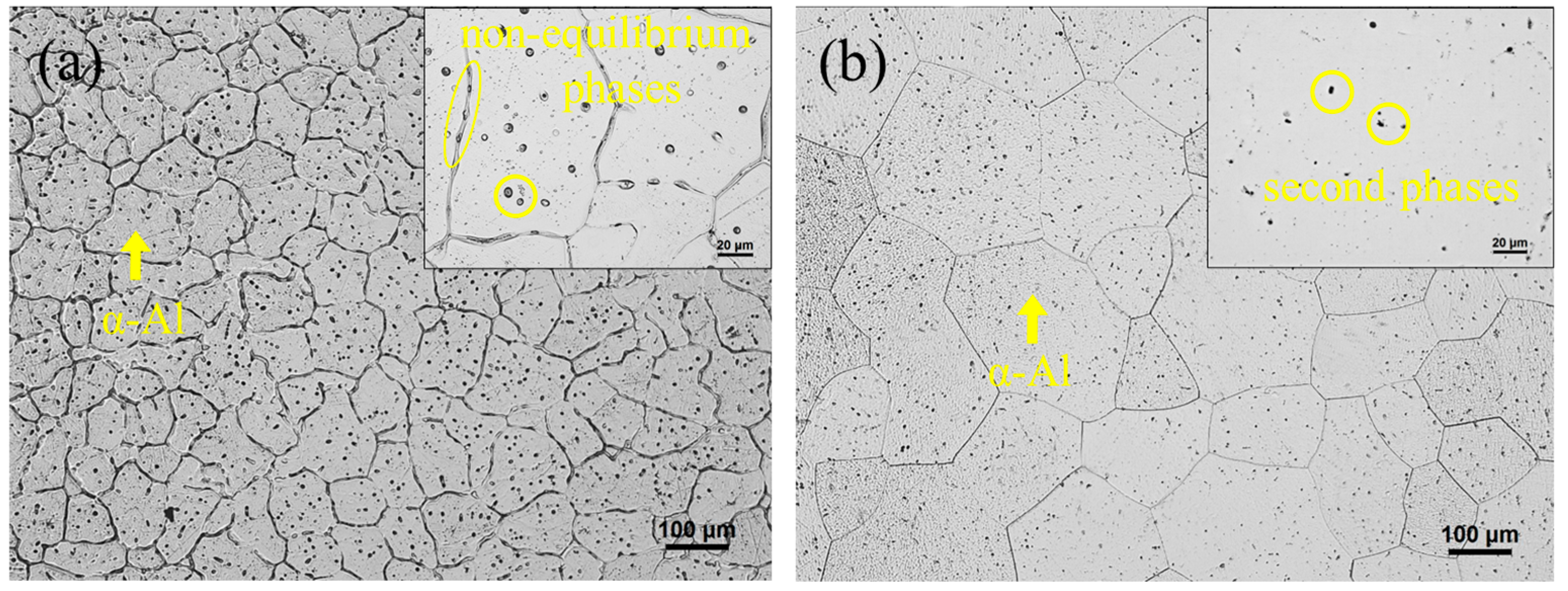
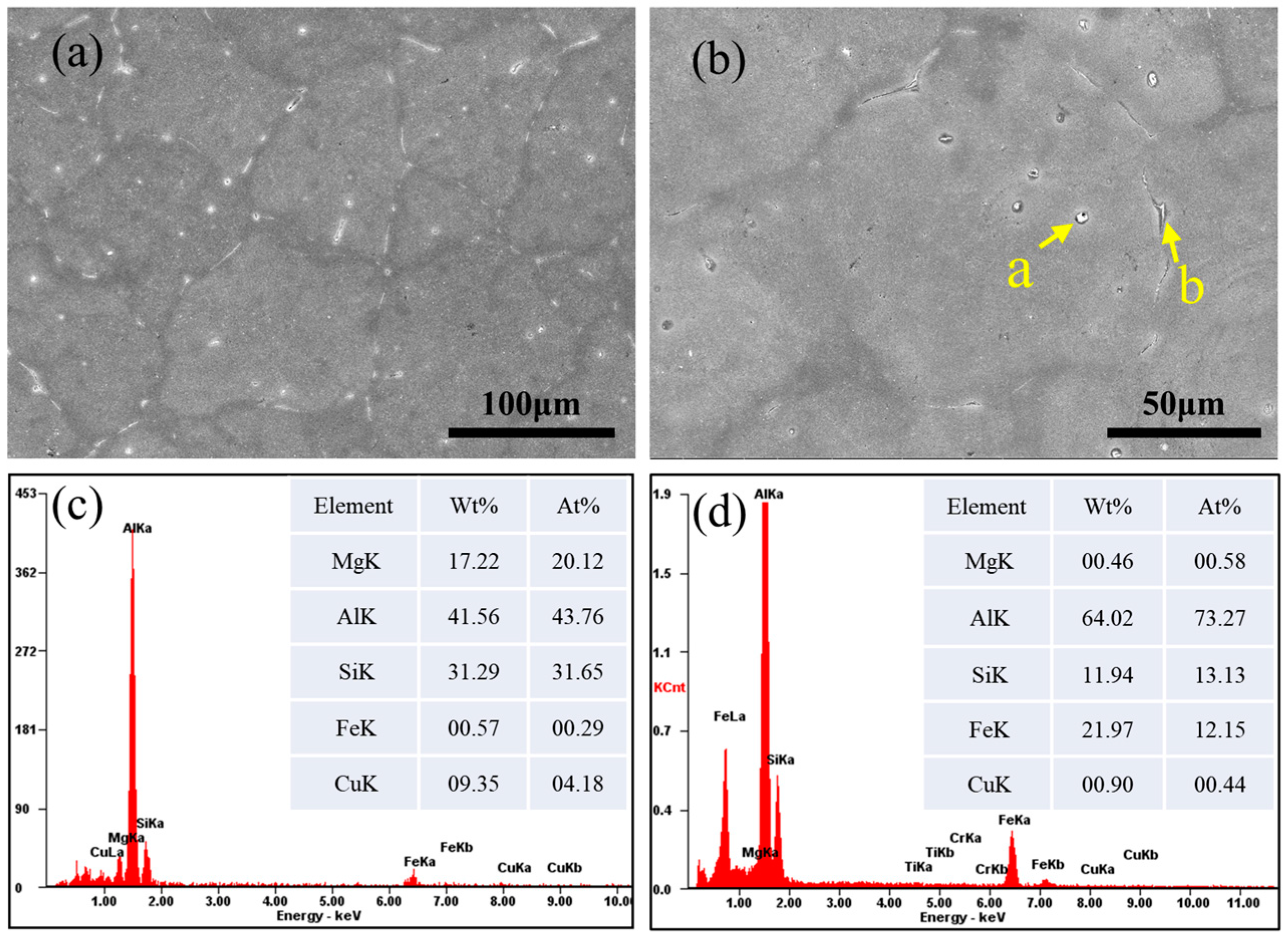
3.1. Homogenization
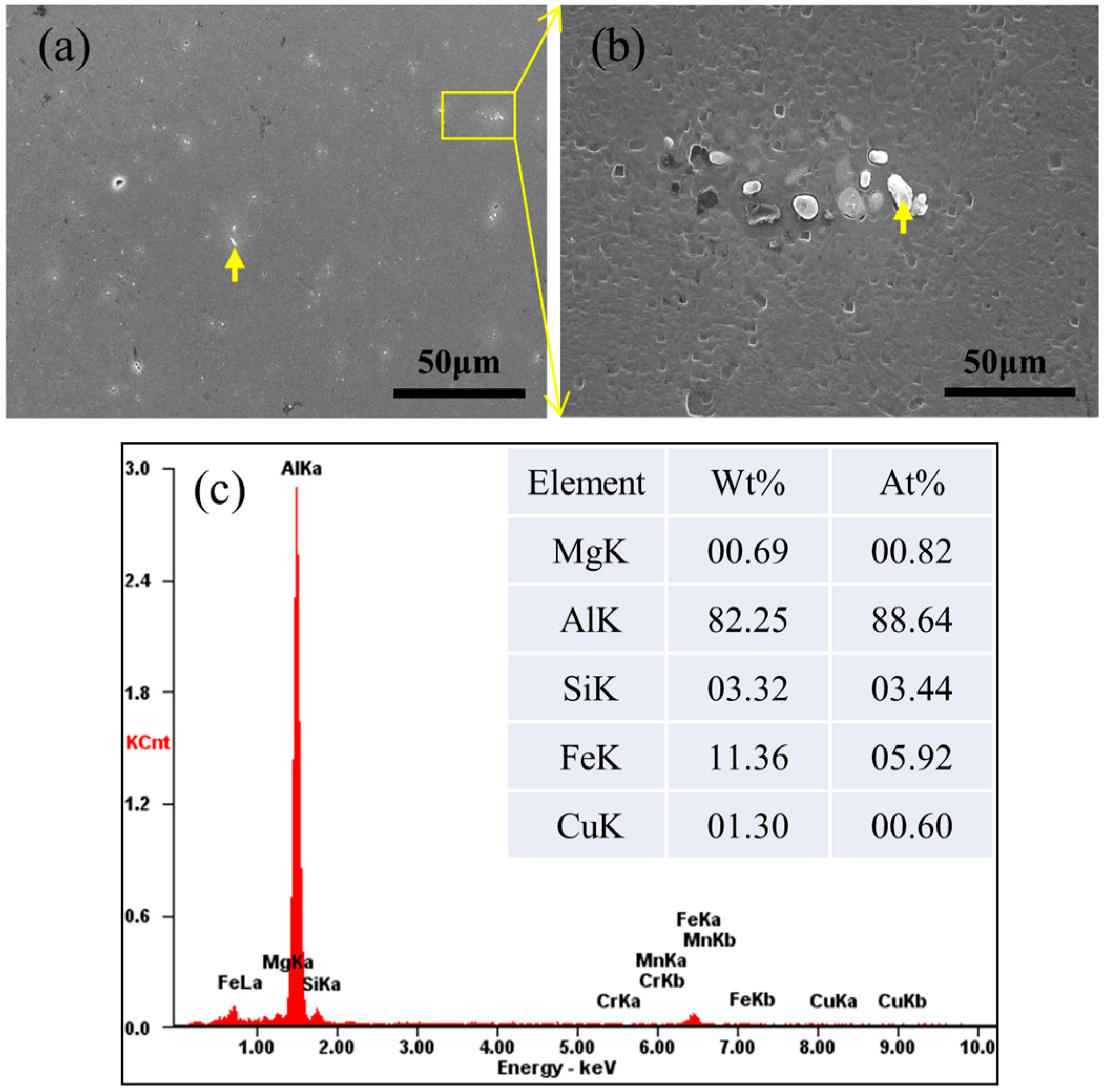
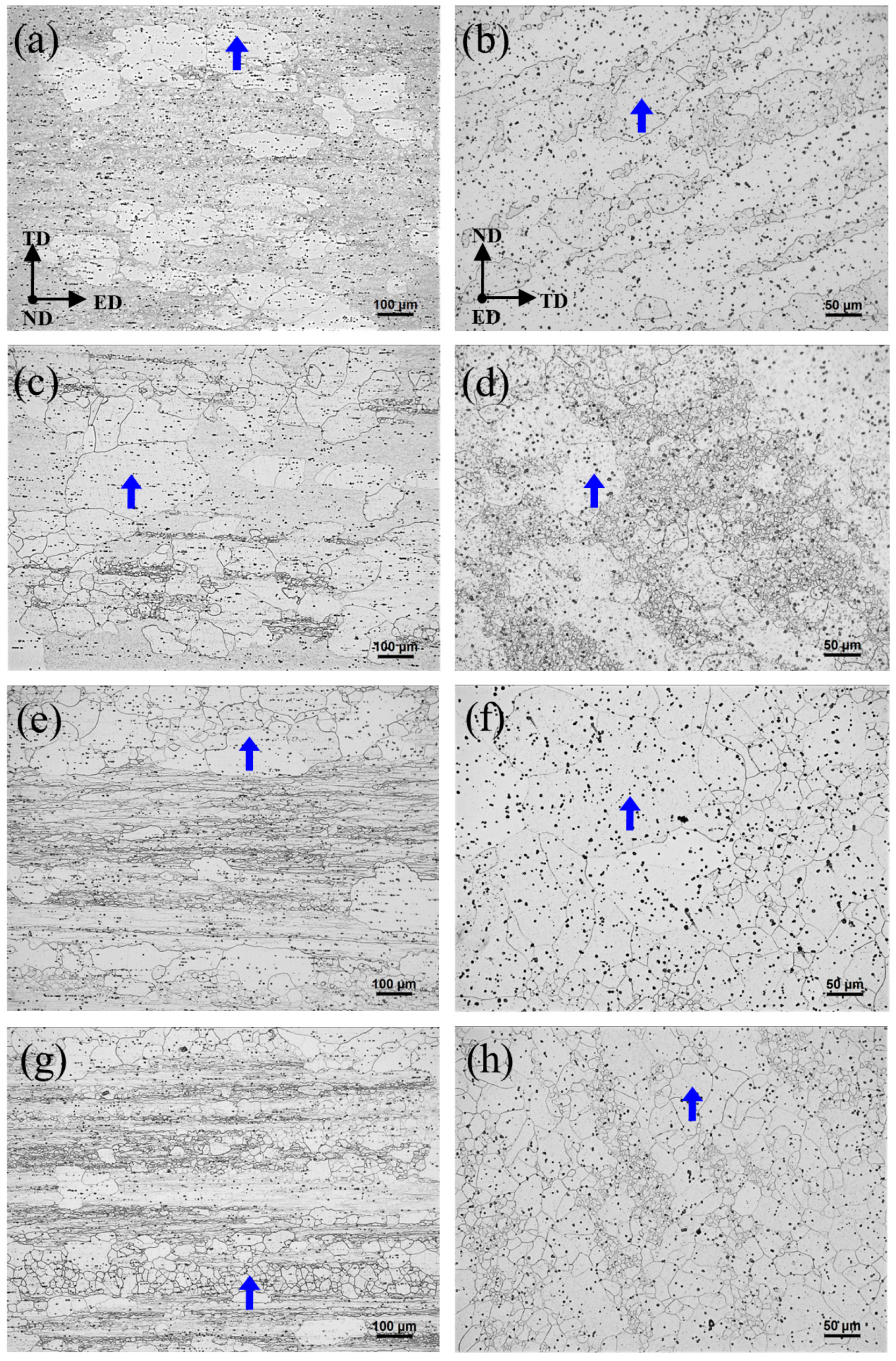
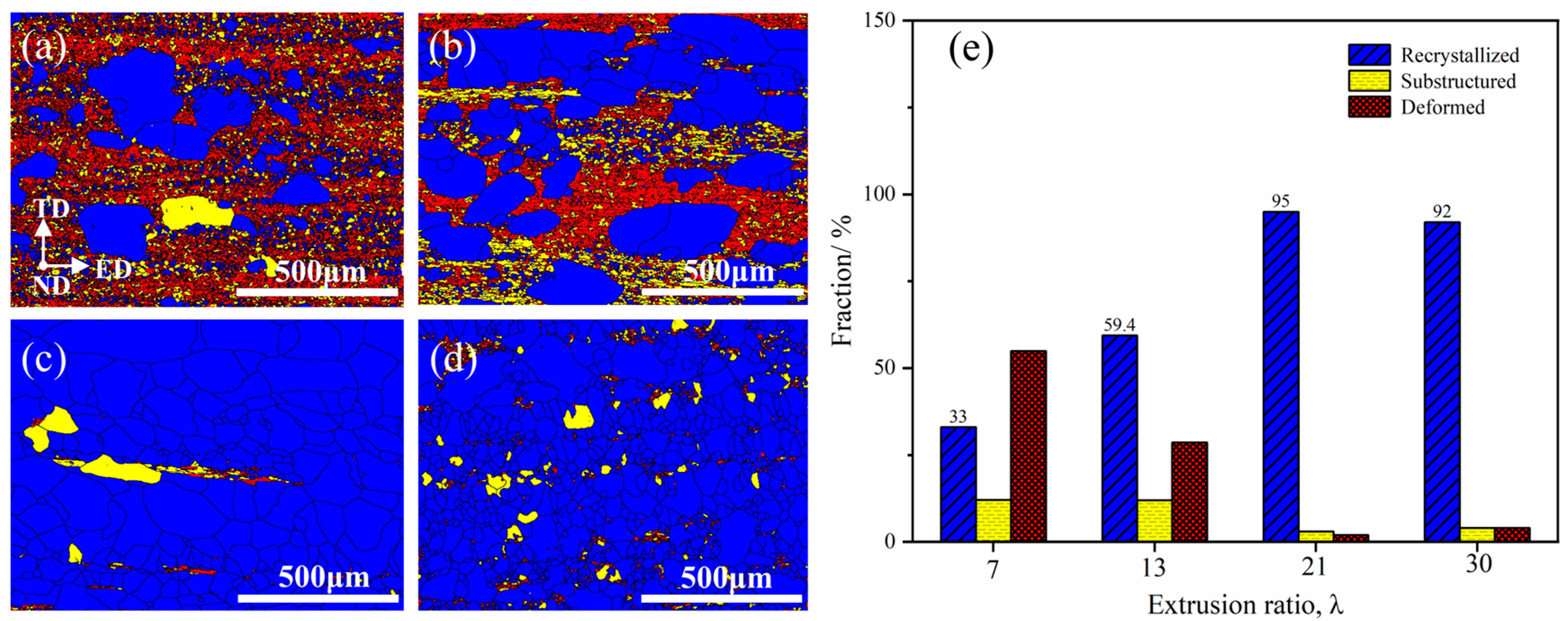
3.2. Microstructure of Extruded Alloys
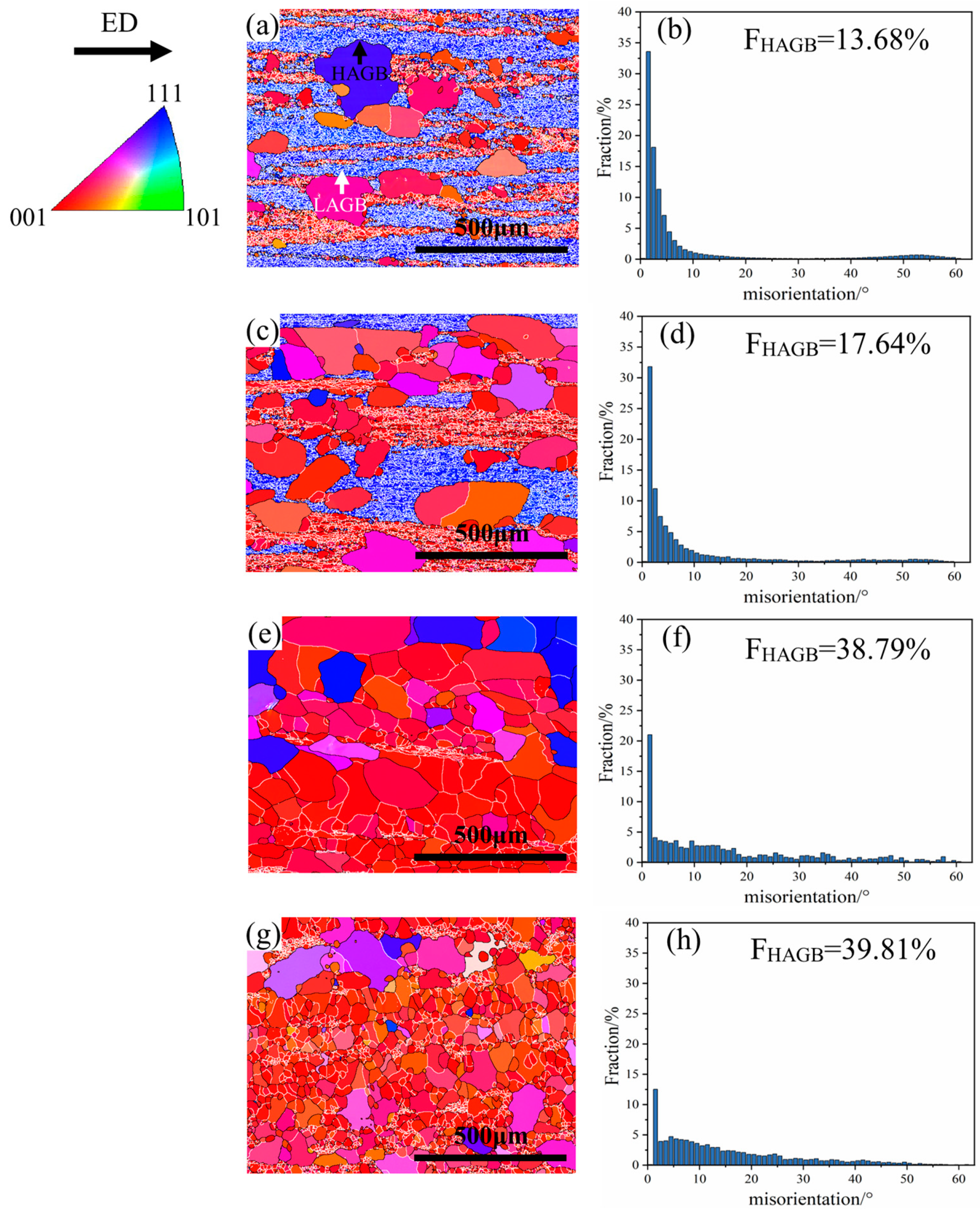
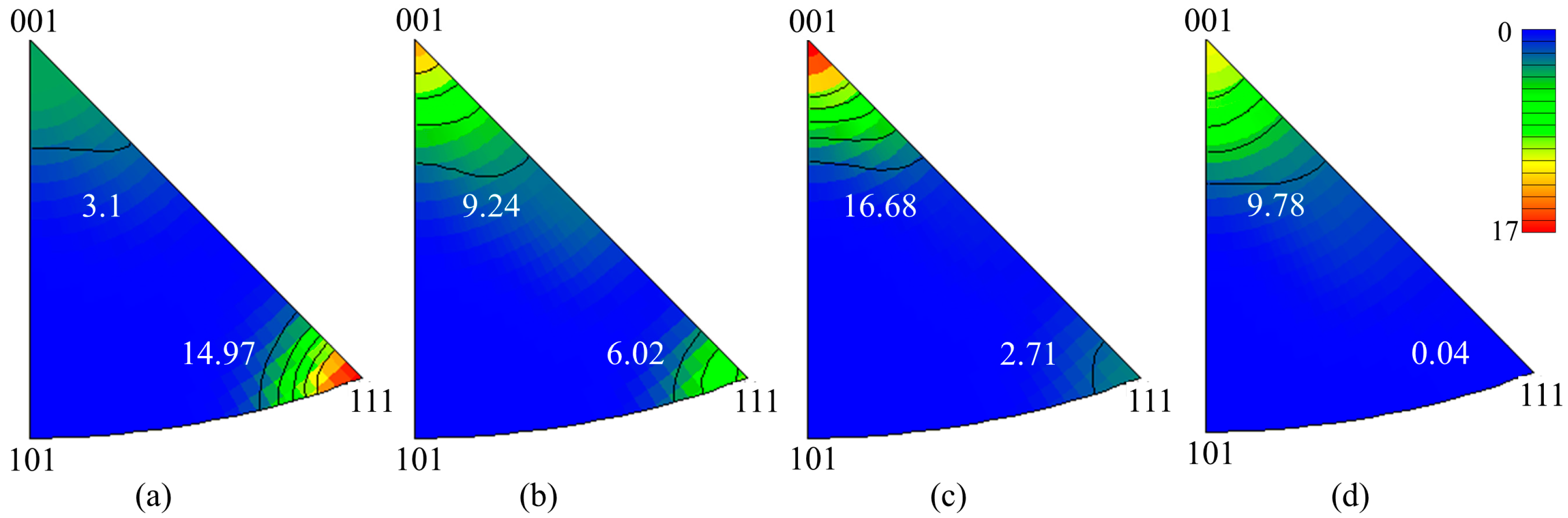
3.3. Texture Analysis
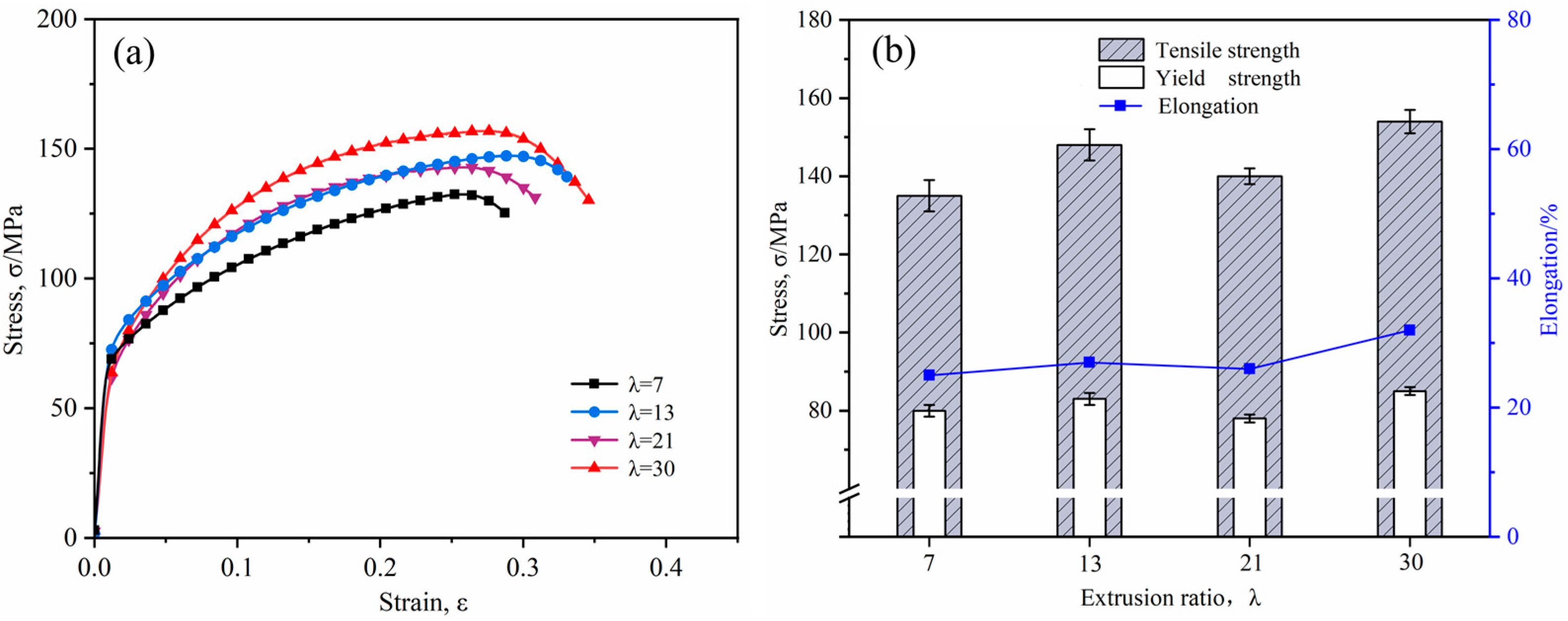
3.4. Tensile Properties
3.5. Microstructure Evolution during Hot Extrusion
4. Conclusions
- (1)
- When the extrusion ratio was low, softening mechanism of the alloy was mainly DRV and the original grains were elongated along the ED direction. With the extrusion ratio increasing from 7 to 30, the proportion of dynamically recrystallized grains increased from 33% to 92%, the average grain size decreases from 160 μm to 45 μm.
- (2)
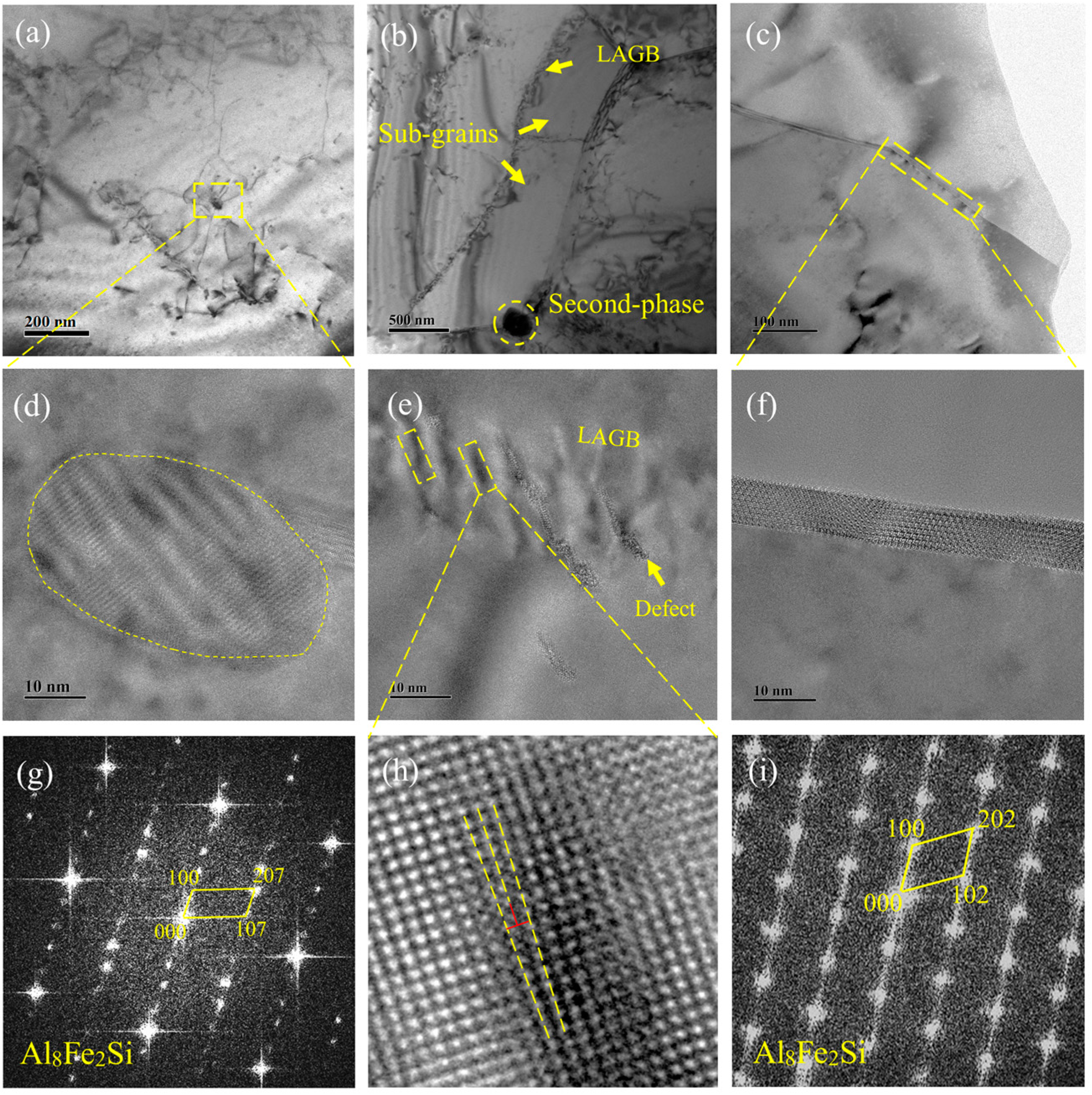
- The textures of the alloy are mainly concentrated in <111> and <001> orientations. With the increasing extrusion ratio, the texture of <001> orientation gradually occupied the main position, texture intensity of <111> orientation decreased after DRX fully developed. The presence of nano-sized Al8Fe2Si particles caused dislocation pile-up which provided a driving force for DRX and also limited the migration of HAGB.
- (3)
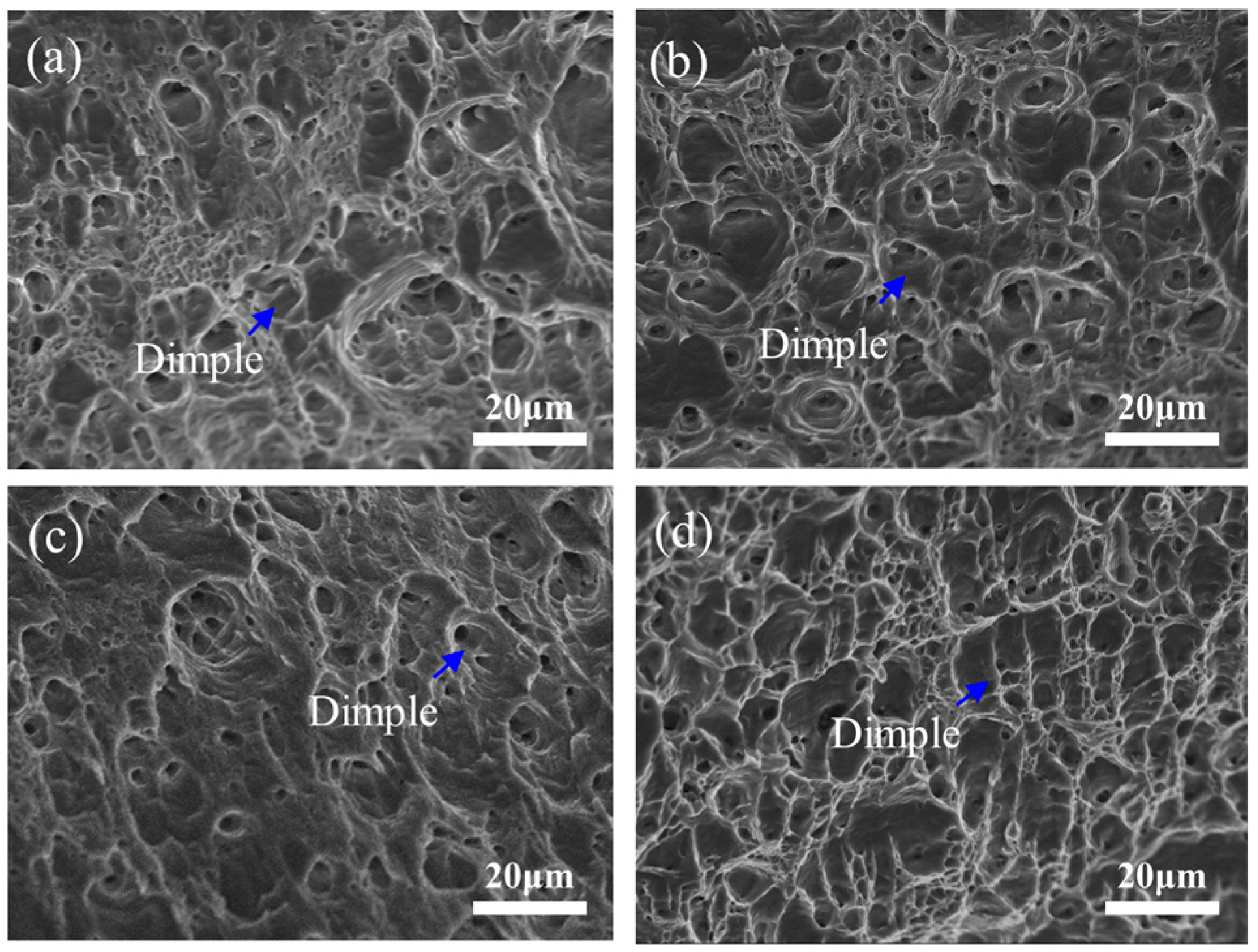
- When the extrusion ratio was increased from 7 to 30, the dimples on the tensile fracture surface increased and are more uniform, showing excellent elongation of 32.4%. Due to the fine-grain strengthening mechanism, the tensile strength of the alloy with an extrusion ratio of 30 reached 152 MPa.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Ye, Z.; Fu, J.; Qi, W.; Tian, Y.; Liu, L.; Wang, X. Microstructure evolution, texture and laser surface HEACs of Al-Mg-Si alloy for light automobile parts. Mater. Charact. 2020, 160, 110093. [Google Scholar] [CrossRef]
- Wang, X.F.; Guo, M.X.; Zhang, Y.; Xing, H.; Li, Y.; Luo, J.; Zhang, J.S.; Zhuang, L.Z. The dependence of microstructure, texture evolution and mechanical properties of Al-Mg-Si-Cu alloy sheet on final cold rolling deformation. J. Alloys Compd. 2016, 657, 906–916. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; Smet, P.D.; Haszler, A.; Vieregge, A. Recent development in aluminum alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Zhang, H.; Lin, G.; Peng, D.; Yang, L.; Lin, Q. Dynamic and static softening behaviors of aluminum alloys during multistage hot deformation. J. Mater. Process. Technol. 2004, 148, 245–249. [Google Scholar] [CrossRef]
- Wang, B.; Liu, X.; Zhu, Y.; Ma, C.; Qiu, F.; Zhao, Q.; Jiang, Q. The effect of Mg/Si ratio on the microstructure and tensile properties of twin-roll casting Al-Mg-Si alloys. Mater. Charact. 2022, 191, 112146. [Google Scholar] [CrossRef]
- Zhou, M.Z.; Wen, B.Y.; Ding, L.P. Effect of Mg/Si ratio on natural aging and precipitation strengthening of 6000 series aluminum alloys. T. Mater. Heat. Treat. 2015, 36, 68–72. [Google Scholar]
- Tao, G.H.; Liu, C.H.; Chen, J.H.; Lai, Y.X.; Ma, P.P.; Liu, L.M. The influence of Mg/Si ratio on the negative natural aging effect in Al-Mg-Si-Cu alloys. Mater. Sci. Eng. A 2015, 642, 241–248. [Google Scholar] [CrossRef]
- Zhang, T.P.; Xiong, J.; Wang, J.; Yang, Q.P.; Zhong, Y. Effect of rare earth on microstructure and extrusion properties of 6061 aluminum alloy. Light Alloy Fabr. Technol. 2010, 38, 33–35. [Google Scholar]
- Chang, L.; Ding, Y.; Guo, B.; Ding, J.; Xia, X.; Tang, Y.; Li, C.; Sun, X.; Guo, J.; Song, K.; et al. Modification mechanism and tensile property of Al-9Si-0.4Mg-0.1Cu alloy. Mater. Charact. 2022, 184, 111693. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Chen, T.; Zhang, H.; Liu, X.; Cheng, Y.; Lei, D. Effect of rare earth Y and Al–Ti–B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloy Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Chang, L.; Zhao, Q.; Xia, X.; Ding, Y.; Guo, B.; Ding, J.; Tang, Y.; Zhang, Z.; Li, C.; Sun, X.; et al. Modification Mechanism and Uniaxial Fatigue Performances of A356.2 Alloy Treated by Al-Sr-La Composite Refinement-Modification Agent. Acta Met. Sin. 2022, 35, 901–914. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, J.B.; Yang, Y.K.; Tang, Y.; Zhang, Z.; Chen, X.G.; Liu, Y.C. Hot Deformation Behavior of ATI 718Plus Alloy with Different Microstructures. Acta Metall. Sin. 2022, 35, 1383–1396. [Google Scholar] [CrossRef]
- Cao, G.H.; Yu, Z.H.; Zhang, D.T.; Zhu, S.A.; Xiang, S.Q. Effect of extrusion ratio on microstructure and mechanical properties of 6063 aluminum. Light Alloy Fabr. Technol. 2022, 50, 37–41. [Google Scholar]
- Zhang, C.; Wang, C.; Zhang, Q.; Zhao, G.; Chen, L. Influence of extrusion parameters on microstructure, texture, and second-phase particles in an Al-Mg-Si alloy. J. Mater. Process. Technol. 2019, 270, 323–334. [Google Scholar] [CrossRef]
- Yi, H.; Ding, J.; Ni, C.A.; Dai, J.H.; Tang, Y.; Chen, X.G.; Song, K.H.; Xia, X.C. Hot compression deformation behavior and processing maps of Al-0.5Mg-0.4Si-0.1Cu alloy. J. Mater. Res. Technol. 2022, 19, 4890–4904. [Google Scholar] [CrossRef]
- Ding, W.J.; Jin, L.; Lin, D.L.; Zeng, X.Q.; Mao, D.L. Effect of Second Phase on the Mechanical Properties of Mg-Al-Zn Alloy by Equal Channel Angular Extrusion. Mater. Sci. Forum 2007, 62, 546–549. [Google Scholar]
- Arnoldt, A.R.; Schiffl, A.; Höppel, H.W.; Österreicher, J.A. Influence of different homogenization heat treatments on the microstructure and hot flow stress of the aluminum alloy AA6082. Mater. Charact. 2022, 191, 112129. [Google Scholar] [CrossRef]
- Guo, X.B.; Chang, L.; Dai, J.H.; Ding, Y.M.; Li, R.; Ding, J.; Li, C.; Tang, Y.; Xia, X.X.; Chen, X.G.; et al. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Al–9Si–0.4Mg–0.1Cu Alloy. Adv. Eng. Mater. 2022, 24, 2200569. [Google Scholar] [CrossRef]
- Qian, X.; Parson, N.; Chen, X.-G. Effect of Homogenization Treatment and Microalloying with Mn on the Microstructure and Hot Workability of AA6060 Aluminum Alloys. J. Mater. Eng. Perform. 2019, 28, 4531–4542. [Google Scholar] [CrossRef]
- Qu, J.; Xie, X.; Bi, Z.; Du, J.; Zhang, M. Hot deformation characteristics and dynamic recrystallization mechanism of GH4730 Ni-based superalloy. J. Alloy Compd. 2019, 785, 918–924. [Google Scholar] [CrossRef]
- Wen, D.-X.; Lin, Y.; Li, X.-H.; Singh, S.K. Hot deformation characteristics and dislocation substructure evolution of a nickel-base alloy considering effects of δ phase. J. Alloy Compd. 2018, 764, 1008–1020. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Liu, J.; Shen, Y. Influence of thermal deformation conditions on the microstructure and mechanical properties of boron steel. Mater. Sci. Eng. A 2017, 701, 328–337. [Google Scholar] [CrossRef]
- Zhong, X.T.; Wang, L.; Liu, F. Study on Formation Mechanism of Necklace Structure in Discontinuous Dynamic Recrystallization of Incoloy 028. Acta Metall. Sin. 2018, 54, 969–980. [Google Scholar]
- Chen, W.; Guan, Y.P.; Wang, Z.H. Investigation on Dynamic Recrystallization Critical Strain of Al-Mg-Si-Ti Alloy Under Certain Conditions. Mater. Rev. 2016, 30, 164–168. [Google Scholar]
- Zhang, H.; Li, L.X.; Yuan, D.; Peng, D.S. Hot deformation behavior of the new Al-Mg-Si-Cu aluminum alloy during compression at elevated temperatures. Mater. Charact. 2007, 58, 168–173. [Google Scholar] [CrossRef]
- Lee, J.W.; Son, K.T.; Jung, T.K.; Yoon, Y.O.; Kim, S.K.; Choi, H.J.; Hyun, S.K. Continuous dynamic recrystallization behavior and kinetics of Al-Mg-Si alloy modified with CaO-added Mg. Mater. Sci. Eng. A 2016, 673, 648–659. [Google Scholar] [CrossRef]
- Si, J.Y.; Han, P.B.; Chang, X.; Zhang, J. Recrystallization of Ti-46.5Al-2.5V-1.0Cr-0.3Ni alloy during hot forming. J. Iron Steel Res. Int. 2009, 21, 46–50. [Google Scholar]
- Zhao, D.; Qin, J.; Lü, S.; Li, J.; Guo, W.; Wu, S.; Zhang, Y. Mechanisms of extrusion-ratio dependent ultrafine-grain fabrication in AZ31 magnesium alloy by continuous squeeze casting-extrusion. J. Mater. Process. Technol. 2022, 310, 117755. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, C.; Taiki, N.; Shigeharu, K. Effect of extrusion ratio and temperature on microstructures and tensile properties of extruded Mg-Gd-Y-Mn-Sc alloy. Mater. Sci. Eng. A 2021, 800, 140330. [Google Scholar]
- Hua, Q.; Zhang, Z.; Zhang, W.; Zhou, L. Influence of extrusion ratios on microstructure, texture and mechanical property of aluminum alloy 5154. Forg. Stamping Technol. 2018, 43, 154–159. [Google Scholar]
- Kaneko, S.; Murakami, K.; Sakai, T. Effect of the extrusion conditions on microstructure evolution of the extruded Al-Mg-Si-Cu alloy rods. Mater. Sci. Eng. A 2009, 500, 8–15. [Google Scholar] [CrossRef]
- Chen, Z.H.; Xu, F.Y.; Fu, D.F.; Xia, W.J. Dynamic recrystallization of magnesium alloy. Chem. Ind. Eng. Prog. 2006, 25, 140–146. [Google Scholar]
- Wang, H.; Rong, J.; Liu, G.; Zha, M.; Wang, C.; Luo, D.; Jiang, Q. Effects of Zn on the microstructure and tensile properties of as-extruded Mg-8Al-2Sn alloy. Mater. Sci. Eng. A 2017, 698, 249–255. [Google Scholar] [CrossRef]
- Khelfa, T.; Rekik, M.A.; Muñoz-Bolaños, J.A.; Cabrera-Marrero, J.M.; Khitouni, M. Microstructure and strengthening mechanisms in an Al-Mg-Si alloy processed by equal channel angular pressing (ECAP). Int. J. Adv. Manuf. Technol. 2017, 95, 1165–1177. [Google Scholar]
- Li, Z.; Chen, L.; Tang, J.; Zhao, G.; Zhang, C.; Chu, X. Microstructure evolution, plastic anisotropy, and intergranular corrosion of Al-Mg-Si sheet processed through a combination of hot extrusion and cold rolling. Mater. Charact. 2020, 164, 110299. [Google Scholar] [CrossRef]
- Liu, S.; Pan, Q.; Li, M.; Wang, X.; He, X.; Li, X.; Peng, Z.; Lai, J. Microstructure evolution and physical-based diffusion constitutive analysis of Al-Mg-Si alloy during hot deformation. Mater. Des. 2019, 184, 108181. [Google Scholar] [CrossRef]
- Humphreys, F.J. The nucleation of recrystallization at second phase particles in deformed aluminum. Acta Metall. 1977, 25, 323–1344. [Google Scholar] [CrossRef]
- Güzel, A.; Jäger, A.; Parvizian, F.; Lambers, H.-G.; Tekkaya, A.; Svendsen, B.; Maier, H. A new method for determining dynamic grain structure evolution during hot aluminum extrusion. J. Mater. Process. Technol. 2012, 212, 323–330. [Google Scholar] [CrossRef]
- Dai, R.J.; Deng, K.K.; Wang, C.J.; Nie, K.B.; Zhang, G.W.; Liang, W. Effects of precipitates and solute atoms on the work hardening and softening behavior of Zn-rich aluminum alloy. Mater. Sci. Eng. A 2022, 848, 143388. [Google Scholar] [CrossRef]
- Qian, W.; Zhao, Y.; Kai, X.; Gao, X.; Jin, L.; Huang, L. Evolution of microstructure and mechanical properties influenced by nanosized precipitates during rolling deformation. J. Alloys Compd. 2020, 858, 157687. [Google Scholar] [CrossRef]
- Du, Y.M.; Li, S.L.; Ai, X.G.; Xiao, Q.H. Research of strengthened iron ang steel with second phase particle. J. Iron Steel Res. Int. 2020, 32, 683–689. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Si | Cu | Fe | Mn | Zn | Ti | Cr | Al |
|---|---|---|---|---|---|---|---|---|
| 0.466 | 0.394 | 0.114 | 0.023 | ≤0.0030 | ≤0.0037 | ≤0.0052 | ≤0.0005 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, C.; Xia, X.; Dai, J.; Ding, J.; Wang, Y.; Wang, J.; Liu, Y. Effect of Extrusion Ratio on the Microstructure and Mechanical Properties of Al-0.5Mg-0.4Si-0.1Cu Alloy. Metals 2023, 13, 669. https://doi.org/10.3390/met13040669
Ni C, Xia X, Dai J, Ding J, Wang Y, Wang J, Liu Y. Effect of Extrusion Ratio on the Microstructure and Mechanical Properties of Al-0.5Mg-0.4Si-0.1Cu Alloy. Metals. 2023; 13(4):669. https://doi.org/10.3390/met13040669
Chicago/Turabian StyleNi, Changan, Xingchuan Xia, Jiahang Dai, Jian Ding, Yao Wang, Jiangbo Wang, and Yongchang Liu. 2023. "Effect of Extrusion Ratio on the Microstructure and Mechanical Properties of Al-0.5Mg-0.4Si-0.1Cu Alloy" Metals 13, no. 4: 669. https://doi.org/10.3390/met13040669